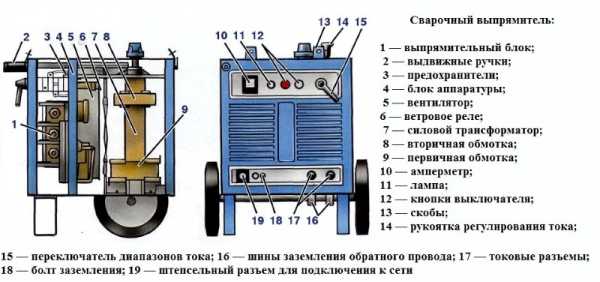
Сварочный выпрямитель — устройство и принцип работы
Выпрямитель переменного тока, однофазный или трёхфазный, является самым неприхотливым, дешёвым и надёжным устройством для сварки разнообразных металлических конструкций. Он прекрасно работает на открытом воздухе при очень низких и высоких температурах и в условиях нестабильного входного напряжения. Главным недостатком является большой вес сварочного выпрямителя, который обусловлен его конструкцией. Но самодельные устройства безупречно выполняют свои функции, а фабричные модели бессменно продолжают нести свою нелёгкую службу. О них мы вдумчиво и подробно расскажем.
Виды сварки и устройство выпрямителя
Существует масса новейших методов соединения металлов и их сплавов, как правило, они основаны на лёгких и надёжных мобильных, инверторных, сварочных аппаратах. Эти изделия работают на принципе выпрямителя, но их конечные характеристики, отличаются от традиционных устройств. К относительно новым видам сварки относятся следующие способы соединения металлов:
- Сварка методом MIG/MAG, которая работает на принципах сварки металлов в активной или защитной среде газа с полуавтоматической подачей присадочной проволоки в зону плавления;
- сварка методом TIG, где процесс происходит в защитной среде инертного газа, с использованием неплавких электродов и наплавляемой полосы присадочного материала;
- сварка методом ММА, где используются принципы инвертора в режиме постоянного тока, но электроды, покрытые и возможна смена полярности.
Популярность высокотехнологичных методов вполне объяснима, но не утрачивает значение и использование старых методов сварки металлов. Причина заключается в предсказуемости параметров, глубине провара и использовании доступных комплектующих.
Основным недостатком метода сварки, с применением выпрямителя, кроме большого веса, является его нагрузка на питающие электросети общего использования. Это воздействие снижается за счёт питания через трёхфазное напряжение 380 V, оно же позволяет перераспределить нагрузку во вторичной цепи и создать многопостовые выпрямители.
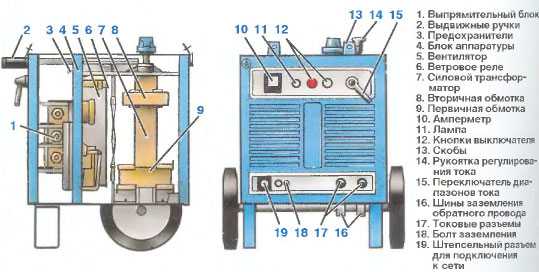
Констукция устройства
Конструктивно устройство выпрямления напряжения и создания мощного сварочного тока выглядит следующим образом, а именно:
- необходимость понижения входного напряжения означает наличие трансформатора, он преобразует переменный 50 Гц ток 220/380 В, в низковольтное напряжение;
- мощный диодный мост выпрямляет переменное напряжение в циклическое постоянное;
- сглаживающий конденсаторный фильтр большой ёмкости, преобразует пульсирующее напряжение в, практически, линейное постоянное напряжение;
- блок регулировки силы тока;
- дроссели, ограничивающие нарастание сварочного тока.
Конструкция аппаратов может несколько отличаться от упрощённой схемы для улучшения технических характеристик, но по этому принципу можно собрать выпрямитель своими руками. Он позволит выполнять простые сварочные работы дома и на даче.
Важно помнить, что необходимо предусмотреть индикацию режимов работы и воздушное охлаждение сварочного аппарата потому, что выпрямительные диоды при сварке сильно нагреваются.
Принцип работы и характеристики сварочных выпрямителей
Принцип работы сварочного трансформатора заключается в том, что он работает на переменном токе 220/380 V с понижением напряжения во вторичной обмотке, а устройство выпрямителя подразумевает наличие мощного диодного моста после вторичной, понижающей обмотки трансформатора. Такое конструктивное решение даёт преимущества при регулировке сварочного тока и может быть организовано по следующим схемам:
- выпрямление однофазное, более подходит для бытовых условий и отличается сравнительной простотой;
- выпрямление по трёхфазной схеме, делает возможным снижение пульсации в первичной и вторичной обмотках;
- схема выпрямления по шестифазной системе, позволяющая организовать многопостовой сварочный пункт.
Кроме того, сварочный выпрямитель дуга, которого позволяет добиться устойчивого плавления покрытого электрода и соединяемых заготовок, может отличаться по способам регулирования выходных характеристик, а именно:
- трансформаторная регулировка достигается изменением схемы подключения обмоток;
- регулировка характеристик с помощью дросселя и мощного реостата;
- тиристорная или транзисторная регулировка с кольцевой, трёхфазной или шестифазной схемой выпрямления.
С помощью марки изделия и руководства по эксплуатации можно определить вольт-амперные характеристики конкретного изделия, которые могут быть падающими, пологопадающими и жёсткими или комбинированными. Например, выпрямитель ВД 306 сконструирован, как аппарат с падающей характеристикой, а аппараты серии ВДГ и ВС имеют жёсткую характеристику и предназначены для сварки в защитном газе плавящимися электродами.
Очень важно, для обеспечения качества, подобрать вольтамперные характеристики модели для выполнения тех работ, которыми вы будете заниматься.
Так, выпрямитель ВСВУ-160 предназначен для сварки неплавящимися электродами, поэтому перед приобретением агрегата необходимо предварительно ознакомиться с инструкцией и техническими характеристиками модели. При этом ВСВУ обладает всеми свойствами универсального аппарата.
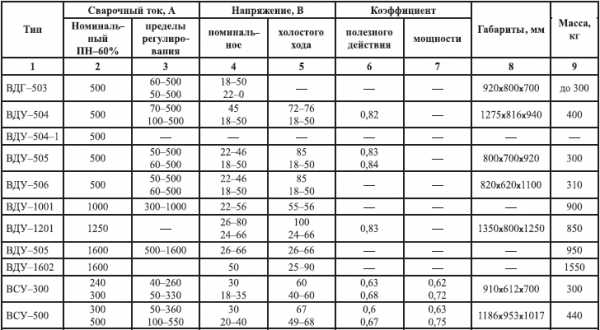
Модели сварочных выпрямителей и их параметры
Стабильные технические характеристики, простота и малая зависимость от перепадов температуры заставляют потребителей забыть о большой массе сварочных выпрямителей, хотя эти показатели находятся в пределах от 30 кг до 900 кг. Вес выпрямителей объясняется наличием тяжёлых трансформаторов и силовых полупроводниковых элементов с радиаторами охлаждения, а также необходимо учитывать систему охлаждения и вес корпуса. Это обстоятельство становится маловажным, особенно при организации производственного процесса с большим количеством сварочных постов. Рассмотрим параметры такого аппарата.
Мощный выпрямитель ВДМ-1201 У3 используется для ручной дуговой сварки и питает постоянным током многопостовой рабочий пункт. Этот аппарат подходит для профессиональной поточной сварки металлоконструкций в холодных или отапливающих помещениях и обладает следующими характеристиками:
- напряжение питания 380 В, трёхфазное;
- потребляемая мощность 102 кВА, при потребляемом токе 160 А;
- на выходе выдаёт сварочный ток 1250 А, на каждый пост от 60 до 315 А;
- КПД равно 80%, а класс защиты IP-23;
- продолжительность работы ПВ 100% и на каждый пост не менее 60%;
- холостой ход с напряжением 80 В, обслуживает до 8 постов;
- крутизна вольт-амперной характеристики 0,02 В/А;
- вес 400 кг и срок службы не менее 5 лет.
Нужно отметить наличие регулировки тока сварки непосредственно с рабочего места, которое может быть удалено от самого аппарата. Имеется индикация режимов работы агрегата и эффективная система охлаждения. Следует отметить, что, несмотря на несколько устаревшую конструкцию, сварочные выпрямители в состоянии составить конкуренцию некоторым современным аппаратом, более дёшевы и долговечны.
Важно, что ремонт выпрямителя обойдётся значительно дешевле починки современных инверторных аппаратов.
Что имеем в итоге?
Подводя итоги, нужно сказать, что выбор каждого человека определяется решаемыми задачами и денежными ресурсами, но выбор выпрямителя, особенно для производства, будет верным решением. Мы рассказали о свойствах трансформаторных выпрямителей, основных характеристиках и принципе действия и надеемся, что эта информация будет вам полезна.
electrod.biz
Сварочный выпрямитель: схема, технические характеристики, устройство
Для соединения металлических элементов могут применяться самые различные методы, среди которых отметим сварку. Сваривание металлов и сплавов проводится на протяжении последних нескольких десятилетий. Подобное неразъемное соединение можно получить при применении специального оборудования и материалов: сварочного аппарата, электродов, выпрямителя. Сварочный выпрямитель – устройство, предназначенное для формирования постоянного напряжения. Преобразовывая переменный ток в постоянный, можно обеспечить благоприятные условия для проведения сварочных работ, так как уменьшается степень разбрызгивания расплавленного металла. Рассмотрим все подробности данного аппарата подробнее.

Сварочный выпрямитель
Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.

Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.
Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
При выборе устройства следует уделить внимание тому, что оно может иметь несколько различных элементов регулировки напряжения подаваемого тока.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
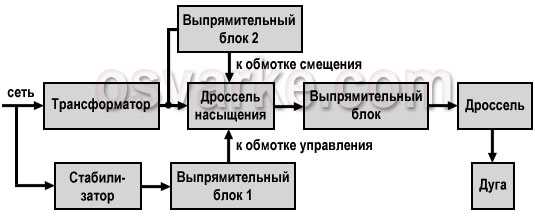
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Наиболее высокой эффективностью характеризуется работа теристорного блока. Этот элемент включается в конструкцию сварочного выпрямителя для обеспечения наиболее точной регулировки силы тока. За счет применения теристора можно выставить самые различные характеристики тока.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.
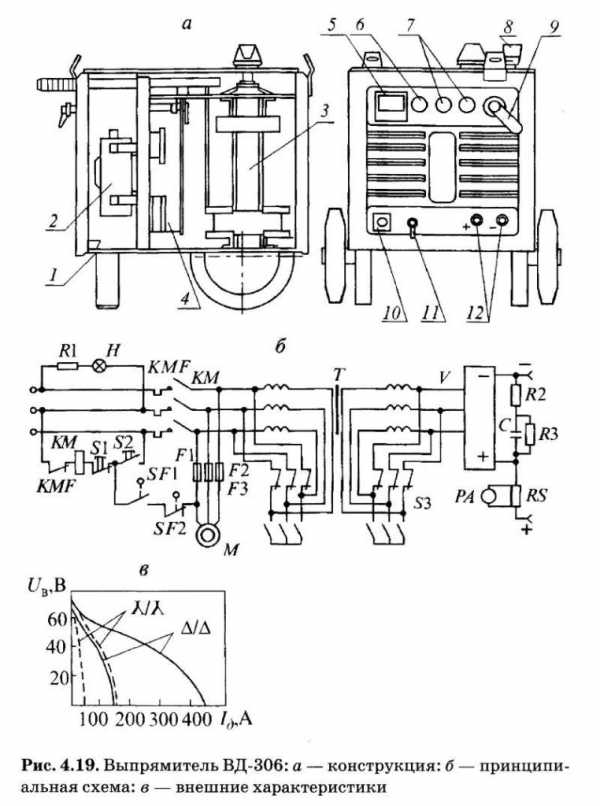
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.

Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
В целом можно сказать, что выбор сварочного выпрямителя – достаточно сложная задача. При выборе учитывается то, при каких условиях будут проводиться работы.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.

Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Плюсы и минусы оборудования
Как ранее было отмечено, при работе вместо выпрямителя может также использоваться трансформатор. Преимуществами сварочного выпрямителя назовем нижеприведенные моменты:
- Можно получить более стабильную дугу. Во время выполнения сварочных работ характеристики получаемой дуги во многом определяют качество шва. Рассматриваемое оборудование характеризуется тем, что обеспечивает более стабильное горение дуги. Именно поэтому в последнее время оно получило широкое распространение.
- Преимущества сварочного выпрямителя также заключаются в том, что после проведения работы получается ровный шов с мелким чешуйчатым рисунком. За счет этого существенно расширили область применения подобного оборудования.
- Низкая склонность к образованию брызг расплавленного металла существенно упрощает поставленную задачу и повышает качество получаемого результата.
- Высокая степень экономичности. Как ранее было отмечено, применение рассматриваемого оборудования позволяет существенно снизить скорость плавки электрода.
Кроме этого, сварочный выпрямитель в большей степени подходит для соединения цветных и легированных металлов, которые могут обладать различными эксплуатационными качествами.
Недостатки сварочных выпрямителей во многом связаны с его довольно высокой стоимостью и необходимостью в транспортировке. Стоит учитывать, что для обеспечения длительного срока службы устройства следует уделять внимание его состоянию перед каждым использованием. Обслуживание предусматривает:
- Проверку надежности фиксации используемых клемм.
- Удаление накопившейся пыли.
- Проверку изоляции всех токопроводящих элементов.
Что касается частых поломок, то зачастую их признаками становятся сильный гул во время работы устройства или его нагрев. При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
- Деформация или полная остановка вентилятора охлаждающей системы. Стоит учитывать, что неправильная работа охлаждающей системы может привести к серьезным проблемам.
- Замыкание первичной обмотки или нарушение изоляции листов сердечника.
- Снижение выходного напряжение происходить из-за замыкания или обрыва во вторичной обмотке.
В заключение отметим, что современные выпрямители позволяют получать качественные швы при соединении различных металлов. Большое количество положительных качеств определило обширное распространение устройства. В продаже встречаются самые различные варианты исполнения, которые обладают исключительными эксплуатационными качествами.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Источники питания сварочной дуги постоянного тока (сварочные генераторы и выпрямители)
У сварочных генераторов с расщепленными полюсами падающие внешние характеристики получаются в результате размагничивающего действия магнитного потока обмотки якоря (реакции якоря). Генератор Г имеет четыре основных магнитных полюса N1, N2, S1, S2, и три группы щеток а, b, с на коллекторе. В отличие от рассмотренных генераторов, у которых северные и южные магнитные полосы чередуются между собой, у генераторов этой группы одноименные полюсы расположены рядом.
|
Принципиальная электрическая схема генератора с ращепленными полюсами (а) и схема магнитных силовых полей (б) |

Каждую пару одноименных полюсов считаем одним, но расщепленным на два. Сварочные генераторы с расщепленными полюсами фактически являются двухполюсными. Вертикально расположенные полюсы называются поперечными, а горизонтальные — главными. Главные полюсы имеют вырезы для уменьшения площади поперечного сечения и всегда работают при полном магнитном насыщении, т. е. магнитный поток, создаваемый этими полюсами, при всех нагрузках остается неизменным. Магнитный поток полюсов, создаваемый обмотками НГ и НП, условно можно разделить на два потока Фг и Фп , замыкающиеся через определенные пары полюсов. Один магнитный поток имеет направление от северного полюса N1 к южному S1 и второй—от северного полюса N2 к южному S2. Э. д. с. якоря зависит от интенсивности магнитных потоков Фп и Фг. Чем интенсивнее магнитный поток, пересекаемый проводниками якоря, тем больше э. д. с.
При возбуждении электрической дуги через обмотку якоря проходит ток, который создает магнитный поток обмотки якоря (показан штриховыми линиями). Этот магнитный поток зависит от тока: чем меньше величина тока в обмотке якоря, тем меньше магнитный поток якоря. Магнитный поток якоря, который совпадает по направлению с магнитным потоком N2, S2 главных полюсов (направления магнитных потоков полюсов показаны стрелками), увеличивает его; направленный же в противоположную сторону магнитный поток уменьшает его.
Главные полюсы всегда работают при полном магнитном насыщении. Следовательно, магнитный поток якоря практически не может увеличить магнитный поток Фг, он может только уменьшить магнитный поток поперечных полюсов Фп. В момент короткого замыкания в сварочной цепи магнитный поток якоря имеет наибольшую величину и уменьшает результирующий магнитный поток до нуля, следовательно, э. д. с. генератора также равна нулю.
При отсутствии нагрузки в сварочной цепи (при холостом ходе) в обмотке якоря тока нет, магнитный, поток якоря также отсутствует, поэтому поток Фп и, следовательно, результирующий магнитный поток имеют наибольшую величину, а генератор — наибольшее напряжение. Таким образом, вследствие размагничивающего действия магнитного потока обмотки якоря (реакции якоря) создается падающая внешняя характеристика.
По данной схеме (с расщепленными полюсами) в промышленности нашли применение преобразователи ПС-ЗООМ, ПС-300М-1, ПС-300Т с генераторами СГ-300М, СГ-ЗООМ-1, СГ-300Т и некоторые другие сварочные агрегаты. Основные технические данные преобразователей с генераторами, работающими по этой схеме, даны в таблице.
Технические характеристики преобразователей ПС-ЗООМ, ПС-300М-1, ПС-300Т
| Параметры | Тип преобразователя | ||
| ПС-ЗООМ | ПС-ЗООМ-1 | ПС-300Т | |
| Тип генератора Напряжение холостого хода, В Номинальный сварочный ток (при ПР-65%), А Пределы регулирования тока, А Тип электродвигателя Мощность электродвигателя, кВт Исполнение Масса, кг | СГ-300М 50-76 340 80-380 А-64-2 14 Однокорпусный 600 | СГ-З00М-1 — 340 80-360 A-64-2 14 Однокорпусный стационарный 590 | СГ-300Т 50-76 300 75-340 АТ-62-4Т 14 Однокорпусный стационарный 600 |
build.novosibdom.ru
Сварочные выпрямители. Сварка
Сварочные выпрямители
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводниковых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Выпрямительный блок представляет собой набор полупроводниковых элементов, включенных по определенной схеме. Особенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые – диоды и управляемые – тиристоры. Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий к.п.д. и относительно небольшие потери холостого хода, высокие динамические свойства, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.

Рис. 51.
Схема трехфазного выпрямителя:
а – схема включения; б – выпрямленный ток внешней цепи; 1– понижающий трансформатор; 2 – блок селеновых или кремниевых выпрямителей; 3 – сварочная дуга
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение. Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, – восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Таблица 9
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками

Таблица 10
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей – тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Сварочный выпрямитель: виды, назначение, конструкция
Сварочный выпрямитель необходим для выпрямления переменного напряжения в постоянное. Такой ток необходим для качественной сварки. Именно он отвечает за образование дуги, снижающей разбрызгивание металла во время работы. Подобное оборудование позволяет использовать электроды до 1,2 мм, что облегчает работу с самыми разнообразными металлами, сплавами. А с помощью универсального выпрямителя можно работать под флюсом, угольной дугой или аргонодуговой сваркой.
Разновидности выпрямляющего оборудования
Современный рынок предлагает разные сварочные выпрямители, которые отличаются между собой по внешнему виду и по типу. Самые распространённые из них следующие:
 Все они применяются в сфере коммунальных услуг, а также в бытовых условиях. Конечно, этим сфера их применения не ограничивается, и их можно встретить даже на крупных производственных предприятиях. Основное преимущество моделей данного типа – низкая цена. Всё подобное оборудование классифицируется по методу горения, преобразования и регулирования. То есть некоторые из них регулируются дросселем, другие трансформатором, третьи транзисторами и т.д.
Все они применяются в сфере коммунальных услуг, а также в бытовых условиях. Конечно, этим сфера их применения не ограничивается, и их можно встретить даже на крупных производственных предприятиях. Основное преимущество моделей данного типа – низкая цена. Всё подобное оборудование классифицируется по методу горения, преобразования и регулирования. То есть некоторые из них регулируются дросселем, другие трансформатором, третьи транзисторами и т.д.
Если регулировка осуществляется трансформатором, то сварочный выпрямитель имеет не обычные трансформаторы, как в стандартных сварочных аппаратах, а трехфазные. Это самые распространённые модели. Кроме этого, любой прибор такого типа обязательно содержит защитную систему пусковой регуляции. Поэтому ему не страшны перепады напряжения в сети.
Сварочные выпрямители выпрямляют переменный ток сети и делают его постоянным. Благодаря этому количество брызг при сварке значительно уменьшается, а шов получается качественней и тоньше. Снижается и расход электродов, особенно при резке металла. Постоянный ток позволяет работать с разными видами электродов даже в среде защитных газов.
Из чего состоит прибор?
В таком оборудовании любого типа есть такие элементы, как блок выпрямления и понижающий силовой трансформатор. В основном все выпрямляющие устройства 3-х фазные, но могут встречаться и однофазные схемы. В однофазном устройстве потребляемая мощность невысока, поэтому применяются сглаживающие фильтры, которые необходимы для получения напряжения, схожего по своим показателям с постоянным.
В трехфазной системе выпрямляемый ток стабильнее, пульсация его значительно ниже, чем в однофазном устройстве. Благодаря этому легко получить постоянный ток. Это идеальное решение для работы с током до 500А, который часто используется при дуговой сварке. Но есть и 6-ти фазные агрегаты. В данном случае применяется трансформатор с двумя вторичными группами обмотки, соединяющимися в звезду. Обязательным условием для полноценной работы такого прибора является наличие симметричного дросселя.
Виды сварочного выпрямителя:
с трансформаторной регулировкой;
с кремниевыми диодами;
с регулируемым тиристором;
многопостовой прибор.
Прибор с трансформаторной регулировкой и кремниевыми диодами
Устройство с трансформаторной регулировкой одно из самых простых. Данный тип снабжён силовыми трансформаторами с большим рассеиванием. Внутри него расположены шунт и подвижная катушка, а также два слоя обмотки — первичный и вторичный. Это позволяет производить неточную регулировку напряжения. Первое переключение отвечает за работу с небольшими напряжениями сети, второе — за работу с большими, делая такое устройство в какой-то мере универсальным.
Устройство с кремниевыми диодами обязательно оснащается мощным вентилятором — он отвечает за принудительное охлаждение диодов во время работы (без него они быстро перегорят). Запуск механизма, как и его выключение, осуществляется посредством магнитного пускателя.
Если диоды не охлаждаются, то автоматическая система не позволит произвести включение оборудования: она сработает и при поломке одного из диодов или при пробивании корпуса напряжением.
Благодаря системе сварочный выпрямитель полностью защищает пользователя. Данные модели недороги и их легко использовать. Единственный минус – нет возможности дистанционного управления при изменении сетевого напряжения.
Прибор с регулируемым тиристором и многопостовое устройство
В схеме механизма с регулируемым тиристором используется трансформатор, в силовой цепи установлен дроссель-фильтр и блок вентилей. Система управления состоит из датчиков и блоков электроники. Нередко в них применяют дроссели насыщения, расположенные между трансформаторами и выпрямляющими блоками. Все эти модели носят маркировку ВДУ, и считаются универсальными.
Многопостовое устройство используется для ручной или полуавтоматическ
goodsvarka.ru
Выпрямитель сварочный


Традиционные сварочные трансформаторы переменного тока долгие годы оставались наиболее распространенными устройствами, применяемыми для осуществления сварочных работ. Популяризации этих устройств способствовали их доступность, низкая стоимость, простота и надежность эксплуатации. Однако наряду с указанными преимуществами, у них были и серьезные недостатки, такие как недостаточно высокое качество получаемого шва, отсутствие возможности сваривания нержавеющих сталей и цветных металлов, значительная масса. Развитие полупроводниковых технологий позволило разработать принципиально новое устройство для сварки металлов – сварочный выпрямитель, в схеме которого реализован принцип выпрямления переменного тока.
Устройство сварочного выпрямителя
В стандартной схеме выпрямителя для проведения дуговой сварки присутствуют следующие элементы:

- Силовой трансформатор
- Выпрямительный блок
- Полупроводниковые вентили
Силовой трансформатор в сварочном выпрямителе выполняет роль преобразователя силовой энергии в ток, необходимый для обеспечения сварочного процесса. Помимо того, в этом узле осуществляется понижение напряжения до необходимого уровня. В однопостовых устройствах, как правило, устанавливаются трехфазовые трансформаторы, так как однофазные схемы инициируют значительную пульсацию выходного напряжения, что способствует снижению качественных показателей. Электрический ток из трансформатора поступает в трех- или однофазный выпрямительный блок. Наиболее часто в сварочных выпрямителях реализуется трехфазная мостовая схема, обеспечивающая бесперебойное горение сварочной дуги и равномерное регулирование нагрузок. Таким образом, трехфазный сварочный выпрямитель предоставляет оптимальные возможности для проведения наиболее ответственных сварочных процессов. Роль полупроводниковых вентилей в устройстве заключается в пропуске тока в преобразовании переменного тока в постоянный. Вентили бывают двух типов – селеновые и кремниевые. Селеновые вентили отличаются низкой стоимостью и достаточно высокой устойчивостью к перегрузкам. Однако у них имеется и недостаток – низкий КПД. Селеновыми вентилями комплектуются аппараты с жесткой и падающей характеристиками. Кремниевые вентили выделяются своими высокими КПД и энергетическими параметрами. Недостатком этого типа вентилей является неустойчивость к перегрузкам и необходимость их охлаждения вентиляторами.

Типы сварочных выпрямителей
По типу своей внешней характеристики сварочные выпрямители подразделяются на три вида:
- Устройства с крутопадающими характеристиками. Они предназначены для проведения ручной сварки и соединения заготовок посредством неплавящихся электродов в среде защитных газов.
- Выпрямители с пологопадающими характеристиками.
- Универсальные аппараты, позволяющие получать различные внешние характеристики. Сварочный выпрямитель универсал может применяться как для ручной дуговой сварки, так и для автоматических работ с плавящимися и неплавящимися электродами в различных средах.
Виды сварочных выпрямителей
По своей конструкции выпрямители подразделяются на однопостовые и многопостовые.

Однопостовые сварочные выпрямители предназначены для подключения одного кабеля, питающего электрод. При подключении большего количества кабелей срабатывает автоматическая блокировка, так как эти устройства не выдерживают большей нагрузки. Однопостовые сварочные выпрямители выпускаются как в однофазном, так и в трехфазном решении. Однофазные выпрямители оптимальны для сварщиков-любителей, приобретающих их для работы дома и на даче. Однопостовой трехфазный сварочный выпрямитель можно использовать на производстве при выполнении небольших объемов работ.
Многопостовые сварочные выпрямители, в зависимости от модели, поволяют подключать одновременно от двух до девяти кабелей, питающих электроды. Как правило, подобные аппараты устанавливаются на крупных производствах, что позволяет снизить расходы на оборудование сварочных постов.
Преимущества сварочного выпрямителя
Как было отмечено выше, осуществление сварки на постоянном токе обладает рядом серьезных преимуществ, что способствует популяризации сварочных выпрямителей.
Так, из-за отсутствия нулевых значений эти устройства обеспечивают стабильность горения дуги, благодаря чему растет глубина плавления свариваемых элементов, снижается разбрызгивание расплавленной массы, повышается качество и надежность сварного шва. Эти качества превращают сварку на постоянном токе предпочтительной для соединения наиболее ответственных деталей и конструкций.
Помимо того, технические характеристики сварочных выпрямителей позволяют сваривать сплавы из цветных металлов, титан, чугуны различных марок, термоустойчивые стали высокого легирования.
Эксплуатация сварочных выпрямителей
Приступать к эксплуатации выпрямителей следует после внимательного ознакомления с паспортами, прилагающимися к устройствам. В паспортах содержится вся информация, необходимая для правильного подключения и безопасной эксплуатации выпрямителя.
Эксплуатация сварочного выпрямителя проводится лицами, имеющими соответствующий допуск по электробезопасности, а его наладку и подключение к сети должен проводить монтажник, имеющий не ниже третьей группы по электробезопасности.
На стройплощадках сварочные выпрямители должны устанавливаться в мобильных машинных помещениях, защищенных от проникновения посторонних лиц и возможных повреждений. На производствах они устанавливаются в специально отведенных блоках.
Далее представим несколько наиболее популярных моделей выпрямителей, производства ведущих мировых компаний.
Универсальный аппарат предназначен для ручной дуговой сварки. Питаясь переменным или постоянным током 220 или 380 вольт, он способен выдавать сварочный ток в диапазоне от 10 до 220 ампер. Наличие ступенчатого регулятора позволяет выбирать необходимые параметры тока при работе с заготовками различной толщины. Благодаря встроенному термостату работа устройства моментально блокируется в случае возникновения нерасчетных перегрузок и перегрева. Аппарат оптимален для сваривания различных марок нержавеющих сталей и чугунов.
Сварочный выпрямитель, предназначенный для ведения полуавтоматической дуговой сварки плавящимся электродом в среде защитных газов с применением флюсов. Подача плавящегося металлического электрода в автоматическом режиме и наличие ступенчатого регулятора позволяют оптимизировать работу оператора. Аппарат оснащен системой принудительного охлаждения, предотвращающей его перегрев при повышенных нагрузках.
Мощное универсальное устройство для промышленной эксплуатации, способное осуществлять сварку неплавящимися вольфрамовыми электродами. Эксплуатация этого выпрямителя позволяет решать широкий спектр задач, среди которых сварка цветных металлов и сплавов, титана, нержавеющих сталей и прочих «трудных» металлов. Выпрямитель комплектуется регулятором и цифровым дисплеем, на котором отображаются все необходимые рабочие параметры.
svarkagid.com
Сварочные выпрямители | svarnoy.info
Сварочные выпрямители получили большое распространение. Основные их преимущества следующие: высокий к.п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей электромагнитной индукции; отсутствие вращающихся частей и бесшумность в работе; равномерность нагрузки фаз; небольшая масса; возможность замены медных проводов алюминиевыми. Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды. Кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети. Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную его эксплуатацию. Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили дешевы и выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями и высоким к.п.д., но очень чувствительны к перегрузкам по току и поэтому требуют защитных устройств и интенсивного охлаждения.
Мост состоит из шести плеч, в каждом из которых установлены вентили, обеспечивающие выпрямление обоих полупериодов переменного тока в трех фазах (см. рис.)
Выпрямление тока осуществляется по трехфазной мостовой схеме Ларионова
Таблица различных типов сварочных выпрямителей с техническими характеристиками, выпускаемых во времена бывшего СССР.
Марка выпрямителя | Напряжение, В | Пределы регулирования сварочного тока, А | Потребляемая мощность, кВ*А | К. п. д. | Масса, кг | ||
Питающей сети | холостого хода | сварки | |||||
| ВС-300 | 380 | 20…40 | 20…40 | 30…300 | 21,5 | 70 | 250 |
| ВС-500 | 380 | 21…53 | 16…40 | 50…500 | 31,0 | 75 | 350 |
| ВСС-120-4 | 220, 380 | 57…63 | 25 | 15…130 | 8,6 | 68 | 180 |
| ВСС-300-3 | 220, 380 | 58…65 | 30 | 40..,320 | 21,5 | 66 | 240 |
| ВКС-500-1 | 220, 380 | 65…78 | 40 | 80…550 | 37,0 | 75 | 385 |
| ВД-102 | 220, 380 | 55…60 | 25 | 20… 125 | 9,0 | 73 | 160 |
| ВД-302 | 220, 380 | 50…60 | 32 | 40…320 | 21,0 | 67 | 220 |
| ВСУ-300 | 220, 380 | 53…65 | 17…35 | 40…330 | 22,5 | 68 | 320 |
| ВДУ-504 | 220, 380 | 72…78 | 18…50 | 70…500 | 40,0 | 82 | 365 |
| ВДГ-301 | 380 | 16…32 | 30 | 40…315 | 21,0 | 72 | 210 |
| ВЖ-2М | 380 | 22…41 | 8…27 | 100…200 | 8,65 | 70 | 50 |
Сварочные выпрямители с жесткой внешней характеристикой типа ВС и ВДГ предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой проволокой и др. Они просты в устройстве и надежны в работе. Имея общую принципиальную схему, выпрямители этого типа отличаются в основном мощностью и числом ступеней регулирования. Выпрямители состоят из понижающего трехфазного трансформатора, выпрямительного блока, двух универсальных переключателей для переключения витков первичной обмотки трансформатора (для грубой и точной регулировки), дросселя (для обеспечения нарастания тока короткого замыкания и сглаживания пульсаций) и вентилятора.
Сварочные выпрямители с падающей внешней характеристикой выпускаются типа ВСС, ВКС и ВД. Сварочные выпрямители типа ВСС состоят из понижающего трехфазного трансформатора с подвижными обмотками, выпрямительного селенового блока с вентилятором, пускорегулирующей и защитной аппаратурой. Понижающий трансформатор выполнен с повышенным магнитным рассеянием, которое регулируется изменением расстояния между первичной и вторичной обмотками. Два диапазона регулирования сварочного тока получают, соединяя первичную и вторичную обмотки звездой (малые токи) и треугольником (большие токи). В пределах каждого диапазона ток плавно регулируют, изменяя расстояние между катушками первичной (нижней подвижной) и вторичной (верхней неподвижной) обмоток с помощью рукоятки. При вращении рукоятки по часовой стрелке катушки обмоток сближаются, индуктивность рассеяния уменьшается, сварочный ток увеличивается. Обмотки трансформатора выполнены из алюминия. Выпрямительный блок собран из селеновых пластин 100 х 400 мм, охлаждается вентилятором.
Сварочные выпрямители типа ВКС имеют следующие основные отличия от типа ВСС: выпрямительный блок составлен из кремниевых вентилей ВК-200; сварочный ток регулируют, перемещая катушки обмоток с помощью асинхронного двигателя с дистанционным управлением.
Широкое применение получили сварочные выпрямители ВД-101 и ВД-301 с кремниевыми вентилями и ВД-102 и ВД-302 с селеновыми вентилями. Они несложны по устройству, обладают достаточно высоким коэффициентом полезного действия и имеют небольшую массу.
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных — блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики. Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей — тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Для сантехнических монтажных сварочных работ Институт электросварки им. Е. О. Патона разработал переносный сварочный выпрямитель ВЖ-2М, предназначенный для питания полуавтоматов и автоматов при сварке открытой дугой и в защитном газе стыков труб диаметром 20..100 мм. Внешняя характеристика — пологопадающая; число ступеней регулирования — 9; масса — 50 кг.
svarnoy.info