ТПК-125 Станок токарный патронно центровой с ЧПУописание, схемы, характеристики
Сведения о производителе токарного станка ТПК-125
Производитель токарного станка модели ТПК-125 — Савеловский машиностроительный завод СМЗ, основанный в 1915 году.
В 1946 году приказом министерства авиационной промышленности определен профиль предприятия, как завода по выпуску токарных прецизионных высокоточных станков.
В 1966 году предприятие преобразовано в Савеловский машиностроительный завод (СМЗ) п/я-4.
В 1979 году завод становится Савеловским производственным объединением «Прогресс» (СПО «Прогресс»).
В марте 2012 года Объединенная промышленная корпорация «ОборонПром» создало 100%-ное дочернее общество с ограниченной ответственностью «Савеловский машиностроительный завод» (ООО СМЗ).
Станки, выпускаемые Савеловским машиностроительным заводом СМЗ (п/я-4)
ТПК-125 Станок токарный патронно центровой с ЧПУ. Назначение и область применения
Токарный станок ТПК-125 с ЧПУ начал выпускаться на Савеловском машиностроительном заводе в 1974г.
Станок токарный патронный повышенной точности ТПК-125ПН2 и высокой точности ТПК-125ВН2 с числовым программным управлением и предназначен для патронной обработки по программе, записанной на перфоленте Высокоточных деталей из различных материалов в условиях соответствующих климатическому исполнения «УХЛ» и «4» категории размещения по ГОСТ 15150-69.
На станке можно производить расточку и обточку цилиндрических, конических и фасонных поверхностей, нарезание крепежной резьбы резцом, подрезку торцев, проточку канавок.
Станок может быть оснащен роботом пневматическим MП-254, предназначенным для захвата заготовки из магазина, перемещения и установки в токарный патрон, а после обработки захвата обработанной детали в патроне, перемещения и укладки ее в тот же магазин.
Для обеспечения наивысшей точности обработки и увеличения времени сохранения точностных параметров станка рекомендуется глубину резания установить не более 0,5 мм на сторону. Программное управление станком позволяет обрабатывать детали сложного профиля с большим количеством переходов в автоматическом режиме, что является экономически выгодным для многономенклатурного серийного и мелкосерийного производства.
Станок укомплектован одной из систем числового программного управления Н22-1МТ1, Н22-1МТ, Н22-1МТ-01, Н22-1МТ-01.
В режиме автоматического управления станок может работать одновременно по двум координатам и автоматической сменой инструмента.
Станок предназначен для патронной и центровой обработки с высокой точностью малогабаритных деталей с большим количеством проходов и сложного профиля из различных материалов. На станке можно производить все виды токарной обработки, нарезание резьбы резцом. Конструкция станка позволяет производить обработку деталей с микронной точностью, что делает его практически незаменимым особенно при изготовлении малогабаритных деталей.
При работе с кулачковым патроном 72003.016.01.000 масса кулачка не должна превышать 0,230 кг из алюминия и 0,680 кг из стали 45.
Область применения: Мелкосерийное серийное производство.
Особенности конструкции станка ТПК-125
Высокая точность обработки. Обеспечивается:
- точностью позиционирования поперечного и продольного суппорта с дискретностью 1 мкм
- стабильностью положения режущего инструмента в ровольверной головке при его автоматической смене
- высокой жесткостью суппортов с предварительным упругим натягом направляющих качения
- высокой жесткостью шпинделя, выполненного на прецизионных опорах качения, позволяющих совмещать предварительные и финишные операции
- изоляцией главного привода от несущей станины виброзащитным устройством, исключающим передачу внутренних и внешних колебаний
Высокая производительность станка достигается за счет:
- использования пневматического робота, позволяющего автоматизировать процесс установки и съема детали
- возможности предварительной и финишной обработки большого количества поверхностей за один установ с использованием типовых наладок шестипозиционной револьверной головки;
- компенсации износа инструмента посредством электронной коррекции его расположения
- применения быстродействующих пневматических устройств для зажима обрабатываемой детали
- Возможность многостаночного обслуживания
Широкий диапазон регулирования частоты вращения шпинделя обеспечивается за счет применения в качестве главного привода электродвигателя постоянного тока с тиристорным управлением.
Модификации токарного станка ТПК-125
- ТПК-125В — базовая модель станка
- ТПК-125ВН — станок высокой точности
- ТПК-125ВН1 — станок высокой точности с системой ЧПУ Н22 и тиристорным приводом УПЛ-1
- ТПК-125ПН2 — станок с повышенной точностью с системой ЧПУ Н22-1МТ1-01 и с пневматическим роботом-манипулятором загрузки заготовок МП-254
- ТПК-125ВН2 — станок высокой точности с системой ЧПУ Н22-1МТ1-01 с пневматическим роботом-манипулятором загрузки заготовок МП-254
- ТПК-125А — станок высокой точности. ЧПУ SINUMERIK 802S, шаговые двигатели фирмы «Сименс», асинхронный трехфазный электродвигатель с частотным управлением, защита зоны обработки выполнена по типу «кабинет».
- ТПК-125А1-1 — станок высокой точности
- ТПК-125А1-2 — станок высокой точности с пневмопатроном AUTOBLOK предусмотрен механизм захвата прутка, что позволяет обрабатывать детали из пруткового материала Ø до 25 мм, L до 800 мм
- ТПК-125С1 — станок высокой точности (2013 г.)
- ТПК-125С2 — станок высокой точности с пневмопатроном AUTOBLOK с механизмом захвата прутка (2013 г.)
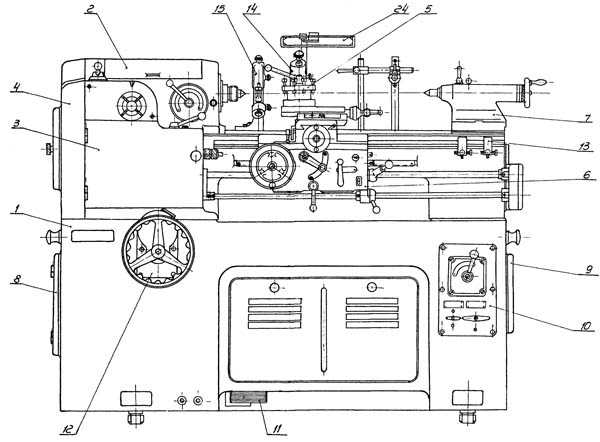
Общий вид токарного станка с ЧПУ ТПК-125 ВН2

Расположение составных частей станка ТПК-125
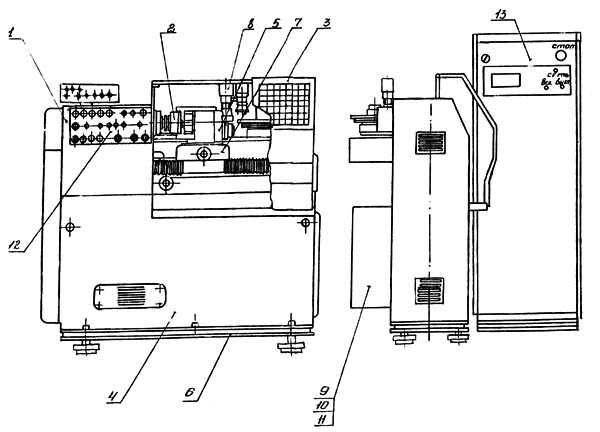
Спецификация составных частей станка ТПК-125
- Бабка передняя ТПК-125ВН2 — 72003.019.01.000; ТПК-125ПН2 — 7200.019.01.000-01
- Патрон кулачковый — 72003.016.01.000
- Ограждение — 72003.021.03.000
- Станина — 72003.021.06.000
- Головка револьверная — 72003.017.04.000
- Плита фундаментная — 72003.019.07.000
- Суппорт двухкоординатный С-2К — 72053.06.00.000
- Робот пневматический — 75271.006.00.000
- Пневмооборудование — 72003.020.16.000
- Электрооборудование — 72003.020.10.000
- Шкаф с электроаппаратурой — 72003.020.11.000
- Пульт управления — 72003.020.12.000
- Устройство ЧПУ
Блок релейной автоматики — 72003.020.13.000
Комплект запасных частей — 72003.020.17.000
Комплект инструмента и принадлежностей — 72003.027.11.000
Комплект укладок — 72003.027.11.000
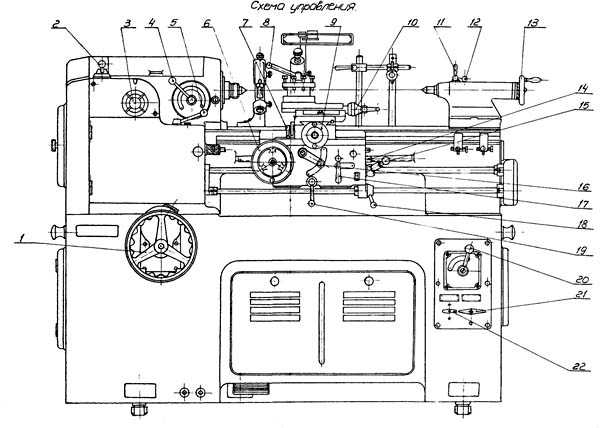
Расположение органов управления токарным станком ТПК-125
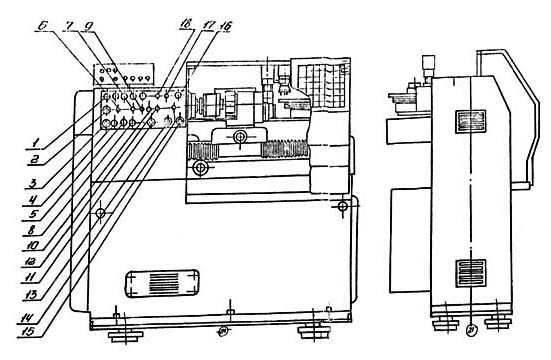
Перечень органов управления токарным станком ТПК-125
- Регуляторы частоты вращения шпинделя в автоматическом режиме
- Переключатель «Пневмопатрон — механический патрон
- Переключатель направления вращения шпинделя в режиме наладки»
- Регулятор частоты вращения шпинделя в режиме наладки
- Кнопка пуск шпинделя в режиме наладки
- Переключатель разжима пневмопатрона
- Тумблер включения местного освещения
- Кнопка управления поворотом револьверной головки в режиме наладки
- Переключатель скорости продольной и поперечной подач суппорта в режиме наладки
- Переключатель направления движения поперечного суппорта в режиме наладки
- Кнопка ускоренного перемещения суппорта в режиме наладки
- Переключатель направления движения продольного суппорта в режиме наладки
- Кнопка «Управление включить»
- Переключатель режима работы «Автомат — Наладка»
- Кнопка «Пуск цикла» в автоматическом режиме
- Кнопка «Все стоп»
- Лампа «Управление включено»
- Лампа «Сеть»
Кинематическая схема токарного станка с ЧПУ ТПК-125
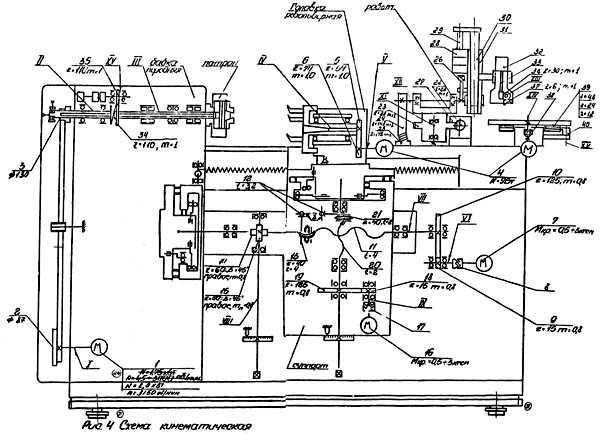
Схема кинематическая токарного станка с ЧПУ ТПК-125. Смотреть в увеличенном масштабе
Описание конструкции основных узлов станка ТПК-125
Станина станка ТПК-125 — 72003.021.06.000
Станина представляет собой чугунную стойку коробчатой формы, усиленную внутренними продольными и поперечными ребрами. На станине устанавливается передняя бабка, двухкоординатный суппорт, кронштейн для установки робота. Внутри станины и в нишах устанавливаются пульт управления, двигатель главного привода, блок пневмооборудования. Основанием станина крепится к фундаментной плите.
Передняя бабка 72003.019.01.000
Передняя бабка предназначена для крепления обрабатываемой детали, передачи ей вращательного движения.
Передняя бабка состоит из трех основных частей:
- шпиндельного узла
- резьбонарезного устройства
Шпиндельный узел представляет собой стальной стакан 13, который закрепляется в чугунном прямоугольном корпусе 12 передней бабки. В стакане монтируется шпиндель 14 на высокоточных подшипниках качения. Передняя опора шпинделя — жесткий триплекс из двух радиально-упорных подшипников 2 класса точности (для восприятия осевой двухсторонней нагрузки) и одного радиального роликового двухрядного подшипника с внутренним коническим отверстием.
Задняя опора — радиальный роликовый двухрядный подшипник, плавающий в осевом направлении с целью компенсации температурных колебаний. Нагрев опор не должен превышать 70°С.
На левом конце шпинделя закреплена шестерня 15, вращение от которой передается на фотоэлектрический датчик СИФ-3, служащий для, нарезания крепежной резьбы на станке. Включение датчика СИФ-3 осуществлять при остановленном шпинделе ручкой плавно до полного зацепления шестерен, проворачивая шпиндель.
Привод-коллектор предназначен для снятия усилия натяжения приводного ремня с высокоточного шпинделя, обеспечения герметичности соединения шпинделя с магистралью сжатого воздуха для фиксации углового положения шпинделя при установке патрона кулачкового.
Привод — коллектор состоит из пустотелого шпинделя I на двух опорах качения. В шпиндель коллектора на двух радиальных подшипниках устанавливается неподвижный воздухоподводной штуцер. К штуцеру крепится переходник для подвода воздуха из сети.
На левом конце шпинделя I закреплен приводной шкив 7, а на правом конце закреплена полумуфта 2 для передачи вращения.
Револьверная головка 72003.017.04.000
Головка выполнена в виде разъемного корпуса I, внутри которого расположена втулка 2. Вал 3 вращается на двух радиальных подшипниках 4 класса 5. К фланцу вала 3 винтом 5 крепится съемная планшайба 6, имеющая шесть пазов для крепления резцов. К другой стороне фланца вала 3 крепится кольцо 7 с шестью зубьями, которое служит для фиксации планшайбы на каждой позиции. Крепление резцов в планшайбе производится за счет винтов и эксцентрика с эксцентриситетом 1,5 мм. За счет увеличения осевого натяга, который регулируется гайкой 8, возможна выборка радиального зазора.
Жесткость и надежность работы головки повышается за счет установки в корпусе пневмопоршня II с клиновым зажимом, действующим на храповик, установленный на валу головки.
Технические характеристики станка ТПК-125ВН2
| Наименование параметра | ТПК-125ВН2 | ТПК-125ПН2 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | В | П |
| Наибольший диаметр устанавливаемой заготовки, мм | 125 | 125 |
| Рекомендуемый диаметр обработки, мм | 125 | 125 |
| Наибольший диаметр обработки при автоматической загрузке, мм | 60 | 60 |
| Наименьший диаметр обработки при автоматической загрузке, мм | 5 | 5 |
| Диаметр отверстия в шпинделе, мм | ||
| Наибольшая длина изделия устанавливаемого в патроне, мм | 100 | 100 |
| Наибольшая длина изделия при автоматической загрузке, мм | 50 | 50 |
| Наименьшая длина изделия при автоматической загрузке, мм | 4 | 4 |
| Высота резца, устанавливаемого в резцедержателе, мм | 12 | 12 |
| Количество одновременно управляемых координат | 2 | 2 |
| Допустимая масса заготовки из стали, кг | 0,25 | 0,25 |
| Шпиндель | ||
| Количество рабочих скоростей шпинделя | б/с | б/с |
| Пределы чисел оборотов шпинделя, об/мин | 30..2000 | 30..2000 |
| Центр шпинделя передней бабки по ГОСТ 25557-82 | Морзе 3ЛТ6 | Морзе 3ЛТ6 |
| Конец шпинделя | ||
| Подачи | ||
| Дискретность задания перемещения продольного (Z)/ поперечного (X), мм | 0,002 / 0,001 | 0,002 / 0,001 |
| Нестабильность автоматического останова продольного (Z)/ поперечного (X), мм | 0,002 / 0,001 | 0,002 / 0,001 |
| Точность позиционирования продольного (Z) и поперечного (X), мм | ±0,01 | ±0,01 |
| Шероховатость поверхности при обработке изделий из стали, мкм | 1,25 | 1,25 |
| Шероховатость поверхности при обработке изделий из цветных металлов, мкм | 0,32 | 0,63 |
| Наибольшее перемещение суппорта: продольное (Z)/ поперечное (X), мм | 180 / 110 | 180 / 110 |
| Диапазон скоростей продольных подач, мм/мин (мм/об) | 6..180 | 6..180 |
| Диапазон скоростей поперечных подач, мм/мин (мм/об) | 3..90 | 3..90 |
| Скорость быстрых продольных/ поперечных ходов, мм/мин | 800 / 400 | 800 / 400 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 6 |
| Электрооборудование и привод станка | ||
| Питающая сеть станка | ~380В 50Гц | ~380В 50Гц |
| Напряжение цепи управления, В | =24, ~110 | =24, ~110 |
| Напряжение цепи освещения, В | ~24 | ~24 |
| Количество электродвигателей на станке | 4 | 4 |
| Электродвигатель главного привода, кВт | 2 | 2 |
| Электродвигатель подач — шаговый | ШД-5Д1МУ3 | ШД-5Д1МУ3 |
| Электродвигатель насоса охлаждения, кВт | ||
| Электродвигатель инструментальной головки, кВт | 0,009 | 0,009 |
| Суммарная мощность электродвигателей, кВт | 2,8 | 2,8 |
| Суммарная мощность станка, кВт | 4,5 | 4,5 |
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 1680 х 920 х 1520 | 1680 х 920 х 1520 |
| Масса станка с ЧПУ, кг | 2100 | 2100 |
Полезные ссылки по теме
Каталог справочник токарных станков с ЧПУ
Паспорта и схемы к токарным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарный п/авт ТПК-125

СТАНОК ТОКАРНЫЙ С ЧПУ
Станок предназначен для патронной и центровой обработки с высокой точностью малогабаритных деталей с большим количеством проходов и сложного профиля из различных материалов. На станке можно производить все виды токарной обработки, нарезание резьбы резцом. Конструкция станка позволяет производить обработку деталей с микронной точностью, что делает его практически незаменимым особенно при изготовлении малогабаритных деталей.
Высокая точность достигается:
- высокой жесткостью шпинделя, выполненного на прецизионных опорах качения;
- предварительным упругим натягом направляющих качения на суппорте;
- наличием перемещений суппорта с дискретностью 1 мкм;
- стабильностью положения режущего инструмента в револьверной головке;
- изоляцией главного привода от несущей станины виброзащитным устройством, исключающим передачу внутренних и внешних колебаний.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА:
Наибольший диаметр устанавливаемой заготовки, мм | 125 |
Рекомендуемый диаметр обработки, мм | 100 |
Наибольшая длина обрабатываемой поверхности, мм | 180 |
Наибольшее перемещение суппорта, мм: продольное поперечное |
190 110 |
Пределы частот вращения шпинделя, об/мин | 50 — 4000 |
Диапазон рабочих подач суппорта, мм/мин: продольной поперечной |
1 — 6000 1 — 6000 |
Скорость быстрых перемещений суппорта, м/мин: продольных поперечных |
8 8 |
Шероховатость поверхности обрабатываемых образцов, мкм: стальных цветных сплавов (алмазным резцом) |
Ra 1,25 Ra 0,32 |
Диапазон шагов резьб, нарезамых резцом, мм | от 0,25 до 30 |
Количество позиций инструмента в револьверной головке | 6 |
Время смены позиций револьверной головкой, сек. | 1,5 |
Мощность главного привода, кВт | 4 |
Суммарная мощность, кВт | 8,51 |
Устройство ЧПУ | SINUMERIK 802S |
Габаритные размеры станка, мм | 1680 х 1040 х 1630 |
Масса станка, кг | 1850 |
Отличительные особенности станка ТПК 125А1-1:
- Применен датчик резьбонарезания EPM-I20 AIO фирмы HEIDENHAIN вместо ЛИР-158А.
- Аннулируется шестеренчатая передача на шпинделе, что повышает надежность резъбонарезания, уменьшает шум и вибрацию.
- Головка револьверная оснащена шаговым двигателем SIMOSTEP1FL3041 фирмы SIEMENS с редуктором, что повышает точность и скорость поворота при смене позиций в обе стороны, увеличивает момент поворота планшайбы. Изменена конструкция планшайбы» резцовых и центровых блоков в соответствии с мировыми стандартами. Введен подвод СОЖ на каждую позицию головки револьверной.
- Улучшена конструкция шариковых винтовых пер на продольной и поперечной подачах суппорта. Гайки установлены в одном корпусе. Введена смазка шариковых винтовых пар и направляющих суппорта. Применена односкатная защита направляющих суппорта, повышающая надежность защиты.
- За счет замены электродвигателя главного движения на АИР100L4Б увеличен момент вращения на шпинделе до 20 Нм.
- Разработана система охлаждения с более удобным удалением стружки.
- Предусмотрена система сбора стружки.
centrpromsnab.ru
ТВ-125 Станок токарно-винторезный. Описание, схемы, характеристики
Сведения о производителе токарного станка ТВ-125
Производитель токарного станка модели ТВ-125 — Савеловский машиностроительный завод СМЗ, основанный в 1915 году.
В 1946 году приказом министерства авиационной промышленности определен профиль предприятия, как завода по выпуску токарных прецизионных высокоточных станков.
В 1966 году предприятие преобразовано в Савеловский машиностроительный завод (СМЗ) п/я-4.
В 1979 году завод становится Савеловским производственным объединением «Прогресс» (СПО «Прогресс»).
В марте 2012 года Объединенная промышленная корпорация «ОборонПром» создало 100%-ное дочернее общество с ограниченной ответственностью «Савеловский машиностроительный завод» (ООО СМЗ).
Станки, выпускаемые Савеловским машиностроительным заводом СМЗ (п/я-4)
ТВ-125 Станок токарно-винторезный универсальный.
Назначение и область применения
Универсальный токарный станок ТВ-125 выпускался на Савеловском машиностроительном заводе с 1961 года.
Прообразом станков моделей ТВ-125П (повышенной точности) и ТВ-125В (высокой точности) стал токарно-винторезный станок Schaublin 120-VM (разработка 1941 года) швейцарской фирмы Schaublin Machines SA, которая была основана более века назад.
Станок универсальный токарно-винторезный ТВ-125, вариаторный, инструментального класса, предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной.
Станок способен обрабатывать небольшие заготовки с максимальными габаритами Ø 260 х 600 мм, предназначен для работы в инструментальном производстве.
Шпиндель получает вращение от 3-х скоростного электродвигателя с вариатором и от перебора передней бабки в диапазоне 42..2800 об/мин.
С выходного шкива вариатора, в зависимости от скорости электродвигателя, на приемный шкив шпинделя передается три диапазона высоких скоростей:
- При Nэл = 960 об/мин диапазон: 270..920 об/мин
- При Nэл = 1460 об/мин диапазон: 405..1380 об/мин
- При Nэл = 2900 об/мин диапазон: 820..2800 об/мин
Внутри диапазонов скорость вращения регулируется плавно бесступенчато с помощью вариатора.
Подключение перебора передней бабки добавляет еще 3 диапазона частот вращения шпинделя:
- При Nэл = 960 об/мин диапазон: 42..140 об/мин
- При Nэл = 1460 об/мин диапазон: 62..210 об/мин
- При Nэл = 2900 об/мин диапазон: 125..420 об/мин
Направление вращения шпинделя изменяется реверсированием электродвигателя.
Шпиндель смонтирован на двух подшипниках: передний — роликовый радиальный двухрядный (60 х 95 х 26), задний — шариковый радиально-упорный (40 х 80 х 18), упорный — шариковый (40 х 69 х 14).
Регулировка переднего подшипника осуществляется с помощью двух полуколец и гайки.
Передний шкив расположен между двух независимых подшипника разгружающих шпиндель от усилия натяжения приводного ремня.
Передний конец шпинделя токарного станка ТВ-125 имеет резьбу М48х3, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны).
Коробка подач служит только для управления ходовым валиком и не имеет отношения к нарезанию резьбы. Движение на входной вал коробки подач передается непосредственно от шпинделя с помощью червячной передачи. Коробка выдает всего 8 ступеней продольных подач — 0,012..0,240 мм/об и 8 ступеней поперечных — 0,060..0,120 мм/об.
Коробка подач состоит из механизма со встроенными 4-х ступенчатыми конусами зубчатых колес и выдвижной шпонки. Этот механизм дает 4-е подачи. Один из конусов закреплен жестко на валу, другой сидит свободно и каждое колесо может быть связано с валом с помощью выдвижной шпонки.
Нарезание резьбы осуществляется без коробки подач. Выбор шага резьбы возможен только с помощью набора 4-х сменных шестерен гитары. Особенность станка — ходовой винт находится внутри станины и не виден снаружи.
На станке тв125 имеется механический, регулируемый останов продольной подачи. Поперечное перемещение суппорта и продольное фартука может зажиматься специальными прижимами.
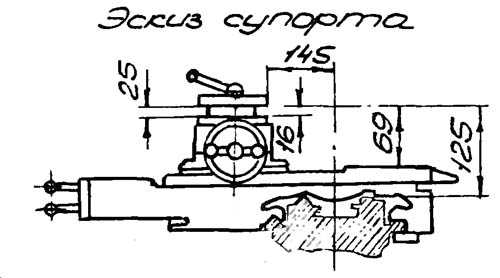
Габаритные размеры рабочего пространства токарно-винторезного станка ТВ-125
Габаритные размеры рабочего пространства токарного станка ТВ-4
Эскиз конца шпинделя токарно-винторезного станка ТВ-125
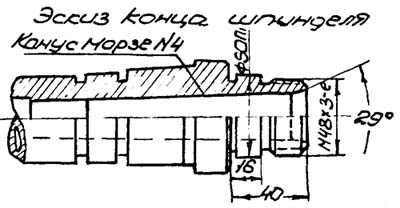
Эскиз конца шпинделя токарного станка ТВ-125
Общий вид токарного станка ТВ-125

Фото токарного станка ТВ-125В

Нониус поперечной подачи токарного станка ТВ-125П

Фартук токарного станка ТВ-125П

Восстановленный токарный станок Schaublin 120
Восстановленный токарный станок Schaublin 120. Смотреть в увеличенном масштабе

Восстановленный токарный станок Schaublin 120-VM
Восстановленный токарный станок Schaublin 120. Смотреть в увеличенном масштабе

Восстановленный токарный станок Schaublin 120-VM
Восстановленный токарный станок Schaublin 120. Смотреть в увеличенном масштабе
Расположение составных частей токарно-винторезного станка ТВ-125
Расположение составных частей токарного станка ТВ-125
Расположение органов управления токарным станком ТВ-125
Расположение органов управления токарным станком ТВ-125
Перечень органов управления токарным станком ТВ-125
- Штурвал для установки чисел оборотов шпинделя
- Рукоятка управления трензелем
- Кнопка переключения подач
- Рукоятка управления перебором
- Рукоятка для реверсирования или останова подачи
- Маховик ручного перемещения суппорта
- Рукоятка закрепления поперечных салазок
- Рукоятка отжима, поворота и закрепления резцедержки
- Маховичок ручного поперечного перемещения суппорта
- Рукоятка перемещения резцовых салазок
- Рукоятка закрепления пиноли задней бабки
- Рукоятка закрепления задней бабки
- Маховичок перемещения пиноли задней бабки
- Рукоятка выключения механической подачи
- Рукоятка включения механической подачи
- Рукоятка включения продольной и поперечной подач и нарезания резьбы
- Рукоятка закрепления суппорта на станине
- Рукоятка включения, выключения и реверсирования электродвигателя
- Рукоятка включения маточной гайки
- Рукоятка барабанного переключателя для установления нужной скорости вращения электродвигателя
- Рукоятка пакетного выключателя для подключения станка к электросети
- Рукоятка пакетного выключателя для включения электронасоса СОЖ
Кинематическая схема токарного станка ТВ-125
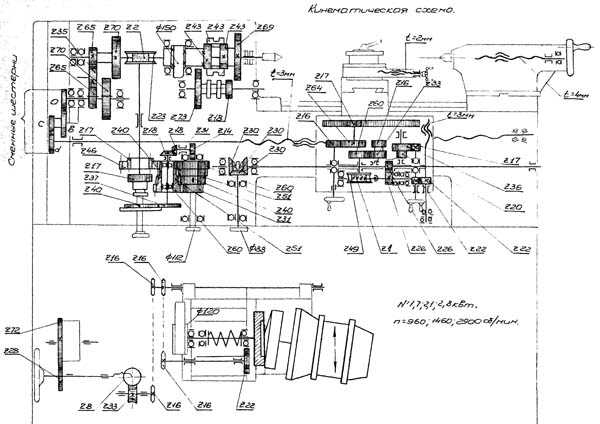
Кинематическая схема токарного станка ТВ-125
Схема кинематическая токарного станка ТВ-125. Смотреть в увеличенном масштабе
Описание конструкции основных узлов станка ТВ-125
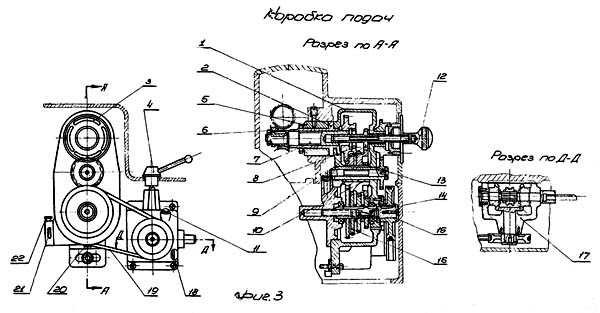
Коробка подач токарного станка ТВ-125
Коробка подач токарного станка ТВ-125. Смотреть в увеличенном масштабе
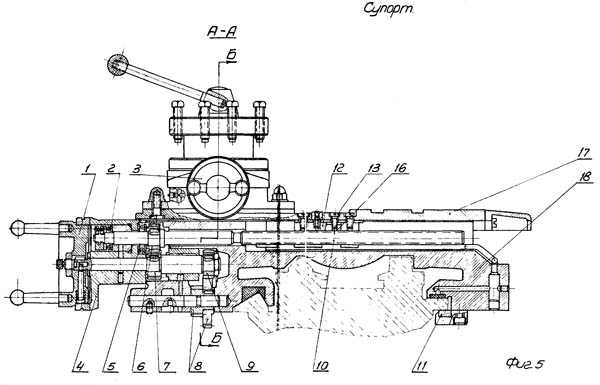
Суппорт токарного станка ТВ-125
Суппорт токарного станка ТВ-125. Смотреть в увеличенном масштабе
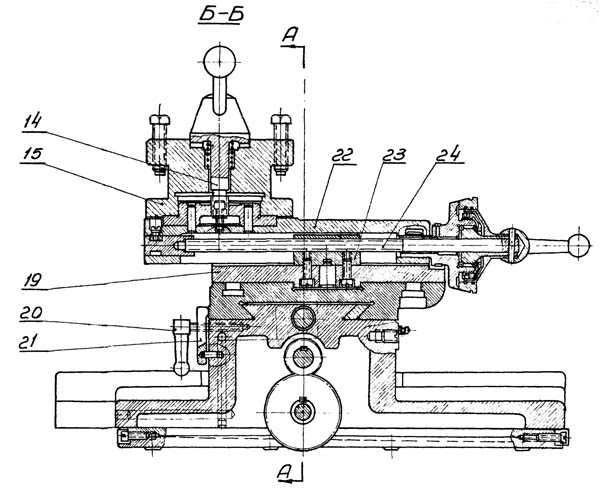
Суппорт токарного станка ТВ-125
Суппорт токарного станка ТВ-125. Смотреть в увеличенном масштабе

Фото вариатора токарного станка ТВ-125
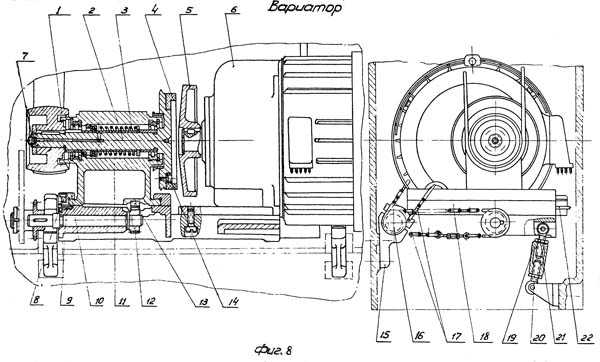
Вариатор токарного станка ТВ-125
Вариатор токарного станка ТВ-125. Смотреть в увеличенном масштабе

Фото шпинделя токарного станка ТВ-125

Шпиндель токарного станка ТВ-125
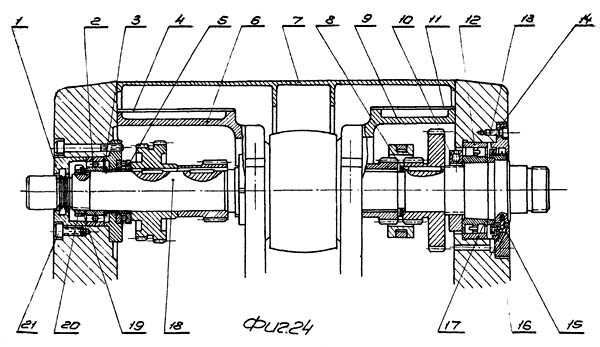
Шпиндель токарного станка ТВ-125
Шпиндель токарного станка ТВ-125. Смотреть в увеличенном масштабе
Схема электрическая токарно-винторезного станка ТВ-125
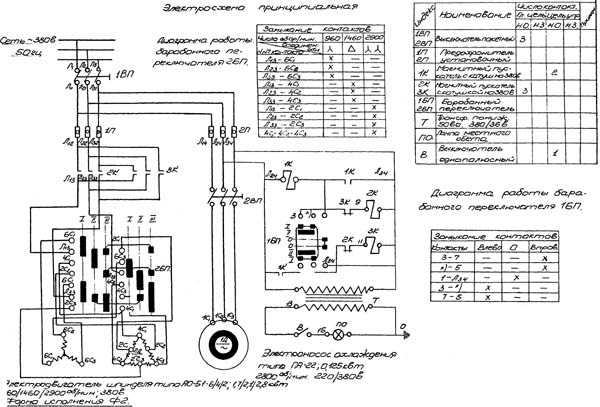
Электрическая схема токарного станка ТВ-125
Схема электрическая токарно-винторезного станка ТВ-125. Смотреть в увеличенном масштабе
Технические характеристики станка ТВ-125П
| Наименование параметра | ТВ-125П | 1612п | ТС-135м |
|---|---|---|---|
| Основные параметры | |||
| Класс точности | П | П | П |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 260 | 260 | 260 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 135 | 140 | 140 |
| Наибольшая длина заготовки (РМЦ), мм | 600 | 500 | 500 |
| Наибольшая длина обточки, мм | 500 | 400 | 400 |
| Высота оси центров над плоскими направляющими станины (высота центров), мм | 125 | 135 | 135 |
| Высота от опорной поверхности резца до линии центров, мм | 16 | 16 | 16 |
| Наибольшее расстояние от линии центров до кромки резцедержателя, мм | 145 | 145 | 145 |
| Шпиндель | |||
| Тип опорных подшипников | Качения | Скольжения | Качения |
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 20 | 20 |
| Число ступеней частот прямого вращения шпинделя (число рабочих скоростей) | 11 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 42..2800 (б/с) | 33,5..1520 | 47,5..2144 |
| Размер внутреннего конуса в шпинделе, М | Конус морзе 4 | Конус морзе 3 | Конус морзе 3 |
| Конец шпинделя | М48 х 3 | М45 х 4,5 | М45 х 4,5 |
| Торможение шпинделя | есть | нет | нет |
| Блокировка рукояток | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 580 | 560 | 560 |
| Наибольшее перемещение поперечной каретки суппорта, мм, мм | 170 | 180 | 180 |
| Перемещение продольной каретки суппорта на одно деление лимба, мм | 0,05 | нет | нет |
| Перемещение продольной каретки суппорта на один оборот лимба, мм | 20 | ||
| Перемещение поперечной каретки суппорта на одно деление лимба, мм, мм | 0,005 | 0,02 | 0,01 |
| Перемещение поперечной каретки суппорта на один оборот лимба, мм | 3 | ||
| Число ступеней продольных и поперечных подач | 8 | 9 | 9 |
| Пределы продольных рабочих подач, мм/об | 0,012..0,240 | 0,008..0,2 | 0,018..0,46 |
| Пределы поперечных рабочих подач, мм/об | 0,060..0,120 | 0,003..0,075 | 0,0067..0,171 |
| Количество нарезаемых резьб метрических | 90 | 70 | 70 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..12,2 | 0,2..12,7 | 0,2..12,7 |
| Количество нарезаемых резьб дюймовых | 25 | 25 | 25 |
| Пределы шагов нарезаемых резьб дюймовых | 2..24 | 2..24 | 2..24 |
| Количество нарезаемых резьб модульных | 17 | 12 | 12 |
| Пределы шагов нарезаемых резьб модульных | 0,25..3 | 0,25..3 | 0,25..3 |
| Скорость быстрых перемещений суппорта, м/мин | нет | нет | нет |
| Резьбоуказатель | нет | нет | нет |
| Блокировка рукояток | есть | ||
| Защита от перегрузки | есть | есть | есть |
| Выключающие упоры | есть | есть | есть |
| Резцовые салазки | |||
| Наибольшие размеры державки резца (ширина х высота), мм | 16 х 16 | 16 х 25 | 16 х 20 |
| Наибольшее перемещение резцовых салазок, мм | 80 | 95 | 95 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,01 | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | 360° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 | 4 |
| Резьбоуказатель | нет | ||
| Задняя бабка | |||
| Диаметр пиноли задней бабки, мм | 40 | ||
| Цена деления шкалы перемещения задней бабки, мм | 1 | ||
| Цена деления нониуса перемещения задней бабки, мм | 0,05 | ||
| Конус отверстия в пиноли задней бабки | Морзе №3 | Морзе №3 | Морзе №3 |
| Наибольшее перемещение пиноли, мм | 80 | 110 | 110 |
| Величина поперечного смещения корпуса бабки, мм | ±12 | ±15 | ±15 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 2 | 2 | 2 |
| Мощность электродвигателя главного привода, кВт | 1,7/ 2,1/ 2,8 | 1,7 | 2,8 |
| Тип электродвигателя главного привода | А-41/4 | А-42/4 | |
| Мощность электродвигателя насоса охлаждения, кВт | 0,125 | 0,125 | 0,125 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1780 х 720 х 1265 | 1725 х 860 х 1400 | 1725 х 860 х 1400 |
| Масса станка, кг | 1100 | 800 | 800 |
Полезные ссылки по теме
Каталог справочник токарных станков
Паспорта и схемы к токарным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Станок токарный ТПК125В | Станочный Мир
Если Вам необходимо купить Станок токарный ТПК125В звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарный ТПК125В звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
ЗТС. ТПК125А-1-2 — Станок токарный с ЧПУ. Цена, запчасти, комплектующие.
Если вас интересует дополнительная информация о цене, сроках и условиях поставки ТПК125А-1-2, заполните, пожалуйста, форму внизу страницы.
Чтобы узнать цену (стоимость) запчастей к ТПК125А-1-2 используйте эту же форму.
Предназначен для патронной и центровой обработки с высокой точностью малогабаритных деталей с большим количеством проходов и сложного профиля из различных конструкционных сталей и сплавов.На станке можно производить все виды токарной обработки, нарезание резьбы резцом.
В конструкции станка ТПК-125А1-1 применены: базоыве детали повышенной жесткости, шпиндель выполнен на позиционных опорах качения, роликовые направляющие качения, высокоточные шариковые винтовые пары, револьверная головка, асинхронный двигатель с частотным регулированием в качестве привода главного движения. Наличие на станке револьверной головки позволяет значительно расширить технологические возможности станка, увеличить производительность, повысить качество обрабатываемых деталей.
На станке ТПК-125А1-2 с пневмопатроном “AUTOBLOK” предусмотрен механизм захвата прутка, что позволяет обрабатывать детали из пруткового материала øдо 25 мм, L до 800 мм.
Технические характеристики ТПК-125А1-1/ТПК-125А1-2
Класс точности по ГОСТ 8-82 В
Наибольший диаметр устанавливаемой заготовки, мм 125
Рекомендуемый диаметр обработки, мм 100
Наибольшая длина обрабатываемой поверхности, мм 180
Наибольшее перемещение суппорта, мм:
— по координате Z 190
— по координате Х 110
Пределы рабочих подач суппорта, мм/мин 1 – 6000
Скорость быстрых перемещений суппорта, мм/мин 8000
Дискретность задания перемещения суппорта, мм 0,001
Нестабильность автоматического останова суппорта, мм 0,001
Пределы частот вращения шпинделя, об/мин 50 – 4000
Наибольшая высота резца, устанавливаемого в резцедержателе, мм 16
Количество инструментов, устанавливаемых на станке, шт. 6
Время смены позиций револьверной головки, сек 0,47
Диапазон шагов резьб, нарезаемых резцом, мм 0,25 – 30
Класс точности резьбы, нарезаемой резцом 6
Фланцевый конец шпинделя по ГОСТ 12595 2 – 4К
Посадочный конус шпинделя Конус Морзе 3
Шероховатость поверхности обрабатываемых образцов, мкм:
— стальных Ra 1,25
— цветные сплавы (алмазным резцом) Ra 0,32
Круглость образца-изделия не более, мкм 2,5
Постоянство диаметров образца-изделия в продольном сечении, не более, мкм 6
Прямолинейность торцевой поверхности образца-изделия, мкм не более 4
Мощность привода главного движения, кВт 5,5
Суммарная мощность электродвигателей, кВт 9,04
Габаритные размеры станка, мм:
— длина 1680
— ширина 1040
— высота 1630
Масса станка, кг 1860
Для того, чтобы купить (узнать цену, или получить дополнительную информацию об условиях и сроках поставки) на Станок токарный с ЧПУ ТПК125А-1-2, заполните, пожалуйста, форму и нажмите на кнопку «Отправить запрос». После получения заказа мы свяжемся с вами в ближайшее время.
У нас вы можете купить шарико-винтовые передачи (ШВП) к ТПК125А-1-2. Для того, чтобы узнать цену на ШВП к ТПК125А-1-2, обращайтесть в отдел продаж или отправьте нам сообщение с запросом.
Так же мы предложаем приобрести у нас вы можете купить валы и шестерни к ТПК125А-1-2. Цены на валы, шестерни и прочие запчасти к ТПК125А-1-2 уточняйте в отделе продаж.
Если вас интересует покупка запасных частей и комплектующих к данному оборудованию, то укажите это в тексте сообщения.
Любые дополнительные вопросы вы всегда можете задать по телефону в г. Москве:
8 (495) 62-77-531
или по электронной почте [email protected]
zts-m.ru
Паспорт ТПК-125ВН2 Станок токарный патронный высокой точности с ЧПУ (Савелово)
Наименование издания:Часть 1: Руководство по эксплуатации (72003.020.00.000РЭ) – 181 страница
Часть 2: Комплекты ЗИП (72003.020.00.000ЗИ) – 192 страницы
Выпуск издания: Савеловское производственное объединение «ПРОГРЕСС»
Год выпуска издания: 1985
Кол-во книг (папок): 2
Кол-во страниц: 373
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по эксплуатации (72003.020.00.000РЭ)
1. Техническое описание
Назначение и область применения
Особенности конструкции
Состав станка
— Расположение составных частей станка
— Расположение органов управления
— Схема кинематическая
Устройство и работа станка и его составных частей
Описание конструкции основных узлов станка
— Станина
— Бабка передняя
— Бабка передняя подвод воздуха в шпиндель
— Головка револьверная
— Кулачковый патрон
— Плита фундаментная
Электрооборудование
— Схема электрическая принципиальная – 4-ре схемы
— Перечень элементов к схеме электрической принципиальной
Пневмооборудование
— Схема пневматическая принципиальная
Система смазки
— Схема мест и точек смазки
2. Инструкция по эксплуатации
Общие указания
Указания мер безопасности
— Схема транспортировки станка
Порядок установки
— Установочный чертёж
Наладка станка
Указания по техническому обслуживанию станка
Указания по разборке, сборке при ремонте станка
— Схема расположения подшипников
3. Паспорт
Общие сведения
Основные технические данные и характеристики
Комплект поставки
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
Гарантийные обязательства
Сведения об изменениях конструкции станка и его составных частей в процессе эксплуатации
Сведения о ремонте
Инструкция по программированию
Часть 2: Комплекты ЗИП (72003.020.00.000ЗИ)
Чертежи быстроизнашиваемых деталей******
— Электрооборудование. Сборочный чертёж (72003.020.10.000СБ ТПК-125ВН2)
— Электрооборудование. Схема электрическая соединений (72003.020.10.000Э4 ТПК-125ВН2)
— Панель с электроаппаратурой. Схема электрическая соединений (72003.020.11.100Э4 ТПК-125ВН2)
— Пульт управления. Схема электрическая соединений (72003.020.12.000Э4 ТПК-125ВН2)
— Блок питания. Схема электрическая соединений (72003.020.13.100Э4 ТПК-125ВН2)
— Блок реле. Схема электрическая соединений (72003.020.13.200Э4 ТПК-125ВН2)
— Панель разводная. Схема электрическая соединений (72003.020.13.300Э4 ТПК-125ВН2)
— Приспособление для выставки резцов. Сборочный чертёж (501.8514-4200/000СБ)
— Корпус. Сборочный чертёж (501.8514-4200/100СБ)
— Комплект прокладок и инструмента для установки резцов на ГР-6. Сборочный чертёж (501.8705.7200.000СБ ТПК-125В)
— Наладка на обработку отверстий (501.8705.7200.200СБ ТПК-125В)
prompasport.ru
ЗТС. ТПК125В — Станок токарный с ЧПУ. Цена, запчасти, комплектующие.
Справочник оборудования
Начало >> Станки токарной группы >> Станки токарные с ЧПУ >>
Станки токарные с ЧПУ
ТПК125В
Станок токарный с ЧПУ
Если вас интересует дополнительная информация о цене, сроках и условиях поставки ТПК125В, заполните, пожалуйста, форму внизу страницы.Чтобы узнать цену (стоимость) запчастей к ТПК125В используйте эту же форму.
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | П |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 125 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | 100 |
| Наибольшая длина обрабатываемой детали, мм | 100 |
| Предел частоты вращения шпинделя, об/мин (min) | 50 |
| Предел частоты вращения шпинделя, об/мин (max) | 4000 |
| Мощность главного привода, кВт | 4 |
| Габаритные размеры станка, длина Х ширина Х высота (мм) | 1730 x 1180 x 1720 |
| Масса станка с выносным оборудованием (кг) | 1900 |
| Модель ЧПУ, устанавливаемого на станке | ЧПУ |
| Число инструментов в магазине | 6 |
Станок предназначен для патронной обработки деталей с большим количеством проходов и сложного профиля из сталей, нержавеющих,жаропрочных сплавов и цветных металлов
| № | Параметр | Ед. | Значение |
|---|---|---|---|
| 100 | Основные параметры | - | - |
| 1 | Наибольший диаметр заготовки над станиной | мм | - |
| 2 | Наибольший диаметр заготовки над суппортом | мм | - |
| 3 | Наибольший диаметр обработки | мм | - |
| 4 | Наибольшая длина обрабатываемой заготовки | мм | - |
| 5 | Максимальная допустимая масса заготовки | кг | - |
| 6 | Количество суппортов | шт | - |
| 7 | Количество управляемых координат | шт | - |
| 200 | Шпиндель | - | - |
| 8 | Мощность двигателя шпинделя | кВт | - |
| 9 | Максимальная частота вращения | об/мин | - |
| 10 | Крутящий момент (момент силы) | Нм | - |
| 11 | Диаметр стандартного патрона | мм | - |
| 12 | Диаметр отверстия в шпинделе | мм | - |
| 300 | Суппорт (ось X) | - | - |
| 14 | Наибольшее поперечное перемещение суппорта (ось X) | мм | - |
| 15 | Наибольшая скорость подачи резания (ось X) | м/мин | - |
| 16 | Cкорость быстрых перемещений (ось X) | м/мин | - |
| 17 | Дискретность задания координат (ось X) | мм | - |
| 18 | Точность позиционирования (ось X) | мм | - |
| 500 | Суппорт (ось Z) | - | - |
| 19 | Наибольшее продольное перемещение суппорта (ось Z ) | мм | - |
| 20 | Наибольшая скорость подачи резания (ось Z) | м/мин | - |
| 21 | Cкорость быстрых перемещений (ось Z ) | м/мин | - |
| 22 | Дискретность задания координат (ось Z) | мм | - |
| 23 | Точность позиционирования (ось Z ) | мм | - |
| 24 | Наибольшее перемещение пиноли | мм | - |
| 25 | Диаметр пиноли | мм | - |
| 800 | Револьверная головка | - | - |
| 26 | Количество инструментов | шт | - |
| 900 | Габариты и вес | - | - |
| 27 | Длина | мм | - |
| 28 | Ширина | мм | - |
| 29 | Высота | мм | - |
| 30 | Вес станка | кг | - |
Для того, чтобы купить (узнать цену, или получить дополнительную информацию об условиях и сроках поставки) на Станок токарный с ЧПУ ТПК125В, заполните, пожалуйста, форму и нажмите на кнопку «Отправить запрос». После получения заказа мы свяжемся с вами в ближайшее время.
У нас вы можете купить шарико-винтовые передачи (ШВП) к ТПК125В. Для того, чтобы узнать цену на ШВП к ТПК125В, обращайтесть в отдел продаж или отправьте нам сообщение с запросом.
Так же мы предложаем приобрести у нас вы можете купить валы и шестерни к ТПК125В. Цены на валы, шестерни и прочие запчасти к ТПК125В уточняйте в отделе продаж.
Если вас интересует покупка запасных частей и комплектующих к данному оборудованию, то укажите это в тексте сообщения.
Любые дополнительные вопросы вы всегда можете задать по телефону в г. Москве:
8 (495) 62-77-531
или по электронной почте [email protected]
zts-m.ru