
3Б634 Станок точильно-шлифовальный напольный схемы, описание, характеристики
Сведения о производителе Точильно-шлифовального станка модели 3Б634
Точильно-шлифовальный станок модели 3Б634 выпускался Мукачевским станкостроительным заводом им. Кирова в настоящее время Мукачевский станкозавод, ОАО.
Модель точильно-шлифовального станка 3Б634 больше не выпускается и была заменена белее совершенным станком модели 3К634.
Точильно-шлифовальные станки. Общие сведения
Синонимы: точильный станок, электроточило, наждак, grinding machine.
Точильно-шлифовальные станки предназначены для ручной заточки и доводки металлорежущего деревообрабатывающего и другого инструмента (сверл, резцов, ножей) абразивными, алмазными и эльборовыми кругами. Точильно-шлифовальные станки могут применяемые для снятия заусенцев, фасок, зачистки и обдирки деталей, ручной шлифовки.
В зависимости от назначения точильные станки можно поделить на три группы:
- малые настольные точильно-шлифовальные станки с шлифовальными кругами диаметром 100—175 мм, применяемые для заточки и шлифовки мелкого инструмента
- средние напольные точильно-шлифовальные станки с шлифовальными кругами диаметром 200—350 мм, применяемые в машиностроении для заточки основных типов резцов
- крупные промышленные станки точильно шлифовальные с кругами диаметром 400 мм и более, используемые главным образом для ручной шлифовки деталей, а также в качестве обдирочно-зачистных.
Точила могут оснащаться приспособлениями для заточки сверл, также станки точильно шлифовальные могут быть оборудованы приспособлениями для ленточного шлифования, полирования и правки кругов.
При установке полировальной шайбы точильно шлифовальные станки позволяют выполнять полирование.
3Б634 станок точильно-шлифовальный напольный. Назначение, область применения
Точильно-шлифовальный станок с двумя кругами модели 3Б634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром 12 — 50 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Использовать станок для обдирки литых и сварных деталей не рекомендуется.
3Б634 конструкция станка
Основной частью станка является головка (рис. 5). В головку вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя (рис. 6).
Шарикоподшипниковые опоры представляют собой сдвоенные радиально-упорные шарикоподшипники высокой точности № В36209Л с выбранными осевыми люфтами. С наружных сторон выполнены осевые лабиринтные уплотнения, с внутренних — жировые канавки.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки. Для крепления защитных кожухов и некоторых приспособлений (для полировальных работ, ленточного шлифования и др.) на крышках головки имеются две цапфы. Крепление головки к станине осуществлено при помощи шпилек.
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.
На станок устанавливают шлифовальные круги типов ПП 400 х 50 х 203 (плоский прямого профиля) и ПВ 400 х 60 х 203 (плоский с выточкой). Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
На лицевой стенке кожуха имеется зев для доступа к шлифовальному кругу. В верхней части зева расположен козырек, при помощи которого поддерживается зазор не более 6 мм между козырьком и шлифовальным кругом, в нижней части зева — выдвижная заслонка для отсоса пыли. При установке приспособления для заточки сверл заслонку полностью задвигают в кожух. Боковая стенка кожуха шарнирно соединена с кожухом и может быстро отбрасываться для замены и осмотра шлифовального круга.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран (рис. 9) выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15°. В светильники вмонтированы по две лампы 41,6 Вт, обеспечивающие хорошую освещенность.
Для заточки резцов и зачистки деталей на станке оборудованы поворотный столик (рис. 10) и подручник (рис. 11). Поворотный столик представляет собой стальную плиту, прикрепленную винтами к чугунному кронштейну, который может перемещаться по криволинейной направляющей. Таким образом, столик может занимать наклонное положение относительно торца шлифовального круга. Направляющая столика крепится к кронштейну, который, в свою очередь, прикреплен к станине. В результате двух перемещений столика в горизонтальной плоскости компенсируется износ круга по торцу и боковой поверхности.
Подручник представляет собою стальную деталь с двумя рабочими поверхностями: плоской и криволинейной. Плоской рабочей поверхностью рекомендуется пользоваться при шлифовании деталей, имеющих опорную плоскость. Если требуется отшлифовать кривую поверхность детали при отсутствии хорошей опорной плоскости или при необходимости частой перенастройки угла установки подручника, нужно пользоваться криволинейной рабочей поверхностью подручника. Крепление подручника к кронштейну выполнено таким образом, что он может перемещаться на круг, по вертикали и вращаться вокруг оси. Необходимо следить, чтобы зазор между кругом и подручником был не более 3 мм.
3Б634 Общий вид точильно-шлифовального станка

Фото точильно-шлифовального станка 3Б634
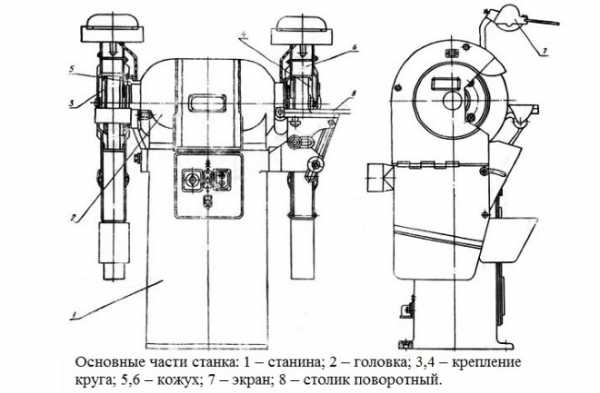
3Б634 Расположение составных частей точильно-шлифовального станка
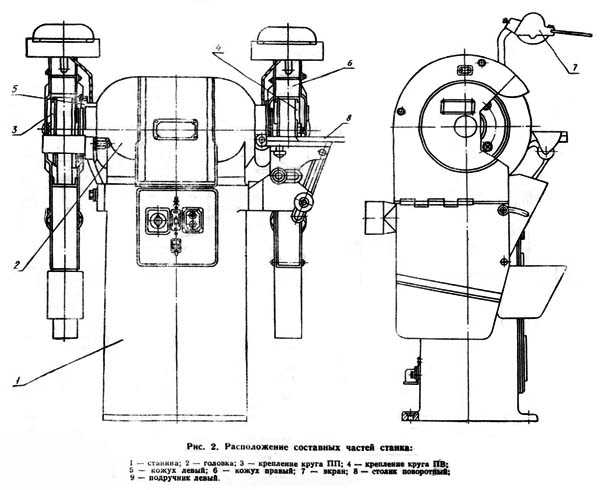
Расположение составных частей точильно-шлифовального станка 3Б634
3Б634 перечень составных частей точильно-шлифовального станка
- станина
- головка
- крепление круга ПП (плоский шлифовальный круг прямого профиля)
- крепление круга ПВ (плоский шлифовальный круг с выточкой с одной стороны)
- кожух левый
- кожух правый
- экран
- столик поворотный
- подручник левый
3Б634 Спецификация составных частей точильно-шлифовального станка
- Станина ЗБ634.10А.000
- Головка ЗБ634.22.001
- Крепление круга ПП ЗБ634.30.002
- Крепление круга ПВ ЗБ634.31.002
- Кожух левый ЗБ634.40.001
- Кожух правый ЗБ634.41.001
- Экран ЗБ634.42А.001
- Столик поворотный правый ЗБ634.54Б.001
- Подручник левый ЗБ634.56.001
- Электрооборудование ЗБ634.80.000
- Пульт управления ЗБ634.88.000
- Принадлежности ЗБ634.90.000
3Б634 Расположение органов управления точильно-шлифовальным станком
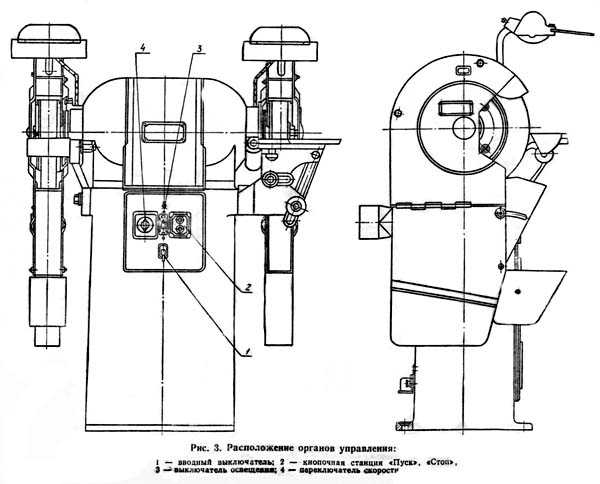
Расположение органов управления точильно-шлифовальным станком 3Б634
3Б634 перечень органов управления точильно-шлифовальным станком
- вводный выключатель
- кнопочная станция «Пуск», «Стоп»
- выключатель освещения
- переключатель скорости
3Б634 Схема электрическая точильно-шлифовального станка

Электрическая схема точильного шлифовального станка 3Б634
3Б634 электрооборудование станка
Электрооборудование точильно-шлифовального станка 3Б634 (рис. 12 и 13) выполнено для подключения к сети трехфазного переменного тока. Цепь освещения выполнена на напряжение 12 В и питается от понижающего трансформатора ТО. В качестве привода электродвигателя применен встроенный двухскоростной электродвигатель 1М.
Управление станком — кнопочное и производится с пульта управления, расположенного у рабочего места (на передней стенке станины).
На пульте смонтированы кнопки «Пуск» и «Стоп», включатели освещения, переключатель скорости двигателя. Остальная электроаппаратура размещена в нише станины.
Выбор скорости вращения двигателя производится переключателем ПС перед включением станка нажатием и поворотом его рукоятки в требуемое положение.
Освещение станка сблокировано с работой электродвигателя и включается при нажатии кнопки 1КУ «Пуск».
Отключение двигателя происходит при нажатии кнопки 2КУ «Стоп». Отключать двигатель сетевым автоматом 1А не рекомендуется.
Электрическая блокировка пускателя К отключает его катушку при помощи размыкающего блокконтакта при переключении рукоятки переключателя ПС.
Двигатель 2М и автомат ЗА поставляются с вентиляционным агрегатом по спецзаказу.
3Б634 Установочный чертеж точильно-шлифовального станка
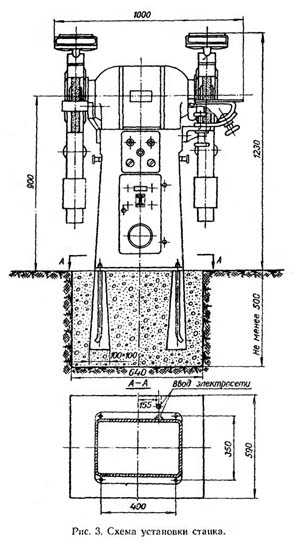
Установочный чертеж точильно-шлифовального станка 3Б634
3Б634 Станок точильно-шлифовальный напольный. Видеоролик.
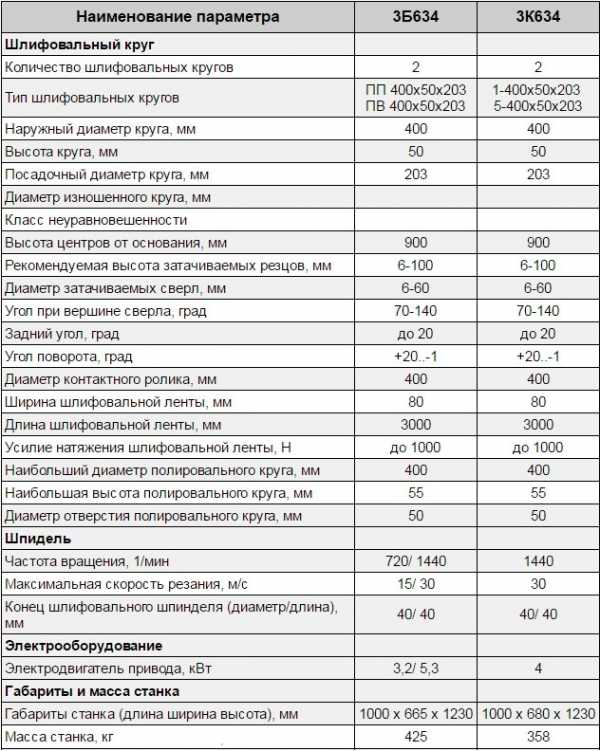
Технические характеристики точильного шлифовального станка 3Б634
| Наименование параметра | 3Б634 | 3К634 | ТШ-3 |
|---|---|---|---|
| Шлифовальный круг | |||
| Количество шлифовальных кругов | 2 | 2 | 2 |
| Тип шлифовальных кругов | ПП 400х50х203 ПВ 400х50х203 | ПП 400х50х203 | ГОСТ 2424-83 |
| Наружный диаметр круга, мм | 400 | 400 | 400 |
| Высота круга, мм | 50 | 50 | 50 |
| Посадочный диаметр круга, мм | 203 | 203 | 127 |
| Диаметр изношенного круга, мм | 240 | ||
| Класс неуравновешенности | 1, 2 | ||
| Высота центров от основания, мм | 900 | 900 | 950 |
| Рекомендуемая высота затачиваемых резцов, мм | 6-100 | 6-100 | |
| Диаметр затачиваемых сверл, мм | 6-60 | 6-60 | |
| Угол при вершине сверла, град | 70-140 | 70-140 | |
| Задний угол, град | до 20 | до 20 | |
| Угол поворота, град | +20..-1 | +20..-1 | |
| Диаметр контактного ролика, мм | 400 | 400 | |
| Ширина шлифовальной ленты, мм | 80 | 80 | |
| Длина шлифовальной ленты, мм | 3000 | 3000 | |
| Усилие натяжения шлифовальной ленты, Н | до 1000 | до 1000 | |
| Наибольший диаметр полировального круга, мм | 400 | 400 | |
| Наибольшая высота полировального круга, мм | 55 | 55 | |
| Диаметр отверстия полировального круга, мм | 50 | 50 | |
| Шпидель | |||
| Частота вращения, 1/мин | 720/ 1440 | 1440 | 950 |
| Максимальная скорость резания, м/с | 15/ 30 | 30 | 20 |
| Конец шлифовального шпинделя (диаметр/длина), мм | 40/ 40 | 40/ 40 | |
| Электрооборудование | |||
| Электродвигатель привода, кВт | 3,2/ 5,3 | 4 | 3,0 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1000 х 665 х 1230 | 1000 х 680 х 1230 | 660 х 600 х 1670 |
| Масса станка, кг | 425 | 358 | 220 |
Связанные ссылки. Дополнительная информация
Каталог-справочник заточных станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Станок точильно-шлифовальный двусторонний 3Б634 Нижний новгород объявление-52860
Любая корпусная мебель на заказ(кухни, шкафы, гардеробные…
Закрытие НДС текущего периода — 1%. Уточненка предыдущих…
Покупаем анионит АВ 17-8, покупаем катионит ку2-8, поку…
Приглашаем Вас на открытый портал о государственных и мун…
Станок токарно-винторезный 1М63БФ101 Технические характ…
ФлексМатрессМикс Комфорт ТФК – благодаря разности сторон,…
Ремонт квартиры под ключ, отделка дома, производственного…
для выполнения подрядных работ по монтажу тепло системы н…
Продуктовая группа компаний ищет надежных оптовых поставщ…
Помощь в получении кредита наличными для регионов РФ, дол…
Кровать Вэлла – стильная деревянная кровать. Предложение …
Матрасы в наличии в Московской области! Например: Матрас …
Матрас Твистер Лайт Стиф-среднежеский ортопедический бесп…
Требуются каменщики срочно 8-926-695-98-80 Максим. Строит…
Продам склад ГСМ на 2700м3 недорого. РВС-400м3 — 4 штуки…
nenovoe.ru
Точильно шлифовальный станок 3б634 и его преемник
Мукачевский станкостроительный завод во времена СССР был процветающим и успешным предприятием, выпускающим надежные и качественные агрегаты. Некоторые из машин, собранных на этом предприятии, эксплуатируются по сей день. Мы рассмотрим две наиболее популярные модели – точильно-шлифовальные станки 3Б634 и 3К634.
3Б634
Точильно-шлифовальный станок 3Б634 на сегодняшний день не производится. Ему на смену пришла новинка 3К634, о которой речь пойдет позже. Мы же рассмотрим все особенности модели 3Б634.
Этот агрегат представляет собой напольную массивную конструкцию, оснащенную двумя точильными кругами. Станок 3Б634 предназначен для выполнения большого количества функций, таких как:
- Заточка изделий, изготовленных из быстрорежущих твердых сплавов;
- Заточка инструмента, в том числе сверл и слесарных приспособлений;
- Удаление фасок, заусениц и проведение ряда подобных работ;
- Шлифование деталей посредством абразивной ленты;
- Полирование конструкций.
3Б634 укомплектован 2-мя шлифовальными кругами типа ПВ 400х50х203 и ПП 400х50х203, радиус которых составляет 400 мм., а высота – 50 мм. Для мастера будет важно узнать такой параметр как высота центров от основания станка, который составляет 900 миллиметров. Разработчики рекомендуют с помощью 3Б634 производить заточку резцов высотой от 6 до 100 миллиметров. Длина и ширина шлифовальной ленты станка составляют 3000 и 80 миллиметров соответственно. При этом диаметр контактного ролика – 400 мм.

Точильно-шлифовальный станок 3Б634 обладает серьезными техническими возможностями. Он обеспечивает частоту вращения шлифовального круга в пределах 720-1440 оборотов в минуту. При этом предельная скорость резания достигает 30 метров в секунду, что является достойным показателем. Всё это благодаря мощному 3.2-ваттному электрическому двигателю, который зарекомендовал себя как неприхотливый в обслуживании и долговечный силовой агрегат.
3Б634 – это немобильный аппарат, поскольку его масса составляет 425 кг. При этом габариты станка также немалы — 1000х665х1230 миллиметров.
3К634
3К634 – станок точильно-шлифовальный, который пришел на смену модели 3Б634. Этот агрегат также является напольной конструкцией, которую можно встретить на многих крупных предприятиях, задействованных в сфере металлообработки. Как и его «предшественник», этот агрегат может похвастаться следующими функциями:
- Заточка резцов, изготовленных из твердых сплавов;
- Заточка сверл с диаметром от 6 до 60 миллиметров;
- Обслуживание слесарного инструмента;
- Удаление заусениц и фасок;
- Полировка и шлифование металлических изделий.
Как и предшественник, 3К634 станок точильно-шлифовальный укомплектован 2-мя шлифовальными кругами типа ПП 400х50х203. Большинство технических параметров этой совпадают с характеристикой 3Б634. Основное отличие состоит во встроенном 4-ватнном двигателе с улучшенными эксплуатационными характеристиками. Кроме того, точильно-шлифовальный станок 3К634 имеет чуть большие габариты, которые составляют 1000х680х1230 миллиметров.

Тем не менее, увеличенные размеры не сказались на массе агрегата, которая составляет всего 358 кг, что на 67 кг меньше, чем у модели 3Б634. Во всём остальном этот агрегат практически полностью совпадает с предшествующей серией.
Итоги
Станки, производимые в свое время Мукачевским заводом, ныне весьма популярны на б/у рынке во всех уголках постсоветского пространства. Незамысловатые в обслуживании, доступные по цене и достойные в работе, они пользуются заслуженным спросом среди профессионалов. Сегодня, если вы ищите, как оснастить собственный цех с минимальными издержками для бюджета, подумайте над покупкой одного из вышеописанных агрегатов. Если удастся найти машину в отличном состоянии – вы можете рассчитывать на то, что она прослужит вам еще не одну «пятилетку».
Сегодня шлифовальные станки 3К634 и 3Б634 способны составить серьезную конкуренцию многим современным агрегатам, в первую очередь – ценовую. По этой причине эксперты рекомендуют подробнее ознакомиться со спецификой данной техники.
Рекомендуем почитать
prostostanok.ru
«Монтаж, наладка и эксплуатация системы автоматического управления точильно шлифовального станка 3Б634»
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ ФГБОУ ВПО“ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ – УЧЕБНО-НАУЧНО-
ПРОИЗВОДСТВЕННЫЙ КОМПЛЕКС”
ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ФАКУЛЬТЕТ СРЕДНЕГО
ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
КАФЕДРА «ЭЛЕКТРОТЕХНИЧЕСКИЕ ДИСЦИПЛИНЫ»
КУРСОВОЙ ПРОЕКТ
По дисциплине: «Монтаж, наладка и эксплуатация систем автоматического управления»
Тема: «Монтаж, наладка и эксплуатация системы автоматического управления точильно – шлифовального станка 3Б634 »
Студент: Стегалин Алексей Александрович
Группа: А-403
Специальность: 220301 «Автоматизация технологических процессов и производств»
Курсовой проект защищен с оценкой: _____________
«____» _________ 2012г
Руководитель: _______________ Симаков А.Ф.
Орел 2012
ВВЕДЕНИЕ
Точильно — шлифовальный станок является основой для построения современных технологических систем автоматического управления. С помощью него обрабатываемая деталь обретает свой окончательный готовый вид. Именно поэтому шлифовальный станок можно встретить практически на каждом предприятии, занимающимся металлообработкой.
Целью курсового проектирования является углубление знаний по курсу «Монтаж, наладка и эксплуатация систем автоматического управления» и приобретение навыков самостоятельного решения проектно – конструкторских, расчетных и организационно – технических задач.
В качестве расчетной части предлагается рассчитать мощность подводимого к станку 3Б634 силового кабеля, подобрать его сечение и марку. Дополнительно рассчитать ток короткого замыкания силовых частей станка.
1 ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Точильно – шлифовальный станок 3Б634 благодаря САУ имеет в наличии две скорости вращения шлифовальных кругов (28,4 и 14 м/сек) и оснащен различными приспособлениями которые обеспечивают выполнение следующих работ: заточку резцов до 100 мм, как быстрорежущих, так и оснащенных пластинками твердого сплава, заточку сверл диаметром от 12 до 50 мм, заточку слесарного инструмента, выполнение слесарных работ, шлифовку деталей абразивной лентой, полировку деталей.
Осуществляется этот процесс при помощи различных вращающихся насадок: шлифовальные круги, барабаны, шайбы, полировочные круги, абразивные круги и т.д. Возможность применения всевозможных насадок позволяет осуществлять различные операции над обрабатываемым объектом. Обязательно учитывается тот факт, что при шлифовке с поверхности металла частично убирается верхний слой. Поэтому САУ требует большей точности.
Статор, ротор и крыльчатка вентилятора размещены в корпусе, состоящем из корпуса статора и двух крышек с размещенными в них шарикоподшипниковыми опорами.
В качестве привода использован встраиваемый двухскоростной электродвигатель АВ 52-8/4. Охлаждение его осуществляется за счет циркуляции воздуха в станине и головке. Для этого опорные приливы крышек имеют окна, связывающие внутренние полости станины и головки.
Для крепления защитных кожухов и некоторых приспособлений на крышках головки имеются две цапфы. Головка к станине крепится с помощью двух шпилек.
1.1 Основные технические характеристики станка 3Б634
Число оборотов шпинделя в минуту………………..670/1360
Количество кругов……………………………………………2
Высота центров шлифовальных кругов от пола,
мм…………………………………………………………….900
Расстояние между шлифовальными кругами,
мм…………………………………………………………….630
Наибольшая высота затачиваемых резцов,
мм………………………………………………………..…..100
Размеры шлифовальных кругов,
мм……………………………ПП 400х50х203, ПВ 400х50х203
Наименьший диаметр……………………………………….300
Окружная скорость, м/сек………………………………28,5/14
Угол наклона поворотного столика, град……………..+20 -10
Класс точности станка……………………..…Н по ГОСТ 8-82
Мощность, кВт………………………………………………….4
Габаритные размеры, мм………………………..925х650х1440
Масса станка, кг………………………………………………425
Диаметр обрабатываемой детали, мм………………………600
Диаметр шлифовального круга, мм…………….…400х50х203
Длина обрабатываемой детали, мм…………………………300
Диаметр затачиваемых сверл, град…………………………6-60
Диаметр контактного ролика, мм……………………………400
Усилие натяжения шлифовальной ленты, Н……………до 1000
Диаметр отверстия полировального круга, мм………………50
1.2 Эксплуатация и обслуживание станка 3Б634
Конструкция станка — основной частью станка является головка. В головке вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки.
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.
На станок устанавливают шлифовальные круги. Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15. В светильники вмонтированы по две лампы 41,6 вт, обеспечивающие хорошую освещенность.
1.3 Электрооборудование станка 3Б634
Общие сведения — питание электрооборудования станка осуществляется от сети трехфазного переменного тока напряжением 380 вольт, частотой 50Гц.
На станке установлены:
— Электродвигатель шпинделя типа: АВ2-42-8/4, 720/1430 об/мин.
— Автоматический выключатель типа: АСТ-3, ток 12,5А.
— Трансформатор типа: ТБС2-0,1, мощность 100ВА, вторичное напряжение 12В.
— Кнопочная станция типа: ПКЕ-622-2
— Вилка штепсельная типа: ВШ, на 6А.
Электросхемой предусмотрено:
— Защита электродвигателей от перегрузки и токов короткого замыкания с помощью автоматического выключателя типа АСТ-3.
— Кнопочное управление электродвигателем шпинделя.
— Цепь освещения выполнена на напряжении 12В от понижающего трансформатора.
— Защита аппаратуры управления и понижающего трансформатора от токов короткого замыкания предохранителями. Панель электрооборудования расположена на пульте управления, остальная электроаппаратура размещена в нише станины.
Технические данные электрооборудования станка 3Б634 приведены в таблице 1.
Таблица 1. – Электрооборудование станка 3Б634
| № | Обозн. | Тип | Наименование | К-во | Примечание |
| 1 | 1М | АВ2-42-8/4 | Электродвигатель 2-х скоростной | 1 | Р=2,3/2,9кВт n=720/1430 об/мин |
| 2 | 1А | АСТ-3 | Выключатель автономный | 1 | In=14А |
| 3 | 2А | А-63-М | Однополюсный автомат | 1 | In=5А |
| 4 | К | ПМЕ-111 | Пускатель магнитный | 1 | кат. 380В |
| 5 | ТО | ТБС2-0,1 | Трансформатор | 1 | 380/2В, 100Вт |
| 6 | 1КУ | ПКЕ-622-1 | Кнопка управления | 1 | Красная |
| 7 | 2КУ | ПКЕ-622-2 | Кнопка управления | 1 | Черная |
| 8 | 1ЛО-2ЛО | МО-11 | Лампа местного освещения | 2 | 40Вт, 12В |
| 9 | FU2 | ПЦУ-6 | Предохранитель | 1 | Вставка 2А |
| 10 | FU1 | ПЦУ-6 | Предохранитель | 1 | Вставка 6А |
| 11 | ПП | БП1-156 | Переключатель скоростей | 1 |
1.4 Указания по безопасной работе на станке 3Б634
— Включать незаземленный станок в сеть категорически запрещается.
— Электродвигатель и металлоконструкции станка необходимо заземлить и регулярно проверять эффективность заземления.
— При подключении станка к сети на месте установки необходимо обеспечить правильное направление вращения электродвигателя.
— При перегрузке станка во время работы срабатывает автоматический выключатель, отключающий станок от сети.
— В процессе эксплуатации станка должны периодически проверяться чистота и исправность контактов пусковой аппаратуры.
— Кожух необходимо периодически очищать от абразивной пыли.
— Допуск к электрооборудованию станка разрешен только специально обслуживающему персоналу, работники прошедшие проверку знаний в объеме, обязательном для данной работы и имеющие группу по электробезопасности, предусмотренную действующими правилами охраны труда при эксплуатации электроустановок.
1.5 Подготовка к первому пуску и пуск станка
Перед пуском станка необходимо, после установки станка на фундамент смоченной в бензине или уайт-спирите ветошью смыть антикоррозионное покрытие с обработанных поверхностей. Очищенные поверхности насухо вытирают и слегка смазывают маслом. Очистка станка металлическими предметами не допускается.
После очистки следует проверить состояние электрооборудования и заземления.
Шлифовальные круги перед установкой на станок должны быть статически отбалансированы.
Для того, чтобы убедиться в исправности всех механизмов и отсутствии каких-либо заеданий, необходимо вручную маховиком шкива сообщить вращение шпинделю на всех скоростях при выключенной подаче суппорт.
Убедившись в исправности всех механизмов, приступают к обкатке станка на холостом ходу, следя за нормальной работой отдельных деталей и узлов.
Холостую обкатку станка следует производить в течении 10 мин, после чего можно приступать к его эксплуатации.
При первоначальном пуске внешним осмотром проверить надежность заземления и качество монтажа электрооборудования. После осмотра на клеммных наборах в шкафу управления отключить провода питания электродвигателя. Подключить станок к цеховой сети вводным автоматическим выключателем. Проверить действие блокирующих устройств. С помощью кнопок и рукояток управления проверить четкость срабатывания магнитных пускателей. После этого провода питания подключить на свои места.
При пусконаладочных работах проверяют соответствие установленного
электрооборудования и выполненного монтажа проекту, выявляют и
устраняют неисправности в электрической схеме электрооборудования, настраивают и регулируют электроаппараты и привода, проверяют состояние изоляции и заземляющих устройств, параметры электронных приборов, испытывают работу электрооборудования под напряжением в различных режимах и проводят другие работы в зависимости от сложности и типа примененного на станке электрооборудования.
Наладочные работы являются заключительным этапом монтажных работ и, как правило, способствуют экономичной, надежной и безаварийной работе станка в эксплуатации.
1.6 Работа электросхемы
Питается станок от цеховой электросети переменного напряжения 380В через вводный автономный выключатель «АВ».
Для пуска станка в работу необходимо нажать кнопку «2КУ». Двигатель имеет две скорости, которые включаются кнопками расположенными на пульте управления в верхней части станины станка. При подаче напряжения на переключатель скоростей «ПП» выбирается скорость с числом оборотов электродвигателя 1000 об/мин. или скорость с числом оборотов электродвигателя 1500 об/мин.
При нажатии кнопки пуск «2КУ» замыкается контакт контактора «К2», напряжение подается на контактор «К3» и магнитный пускатель «К» включает электродвигатель шпинделя «1М». Лампы местного освещения «1ЛО» и «2ЛО» питаются от понижающего трансформатора «ТУ» типа ТБС2-0,1 126В.
Трансформатор «ТУ» защищен от токов короткого замыкания предохранителями «FU1» и «FU2» типа ПЦУ-6 на 1 ампер. При перегрузках двигателя «1М» и коротких замыканиях автономный выключатель «АВ» типа АСТ-3 отключает станок от сети.
Отключение электродвигателя станка производится кнопкой стоп «1КУ».
2 РАСЧЕТНАЯ ЧАСТЬ
2.1 Подбор электрического провода для монтажа
Исходные данные:
P=2,3кВт – активная мощность
UH=380В – номинальное напряжение
Расчет:
| IH = P/UН; | (2.1.1) |
| IH = 2300/380 = 6.05 A. |
Где: P – активная мощность (кВт)
UH — номинальное напряжение (В)
IH – номинальный ток (А)
Необходимое сечение провода для выбора кабеля:
SCU= 0.75мм2
SA= 1мм2
В соответствии с током выбраны кабели для монтажа:
1) Медный – ВВГ 3×0.75
2) Алюминиевый – АВВГ-П 3×1
2.2 Расчет тока короткого замыкания силовых частей станка
UФ = 380В
SH= 2300Ва
UH= 380В
UКЗ = 5.5%
l = 10м
S = 0.75мм
Расчет:
| R=p*l/s | (2.2.1) |
| R=0.028*10/0.75=0.37 Ом | |
| ZH= √x2+R2= 6.01 Ом |
| Iном = SH / UH | (2.2.2) |
| Iном = 2300/380 = 6 А | |
| Z1 = UH* UКЗ / Iном * √3 * 100% | (2.2.3) |
| Z1 = 380*5.5/6*1.73*100=2.01 Ом | |
| IКЗ = UФ/ZH + Z1 | (2.2.4) |
| IКЗ = 380/6.01+2.01=65.2 А |
SH – полная мощность (Ва)
UH – номинальное напряжение (В)
UКЗ – напряжение короткого замыкания
l – длина провода (м)
S – сечение провода (мм)
Z1 – общее сопротивление (Ом)
ZH– общее номинальное напряжение (Ом)
x – сопротивление емкости
Ответ: Ток короткого замыкания IКЗ = 65.2 А
3 КОНСТРУКТОРСКО – ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
3.1 Организация монтажа средств автоматического управления станка 3Б634
Монтаж электрических проводок к станку 3Б643 и средствам автоматизации прокладывают по кратчайшему расстоянию между соединяемыми приборами с минимальным числом поворотов параллельно стенам и перекрытиям. Во избежание электрических помех по возможности дальше от технологического оборудования, электрооборудования, силовых и осветительных линий.
Места прокладки электрических проводок должны быть доступны для монтажа и обслуживания. Особо повышенные требования предъявляют к прокладке измерительных электрических проводок в связи с тем, что нарушение правил из прокладки может привести к снижению точности показаний всей измерительной системы, а в отдельных случаях – к выходу ее из строя.
Электрические проводки надежно защищают от сотрясения, вибрации или механических повреждений, а также от вредных влияний влаги и пыли.
Кабели рекомендуется прокладывать при положительной температуре окружающего воздуха. Перед раскаткой кабелей барабан устанавливают так, чтобы, кабель раскатывался в сторону, обратную указательным стрелкам не щеках барабана. Для облегчения сматывания кабеля барабаны устанавливают на специальные кабельные домкраты.
Пересечение кабелями и проводами систем автоматизации трубопроводов можно выполнять на расстоянии не менее 50 мм от них, а от трубопроводов с горючими жидкостями — не менее 100мм.
Если нельзя выполнить эти требования, кабели и провода прокладывают в этих местах в бороздах, изоляционных или защитных металлических трубах.
3.2 Организация наладочных работ систем автоматического управления станка 3Б634
Кабели к станку 3Б634 в производственных помещениях прокладывают открыто (по стенам, перекрытиям и колоннам) или скрытно (в каналах). Перед прокладкой проверяют состояние кабелей на барабанных путем наружного их осмотра.
Для прокладки кабелей применяют несущие конструкции, собираемые из перфорированных металлических профилей и крепежных деталей. Кабели диаметром не более 18 мм, прокладываются горизонтально или вертикально и имеют опоры не реже чем через каждый метр. При этом кабели, прокладываемые на горизонтальных прямолинейных участках, на опоры не крепят, а кабели, а кабели, прокладываемые на вертикальных участках, крепят на каждой опоре. Кабели наружным диаметром менее 18мм, прокладываемые горизонтально или вертикально, должны иметь опоры не реже чем через 0,5м. При этом на прямолинейных горизонтальных участках их закрепляют через одну-две опоры, а на вертикальных – на каждой опоре. Пример прокладки и крепления кабелей на конструкциях показан в графической части курсовой работы. Металлоконструкции, применяемые для прокладки электрических проводок: а) стойка б) полка в) лоток; прокладка кабелей на конструкциях: 1) кабели 2) безлапковая скоба 3) полки с перфорацией 4) стойка 5) скоба 6) дюбель 7) кронштейн 8) основание одиночной полки.
Кабели в полу и междуэтажных перекрытиях прокладывают в кабельных каналах или трубах.
Независимо от расстановки опорных кабельных конструкций кабели закрепляют на расстоянии не более 0,5 м от соединительных коробок, муфт и концевых заделок. При закреплении небронированных кабелей соблюдают осторожность, чтобы не повредить их оболочку. Для этой цели применяют эластичные прокладки под опоры и скобы, которые должны быть шире опор и скоб на 5-6 мм.
3.3 Организация технического обслуживания систем автоматического управления станка 3Б634
Для электрических проводок к станку 3Б634 применяют установочные и компенсационные провода, силовые и контрольные кабели. При монтаже электрических проводок применяют провода следующих марок:
ПР – провод установочный одножильный с медной жилой в резиновой изоляции.
АПР — провод установочный одножильный с алюминиевой жилой.
ПРТО – провод установочный многожильный и одножильный с медными жилами.
АПРТО – провод установочный многожильный и одножильный с алюминиевыми жилами.
Установочные провода применяют в соответствии с проектами в зависимости от условий их прокладки. В условиях образования конденсата используют установочные провода в стойкой к влаге изоляции.
Кабели имеют 14 жил с сечением 1,5 мм2. Пары токопроводящих жил кабелей изготавливают из следующих металлов: медь-константан (М) или хромель-копель (ХК).
При прокладке силовых линий применяют двух- или трехжильные силовые кабели с резиновой изоляцией и с сечением медных жил 1,5 мм2, а алюминиевых – 2,5 мм2. Кабели больших сечений применяют редко. Наиболее часто применяют кабели следующих марок (ГОСТ 433-73).
ВРГ – с медными жилами в поливилхлоридной оболочке.
АВРГ – с алюминиевыми жилами в поливилхлоридной оболочке.
НРГ – с медными жилами в резиновой негорючей оболочке.
АНБР – с алюминиевыми жилами в резиновой негорючей оболочке.
4 ТЕХНИКА БЕЗОПАСНОСТИ
4.1 Опасности в работе:
Ранение рук и пальцев.
Перлом локтевой кости.
Заматывание волос оправкой фрезы и скальпирование.
Поражение глаз отлетающей стружкой при обработке хрупких металлов.
Но, кроме указанных, возможны и другие несчастные случаи, характерные для работы на металлорежущих станках.
4.2 Мероприятия по технике безопасности до начала работы станка:
Одеть и привести в порядок свою спецодежду:
Застегнуть обшлага рукавов на пуговицы;
Спрятать волосы под берет, косынку, завязанную без свисающих концов;
Надеть защитные очки.
Осмотреть станок и проверить его исправность на холостом ходу; проверить на месте ли все ограждения и исправны ли они.
Проверить исправность рабочего и вспомогательного инструмента.
4.3 Мероприятия по технике безопасности во время работы станка:
Установить и надежно укрепить шлифовальный круг и обрабатываемую деталь.
Не класть ничего на станок и не облокачиваться на него.
Не отвлекаться во время работы посторонними делами и разговорами .
Пользоваться только исправным инструментом.
Не хватать шлифовальный круг, работающие части станка.
Не убирать стружку руками, а пользоваться для этого щеткой и др. инвентарем.
Не тормозить станок руками нажимом на ремень или шкив.
Нельзя работать на станке со снятым ограждением.
Нельзя отлучаться от станка, не остановив его предварительно.
4.4 Техника безопасности в аварийных ситуациях:
В случае поражения током пострадавшего надо любым способом немедленно освободить от действия тока, обесточить оборудование инструментом с изолированной ручкой.
При освобождении пострадавшего от воздействия тока не прикасаться к нему оголенными руками.
О случившемся немедленно сообщить администрации. Если пострадавший потерял сознание и отсутствует дыхание, то до прибытия скорой помощи нужно сделать ему искусственное дыхание.
При любых способах искусственного дыхания необходимо соблюдать следующие правила:
Обеспечить приток свежего воздуха;
Освободить пострадавшего от всякой одежды, стесняющей дыхание;
Проверить, нет ли каких-либо инородных предметов, которые могут закрывать отверстие гортани и механически препятствовать дыханию.
4.5 В случае загорания электрооборудования необходимо:
Если оборудование под действием тока, тушить огнетушителем ОУ-2, ОУ-5, ОУ-8 или сухим песком;
Обесточенное оборудование тушить песком или огнетушителем ОП-5;
Сообщить о загорании по телефону 01.
4.6 После окончания работы станка:
Остановить станок.
Удалить стружку со станка и вытереть тщательно его и инструмент.
Привести в порядок рабочее место. Смазать станок.
Сдать учителю станок и рабочее место.
4.7 Правила безопасности при транспортировке и установке станка
Распаковку упаковочного ящика, транспортирование распакованного автомата и его установку производить согласно указаниям соответствующих разделов руководства.
Грузоподъемные устройства следует выбирать с учетом массы станка и его составных частей и указаний раздела.
При монтаже и демонтаже для безопасного перемещения станка и надежного заваливания следует использовать штанги диаметром не менее 30 мм и длиной не менее 1,5 м.
При расконсервации следует руководствоваться требованиями безопасности ГОСТ 9.014 – 78 «Временная противокоррозионная защита изделий».
4.8 Правила безопасности при подготовке станка к работе
Не допускать персонал к работе без ознакомления с руководством по эксплуатации и правилами техники безопасности.
Проверить наличие, исправность и надежность крепления кожухов ограждения. Особое внимание обратить на установку верхнего откидного кожуха, закрывающего рабочую зону.
Для обеспечения безаварийной работы станка напряжение питающей сети на его входе должно быть в пределах от 0,9 до 1,1 номинального значения. Станок и входящие в его состав устройства, которые могут оказаться под опасным напряжением, должны иметь надежное заземление. К заземляющему зажиму, установленному в шкафу с электрооборудованием,
должен быть подведен от сети заземляющий провод или шина сечением 2,5 мм2. Качество заземления должно быть проверено путем внешнего осмотра и измерения сопротивления между металлическими частями станка, на которых установлены элементы электрооборудования, и зажимом для заземления, находящимся на входе к станку.
Сопротивление цепи заземления не должно превышать 0,1 Ом. Перед включением распределительного вала на автоматический цикл провернуть вал на один оборот с целью проверки работы механизмов и правильности чередования переходов. Многократным включением и выключением станка проверить действие кнопки «Аварийный стоп».
4.9 Правила безопасности при монтаже САУ
При монтаже кабеля вручную все рабочие должны находиться по одной стороне прокладываемого кабеля.
При прокладке кабеля по трассам, имеющим повороты, нельзя находиться внутри углов поворота кабеля, а также поддерживать или оттягивать кабель на углах поворота вручную. Для этого в местах поворота кабеля устанавливают угловые оттягивающие ролики.
На высоте более 1 м кабель монтируют только с прочных подмостей, имеющих перила высотой не менее 1 м и бортовые доски шириной не менее 18 см. Расплавленную кабельную массу или припой перемешивают во избежание разбрызгивания предварительно подогретым металлическим прутком или металлической ложкой.
Прокладывать кабели в непосредственной близости от действующих кабельных линей должны не менее двух рабочих. Выполнять работы можно лишь после двухстороннего отключения кабельных линий, проверки на концах кабеля отсутствия напряжения, проверки заземления брони и свинцовой оболочки и вывешивания плакатов «Не включать – работают люди»
Перекладывать, отводить или сдвигать кабели, а также переносить муфты, находящиеся под напряжением, до их отключения и разрядки запрещается.
4.10 Правила безопасности при проверки технического состояния станка
При ремонте и перерывах в работе вводной выключатель должен быть обязательно отключен и заперт специальным устройством, предусмотренным конструкцией. Категорически запрещается производить работы под напряжением. Периодически, один раз в 2 – 3 месяца, следует проверять надежность заземления автомата и электродвигателей, освещения, световую сигнализацию и работу блокировочных устройств. При производстве работ необходимо пользоваться только исправными ключами и отвертками. Внимание! Действие всех блокировок должно проверяться на холостом ходу и под нагрузкой при первоначальном пуске станка, а также при профилактических осмотрах и ремонтах. Категорически запрещается работать на станке при обнаружении неисправностей в работе блокировок. Продолжать работу на станке разрешается только после устранения причин, вызвавших эти неисправности.
5 ЗАКЛЮЧЕНИЕ
В результате выполнения данного курсового проекта, мною было осуществлено ознакомление с принципами монтажа, наладки и эксплуатации системы автоматического управления точильно – шлифовальным станком 3Б634, с техническими характеристиками и принципами работы станка 3Б634, с техникой безопасности.
Также проведенные расчеты подбора подводимого к станку силового кабеля, в результате чего получили результаты: SА = 1мм2 для алюминия; Scu=0.75мм2 для меди, в связи с полученными данными был выбран: медный кабель – ВВГ — 3х0.75; алюминиевый кабель – АВВГ — 3х1. Дополнительно был рассчитан ток короткого замыкания силовых частей станка, в результате было получено значение в 57.7 ампера.
Данная тема актуальна, так как в настоящее время автоматизационное оборудование для обработки различных материалов шлифованием то, без чего невозможно представить себе современное производство. Например шлифовальных станков, обеспечить обработку металла и дерева, камня и пластика, композитных материалов, а также стекла не мог бы осуществиться не один производственный процесс.
СОДЕРЖАНИЕ
Введение
1 Техническое описание…………………………………….………….………3
Основные технические характеристики…………………………….…….4
Эксплуатация и обслуживание станка……………………………….……5
Электрооборудование…………………………………………………..…..6
Указание по эксплуатации и монтажу электрооборудования станка…….8
Подготовка к первому пуску и пуск станка………………………..………9
Работа электросхемы………………………………………………………11
Расчетная часть………………………………………………………..….…12
Конструкторско-технологическая часть……………………………..……14
Организация монтажа средств автоматического управления станка 3Б634………………………………………………………………………….14
Организация наладочных работ систем автоматического управления станка 3Б634………………………………………………………………….15
Организация технического обслуживания систем автоматического управления станка 3Б634……………………………………………………16
Техника безопасности……………………………………………………….17
Заключение…..………………………………………………………………..22
Список используемой литературы……..……………………………..…….23
Список используемой литературы
Анурьев В.И. Справочник конструктора-машиностроителя. В 3-х т. Т. 2 — М.: «Машиностроение», 1978 г. — 559 с.
П.Ф.Дунаев, О.П.Леликов . Конструирование узлов и деталей машин./ П.Ф.Дунаев, О.П.Леликов. — М.: «Высшая школа», 1985 г. – 416 с.
Проников А.С. Расчет и конструирование металлорежущих станков Изд. 2-е. «Высшая школа», 1968 г. — 43 с.
А.Д.Локтев .Общемашиностроительные нормативы режимов резания: Справочник: В 2-х т.: Т.1/А.Д.Локтев, И.Ф.Гущин, В.А.Батцев и др. — М.: «Машиностроение», 1991 г. — 640 с.
В. Л. Устиненко. Основы проектирования деталей машин/В. Л. Устиненко, Н. Ф. Киркач, Р. А. Баласанян. — Харьков: «Высшая школа». 1983 г.- 184 с.
А. А. Панов .Обработка металлов резанием: Справочник технолога/А. А. Панов, В. В. Аникин, Н. Г. Бойм и др.; Под общ. ред. А. А. Панова. — М.: «Машиностроение». 1988.- 736 с.
А. Г. Косилова. Справочник технолога-машиностроителя. В 2-х т. Т.1/Под ред. А. Г. Косиловой и Р.К. Мещерякова. — М.: «Машиностроение». 1986 г. -656 с.
А. Г. Косилова. Справочник технолога-машиностроителя. В 2-х т. Т.1/Под ред. А. Г. Косиловой и Р.К. Мещерякова. — М.: «Машиностроение». 1986 г.- 496 с.
В. В. Пузанов . Выбор двигателей приводов станков. /В. В. Пузанов, Ф.Ю. Свитковский. — Ижевск:.«Ижевский механический институт» -1990 г.- 26 с.
add.coolreferat.com
3К634 – станок точильно-шлифовальный: паспорт, характеристики
Оборудование модели 3К634, представляющее собой станок точильно-шлифовальный, пришло на замену выпускаемому ранее 3Б634. Производством нового станка занимается ОАО «Мукачевский станкозавод».

Напольный точильно-шлифовальный станок 3К634
Применение точильно-шлифовальных станков
Точильно-шлифовальный станок может называться по-разному: электроточилом, наждаком, точильным станком, по международной классификации – Grinding machine. Под каждым этим названием подразумевается оборудование, с помощью которого выполняется ручная заточка и доводка инструмента различного назначения.
Используя такие станки, рабочим органом которых выступает абразивный, алмазный или эльборовый круг, можно затачивать и доводить инструменты, служащие для обработки металлических и деревянных заготовок. Станки точильно-шлифовальной группы также успешно применяются для снятия фасок и заусенцев, ручной шлифовки, зачистки и обдирки деталей из металла, древесины и прочих материалов.

Заточка зенкера на точильном станке
По такому критерию, как назначение, выделяют несколько категорий точильно-шлифовальных станков.Малогабаритное точильно-шлифовальное оборудование настольного типа
На таких устройствах, служащих для заточки и шлифовки небольшого инструмента, могут быть установлены рабочие круги диаметром 100–175 мм.
Напольное оборудование средней категорииКруги, устанавливаемые на такие точильно-шлифовальные станки, должны иметь диаметр 200–350 мм. Эти станки применяют преимущественно для заточки на производственных предприятиях токарных резцов распространенных типов.
Крупные точильно-шлифовальные станкиНа этих устройствах могут быть установлены обрабатывающие круги диаметром более 400 мм. Таким оборудованием оснащаются крупные производственные предприятия. При помощи точильно-шлифовальных станков данной категории можно эффективно выполнять обдирку, зачистку и шлифовку.
Технические возможности этих устройств позволяют дополнительно оснастить их приспособлениями, дающими возможность выполнять такие технологические операции, как заточка сверл, правка кругов, ленточное шлифование и полирование. Точильный круг на таком оборудовании можно заменить полировальной шайбой, позволяющей с высокой эффективностью выполнять операции полирования.
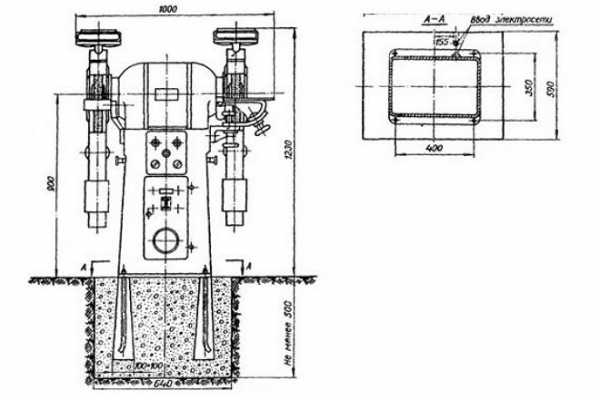
Схема установки станка 3К634
Возможности станка модели 3К634
Станок 3К634, относящийся к оборудованию точильно-шлифовальной группы, оснащен сразу двумя рабочими кругами, что позволяет эффективно выполнять на нем такие технологические операции:
- заточку токарных резцов высотой до 100 мм, изготовленных из быстрорежущих сталей, а также оснащенных режущими пластинами из твердого сплава;
- заточку сверл, диаметр которых находится в интервале 6–60 мм;
- шлифовку деталей при помощи абразивной ленты;
- заточку различного слесарного инструмента;
- снятие с деталей фасок, устранение заусениц и т.д.;
- выполнение полировальных операций.
Технические характеристики станка 3К634
Учитывая характеристики точильно-шлифовального станка данной модели, применять его для обдирки заготовок после литья и сварочных операций нежелательно.
Конструкция устройства
Главным конструктивным узлом станка 3К634, обеспечивающим вращение рабочих кругов, является головка, во внутренней части которой смонтирован двухскоростной электрический двигатель. Вал двигателя, размещенный вместе с ротором, статором и крыльчаткой вентилятора в корпусе с двумя крышками, одновременно выполняет роль шпинделя точильно-шлифовального станка. В отверстия крышек наружу выходят концы вала электродвигателя, оснащенные подшипниковыми узлами, выступающими в роли опор шпинделя.
Опоры шпинделя – один из важнейших узлов точильно-шлифовального станка 3К634. За счет этого элемента обеспечиваются точность вращения рабочих кругов и надежность всего оборудования. В опорах шпинделя установлены сдвоенные радиально-упорные подшипники высокой точности и выбраны осевые люфты. Кроме того, в опорах есть уплотнительные элементы: с наружной стороны – осевые лабиринтные, с внутренней – с жировыми канавками.
Устройство станка
Эффективное охлаждение электрического двигателя, активно нагревающегося в процессе эксплуатации точильно-шлифовального станка, обеспечивается за счет воздушных потоков, циркулирующих внутри станины и корпуса головки. Для того чтобы воздушные потоки внутри станины и в полости корпуса головки циркулировали беспрепятственно, в опорной части головки имеются специальные окна.
Крышки головки оснащены двумя цапфами, с помощью которых к ним крепятся защитные кожухи, а также различные приспособления, используемые для выполнения полировальных работ, ленточного шлифования и др. Сама головка закреплена на станине оборудования с помощью шпилек.
Станина 3К634 изготовлена из чугуна методом литья, в ее внутренней части размещено все электрооборудование, смонтированное в специальном шкафу. Обеспечивает доступ к электрооборудованию точильно-шлифовального станка специальное окно в передней части его станины, которое в процессе эксплуатации оборудования герметично закрывается крышкой.
На станке модели 3К634 могут использоваться круги двух типов:
- плоские прямого профиля – 1(ПП) 400х50х203;
- плоские с выточкой – 5-400х60х203.
Для фиксации кругов на конусной части шпинделя используются переходные фланцы, на наружной части которых смонтировано по три сухарика. За счет последних выполняется балансировка рабочих кругов.

Станок 3к634, подключенный к вытяжной системе
Согласно руководству по эксплуатации оборудования точильно-шлифовальной группы, выполнять работы на нем без использования защитных кожухов категорически запрещается. На станке модели 3К634 такие узлы, ограждающие рабочие круги, выполнены из листовой стали.
Доступ оператора к рабочему кругу осуществляется благодаря двум окошкам в передней части кожухов. В верхней части кожухов для обеспечения безопасности работающего на точильно-шлифовальном станке есть два козырька, изготовленных из органического стекла. В процессе работы на станке образуется много пыли, для сбора которой предназначены выдвижные заслонки и пылесборники, находящиеся в нижней части кожухов. Для облегчения сбора пыли пылесборник через внутреннюю часть кожуха соединяется с системой вытяжной вентиляции. При помощи такой системы в процессе выполнения работ собирается до 40% пыли, которая отсасывается из рабочей зоны.
В верхней части прозрачных защитных экранов для обеспечения удобства работы и ее безопасности монтируются светильники. Согласно паспорту оборудования, лампы, встраиваемые в такие светильники, должны обладать мощностью 41,6 Вт. Характеристики и особенности конструкции точильно-шлифовального станка данной модели обеспечивают возможность быстрой и удобной замены рабочих кругов. Для выполнения такой операции достаточно откинуть боковую сторону кожуха, которая смонтирована на шарнирных навесах.

Станок комплектуется регулируемым подручником (слева) и поворотным столиком (справа)
В паспорте рассматриваемого точильно-шлифовального станка указано, что он оснащен удобными устройствами для заточки токарных резцов. Это поворотный столик и подручник, позволяющие затачивать резцы высотой до 100 мм. Подробно изучить характеристики таких приспособлений можно по паспорту оборудования.
Следует иметь в виду, что при работе точильно-шлифовального станка данной модели возникают серьезные вибрационные нагрузки. Поэтому, если вы собираетесь установить такое оборудование в своем производственном цеху, следует выяснить несущую способность и надежность фундамента и напольного покрытия, а также разработать четкий план всех монтажных операций.
Точильно-шлифовальный станок данной модели отличается универсальностью и приличными техническими возможностями. Подробнее узнать о них можно в паспорте оборудования.
Скачать бесплатно паспорт точильно-шлифовального станка 3К634: Паспорт станка 3К634
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Станок точильно-шлифовальный 3К634: паспорт, характеристики
Станок точильно-шлифовальный 3К634 – это новая модель агрегата, которая заменила модификацию 3Б634. Оборудование производит Мукачевский станкозавод, отличающийся качеством продукции и доступными ценами.
Агрегат применяют для производственных и ремонтных операций, на станке несложно проводить заточку, чистовое удаление заусениц, финишную обдирку древесины, металла.
Технические характеристики
Напольный станок точильно-шлифовальный 3К634 имеет следующие названия:
- наждак;
- точильная машина;
- электроточил;
- Grinding machine (международная классификация).

Оборудование для детальной обработки изделий
Все это специальное оборудование для проведения ручной заточки и доводки разного рода инструментов:
- Напольный точильно-шлифовальный станок модели 3К634 оборудован двумя шлифовальными кругами типа ПП 400×50×203, ПВ 400×50×203.
- Диаметром от 110 до 450 мм и более, в зависимости от вида оборудования и производителя.
- Затачиваемые резцы по высоте должны быть в пределах 6–100.
- Допустимый угол заточки сверла от 70 до 140 градусов.
- Детали обрабатываются универсальным кругом для детальной полировки изделий H – 55 мм, D – 400 мм, Dпос – 50 мм.
- Шпиндель работает с максимальной скоростью – 30 м/мин и допустимым количеством вращения – 1,44 тыс. оборотов в минуту.
- Габариты станка – 1000×665×1230 мм.
- Вес станка доходит до 425 кг в зависимости от типа агрегата.
Оборудование в основном применяется для обработки некоторых партий деталей, манипуляции проводятся для финишной обработки и ремонта изделий для последующей полноценной работы.

Технические нюансы
Технические характеристики позволяют оборудовать станок дополнительными приспособлениями, расширяющими его функциональность до запредельных возможностей:
- ленточного шлифования;
- заточки сверл;
- полирования;
- правки кругов.
Точильный круг на станке с легкостью заменяется шайбой для эффективного, качественного полирования. Дополнительное оборудование делает станок многофункциональным и универсальным.
Конструкция агрегата
Шлифовальный станок 3М634 отличается максимально простой конструкцией, которая не требует сложного обслуживания, достаточно проводить некоторый перечень операций. Все технические характеристики занесены в паспорт.
Оборудование состоит из следующих узлов и деталей:

- силового электродвигателя 380 В;
- напольной станины – 358 кг;
- кнопки управления пуск и стоп;
- двух абразивных кругов и их защиты;
- защитного кожуха для корпуса;
- осветительных элементов.
Основные механизмы агрегата:
- ротор;
- стартер.
Современный 3К634 станок имеет основной узел, отвечающий за вращение обдирочно-точильно-шлифовальных кругов – головка с двухскоростным электродвигателем. В корпусе с двумя крышками располагаются ротор, вентилятор, статор и вал мотора, он заменяет шпиндель.
Вентилятор защищен специальным кожухом, чтобы обезопасить работу, для облегчения ремонта или доступа к объекту крышка откидывается.
Станок 3К634 оборудован опорой шпинделя, за счет него происходит точное вращение кругов. Дополнительно этот элемент отвечает за прочность и надежность оборудования всего агрегата. В опорах расположены жировые канавки изнутри и осевые лабиринтные элементы снаружи.
Так как двигатель во время работы нагревается, производителем предусмотрен вентилятор, эффективно охлаждающий циркулирующими потоками воздуха внутри головки и станины.
Особенности агрегата
Станина производится из литого чугуна. Внутри детали располагаются все важные элементы. Доступ обеспечивается за счет специального окошка в передней части, которое закрывается специальной крышкой.
Чтобы зафиксировать круги на шпинделе применяют переходные фланцы с тремя сухариками с наружной стороны, которые помогают производить балансировку.
Руководство по эксплуатации запрещает эксплуатировать станок, без защитных кожухов, изготовленных из стали.
Кожух оборудован двумя козырьками из органического стекла. Для сбора пыли, которая образуется в процессе обработки, используются выдвижные заслонки и пылесборники, соединенные с вытяжкой. Это помогает во время обдирочно-шлифовальных работ снизить скопление пыли до 40%.
Прозрачные экраны с защитными функциями оборудуются освещением с помощью светильника. Паспорт рекомендует применять в этом случае лампы мощностью 41,6 Вт.
Чтобы поменять круги не требуется дополнительных усилий, надо откинуть боковую сторону металлической защиты.
В комплектацию точильно-шлифовального станка модели 3К634 входит:
- поворотный столик;
- подручник.
Эти элементы позволяют проводить заточку токарных резцов высотой до 100 мм. Во время эксплуатации 3К634 возникает сильная вибрация, что требует от специалистов полную осведомленность о несущей способности и прочности напольного покрытия. Перед установкой должен быть разработан правильный план монтажа.
Функциональность
Станок 3К634 – это обдирочно-точильно-шлифовальное оборудование, на котором легко проводить следующие операции:
- заточку резцов высотой до 100 мм из стали;
- для шлифовки с помощью абразивной лентой;
- заточка сверл диаметром от 6 до 60 мм;
- обработку слесарного оборудования;
- для обдирочно-шлифовальных работ с деталями для устранения заусениц.
Преимущества
Точильно-шлифовальный станок 3К634 имеет следующие преимущества:
- простота конструкции;
- многофункциональность;
- универсальность;
- качество оборудования и его комплектующих;
- простота монтажа и эксплуатации;
- точность проведения работ;
- безопасность;
- привлекательная цена;
- надежность и прочность;
- длительный срок службы.

Правила эксплуатации
Перед началом эксплуатации станка необходимо выполнить следующие действия:
- Установить оборудование на ровную площадку, без дополнительного возвышения.
- Обеспечить помещение электросетью в 380 В, оно является рабочим для 3К634.
- Позаботиться о принудительной вентиляции.
- Контролировать при подключении правильность вращения.
- Проверить работоспособность автоматического выключателя, который обеспечивает защиту от перегрузок.
Перед работой на станке оператор должен пройти соответствующее обучение. Так как при длительной эксплуатации электрическая часть изнашивается персонал, должен периодически проверять эти элементы станка.
При первом запуске нового оборудования его протирают тряпкой, смоченной в ацетоне или бензине, чтобы снять антикоррозийное покрытие. После проверки исправность всех элементов специалисты делают запуск.
Обязательно надо провести балансировку абразивных кругов, которые вращаясь не должны создавать чувства биения.
Техника безопасности
Для безопасного использования обдирочно-точильно-шлифовального станка 3К634 надо соблюдать следующие правила:
- Монтаж оборудования производится только на ровной основе.
- Место работы станка обязано быть оборудовано принудительной вентиляцией.
- Агрегат обязательно заземляют.
- Во время работы двигателя станок нельзя оставлять без присмотра.
- Покидать помещение следует только после того, как мотор полностью остановится.
- Периодически все механизмы оборудования очищаются от абразивной пыли.
Тонкости работы с агрегатом
Точильно-обдирочно-шлифовальный станок 3К634 имеет ряд особенностей:
- Электродвигатель обеспечивает надежную функциональность кругов и станка за счет шарикоподшипниковых опор.
- Для повышения устойчивости оборудования применяется чугунная, монолитная станина агрегата.
- Высокий уровень безопасности достигается за счет многочисленных кожухов.
Инструкция по применению и паспорт поможет облегчить эксплуатацию.
Отзывы мастеров
Александр, Новгород: «Точильно-шлифовальный станок 3К634 – это советское качество и надежность, где отсутствуют пластиковые детали, так как корпус изготовлен из чугуна. Оборудование удобно применять не только в промышленных нуждах, но и в небольших мастерских или цехах».
Захар, Самара: «Точность работы, простота эксплуатации и приятная стоимость делают станок привлекательным для многих специалистов страны. У меня небольшая мастерская, которая оборудована рядом необходимых станков и инструментов, включая 3К634, он делает работу более продуктивной и бесперебойной. Реально хороший агрегат, который ни разу не подводил».
Игорь, Псков: «Станок 3К634 прекрасный помощник, агрегат отличается высоким качеством и прекрасными техническими характеристиками, а также доступной стоимостью. Пользуемся оборудованием уже несколько лет и претензий не возникало. Точность работы, много полезных функций. Никакого пластика, только прочный и надежный металл. Стоит особо подчеркнуть, что станок производится заводом с накопленными годами традициями».
Видео по теме: Станок точильно-шлифовальный 3К634 — паспорт, характеристики
promzn.ru
3К634 Станок точильно-шлифовальный напольный схемы, описание, характеристики
Точильно-шлифовальный станок модели 3К634 выпускается Мукачевским станкостроительным заводом им. Кирова в настоящее время Мукачевский станкозавод, ОАО.
Модель точильно-шлифовального станка 3К634 заменила станок модели 3Б364.
Точильно-шлифовальные станки. Общие сведения
Синонимы: точильный станок, электроточило, наждак, grinding machine.
Точильно-шлифовальные станки предназначены для ручной заточки и доводки металлорежущего деревообрабатывающего и другого инструмента (сверл, резцов, ножей) абразивными, алмазными и эльборовыми кругами. Точильно-шлифовальные станки могут применяемые для снятия заусенцев, фасок, зачистки и обдирки деталей, ручной шлифовки.
В зависимости от назначения точильные станки можно поделить на три группы:
- малые настольные точильно-шлифовальные станки с шлифовальными кругами диаметром 100—175 мм, применяемые для заточки и шлифовки мелкого инструмента
- средние напольные точильно-шлифовальные станки с шлифовальными кругами диаметром 200—350 мм, применяемые в машиностроении для заточки основных типов резцов
- крупные промышленные станки точильно шлифовальные с кругами диаметром 400 мм и более, используемые главным образом для ручной шлифовки деталей, а также в качестве обдирочно-зачистных.
Точила могут оснащаться приспособлениями для заточки сверл, также станки точильно шлифовальные могут быть оборудованы приспособлениями для ленточного шлифования, полирования и правки кругов.
При установке полировальной шайбы точильно шлифовальные станки позволяют выполнять полирование.
3К634 Станок точильно-шлифовальный напольный. Назначение, область применения
Точильно-шлифовальный станок с двумя кругами модели 3К634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром 6 — 60 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Использовать станок для обдирки литых и сварных деталей не рекомендуется.
3К634 Общий вид точильно-шлифовального станка

3К634 конструкция станка
Основной частью станка является головка (рис. 5). В головку вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя (рис. 6).
Шарикоподшипниковые опоры представляют собой сдвоенные радиально-упорные шарикоподшипники высокой точности № В36209Л с выбранными осевыми люфтами. С наружных сторон выполнены осевые лабиринтные уплотнения, с внутренних — жировые канавки.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки. Для крепления защитных кожухов и некоторых приспособлений (для полировальных работ, ленточного шлифования и др.) на крышках головки имеются две цапфы. Крепление головки к станине осуществлено при помощи шпилек.
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.
На станок устанавливают шлифовальные круги типов 1- 400 х 50 х 203 (плоский прямого профиля) и 5- 400 х 60 х 203 (плоский с выточкой). Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
На лицевой стенке кожуха имеется зев для доступа к шлифовальному кругу. В верхней части зева расположен козырек, при помощи которого поддерживается зазор не более 6 мм между козырьком и шлифовальным кругом, в нижней части зева — выдвижная заслонка для отсоса пыли. При установке приспособления для заточки сверл заслонку полностью задвигают в кожух. Боковая стенка кожуха шарнирно соединена с кожухом и может быстро отбрасываться для замены и осмотра шлифовального круга.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран (рис. 9) выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15°. В светильники вмонтированы по две лампы 41,6 Вт, обеспечивающие хорошую освещенность.
Для заточки резцов и зачистки деталей на станке оборудованы поворотный столик (рис. 10) и подручник (рис. 11). Поворотный столик представляет собой стальную плиту, прикрепленную винтами к чугунному кронштейну, который может перемещаться по криволинейной направляющей. Таким образом, столик может занимать наклонное положение относительно торца шлифовального круга. Направляющая столика крепится к кронштейну, который, в свою очередь, прикреплен к станине. В результате двух перемещений столика в горизонтальной плоскости компенсируется износ круга по торцу и боковой поверхности.
Подручник представляет собою стальную деталь с двумя рабочими поверхностями: плоской и криволинейной. Плоской рабочей поверхностью рекомендуется пользоваться при шлифовании деталей, имеющих опорную плоскость. Если требуется отшлифовать кривую поверхность детали при отсутствии хорошей опорной плоскости или при необходимости частой перенастройки угла установки подручника, нужно пользоваться криволинейной рабочей поверхностью подручника. Крепление подручника к кронштейну выполнено таким образом, что он может перемещаться на круг, по вертикали и вращаться вокруг оси. Необходимо следить, чтобы зазор между кругом и подручником был не более 3 мм.
3К634 Станок точильно-шлифовальный напольный. Видеоролик.
Технические характеристики точильного шлифовального станка 3К634
| Наименование параметра | 3Б634 | 3К634 | ТШ-3 |
|---|---|---|---|
| Шлифовальный круг | |||
| Количество шлифовальных кругов | 2 | 2 | 2 |
| Тип шлифовальных кругов | ПП 400х50х203 ПВ 400х50х203 | 1-400х50х203 5-400х50х203 | ГОСТ 2424-83 |
| Наружный диаметр круга, мм | 400 | 400 | 400 |
| Высота круга, мм | 50 | 50 | 50 |
| Посадочный диаметр круга, мм | 203 | 203 | 127 |
| Диаметр изношенного круга, мм | 240 | ||
| Класс неуравновешенности | 1, 2 | ||
| Высота центров от основания, мм | 900 | 900 | 950 |
| Рекомендуемая высота затачиваемых резцов, мм | 6-100 | 6-100 | |
| Диаметр затачиваемых сверл, мм | 6-60 | 6-60 | |
| Угол при вершине сверла, град | 70-140 | 70-140 | |
| Задний угол, град | до 20 | до 20 | |
| Угол поворота, град | +20..-1 | +20..-1 | |
| Диаметр контактного ролика, мм | 400 | 400 | |
| Ширина шлифовальной ленты, мм | 80 | 80 | |
| Длина шлифовальной ленты, мм | 3000 | 3000 | |
| Усилие натяжения шлифовальной ленты, Н | до 1000 | до 1000 | |
| Наибольший диаметр полировального круга, мм | 400 | 400 | |
| Наибольшая высота полировального круга, мм | 55 | 55 | |
| Диаметр отверстия полировального круга, мм | 50 | 50 | |
| Шпидель | |||
| Частота вращения, 1/мин | 720/ 1440 | 1440 | 950 |
| Максимальная скорость резания, м/с | 15/ 30 | 30 | 20 |
| Конец шлифовального шпинделя (диаметр/длина), мм | 40/ 40 | 40/ 40 | |
| Электрооборудование | |||
| Электродвигатель привода, кВт | 3,2/ 5,3 | 4 | 3,0 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1000 х 665 х 1230 | 1000 х 680 х 1230 | 660 х 600 х 1670 |
| Масса станка, кг | 425 | 358 | 220 |
Связанные ссылки. Дополнительная информация
Каталог-справочник заточных станков
Паспорта и руководства заточных станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru