Станок 1М63Н — проверенный временем.
Данный токарно-винторезный станок нормальной точности 1м63Н предназначен для выполнения различных токарных работ, таких как обтачивание цилиндрических поверхностей, подрезание торцов, протачивание канавок, отрезание обработанной детали, растачивание внутренних цилиндрических поверхностей, сверление, зенкерование, развертывание, обработка конических поверхностей, а также для нарезания метрической, дюймовой и питчевой резьб. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных матералов.
Технические характеристики 1М63Н
Наибольший диаметр обрабатываемой заготовки, мм:
устанавливаемой над станиной 700
обрабатываемой над станиной 630
обрабатываемой над суппортом 350
устанавливаемой над выемкой станины 900*
Длина выемки в станине от торца фланца шпинделя, мм 450*
Размер конца шпинделя передней бабки по DIN 11М
Количество ступеней частот вращения шпинделя 22
Диаметр цилиндрического отверстия в шпинделе, мм 105
Пределы частоты вращения шпинделя, об/мин 10…1250
Пределы рабочих подач суппорта, мм/об:
продольных 0,033…5,6
поперечных 0,013…2,064
резцовых салазок 0,010…1,76
Пределы шагов нарезаемых резьб:
метрических, мм 1…224
дюймовых, число ниток на 1″ 28-0,25
модульных, модуль 0,25-56
питчевых, питч 112…0,5
Ускоренное перемещение суппорта, мм/мин:
продольное 5,2
поперечное 2
Наибольший вес устанавливаемой заготовки, кг 3500
Мощность привода главного движения, кВт 15
Габаритные размеры станка 1М63Н, мм:
длина 3750,4200,5250,6230,7250,10300,12470
высота 1550
Масса токарно-винторезного станка 1М63Н, кг 4840,5100,5750,6530,9000,11800,13200
* Для станков с ГАПОМ.
Особенности конструкции
- Жесткость, виброустойчивость и температурная стабильность технологической системы позволяют получать необходимую точность обработки.
- Двух призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности.
- Частота обратного вращения шпинделя в 1,3 раза выше чем прямого, что сокращает время обработки резьб.
- Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте.
- Точение коротких конусов производится механической подачей резцовых салазок, развёрнутых на нужный угол.
- Коробка подач обладает высокой жесткостью кинематической цепи, все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы.
- Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
Устройство и работа основных узлов станка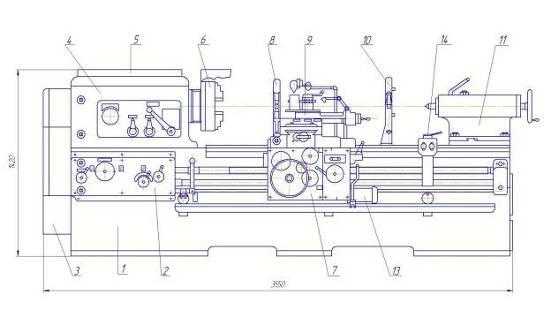
Станок состоит из следующих основных узлов:
Станины 1, коробки подач 2, гитары сменных колес 3, передней бабки 4 со шпинделем 6, электрошкафа 5, фартука 7 и суппорта 9, подвижного 8 и неподвижного 10 люнетов, задней бабки 11, электродвигателя для ускоренного перемещения суппорта 13, механизма поддержки ходового винта и вала 14.
Станина. Станина является базовой сборочной единицей, на которой монтируются остальные сборочные единицы.
Станина цельнолитая с тумбами, имеет две призматические направляющих для каретки и две для задней бабки, из которых одна плоская.
В правой тумбе помещается бак с эмульсией и электронасос. На левой тумбе сзади крепится электродвигатель главного привода.
Передняя бабка. Передняя бабка установлена на левой головной части станины. Все зубчатые колеса кинематической цепи смонтированы на валах и шпинделе, изготовлены из хромистой стали, закалены и прошлифованы. Валы установлены на подшипниках качения. Шпиндель со сквозным отверстием и внутренними конусами имеет две опоры. Передняя опора – двухрядный подшипник с короткими цилиндрическими роликами.
Задняя опора – радиально-упорный подшипник, работающий в паре с упорным шарикоподшипником. Изменение частоты вращения шпинделя достигается перемещением блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку. Прямое и обратное вращение шпинделя осуществляется фрикционной механической муфтой, а торможение – электромагнитной муфтой.
Суппорт. Суппорт крестовой конструкции имеет продольное перемещение по призматическим направляющим станины и поперечное по направляющим каретки. Перемещение можно осуществлять вручную и механическим приводом. Имеется механизм для быстрого перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцовой головкой.
Фартук. Фартук закрытого типа со съемной передней стенкой (крышкой). Движение суппорту передается через фартук от ходового винта или ходового вала. Механизм фартука снабжен четырьмя электромагнитными муфтами, что позволило сосредоточить управление на одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. В эту же рукоятку встроена кнопка быстрого хода суппорта. Благодаря наличию в фартуке обгонной муфты включение быстрого хода возможно при включенной подаче.
Коробка подач. Коробка подач имеет две продольные расточки, в которых на подшипниках качения смонтированы валы. Зубчатые колеса изготовлены из хромистой стали и закалены. Коррегированные зубчатые колеса дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных зубчатых колес. При перестановке сменных зубчатых колес имеется возможность нарезания еще двух типов резьб – модульной и питчевой.
Сменные зубчатые колеса. Расположенные на стенке корпуса передней бабки сменные зубчатые колеса позволяют осуществлять подачу и нарезание метрической, дюймовой, модульной и питчевой резьб в соответствии с паспортными данными.
Охлаждение. От электронасоса, установленного в правой тумбе станины, охлаждающая жидкость через трубопровод и шланг подается к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда возвращается в бак электронасоса. Очистку корыт и бака необходимо производить не реже одного раза в месяц.
Получить более подробную информацию можно тут http://www.td-osz.ru/
beconected.com
Наименование характеристики | Ед. измерения | Значение |
Обрабатываемые заготовки | ||
Наибольший диаметр устанавливаемой заготовки |
|
|
над станиной | мм | 700 |
над суппортом | мм | 350 |
над выемкой в станине | мм | 900* |
Наибольший диаметр обрабатываемой заготовки |
|
|
над станиной | мм | 630 |
над суппортом | мм | 350 |
Наибольшая длина обрабатываемой заготовки | мм | 750; 1500; 2000; 3000; 4000; 5000; 8000; 10000 |
Длина выемки в станине от торца фланца шпинделя | мм | 450* |
Наибольший вес устанавливаемой заготовки | кг | 3500 |
Высота резца, устанавливаемого в резцедержателе | мм | 32 |
Шпиндель | ||
Размер конца шпинделя передней бабки по DIN | 11М | |
Внутренний конус в шпинделе бабки шпиндельной (метрический) | 115 | |
Количество ступеней частот вращения шпинделя | 22 | |
Диаметр цилиндрического отверстия в шпинделе | мм | 105 |
Пределы частот вращения шпинделя | об/мин | 10—1250 |
Пределы рабочих подач |
|
|
продольных | мм/об | 0,033—5,6 |
поперечных | мм/об | 0,013—2,064 |
резцовых салазок | мм/об | 0,010—1,76 |
Параметры нарезаемых резьб | ||
Пределы шагов нарезаемых резьб |
|
|
метрических | мм | 1—224 |
дюймовых | ниток/дюйм | 28—0,25 |
модульных | модуль | 0,25—56 |
питчевых | питч диам | 112—0,5 |
Суппорт | ||
Ускоренное перемещение суппорта |
|
|
продольное | мм/мин | 5200 |
поперечное | мм/мин | 2000 |
Привод | ||
Наибольшее усилие резания | кН | 20 |
Наибольший крутящий момент на шпинделе | кНм | 3 |
Мощность главного привода | кВт | 15 |
Габариты и масса | ||
Габаритные размеры (вместе с электрооборудованием) |
|
|
длина | мм | 3000; 3740; 4230; 5240; 6240; 7240; 10300; 12420 |
ширина | мм | 1780 |
высота | мм | 1550 |
Масса | кг | 4200; 4840; 5100; 5750; 6900; 9000; 11800; 13200 |
www.stanoktehpasport.ru
Станок токарно-винторезный 1М63Н — ЮЖСТАНКОМАШ
Станок 1М63 (1М63н) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Технические характеристики 1М63н
| Параметр | Значение |
|---|---|
| max диам. устанавливаемой детали, мм | 700 |
| max диам. обработки над суппортом, мм | 350 |
| Диаметр отверстия в шпинделе, мм | 82 |
| max момент на шпинделе, кН/м | 3,0 |
| max усилие резания Pz, кН | 20 |
| max вес детали, устанавливаемой на станке в центрах, кг | 4000 |
| Класс точности станка | H |
| Ширина станины, мм | 580 |
| Мощность двигателя, кВт | 18,5 |
Базовая комплектация 1М63н
- 3-х кулачковый самоцентр. патрон диаметр 400 мм;
- 4-х позиционный резцедержатель;
- Комплект сменных зубчатых колес.
- Межцентровое расстояние 3000 мм;
- Межцентровое расстояние 5000 мм;
- Межцентровое расстояние 8000 мм.
Опциональные расширения или исполнения 1М63Н
- люнет неподвижный диам. 20-350 мм;
- люнет неподвижный диам. 210-390 мм;
- люнет неподвижный диам. 40-215 мм;
- люнет подвижный диам. 30-200 мм;
- люнет подвижный диам. 20-150 мм;
- встройка ГАП-а;
- конусная линейка;
- резьбоуказатель;
- устройство цифровой индикации на 1 или 2 оси;
- патрон 4-х кулачковый диам. 400 мм с независимым перемещением кулачков;
- патрон 4-х кулачковый диам. 670 мм с независимым перемещением кулачков;
- патрон 4-х кулачковый диам. 800 мм с независимым перемещением кулачков;
- центр вращающийся в пиноль задней бабки;
- опоры клиновые;
- диаметр отверстия в шпинделе 105 мм;
- частотно-регулируемый привод главного движения;
- класс точности станка П;
- max вес детали, устанавливаемой на станке в центрах 6000 кг;
- max вес детали, устанавливаемой на станке в люнетах 8000 кг;
- межцентровое расстояние 2000 мм;
- межцентровое расстояние 4000 мм;
- межцентровое расстояние 10000 мм.
Токарно-винторезные Вистан (Беларусь), Газовая и нефтяная, Россия), Химическая. permalink.
pvusm.com
Наибольший диаметр устанавливаемой заготовки, мм |
|
— над станиной | 700 |
— над суппортом | 350 |
— над выемкой в станине | 900* |
Наибольший диаметр обрабатываемой заготовки, мм |
|
— над станиной | 630 |
— над суппортом | 350 |
Наибольшая длина обрабатываемой заготовки, мм | 750; 1500; 2000; 3000; 4000; 5000; 8000; 10000 |
Длина выемки в станине от торца фланца шпинделя, мм | 450* |
Наибольший вес устанавливаемой заготовки, кг | 3500 |
Высота резца, устанавливаемого в резцедержателе, мм | 32 |
Размер конца шпинделя передней бабки по DIN | 11М |
Внутренний конус в шпинделе бабки шпиндельной (метрический) | 115 |
Количество ступеней частот вращения шпинделя | 22 |
Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
Пределы частот вращения шпинделя, об/мин | 10—1250 |
Пределы рабочих подач, мм/об |
|
— продольных | 0,033—5,6 |
— поперечных | 0,013—2,064 |
— резцовых салазок | 0,010—1,76 |
Пределы шагов нарезаемых резьб |
|
— метрических, мм | 1— 224 |
— дюймовых, ниток/дюйм | 28—0,25 |
— модульных, модуль | 0,25—56 |
— питчевых, питч диам. | 112—0,5 |
Ускоренное перемещение суппорта, мм/мин |
|
— продольное | 5200 |
— поперечное | 2000 |
Наибольшее усилие резания, кН | 20 |
Наибольший крутящий момент на шпинделе, кНм | 3 |
Мощность главного привода, кВт | 15 |
Габаритные размеры (вместе с электрооборудованием), мм |
|
— длина | 3000; 3740; 4230; 5240; 6240; 7240; 10300; 12420 |
— ширина | 1780 |
— высота | 1550 |
Масса, кг | 4200; 4840; 5100; 5750; 6900; 9000; 11800; 13200 |
www.stanok-machinetools.com
| Характеристика | 1М63Н (1М63) |
|---|---|
| Наибольший диаметр заготовки: | |
| устанавливаемой над станиной, мм | 700 |
| обрабатываемой над станиной, мм | 630 |
| обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 750, 1500, 2000, 3000, 4000, 5000, 8000, 10000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Длина выемки от торца фланца шпинделя, мм | 450 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1250 |
| Величина подач: | |
| продольных, мм/об | 0,06 — 1,4 |
| поперечных, мм/об | 0,024 — 0,518 |
| резцовых салазок, мм/об | 0,019 — 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | 1 — 224 |
| дюймовых, ниток/дюйм | 28 — 0,25 |
| модульных, модуль | 0,25 — 56 |
| питчевых, питч диам. | 112 — 0,5 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 5,2 |
| поперечное | 2 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
| Масса 1М63Н (1М63) , кг | 4200, 4840, 5100, 5750, 6530, 9000, 11800, 13200 |
| Габариты: | |
| длина, мм | 2950, 3750, 4200, 5250, 6230, 7250, 10300, 12470 |
| ширина, мм | 1780 |
| высота, мм | 1550 |
www.russtanko.ru
| Характеристика | 1М63Н-1 |
|---|---|
| Наибольший диаметр заготовки: | |
| устанавливаемой над станиной, мм | 700 |
| обрабатываемой над станиной, мм | 630 |
| обрабатываемой над суппортом, мм | 350 |
| Наибольшая длина обрабатываемой заготовки, мм | 1500 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Длина выемки от торца фланца шпинделя, мм | 450 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1250 |
| Величина подач: | |
| продольных, мм/об | 0,06 — 1,4 |
| поперечных, мм/об | 0,024 — 0,518 |
| резцовых салазок, мм/об | 0,019 — 0,434 |
| Величина шагов нарезания резьб: | |
| метрических, мм | 1 — 224 |
| дюймовых, ниток/дюйм | 28 — 0,25 |
| модульных, модуль | 0,25 — 56 |
| питчевых, питч диам. | 112 — 0,5 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 5,2 |
| поперечное | 2 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 3500 |
| Масса 1М63Н-1 , кг | 4840 |
| Габариты: | |
| длина, мм | 3750 |
| ширина, мм | 1780 |
| высота, мм | 1550 |
www.russtanko.ru
«Заказчикам переданы два универсальных токарных станка 1М63Н РМЦ 1,5 и 3 метра» в блоге «Производство»
Предприятием ПКФ «Станкосервис» (г. Рязань) сданы два новых унивесальных токарно-винторезных станка 1М63Н РМЦ-3000 и 1М63Н РМЦ-1500.
Токарно-винторезный станок 1М63 предназначен для токарных работ в условиях выпуска продукции в относительно небольших количествах или единичного производства. На станке можно выполнять: наружное точение, растачивание, сверление, а также нарезание резьб: метрической, дюймовой, модульной и питчевой.
Станок выполнен по классической схеме. Станина — цельная, литая, чугунная. Жесткость конструкции 1М63 позволяют использовать современный быстрорежущий и твердосплавный инструмент при обработке черных и цветных металлов.
Высокая мощность привода и широкий диапазон регулировки вращения шпинделя и подач обеспечат эффективную обработку любых материалов.
Основные технические характеристики 1М63Н:
| Параметр | Значение |
| Наибольшая длина обрабатываемой заготовки, мм | 10000* |
| Диаметр устанавливаемой детали над станиной, мм, макс. | 700 |
| Диаметр обработки над суппортом, мм, макс. | 350 |
| Диаметр отверстия в шпинделе, мм | 105 |
| Пределы частот вращения шпинделя, об/мин | 10÷1250 |
| Крутящий момент на шпинделе, кН·м, макс. | 6,3 |
| Усилие резания Рz, кН, макс. | 20 |
| Вес детали, устанавливаемой на станке в центрах, кг, макс. | 3500 |
| Класс точности станка | Н |
| Ширина станины, мм | 580 |
| Мощность двигателя, кВт | 18,5 |
Производство узлов токарных станков:
sdelanounas.ru