Проволока сварочная СВ08Г2С омедненная: характеристики,состав
Во время сварки в среде защитных газов используется специальная проволока, состав которой подбирается согласно тому металлу, с которым она будет соединяться. Именно состав относится к одним из главных параметров, которые и определяют выбор правильного присадочного материала. Проволока сварочная омедненная СВ08Г2С предназначается для работы с углеродистыми и низкоуглеродистыми сталями. Это охватывает достаточно широкий спектр изделий, благодаря чему проволока часто используется в кораблестроении, машиностроении и при ремонте различных металлических деталей. Одним из лучших, в плане защиты, вариантов ее использования является применение на полуавтоматическом аппарате аргонодуговой сварки. Она также подходит для автомата и ручного применения, так что в этом параметре является универсальной. Поставка материала осуществляется в бухтах, что достаточно удобно для промышленности, или в специальных кассетах. Это зависит от размера и толщины проволоки, так как кассеты с особо большим диаметром слишком трудно делать, поэтому, они проволока выпускается преимущественно в бухтах.

Сварочная проволока СВ08Г2С на каркасных кассетах
Омедненная поверхность предназначена для того, чтобы увеличить токопроводность и повысить качество присадочного материала. Если сравнивать с не омедненной поверхностью, то такая разновидность имеет до 100 раз меньшее контактное сопротивление, чем ничем ни покрытая. Также здесь обеспечивается сопротивление появлению ржавчины, что сохраняет изначальные свойства материала и не создает лишних проблем во время сваривания. Во время длительного хранения это становится большим преимуществом. Легкость применения в полуавтоматических аппаратах обусловлено легкостью проталкивания при подаче, а канал наконечника не так сильно изнашивается. Изготавливается сварочная проволока СВ08Г2С по ГОСТ 2246 70.
Омедненная сварочная проволока по ГОСТ 2246 70
Благодаря тому, что производители выпускают несколько вариантов диаметра проволоки с идентичным составом, можно без проблем подобрать присадочные материалы как для тонкой работы, так и для сварки крупных частей. К примеру, сварочная проволока диаметром 2 мм СВ08Г2С относится к самым распространенным маркам, которые применяются для большинства ремонтных процедур. Но встречаются и куда большие размеры – 6 мм. Это является самым большим размером в данной серии, но есть и более тонкие, такие как сварочная проволока 0,8 мм СВ08Г2С, что больше подходит для сварки тонких листов, когда есть большая вероятность температурной деформации основного металла. Наиболее толстые в быту практически не находят применения, поэтому их чаще используют в кораблестроении и машиностроении.

Омедненная проволока для сварки СВ08Г2С диаметром 0,8 мм
Разновидности
Данная марка выпускается в одном составе и ее свойства практически не меняются, за исключением некоторых параметров, которые не влияют на особенности сварки данной проволоки и ее взаимодействия с другими металлами. Одним из таких различий является омедненная поверхность. Сварочная проволока СВ08Г2С выпускается без покрытия меди и в омедненном варианте. Несмотря на то, что второй вариант оказывается несколько дороже, он предоставляет большую защиту во время хранения и улучшает свойства сваривания, так как тонкий слой меди действует в качестве флюса, поэтому, он является более популярным и востребованным.

Проволока сварочная омедненная СВ08Г2С диаметром 1 мм
Вторым отличием, не менее важным, которое сильно влияет на выбор режима, является диаметр. Самым тонким в серии стала проволока 0,8 мм. Далее идут 1 мм; 1,2 мм; 1,6 мм; 2 мм; 3 мм; 4 мм; 5 мм; 6мм. Шаг увеличения размеров здесь не ровный, что вызвано практичностью применения, в зависимости от ситуации. Стоит также отметить, что не все производители поддерживают полный спектр размеров и некоторые останавливаются максимум на 2 мм.
Химический состав
Сварочная проволока СВ08Г2С состав
Марка проволоки | Соотношение химических элементов в составе материала, % | |||||||||
Углерод | Марганец | Кремний | Хром | Никель | Мель | Сера | Фосфор | Молибден | Азот | |
Св08Г2С | 0,05 -0,11 | 1,80 -2,10 | 0,7-0,95 | 0,20 | 0,25 | 0,20 | 0,010 | 0,015 | 0,15 | 0,008 |
Здесь видно, в некоторых случаях допускает небольшие отклонения в содержании тех или иных элементов, но в тех пределах, в которых их свойства будут оставаться прежними, так как превышение этой границы повлечет за собой их изменение. Тут же заметна тенденция, по которой в маркировке не отображаются элементы, содержание которых не выше 0,5%.
Физические свойства
Сварочная проволока Св08Г2С технические характеристики
Предел текучести, МПа | Предел прочности, МПа | Удлинение относительное, % | Вязкость ударная, Дж/см2 |
450 | 550 | 30 | 70 |
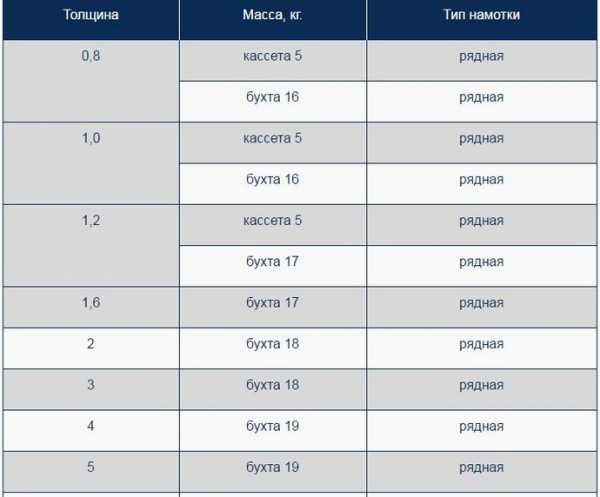
Сортамент
Толщина | Масса, кг. | Тип намотки |
0,8 | кассета 5 | рядная |
бухта 16 | рядная | |
1,0 | кассета 5 | рядная |
бухта 16 | рядная | |
1,2 | кассета 5 | рядная |
бухта 17 | рядная | |
1,6 | бухта 17 | рядная |
2 | бухта 18 | рядная |
3 | бухта 18 | рядная |
4 | бухта 19 | рядная |
5 | бухта 19 | рядная |
6 | бухта 20 | рядная |
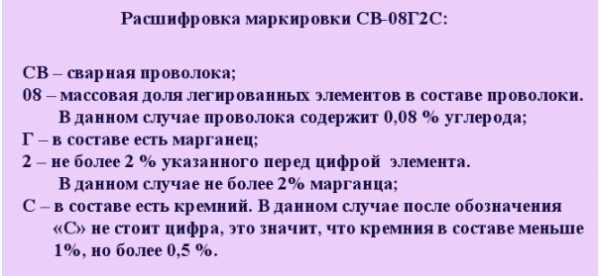
Примеры расшифровки
Маркировка сварочной проволоки показывает основные элементы, которые входят в ее состав, а также дает понятие мастеру, с каким материалом приходится иметь дело. Ведь по основному металлу, который входит в состав можно понять, для чего предназначена та или иная марка проволоки. Сварочная проволока СВ08Г2С расшифровка которой не стонет проблемой для специалиста, является достаточно распространенной разновидностью. Данное обозначение можно расшифровать как:
- СВ – проволока для сварочных работ;
- 08 – максимально допустимое содержание углерода в ней составляет 0,08% от общей массы, но может быть и менее этого, что относит ее к низкоуглеродистым сплавам;
- Г2 – в составе имеется марганец, относительное соотношение содержания которого составляет 2%;
- С – в составе имеется кремний, содержание которого до 1%, так как никакой цифры рядом с буквой нет.
В омедненных вариантах в самом конце еще стоит буква «О», что и обозначает «омедненный».
Производители
- Gradient;
- KT;
- Искра;
- Днипро-М;
- Вайра;
- Запорожский Метизный Завод.
svarkaipayka.ru
Технические характеристики сварочной проволоки типа св08г2с: применение, требования, маркировка
Для проведения сварочных работ используется проволока. В настоящее время существует несколько её разновидностей. Одним из востребованных видов продукции является проволока с высоким уровнем легирования СВ08Г2С. Ее применяют для различных видов сварочных работ. Также она используется в качестве одного из материалов при производстве электродов для наплавочных работ.Где используется легированная проволока
Чаще всего проволока СВ08Г2С применяется при проведении работ на сварочных автоматах и полуавтоматах в промышленных условиях. Применяя ее, можно проводить ручную сварку различных изделий из стали. Применяя этот расходный материал, можно получить сварное соединение высокого качества. Шов получается ровным и чистым.
Сферы применения
Проволока этой марки незаменима при выполнении следующих операций:
- образование валика на соединительном шве;
- заполнение пространства между краями свариваемой заготовки.
При выполнении сварочных работ этот метиз является основным элементом технологических процессов. Без нее не обходится сварка в таких сферах, как:
- строительство;
- машиностроение;
- самолето-, кораблестроение.
Также отметим, что эта легированная проволока для сварки может использоваться в качестве эффективного присадочного материала. Одна из характерных особенностей – высокий коэффициент наплавки. Благодаря этому обеспечивается высокое качество выполнения сложных мероприятий по наплавке.
В последнее время высоколегированная проволока для сварки активно применяется при выполнении работ в газовой атмосфере. Для создания такой среды обычно используется аргон или смесь этого газа с другими. Часто для образования этой среды применяется углекислый газ. Выбор в пользу последнего продиктован его меньшей стоимостью в сравнении с аргоном. Когда сварочные работы проводятся в среде углекислого газа, то используется постоянный ток. Отметим, что такая среда рекомендована для выполнения работ по сварному соединению изделий из углеродистых сталей.
Требования к сварочной проволоке СВ08Г2С
В государственном стандарте 2246-70 зафиксированы технические характеристики и химический состав изделий для сварки этим метизом. Нормативными документами регулируется содержание в этом материале следующих элементов в процентах:
- никель — количество этого элемента составляет до 0,25;
- хром – его содержание не превышает 0,2;
- марганец — его величина может достигать 2,1;
- кремний – содержание этого элемента может достигать до 0,95;
- сера – в составе метиза содержание этого компонента может достигать 0,025;
- фосфор – он содержится в этом метизе в количестве 0,03;
- углерод — его значение варьируется от 0,05 до 0,11.
Такими элементами, как алюминий, ванадий и рядом других омедненная легированная проволока СВ08Г2С обычно не легируется. Допустимым является наличие в ней марганца в количестве от 0,65 до 2,1%. Отметим, что это требование предъявляется лишь к метизу, у которого диаметр не превышает величины 1,4 мм. Если производится обычная проволока, то в ней содержание меди не может быть более 0,25%. Нормативами допускается содержание в ней до 0,01% азота. Такой метиз используется не только для сварочных работ, но и для наплавки.
В настоящее время метиз этой марки выпускается сечением от 0,3 до 12 мм. Готовая продукция упаковывается в мотки. Максимальный вес мотка может доходить до 30 кг. Омедненная проволока может формироваться в мотки прямоугольные по своему сечению. Их высота составляет 50-90 мм. Внутренний диаметр у этого метиза может варьироваться от 100 до 400 мм. Что касается наружного диаметра, он варьируется в диапазоне от 175 до 600 мм.
Если имеется разрешение от потребителя, то легированная сварочная проволока может поставляться в катушках или кассетах. При этом она должна состоять из отрезков без разрывов. Намотка изделия выполняется плотно ровными рядами. Вероятность разматывания или распутывания материала в процессе транспортировки должна быть исключено.
Важные характеристики
У легированной сварочной проволоки СВ08Г2С величина сопротивления на разрыв должна колебаться от 882 до 1372 МПа. Такие требования предъявляются к сварочному метизу диаметром от 0,3 до 0,5 мм. Для сварочной проволоки диаметром 2 мм это требование выражено в сопротивлении от 686 до 1029 МПа. Обычная и омедненная проволока может термически обрабатываться, если эти показатели не обеспечены технологией производства.Омедненная проволока для сварки марки СВ08Г2С на своей поверхности имеет остатки мыльного смазочного состава. Стоит сказать, что его наличие не является нарушением требований государственных нормативов. Обращаем внимание на то, что в составе смазки допустимым является наличие таких веществ, как сера и графит.
Зачем следует знать коэффициент наплавки?
Выполняя работы по наплавке, специалист должен знать, какой коэффициент наплавки имеет используемая им проволока. Под ним следует понимать величину, которая описывает наплавляемый за конкретное время металл при определенной силе тока. Коэффициент наплавки метиза обычно составляет не менее 8,5 г/А*ч. Обычное его значение зависит от:
- химического состава метиза;
- типа покрытия изделия;
- полярности и рода тока, который используется для выполнения наплавки.
Производительность операций по наплавке во многом зависит от коэффициента наплавки метиза СВ08Г2С. Также этот показатель влияет на число потерь сварочного шва на испарение, а также на разбрызгивание и окисление. Еще рассматриваемый показатель определяет коэффициент расплавления основного металла, а также целый ряд других важных характеристик и операций по сварке.
Расшифровка марки проволоки ее достоинства
Большой сложности в понимании того, что собой представляет сварочная проволока марки СВ08Г2С, не представляет. Литеры в самом начале означают сварочную проволоку. Цифры 08 указывают на содержание в составе проволоки сотых долей углерода. Литера Г означает марганец, а цифра после неё – количественное содержание в проволоке этого элемента — 2%. Литера С означает кремний. Если число после этой буквы отсутствует, то это следует понимать как то, что кремний содержится в проволоке описываемой марки в количестве менее 1 процента.В составе сварочного метиза этой марки присутствует марганец. Благодаря ему обеспечивается повышение прочностных характеристик соединения, поскольку этот элемент формирует выраженную кристаллическую решетку сварного соединения. Кремний обеспечивает улучшение механических свойств изделия. У метиза, описываемого в этой статье, содержание кремния и марганца является оптимальным (0,83/1,95). Благодаря этому обеспечивается ряд преимуществ ее применения для операции по наплавке:
- её использование позволяет получить соединение высокого качества;
- метиз обеспечивает высокие прочностные характеристики шва;
- благодаря ей обеспечивается минимальная себестоимость изготовления сварного материала;
- метиз этой марки имеет стабильный и химический состав.
Заключение
При выполнении сварочных работ не обходится без использования сварочной проволоки. Она позволяет создать качественное сварное соединение. В настоящее время на рынке доступно большое количество марок сварочной проволоки. Многие специалисты при выполнении работ по сварке используют метиз СВ08Г2С. Благодаря компонентам, входящим в состав, её применение позволяет качественно выполнить сварочные работы и получить надежное сварное соединение.
Оцените статью: Поделитесь с друзьями!stanok.guru
Сварочная проволока св08г2с: характеристика, расшифровка
Часто сварочные работы проводятся с использованием проволоки. Образуя валик на соединительном шве, и заполняя расстояние между соединяемыми предметами, шов получает дополнительную прочность. Такая технология применяется в различных сферах хозяйственной деятельности. Не исключение и сварка в газовой среде (различного состава).
Классификация, сортамент и требования к сварочной стали
Технические условия для стальной холоднотянутой проволоки регламентирует ГОСТ 2246–70. Это Межгосударственный стандарт для низкоуглеродистых, легированных, высоколегированных сплавов.
Маркировка
Прочитать марку стали поможет тот же ГОСТ. Узнаем, что означает Св-08Г2С. Расшифровка знака «Св-» перед маркой. Указывает — предназначена для сварочной проволоки. Обозначение массовой доли элементов в маркировке сварочной проволоки соответствует общепринятым. Однако, эти изделия могут дополнительно маркироваться в зависимости от следующего:
- Назначения — для изготовления электродов (Э).
- Вида поверхности — с омедненной поверхностью (О).
- Способу переплава — вакуумно-дуговой (ВД), электрошлаковый (Ш), вакуумноиндукционный (ВИ).
Знаки располагаются в конце марки, через тире. Например: Св-05Х19Н9Ф3С2— ВИ — Э — О. Высококачественные сплавы помечают в конце, как обычно (А). Например: Св-08АА, где на качество указывает последняя буква, а буква перед ней указывает азот.
Все специальные требования заказчик указывает как принято при заключении договора на поставку. При ужесточении или изменении требований по химсоставу или испытаниям, составляется Техническое соглашение или Протокол, подписанный двумя сторонами (изготовителем и потребителем). При длительном сотрудничестве предприятий могут быть изданы Технические условия (ТУ), где подробно изложены все условия.
Особенности марки Св-08Г2С
 По названию Св-08Г2С расшифровка такая: сварочная (наплавочная) сталь, является низкоуглеродистой (две цифры вначале это 0,08% углерода), легированной марганцем (содержит 2% марганца) и кремнием (его содержание около 1%). Сравним с похожей маркой — Св-08ГС. Расшифровка, для неё отличается по марганцу (Г). После его символа цифра отсутствует, что соответствует единице. Предельное содержание основных определяемых веществ изложено в Таблице к ГОСТ 2246–70. Там же можно посмотреть и наличие вредных примесей (серы, фосфора и других). По ковшовой пробе узнают реальный химический состав, его подтверждают в конечном размере изделия.
По названию Св-08Г2С расшифровка такая: сварочная (наплавочная) сталь, является низкоуглеродистой (две цифры вначале это 0,08% углерода), легированной марганцем (содержит 2% марганца) и кремнием (его содержание около 1%). Сравним с похожей маркой — Св-08ГС. Расшифровка, для неё отличается по марганцу (Г). После его символа цифра отсутствует, что соответствует единице. Предельное содержание основных определяемых веществ изложено в Таблице к ГОСТ 2246–70. Там же можно посмотреть и наличие вредных примесей (серы, фосфора и других). По ковшовой пробе узнают реальный химический состав, его подтверждают в конечном размере изделия.
Для сварочной проволоки Св-08Г2С технические характеристики при диаметре проволоки 1,4 мм и менее по марганцу отличны от других сталей. Согласно Изменению № 2 к ГОСТ доля марганца (массовая) для этой стали допускается в пределах 1,65—2,1% (при согласии заказчика).
Естественно, если поверхность подвергается покрытию медью, маркировка уже Св-08Г2С — О. Такую проволоку наматывают на болванки квадратной или прямоугольной формы. Размеры, полученных мотков, оговорены в ГОСТ. По договорённости сторон в таких мотках допустимо поставлять метизы и без покрытия медью. Поставка на катушках, кассетах и тяжеловесных мотках также должна согласоваться обеими сторонами.
Проволока этой категории обязательно проходит испытания на сопротивление разрыву, согласно нормам. При отклонении от нормативных параметров, дополнительно термически обрабатывается.
Поверхность проверяется в соответствии с требованиями, установленными в следующем объёме:
- Чистота. Отсутствие загрязнений, как-то окалина, ржавчина, следы масла. Допустимы следы мыльного раствора без серы и графита.
- Гладкость. Такие дефекты проката, как трещины, раковины, закаты, расслоения, забоины не допускаются. Возможны небольшие царапины, риски и следы от волочения и шлифовки, отдельная рябизна. Состояние поверхности указывается в заказе. Возможна поставка изделий с улучшенной поверхностью (по требованию заказчика).
Поставка и хранение
Служба технической приёмки предприятия-поставщика выступает гарантом соответствия продукции техническим условиям и стандартам, в соответствии с которым оформлен заказ на поставку. Качество контролируется на всех стадиях производства.
Требования к поставке:
- Любая партия поставки изделия (проволоки) имеет поверхность одинакового качества и вида, одинаковый размер сечения, строго определённое назначение и состоит из одной плавки.
- Каждая единица изделий (катушка, кассета, моток) обмеряется и осматривается контролёром.
- Химический состав с необходимой точностью обязан полностью соответствовать стандарту.
- Результаты всех положенных испытаний должны быть полностью удовлетворительными.
- В трёх равноудалённых местах мотки перевязываются мягкой проволокой.
- Допустимо несколько мотков объединять (связывать в бухты). Если при этом масса одной связки не превышает 80 кг и состоит из одной партии металла.
- Каждая единица продукции маркируется биркой из металла. На ней нанесена следующая информация: номер партии изделия, сокращённое обозначение продукции, товарный знак завода — поставщика, клеймо технической приёмки. Так, для Св-08Г2С проволоки сварочной легированной диаметром 4 мм, с покрытой медью поверхностью, запись будет такой: Проволока 4 Св-08Г2С — О ГОСТ 2246–70.
 Отдельная бухта, кассета и моток, считается единицей изделия. Упаковывается в бумагу и (или) полиэтиленовую плёнку. После чего на упакованную продукцию вешают ярлык с информацией.
Отдельная бухта, кассета и моток, считается единицей изделия. Упаковывается в бумагу и (или) полиэтиленовую плёнку. После чего на упакованную продукцию вешают ярлык с информацией.- На каждую партию товара оформляется сертификат соответствия, где указаны все характеристики по ГОСТ, а также масса нетто (в килограммах).
- Хранят метизы на закрытых складах (в помещениях).
Благодаря строгой системе сертификации и стандартизации стальные метизы широко применяются в обработке ответственных узлов и деталей машиностроения, самолётостроения и других производств.
Сварочная проволока СВ08Г2С — характеристики
Любые сварочные работы не обходятся без применения проволоки. На сегодняшний день она производится нескольких типов. Самым популярным материалом считается проволока сварочная СВ08Г2С повышенным процентом легирования. Она используется для разных вариантов сварки. Еще ее используют для производства электродов, которыми осуществляют наплавку.
Легированная сварочная проволока: область применения
СВ08Г2С часто применяется на производствах для полуавтоматов/автоматов. Благодаря продукту данного типа можно производить сварку любых стальных элементов вручную. Она гарантирует получение высококачественного соединения. Омедненная проволока СВ08Г2С считается незаменимым материалом при осуществлении двух значимых операций:
- заполнения между краями соединяемых металлических образцов свободного пространства;
- образования валика на шве.

Требования, предъявляемые к составу СВ08Г2С проволоки
Химический состав, технические параметры изделия подробно описаны в госте. Есть стандартная проволока, омеднённая. Согласно нормам в состав продукта входят следующие химические элементы:
- 1,8–2,1% марганца;
- не более 0,25% никеля;
- 0,7–0,95% кремния;
- не более 0,2% хрома;
- не более 0,025% серы;
- 0,05–0,11% углерода;
- не более 0,03% фосфора.
Легирование СВ08Г2С не проводится ванадием, алюминием, другими химэлементами. Допускается присутствие в составе материала 1,65-2,1% марганца, если диаметр проволоки составляет меньше 1,4 мм. В не омедненной стандартной проволоке медь может присутствовать в количестве 0,25%, не больше. Согласно стандартам также допустимо наличие азота не более 0,01% в проволоке, используемой для наплавления, сварки.
Для чего необходимо знать коэффициент наплавки
Осуществляя наплавочные работы, сварщик обязан знать коэффициент наплавления изделия, используемого в процессе работы. Этот параметр говорит о наплавлении металла за конкретный промежуток времени, при установленной силе сварочного тока. Например, коэффициент наплавки метиза приблизительно 8,5г/А*ч. Этот параметр может быть больше в зависимости:
- от вида покрытия свариваемого изделия;
- химсостава метиза;
- полярности тока.
Производительность наплавки металла в большей степени будет зависеть от коэффициента наплавления метиза. Данный показатель оказывает влияние на теплопотери сварного шва, окисление, разбрызгивание, обусловливает коэффициент плавления ключевого металла, целый ряд прочих немаловажных характеристик.
Сварочная проволока СВ08Г2С: технические характеристики
Сварочная проволока СВ08Г2С изготавливается для различных видов сварки металлических деталей, конструкций повышенной ответственности, осуществления наплавочных работ. Продукт может быть омедненным, соответственно в его маркировке будет стоять буква «О».
Химический состав
- 0,2-0,25% никеля, хрома;
- 0,7-0,95% кремния;
- 0,06-0,1% углерода;
- 0,85-1,05% марганца (для омедненной проволоки, сечение которой составляет не более 1,4 миллиметра, содержание марганца может быть больше – 1,65%, но по согласованию с потребителем).
Для химического состава допускаются небольшие отклонения, которые не должны превышать 0,02%. Кроме этого при выплавке может присутствовать в малых объемах сера, фосфор. Эти компоненты не влияют на качество получаемого продукта.
Важно! Для сварочной омедненной проволоки существуют дополнительные ограничения по наличию связанного азота, так как данный химический элемент в больших объемах способен оказывать влияние на стабильность выполняемых сварных операций. Для изделия СВ08Г2С согласно действующим нормативам допускается присутствие азота в количестве 0,01%, но не более.

В зависимости от предназначения СВ08Г2С (будет производиться сваривание металла или его наплавка) технические свойства материала обуславливаются такими параметрами:
- Термообработка продукта. Самый распространенный процесс – это закалка материла в масле при температуре 880-920 градусов с последующим воздушным охлаждением. В итоге существенно повышается пластичность изделия, а предел прочности уменьшается до 430-450МПа, что предоставляет возможность изготавливать из данного материала более сложные варианты электродов сварных;
- Предел прочности – 882-1030МПа (меньшие пределы прочности применимы к изделиям, имеющим малые диаметры сечения). В случае применения продукта исключительно для изготовления сварочных электродов, показатели прочности уменьшаются приблизительно на 10 процентов;
- Какие-либо дефекты поверхности омедненной проволоки не допускаются. Исключение: риски на поверхности, которые формируются при волочении. При этом их общая площадь не должна превышать пяти процентов всей площади проволочной поверхности.
Особые характеристики
- При производстве омедненная проволока подвергается вакуумно-дуговой обработке, что позволяет достигать высококачественного очищения ее поверхности. Поверхность продукта после подобной обработки приобретает серебристый оттенок, высокие адгезионные качества, что впоследствии дает возможность сделать качественное омеднение стандартной проволоки.
- Благодаря покрытию высокого качества, неизменному диаметру по всей длине изделия обеспечивается размеренная подача медных токопроводящих наконечников, при этом их расход максимально экономный.
- Эксплуатационный период дорогостоящих полуавтоматов для сварки значительно увеличивается благодаря рядной намотке.
- Существует возможность работать с разнотипным оборудованием, предназначенным для выполнения сварных соединений.
Заключение
Любые работы, связанные со сваркой требуют наличия сварочной проволоки, от которой в первую очередь зависит качество будущего соединения деталей. На рынке сварочного оборудования, аксессуаров для сварки на сегодняшний день в свободной продаже огромное количество сварочной проволоки от разных производителей, с различными характеристиками. Но многие опытные сварщики рекомендуют приобретать омедненную проволоку для сварки СВ08Г2С. Благодаря химическим элементам, которые включены в ее состав, сварочные соединения получаются достаточно высокого качества.
electrod.biz
Cварочная проволока СВ08Г2С ГОСТ 2246 70
Проволока сварочная Св-08Г2С ГОСТ 2246-70 производится для разнообразных сварочных работ с узлами и деталями повышенной ответственности. Ею можно выполнять также и наплавочные работы.
Рассматриваемый сортамент может выпускаться также с поверхностным омеднением, на что указывает дополнительная буква О в обозначении материала. В ряде источников такую проволоку именуют СВ08Г2С, но это не дополнительное её легирование вольфрамом или кремнием, а лишь небольшая техническая вольность.
Состав, сортамент и свойства

Химический состав данного материала представлен следующими элементами:
- Углеродом, в пределах 0,06…0,10%.
- Кремнием, в пределах 0,70…0,95%.
- Марганцем, в пределах 0,85…1,05% (для проволоки сечением до 1,4 мм процентное содержание марганца может увеличиваться, с согласия потребителя, до 1,65%)
- Хромом и никелем, в пределах 0,20…0,25%.
Опускаемые отклонения по химсоставу в большинстве случаев не превышают 0,02 %. Кроме того, в качестве примесей при выплавке, присутствуют в незначительном количестве также фосфор и сера. На качество конечной продукции они не влияют.
Важно, что для сварочной проволоки имеются также дополнительные ограничения на количество связанного азота, который может в больших количествах влиять на стабильность проведения сварочных операций. В частности, для данной марки действующий стандарт допускает не более 0,01% азота.
ГОСТ 2246 определяет мотки, как основное состояние поставки данной сварочной проволоки. При этом масса мотка для материала диаметром 2 мм не должна быть меньше 20 кг (при внутреннем диаметре до 600 мм), а для проволоки больших диаметров масса составляет не менее 30 кг.
Проволока может поставляться также в виде размотки на кассеты или бобины.
Технические характеристики сварочной проволоки Св-08Г2С определяются следующими параметрами, зависящими от дальнейшего применения материала (сварка или наплавка):
- Пределом прочности, МПа 882…1030 (меньшие значения относятся к сортаменту с меньшим диаметром сечения). Если проволока будет использоваться преимущественно для производства сварочных электродов, прочностные характеристики снижаются на 9…11%;
- Проволока может подвергаться термической обработке. Наиболее употребительным её видом считается закалка в масло с температур 880…920°C с последующим охлаждением на воздухе. В результате материал становится более пластичным. В частности, предел прочности снижается до 430…450 МПа, и это позволяет производить из таких заготовок электроды более сложной конфигурации;
- Какие либо поверхностные дефекты на проволоке недопустимы, за исключением поверхностных рисок (образующихся при волочении) вмятин и царапин. Они не должны занимать более 5% площади поверхности проволоки.
Процесс получения
Традиционным способом производства рассматриваемого сортамента считается холодная прокатка на специализированных станках. Прокатка проводится по групповой технологии, когда получают материал в определённой размерной группе, а затем на волочильных барабанах непрерывного действия выполняют так называемое «мокрое» волочение в размер.

Особенность данного процесса заключается в том, что после заправки торцевой части стального мотка в зазор между фильерами (конец проволоки предварительно заостряют на специальном станке), в зону волочения подаётся под давлением смазочно-охлаждающая жидкость.
Она выполняет следующие функции:
- Охлаждает зону обработки, поскольку фильеры, несмотря на то, что изготовлены из высокостойкой инструментальной стали, заметно нагреваются, из-за чего могут потерять в своей износостойкости.
- Обеспечивает высокое качество поверхности проволоки, вследствие чего исключается нежелательное искажение сечения сортамента, и снижается шероховатость.
- Позволяет вести процесс деформирования с повышенными скоростями протягивания полуфабриката, не беспокоясь о возможных разрывах (такая опасность вполне вероятна, учитывая то, что в процессе волочения сталь подвергается преимущественно растягивающим напряжениям).
- Повышает качество конечной продукции из-за минимально возможных зазоров между волочильной фильерой и материалом. Точность проволоки после «мокрого» волочения составляет не менее ±0,01…0,02 мм по всей длине мотка.
После волочения, при необходимости, продукция обезжиривается, а оставшаяся технологическая смазка удаляется с поверхности. По желанию потребителя возможно выполнение химического травления в растворе концентрированной соляной кислоты. Иные способы (например, обработка в серной кислоте) нежелательны из-за заметного охрупчивания материала.
Цена сварочной проволоки Св-08Г2С возрастает при наличии в технологии её производства всех вышеперечисленных операций.
Видео:
Особые свойства
Для целей наплавки поверхность материала часто покрывают медью. Омеднённая сварочная проволока Св-08Г2С характеризуется следующими отличиями:
- Выплавку стали производят преимущественно в электровакуумных печах, при более жёстком температурном контроле процесса.
- Прокатку выполняют с более высокой скоростью, благодаря чему точность поперечного сечения проката увеличивается на 40…50%.
- Ужесточаются допуски на овальность профиля.
- Термическая обработка такой проволоки, как правило, не производится.
Процесс контактного, наиболее распространённого способа омеднения сварочной проволоки выполняется так. Поверхность исходного материала химически очищают от поверхностных загрязнений и обезжиривают.
Затем полуфабрикат опускают в раствор медного купороса и, при пропускании через него электрического тока, формируют на внешнем диаметре прочную медьсодержащую плёнку, размеры которой составляют 0,1…0,2 мм. После окончания процесса, проволоку высушивают и подвергают калибровке, в ходе которой происходит некоторое упрочнение материала.

Эффективность меднения устанавливается по коэффициенту наплавки, которым оценивается прирост массы материала от электрохимического действия тока в единицу времени. Обычно он не должен быть менее 8,5…9,0 г/А∙ч. Повышенные значения коэффициента наплавки увеличивают производительность операции, снижают потери массы в сварочном стержне, уменьшают окисление наплавляемой поверхности под воздействием высоких температур.
Омеднённую проволоку данного химического состава и свойств можно также применять:
- При формировании сварочного валика на кромках;
- Для заполнения оставшихся после сваривания зазоров;
- С целью повышения коррозионной стойкости сварного соединения.
Рассмотренная проволока широко используется как надёжный материал для обеспечения высококачественных сварных соединений. Это обусловлено оптимальным процентным соотношением основных легирующих элементов – марганца и кремния, а также благоприятной кристаллографической структурой готового сварного шва.
Зарубежными аналогами данного материала является сварочная проволока марок ER70S-6 и ER49-1.
Видео:
Расшифровка и стоимость
Цена за кг сварочной проволоки Св-08Г2С определяется объёмами поставки, диаметром сечения, наличием (либо отсутствием) поверхностного покрытия. Стоимость данного материала по стране составляет в среднем 80…100 руб/кг.
Загрузка…plavitmetall.ru
 Сварочная проволока OK Autrod 12.51 Сварочная проволока OK Autrod 12.51Применение: Применяется для сварки низкоуглеродистых и низколегированных сталей с пределом текучести свыше 400 МПа в углекислом газе и газовой смеси. Технология производства проволоки позволяет обеспечить стабильность подачи и минимальное разбрызгивание при сварке. Жесткие ограничения по содержанию примесей в химическом составе проволоки обеспечивают высокие механические и ударные свойства наплавленного металла (KCU при -60°С). Наплавленный металл отличается высокой стойкостью к образованию пор даже в условиях несоблюдения межпроходной температуры при сварке многопроходных швов.
Особенности Обратите вниманиеОписание товара «Сварочная проволока СВ-08Г2С» на сайте соответствует описанию Сварочная проволока СВ-08Г2С предоставленного в техническом описании производителя «Esab», произведенного для России. Убедительно просим Вас при покупке проверять наличие желаемых функций и характеристик. Технические характеристики
Химический состав
Механические свойства
Информация для заказа
Отзывы Сварочная проволока СВ-08Г2С отзывыЕще нет мнений об этом товаре.
Уважаемый покупатель, вы можете оставить отзыв об этом товаре и мы его обязательно опубликуем. Мы гарантировано дадим вам 5% скидку при следующей покупке. | ||||
www.xn--80aviaagjgq5g.xn--p1ai
СВАРОЧНАЯ ПРОВОЛОКА СВ-08Г2С — texsar64.ru
AWS: A5.18 ER70S-7/ISO 14341-А G 46 4 М21 G4Si1/ГОСТ 2246-70 Св08Г2С-0
ГОСТ 2246-70
Назначение и область применения
Проволока сварочная омеднённая марки СВ08Г2С применяется для автоматической и механизированной сварки углеродистых и низколегированных конструкционных сталей марок 10ХСНД, 15ХСНД, 14ХГС, 09Г2 и др. в среде защитных газов.
Имеет универсальное применение в котлостроении, монтажных роботах, изготовлении сосудов под давлением, строительстве металлоконструкций, автомобильной отрасли, сельскохозяйственном машиностроении.
Условия применения
Сварочная омедненная проволока используется для сварки (наплавки) изделий, деталей и конструкций из углеродистых и низколегированных сталей в нижнем, вертикальном и потолочном положении.
Сварку возможно проводить как в газовых смесях (миксах) так в чистом СО2.
Для получения качественного шва окалину, ржавчину и различные оксидные покрытия необходимо удалить. При многопроходной сварке поверхность предыдущего валика необходимо очистить от шлака.
Особые свойства
В процессе производства плазменная вакуумно-дуговая обработка проволоки, обеспечивает эффективную очистку поверхности. В результате этого поверхность обработанной проволоки приобретает характерный серебристый цвет и высокую адгезионную способность, что при последующем меднении обеспечивает сплошное и прочное покрытие. Благодаря качественному покрытию и стабильному диаметру проволоки по всей длине обеспечивается равномерная подача и экономный расход медных токопроводящих наконечников. Рядная намотка существенно увеличивает период эксплуатации дорогих сварочных полуавтоматов. Обеспечивается возможность работы с различными видами сварочного оборудования.
Отмечено устойчивое горение дуги, которое наблюдается при широких диапазонах режимов сварки, минимальное разбрызгивание металла, отсутствие наплывов и пористости в сварочном шве.
Тип
омедненная
Химический состав проволоки,%
С | Mn | Si | P | S | Cr | Ni |
Не более | ||||||
0.05-0.11 | 1.8-2.1 | 0.70-0.95 | 0.030 | 0.025 | 0.20 | 0.25 |
Суммарное содержание меди не более 0,35 %
Временное сопротивление разрыву сварочной проволоки
Диаметр проволоки (мм) | Временное сопротивление разрыву (МПа) |
0,8 | 882-1323 |
1 | |
1,2 | |
1,6 | 882-1274 |
Механические свойства металла шва
Ударная вязкость -400С | Прочность на разрыв | Предел текучести | Относительное удлинение |
Не меньше 47ДЖ | 530-680Н/мм2 | Не меньше 460 Н/мм2 | Не меньше 20% |
Режимы сварки
Номинальный диаметр проволоки, мм | Сила тока, А | Напряжение, В | Скорость подачи, м/час | Расход защитного газа, л/мин |
0,8 | 50-150 | 13-21 | 260-400 | 6-8 |
1,0 | 70-200 | 16-24 | 160-400 | 8-10 |
1,2 | 90-350 | 19-34 | 150-400 | 8-12 |
1,6 | 140-370 | 17-32 | 100-350 | 12-16 |
Сварку проводить на постоянном токе обратной полярности.
Информация о технических характеристиках, комплекте поставки и внешнем виде, может отличаться от указанной на сайте.
Уточняйте эту информацию у менеджера при оформлении заявки.
Упаковочные данные:
1. Прочная картонная коробка
2. Катушка с проволокой герметично упакована в плотный полиэтиленовый пакет
3. Пакет силикагеля внутри для защиты от воздействия атмосферной влаги
Металлическая катушка | Пластиковая катушка |
BS 300 | D 200 |
0,8; 1; 1,2; 1,6 мм | 0,8; 1; 1,2 мм |
Вес 18 кг. | Вес 5 кг. |
Аналоги: Huatong HTW-49-1, Esab OK Aristorod 12.63.
vse-dlya-svarki64.ru