Проволока омедненная Св08Г2С-О – заказать товары для сварки в компании «Техмет»
Используется для проведения механизированных работ по сварке с конструкциями из устойчивых к низким температурам сталей типа АБ с высокой прочностью. Работы проводятся в атмосфере защитных газов с примесью аргона или углекислоты. Главные преимущества: небольшая погрешность размеров, слой омеднения имеет постоянные параметры и его толщина минимальна, точность исполнения рядной намотки высокая.
Технические характеристики:
— Диаметр: от 0,8 до 1,2 мм.
— Поставляется в катушках.
Выпускаемые диаметры:
0,6 мм | 0,8 мм | 1,0 мм | 1,2 мм | 1,6 мм |
Размеры катушек:
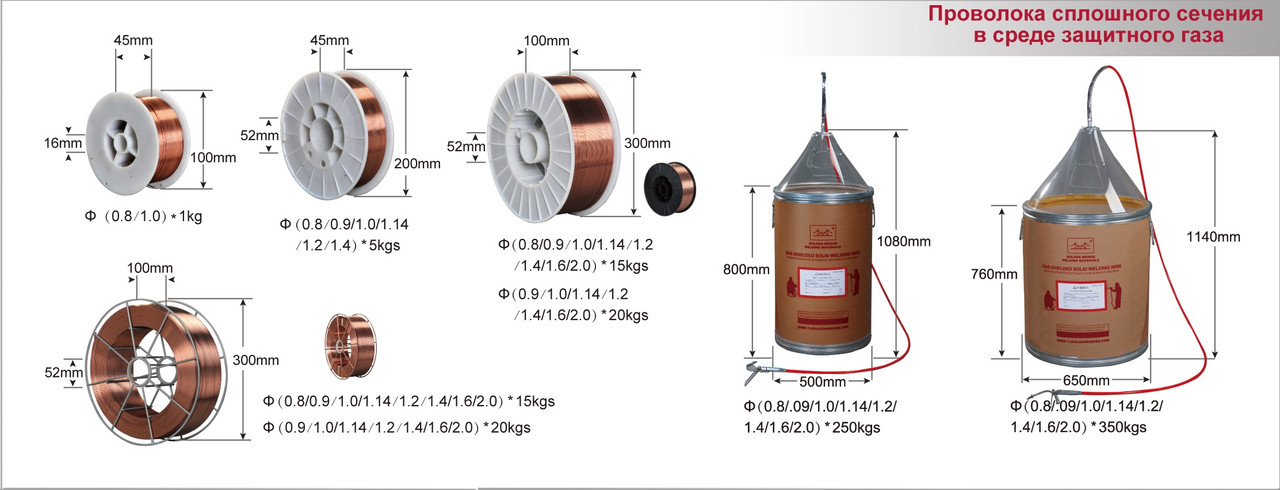
D100- 1 кг | D200- 5кг | D270- 15 кг | 250 кг | Рядная намотка |
С | Mn | Si | S | P | Cu | Ni | Cr |
0,06 -0,015 | 1,40-1,85 | 1,50-1,85 | ≤0,035 | ≤0,025 | ≤0,50 | — | — |
Общие сведения
Это стальной прокат с содержанием меди. Используется для проведения механизированных работ по сварке с конструкциями из устойчивых к низким температурам сталей типа АБ с высокой прочностью. Работы проводятся в атмосфере защитных газов с примесью аргона или углекислоты. Главные преимущества: небольшая погрешность размеров, слой омеднения имеет постоянные параметры и его толщина минимальна, точность исполнения рядной намотки высокая.
Используется для проведения механизированных работ по сварке с конструкциями из устойчивых к низким температурам сталей типа АБ с высокой прочностью. Работы проводятся в атмосфере защитных газов с примесью аргона или углекислоты. Главные преимущества: небольшая погрешность размеров, слой омеднения имеет постоянные параметры и его толщина минимальна, точность исполнения рядной намотки высокая.
Технические характеристики:
— Диаметр: от 0,8 до 1,2 мм.
— Поставляется в катушках.
По состоянию на сегодняшний день отечественной промышленностью производство омеднённой сварочной проволоки СВ08Г2С освоено на целом ряде предприятий, которые выпускают её в соответствии с требованиями как ТУ 1211-022-11143754-2005, так и действующего государственного стандарта ГОСТ 2246 – 70.
В соответствии с этими марка производится в нескольких основных типоразмерах. Так в частности диаметры от 0,8 до 1,6 миллиметра, предназначены для использования на автоматических и полуавтоматических сварочных агрегатах. При этом для повышения эксплуатационных свойств эта категория проволока выпускается в омеднённом виде.
Так в частности диаметры от 0,8 до 1,6 миллиметра, предназначены для использования на автоматических и полуавтоматических сварочных агрегатах. При этом для повышения эксплуатационных свойств эта категория проволока выпускается в омеднённом виде.
Типоразмеры не омеднённой сварочной проволоки СВ08Г2С от 2,0 до 5,0 миллиметров. Она предназначена для производства электродов и процессу омеднения не подлежит.
В соответствии с требованиями ГОСТ 2246 – 70, материал отпускается потребителю как намотанным на каркасные кассеты и весом от 5 . 0 до 18.0 килограмм, так и в виде витых бухт весом до 60.0 килограмм. При этом материал, намотанный на каркасные кассеты для транспортировки и длительного хранения, упаковывается в полиэтиленовых пакетах с вложением силикагеля, дополнительно запечатанных в картонные коробки.
Достоинства омеднённой
Наличие омеднённого покрытия в первую очередь положительно влияет на срок эксплуатации подающих наконечников автоматических и полуавтоматических агрегатов, что происходит за счёт меньшего износа их внутренней поверхности. При этом слой меди выполняет роль своеобразной смазки. А применение современных технологий омеднения и уплотнения даёт возможность получения более правильной геометрии проката и «закрытия» имеющихся дефектов металла, полученных им при протяжке на волочильных станах.
При этом слой меди выполняет роль своеобразной смазки. А применение современных технологий омеднения и уплотнения даёт возможность получения более правильной геометрии проката и «закрытия» имеющихся дефектов металла, полученных им при протяжке на волочильных станах.
Также наличие медного покрытия определяет довольно устойчивое горение электрической дуги в различных режимах сварки металла, как при капельном режиме, так и при ведении процесса сварки струйной подачи расплавленного металла в образованную ванну. Несущественным обстоятельством является и тот факт, что устойчивое горение электрической дуги обеспечивается при использовании практически любого сварочного оборудования, начиная от простых автоматов, до агрегатов использующих как импульсные, так и инверторные источники питания.
Не менее примечательным моментом при эксплуатации омеднённой сварочной проволоки СВ08Г2С является её характеристика по повторному зажиганию электрической дуги, что имеет существенное значение при применении данной марки на роботизированных установках, ведь именно этот показатель определяет не только производительность установок, но и в первую очередь качество работ.
С учётом этого омеднённая сварочная проволока хорошо себя зарекомендовала при сварке как углеродистых, так и низколегированных сталей в инертной газовой среде в таких отраслях промышленности, как судостроение, производство сосудов под давлением, где показатели производительности и качества имеют существенное значение.
Марочник сталей и сплавов онлайн
- Стали
- Стандарты
Всего сталей
| Страна | Стандарт | Описание | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Россия | Проволока стальная сварочная. Технические условия | |||||||||||
| Россия | ТУ 1227-017-00187240-2003 | Проволока омедненная сварочная из легированной стали марок Св-08ГС, Св-08Г1С и Св-08Г2С | ||||||||||
 js_elem_334369″>
js_elem_334369″>Механические свойства стали СВ08Г2С
Свойства по стандарту ГОСТ 2246-70
|
Сортамент |
Применение |
Диаметр, мм |
Временное сопротивление разрыву, σв, МПа |
|
Проволока |
Для сварки |
0,3 — 0,5 |
890 — 1390 |
| Проволока | Для сварки |
0,8 — 1,5 |
890 — 1340 |
| Проволока | Для сварки |
1,6 |
890 — 1290 |
| Проволока | Для сварки |
2,0 |
790 — 1190 |
| Проволока | Для сварки |
> 2,0 |
690 — 1040 |
| Проволока |
Для изготовления электродов |
1,6 |
690 — 990 |
| Проволока | Для изготовления электродов |
2,0 |
690 — 990 |
| Проволока | Для изготовления электродов |
> 2,0 |
640 — 940 |
Свойства по стандарту ТУ 1227-017-00187240-2003
|
Сортамент |
Диаметр, мм |
Временное сопротивление разрыву, σв, МПа |
|
Проволока |
0,8 — 1,2 |
880 — 1350 |
|
Проволока |
1,6 |
880 — 1300 |
×
Отмена Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
| Название | |||
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Сварочная проволока Mig с медным покрытием с 30-летним опытом Заводские котировки в режиме реального времени, цены последней продажи -Okorder.
 com
comПоказать увеличенное изображение
- Подробнее о продукте
- Часто задаваемые вопросы Узнать сейчас
Описание продукта:
1. Сварочная проволока Mig с медным покрытием с 30-летним опытом работы на заводе Описание:
Первоклассный сварочный электрод. Индивидуальная настройка приветствуется. Мы можем производить различные сварочные электроды.
согласно чертежу покупателя или образцам/нестандартным сварочным электродам. Цена, изображение
и атрибуты продукта приведены только для справки. Конкретный вопрос может быть подтвержден
путем дальнейшего общения. Добро пожаловать на вашу консультацию.
2. Основные характеристики сварочной проволоки MIG с медным покрытием с 30-летним опытом работы на заводе:
Меньше брызг
Простота повторного поджига
Меньше смога
3. Сварочная проволока Mig с медным покрытием с 30 Многолетний опыт заводских изображений
Сварочная проволока Mig с медным покрытием с 30 Многолетний опыт заводских изображений
4. Кровельные гвозди первого класса. 0047
C
Mn
Si
S
P 9000 3
Гарантийная стоимость
≤0,12
0,3~0,6
≤0,35
≤0,035
≤0,040
Объект испытаний | Rm (МПа) | ReL (МПа) | 900 02 А(%) | КВ2( J) | KV2(J) |
Гарантийная стоимость | ≥420 | 9004 4≥17 | -(нормальная температура) | -(0°C) | |
Общий результат | 9000 2 460~540 | ≥340 | 18~26 | 50~80 | ≥47 |
5. FAQ
FAQ
Мы организовали несколько общих вопросы для наших клиентов, возможно, вам искренне помогут:
1. Какие товары?
Один из крупнейших производителей и поставщиков сварочных электродов, является крупным профессиональным заводом по производству сварочных электродов в Китае. Ежегодно более 10000 тонн сварочных электродов экспортируется на рынки всего мира. Различные виды сварочных электродов доступны в соответствии с требованиями заказчика.
2. В чем преимущество нашей продукции?
Все товары высшего качества по лучшей цене. Прямая оптовая цена с завода и 100% гарантия качества. Большой выбор всех размеров.
3. В течение какого времени мы можем получить товар после покупки?
При покупке сварочного электрода первого класса в течение трех рабочих дней мы организуем доставку на завод в кратчайшие сроки. Тихоокеанское время получения связано с состоянием и положением клиентов. Обычно можно обслуживать от 15 до 20 рабочих дней.
Отправьте нам сообщение:
Телефон:
Необходимое кол-во:
Акры/АкрыАмперы/АмперыМешок/СумкиБочка/БочкиКоробка/КоробкиБушель/БушелиКарат/КаратыКоробка/КоробкиКоробка/КоробкиСантиметр/СантиметрыЦепь/ЦепиКубический Сантиметр/Кубические СантиметрыКубический Футы/Кубические ФутыКубические Дюймы/Кубические ДюймыКубический Метр/Кубические МетрыКубический Ярд/C ubic YardsDegrees CelsiusDegrees FahrenheitDozen/DozensDram/DramsFluid Ounce /Унции жидкостиФут/ФутСорокафутовый контейнер Фарлонг/ФурлонгГаллон/ГаллоныЖабры/ЖабрыЗерно/ГрейнГрамм/ГраммбруттоГектар/ГектарГерцДюймы/ДюймыКилоампер/КилоамперКилограмм/КилограммыКилогерцКилометр/КилометрыКилоом/КилоомКиловольт/ КиловольтыКиловатт/КиловаттыЛитры/ЛитрыДлинные тонны/Длинные тонныМегагерцМетр/метрыМетрические тонны/метрические тонныМили/МилиМиллиампер/ МиллиамперМиллиграмм/МиллиграммМиллигерцМиллилитр/МиллилитрыМиллиметр/МиллиметрМиллиом/МиллиомМилливольт/МилливольтМилливатт/МилливаттМорская Миля/Морская МиляОм/ОмУнция/Унция Пинта/ПинтыЗавод/РастенияСтолб/ПолюсаФунт/ФунтКварта/КвартаКвартал/КварталСтержень/СтерженьРулон/РулонНабор/ КомплектыЛисты/ЛистыКороткие тонны/Короткие тонныКвадратный сантиметр/Квадратные сантиметрыКвадратный фут/Квадратный футКвадратный дюйм/Квадратный дюймКвадратный метр/Квадратный метрКвадратная миля/Квадратная миляКвадратный ярд/Квадратный ярдКамень/КамниПрядь/ПрядиТонна/Тонна тонна/ТоннаЛоток/лоткиДвадцатифутовый ContainerUnit/UnitsVolt/VoltsWatt/WattsWpЯрд /Ярдов
Компания:
Подробнее:
Осталось: 4000 символов
— О себе
— Требуемые характеристики
— Запросить цену/MOQ
- В: Какая сварочная проволока и электрод используются при сварке 16MnD и 16Mn?

- Q:Серебряная проволока с содержанием серебра для сварки меди
- Это не сварено серебряной проволокой. Его можно сварить M51 с M51-F. Во-первых, если это небольшая медная проволока, ее можно сварить электрическим утюгом. Два, если это плоская эмалированная проволока среднего размера, вы можете использовать термофен с M51 + M51. -F сварка Три, если это проволока большего размера, ее можно сваривать с помощью пористого пистолета для сжиженного газа.
- В: Сварщик двойного назначения не использует газ непосредственно со сварочной проволокой?
- Сварочный аппарат двойного назначения, без газовой защиты, сварочная проволока не может использоваться. Использование сварочного аппарата для сварки проволоки имеет два вида: ручная дуговая сварка электродом для сварки CO2 и дуговая сварка электродом для сварки TIG. Независимо от того, какой сварочный аппарат, Сварочная дуговая сварка является сварочным зажимом (сварка порошковым электродом с покрытием) сварка, сварочная проволока не может использоваться.
 Сварка CO2, читается как: два, сварка, дуговая сварка углекислым газом называется. Углекислый газ должен использоваться в качестве защитного газа при сварке, сварочная проволока и сварочная ванна не пропускают воздух, чтобы избежать таких дефектов, как кислородное отверстие, азотное дыхало и трещина в сварочном шве. Сварка ВИГ, читать как аргонно-вольфрамовая дуговая сварка. Разделены на ручную вольфрамовую аргонодуговую сварку, автоматическую вольфрамовую аргонодуговую сварку двух видов. Для сварки чувствительных к кислороду цветных металлов (меди и медных сплавов, титана и титановых сплавов, а также металлических сплавов; низкоуглеродистой стали, низколегированной стали, легированной стали, сварки тонких заготовок, сосудов высокого давления с высококачественной подваркой и т. д. Аргонно-дуговая сварка вольфрамовым электродом на переменном токе может также сваривать алюминий и алюминиевые сплавы, магний и магниевые сплавы.Поскольку аргон не участвует в химической металлургической реакции жидкого металла, сварка должна быть защищена аргоном перед сваркой.
Сварка CO2, читается как: два, сварка, дуговая сварка углекислым газом называется. Углекислый газ должен использоваться в качестве защитного газа при сварке, сварочная проволока и сварочная ванна не пропускают воздух, чтобы избежать таких дефектов, как кислородное отверстие, азотное дыхало и трещина в сварочном шве. Сварка ВИГ, читать как аргонно-вольфрамовая дуговая сварка. Разделены на ручную вольфрамовую аргонодуговую сварку, автоматическую вольфрамовую аргонодуговую сварку двух видов. Для сварки чувствительных к кислороду цветных металлов (меди и медных сплавов, титана и титановых сплавов, а также металлических сплавов; низкоуглеродистой стали, низколегированной стали, легированной стали, сварки тонких заготовок, сосудов высокого давления с высококачественной подваркой и т. д. Аргонно-дуговая сварка вольфрамовым электродом на переменном токе может также сваривать алюминий и алюминиевые сплавы, магний и магниевые сплавы.Поскольку аргон не участвует в химической металлургической реакции жидкого металла, сварка должна быть защищена аргоном перед сваркой.
- Q: Какой сварочный материал TG-S2CW и что это за материал?
- Износостойкий сварочный электрод, сварочный электрод на основе кобальта, электрод для сварки форм, сварочный стержень на никелевой основе, сварочный стержень из нержавеющей стали, электрод для сварки трубопроводов, импортный сварочный стержень, импортная сварочная проволока, сварочный стержень из углеродистой стали, сварочный стержень для клапанов, наплавочный сварочный электрод, сварочная проволока на основе никеля, сварочная проволока из жаропрочной стали, материал для сварки ВИГ для стали 2,25% Cr-W-Nb-V
- В: Как проверить, равномерно ли заполнена порошковая проволока?
- Есть несколько способов: 1, с плоскогубцами, сварочной проволокой, чтобы увидеть, можете ли вы пройти относительно глубокую отметку на карточке, и легко ли ее сгладить, и, конечно, она не заполнена, 2, измерение коэффициента загрузки сыпучего порошка
- В: какой провод H08A? Какой провод ГБ? Какой провод HJ?
- H08A — сварочная проволока из углеродистой стали, GB — аббревиатура пиньинь национального стандарта, HJ — флюс (плавильный флюс), например.
 Сварочная проволока H08A может быть сварена с флюсом HJ431 Q235.
Сварочная проволока H08A может быть сварена с флюсом HJ431 Q235.
- В: Какая сварочная проволока используется для сварки 12Cr1MoV и 20G?
- Принцип выбора, как правило, таков: сварочная проволока в соответствии с низкой прочностью выбора стали, технологические меры в соответствии с требованиями высокой стали. Поэтому выбрана сварочная проволока H08A.
- В: Какой тип проволоки для автоматической дуговой сварки под флюсом стального листа Q345B? Обычно используется
- SJ101+H08MNA
- В: Что такое аббревиатура провода ER? Сварка
- E является сплошной R, даже если ее называют сплошной проволокой
- Q: Предохранение провода заварки штанги заварки много отказ времени не может использовать, имеет этот аспект условие? Является ли электрод квалифицированным в течение более одного года после повторной проверки?
- См.
 упаковку, место хранения эпидермиса имеет очевидное явление окисления, см. значение не использовать
упаковку, место хранения эпидермиса имеет очевидное явление окисления, см. значение не использовать
1. Обзор производителя | |
|---|---|
| Местоположение | |
| Год основания | |
| Стоимость годового выпуска | |
| Основные рынки | |
| Сертификаты компании | |
2. Сертификаты производителя | |
|---|---|
| а) Название сертификата | |
| Диапазон | |
| Артикул | |
| Срок действия | |
3. Возможности производителя Возможности производителя | |
|---|---|
| а) Торговая мощность | |
| Ближайший порт | |
| Доля экспорта | |
| Количество сотрудников отдела торговли | |
| Владение языками: | |
| б) Заводская информация | |
| Заводской размер: | |
| Количество производственных линий | |
| Контрактное производство | |
| Диапазон цен продукта | |
- Аналогичные продукты
- Новые продукты
- Горячие продукты
Hot Searches
Технические характеристики сварочной проволоки типа св08г2с: применение, требования, маркировка | vseznayko.
 com.ua
com.uaПроволока используется для сварки. В настоящее время существует несколько разновидностей. Одним из самых популярных продуктов является проволока с высоким уровнем легирования СВ08Г2С. Используется для различных видов сварки. Он также используется как один из материалов при изготовлении электродов для наплавки.
Где применяется проволока из сплава
Проволока СВ08Г2С наиболее часто применяется при проведении работ на сварочных машинах и полуавтоматах в промышленных условиях. Применяя его, можно выполнять ручную сварку различных изделий из стали. Применяя этот расходный материал, можно получить сварное соединение высокого качества. Шов ровный и чистый.
Области применения
Проволока данной марки незаменима в следующих операциях:
- формирование валика на соединительном шве;
- заполнение пространства между кромками свариваемой заготовки.
При выполнении сварочных работ данное оборудование является основным элементом технологических процессов. Без него невозможна сварка в таких сферах, как:
Без него невозможна сварка в таких сферах, как:
- строительство;
- машиностроение;
- самолетостроение, судостроение.
Также обратите внимание, что проволока из этого сплава для сварки может быть использована в качестве эффективного присадочного материала. Одной из характерных особенностей является высокий коэффициент всплытия. Это обеспечивает высокое качество выполнения сложных наплавочных работ.
В последнее время высоколегированная проволока для сварки активно используется при выполнении работ в газовой среде. Для создания такой среды обычно используют аргон или смесь газа с другими. Для образования этой среды часто используют углекислый газ. Выбор в пользу последнего продиктован его более низкой стоимостью по сравнению с аргоном. Когда сварку проводят в среде углекислого газа, применяют постоянный ток. Отметим, что такая среда рекомендуется для выполнения сварных соединений изделий из углеродистой стали.
Требования к сварочной проволоке СВ08Г2С
В ГОСТ 2246-70 зафиксированы технические характеристики и химический состав продуктов для сварки этих изделий.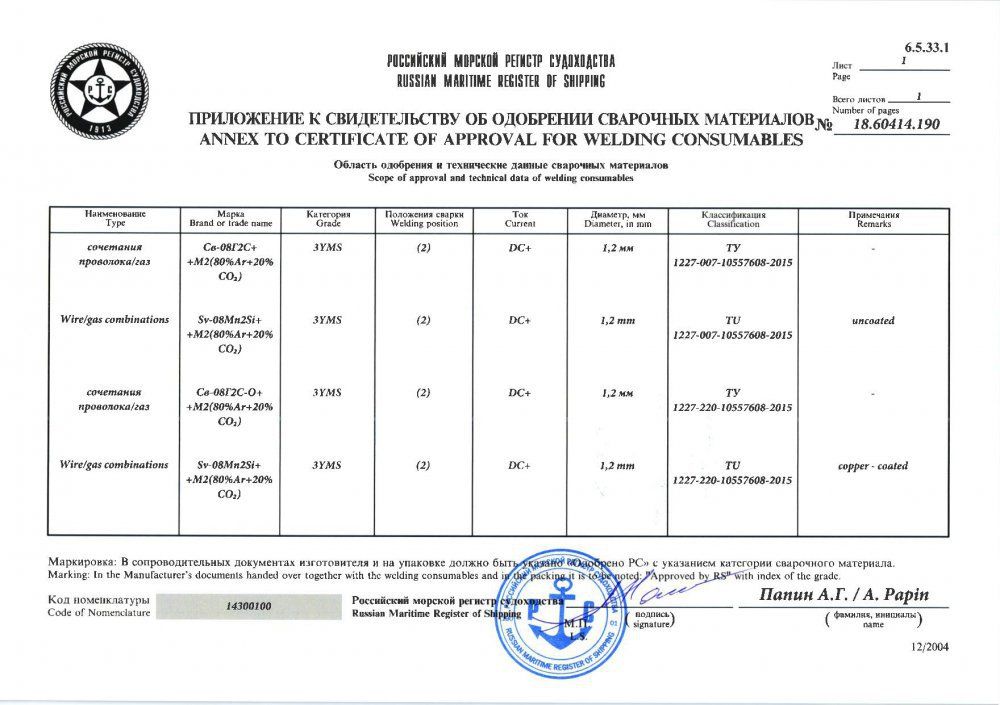 Нормативные документы регламентируют содержание в данном материале следующих элементов в процентном отношении:
Нормативные документы регламентируют содержание в данном материале следующих элементов в процентном отношении:
- никель – количество этого элемента до 0,25; хром
- — его содержание не превышает 0,2; марганец
- — его значение может достигать 2,1; Кремний
- – содержание этого элемента может достигать до 0,95; сера
- — в металле содержание этого компонента может достигать 0,025; фосфор
- — содержится в данном метизе в количестве 0,03; углерод
- — его значение варьируется от 0,05 до 0,11.
Такие элементы, как алюминий, ванадий и ряд других омедненных сплавов проволоки Св08Г2С обычно не легируют. Недопустимо наличие марганца в количестве от 0,65 до 2,1%. Обратите внимание, что это требование распространяется только на метизы, диаметр которых не превышает значения 1,4 мм. Если изготавливается обычная проволока, то содержание меди в ней не может быть более 0,25%. Стандарты допускают содержание в нем до 0,01% азота. Этот метиз используется не только для сварки, но и для наплавки.
Этот метиз используется не только для сварки, но и для наплавки.
В настоящее время метизы этой марки выпускаются сечением от 0,3 до 12 мм. Готовая продукция упаковывается в мотки. Максимальный вес мотка может достигать 30 кг. Омедненная проволока может быть сформирована в мотки прямоугольного сечения. Их высота составляет 50-90 мм. Внутренний диаметр этого металлического изделия может варьироваться от 100 до 400 мм. Что касается внешнего диаметра, то он варьируется от 175 до 600 мм.
При наличии разрешения потребителя легированная сварочная проволока может поставляться в бухтах или кассетах. Он должен состоять из сегментов без разрывов. Намотка изделия осуществляется плотно ровными рядами. Необходимо исключить возможность разматывания или распутывания материала во время транспортировки.
Важные характеристики
У легированной сварочной проволоки СВ08Г2С величина сопротивления разрыву должна колебаться от 882 до 1372 МПа. Эти требования распространяются на сварочные изделия диаметром от 0,3 до 0,5 мм. Для сварочной проволоки диаметром 2 мм это требование выражается в сопротивлении от 686 до 1029 МПа. Гладкая и омедненная проволока может подвергаться термообработке, если эти показатели не предусмотрены технологией производства.
Для сварочной проволоки диаметром 2 мм это требование выражается в сопротивлении от 686 до 1029 МПа. Гладкая и омедненная проволока может подвергаться термообработке, если эти показатели не предусмотрены технологией производства.
Проволока для сварки омедненная марки СВ08Г2С на поверхности имеет остатки мыльно-смазывающего состава. Стоит сказать, что его наличие не нарушает требований государственных нормативов. Обращаем внимание на то, что допустимо присутствие в масле таких веществ, как серы, так и графита.
Зачем нужно знать скорость осаждения?
Выполняя наплавочные работы, специалист должен знать, каков коэффициент наплавки используемой им проволоки. Под ним следует понимать величину, которая описывает металл, наплавленный за определенное время при определенном токе. Коэффициент наплавки металлических изделий обычно составляет не менее 8,5 д/А*ч. Его обычное значение зависит от:
- химического состава металлических изделий;
- тип покрытия изделия;
- полярность и род тока, который используется для выполнения наплавки.

Производительность операций по наплавке во многом зависит от коэффициента наплавки метизов СВ08Г2С. Также этот показатель влияет на количество потерь сварного шва на испарение, а также на напыление и окисление. Еще один анализируемый показатель определяет коэффициент плавления основного металла, а также ряд других важных характеристик и сварочных операций.
Расшифровка марки проволоки по ее достоинству
Очень сложно понять, что такое сварочная проволока марки СВ08Г2С, не представляет. Буквы в начале обозначают сварочную проволоку. Цифры 08 указывают на содержание в проволоке сотых долей углерода. Буква Г означает марганец, а цифра после нее — количественное содержание в проволоке этого элемента — 2%. Буква означает кремний. Если цифра после этой буквы отсутствует, то следует понимать, что в проводе описываемой марки кремния содержится в количестве менее 1 процента.
Марганец присутствует в сварочном оборудовании этой марки. Повышает прочность соединения, так как этот элемент образует ярко выраженную кристаллическую решетку сварного соединения. Кремний улучшает механические свойства продукта. В оборудовании, описанном в данной статье, содержание кремния и марганца является оптимальным (0,83/1,95). Это обеспечивает ряд преимуществ его использования для наплавки:
Кремний улучшает механические свойства продукта. В оборудовании, описанном в данной статье, содержание кремния и марганца является оптимальным (0,83/1,95). Это обеспечивает ряд преимуществ его использования для наплавки:
- его применение позволяет получить соединения высокого качества; фурнитура
- обеспечивает высокие характеристики прочности шва;
- благодаря этому обеспечивается минимальная себестоимость изготовления сварного материала; Фурнитура
- этой марки имеет стабильный химический состав.
Заключение
При выполнении сварочных работ не обойтись без применения сварочной проволоки. Он позволяет создать качественный сварной шов. В настоящее время на рынке представлено большое количество марок сварочной проволоки. Многие специалисты при выполнении сварочных работ используют метизы СВ08Г2С. Благодаря компонентам, входящим в состав, его применение позволяет качественно выполнять сварочные работы и получать надежное сварное соединение.