Технические параметры и производство ленточных конвейеров и транспортеров
Конвейеры – это очень индивидуальный товар. У каждого заказчика свои размеры, параметры, условия использования и т.д. В связи с этим очень тяжело установить какие-то ценовые стандарты по транспортерам. Поэтому, УВАЖАЕМЫЕ КЛИЕНТЫ, оставляйте Ваши заявки на электронной почте [email protected] и мы с радостью, в течение одного дня, рассчитаем Вам цену и установим сроки.
Из чего состоит ленточный конвейер? Ленточный конвейер состоит из несущей металлоконструкции (опоры и направляющие, по направлению которых движется груз), грузонесущей ленты, приводного и натяжного барабана, опорных роликов (на которые опирается лента с грузом), поддерживающих роликов (которые поддерживают ленту без груза снизу), привода, натяжной станции, и дополнительных приспособлений по желанию заказчика. Итак, рассмотрим более подробно каждое составляющее.
Несущая металлоконструкция.![]()
Конвейерная лента. Конвейерная лента бывает различных типов и видов. По материалу, из которого изготовлена лента, различают: ПВХ (поливинилхлорид), резинотканевая, полиуретановая. Лента ПВХ общего назначения – зеленого цвета, пищевая – белого цвета. Если у Вас более крутой угол наклона (выше 25 град.), то мы рекомендуем Вам использовать ленту с шероховатой поверхностью резинотканевая Super Grip (угол до 32 град), шероховатую ПВХ или шевронную ленту с небольшой высотой шеврона. Если у Вас сыпучий груз , то мы рекомендуем Вам конвейерные ленты с высоким шевроном, также если есть необходимость, стекания лишней жидкости , то мы можем подобрать Вам ленту со специальным рисунком шеврона. Если у Вас по ленте движется груз с высокой температурой , то мы поставим Вам теплостойкую ленту. В местах, где возможны возгорания , мы предложим использовать трудно воспламеняющуюся ленту. Для транспортировки мелко насыпных грузов при крутом подъеме , на ленту могут крепиться поперечины (перегородки), которые могут быть из того же материала, что и лента и крепиться способом вулканизации, либо из алюминиевого уголка и крепиться с помощью клепок. Для мелко насыпных грузов можно использовать и гофроборт, который устанавливается методом вулканизации по краю ленты. Также необходимо учитывать, чем больше нагрузка на ленту, тем она толще и тем больше диаметр барабанов, тем больше мощность привода – от этого увеличивается и цена конвейера. Вам не нужно разбираться во всех видах и типах конвейерных лент, Вам нужно всего лишь заполнить
Если у Вас по ленте движется груз с высокой температурой , то мы поставим Вам теплостойкую ленту. В местах, где возможны возгорания , мы предложим использовать трудно воспламеняющуюся ленту. Для транспортировки мелко насыпных грузов при крутом подъеме , на ленту могут крепиться поперечины (перегородки), которые могут быть из того же материала, что и лента и крепиться способом вулканизации, либо из алюминиевого уголка и крепиться с помощью клепок. Для мелко насыпных грузов можно использовать и гофроборт, который устанавливается методом вулканизации по краю ленты. Также необходимо учитывать, чем больше нагрузка на ленту, тем она толще и тем больше диаметр барабанов, тем больше мощность привода – от этого увеличивается и цена конвейера. Вам не нужно разбираться во всех видах и типах конвейерных лент, Вам нужно всего лишь заполнить  ru, а наши специалисты сами подберут Вам ленту с необходимыми характеристиками.
ru, а наши специалисты сами подберут Вам ленту с необходимыми характеристиками.
Натяжной и приводной барабаны. Эти барабаны изготавливаются из черной или нержавеющей стали. Диаметр барабанов зависит от нагрузки конвейера и выбранного типа конвейерной ленты. Барабаны крепятся к основной конструкции с помощью подшипников. Мы используем подшипники типов UCP и UCT фирм производителей: SKF, FAG, INA, NTN, Timken, Torrington.
Опорные и поддерживающие ролики. Опорные ролики могут изготавливаться из стали, из нержавейки, из ПВХ. Мы используем диаметр ролика от 50мм, в зависимости от нагрузки и от выбранного шага ролика.
Привод конвейера. Привод конвейера может быть двух видов: напрямую на вал барабана одевается мотор-редуктор, и когда мотор-редуктор (или редуктор, соединенный с электродвигателем муфтой) посредством звездочек и цепи приводит в движение вал барабана. Цепной привод используется в основном при очень больших нагрузках. Мы в своем производстве используем мотор-редукторы производства Италия, фирмы Siti. Качество этих мотор-редукторов не оставляет сомнения, а цены такие же как и на отечественные, даже в некоторых случаях дешевле.
Мы в своем производстве используем мотор-редукторы производства Италия, фирмы Siti. Качество этих мотор-редукторов не оставляет сомнения, а цены такие же как и на отечественные, даже в некоторых случаях дешевле.
Натяжная станция. Завод Феникс использует следующий механизм натяжения: совместное устройство подшипника натяжения и винта. Очень удобно в использовании и обслуживании. Не требует больших затрат при ремонте.
Дополнительные приспособления. Что же это может быть? Здесь спектр приспособлений ограничивается только Вашими желаниями. На конвейер для удобства работы можно устанавливать различные вспомогательные устройства, такие как: бортики по краям конвейера, крышку на весь конвейер, бункер приемный или выгрузной, тросик аварийной остановки, частотный преобразователь для регулировки скорости, очиститель ленты, колеса на ножки, приемный стол (рольганг), поворотное устройство и т.д…
Для того, чтобы рассчитать необходимый Вам конвейер, Вам нужно
1. Длина конвейера по трассе, мм
Длина конвейера по трассе, мм
2. Ширина рабочей части (ленты), мм
3. Если горизонтальный, то высота от пола до рабочей части, мм
4. Если наклонный, то начальную высоту и конечную, мм
5. Нагрузка на 1 погонный метр конвейера, кг
7. Напряжение: 380В или 220В (дороже)
8. Наличие бортиков, их высота, мм
9. Регулировка высоты, если есть, то на сколько, +/- мм
10. Регулировка скорости есть или нет
11. Реверс есть или нет
12. Температурный режим, -….+ С
13. Характер груза
14. Наличие поперечин, если есть, то их высота и шаг, мм
15. Скорость м/с или производительность т/час
Присылайте Ваши заявки, мы рассчитаем Вам конвейер в течение одного дня.
тел. для приема заявок 8 (8452) 98-75-15Электронная почта для приема заявок: [email protected]
ООО «СЗК «Феникс» реализует: ленты конвейерные, ролики конвейерные, роликоопоры конвейерные, барабаны на транспортер, натяжные барабаны, редукторы, мотор-редукторы, электрические тали, тормоза колодочные, толкатели, цепи
Ленточные конвейера технические характеристики от производителя
05. 02.2017
02.2017
Повышенный интерес, который был некогда выказан Генри Фордом к ленточным транспортёрам, появившимся, кстати, задолго до текущей эры, сделало их сего потрясающе популярным оборудованием, которое используется, без преувеличения будет сказано, во всех промышленных и производственных областях. Разумеется, развитие современной науки и техники не обделило своим вниманием ленточные конвейеры, которые стали буквально инновационными, взять к примеру шахтные ленточные конвейера технические характеристики которых буквально поражают. Судите сами: протяжённость такой конструкции может превышать 15 километров, и по 15-километровому конвейеру со скоростью в 6,5 метров в секунду проносится порядка 25 тонн горной руды в час.
Поскольку свои ленточные конвейерные линии есть не только в горнодобывающей промышленности, но и в совершенно рядовой школьной столовой, современные производители и пользователи такого оборудования решили его классифицировать. В итоге, все конвейеры, которые представлены сегодня на рынке, различаются по типу или виду:
- Тягового механизма, который в свою очередь бывает: ленточным, цепным, канатным, винтовым и инерционным;
- Грузоперемещения, а именно люльки, пластины, ленты, ковши и скребки;
- Транспортируемого груза: навального или штучного;
- Эксплуатации: стационарные, мобильные, полупередвижные и подвесные.

Однако, это еще не всё, поскольку имеют шахтные ленточные конвейера технические характеристики, так сказать индивидуальные, а именно:
- Грузоподъёмные;
- Габаритные: ширина, высота, длина;
- Скоростные;
- Мощностные;
- Весовые.
Виды ленточных конвейеров
Как правило, основным элементом в конструкции ленточного конвейера является сама транспортерная лента, от типа которой зависит большинство особенностей определённого оборудования. Например, в тяжёлой и горнодобывающей промышленности, а также в строительстве довольно часто используются закольцованная транспортерная лента, созданная из высокопрочной и качественной стали.
Для того чтобы привести её в движение и поддерживать скорость конвейера в заданном режиме, необходимо установить в конструкцию такого устройства большого размера прижимной и основной барабаны. Такие барабаны выдерживают нагрузку только в том случае, если будут изготовлены из не менее прочной стали. Кроме того, особо прочными должны быть и роликовые опоры, и сама рама.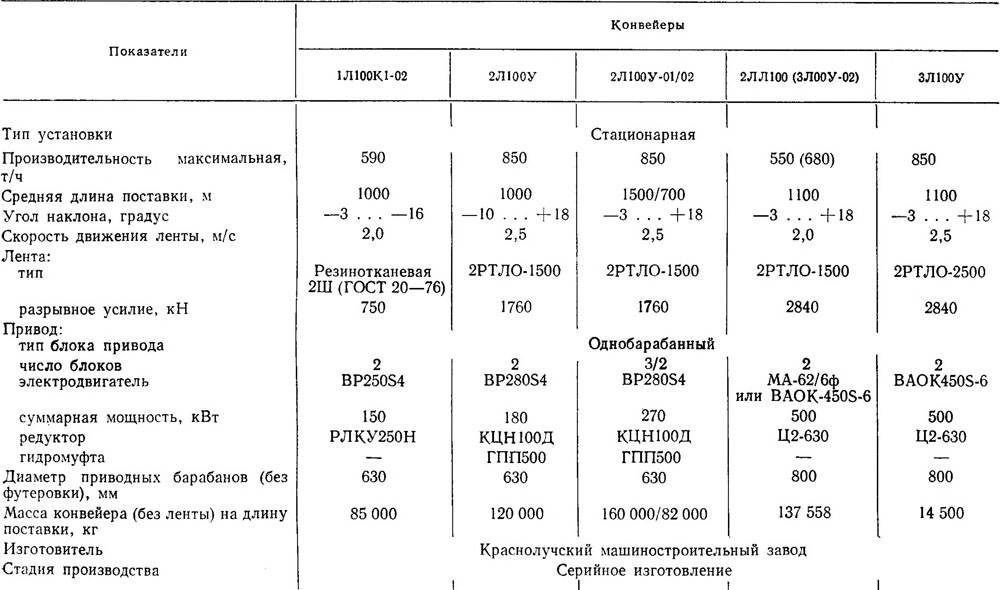 Более того, если говорить о ленточных транспортёрах, эксплуатируемых в металлургических производственных цехах, то оборудование должно выдерживать температуру выше 1000-1100 градусов по Цельсия.
Более того, если говорить о ленточных транспортёрах, эксплуатируемых в металлургических производственных цехах, то оборудование должно выдерживать температуру выше 1000-1100 градусов по Цельсия.
Остаётся только признать, что технический прогресс действительно в значительной степени упростил современный производственный процесс и очевидным примером тому являются ленточные транспортёры. Для того, чтобы вас не постигло разочарование и ваша компания не несла убытки, важно правильно подобрать оборудование под ваши задачи и условия. И покупать его исключительно у надёжного производителя.
Конвейер ленточный – назначение, виды и характеристики
Конвейер ленточный – назначение, виды и характеристики
Конвейер ленточный – универсальное устройство, которое может непрерывно транспортировать различные по своему составу и роду материалы. Принцип работы конвейера ленточного основан на двух главных функциях замкнутого ленточного полотна – грузонесущая и тяговая. Движение ленты осуществляется по жестко закрепленным роликовым опорам, при этом груз, лежащий на ленте, находится в неподвижном состоянии.
Движение ленты осуществляется по жестко закрепленным роликовым опорам, при этом груз, лежащий на ленте, находится в неподвижном состоянии.
Стоит отметить основные характеристики ленточного конвейера:
- высокая производительность и скорость перемещения грузов;
- низкая энергетическая затратность;
- высокая надежность и простота конструкции.
Благодаря этому, ленточные транспортеры приобрели широкое применение в различных областях промышленности – химической, горнодобывающей, пищевой, в сельском хозяйстве и многих других отраслях. С помощью ленточного транспортера можно перемещать грузы различного типа на любые расстояния и под различными углами наклона.
В мире существует много предприятий, которые производят конвейеры ленточные различных типов, например:
1. Наклонные, с регулировкой угла наклона.
2. Прямолинейные.
3. L- и Z-образные.
4. Передвижные.
5. Желобчатые.
Конструкция ленточного транспортера
Конструкция конвейера ленточного очень проста и основывается на следующем – замкнутое ленточное полотно, при помощи электрического двигателя, редуктора и приводного барабана приводится в движение по свободно вращающимся роликоопорам, которые закреплены на стационарной станине. Натяжной барабан обеспечивает постоянное натяжение полотна, и является главным рабочим органом конвейера.
Также стандартная комплектация ленточного конвейера, может дополнительно укомплектовываться различными, как механическими узлами и приспособлениями, так и электрическими, согласно необходимым техническим требованиям заказчика, например:
-
Установка дополнительных винтовых опор, необходимых для обеспечения устойчивого положения и бесперебойной работы транспортера в условиях, когда нет возможности обеспечить ровную поверхность. Регулировка высоты станины может колебаться в диапазоне +/- 80 мм.
- Установка бортов ограждения (стальной лист или прут), которые обеспечивают устойчивость груза.
- Установка датчиков и кнопки аварийной остановки ленточного конвейера — дает возможность в случае неполадок в работе моментально остановить работу конвейера.
- Установка частотного преобразователя, позволяет регулировать скорость движения ленты, а также ее направление.
- Установка колесных опор, позволяет мобильно менять место работы транспортера.
- Изготовление необходимого объема и материала загрузочного бункера и приемных столов для готовых изделий и материалов
Конвейер ленточный. Стоимост
ь
Стоимость любого типа ленточного транспортера определяется согласно техническим характеристикам и комплектующими запчастями к данному транспортеру. Также в стоимости конвейера необходимо учесть количество погонных метров ленты и мощность возвратно приводного механизма. Для расчета точной стоимости определенного типа ленточного транспортера необходимо обратиться к специалистам предприятия производителя.
Для расчета точной стоимости определенного типа ленточного транспортера необходимо обратиться к специалистам предприятия производителя.
Простая конструкция ленточного конвейера любой мощности и длины, а также современная аппаратура контроля и защиты механизмов позволяет быстро обучить персонал по управлению, обслуживанию и ремонту транспортера. По согласованию сторон, завод производитель может произвести установку, настройку и гарантийное обслуживания транспортера, а также обучение операторов и обслуживающего персонала.
Ленточные конвейера | Конвейеры от производителя
Конвейер ленточный модели “УКЛС – 400″ позволяет перемещать сыпучие, мелкокусковые и штучные грузы (не более 3,5т/м3). Данная модель оснащена прорезиненной лентой.Конвейер может использоваться как в отапливаемом помещении, так и на открытом воздухе при температуре воздуха -45…+40°С. Конвейер состоит из натяжной и приводной станций, а также линейных секций (количество зависит от длины). Желобчатые роликоопоры придают ленте желобчатость, что предохраняет груз от просыпания. Перед натяжной станцией может быть установлен загрузочный лоток, а перед приводной – сбрасывающая коробка. При необходимости в про межуточной разгрузке, возможно включение в комплект разгрузочных тележек и плужковых сбрасывателей. Лента поддерживается роликоопорами (верхние – желобчатые или прямые, нижние – прямые). Предотвращается сход ленты в сторону за счет применения в конструкции дефлекторных роликов и центрирующих роликоопор. Конвейер может также комплектоваться в зоне загрузки амортизирующими роликами или приемным столом, имеющим амортизирующие прокладки. Это позволяет поглотить удары падающих грузов и защищет ленту от разрыва. Приводная станция, приводящая в движение ленту, включает приводной барабан и привод в сборе. Натяжная станция состоит из натяжного устройства (винтовое, грузовое тележечное, грузовое рамное) и натяжного барабана. Обе станции монтируются на опоры. Роликоопоры устанавливаются на линейные секции, поддерживаемые стойками.
Желобчатые роликоопоры придают ленте желобчатость, что предохраняет груз от просыпания. Перед натяжной станцией может быть установлен загрузочный лоток, а перед приводной – сбрасывающая коробка. При необходимости в про межуточной разгрузке, возможно включение в комплект разгрузочных тележек и плужковых сбрасывателей. Лента поддерживается роликоопорами (верхние – желобчатые или прямые, нижние – прямые). Предотвращается сход ленты в сторону за счет применения в конструкции дефлекторных роликов и центрирующих роликоопор. Конвейер может также комплектоваться в зоне загрузки амортизирующими роликами или приемным столом, имеющим амортизирующие прокладки. Это позволяет поглотить удары падающих грузов и защищет ленту от разрыва. Приводная станция, приводящая в движение ленту, включает приводной барабан и привод в сборе. Натяжная станция состоит из натяжного устройства (винтовое, грузовое тележечное, грузовое рамное) и натяжного барабана. Обе станции монтируются на опоры. Роликоопоры устанавливаются на линейные секции, поддерживаемые стойками.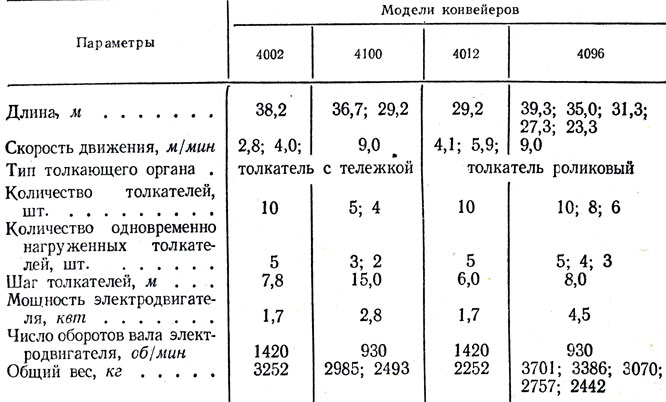 По желанию заказчика конвейер может быть дополнительно оснащен системой управления, автоматизирующей выгрузку продукта. Данная модель отличается надежностью, долговечностью, простотой монтажа и эксплуатации, компактностью, возможностью изменять шаг роликоопор без применения сварки и дополнительных отверстий, использованием роликов облегченной конструкции. Стандартный комплект поставки включает: приводную и натяжную станции в сборе, отклоняющие барабаны в сборе, роликоопоры с роликами, очистные устройства для ленты, рычажные и канатные выключающие устройства, аварийное и предохранительное устройства, устройство автоматики, резинотканевую ленту, конвейерный став с опорами, сетчатое ограждение рабочей ветви, укрытия для рабочей ветви, загрузочную воронку, разгрузочную течку, приемный стол, площадки обслуживания, перила, трамы и другие металлические конструкции.
По желанию заказчика конвейер может быть дополнительно оснащен системой управления, автоматизирующей выгрузку продукта. Данная модель отличается надежностью, долговечностью, простотой монтажа и эксплуатации, компактностью, возможностью изменять шаг роликоопор без применения сварки и дополнительных отверстий, использованием роликов облегченной конструкции. Стандартный комплект поставки включает: приводную и натяжную станции в сборе, отклоняющие барабаны в сборе, роликоопоры с роликами, очистные устройства для ленты, рычажные и канатные выключающие устройства, аварийное и предохранительное устройства, устройство автоматики, резинотканевую ленту, конвейерный став с опорами, сетчатое ограждение рабочей ветви, укрытия для рабочей ветви, загрузочную воронку, разгрузочную течку, приемный стол, площадки обслуживания, перила, трамы и другие металлические конструкции.
Технические характеристики:
Скорость движения ленты, м/с от 0,2 до 3
Ширина ленты, мм 400
Производительность, м3/ч 60-200
Длина конвейера, м от 3 до 800
Натяжное устройство винтовое-ход натяжки 500-800 мм
грузовое тележечное, рамное
Привод (на выбор) мотор-редуктор
редуктор + эл/двигатель + тормоз + рама + клиноременная передача
Напряжение, В 220/380, 380/660
Профиль сечения рабочей ветви желобчатый, прямой
Угол наклона конвейера по трассе от 0° до 30°
Диаметр роликов, мм 102
Диаметр приводного барабана, мм 250-500
Диаметр натяжного барабана, мм 250-400
Диаметр отклоняющего барабана, мм 250-400
Длина барабанов, мм 500
Купить конвейер можно у нас цена от 50 т. р пишите на эл.почту [email protected] или позвонить по телефону 8(861)2467701
р пишите на эл.почту [email protected] или позвонить по телефону 8(861)2467701
Технические характеристики ленточных конвейеров, транспортёров
Конвейерное оборудование для транспортировки грузов различного характера поставляется на рынок в широком ассортименте. Это дает возможность выбрать изделия для обработки сыпучей, штучной и иной продукции. Но агрегат данного плана – устройство весьма индивидуальное. Поэтому при выборе изделия для решения стоящих перед покупателем задач целесообразно поинтересоваться у производителя, есть ли возможность изготовить, к примеру, ленточный транспортер под заказ. И хоть заплатить при таком подходе придется чуть больше, зато оборудование будет отвечать всем заявленным требованием, окупится быстрее.
Конструктивные особенности ленточных транспортеровКонструкция базовая всех транспортеров одинакова. Любой агрегат данной категории состоит из следующих элементов:
- Рама, выполненная из высокопрочного сплава;
- 2 барабанных устройства;
- Электрический двигатель или силовой агрегат, работающий на солярке, бензине;
- Роликовые опоры;
- Лента, непосредственно на которую и помещается груз для транспортировки.
Учитывая пожелания заказчика, изготовитель может доукомплектовать изделие дополнительными составляющими, к примеру, щетками для очистки несущей поверхности, люками для загрузки и выгрузки сырья, бортиками для полотна, барабанами и иными элементами.
Изготавливаются конвейеры, как стационарного типа, так и мобильное оборудование, которое комплектуется колесами с мягкими резиновыми шинами. Это дает возможность легко перемещать транспортер с одного места на другое по территории производственного объекта.
Опоры в виде роликов служат элементами, по которым и перемещается полотно с помещенным на него грузом. Они также придают поверхности требуемую форму.
Барабан приводной функционирует в паре с силовым агрегатом и приводит ленту в движение, с помощью натяжного осуществляется регулировка степени натяжения полотна. В качестве сырья для изготовления ленты может использоваться металл, искусственные полимеры, ткань и каучук.
Оформление заявки на изготовление конвейера под заказ подразумевает составление технического задания, в котором должна присутствовать следующая информация:
- Характеристика грузов, которые будут транспортироваться;
- Если изделие следует укомплектовать электродвигателем, требуемое напряжение;
- Максимальная нагрузка на несущую поверхность;
- Скорость перемещения ленты;
- Угол наклона, если таковой предусматривается;
- Высота транспортирующего полотна над полом;
- Ширина ленты, длина;
- Диапазон температур, в котором предполагается эксплуатировать изделие;
- Отсутствие или наличие на полотне поперечин и скребков, расстояние между ними, ширина и высота этих элементов, если они должны быть установлены.
Что касается материала, из которого может выполняться несущее полотно, наиболее часто клиенты заказывают установку на транспортер ленты из резиноткани.
Ленточный конвейер – это устройство, предназначенное для непрерывной транспортировки сырья. Этот тип конвейера работает благодаря так называемой «бесконечной» ленте. Предназначено оборудование для перемещения разных материалов: • сыпучих; Все они транспортируются по ленте, движущейся горизонтально относительно земли или под углом (в пределах 35 градусов). Ленточный конвейер. Основные параметры.Ленточный конвейер. Устройство.
Как запустить ленточный конвейер?Начало работы:
Принцип действия ленточного конвейераПри помощи специальной направляющей воронки или лотка на ленточный агрегат подают сырье.
Как завершают работу?Транспортировать сырье при помощи ленточного оборудования легко, но на этом дело не заканчивается – после работы важно выполнить определенные операции:
Чего нельзя делать при использовании ленточного конвейера?Нормальная транспортировка сырья при помощи оборудования невозможна в определенных ситуациях:
Пока ленточный агрегат подключен к сети, нельзя проводить никакие манипуляции с электрическим приводом – это смертельно опасно. Компания «Бетонверк-автоматика» продает в Минске конвейерное оборудование с разными техническими характеристиками. Все ленты, при помощи которых транспортируется различное сырье, изготовлены из высокопрочных и износостойких материалов, поэтому они надежны и долговечны. Преимущества наших конвейеров
Помимо оборудования для транспортировки зерна, мы занимаемся продажей норий, элеваторов и другого оборудования, необходимого для комфортного и правильного содержания зернохранилищ и крупоцехов. Купить ленточный конвейер в Минске и необходимые вещи для своего производства можно, позвонив по телефонам, расположенным в разделе «Обратная связь». |
 После этого осматривают изоляцию кабелей подключения конвейера к электросети. При отсутствии замыканий на корпус агрегата для транспортировки сырья обслуживающий персонал проверяет работоспособность защитной системы отключения.
После этого осматривают изоляцию кабелей подключения конвейера к электросети. При отсутствии замыканий на корпус агрегата для транспортировки сырья обслуживающий персонал проверяет работоспособность защитной системы отключения. Далее оно поступает до приводного барабана и сгружается с ленты. Работая на ленточном оборудовании, сотрудники должны придерживаться определенных инструкций:
Далее оно поступает до приводного барабана и сгружается с ленты. Работая на ленточном оборудовании, сотрудники должны придерживаться определенных инструкций:
 Мы предлагаем гарантию на каждый свой ленточный конвейер для промышленного предприятия, где транспортируется сырье.
Мы предлагаем гарантию на каждый свой ленточный конвейер для промышленного предприятия, где транспортируется сырье.
|
 Конвейеры имеют ширину ленты от
0,5 до 2,0 м. Став конвейера может быть
жёстким и канатным. Роликоопоры
могут быть жёсткими и упругими,
желобчатыми (двух- и трёхроликовыми)
и прямыми. По желанию Заказчика
возможны рациональные варианты
геометрической схемы конвейера.
Конвейеры имеют ширину ленты от
0,5 до 2,0 м. Став конвейера может быть
жёстким и канатным. Роликоопоры
могут быть жёсткими и упругими,
желобчатыми (двух- и трёхроликовыми)
и прямыми. По желанию Заказчика
возможны рациональные варианты
геометрической схемы конвейера. 6
6Общие сведения о конвейерных системах — типы, применения и соображения
Конвейерные системы — это механические устройства или узлы, которые транспортируют материал с минимальными усилиями. Хотя существует много различных типов конвейерных систем, они обычно состоят из рамы, которая поддерживает ролики, колеса или ленту, по которой материалы перемещаются из одного места в другое. Они могут работать от двигателя, силы тяжести или вручную. Эти системы обработки материалов бывают самых разных видов, чтобы соответствовать различным продуктам или материалам, которые необходимо транспортировать.
Хотя существует много различных типов конвейерных систем, они обычно состоят из рамы, которая поддерживает ролики, колеса или ленту, по которой материалы перемещаются из одного места в другое. Они могут работать от двигателя, силы тяжести или вручную. Эти системы обработки материалов бывают самых разных видов, чтобы соответствовать различным продуктам или материалам, которые необходимо транспортировать.
Важные технические характеристики конвейерных систем
Грузоподъемность на единицу длины
Производители будут предлагать этот атрибут в случаях, когда конвейер будет иметь нестандартную длину, чтобы пользователи могли определять пределы загрузки.
Максимальная грузоподъемность
Связанное с грузоподъемностью на единицу длины, это значение может быть указано для конвейеров фиксированной длины, специально изготовленных для этого. Это также может быть известно как скорость потока.
Скорость системы конвейерной ленты / номинальная скорость
Ленточные конвейеры обычно оцениваются по скорости ленты в футах / мин. в то время как приводные роликовые конвейеры описывали линейную скорость в тех же единицах, что и упаковка, картон и т. д., движущиеся по приводным роликам. Номинальная скорость относится также к пластинчатым / пластинчатым конвейерам и скребковым / цепным / буксирным конвейерам.
в то время как приводные роликовые конвейеры описывали линейную скорость в тех же единицах, что и упаковка, картон и т. д., движущиеся по приводным роликам. Номинальная скорость относится также к пластинчатым / пластинчатым конвейерам и скребковым / цепным / буксирным конвейерам.
Пропускная способность
Пропускная способность измеряет пропускную способность конвейеров, перекачивающих порошковые материалы и аналогичные сыпучие продукты. Часто его выражают в виде объема в единицу времени, например, в кубических футах в минуту. Этот атрибут применяется к ковшовым, пневматическим / вакуумным, шнековым, вибрационным конвейерам и конвейерам с шагающими балками.
Конфигурация рамы
Конфигурация рамы относится к форме рамы конвейера. Рамки могут быть прямыми, изогнутыми, z-образными или другой формы.
Расположение привода
Приводы могут располагаться в разных местах конвейерных систем. Головной или концевой привод находится на разгрузочной стороне конвейера и является наиболее распространенным типом. Центральные приводы не всегда находятся в самом центре конвейера, а где-то по его длине и устанавливаются под системой.Они используются для изменения направления конвейера.
Центральные приводы не всегда находятся в самом центре конвейера, а где-то по его длине и устанавливаются под системой.Они используются для изменения направления конвейера.
Типы конвейеров
- Ремень
- Ролик
- Приводной каток
- Планка / Фартук
- Передача мяча
- Магнитный
- Ковш
- Желоб
- Тяга / Цепь / Буксировка
- Накладные расходы
- Пневматический / вакуумный
- Винт / шнек
- Вертикальный
- Вибрационный
- Шагающая балка
- Колесо
Ремень
Ленточные конвейеры — это системы обработки материалов, в которых используются непрерывные ленты для транспортировки продуктов или материалов.Ремень протягивается в бесконечную петлю между двумя концевыми шкивами. Обычно на одном или обоих концах имеется валик. Ленточный конвейер поддерживается либо металлическим поддоном ползуна для легких нагрузок, при котором не будет применяться трение к ремню, вызывающему сопротивление, либо к роликам.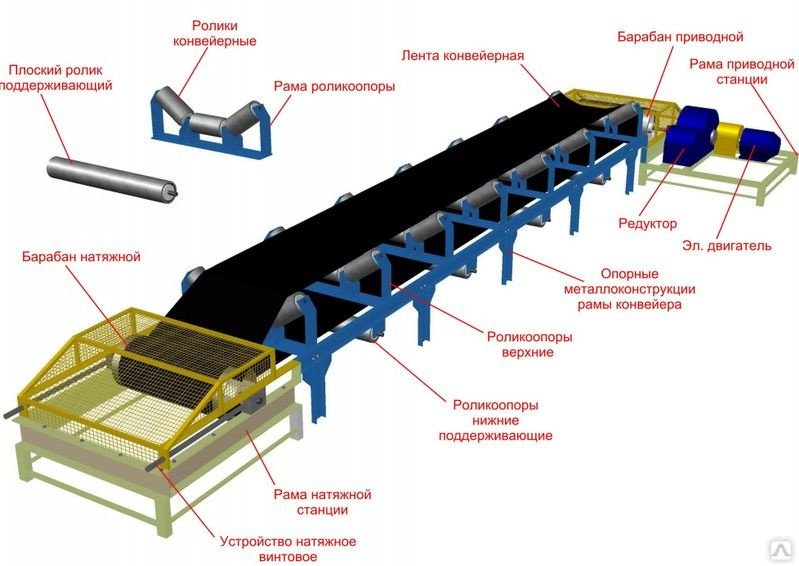 Мощность обеспечивается двигателями, в которых используются редукторы с переменной или постоянной скоростью.
Мощность обеспечивается двигателями, в которых используются редукторы с переменной или постоянной скоростью.
Сами ремни могут быть изготовлены из различных материалов, которые должны соответствовать условиям, в которых ремень будет работать.Обычные материалы для конвейерных лент включают резину, пластик, кожу, ткань и металл. Транспортировка более тяжелого груза означает, что требуется более толстая и прочная конструкция материала конвейерной ленты. Ленточные конвейеры обычно приводятся в действие и могут работать на различных скоростях в зависимости от требуемой производительности. Конвейеры могут работать как в горизонтальном, так и в наклонном положении. Ленточные конвейеры можно использовать для сыпучих или крупногабаритных материалов.
Роликовые конвейерные системы
Роликовые конвейеры используют параллельные ролики, установленные в рамах, для перемещения продукта под действием силы тяжести или вручную.Основные характеристики включают диаметр ролика и размеры центра оси. Роликовые конвейеры используются в основном для погрузочно-разгрузочных работ, таких как погрузочные доки, для обработки багажа или на сборочных линиях среди многих других. Ролики не имеют привода и движутся под действием силы тяжести, если они наклонены, или вручную, если они установлены горизонтально. Конвейеры могут быть прямыми или изогнутыми в зависимости от области применения и доступной площади.
Роликовые конвейеры используются в основном для погрузочно-разгрузочных работ, таких как погрузочные доки, для обработки багажа или на сборочных линиях среди многих других. Ролики не имеют привода и движутся под действием силы тяжести, если они наклонены, или вручную, если они установлены горизонтально. Конвейеры могут быть прямыми или изогнутыми в зависимости от области применения и доступной площади.
Приводной каток
В приводных роликовых конвейерах используются приводные ролики, установленные в рамах для транспортировки продуктов.Основные характеристики включают тип привода, диаметр ролика и материал, а также размер центра оси. Роликовые конвейеры с приводом используются в основном для погрузочно-разгрузочных работ, где требуется механическая транспортировка продукта. Различные типы приводов включают ремни, цепи / звездочки и моторизованные ролики. Некоторые из областей применения приводных роликовых конвейеров — это обработка пищевых продуктов, производство стали и упаковка.
Пластинчатый ленточный конвейер / фартук
В пластинчатых / пластинчатых конвейерахиспользуются пластины или пластины из стали, дерева или других материалов, которые обычно устанавливаются на роликовых цепях для транспортировки продукта.Планки не блокируются и не перекрываются. Пластинчатые / пластинчатые конвейеры используются в основном при транспортировке материалов для перемещения крупных и тяжелых предметов, включая ящики, барабаны или поддоны, на предприятиях тяжелой промышленности, таких как литейные заводы и сталелитейные заводы. Использование планок в случаях использования в тяжелых условиях продлевает срок службы конвейера по сравнению с конвейерами других типов, в которых используются ремни, которые быстрее изнашиваются при воздействии больших нагрузок. Эти конвейерные системы обычно приводятся в действие и бывают разных размеров и грузоподъемности.
Шариковый конвейер
В столах или конвейерах для перемещения шариков используется серия установленных шариковых роликов, обеспечивающих разнонаправленную транспортировку продукта без источника питания. Основные характеристики включают материал и размер мяча. Шариковые конвейеры используются в таких приложениях, как сборочные и упаковочные линии, в частности, в погрузочно-разгрузочных операциях. Когда они расположены там, где встречаются несколько конвейерных линий, они используются для передачи продуктов с одной линии на другую и часто используются в системах сортировки.Доступны многие размеры и грузоподъемность. Шариковые конвейеры не имеют питания и зависят от внешних сил для перемещения продукта по конвейеру.
Основные характеристики включают материал и размер мяча. Шариковые конвейеры используются в таких приложениях, как сборочные и упаковочные линии, в частности, в погрузочно-разгрузочных операциях. Когда они расположены там, где встречаются несколько конвейерных линий, они используются для передачи продуктов с одной линии на другую и часто используются в системах сортировки.Доступны многие размеры и грузоподъемность. Шариковые конвейеры не имеют питания и зависят от внешних сил для перемещения продукта по конвейеру.
Магнитный
Магнитные конвейеры используют движущиеся магниты, установленные под стационарными пластинами, столами или другими видами немагнитных ползунов, для перемещения магнитных (черных) материалов, часто в виде металлолома. Магнитные конвейеры обычно используются в качестве конвейеров для стружки для удаления черной стружки из обрабатывающих центров.Системы могут быть настроены для использования горизонтального движения, вертикального движения или их комбинаций. Они могут быть без ремня или могут использовать конвейерную ленту вместо ползуна. Под конвейерной лентой используется рельс с электромагнитом для притягивания черных металлов к ленте. Из-за магнитного притяжения продукта к конвейеру эти системы также можно использовать в перевернутом виде.
Они могут быть без ремня или могут использовать конвейерную ленту вместо ползуна. Под конвейерной лентой используется рельс с электромагнитом для притягивания черных металлов к ленте. Из-за магнитного притяжения продукта к конвейеру эти системы также можно использовать в перевернутом виде.
Ковш
Ковшовые конвейеры или ковшовые элеваторы используют многосторонние контейнеры, прикрепленные к тросам, ремням или цепям для транспортировки продуктов или материалов.Контейнеры остаются в вертикальном положении вдоль системы и наклоняются для выпуска материала. Ковшовые конвейеры используются в таких приложениях, как производство деталей, сыпучих материалов, а также обработка и транспортировка пищевых продуктов. Транспортируемый материал может быть в жидком или сухом виде, например, шлам, песок, навоз, сахар и зерно. Системы могут использоваться горизонтально, а также могут быть наклонными или вертикальными для изменения уровней доставляемых продуктов. Доступны многие размеры и грузоподъемность в зависимости от области применения.
Желоб
Лотковые или лотковые конвейеры— это системы транспортировки материалов, которые используют силу тяжести для перемещения продукта по гладким поверхностям с одного уровня на другой.Основные характеристики включают материал желоба и физические размеры, такие как длина и ширина желоба. Лотковые конвейеры используются для обработки лома, упаковки, почтовых услуг или обработки почты и т. Д. Желоба имеют низкий коэффициент динамического трения, что позволяет продукту или материалу легко скользить, и могут быть прямыми или изогнутыми в зависимости от потребностей. приложения.
Цепной / буксирный / тяговый конвейер
В перетаскиваемых / цепных / буксирных конвейерах используются механические устройства, прикрепленные к движущимся элементам, обычно цепи или тросы, для буксировки или буксировки продуктов.Скребковые конвейеры используются для перемещения сыпучих материалов в бункерах, пролетах или другом навесном оборудовании и могут иметь несколько точек разгрузки или загрузки. Трубчатые скребковые конвейеры используют полностью закрытую систему цепей для транспортировки продукта в любом направлении. Цепные конвейеры используют цепь или несколько цепей для перемещения поддонов или других трудно транспортируемых продуктов. Буксирные конвейеры используют буксирный трос, такой как тросы или цепи, обычно в полу или прямо над ним, для буксировки продукта напрямую или для буксировки колесных тележек или тележек.
Трубчатые скребковые конвейеры используют полностью закрытую систему цепей для транспортировки продукта в любом направлении. Цепные конвейеры используют цепь или несколько цепей для перемещения поддонов или других трудно транспортируемых продуктов. Буксирные конвейеры используют буксирный трос, такой как тросы или цепи, обычно в полу или прямо над ним, для буксировки продукта напрямую или для буксировки колесных тележек или тележек.
Накладные расходы
Подвесные конвейеры монтируются на потолке с использованием тележек или носителей, перемещаемых с помощью цепей, кабелей или аналогичных соединений.Подвесные конвейеры в основном используются при транспортировке материалов, где необходимо подвешивать продукт, таких как линии химической чистки одежды, линии окраски или системы транспортировки деталей, или для охлаждения и отверждения. Доступны различные типы конфигураций подвесных конвейерных систем, включая электрические рельсовые пути, монорельсовые дороги, тележки, а также наклонные или наклонные.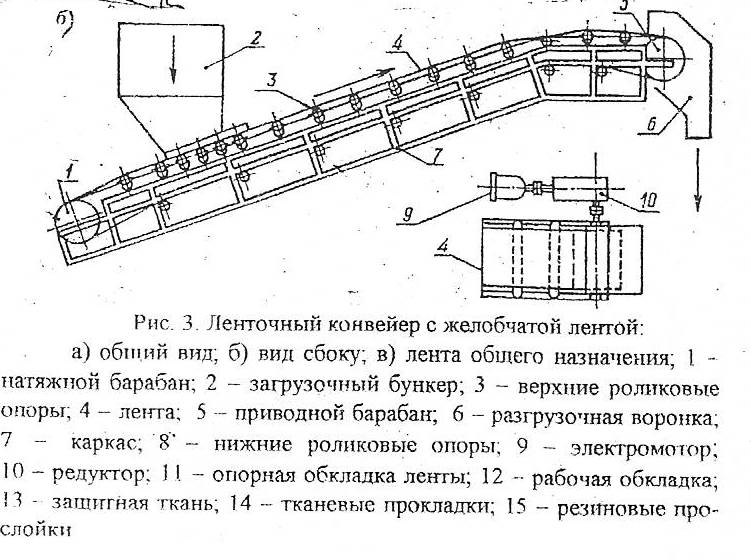 В зависимости от области применения грузоподъемность может иметь решающее значение. Большинство подвесных конвейерных систем приводятся в действие и управляются, в то время как другие являются ленточными конвейерами с ручным управлением.
В зависимости от области применения грузоподъемность может иметь решающее значение. Большинство подвесных конвейерных систем приводятся в действие и управляются, в то время как другие являются ленточными конвейерами с ручным управлением.
Пневматический / вакуумный
Пневматические / вакуумные конвейерыиспользуют давление воздуха или вакуум для транспортировки материалов или предметов внутри или через закрытые трубы или каналы или вдоль поверхностей. Пневматические / вакуумные конвейеры используются в основном при транспортировке материалов, таких как сбор пыли, обработка бумаги, доставка билетов и т. Д., А также в таких процессах, как химическая, минеральная, лом и пищевая. Материалы для конвейеров могут быть металлическими или неметаллическими в зависимости от транспортируемой среды. Доступны различные размеры в зависимости от требований к нагрузке и пропускной способности.
Винтовой конвейер на винодельне подает виноград к прессу. Изображение предоставлено: Josef Mohyla / Shutterstock. com
com
Винт / шнек
Винтовые конвейеры, иногда известные как спиральные, шнековые или шнековые конвейеры, используют винтовые элементы для перемещения материалов. Они состоят из винтового винтового элемента или стального шнека, который вращается вокруг центрального вала, перемещая рабочий материал в соответствии с конструкцией шнека и направлением вращения. Спиральный винт функционирует внутри корпуса, желоба или отсека, чтобы в полной мере использовать вращающую силу.Производители используют винтовые конвейеры для транспортировки таких материалов, как хлопья, зерна, порошки, семена и гранулы. В качестве альтернативы эти устройства можно использовать для смешивания, перемешивания или смешивания таких материалов или для поддержания растворов. Они широко используются в сельском хозяйстве, от использования в сельскохозяйственной технике, например, в молотилках и пресс-подборщиках, до заводских зерновых и зерновых машин. Мини-винтовой конвейер также может транспортировать влажные, нетекучие и слеживающиеся материалы, которые в противном случае было бы трудно перемещать, например, бетон. Другие области применения винтовых конвейеров — это транспортировка различных механических частей или работа в качестве конвейера системы розлива. Винт может иметь лопастную или ленточную конструкцию в зависимости от области применения и может приводиться в движение цепью и звездочкой, шестернями или прямым приводом.
Другие области применения винтовых конвейеров — это транспортировка различных механических частей или работа в качестве конвейера системы розлива. Винт может иметь лопастную или ленточную конструкцию в зависимости от области применения и может приводиться в движение цепью и звездочкой, шестернями или прямым приводом.
Типы винтовых конвейеров включают нижние конвейеры и бесцентровые винтовые конвейеры. Нижние конвейеры используют несколько винтов в открытом желобе. Бесцентровые или безвальные винтовые конвейеры не содержат центрального вала и вместо этого состоят из пустой спирали.Эта конструкция по-прежнему перемещает подложку, но обеспечивает большую свободу внутри корпуса. В зависимости от транспортируемой среды материалы могут быть металлическими или неметаллическими.
Комплекты шнеков, используемых при создании нестандартных шнековых конвейеров
Изображение предоставлено: Reinke & Schomann, Inc.
Вертикальный
Вертикальные конвейеры перемещают продукты вертикально между уровнями конвейерных линий. Основные характеристики включают скорость подъема и максимальную высоту груза.Вертикальные конвейеры перемещают материал или продукт на более высокие уровни на предприятии. Они также классифицируются как непрерывные подъемные или возвратно-поступательные. В зависимости от приложения доступны различные размеры и возможности нагрузки.
Основные характеристики включают скорость подъема и максимальную высоту груза.Вертикальные конвейеры перемещают материал или продукт на более высокие уровни на предприятии. Они также классифицируются как непрерывные подъемные или возвратно-поступательные. В зависимости от приложения доступны различные размеры и возможности нагрузки.
Вибрационный
Вибрационные конвейерыиспользуют вращательную или линейную вибрацию для перемещения материала по основанию системы. Вибрационные конвейеры используются для перемещения сухих сыпучих материалов, таких как щебень, гравий, уголь и т. Д. Станина конвейера вибрирует, перемещая материал по своей длине.Транспортер может быть желобом, трубкой или плоской столешницей. Доступны многие размеры в зависимости от области применения.
Шагающая балка
Конвейеры с шагающими балками используют комбинацию статических опор и подвижных опор для индексации заготовок через производственные ячейки. Конвейеры с шагающими балками используются на автоматических и сборочных линиях, где элементы должны быть последовательно размещены в определенных местах. Предмет, поддерживаемый в стационарном положении, поднимается балансирной балкой и индексируется к его следующему положению, где происходит следующий этап производства.Это движение повторяется по длине конвейера. Конвейеры с шагающими балками могут иметь одну или несколько линий в зависимости от продукта.
Предмет, поддерживаемый в стационарном положении, поднимается балансирной балкой и индексируется к его следующему положению, где происходит следующий этап производства.Это движение повторяется по длине конвейера. Конвейеры с шагающими балками могут иметь одну или несколько линий в зависимости от продукта.
Колесный конвейер
Колесные конвейерыиспользуют колеса без привода для перемещения объектов по длине под действием силы тяжести или вручную. Колесные конвейеры используются для перемещения предметов или пакетов и обычно используются для загрузки и разгрузки грузовиков и перемещения пакетов, поддонов и т. Д. Через объекты или вдоль сборочных линий. Конвейеры конфигурируются по количеству колес и расстоянию между колесами в зависимости от требований к нагрузке и области применения.
Ленточный конвейер на заводе по переработке картофеля.Изображение предоставлено: 279photo Studio / Shutterstock.com
Рекомендации по выбору конвейерных систем
При выборе конвейерной системы, наиболее подходящей для ваших нужд, ключевым моментом является то, какой материал транспортируется. Некоторые важные характеристики, которые следует учитывать, — это размер, текучесть, абразивность, коррозионная активность, содержание влаги и температура, при которой его следует хранить. При транспортировке порошков, гранул, пеллет, волокон или хлопьев следует также учитывать состав материала, а также размер, вес и плотность частиц.
Некоторые важные характеристики, которые следует учитывать, — это размер, текучесть, абразивность, коррозионная активность, содержание влаги и температура, при которой его следует хранить. При транспортировке порошков, гранул, пеллет, волокон или хлопьев следует также учитывать состав материала, а также размер, вес и плотность частиц.
Функции самой конвейерной системы могут отличаться. Двумя основными категориями перемещения материала в процессе являются транспортировка и подача. Транспортировка — это перемещение материалов из одной или нескольких точек сбора в одну или несколько точек сброса. Следует учитывать желаемое окно времени для этого движения, а также количество точек захвата и сброса, количество перемещаемого материала и является ли перекрестное загрязнение между несколькими материалами.
Кормление более чувствительно ко времени и требует более точных систем, чем кормление.Материал обычно перемещается из одной точки приема в одну точку подачи. Перемещаемый продукт, возможно, придется доставлять партиями или с контролируемой постоянной скоростью.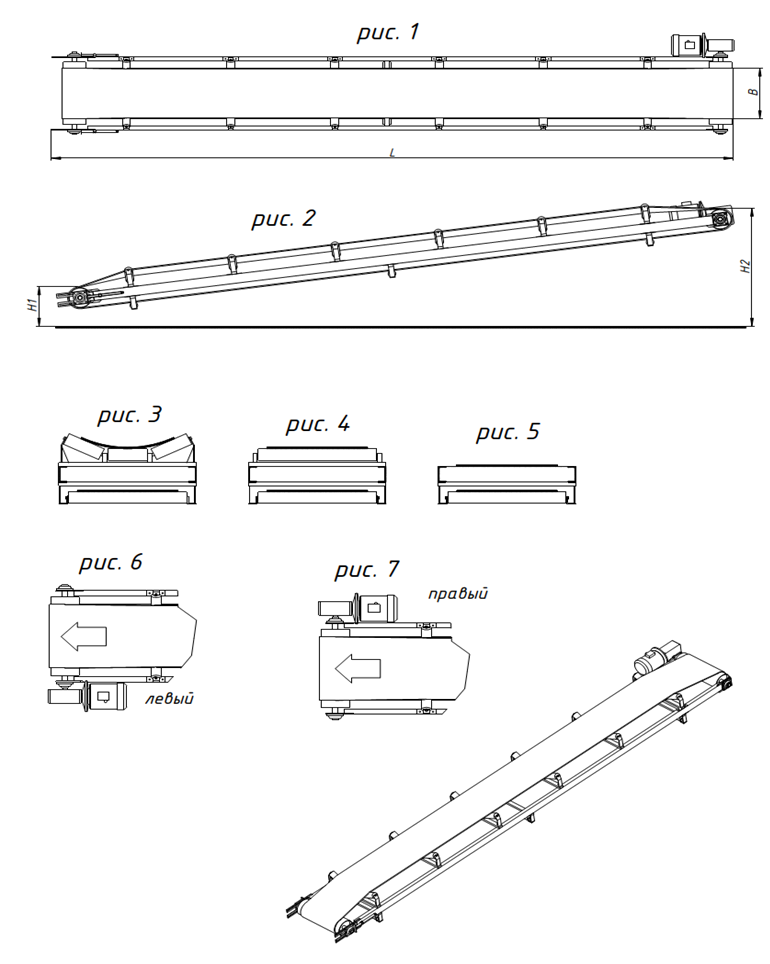
Важным фактором, который следует учитывать при выборе конвейерной системы, является среда, в которой она будет использоваться. Высокая влажность, температура, вибрация, давление, хрупкие или опасные материалы и легковоспламеняющиеся продукты на предприятии должны быть обсуждены с производителем конвейера, чтобы определить любые потенциальные риски и необходимые контрмеры и обходные пути.Следует учитывать размер системы по сравнению с тем, сколько места в рабочем пространстве доступно, а также то, как она будет соответствовать существующему оборудованию.
Конвейерные системычасто бывают относительно сложными по своей конструкции и конструкции из-за их большого размера и интеграции в различные производственные процессы. Тем не менее, модульная природа многих компонентов конвейера делает доступными даже длинные и сложные системы. Производители таких систем могут предложить помощь в проектировании, чтобы конвейер соответствовал рабочему пространству.
Факторы выбора дополнительных конвейерных систем
Шипы, ремни с высоким коэффициентом трения, ковши и т. Д. Являются распространенными формами предотвращения проскальзывания продукта. Сильнонагруженный наклонный ленточный конвейер может соскользнуть назад при выключенном приводе. В таких конвейерах используются обратные тормоза, которые автоматически включаются при обесточивании их двигателей. Часто тормоз является съемным, что позволяет конвейеру реверсировать для разгрузки перед обслуживанием. В некоторых конвейерах желательно некоторое проскальзывание; Те, кто работает со стеклянными бутылками на упаковочных линиях, часто используют некоторую форму сброса противодавления, чтобы предотвратить разрушение бутылок, поскольку они накапливаются в зоне хранения, такой как подача наполнителя.
Д. Являются распространенными формами предотвращения проскальзывания продукта. Сильнонагруженный наклонный ленточный конвейер может соскользнуть назад при выключенном приводе. В таких конвейерах используются обратные тормоза, которые автоматически включаются при обесточивании их двигателей. Часто тормоз является съемным, что позволяет конвейеру реверсировать для разгрузки перед обслуживанием. В некоторых конвейерах желательно некоторое проскальзывание; Те, кто работает со стеклянными бутылками на упаковочных линиях, часто используют некоторую форму сброса противодавления, чтобы предотвратить разрушение бутылок, поскольку они накапливаются в зоне хранения, такой как подача наполнителя.
Конвейерная лента чувствительна к статическому электричеству, поскольку она постоянно натягивается на концевые шкивы. При транспортировке электрических компонентов статическое электричество может быть опасным. Для защиты продуктов следует рассмотреть возможность использования антистатических конвейерных лент, таких как токопроводящие ленты или щетки для контроля статического электричества.
Необходимо соблюдать другие меры безопасности из-за большой длины конвейеров и их близости к персоналу. Роликовые конвейеры с приводом могут быть оснащены выдвижными роликами, которые отсоединяются от приводных ремней, если рука или нога человека проскальзывает между роликами.Кроссоверы можно использовать, чтобы люди могли проходить по длинным участкам ленточных конвейеров. Роликовые конвейеры часто используют для этого ручные или приводные секции ворот.
Конвейерычасто включают в себя устройство плавного пуска или механизм сцепления, чтобы избежать перегрузки двигателей при запуске полностью нагруженных ремней, цепей и т. Д. Некоторые ленточные конвейеры оснащены мотор-редукторами, которые включают внутренние двигатели и зубчатые передачи внутри роликов головки, что устраняет необходимость для внешних двигателей и компонентов передачи энергии.
Хотя многие конвейерные системы являются стационарными и стационарными, многие из них также являются портативными и предназначены для загрузки грузовиков, железнодорожных цистерн, силосов и т. Д. Разгрузочные и подающие конвейеры, созданные специально для упаковочных операций, часто устанавливаются на роликах для облегчения транспортировки на предприятии.
Д. Разгрузочные и подающие конвейеры, созданные специально для упаковочных операций, часто устанавливаются на роликах для облегчения транспортировки на предприятии.
Изображение предоставлено: TRAIMAK / Shutterstock.com
Конвейерные приложения и отрасли
Выбор конвейера зависит от типа продукта, производительности или скорости, изменения высоты и, в некоторых случаях, от отраслевой направленности.Ленточные конвейеры, например, бывают самых разных размеров и могут варьироваться от блоков длиной в фут, используемых на упаковочных линиях, до систем длиной в милю, используемых для горных работ. Конвейеры могут иметь ручной привод, когда продукты перемещаются вручную по роликам или колесам, или приводиться в действие двигателем / мотором, или приводиться в действие силой тяжести. Однако в целом они приводятся в движение двигателями переменного и постоянного тока либо напрямую, либо через редукторы, цепи, звездочки и т. Д. Обычно изделия перемещаются по верхним поверхностям конвейеров, хотя существуют исключения.
Д. Обычно изделия перемещаются по верхним поверхностям конвейеров, хотя существуют исключения.
Подвесные конвейеры, используемые в химчистках, скотобойнях или везде, где беспокоит площадь пола, подвешивают свои грузы на тележках, которые едут по подвесным путям. Другие конвейеры, такие как винтовые и пневматические, перемещают продукцию через полузакрытые желоба или трубы. Эти конвейеры часто обрабатывают сухие продукты и порошки. Некоторые конвейеры предназначены для точного перемещения продуктов между производственными операциями. Конвейеры с шагающими балками являются примером этого типа. Другие конвейеры транспортируют труднообрабатываемые продукты, такие как косметические бутылки, через наполнители, этикетировщики и другие процессы, удерживая каждый контейнер в отдельных шайбах или поддонах.
Конвейеры иногда проектируются по индивидуальному заказу из модульных компонентов, таких как прямые, кривые, переходы, слияния, разделители и т. Д. Производители таких компонентов часто предоставляют опыт проектирования и помощь в установке. Другие конвейеры представляют собой автономные системы, укомплектованные приводами и органами управления. Роликовые и колесные конвейеры ручного типа обычно можно приобрести в виде отдельных секций и скрепить болтами, образуя системы транспортировки материалов практически любой длины. Обычно приводные конвейеры используют головные и хвостовые валы, причем головной конец обеспечивает привод, а задний конец обеспечивает регулировку натяжения цепи или ремня.
Другие конвейеры представляют собой автономные системы, укомплектованные приводами и органами управления. Роликовые и колесные конвейеры ручного типа обычно можно приобрести в виде отдельных секций и скрепить болтами, образуя системы транспортировки материалов практически любой длины. Обычно приводные конвейеры используют головные и хвостовые валы, причем головной конец обеспечивает привод, а задний конец обеспечивает регулировку натяжения цепи или ремня.
могут быть простыми вариантами включения / выключения, немного более сложными типами плавного пуска, которые смягчают нагрузки при запуске, или частотно-регулируемыми приводами, которые могут управлять скоростью, ускорением и т. Д. Двигателей переменного тока. Очень длинные ленточные конвейеры, транспортирующие руду и другие продукты, часто используют натяжные ролики конвейерной ленты, которые образуют в ленте желоба, чтобы лучше удерживать транспортируемые материалы.
Конвейерные системы — Краткое описание
Это руководство дает общее представление о разновидностях конвейерных систем, особенностях их использования, их применениях и промышленном использовании. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим статьям и руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим статьям и руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
- https://law.resource.org/pub/us/cfr/ibr/002/ansi.b20.1.1957.pdf
- http://www.cemanet.org/
- https://patents.google.com/patent/US6364093B1/en
- https://www.britannica.com/technology/conveyor#ref195013
- http: // www.broxtec.cz/en/page/67987.magnet-conveyors-mc/
- https://www.slideshare.net/shantanudut/troughed-belt-conveyor-flat-belt-conveyor-18114525
- http://www.ckit.co.za
- https://www.processingmagazine.com/6-key-considerations-for-conveyor-selection/
Конвейеры прочие изделия
- Автоматизированные конвейерные системы
- Лучшие поставщики конвейерных лент
- Все о роликовых конвейерах — типы, конструкция и применение
- Все о винтовых конвейерах — типы, конструкция и применение
- Все о вертикальных конвейерах — типы, конструкция и применение
- Все о пластинчатых конвейерах — типы, конструкция и применение
- Все о пневматических конвейерах — типы, конструкция и применение
- Все о скребковых конвейерах — типы, конструкция и применение
- Все о ковшовых конвейерах — типы, конструкция и применение
- Все о подвесных конвейерах — типы, конструкция и применение
- Все о вибрационных конвейерах — типы, конструкция и применение
- Все о магнитных конвейерах — типы, конструкция и применение
- Все о вакуумных конвейерах — типы, конструкция и применение
- Ведущие производители и поставщики конвейеров в США
Больше из Materials Handling
У вас недостаточно прав для чтения этого закона в это время
У вас недостаточно прав для чтения этого закона в это время Логотип Public. Resource.OrgЛоготип представляет собой черно-белую линию улыбающегося тюленя с усами. Вокруг печати находится красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения создания», а в нижней половине — «Public.Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.
Resource.OrgЛоготип представляет собой черно-белую линию улыбающегося тюленя с усами. Вокруг печати находится красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения создания», а в нижней половине — «Public.Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
Соединенные Штаты
Этот документ в настоящее время недоступен для вас!
Уважаемый гражданин:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource ведет судебный процесс за ваше право читать и говорить о законе. Для получения дополнительной информации см. Досье по рассматриваемому судебному делу:
.Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, холодильной технике и кондиционированию воздуха (ASHRAE) против Public.
Resource.Org (общедоступный ресурс), DCD 1: 13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы решаем управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на ознакомление с этим законом, ознакомьтесь с Сводом федеральных нормативных актов или применимыми законами и постановлениями штата. на имя и адрес продавца. Для получения дополнительной информации о постановлениях правительства и ваших правах как гражданина в соответствии с нормами закона , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Вы можете найти более подробную информацию о нашей деятельности на общедоступных ресурсах. в нашем реестре деятельности за 2015 год. [2] [3]
Спасибо за интерес к чтению закона.Информированные граждане — это фундаментальное требование для работы нашей демократии. Благодарим вас за усилия и приносим извинения за возможные неудобства.
Благодарим вас за усилия и приносим извинения за возможные неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Банкноты
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
РеменьReady Made | Конвейерная лента
Готовая лента — Серия Excel —
Компьютеризированный складской контроль с минимизацией человеческого фактора для быстрого и точного обслуживания
Мир «перемещается» с помощью стандартного ремня японского производства.
Bridgestone является мировым лидером в шинной промышленности и уже 60 лет поставляет по всему миру конвейерные ленты. Отличительными чертами конвейерной ленты Bridgestone являются превосходные резиновые смеси, высокая прочность и низкая стоимость владения.
Преимущество
- Надежность
Все ремни Bridgestone соответствуют высоким стандартам качества. - Короткие сроки
Большинство спецификаций готовы к отправке - Общая стоимость владения
Преимущества высокого качества

Новый Excel
Широкий спектр спецификаций общего назначения
New Excel — это тканевый ремень с многолетней историей, отвечающий строгим требованиям качества японской промышленности.Эти ремни хранятся на складе Bridgestone для доставки «точно в срок».
- Широкий диапазон спецификаций
Оптимальные характеристики (прочность ремня / количество слоев / толщина / ширина / цена) можно выбрать среди различных спецификаций. - Бестселлер на рынке Японии
Резина Bridgestone Standard занимает лидирующую 30% -ную долю рынка в Японии. - Короткие сроки
Минимальный запас на месте. В зависимости от длины ремня доставка может занять всего 24 часа.
В зависимости от длины ремня доставка может занять всего 24 часа. - Bridgestone Quality
Специальная отделка обеспечивает гладкую и блестящую поверхность ремня. Bridgestone использует самые современные резиновые смеси, созданные на основе передовой в мире технологии производства шин.
Стандартные размеры и характеристики
| Кодовое имя | Спецификация | |||||
|---|---|---|---|---|---|---|
| Марка резины | Узоры на поверхности | Тканевый материал | Прочность ремня (Н / мм) | №, из слоя | Толщина крышки Верх x низ (мм) | |
| NX 100/1 | Бриджстоун Стандарт | плоский | EP | 100 | 1 | 1.5 х 1,5 |
| NX 125/2 | EP | 125 | 2 | 3,0 x 1,5 | ||
| NX 160/2 | EP | 160 | 2 | 3,0 x 1,5 | ||
| NX 250/2 | EP | 250 | 2 | 5,0 x 1,5 | ||
| NX 315/3 | EP | 315 | 3 | 5. 0 х 1,5 0 х 1,5 | ||
| NX 400/3 | EP | 400 | 3 | 5,0 x 1,5 | ||
| NX 500/3 | EP | 500 | 3 | 5,0 x 1,5 | ||
| NX 315/3 | EP | 315 | 3 | 6,5 x 2,5 | ||
| NXH 400/3 | EP | 400 | 3 | 6.5 х 2,5 | ||
| NXH 500/3 | EP | 500 | 3 | 6,5 x 2,5 | ||
| NXH 630/4 | EP | 630 | 4 | 6,5 x 2,5 | ||
| NXH 630/4 | EP | 630 | 4 | 8,0 x 3,0 | ||
| NXH 800/4 | EP | 800 | 4 | 8.0 х 3,0 | ||
| Кодовое имя | Ширина ремня (мм) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 300 | 350 | 400 | 450 | 500 | 600 | 700 | 750 | 800 | 900 | 1050 | 1200 | 1400 | |
| NX 100/1 | ● | ● | ● | ● | ● | ● | |||||||
| NX 125/2 | ● | ● | ● | ● | ● | ● | |||||||
| NX 160/2 | ● | ● | ● | ● | ● | ● | |||||||
| NX 250/2 | ● | ● | ● | ● | ● | ● | ● | ||||||
| NX 315/3 | ● | ● | ● | ● | ● | ● | |||||||
| NX 400/3 | ● | ● | ● | ● | |||||||||
| NX 500/3 | ● | ● | ● | ● | ● | ||||||||
| NX 315/3 | ● | ● | ● | ● | |||||||||
| NXH 400/3 | ● | ● | ● | ||||||||||
| NXH 500/3 | ● | ● | ● | ● | ● | ● | |||||||
| NXH 630/4 | ● | ● | ● | ||||||||||
| NXH 630/4 | ● | ● | |||||||||||
| NXH 800/4 | ● | ● | |||||||||||
| Кодовое имя | Контрольное значение | ||
|---|---|---|---|
Общая толщина (прибл. мм) мм) | Вес (прибл. Кг / кв.м) | Максимальная длина на рулон | |
| NX 100/1 | 4,4 | 5,6 | 250 |
| NX 125/2 | 6,3 | 7,9 | 125/250 |
| NX 160/2 | 6,4 | 8,0 | 250 |
| NX 250/2 | 8.1 | 10,3 | 125/250 |
| NX 315/3 | 9,0 | 11,2 | 250 |
| NX 400/3 | 9,0 | 11,6 | 250 |
| NX 500/3 | 9,6 | 12,5 | 250 |
| NX 315/3 | 11.5 | 13,8 | 250/300 |
| NXH 400/3 | 11,5 | 13,9 | 300 |
| NXH 500/3 | 12,3 | 15,2 | 300 |
| NXH 630/4 | 12,9 | 16,5 | 300 |
| NXH 630/4 | 14.7 | 18,7 | 300 |
| NXH 800/4 | 15,2 | 18,8 | 300 |
Примечания:
— Черные точки обозначают стандартный размер заготовки.
— Допуски размеров и прочности ремня соответствуют JIS K 6322, 2011
— Материалы ткани: EP для полиэфирной ткани
— Макс. Длина рулона: NX125 / 2 (ширина 300 мм и 350 мм) и NX250 (ширина 400 мм) имеют общую длину 125 м на рулон.NXh415 / 3 (ширина 500 мм) имеет общую длину 250 м в рулоне.
Rock Excel
Превосходная стойкость к порезам и выкрашиванию для тяжелых условий эксплуатации
Rock Excel сочетает в себе превосходную стойкость к порезам, ударам и скалыванию с отличной стойкостью к истиранию и озону для самых тяжелых условий эксплуатации, таких как измельчение руды, дерева и стекла.
- Специальная конструкция ремня для поглощения ударов
Сочетание специальной конструкции каркаса с амортизирующей резиной обеспечивает высокую ударопрочность.
- Превосходное сопротивление порезам и выкрашиванию
Наибольшие повреждения ремням наносят удары крупногабаритного материала. Rock Excel минимизирует ударные повреждения
Rock Excel минимизирует ударные повреждения
- Доказанная превосходная производительность
Испытание на устойчивость к порезам и ударам
Индекс устойчивости к порезам
Испытание на устойчивость к порезам показывает, что Bridgestone FXS вдвое превосходит резину, соответствующую мировому стандарту DINX, по устойчивости к порезам.
Режущие наконечники падают на образцы резины. Глубина резания должна соответствовать показателю сопротивления порезам.
Технология анализа Bridgestone FEM. Методология высокотехнологичного моделирования необходима для ускорения его развития.
Фильм
Сравнение стандарта и FXS в лаборатории
Стандартные размеры и характеристики
| Кодовое имя | Спецификация | |||||
|---|---|---|---|---|---|---|
| Марка резины | Узоры на поверхности | Тканевый материал | Прочность ремня (Н / мм) | №, из слоя | Толщина крышки Верх x низ (мм) | |
| RX 315/2 | FX-S | Квартира | EP | 315 | 2 | 6. 0 х 3,0 0 х 3,0 |
| RX 400/2 | EP | 400 | 2 | 6,0 x 3,0 | ||
| RX 500/2 | EP | 500 | 2 | 6,0 x 3,0 | ||
| RX 630/2 | EP | 630 | 2 | 8,0 x 3,0 | ||
| RX 800/2 | EP | 800 | 3 | 10.0 х 3,0 | ||
| RX 1000/2 | EP | 1000 | 3 | 10,0 x 3,0 | ||
| Кодовое имя | Ширина ремня (мм) | |||||||
|---|---|---|---|---|---|---|---|---|
| 600 | 700 | 750 | 800 | 900 | 1050 | 1200 | 1400 | |
| RX 315/2 | ● | ● | ● | ● | ● | |||
| RX 400/2 | ● | ● | ● | |||||
| RX 500/2 | ● | ● | ● | ● | ● | ● | ||
| RX 630/2 | ● | ● | ● | ● | ||||
| RX 800/2 | ● | |||||||
| RX 1000/2 | ● | |||||||
| Кодовое имя | Контрольное значение | ||
|---|---|---|---|
Общая толщина (прибл. мм) мм) | Вес (прибл. Кг / кв.м) | Максимальная длина на рулон | |
| RX 100/1 | 11,4 | 13,8 | 250 |
| RX 125/2 | 12,1 | 14,3 | 250 |
| RX 160/2 | 12,1 | 14,4 | 250 |
| RX 250/2 | 14.8 | 18,1 | 250 |
| RX 315/3 | 18,9 | 23,0 | 250 |
| RX 400/3 | 18,9 | 23,1 | 250 |
Примечания:
— Черные точки обозначают стандартный размер заготовки.
— Допуски размеров и прочности ремня соответствуют JIS K 6322, 2011
— Материалы ткани: EP для полиэфирной ткани
Десять распространенных ошибок в спецификациях и проектировании конвейеров
Системы конвейерных лент являются источником жизненной силы широкого спектра операций по перемещению сыпучих материалов, в том числе: горнодобывающая промышленность | уголь | переработка руды | совокупный | цемент
Перед современными системами ставится задача перемещать большие объемы грузов с более высокими скоростями, чем когда-либо прежде. Тем не менее, общепринятые методы спецификации и проектирования конвейеров устарели по сравнению с текущими ожиданиями для безопасной, удобной и надежной транспортировки сыпучих материалов с минимальным количеством летучих материалов.
Тем не менее, общепринятые методы спецификации и проектирования конвейеров устарели по сравнению с текущими ожиданиями для безопасной, удобной и надежной транспортировки сыпучих материалов с минимальным количеством летучих материалов.
Ленточные конвейеры часто подвергаются злоупотреблениям, будь то из-за перегрузки, чрезмерного использования или небрежного отношения (или комбинации этих трех). Это похоже на то, как если бы дизайнеры и производители проделали такую хорошую работу по созданию очень надежных систем, которые продолжают работать во всех видах неблагоприятных условий, что конвейеры приближаются к тому, чтобы считаться товаром, который можно купить за фунт, а не осторожно. спроектированная система из сотен различных компонентов, работающих вместе.
Многие рассматривают конвейеры как довольно простое оборудование, которое просто транспортирует сыпучие материалы из пункта A в пункт B с заданной скоростью. На самом деле это сложные системы, которые взаимодействуют практически со всеми основными процессами, и короткие пути, предпринятые на этапах проектирования и спецификации, будут иметь драматические и далеко идущие последствия для безопасности, производительности и окружающей среды. Многие решения влияют на начальную и будущую производительность конвейерной системы, при этом ведущие тенденции включают в себя проектирование с учетом снижения риска, большей устойчивости и снижения затрат в течение жизненного цикла.
На самом деле это сложные системы, которые взаимодействуют практически со всеми основными процессами, и короткие пути, предпринятые на этапах проектирования и спецификации, будут иметь драматические и далеко идущие последствия для безопасности, производительности и окружающей среды. Многие решения влияют на начальную и будущую производительность конвейерной системы, при этом ведущие тенденции включают в себя проектирование с учетом снижения риска, большей устойчивости и снижения затрат в течение жизненного цикла.
К сожалению, покупка по самой низкой цене, а не по стоимости жизненного цикла стала нормой. Но эта практика имеет серьезные недостатки — часто перевод средств на необходимые элементы дизайна из капитальных расходов в операционный бюджет — потому что дизайн с низкой ставкой не может быть экономически эффективно поддержан и модифицирован в соответствии с меняющимися потребностями и условиями или необходимыми средствами для решения недостатки оригинального оборудования никогда не обнаруживаются.
Результат плохих спецификаций, проектирования с учетом целевых цен и перемещения финансирования — все это приводит к многочисленным и дорогостоящим проблемам, таким как неэффективная работа, аварии, загрязнение окружающей среды и судебные разбирательства, которые могут сохраняться в течение всего срока службы конвейера.Чтобы помочь владельцам предприятий и руководителям предприятий избежать ошибок, связанных с покупкой только по закупочной цене, эксперты составили список, в котором обобщены десять наиболее распространенных вариантов дизайна, которые могут привести к тому, что конвейер станет менее безопасным, менее чистым и менее производительным со временем.
10 распространенных ошибок
1. Незнание сыпучего материала В течение десятилетий для описания объемного твердого тела было обычной практикой использовать только объемную плотность и угол естественного откоса. Ассоциация производителей конвейерного оборудования (CEMA) получает неисчислимое количество запросов о свойствах сыпучих материалов, которые можно просто просмотреть в таблице, как если бы каждое изменение материала можно было эффективно зафиксировать в учебнике. Но при таком подходе могут возникнуть серьезные проблемы.
Но при таком подходе могут возникнуть серьезные проблемы.
Простой пример опасностей можно найти, рассмотрев очень основное требование: тоннаж. Основная цель конвейера — перемещать Х тонн в час с одного места на другое. Если эта цель не достигается эффективно, все остальные требования второстепенны. Но стандарт CEMA 550: Свойства сыпучих материалов содержит восемь различных списков насыпной плотности для угля в диапазоне от ~ 600 до 980 кг / м 3 (37-61 фунт / фут 3 ).Это представляет собой большое потенциальное отклонение от средней объемной плотности: ~ 790 + 190 кг / м 3 (49 + 12 фунтов / фут 3 ). Таким образом, проектирование системы с учетом среднего значения означает, что пропускная способность может быть переоценена или недооценена на + 25%.
Кроме того, угол естественного откоса для этих восьми списков угля варьируется от 27 до 45 °, что составляет + 9 ° от среднего.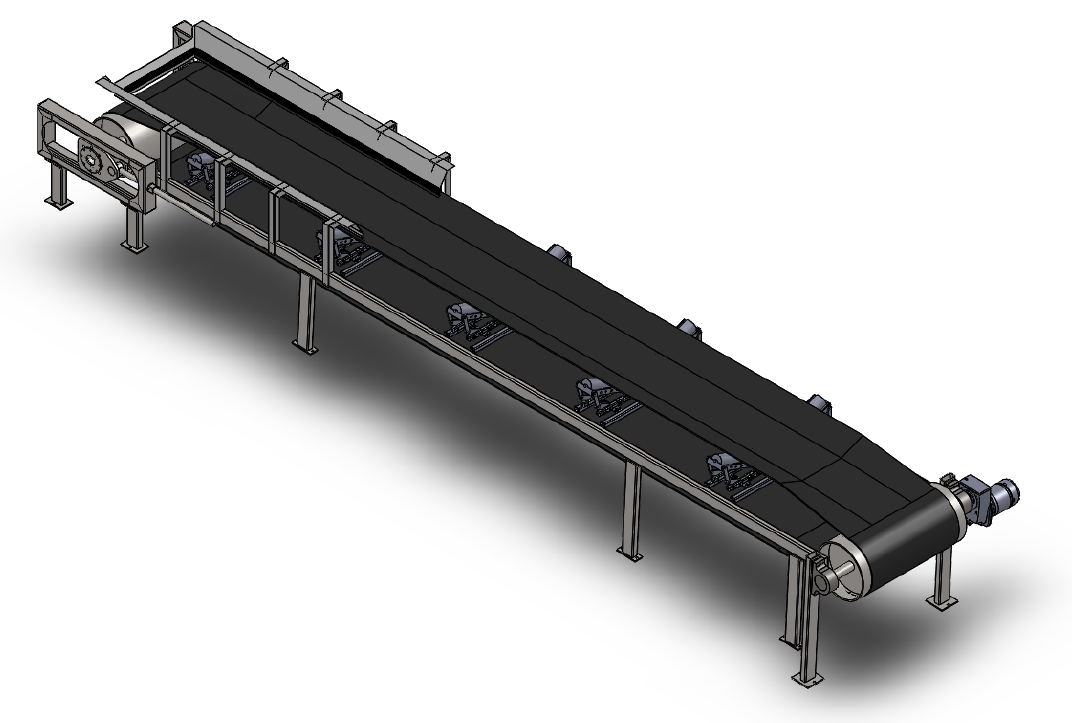 Проектирование наклона бункеров или желобов на основе среднего значения может означать, что сыпучий материал вообще не течет или может течь настолько свободно, что его нельзя будет адекватно контролировать с помощью геометрии желоба.
Проектирование наклона бункеров или желобов на основе среднего значения может означать, что сыпучий материал вообще не течет или может течь настолько свободно, что его нельзя будет адекватно контролировать с помощью геометрии желоба.
Типичный набор тестов для определения характеристик конкретного сыпучего материала стоит около 30 000 долларов, в то время как ориентировочная стоимость простоя системы составляет около 1000 долларов в минуту. Если в течение срока службы конвейерной системы удастся избежать засорения только одного желоба, испытания окупятся.
Подобные аргументы можно привести и для многих других значений, которые имеют решающее значение для снижения будущих эксплуатационных расходов. Например, размер единовременной выплаты и процент штрафов часто искажаются в запросах на участие в торгах; результатом могут быть продолжающиеся споры по поводу выполнения контракта.
Рекомендация: Испытательные образцы реальных сыпучих материалов, которые будут транспортироваться при полном диапазоне ожидаемого содержания влаги и давления уплотнения, и использовать эту информацию для проектирования конвейерной системы.
Распространенный «трюк» для достижения целевых цен — уменьшение общей длины конвейера за счет загрузки там, где лента переходит от плоской к желобчатой.Другой подход к сокращению общей длины конвейера для достижения целевых цен — это метод проектирования, известный как переход на половину желоба. Когда методы нагрузки на переходе и переходе на половину желоба используются в сочетании, результатом может быть повышенный износ ленты, износ желоба и просыпание.
Уменьшение расстояния как в зоне загрузки, так и в зоне разгрузки на метр или более длины конвейера может привести к экономии от 15 000 до 20 000 долларов на конвейере. Дополнительную экономию можно получить за счет меньшего размера здания, в котором находится конвейер.
Но у этих мер по экономии есть цена. Проблемы при эксплуатации начинаются сразу же со многими конструкциями, которые включают нагрузку на переход и / или использование перехода на половину желоба.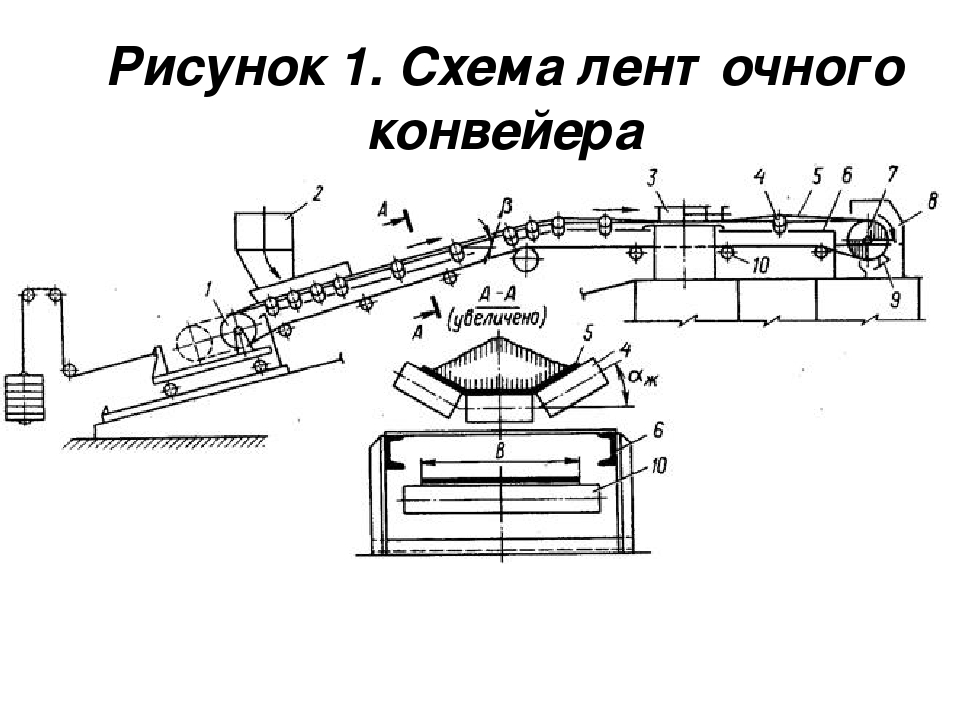 Основная проблема — это неорганизованные материалы, то есть разливы и пыль. При переходе от плоского заднего шкива к первому натяжному ролику с полной желобом ремень представляет собой сложную для моделирования трехмерную поверхность, которая изменяется в зависимости от натяжения ремня (вызванного изменениями нагрузки). Точно смоделировать эту поверхность практически невозможно; следовательно, требуется установка желоба на ленточный конвейер на месте, что увеличивает стоимость.Общее практическое правило состоит в том, что изготовление в полевых условиях обходится в 10 раз дороже, чем изготовление в цехе.
Основная проблема — это неорганизованные материалы, то есть разливы и пыль. При переходе от плоского заднего шкива к первому натяжному ролику с полной желобом ремень представляет собой сложную для моделирования трехмерную поверхность, которая изменяется в зависимости от натяжения ремня (вызванного изменениями нагрузки). Точно смоделировать эту поверхность практически невозможно; следовательно, требуется установка желоба на ленточный конвейер на месте, что увеличивает стоимость.Общее практическое правило состоит в том, что изготовление в полевых условиях обходится в 10 раз дороже, чем изготовление в цехе.
При загрузке на переходе и / или использовании в конструкции «приемов» перехода на половину желоба в результате получается желоб, который начинается параллельно ленте в переходе, а затем должен образовывать выпуклую кривую, чтобы следовать за лентой, когда она полностью забеспокоился. Этот изгиб создает точку захвата мелких частиц, которая быстро изнашивает вкладыш и юбочное уплотнение, в конечном итоге вызывая образование канавок на ремне. Характерная «полумесячная» зона износа гильзы и юбки над натяжными роликами в области наиболее турбулентной нагрузки приводит к утечке большого количества летучих материалов, которые необходимо очищать — часто вручную.
Характерная «полумесячная» зона износа гильзы и юбки над натяжными роликами в области наиболее турбулентной нагрузки приводит к утечке большого количества летучих материалов, которые необходимо очищать — часто вручную.
Экономия от 15 000 до 20 000 долларов быстро улетучивается за счет затрат на очистку, более частое обслуживание уплотнения и футеровки и сокращение срока службы ремня.
Использование конструкции перехода с полным желобом и ожидание загрузки ленты, пока она не будет полностью вытеснена, может минимизировать негативные эффекты.
Рекомендация: Используйте переходное расстояние до полного желоба, рекомендованное для ремня и ширины ремня. Начните загрузку после первого полного натяжного ролика желоба.
3. Использование минимального диаметра шкива Диаметр основных шкивов конвейера обычно выбирается на основе минимума, рекомендованного производителем ремня в отношении срока службы ремня и стыка, исходя из натяжения ремня. Как правило, не принимается во внимание опасение, что эти диаметры шкивов могут быть слишком малы, чтобы позволить другим компонентам функционировать должным образом. При использовании приводных шкивов меньшего размера часто возникает необходимость в использовании упорных шкивов для увеличения угла охвата, чтобы обеспечить достаточное трение для приведения в движение конвейера.Для увеличения наматывания шкив должен располагаться близко к ведущему шкиву, что ограничивает пространство, доступное для очистки ремня на главном шкиве, и часто приводит к сильному налипанию на упор, который является первым элементом качения, контактирующим с грязной стороной. ремня. Когда используются главные шкивы меньшего размера, часто не хватает места между верхним и нижним ходом ремня для принадлежностей, которые имеют решающее значение для защиты ремня и поддержания хорошего трекинга.
Как правило, не принимается во внимание опасение, что эти диаметры шкивов могут быть слишком малы, чтобы позволить другим компонентам функционировать должным образом. При использовании приводных шкивов меньшего размера часто возникает необходимость в использовании упорных шкивов для увеличения угла охвата, чтобы обеспечить достаточное трение для приведения в движение конвейера.Для увеличения наматывания шкив должен располагаться близко к ведущему шкиву, что ограничивает пространство, доступное для очистки ремня на главном шкиве, и часто приводит к сильному налипанию на упор, который является первым элементом качения, контактирующим с грязной стороной. ремня. Когда используются главные шкивы меньшего размера, часто не хватает места между верхним и нижним ходом ремня для принадлежностей, которые имеют решающее значение для защиты ремня и поддержания хорошего трекинга.
Рекомендация: Лучше всего выбирать диаметр шкива не менее 600 мм (24 дюйма) или на один размер больше минимума, рекомендованного производителем ремня.
4.
Отсутствие доступаПримеров отсутствия надлежащего доступа во многих конструкциях конвейеров настолько много, что только на эту тему можно написать целую статью. Конвейеры часто размещаются в ограждениях или туннелях, одна сторона которых находится так близко к стене, что обслуживающему персоналу не остается места, чтобы перемещаться по конвейеру боком.
Дверцы доступа могут быть расположены в странных местах, что обеспечивает минимальный обзор, и настолько малы, что через них нельзя проводить осмотр или обслуживание.Конвейеры могут быть расположены так близко к полу, что под конвейером не останется места для очистки. Кроме того, платформы и компоненты привода вокруг главного шкива часто настолько неуместны, что невозможно достать компоненты для надлежащего осмотра или обслуживания.
Рекомендация: Следуйте рекомендациям CEMA по доступу и зазору, как подробно описано в Ленточные конвейеры для сыпучих материалов, 7-е издание .
Опорная конструкция конвейера представляет собой удобную стеллажную систему для монтажа электропроводки и трубопроводов для подачи воздуха или воды в установку. Распространенное упущение — не контролировать расположение кабелепровода и трубопроводов на конвейерной конструкции. Тот факт, что эти трубопроводы и кабелепровод часто препятствуют установке и обслуживанию критически важных компонентов, таких как переключатели отклонения ремня, очистители ремня, плуги и возвратные натяжные ролики, хорошо известен.
Кабелепровод и трубопроводы редко нуждаются в обслуживании или перемещении, в то время как компоненты, которые их окружают, обычно нуждаются в частом осмотре и обслуживании. Чтобы добавить оскорбления к травмам, эти водопроводные трассы часто проходят сбоку от конвейера, где есть проход, якобы установленный для обеспечения доступа.
Рекомендация : Укажите, что участки кабелепровода и трубопроводов не должны блокировать или затруднять доступ к важным компонентам вдоль конвейера. На головном и хвостовом шкивах все кабелепроводы и трубопроводы должны быть установлены с гибкими переходниками для соединения компонентов.
На головном и хвостовом шкивах все кабелепроводы и трубопроводы должны быть установлены с гибкими переходниками для соединения компонентов.
Свободный край ленты за пределами плинтусов в зоне загрузки конвейера называется расстоянием запаивания края. Стандарт CEMA основан на том, что расстояние между внутренними размерами юбочных досок равно 2/3 ширины плоского ремня, которое не учитывает угол жесткости.Европейский стандарт основан на формуле свободного края ремня. Ни один из этих действующих стандартов не предусматривает достаточного краевого расстояния для размещения систем слежения за лентой и уплотнения, необходимых для удовлетворения сегодняшних требований по контролю за пылью и утечками. Расстояние до свободного края должно основываться на расстоянии, необходимом для надлежащего уплотнения ремня. Допуск на отслеживание ремня зависит в большей степени от конструкции и ширины поверхности шкива и существенно не меняется в зависимости от ширины ремня.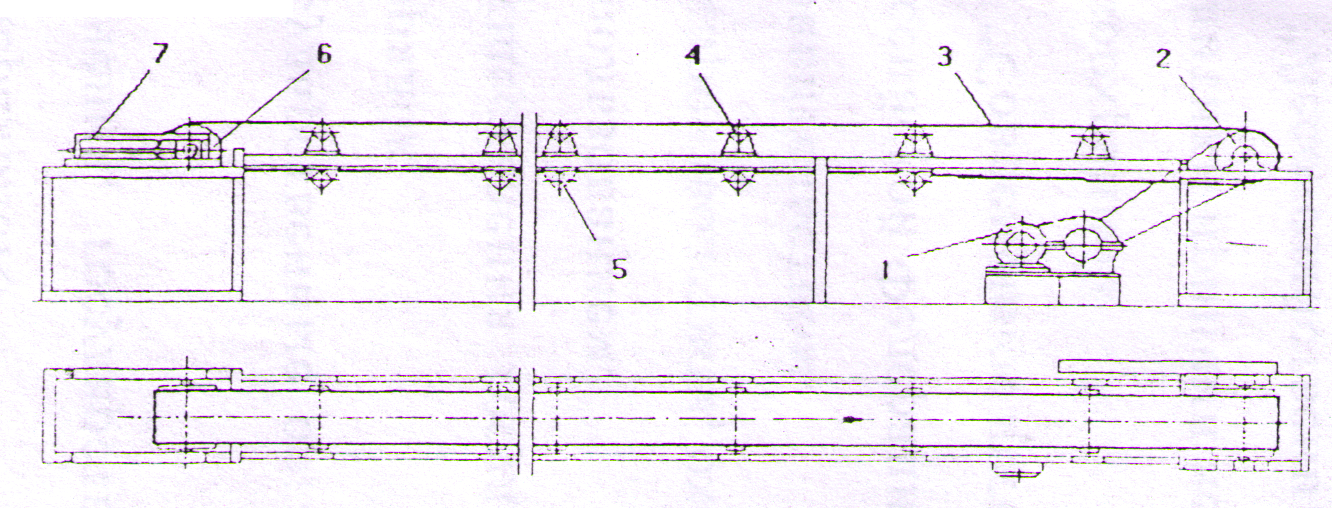
Рекомендация: Свободный край ремня, доступный для уплотнения ремня и допускающий неправильное зацепление ремня, должен быть не менее 115 мм (4.5 дюймов) независимо от ширины ремня.
7. Плохая конструкция желоба Конструкция желобаза последние годы улучшилась за счет использования программ моделирования методом дискретных элементов (DEM), но многие желоба все еще разрабатываются, а не проектируются. Однако, если свойства объемного твердого тела не определены должным образом, результаты ЦМР могут быть хуже, чем при использовании старых методов проектирования «практического опыта».
Даже если сыпучий материал точно определен, подход к проектированию структурной опоры желоба и шкивов основан в первую очередь на простоте изготовления и установки, а не на проектировании для предполагаемого использования, которое требует надлежащего доступа.Обычно А-образная опора шкива с вертикальной опорой обеспечивает лучший доступ, чем конструкция рамы стола.![]()
Рекомендация: Протестируйте сыпучий продукт и используйте свойства, которые представляют поток наихудшего случая, для проектирования желоба с использованием DEM. Спроектируйте структуру таким образом, чтобы она не препятствовала доступу к критически важным компонентам, но обеспечивала адекватный доступ для обслуживания, а также будущих обновлений.
8. Неправильная очистка ремняМожно только сделать вывод, что по мере того, как требования к пыли и разливам со временем ужесточаются, потребуются более сложные очистители ленты в большем количестве.Часто указывается недостаточное количество очистителей ленты или очистителей со слишком низкой нагрузкой. Кроме того, пространство, предусмотренное в конструкции, может не позволить надлежащую установку и обслуживание очистителей ленты.
Поставщики вынуждены соблюдать целевые цены и в конечном итоге поставляют оборудование, которое, как они знают, не будет соответствовать ожиданиям. Но игра состоит в том, чтобы сделать спецификацию достаточно расплывчатой, чтобы на поставщика можно было оказать давление с выбором: «Соблюдайте цену, или мы разработаем простой дизайн и предоставим заказчику возможность решить проблему».”
Но игра состоит в том, чтобы сделать спецификацию достаточно расплывчатой, чтобы на поставщика можно было оказать давление с выбором: «Соблюдайте цену, или мы разработаем простой дизайн и предоставим заказчику возможность решить проблему».”
Рекомендация : Включите характеристики очистки ленты в требования к конвейеру. Обеспечьте достаточное пространство для конвейеров-мусорщиков, если конструкция желоба головки такова, что не менее 3 очистителей не могут поместиться в доступном пространстве, а отходы можно улавливать в желобе с почти вертикальными стенками.
9. Подстановка скорости для ширины ленты Конвейеры обычно рассчитаны на движение со скоростью до 7.От 5 до 11,5 м / с (от 1400 до 2300 футов в минуту). В некоторых отраслях промышленности установлены максимальные скорости транспортировки, чтобы ограничить разложение сыпучих материалов и / или уменьшить пыль. Хотя эти методы уходят корнями в практический опыт, они часто растягиваются для достижения целевых цен.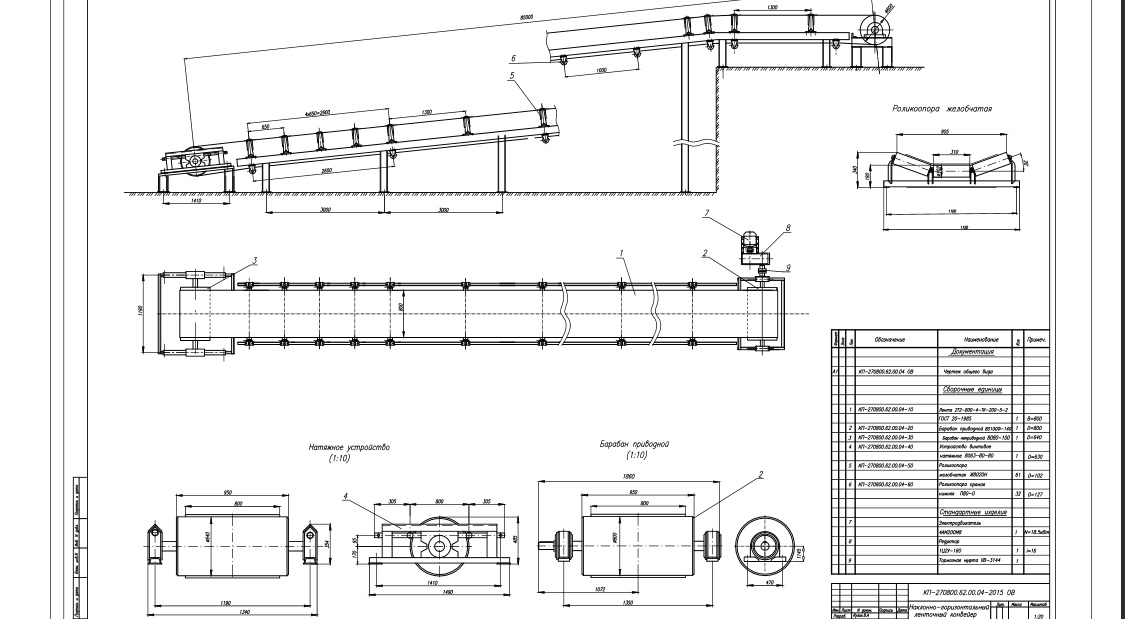 Пыль и просыпание напрямую связаны со скоростью и тоннажем ленты, в то время как износ зависит от площади потока сыпучего материала. Поэтому следует тщательно продумать компромисс между шириной и скоростью.
Пыль и просыпание напрямую связаны со скоростью и тоннажем ленты, в то время как износ зависит от площади потока сыпучего материала. Поэтому следует тщательно продумать компромисс между шириной и скоростью.
Рекомендация : Следуйте рекомендованным максимальным скоростям транспортировки, указанным в CEMA’s Ленточные конвейеры для сыпучих материалов, 7-е издание .Занижайте или увеличьте размер конвейера .
10. Отсутствие возможности обновления Когда поднимается тема модернизации системы, обычно предполагается, что скорость ленты увеличивается. Помимо привода и нескольких других компонентов, единственное, что якобы модернизируется, — это производительность в тоннах в час. Модернизация путем изменения только скорости часто приводит к снижению пропускной способности, а не к увеличению, из-за проблем с закупоркой, вызванных изменением траектории движения материала или существующим поперечным сечением желоба, создающим ограничение потока. Многие конструкции не оставляют места даже для скромных обновлений или дополнений. С минимальными усилиями на этапе проектирования и с небольшими дополнительными затратами на изготовление или установку или без них, в систему можно встроить некоторую гибкость для улучшающих производительность обновлений.
Многие конструкции не оставляют места даже для скромных обновлений или дополнений. С минимальными усилиями на этапе проектирования и с небольшими дополнительными затратами на изготовление или установку или без них, в систему можно встроить некоторую гибкость для улучшающих производительность обновлений.
Рекомендация: Используйте стандартные компоненты для достижения целевых цен, но оставьте место в конструкции для обновлений для решения проблем, чтобы соответствовать целевым показателям производства / затрат.
Заключение
Решение игнорировать эти проблемные области и закупка исключительно по цене обычно приводит к меньшей пропускной способности, чем указано, более высоким эксплуатационным расходам и расходам на техническое обслуживание, чем предусмотрено в бюджете, и снижению безопасности.Каждая из проблем, если она решена на этапах спецификации и проектирования, может быть легко обоснована на основе расчета стоимости жизненного цикла и избежания затрат. Как только эти проблемы проектирования перейдут на этапы изготовления, установки и эксплуатации, они могут быть исправлены, а могут и не быть исправлены при значительно более высоких затратах, чем если бы они были решены и профинансированы на ранней стадии проекта.
Как только эти проблемы проектирования перейдут на этапы изготовления, установки и эксплуатации, они могут быть исправлены, а могут и не быть исправлены при значительно более высоких затратах, чем если бы они были решены и профинансированы на ранней стадии проекта.
Стандарты / нормы конвейерной ленты
251: 2012
Конвейерные ленты с текстильным каркасом — ширина и длина
252: 2008
Конвейерные ленты. Адгезия между составными элементами. Метод испытаний и требования.
282: 1992
Конвейерные ленты — отбор проб
283: 2015
Текстильные конвейерные ленты. Предел прочности на разрыв и относительное удлинение по всей толщине. Технические характеристики и метод испытаний
283-1: 2001
Текстильные конвейерные ленты — Определение предела прочности на разрыв, удлинения при разрыве и удлинения при базовой нагрузке
284: 2013
Конвейерные ленты.![]() Электропроводность. Технические характеристики и метод испытаний
Электропроводность. Технические характеристики и метод испытаний
340: 2013
Конвейерные ленты. Огнестойкость. Воспламеняемость в лабораторных условиях. Технические характеристики и метод испытаний
.432: 1989
Конвейерные ленты многослойного типа — Конструкционные характеристики
433: 2017
Ленты конвейерные — Маркировка
505: 2018
Конвейерные ленты — Метод определения сопротивления разрыву текстильных конвейерных лент
583: 2007
Текстильные конвейерные ленты. Допуски по общей толщине и толщине покрытия. Методы испытаний
583-1: 2008
Ленты конвейерные с текстильным каркасом. Общая толщина и толщина элементов. Методы испытаний.
703: 2017
Конвейерные ленты. Поперечная гибкость и растяжимость. Метод испытаний
Метод испытаний
7623: 2015
Конвейерные ленты из металлокорда. Испытание связи корда с покрытием
1120: 2013
Ленты конвейерные. Определение прочности механических креплений. Метод статических испытаний.
1431: 2004
Резина — Устойчивость к озоновому растрескиванию
1554: 1999
Конвейерные ленты — Испытание на трение барабана
2148: 1974
Погрузочно-разгрузочное оборудование непрерывного действия — Номенклатура
2230: 2002
Резиновые изделия — Правила хранения
3684: 1990
Конвейерные ленты — Определение минимального шкива
3870: 1976
Конвейерные ленты (тканевый каркас) — Регулировка натяжного устройства
4195: 2012
Конвейерные ленты. Термостойкость. Требования и метод испытаний
Термостойкость. Требования и метод испытаний
4649: 2010
Определение стойкости к истиранию
4661-1: 1993
Резина вулканизированная или термопластичная. Подготовка образцов и образцов для испытаний. Физические испытания
5048: 1989
Конвейеры ленточные; расчет рабочей мощности и растягивающих усилий
5284: 1986
Конвейерные ленты — Список эквивалентных терминов
5285: 2012
Конвейерные ленты — Руководство по хранению и обращению
5293: 2008
Конвейерные ленты — Формула переходного расстояния на трех натяжных роликах одинаковой длины
5924: 1989
Огнестойкие испытания — Реакция на огонь — Дым от строительных изделий (двухкамерный тест)
7590: 2018
Конвейерные ленты из металлокорда. Методы определения общей толщины и покрытия
Методы определения общей толщины и покрытия
7622-1: 2013
Конвейерные ленты со стальным кордом. Испытание на продольное растяжение. Часть 1. Измерение удлинения.
7622-2015
Конвейерные ленты со стальным кордом. Испытание на продольное растяжение. Часть 2: Измерение прочности на разрыв
7623: 2016
Конвейерные ленты из металлокорда. Испытание связи корда с покрытием. Первоначальное испытание и после термообработки.
8094: 2013
Конвейерные ленты из металлокорда — Испытание на прочность сцепления покрытия с основным слоем
9856: 2017
Конвейерные ленты — Определение упругого и остаточного удлинения и расчет модуля упругости
10247: 1990
Конвейерные ленты. Характеристики крышек. Классификация
.10357: 1989
Конвейерные ленты — Формула переходного расстояния на трех направляющих роликах одинаковой длины (новый метод)
12881-1: 2008
Конвейерные ленты — испытание пропановой горелкой
12881-2: 2008
Конвейерные ленты — крупномасштабные испытания на воспламеняемость
12882: 2002
Ленты конвейерные общего назначения. Требования электробезопасности и пожарной безопасности
Требования электробезопасности и пожарной безопасности
13827: 2004
Конвейерные ленты из стального корда — Определение горизонтального и вертикального положения стального корда.
14890: 2013
Конвейерные ленты. Технические условия на конвейерные ленты текстильной конструкции общего назначения
14973: 2004
Ленты конвейерные для подземного использования. Требования электробезопасности и пожарной безопасности
15236-1: 2017
Ленточные конвейерные ленты общего назначения из металлокорда — Требования
15236-2: 2017
Конвейерные ленты со стальным кордом — предпочтительные типы
15236-3: 2017
Конвейерные ленты со стальным кордом. Требования безопасности при подземном использовании
16851: 2013
Ленты конвейерные текстильные. Определение бесконечной длины
Определение бесконечной длины
18573: 2012
Конвейерные ленты — Испытательная среда и кондиционирование
20238: 2017 (черновик)
Конвейерная лента — Испытание на трение барабана
22721: 2010
Текстильные конвейерные ленты для подземных горных работ
252
Прочность разделения слоев
284
Электропроводность; спецификации и метод испытаний
340
Лабораторные характеристики воспламеняемости; требования и метод испытаний.Ред. Октябрь 2013 г.
505
Метод определения сопротивления разрыву текстильных конвейерных лент
583
Ленты конвейерные текстильные; общая толщина и толщина элементов конструкции
703
Проблемы
1120
Определение прочности механических креплений; статический метод испытаний. Выпуск 2013.
Выпуск 2013.
1554
Испытание на трение барабана
3051
Канаты стальные — характеристики
7716
Изделия из резины; требования к хранению, очистке и техническому обслуживанию
9856
Определение упругого и остаточного удлинения и расчет модуля упругости
12385
Тросы стальные
12881-1
Испытание на воспламеняемость при моделировании пожара; испытание пропановой горелки
12881-2
Испытание на воспламеняемость при моделировании пожара; крупномасштабное испытание на огнестойкость
12882
Ленты конвейерные общего назначения; Требования электробезопасности и воспламеняемости.
13827
Ленты конвейерные из металлокорда; определение смещения стальных кордов
14890
Технические условия на конвейерные ленты с резиновым или пластмассовым покрытием текстильной конструкции общего назначения
14973
Ленты конвейерные подземные; Требования электробезопасности и пожарной безопасности.
15236-3
Ленты конвейерные из металлокорда; особые требования безопасности при подземном использовании
16851
Ленты конвейерные текстильные; определение бесконечной длины
16974
Конвейерные ленты. Сопротивление вдавливанию качению. Требования, испытания
.20340
Горючесть конвейерных лент; Технические характеристики и метод испытаний
22100-1
Синтетические материалы для подземного использования; требования гигиены
22101
Основы проектирования ленточных конвейеров (новая версия от дек.2011 заменяет выпуски 1982 и 2002 гг.)
22102-1
Конвейерные ленты для текстильных каркасов — Требования
22102-2
Конвейерные ленты для текстильных каркасов — Испытания
22102-3
Конвейерные ленты для текстильных каркасов — вулканизированные соединения
22103
Огнестойкие конвейерные ленты для добычи угля
22104
Антистатические конвейерные ленты; требования и тестирование
22107
Погрузочно-разгрузочное оборудование непрерывного действия; комплекты роликов для ленточных конвейеров, габаритные размеры
22109-1
Однослойные текстильные конвейерные ленты для каркасов для подземного использования — Требования
22109-2
Двухслойные резиновые конвейерные ленты для подземного использования — Требования
22109-4
Двухслойные конвейерные ленты для подземной добычи каменного угля — Требования
22109-5
Ленты конвейерные текстильные для добычи каменного угля — Маркировка
22109-6
Текстильные конвейерные ленты для добычи каменного угля — Испытания
22110
Динамические испытания соединений конвейерной ленты
22112
Ленточные конвейеры для подземной добычи угля
22117
Ленты конвейерные для добычи угля; определение предельного кислородного индекса (ПКИ)
22118
Конвейерные ленты с текстильным каркасом для использования в подземных угольных шахтах; огневые испытания
22120
Резиновый скребок для подземной добычи угля
22121
Ленточные конвейерные ленты с текстильным каркасом для добычи угля; постоянные швы
22123
Сопротивление качению конвейерных лент по вдавливанию — Требования, испытания (см. EN DIN 16974)
EN DIN 16974)
22129
Конвейерные ленты из металлокорда для подземной добычи угля
22131
Конвейерные ленты из металлокорда
22721
Текстильные конвейерные ленты для подземного использования
22123
Сопротивление качению конвейерных лент
28094
Ленты конвейерные из металлокорда; испытание прочности сцепления сердечника с покровным слоем
53504
Испытание на разрыв и относительное удлинение резины
53505
Проверка твердости резины (по Шору A и D)
53507
Испытание резины на разрыв
53513
Определение вязкоупругих свойств резины
53516
Испытание резины на истирание
1332-2000
Текстильные конвейерные ленты
1333-2000
Конвейерные ленты металлокордные
1334-2019
Испытание конвейерных лент
1334. 1-2016
1-2016
Испытание конвейерных лент — Определение длины
1334.2-2016
Испытание конвейерных лент — Определение толщины
1334.3-2016
Испытания конвейерных лент — Определение предела прочности и удлинения
1334.4-2016
Испытание конвейерных лент — Определение дефектности
1334.7-2016
Испытание конвейерных лент — Определение адгезии слоев
1334,8-2016
Испытание конвейерных лент — Определение сопротивления разрыву
1334.9-2016
Испытание конвейерных лент — Определение электрического сопротивления
1334.10-2019
Испытание конвейерных лент — Определение воспламеняемости и распространения пламени
1334.11-2016
Испытание конвейерных лент — Определение воспламеняемости и температуры поверхности, подверженной трению
1334. 12-2016
12-2016
Испытание конвейерных лент — Определение распространения горения
1334.13: 2017
Сопротивление качению конвейерных лент
3552-2016
Направляющая для сращивания конвейерных лент из металлокорда
4024.3611: 2015
Ленточные конвейеры для перевалки сыпучих материалов
4035-2016
Словарь терминов
4042.3610
Конвейеры — Общий стандарт безопасности
4076.1-2016
Определение прочности механических креплений
4606-2012
Требования к огнестойкости и антистатичности подземных лент
5145
Сопротивление качению вмятин конвейерной ленты
ГБ / т 7984-2001
Текстильные конвейерные ленты общего назначения
ГБ / т 9770-2001
Конвейерные ленты со стальным кордом общего назначения
ГБ / т 10822-2003
Огнестойкие текстильные конвейерные ленты общего назначения
HG / T 3714-2003
Маслостойкая конвейерная лента
ГБ / т 20021-2005
Конвейерные ленты термостойкие
MT 668-2008
Огнестойкие конвейерные ленты из металлокорда для подземной добычи угля
MT830-2008
Огнестойкие конвейерные ленты с текстильным армированием для подземной добычи угля
В США нет стандартов для конвейерных лент для тяжелых условий эксплуатации.
Ассоциация производителей резины США (RMA) определяет лишь несколько классов покрытия, которые широко используются.
Официально рекомендации RMA были заменены спецификациями ARPM (Ассоциация производителей резиновых изделий) в 2011 году.
Поставщики материалов для конвейерных лент
Материалы для конвейерных лент — Dura-Belt, Inc.Существуют пять основных материалов, из которых изготавливаются конвейерные ленты: термопласты, металл, резина, ткань и кожа.Пластмассы включают полиэстер, поливинилхлорид, силикон и полиэтилен. Металлы — нержавеющая и углеродистая сталь, ткань — холст или хлопок. Самый популярный материал — резиновый композит, потому что он гибкий, прочный, гладкий и бесшовный.
В нем также нет отверстий или отверстий. Для повышения прочности многие материалы ремня содержат добавки, в том числе ткань, сталь, полиэстер или стекловолокно. Многие плоские ленты фактически состоят из основного материала и покрытия. Эти ленты входят в состав многих различных типов конвейеров, включая желобчатые, наклонные, горизонтальные, пищевые и подвесные конвейеры, но они не используются в цепных, пневматических или винтовых конвейерах.
Эти ленты входят в состав многих различных типов конвейеров, включая желобчатые, наклонные, горизонтальные, пищевые и подвесные конвейеры, но они не используются в цепных, пневматических или винтовых конвейерах.
Выбор правильного материала для ремня является наиболее важной спецификацией, связанной с конвейерными системами, поскольку неправильный материал может снизить производительность или безопасность рабочих.
Конвейерные системы, особенно на производственных предприятиях, перемещаются в самых разных средах.Например, конвейеры сборочной линии могут проходить через печь, машину для мойки подводных деталей или какие-то второстепенные операции, такие как покраска. Следовательно, они должны быть прочными, долговечными и способны выдерживать эти суровые условия на постоянной и регулярной основе.
Ленты, на которых транспортируются ингредиенты, сырье и готовые неупакованные товары на предприятиях по переработке пищевых продуктов и напитков, изготавливаются либо из нержавеющей стали, либо из термостойкой, незагрязняющей пластмассы. Они должны быть одобрены FDA или USDA и легко очищаться и дезинфицироваться.Такие материалы, как некоторые твердые пластмассы или металл, не обладают гибкостью, необходимой для транспортировки, что требует изгиба ленты, поскольку они находятся на непрерывной петле вокруг двух наборов роликов.
Они должны быть одобрены FDA или USDA и легко очищаться и дезинфицироваться.Такие материалы, как некоторые твердые пластмассы или металл, не обладают гибкостью, необходимой для транспортировки, что требует изгиба ленты, поскольку они находятся на непрерывной петле вокруг двух наборов роликов.
В этих ситуациях мелкие детали сцепляются вместе или переплетаются, чтобы изгибаться и скручиваться. Однако они, как правило, имеют отверстия или трещины и не являются гладкими или водонепроницаемыми. Они не предназначены для переноски мелких предметов или предметов неправильной формы, а также продуктов в сумках, которые могут провиснуть или выпасть из трещин.
конвейерная лента стандартные характеристики
Руководство по продукту — Bando USA
Стандартные конвейерные ленты* Добавьте дополнительную длину 0,4% к значению в таблице выше в качестве хода намотки. Технические характеристики Конвейерная лента для упаковки Структура поперечного сечения
Конвейерные ленты Спецификация продукта HIC Manufactured
ð Огнестойкие конвейерные ленты с резиновыми покрытиями толщиной 3 x 3 мм мин. и выше ð Транспортерные ленты Rough Top 3-х слойные с ершиком 3 мм мин. толщина сверху до 1000 мм W ð Конвейерные ленты бесконечного размера до 90 м макс.одинарная длина ð Элеваторные резиновые ленты в 2 рулонах одинаковой длины ð Конвейерные ленты из ПВХ для пищевых продуктов шириной до 2000 мм W
и выше ð Транспортерные ленты Rough Top 3-х слойные с ершиком 3 мм мин. толщина сверху до 1000 мм W ð Конвейерные ленты бесконечного размера до 90 м макс.одинарная длина ð Элеваторные резиновые ленты в 2 рулонах одинаковой длины ð Конвейерные ленты из ПВХ для пищевых продуктов шириной до 2000 мм W
NHM-10EKBV 07 Лист данных — Habasit America — Лента N Line для
home спецификации продуктов и услуг конвейерные ленты habasit america Ленточный конвейер для транспортировки общего назначения — NHM-10ekbv 07 Контактная информация Habasit America
ISO — 53.040.10 — Конвейеры
Стандартные и / или проектные конвейерные ленты — Электропроводность — Спецификация и оборудование для испытаний сыпучие материалы
Лист технических данных и инструкции по профилю конвейерной ленты
Заголовок: Лист технических данных и инструкции по профилю конвейерной ленты.cdr Автор: Peg Anthony Дата создания: 13.04.2016, 10:12:22
8 основных типов конвейерных лент и их применение Блог
Конвейерные ленты с металлическими выступами — Эта конкретная конвейерная лента оснащена металлическими выступами для улучшения обращаться со сложными машинами и их частями. Конвейерные ленты узкой ширины — этот тип конвейерной ленты является лучшим выбором для работы с небольшими предметами. Конвейерные ленты с задней подсветкой — они поставляются с осветительной арматурой на ленте, чтобы обеспечить высокое качество.
Конвейерные ленты узкой ширины — этот тип конвейерной ленты является лучшим выбором для работы с небольшими предметами. Конвейерные ленты с задней подсветкой — они поставляются с осветительной арматурой на ленте, чтобы обеспечить высокое качество.
.Стандартные спецификации Конвейерная лента Flexowell состоит из гофрированных боковых стенок и планок корпуса ремня. Ниже показаны стандартные комбинации трех частей. Единица измерения мм. Примечание. Мы можем изготовить конвейерную ленту другой ширины, кроме указанной выше. Проконсультируйтесь с нами.
Конвейерная лента — Википедия
Исключением из стандартной конструкции ленточного конвейера является конвейер с сэндвич-лентой. Конвейер с сэндвич-лентой использует две конвейерные ленты вместо одной. Эти две обычные конвейерные ленты расположены лицом к лицу, чтобы надежно удерживать предметы, которые переносятся в трюме типа «сэндвич».
Ленточный конвейер ISO — поиск стандартов 360
Этот стандарт устанавливает минимальные требования безопасности жизненного цикла для ленточных конвейеров для обработки сыпучих материалов, которые дополняют общие требования AS / NZS 4024.3610. Он также содержит требования к системам, состоящим из нескольких конвейеров, и предназначен для использования …
PDF Руководство по проектированию конвейерных лент Prabir Datta — Academia.edu
24/05/2004 Руководство по проектированию конвейерных лент Dunlop Страница 6 из 33 Эффективное натяжение представляет собой сумму этих четырех компонентов Te = Tx Ty Tz Tu Tx = 98G x fx x Lc Tz = 98Q x H Различные конвейерные аксессуары, которые добавляют сопротивление движению ленты, входят в стандартную комплектацию большинства конвейеров.
ISO — 53.040.20 — Компоненты для конвейеров
Конвейерные ленты — Спецификация для конвейерных лент с резиновым или пластмассовым покрытием текстильной конструкции общего назначения — Техническое исправление 1 95..jpg) 99 ISO / TC 41 / SC 3
99 ISO / TC 41 / SC 3
IS 11592 2000: Выбор и Конструкция ленточных конвейеров Стандарт
может применяться к ремням любой ширины при наличии технических данных. При подготовке этого стандарта помощь была получена из следующих источников: ISO 5048: 1989 Механическое погрузочно-разгрузочное оборудование непрерывного действия — Ленточные конвейеры с транспортировкой
Резиновая конвейерная лента EP Нейлоновые растягивающие ленты
Стандартные стандартные конвейерные ленты шириной разной толщины произведено, мм: 500600650800 1000 1200 1400 1600 1800 2000.Пропускная способность конвейера с резиновой лентой шириной 800 мм составляет примерно 140 тонн в час при скорости ленты 45 метров в минуту.
Конвейерные ленты McMaster-Carr
Эти текстурированные ремни, которые часто используются на токарных станках и конвейерах, удерживают нагрузки лучше, чем стандартные круглые ремни, что предотвращает проскальзывание тяжелых грузов. Скрученные круглые ремни с быстросъемным крючком Устанавливайте эти ремни, не разбирая приводные валы — зацепите концы вместе с прикрепленным соединителем из нержавеющей стали.
SAW-5E Лист данных — Habasit America — Стандартная конвейерная лента
Конвейерные и технологические ленты из ПВХ: Подгруппа продукта: Стандартные конвейерные ленты: Основные сегменты отрасли: Распределительные центры; Обработка материалов; Сортировка посылок; Почтовая / почтовая сортировка: Поясные приложения: Застежка на ленту; Ленточный конвейер общего назначения; Индукционный ремень; Сортировочная лента; Передаточная лента: Особые характеристики: Поверхность с высоким захватом: Режим использования / транспортировка
ЛИСТ ТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК КОНВЕЙЕРА — Whitham Mills
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ КОНВЕЙЕРА: Ленточные конвейеры Цепные и ленточные конвейеры средней грузоподъемности C6K Стандартная ширина 600 мм Ширина 900 мм Легкие быстро движущиеся продукты 900 мм Подходит для измельченная бумага и легкий пластик 1200 мм 1200 мм 1500 мм 1500 мм Тканевые задние резиновые ремни Цепи 6000 фунтов Дополнительные шевроны или выступы Резиновые ремни 6 мм и скосы 50 мм
ПЛОСКИЙ ПРОВОЛОЧНЫЙ КОНВЕЙЕРНЫЙ РЕМЕНЬ ТЕХНИЧЕСКОЕ РУКОВОДСТВО
2 Разделите ширину ремня B в дюймах на 6 и добавьте 1 . Большее из двух чисел — это минимальное количество необходимых звездочек. Однако эти нагрузки являются ограничением прочности ленты, поскольку зубья звездочки могут выдерживать гораздо более тяжелые нагрузки, чем конвейерная лента. В идеале для максимального срока службы ремня и звездочки указанные выше пределы нагрузки следует уменьшить на 25%.
Большее из двух чисел — это минимальное количество необходимых звездочек. Однако эти нагрузки являются ограничением прочности ленты, поскольку зубья звездочки могут выдерживать гораздо более тяжелые нагрузки, чем конвейерная лента. В идеале для максимального срока службы ремня и звездочки указанные выше пределы нагрузки следует уменьшить на 25%.
PDF РУКОВОДСТВО ПО КОНВЕЙЕРНОЙ СИСТЕМЕ 黒 澤 パ レ ワ Parewa — Academia.edu
14890: 2013 Конвейерные ленты — Спецификация для конвейерных лент текстильной конструкции общего назначения 14973: 2004 Конвейерные ленты для подземного использования — Требования электробезопасности и пожарной безопасности 15236-1 : 2017 Стальные конвейерные ленты общего назначения — Требования 15236-2: 2017 Стальные конвейерные ленты — Предпочтительные типы 15236-3: 2017 Сталь
Стандарты / нормы конвейерных лент
Конвейерные ленты с текстильным каркасом — Ширина и длина.252: 2008. Конвейерные ленты. Адгезия между составными элементами. Метод испытаний и требования. 282: 1992. Конвейерные ленты — Отбор проб. 283: 2015. Текстильные конвейерные ленты — Предел прочности на разрыв и удлинение по всей толщине — Характеристики и метод испытаний. 283-1: 2001
282: 1992. Конвейерные ленты — Отбор проб. 283: 2015. Текстильные конвейерные ленты — Предел прочности на разрыв и удлинение по всей толщине — Характеристики и метод испытаний. 283-1: 2001
Портфолио конвейерных лент REMA TIP TOP DBP
Ленты для труб и туннелей REMA TIP TOP DBP Портфолио конвейерных лент Стандартные конвейерные ленты, начиная с EP 400 и заканчивая EP 1000, сразу же доступны на наших местных складах и в логистических центрах.REMA TIP TOP не только поставляет продукцию, мы также проектируем, устанавливаем фабрику и обслуживаем вашу систему транспортировки и обработки материалов:
Ленточный конвейер для сыпучих материалов, спецификация
Компания Martin также поставляет компоненты загрузочного желоба конвейерной ленты. Приведенная ниже спецификация ленточного конвейера является образцом и предназначена только для справки. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЛЕНТОЧНОГО КОНВЕЙЕРА ДЛЯ ОБРАЗЦОВ ABC CORPORATION P.O. Box 112233 Pleasantville MI 54307 Внимание: г-н Менеджер проекта 1.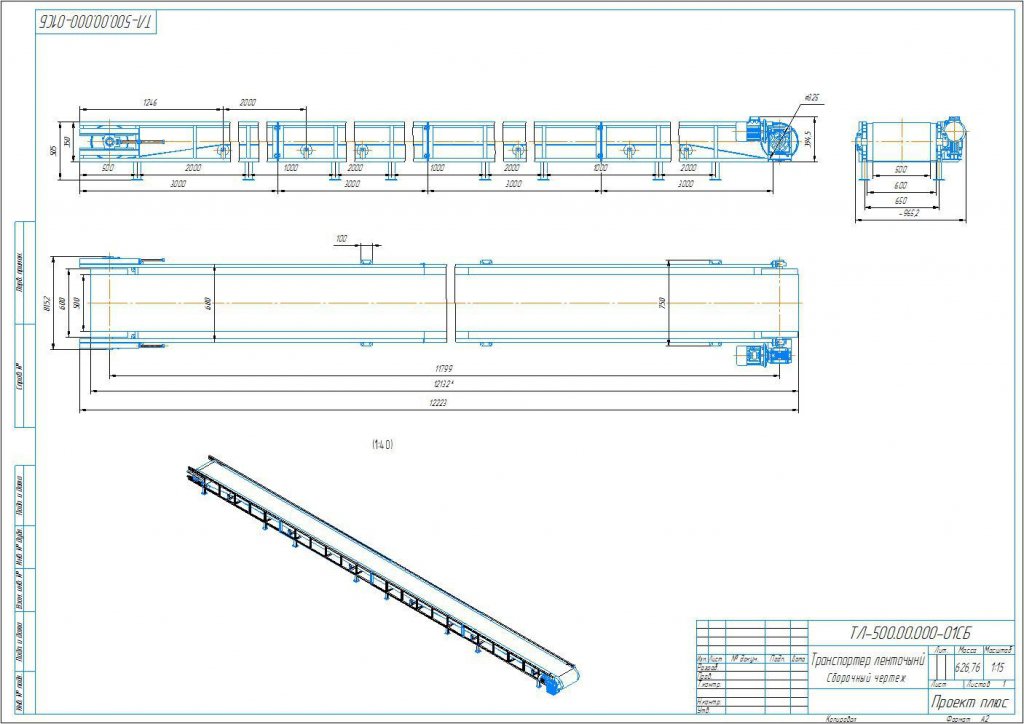 0 ОБЩИЕ ПОЛОЖЕНИЯ 1.1 НАЗНАЧЕНИЕ И ОБЪЕМ
0 ОБЩИЕ ПОЛОЖЕНИЯ 1.1 НАЗНАЧЕНИЕ И ОБЪЕМ
Спецификация — Cisco-Eagle Inc.
Ленточные конвейеры предлагают широкий выбор материалов и вариантов текстуры поверхности. Прочтите наше руководство по выбору ремня для получения информации о нагрузках и многом другом. Ленточные конвейеры используются в приложениях, где грузы нуждаются в большей поддержке, чем ролики могут дать им, как правило, для таких вещей, как картонные коробки с неровным дном, компоненты пакетов и аналогичные грузы.
Спецификация конвейерной ленты — Разработка стандартов для поиска 360
DIN EN ISO 14890 — Конвейерные ленты — Спецификация для конвейерных лент с резиновым или пластмассовым покрытием текстильной конструкции общего назначения ISO 14890: 2013 1 июня 2013 — DIN Этот международный стандарт определяет требования к покрытым резиной и / или пластмассой конвейерной ленте текстильной конструкции для общего использования на плоской или желобчатой поверхности
Текстильные конвейерные ленты Плоский ленточный конвейер качества RMA
Текстильные конвейерные ленты Стандарт RMA С современным производственным оборудованием и современным оборудованием сильные научно-исследовательские и опытно-конструкторские работы, такие как передовая технология составления резиновых смесей и строгая программа обеспечения и контроля качества, наш ведущий китайский завод гарантирует стабильное качество нашей продукции.
Концевые ленточные конвейеры с концевым приводом серии 3200
Концевые ленточные конвейеры с концевым приводом серии 3200 с плоскими и клиновидными ленточными конвейерами Характеристики опоры конвейера: Максимальные расстояния: K = 24 дюйма 610 мм Приводной конец L = 12 футов 3658 мм M = 36 дюймов 914 мм Нижний конец Рис. 2 Рис. 2 Технические характеристики: * Подробную информацию см. В Каталоге заказа и технических характеристик. K L M Ширина конвейера Ссылка WW 04 06 08 10 12 18 24 30 36 48
Шкив ленточного конвейера Технические характеристики Промышленные
Шкив конвейера Технические характеристики ПРОМЫШЛЕННОЕ ОБОРУДОВАНИЕ HIC Производство.Универсальные конвейерные шкивы обеспечивают непрерывную работу с увеличенным сроком службы подшипников и сниженным энергопотреблением за счет того, что кожух изготовлен из толстых труб или изготовлен из стальных пластин валы шкивов из углеродистой стали, обработанные с соответствующим отверстием, и шпоночные конические втулки также предлагаются в качестве опции
СТАНДАРТЫ НАПРАВЛЯЮЩИХ КОНВЕЙЕРОВ — TotalWEB Lite
Существующий южноафриканский стандарт охватывает габаритные характеристики как несущих боковых, так и возвратных роликов конвейеров для ширины ленты от 400 мм до 2400 мм. Рассмотрены следующие типы холостых. 2.2.1 3 роликовых желоба и ударных как в офсетной, так и в линейной конфигурации. СМЕЩЕННАЯ КОНФИГУРАЦИЯ. В ЛИНИИ КОНФИГУРАЦИИ. 3-ВАЛКОВЫЙ НАБОР. OFFSET
Рассмотрены следующие типы холостых. 2.2.1 3 роликовых желоба и ударных как в офсетной, так и в линейной конфигурации. СМЕЩЕННАЯ КОНФИГУРАЦИЯ. В ЛИНИИ КОНФИГУРАЦИИ. 3-ВАЛКОВЫЙ НАБОР. OFFSET
СТАНДАРТЫ НА ШКИВ КОНВЕЙЕРА — ВОЗМОЖНОЕ РЕШЕНИЕ
свидетельствует о том, что ширина ленты не всегда совпадает с шириной ленты, используемой в других странах. Из Стандартной спецификации SABS для конвейерных лент, армированных стальным кордом, мы можем определить предпочтительную ширину ленты, используемой на рынке Южной Африки. Используя их как основу и табулируя различную ширину лица, мы приходим к следующей таблице Таблица 3.
Конвейерные ленты общего назначения «Конвейерные ленты для тяжелых условий эксплуатации
Конвейерная лента из полиэстера, также называемая конвейерной лентой EP или PN, чей устойчивый к натяжению корпус состоит из холста, сотканного из полиэстера по основе и полиамида по утку. Лента имеет характеристики низкого удлинения по основе и хорошей проходимости по утку, хорошей водостойкости, хорошей прочности во влажном состоянии, подходит для средних длинных расстояний и тяжелых нагрузок
Конвейерные ленты для инженерных работ
Технические таблицы для проектирования конвейерной ленты. Рейтинг пояса. EP 400/2. EP 800/2. EP 400/3. EP 630/3. EP 500/4. EP 1000/4. EP 800/5
Рейтинг пояса. EP 400/2. EP 800/2. EP 400/3. EP 630/3. EP 500/4. EP 1000/4. EP 800/5
БРОШЮРА СПЕЦИФИКАЦИИ ЛЕНТЫ — Конвейерные ленты
Для конвейерных лент до типа EP 1000/4 при низких нагрузках в температурном климате. Y 20 400 150 Для конвейерных лент типа EP500 / 3 при высоких нагрузках в условиях температурного климата. X 25 450 120 Для конвейерных лент типа EP 500/3 при высоких нагрузках в засушливом влажном и альтернативном климате. W 18 400 90 Для конвейерных лент от EP 500/3 до
Листы с каталогом конвейеров Hytrol Спецификации Hytrol для
Листы с каталогом технических характеристик конвейеров Hytrol для конвейеров Hytrol.Эти листы включают чертежи веса и все необходимые размеры для конвейеров Hytrol стандартного размера. С любыми вопросами обращайтесь в Cisco-Eagle. Смотрите прямые ссылки на эти конвейеры ниже, чтобы посмотреть подробные видео с ценами и многое другое. Конвейеры гравитационные; Конвейеры роликовые приводные
PRE Post: бирмингемская диаграмма вертикальных фрезерных станковNEXT Post: объясните о вибрационной просеивающей машине
Авторские права © 2021.