HIPS филамент для 3D-печати, как печатать пластиком ХИПС
Продолжая обсуждать пластик для 3D-печати, давайте обратим внимание на HIPS. Какие у него характеристики? Для чего он лучше всего подходит? Зная ответы на эти вопросы, а также некоторые нюансы, о которых будет рассказано ниже, можно пополнить свой арсенал знаний о 3D-печати, что поможет в конечном итоге добиваться оптимальных результатов. Итак, что же такое HIPS?
Состав филамента HIPS
Высокопрочный полистирол (high-impact polystyrene, HIPS) — термопластичный полимер. Его получают, добавляя во время полимеризации полибутадиен к полистиролу. В результате образования химических связей полистирол приобретает эластичность бутадиенового каучука, и получается высококачественный прочный и упругий филамент.
Достоинства HIPS как материала для печати
Многие характеристики HIPS похожи на характеристики ABS, PLA или SBS, однако отличаются в лучшую сторону:
- Материал не поглащает влагу, лучше переносит условия внешней среды, не подвержен разложению.
 Дольше хранится в открытом состоянии без упаковки.
Дольше хранится в открытом состоянии без упаковки. - Мягкий, лучше поддается механической постобработке.
- Легкость и низкое водопоглощение позволяют при соблюдении определенных условий создать не тонущий в воде объект.
- Неокрашенный HIPS имеет ярко-белый цвет, что дает ему эстетические преимущества. Матовая фактура визуально сглаживает слои и шерошоватости печати.
- Из него производится пластиковая посуда. Еще более важно то обстоятельство, что он безвреден для людей и животных и является неканцерогенным.
 Дольше хранится в открытом состоянии без упаковки.
Дольше хранится в открытом состоянии без упаковки.Применение HIPS в качестве основного материала печати
После того как объект из HIPS распечатан, его можно шлифовать, грунтовать и красить, чтобы придать ему желаемый вид. Если сравнивать характеристики HIPS на этом последнем этапе, то нельзя не отметить, что все процедуры, связанные с постпроцессингом – доводка, шлифовка, полировка и т.п., – выполняются на этом материале исключительно легко. Получающиеся детали и объекты, которые созданы с использованием только этого филамента, прочны и в меру пластичны и, кроме всего прочего, довольно легкие. HIPS более мягкий и гладкий материал, его легче обрабатывать механическим способом, в отличии от PLA или ABS. При использованиии HIPS пластика рекомендуем включать обдув (охлаждение) сопла, это позволит слоям застывать ровно, отпечатанная поверхность будет более гладкой.
HIPS более мягкий и гладкий материал, его легче обрабатывать механическим способом, в отличии от PLA или ABS. При использованиии HIPS пластика рекомендуем включать обдув (охлаждение) сопла, это позволит слоям застывать ровно, отпечатанная поверхность будет более гладкой.
Модели распечатаны HIPS-пластиком
HIPS как материал поддержки, растворимость HIPS
HIPS растворим в лимонене – бесцветном жидком углеводороде с сильным запахом цитрусовых. Поскольку они (HIPS и лимонен) никак не взаимодействуют с ABS, то HIPS великолепно подходит для изготовления поддержек, и по сравнению с PVA получается значительно дешевле.
Если у принтера два экструдера, достаточно просто поставить катушку ABS и катушку HIPS, и все готово для печати замысловатых конструкций, получить которые с другим материалом для поддержек было бы затруднительно. Кстати у нас вы можете приобрести пробный образец этого материала, HIPS-пробник длиной 10 метров.
Распечатанный на 3D-принтере объект из ABS с поддержками из HIPS
Хорошо, когда печать ведется разными цветами: в процессе удаления поддержек из HIPS это поможет убедиться, что они растворились полностью и остался только ABS-объект.
Что обычно делают из HIPS в промышленном производстве
Очень часто из HIPS делают игрушки, а также упаковку и хозяйственные принадлежности, бытовую технику. Поскольку материал безвреден, из него нередко изготавливают одноразовые столовые приборы, а также тарелки и стаканчики.
Экструдирование филамента HIPS (параметры печати)
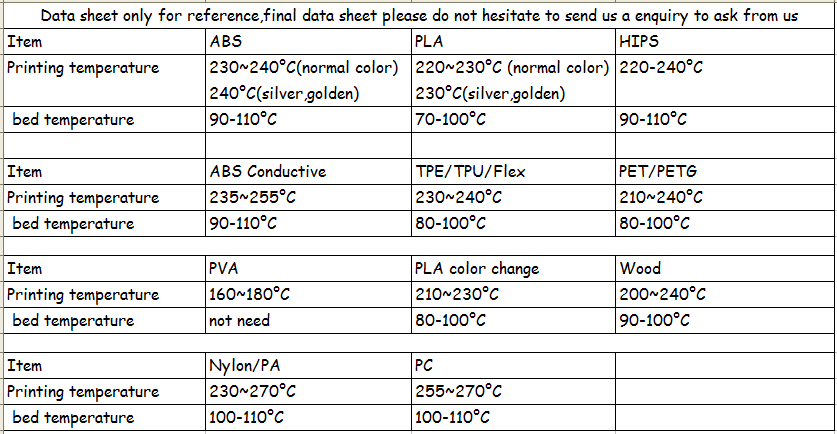
Правильная температура для работы с любыми филаментами у разных принтеров разная, но начать эксперименты лучше с 230-260° C. Если у принтера платформа с подогревом, при печати HIPS выставьте на ней температуру 100° C – это поможет получать более ровные и цельные объекты. Кроме того, чтобы сделать все еще лучше, попробуйте наклеить на платформу полиамидную (каптоновую) ленту так, чтобы ее полоски не пересекались.
Меры предосторожности при работе с HIPS
Несмотря на то, что HIPS нетоксичен, во время его экструдирования выделяются вещества, которые могут вызвать раздражение дыхательных путей и глаз, поэтому печатать рекомендуется в хорошо проветриваемом помещении.
Если платформа принтера открыта, следует обеспечить соответствующую вентиляцию и всегда работать с исключительной осторожностью. Незащищенный контакт с нагретым веществом может привести к серьезным ожогам кожи.
описание, параметры печати, хранение и постобработка материала
В современной промышленности полистирол — один из наиболее распространенных полимеров, применяемый в производстве бытовой техники, хозяйственных принадлежностей, упаковки и тары, включая пищевую. В 3D-печати полистирол играет еще одну важную роль в качестве опорного материала при работе с популярным АБС-пластиком.
Основные преимущества и недостатки HIPS
Чистый полистирол весьма хрупок, поэтому обычно его комбинируют с полибутадиеном или другими синтетическими каучуками, повышающими эластичность итогового материала, называемого уже ударопрочным полистиролом (High Impact Polystyrene или HIPS). В 3D-печати HIPS в основном применяется для выращивания опорных структур. Тем не менее, этот материал хорошо подходит для прототипирования и производства конечных изделий.
Ударопрочный полистирол хорошо шлифуется и поддается покраске акриловыми красками, а также многократной переработке без значительной деградации физико-механических свойств. Этот полимер стоек к щелочам, кислотам и минеральным маслам, но уязвим ко многим растворителям, в том числе лимонену. Именно последняя особенность делает его привлекательным в качестве опорного материала в связке с одним из наиболее популярных пластиков в сфере 3D-печати — акрилонитрилбутадиенстиролом или АБС.
3D-печатная деталь из АБС с поддержками из ударопрочного полистирола до и после удаления
HIPSВо время 3D-печати АБС и полистирол хорошо слипаются между собой, но лимонен на АБС не действует. При наличии 3D-принтера с двумя экструдерами это позволяет печатать детали из АБС c внутренними полостями, нависающими под большими углами частями и тонкими, хрупкими элементами, используя для поддержки полистирол. По завершении 3D-печати полистирол растворяется в лимонене, и остается готовое изделие из АБС без необходимости в ручном удалении опорных структур, чреватого повреждением модели. 2
2
HIPS: рекомендации по подготовке к 3D-печати
Настройки для 3D-печати полистиролом довольно схожи с настройкам для АБС, хотя полистирол экструдируется при несколько более низких температурах. HIPS тоже сильно подвержен термоусадке, поэтому настоятельно рекомендуется печатать в термокамерах, с подогревом столика и без обдува слоев — точно так же, как АБС, что упрощает одновременную работу с этими двумя материалами.
Для повышения адгезии с рабочей поверхностью можно использовать каптоновую пленку, полиэфиримидные покрытия, лаки и клеи, например наш универсальный состав The3D. Дополнительно, для борьбы с отклеиванием первых слоев можно печатать на рафтах или с юбками.
Процесс удаления опорных структур из HIPS с помощью лимонена
Если HIPS используется для построения опорных структур, по завершении 3D-печати необходимо дождаться полного остывания модели, и только после этого приступать к химической обработке — выдержке модели в лимонене. Так как лимонен стоит достаточно дорого, ради экономии можно отделять большие куски полистирола вручную, а затем растворять остатки.
Так как лимонен стоит достаточно дорого, ради экономии можно отделять большие куски полистирола вручную, а затем растворять остатки.
Рекомендуемые настройки для 3D-печати материалом REC HIPS:
- Температура сопла: 220-235°C
- Температура стола: 90-110°C
- Обдув не рекомендуется
- Рекомендуемые адгезионные средства: клей The3D
- Минимальный диаметр сопла: 0,1 мм
Хранение HIPS
Ударопрочный полистирол демонстрирует очень низкую гигроскопичность, так что проблем с закипанием пластика из-за набранной влаги возникать не должно. Тем не менее, неиспользуемый филамент желательно хранить в герметичных пакетах или контейнерах с силикагелем, так как это защитит материал от накапливания если не влаги, то пыли, способной образовывать нагар в хотэнде и пробки в соплах.
При необходимости полистирол можно просушить непосредственно перед 3D-печатью, используя фруктосушилку, электрическую духовку или специализированное оборудование, а для очистки от пыли пропускать филамент через простой поролоновый фильтр по пути от катушки к хотэнду.
Подробно о хранении и сушке филаментов из различных пластиков рассказывается в отдельных статьях по ссылкам ниже:
Хранение филамента
Сушка пластика
Постобработка HIPS
HIPS хорошо и легко шлифуется, грунтуется и красится. Что касается химической обработки, для сглаживания поверхностей можно использовать лимонен, сольвент, дихлорметан или ацетон, но с одной оговоркой: как упоминалось выше, для удаления опорных структур из полистирола необходимо использовать именно лимонен, так как он не действует на АБС, служащий основным материалом. Остальные перечисленные растворители реагируют и с полистиролом, и с АБС, а потому не подходят для удаления поддержек. При использовании растворителей не забывайте соблюдать технику безопасности: работайте в хорошо вентилируемых помещениях вдали от источников открытого пламени и используйте защиту для рук и глаз.
Безопасность REC HIPS
В общем и целом, ударопрочный полистирол считается безопасным материалом и даже широко применяется в производстве пищевой упаковки и тары, например одноразовой посуды. 3)
3)
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Испытания REC HIPS
Наша компания последовательно проводит испытания выпускаемых филаментов для 3D-принтеров. С отчетами об испытаниях* REC HIPS можно ознакомиться по ссылкам ниже:
На ударную вязкость по Шарпи
На изгиб
На разрыв вдоль слоев
На разрыв поперек слоев
На сжатие
*все испытания проводились на напечатанных образцах с толщиной слоя 0.2мм
Руководство по 3D-печати Ultimate HIPSВсем привет! Это Top 3D Shop с еще одним информативным дополнением о материалах для печати на 3D-принтерах FFF/FDM. На этот раз мы расскажем вам все, что вам нужно знать, чтобы преуспеть в 3D-печати с помощью HIPS.
В этой статье мы предоставим вам оптимальные настройки для печати с помощью HIPS на популярных 3D-принтерах FDM, рассмотрим самые популярные проблемы и их решения, а также покажем вам некоторые из наиболее аккуратно выглядящих моделей на основе HIPS. Прочтите руководство, чтобы получить более глубокие знания о материале и узнать, как организовать рабочий процесс эффективным и рациональным способом.
Прочтите руководство, чтобы получить более глубокие знания о материале и узнать, как организовать рабочий процесс эффективным и рациональным способом.
О HIPS
История
Источник: thinkco.com
«HIPS» означает ударопрочный полистирол. Это один из самых универсальных и экономичных пластиков для 3D-печати, доступных на современном рынке. Материал был обнаружен еще в 1839 году немецким аптекарем Иоганном Эдуардом Симоном. Все началось с его решения дистиллировать маслянистое вещество, которое он синтезировал из смолы дерева Sweetgum, известного как Storax (Стиракс). Через несколько дней после синтеза, к своему изумлению, он обнаружил, что созданный им стирол загустел в желеобразное вещество, которое он первоначально назвал «оксидом стирола».
Источник: thinkco.com
Но только почти столетие спустя профессионалы наконец осознали весь свой потенциал и начали использовать этот материал в промышленных целях. Первой компанией, которая использовала его, была IG Farben, известный немецкий химический и фармацевтический конгломерат. Дело в том, что чистый полистирол достаточно хрупок и в исходном состоянии непригоден для многих промышленных применений. Поэтому его приходится комбинировать с полибутадиеном или каучуком, чтобы создать сополимер и сделать его намного прочнее, то есть превратить чистый полистирол в HIPS.
Первой компанией, которая использовала его, была IG Farben, известный немецкий химический и фармацевтический конгломерат. Дело в том, что чистый полистирол достаточно хрупок и в исходном состоянии непригоден для многих промышленных применений. Поэтому его приходится комбинировать с полибутадиеном или каучуком, чтобы создать сополимер и сделать его намного прочнее, то есть превратить чистый полистирол в HIPS.
Источник: hrjsurgicals.com
Таким образом, HIPS стал более экономичным решением для продуктов, которые ранее изготавливались из штампованной оцинкованной стали. В настоящее время этот материал используется для производства автомобильных деталей, электронных приборов, корпусов для ноутбуков, стаканчиков для безалкогольных напитков, пластиковых столовых приборов, упаковки для пищевых продуктов и множества других продуктов.
Чтобы получить точное представление о том, как выглядят продукты HIPS, представьте баночку из-под йогурта. Большинство банок изготовлено из этого материала, потому что он прочный, влагостойкий и безопасный для пищевых продуктов. Кроме того, HIPS легко поддается термоформованию и на 100 % пригоден для вторичной переработки.
Кроме того, HIPS легко поддается термоформованию и на 100 % пригоден для вторичной переработки.
Особенности
Источник: airwolf3d.com
HIPS — это легкий ударопрочный термопластик, который придает моделям, изготовленным из него, аккуратный внешний вид. Это более легкий аналог ABS, который легко шлифуется, полируется и окрашивается акриловыми красками. Кроме того, он может многократно подвергаться плавлению и закалке без потери механических свойств.
Основные характеристики HIPS:
- Плотность: 1,04 г/см³;
- Прочность, гибкость и ударопрочность;
- Усадка и деформация: от минимальной до нормальной;
- Прочный в нормальных условиях;
- Безопасен для людей и животных;
- Не содержит канцерогенов;
- Растворим в D-лимонене;
- Температура плавления: 180-260 °С;
- Температура стеклования: 100 °C;
- Модуль упругости при растяжении: 1,55 ГПа;
- Прочность на растяжение: 22 МПа;
- При нагревании выделяет опасные химические вещества;
- Экономичный;
- Водонепроницаемый.

Плюсы и минусы
Источник: all3dp.com минеральные масла и растворимость в D-лимонене.
С другой стороны, этот легковоспламеняющийся материал при нагревании выделяет токсичный стирол и обладает плохой устойчивостью к растворителям. Кроме того, при работе с материалом необходимо использовать умеренно токсичный D-лимонен.
Правила безопасности
Источник: all3dp.com Поэтому настоятельно рекомендуется размещать принтер в хорошо проветриваемом помещении, а также соблюдать как электрические, так и противопожарные правила и правила безопасности во время печати.
HIPS в 3D-печати: подробный обзор
Источник: all3dp.com На самом деле HIPS обладает превосходной ударопрочностью и более легким весом. Материал легко окрашивается, подвергается последующей обработке и совместим с множеством клеев. Более того, HIPS соответствует требованиям FDA, что означает, что материал безопасен для прямого контакта с пищевыми продуктами. В 3D-печати HIPS в основном используется в качестве вспомогательного материала, поскольку он растворяется в D-лимонене. Это полностью исключает необходимость удаления всех ненужных деталей (например, опор) с абразивами, режущими инструментами и другими инструментами, которые могут повредить конечный продукт.
Источник: all3dp.com
Несмотря на то, что ударопрочный полистирол в основном используется в качестве материала для печати опор, его все же можно успешно использовать как независимый материал для создания прочных, точных и точных по размерам 3D-печатных моделей. . Фактически, современный рынок аддитивного производства предлагает широкий выбор нитей на основе HIPS. Существуют прозрачные, матовые, белые, цветные и флуоресцентные катушки с нитью, которые можно использовать как на 3D-принтерах с одним, так и с двумя экструдерами.
. Фактически, современный рынок аддитивного производства предлагает широкий выбор нитей на основе HIPS. Существуют прозрачные, матовые, белые, цветные и флуоресцентные катушки с нитью, которые можно использовать как на 3D-принтерах с одним, так и с двумя экструдерами.
Сушка нити
Источник: wanhao3d.ru
Поскольку ударопрочный полистирол является гигроскопичным материалом, его необходимо хранить в герметичном контейнере с осушителем, чтобы он не впитывал влагу. Если вы не уверены, что материал хранился должным образом перед печатью, всегда будет хорошей идеей высушить его в сушилке для нити, такой как Wanhao Box 2.
Требования к печатной платформе и рабочей камере
Ваш принтер должен быть оборудован нагреваемой печатной платформой и закрытой рабочей камерой для надежной печати с помощью HIPS. Оптимальная адгезия первого слоя может быть достигнута путем покрытия основания практически любым типом клея. Например, вы можете использовать высококачественные покрытия, такие как Kapton или BuildTak, использовать лак для волос, сок ABS или даже клей-карандаш. Обязательно уменьшите скорость печати и увеличьте начальную область печати, создав подложку при печати первых слоев для достижения наилучшей адгезии.
Например, вы можете использовать высококачественные покрытия, такие как Kapton или BuildTak, использовать лак для волос, сок ABS или даже клей-карандаш. Обязательно уменьшите скорость печати и увеличьте начальную область печати, создав подложку при печати первых слоев для достижения наилучшей адгезии.
Настройки принтера
- Температура экструдера: 220-240 °C;
- Температура нагреваемого слоя: 90-110 °C;
- Скорость печати: от 40 до 80 мм/с;
- Отключите охлаждение и уменьшите скорость печати при печати первых слоев.
Вышеупомянутые настройки довольно условны и сильно зависят от производителя принтера и среды печати, а также от марки и состояния филамента. Поэтому лучший способ найти правильные настройки для вашего конкретного проекта — сделать пару тестовых отпечатков.
Охлаждение
Включите охлаждение экструдера во время печати продукта, как если бы вы печатали из ABS. Однако, чтобы обеспечить оптимальную адгезию первого слоя, выключите охлаждение во время печати первых слоев.
Постобработка
Источник: all3dp.com и дождитесь растворения опор.
Детали, изготовленные из HIPS, можно легко склеить практически любым клеем, так что у вас не возникнет никаких проблем в процессе.
Поиск и устранение неисправностей
Плохая адгезия к платформе
Плохая адгезия к платформе — одна из наиболее часто встречающихся проблем при 3D-печати FDM. Проблема проявляется, когда первые слои не обеспечивают достаточную адгезию, чтобы удерживать конечный продукт на месте. Вы можете либо увеличить температуру нагреваемого стола, либо покрыть платформу клеем (например, лаком для волос, клеем-карандашом, соком ABS, покрытиями Kapton или BuildTak), чтобы решить проблему раз и навсегда. Вы также можете обеспечить лучшую адгезию слоев, увеличив площадь нижнего слоя, который удерживает отпечаток на месте, создав подложку.
Натяжение/просачивание (тонкая паутина)
Натяжение — еще одна распространенная проблема, возникающая при печати на машинах с FFF/FDM. Это обычно происходит, когда вы устанавливаете слишком высокую температуру экструдера, что делает плавящийся пластик слишком жидким и позволяет ему вытекать из сопла под действием силы тяжести, предвещая появление тонких паутинообразных структур в местах, где принтер даже не находился. положено печатать.
Это обычно происходит, когда вы устанавливаете слишком высокую температуру экструдера, что делает плавящийся пластик слишком жидким и позволяет ему вытекать из сопла под действием силы тяжести, предвещая появление тонких паутинообразных структур в местах, где принтер даже не находился. положено печатать.
Снизьте температуру экструдера и активируйте втягивание в настройках слайсера, чтобы решить эту проблему. Втягивание — незаменимая функция, которая вытягивает нить обратно в экструдер, когда печатающая головка перемещается между печатающими точками.
Варианты использования
Источник: fabsterdam.com
Источник: fabsterdam.com 017 Источник: fabsterdam.com
Источник: blog.zmorph4d. com
Источник: twitter.com
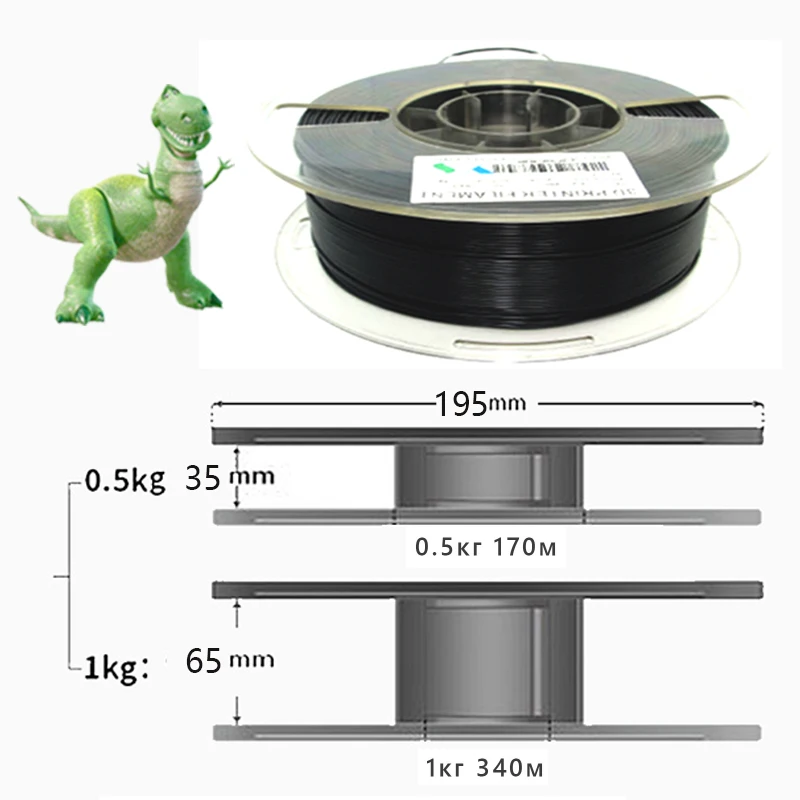
Источник: makergear.zendesk.com 03 Источник: makerhacks. Крис уточняет: «Мне нравятся белые бедра! Он очень белый, имеет мелоподобную текстуру и хорошо приклеивается слоями, несмотря на то, что на моем CR-10 нет корпуса. CR-10 отлично справился с моим отпечатком Солнечной системы, учитывая вышеизложенное, но, к сожалению, я был слишком увлечен удалением отпечатка с кровати, пока он еще теплый. Он ОЧЕНЬ хорошо приклеился, настолько хорошо, что немного порвался, снимая его. Думаю, в следующий раз я воспользуюсь своим прилагаемым принтером и наберу температуру». Источник: 3dppvd.org Мэтт говорит: которые имеют большие выступы или мосты в вашей модели. Я работал с пластиком HIPS (ударопрочный полистирол), печатая в сочетании с ABS. При печати в качестве отрывной поддерживающей структуры HIPS можно легко оторвать от АБС-пластика, оставив после себя ровную поверхность. Однако реальная сила заключается в возможности удалить поддерживающий материал HIPS путем его растворения. Источник: 3dppvd.org «Я делал свои отпечатки с помощью Makerbot Replicator 1 с двумя экструдерами. Мой процесс был прост: Picaso 3D Designer X Pro — это профессиональный 3D-принтер с системой двойной 140°С. Эта полностью закрытая машина позволяет надежно печатать всеми видами высокотемпературных материалов с температурой плавления ниже 381°С, в том числе углепластиками и другими конструкционными пластиками. Его двойная система экструзии позволяет без труда печатать детали сложной формы и замысловатые детали с опорами и перемычками, изготовленными из HIPS. Кроме того, принтер оснащен инновационной системой кинематики, обеспечивающей высокую точность, точность размеров и скорость печати. Кроме того, этот 3D-принтер предлагает автоматическое выравнивание платформы и усовершенствованную систему самоконтроля, чтобы упростить процесс печати. 3D-принтер Picaso 3D Designer X Pro Сборка Полностью собранный Встроенная камера для наблюдения Нет Закрытая камера печати Да Подключение USB-кабель, Ethernet Дисплей LCD 90 3 Raise3D Pro2 Plus — это широкоформатный промышленный 3D-принтер, разработанный для лабораторий 3D-печати, предпринимателей и производителей полнофункциональных прототипов. 3D-принтер Raise3D Pro2 Plus с двойным экструдером Точность 0,78 x 0,78 x 0,078 микрона Сборка Полностью собранная Совместимы с нитями сторонних производителей? Да, открытая материальная система Возможности подключения Wi-Fi, LAN, порт USB Дисплей Сенсорный ЖК-экран Цена
$5 999,00 Перейти к продукту HIPS — один из старейших пластиков для 3D-печати с набором хорошо изученных функций и множеством рекомендаций по рабочему процессу. Это доступный и простой в печати полимер, который отличается долговечностью и точностью размеров после постобработки. Кроме того, детали на основе HIPS невероятно легко окрашиваются и склеиваются. Может успешно использоваться как в качестве самостоятельного, так и вспомогательного материала. Вы можете приобрести нити для 3D-принтеров HIPS в Top 3D Shop. Наша команда предоставит вам наилучший сервис, как мы всегда делаем. HIPS, или ударопрочный полистирол, представляет собой растворимый вспомогательный материал, который обычно используется с ABS. При использовании в качестве вспомогательного материала HIPS можно растворить в d-лимонене, оставляя на отпечатке какие-либо следы, вызванные удалением опоры. HIPS имеет многие из тех же свойств печати, что и ABS, что делает его логичным партнером по двойной экструзии. Мало того, что HIPS отлично подходит для поддержки ваших отпечатков из АБС-пластика, он также более стабилен в размерах и немного легче, чем АБС-пластик, что делает его отличным выбором для деталей, которые в конечном итоге изнашиваются или используются в приложениях, которые могут выиграть от меньшего веса. Масштабная модель Солнечной системы Криса Гаррета
 com
com Сложная модель Мэтта Штулца
 HIPS растворяется в химическом веществе под названием лимонен. Когда отпечаток помещают в ванну с лимоненом, части HIPS полностью растворяются, оставляя только секции ABS. Это открывает возможности для печати движущихся частей и более сложных структур на одном отпечатке, а не на нескольких».
HIPS растворяется в химическом веществе под названием лимонен. Когда отпечаток помещают в ванну с лимоненом, части HIPS полностью растворяются, оставляя только секции ABS. Это открывает возможности для печати движущихся частей и более сложных структур на одном отпечатке, а не на нескольких».
Рекомендуемое оборудование
Picaso 3D Designer X Pro
Технические характеристики
Raise 3D Pro2 Plus
 Машина изготовлена из высококачественных компонентов и легко управляется с помощью полноцветного сенсорного экрана. Pro2 Plus предлагает автоматическое выравнивание кровати и его легко перемещать благодаря колесам, которые также можно зафиксировать на месте, чтобы сделать устройство неподвижным. Это профессиональная машина с полностью закрытой рамой и прозрачными прозрачными панелями, которая позволяет надежно печатать из ABS, HIPS и других высокотемпературных материалов. Кроме того, Pro2 Plus оснащен высокотехнологичным охлаждающим вентилятором с HEPA-фильтром, снижающим выбросы до 90%. Pro2 Plus отличается потрясающим рабочим объемом 305 x 305 x 605 мм, что позволяет печатать несколько моделей большого или среднего размера за один раз. Он имеет большое и прочное сопло, которое обеспечивает невероятный уровень точности позиционирования по оси Z всего 5 микрон, обеспечивая точность и точность. Он совместим с нитями PLA, ABS, PEEK, HIPS, PC, TPU, TPE, Nylon, PET-G, ASA и PP, а также может печатать гибкими и абразивными материалами, а также армированными стекловолокном, углеродным волокном, и металлопластика.
Машина изготовлена из высококачественных компонентов и легко управляется с помощью полноцветного сенсорного экрана. Pro2 Plus предлагает автоматическое выравнивание кровати и его легко перемещать благодаря колесам, которые также можно зафиксировать на месте, чтобы сделать устройство неподвижным. Это профессиональная машина с полностью закрытой рамой и прозрачными прозрачными панелями, которая позволяет надежно печатать из ABS, HIPS и других высокотемпературных материалов. Кроме того, Pro2 Plus оснащен высокотехнологичным охлаждающим вентилятором с HEPA-фильтром, снижающим выбросы до 90%. Pro2 Plus отличается потрясающим рабочим объемом 305 x 305 x 605 мм, что позволяет печатать несколько моделей большого или среднего размера за один раз. Он имеет большое и прочное сопло, которое обеспечивает невероятный уровень точности позиционирования по оси Z всего 5 микрон, обеспечивая точность и точность. Он совместим с нитями PLA, ABS, PEEK, HIPS, PC, TPU, TPE, Nylon, PET-G, ASA и PP, а также может печатать гибкими и абразивными материалами, а также армированными стекловолокном, углеродным волокном, и металлопластика.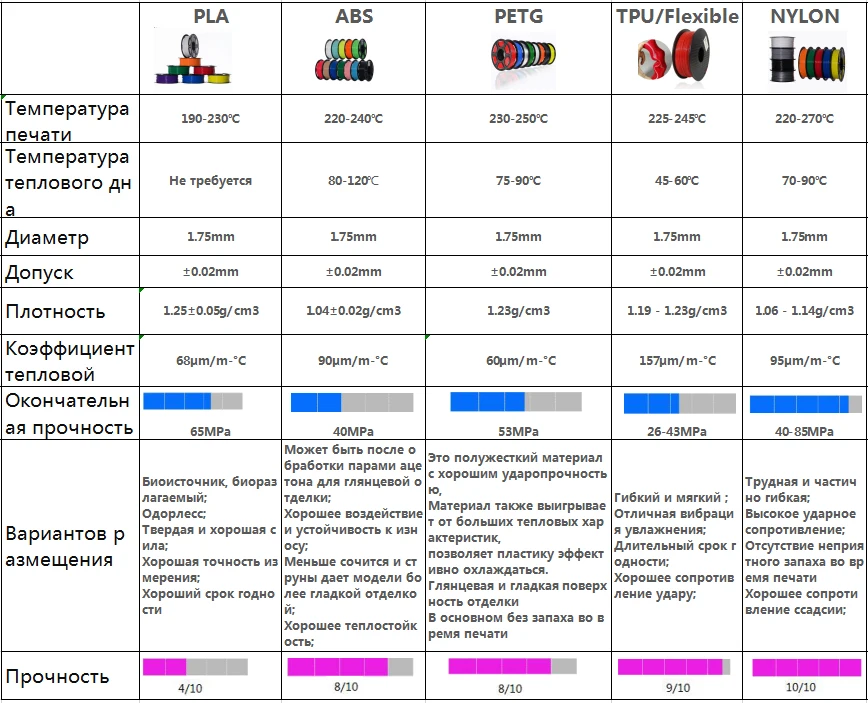
Технические характеристики
Bottom Line

Полное руководство по материалам. Советы по 3D-печати с использованием HIPS
Обзор
- Низкая стоимость
- Ударопрочный и водостойкий
- Легкий
- Растворяется d-лимоненом
- Требуется кровать с подогревом
- Рекомендуемая камера с подогревом
- Высокая температура печати
- Требуется вентиляция
Требования к оборудованию
Перед 3D-печатью с помощью HIPS убедитесь, что ваш 3D-принтер соответствует перечисленным ниже требованиям к оборудованию, чтобы обеспечить наилучшее качество печати.
Кровать
Температура: 100-115 °C
Требуется подогреваемый стол
Корпус рекомендуется
Рабочая поверхность
Клей-карандаш
Стеклянная пластина
Каптоновая лента
ПЭТФ 000 листов
3 90 2 Температура: 230–245 °C
Нет требуется специальный горячий конец
Охлаждение
Частичный охлаждающий вентилятор Не требуется
Best Practices
Эти советы помогут вам снизить вероятность возникновения распространенных проблем 3D-печати, связанных с HIPS, таких как деформация и плохое сцепление с поверхностью.
Инвестируйте в хорошую поверхность
Каптоновую ленту можно наклеить поверх нагретой платформы сборки, создавая идеальную поверхность для приклеивания HIPS. Каждый слой каптоновой ленты имеет толщину около 0,1 мм, поэтому обязательно учитывайте это в настройках первого слоя. Вы можете внести эту корректировку в Simplify3D, увеличив глобальное смещение оси Z на вкладке G-Code в настройках вашего процесса. Листы ПЭТ также можно наносить на стеклянную подложку для значительного улучшения адгезионных свойств при сохранении гладкости поверхности. Все эти решения помогут уменьшить коробление отпечатков HIPS. Если вам нужны дополнительные предложения о том, как улучшить прилипание к столу, в нашем Руководстве по качеству печати есть раздел, посвященный этой проблеме: Как улучшить прилипание первого слоя.
Печать при высокой температуре окружающей среды
Чтобы предотвратить быстрое сжатие HIPS, вы можете попытаться повысить температуру вокруг напечатанной на 3D-принтере детали.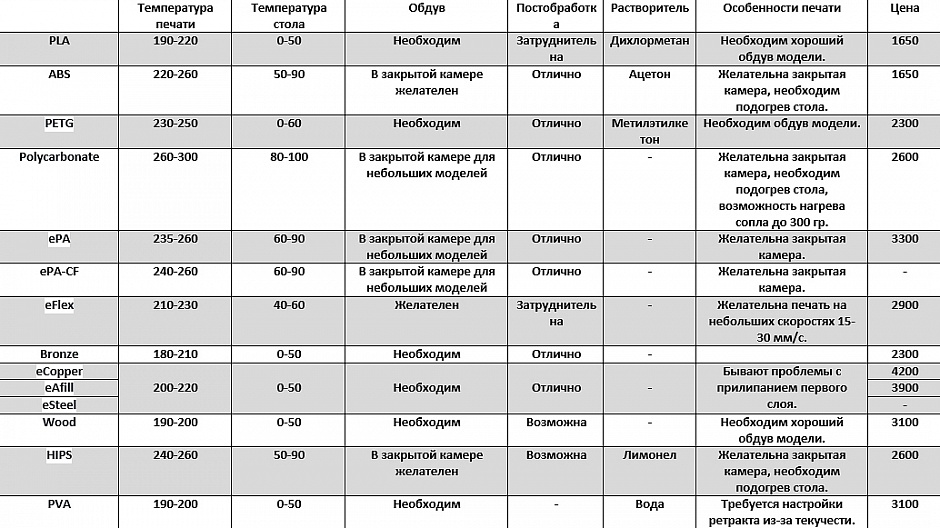
Настройка параметров для предотвращения разделения слоев
Печать с использованием HIPS может потребовать особого внимания, чтобы каждый слой отпечатка был надежно прикреплен к предыдущему слою. В противном случае вы можете заметить расщепление или трещины между слоями. Чтобы улучшить связь между слоями, рассмотрите возможность уменьшения высоты слоя или увеличения температуры экструдера.