Д2430Б Пресс гидравлический рамный для изготовления изделий из пластмасс. Паспорт, схемы, описание, характеристики
Сведения о производителе гидравлического пресса Д2430Б
Производителем гидравлического пресса Д2430Б является Рязанский завод тяжелого кузнечно-прессового оборудования, «ТяжПрессМаш», основанный в 1955 году.
В настоящее время однокривошипный пресс Д2430Б производит ПАО «Кувандыкский завод КПО «Долина» Оренбургская обл., г. Кувандык
Д2430Б пресс гидравлический рамный для прессования изделий из пластмасс. Назначение, область применения
Пресс гидравлический модели Д2430Б предназначен для изготовления деталей из различных видов термореактивных пластических масс методами прямого и литьевого прессования. Пресс может быть использован также для мелких вытяжных и штамповочных работ.
Благодаря своей универсальности и наличию индивидуального привода пресс Д2430Б может быть использован как на крупных специализированных предприятиях по переработке пластмасс, так и для индивидуального производства пластмассовых изделий на заводах машиностроения, а также в радио- и электропромышленности. Пресс оснащен гидроагрегатом модели Г4617.
Пресс оснащен гидроагрегатом модели Г4617.
Пресс гидравлический модели Д2430Б выполнен вертикальным, рамным.
Гидроагрегат монтируется на фундаменте слева от пресса и соединяется с ним трубопроводами.
Конструкция и аппаратура пресса обеспечивают прямое и литьевое прессование изделий на полуавтоматическом режиме работы, а также позволяют наблюдать за нагревом пресс-форм, давлением жидкости и предусматривают автоматическую регулировку температуры обогрева.
Станина пресса рамного типа, сваренная из стального листа. В верхней части станины имеется отверстие для установки главного цилиндра, а в нижней — для установки выталкивателя.
Горизонтальная массивная плита с центральным отверстием и Т-образными пазами является столом пресса.
Для направления движения ползуна пресса служат направляющие.
Регулирование зазора между ползуном и направляющим производится винтами. Левая ниша станины предназначена для размещения трубопроводов. В правой нише установлены конечные выключатели управления ползуном и в подвешенном к ней на петлях электрошкафе размещается электроаппаратура.
В правой нише установлены конечные выключатели управления ползуном и в подвешенном к ней на петлях электрошкафе размещается электроаппаратура.
В нижней части верхней поперечины станины предусмотрено два отверстия М36 для установки механического выталкивателя, выполненного в виде шпилек, которые кроме роли выталкивателя, в целях безопасности (при навинчивании на них гаек), удерживают ползун в верхнем положении во время ремонта.
Пресс гидравлический. Общие сведения
Гидравлический пресс — это гидравлическая машина, предназначенная для создания больших сжимающих усилий. Ранее назывался «пресс Брама», так как изобретён и запатентован Джозефом Брама в 1795 году.
Гидравлический пресс состоит из двух сообщающихся гидравлических цилиндров (с поршнями) разного диаметра. Цилиндр заполняется гидравлической жидкостью, водой, маслом или другой подходящей жидкостью.
Гидравлические прессы в отличие от молотов деформируют металл при малых скоростях движения рабочего инструмента — до 30 см/с. Эта скорость в начале деформирования заготовки равна нулю.
Эта скорость в начале деформирования заготовки равна нулю.
Основная работа совершается гидропрессами давлением рабочей жидкости (воды, эмульсии, масла), создаваемым в рабочих цилиндрах. Чем выше это давление и чем больше площадь рабочих цилиндров, тем значительнее усилие, развиваемое прессом. В настоящее время в гидравлических прессах создаются давления до 100 МПа (1000 ат). Усилие наиболее крупных гидравлических прессов доходит до 740 МН (75 000 тс).
Габаритные размеры рабочего пространства пресса Д2430Б
Габаритные размеры рабочего стола пресса Д2430Б
Общий вид гидравлического пресса Д2430Б
Расположение органов управления гидравлическим прессом Д2430Б
Перечень органов управления гидравлического пресса Д2430Б
- Кнопка «Аварийный разъем»
- Кнопка «Ползун вниз»
- Кнопка «Ползун вверх»
- Переключатель «Выдержка с двигателем»
- Переключатель «С механическим выталкивателем»
- Переключатель включения обогрева матрицы
- Лампочка «Обогрев матрицы»
- Лампочка «Сеть»
- Кнопка «Пуск электродвигателя»
- Кнопка «Стоп электродвигателя»
- Кнопка «Ползун вниз»
- Лампочка «Обогрев пуансона»
- Переключатель включения обогрева пуансона
- Переключатель на три положения «Наладка», «С выталкивателем», «Без выталкивателя»
- Переключатель на два положения «Литьевое прессование», «Прямое прессование»
- Переключатель «Работа с подпрессовками»
- Кнопка «Выталкиватель вверх»
- Кнопка «Выталкиватель вниз»
- Автоматический выключатель
Описание конструкции гидравлическим прессом Д2430Б
Ползун — чугунная плита с четырьмя диагональными ребрами. В нижней части ползуна имеются Т-образные пазы — место крепления инструмента. В правой боковой стенке ползуна имеются резьбовые отверстия для крепления стоек с кулачками, которые действуют на ролики конечных выключателей ползуна.
В нижней части ползуна имеются Т-образные пазы — место крепления инструмента. В правой боковой стенке ползуна имеются резьбовые отверстия для крепления стоек с кулачками, которые действуют на ролики конечных выключателей ползуна.
Главный цилиндр поршневого типа находится в верхней поперечине станины пресса. В стальном кованом корпусе 1, закрытом сверху крышкой 3, находится поршень 2, закрепленный на стальном штоке 4. Уплотнение поршня, крышки и штока осуществляется манжетами 5 и 6.
Выталкиватель пресса размещен в нижней поперечине станины (под столом) и представляет собой цилиндр поршневого типа. В стальном корпусе 1, закрытом снизу крышкой 3, находится поршень 2 с поршневыми чугунными кольцами 5, закрепленными на стальном штоке 4. Шток направляется втулкой 6 и уплотняется манжетами 8, поджатыми гайкой 7.
Клапан предохранительно-разгрузочный служит для регулирования усилия выталкивателя при прямом и литьевом прессовании. Клапан установлен на линии выталкивателя, подводящей масло в бесштоковую полость цилиндра. Настройка клапана на требуемое давление производится по манометру, который устанавливается в предусмотренное гнездо на линии подвода.
Клапан установлен на линии выталкивателя, подводящей масло в бесштоковую полость цилиндра. Настройка клапана на требуемое давление производится по манометру, который устанавливается в предусмотренное гнездо на линии подвода.
Трубопроводы пресса выполнены из цельнотянутых стальных труб с использованием концевых соединений, рассчитанных на давление жидкости 320 кг/см2. Давление жидкости контролируется при помощи электроконтактного манометра, установленного на прессе, имеющего защиту от гидравлического удара — демпфер.
Схема электрическая принципиальная гидравлического пресса Д2430Б
Схема электрическая принципиальная пресса Д2430Б. Смотреть в увеличенном масштабе
Электрооборудование гидравлического пресса Д2430Б
Электрическая схема обеспечивает работу пресса в наладочном, полуавтоматическом прямом и литьевом режимах.
В полуавтоматическом прямом режиме может осуществляться работа пресса: «Ползун с выталкивателем», «Ползун без выталкивателя».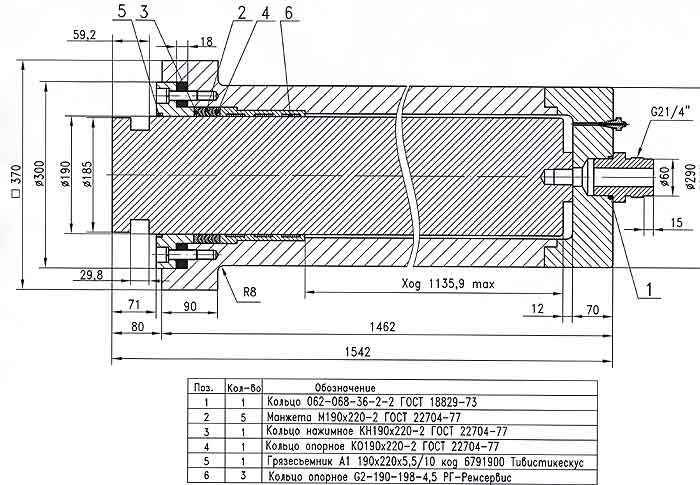
Кроме того, в зависимости от установки переключателя ПУ5 и настройки реле времени РВ1, пресс может работать подпрессовками. В полуавтоматическом прямом и литьевом режимах возможна работа с механическим выталкивателем.
В наладочном режиме движения ползуна и выталкивателя совершаются, пока нажаты соответствующие кнопки на пульте управления. Опускание кнопки вызывает немедленную остановку движения.
В целях безопасности работы на прессе в электросхеме предусмотрено двурукое управление, т. е. опускание ползуна можно произвести только при одновременном нажатии на две кнопки Кн3 и Кн8 обеими руками. Это исключает возможность защемления свободной руки при движении ползуна вниз. Для экономии электроэнергии и увеличения срока службы гидроагрегата выдержка деталей под давлением может быть осуществлена с отключением на этот период электродвигателя, для чего переключатель ПУ4 необходимо перед работой поставить в положение «Без двигателя»
В целях безопасности работы на прессе в электросхеме предусмотрено двурукое управление, т. е. опускание ползуна можно произвести только при одновременном нажатии на две кнопки Кн3 и Кн8 обеими руками. Это исключает возможность защемления свободной руки при движении ползуна вниз. Для экономии электроэнергии и увеличения срока службы гидроагрегата выдержка деталей под давлением может быть осуществлена с отключением на этот период электродвигателя, для чего переключатель ПУ4 необходимо перед работой поставить в положение «Без двигателя»
е. опускание ползуна можно произвести только при одновременном нажатии на две кнопки Кн3 и Кн8 обеими руками. Это исключает возможность защемления свободной руки при движении ползуна вниз. Для экономии электроэнергии и увеличения срока службы гидроагрегата выдержка деталей под давлением может быть осуществлена с отключением на этот период электродвигателя, для чего переключатель ПУ4 необходимо перед работой поставить в положение «Без двигателя»
Электрическая схема обеспечивает контроль и регулировку температуры обогрева изделий в прессформе. Напряжение для обогрева прессформ подается от отдельной внешней цеховой сети или отдельного понижающего трансформатора В электрической схеме, пресса предусмотрена возможность аварийного разъёма прессформы, для чего достаточно на пульте управления нажать на грибовидную кнопку Кн7. В любом режиме ползун поднимается вверх.
При нажатии на кнопку Кн7 включится реле АР, которое своими замыкающими контактами в точках 13—17, 39—37 и 39—79 включит магнитный пускатель К1 и реле РЭ1 и РЭ3. Магнитный пускатель К1 своими замыкающими контактами включит электродвигатель гидроагрегата, а реле РЭ1 и РЭ3 своими замыкающими контактами в точках 113—117, 11—113, 113—115 и 109—111 включат цепи питания электромагнитов Эм1, Эм3 и Эм4. После включения электромагнитов ползун независимо от места положения начнет быстро подниматься до срабатывания конечного выключателя ВК1 в точках 13—39. После того, как будет выяснена причина работы аварийным разъемом (аварийным разъемом следует пользоваться только в аварийных случаях), следует открыть электрошкаф и нажать на кнопку Кн9 «Деблокировка», т. е. возвратить реле АР в исходное положение, иначе работы электросхемы, а следовательно и пресса, будет невозможна.
Магнитный пускатель К1 своими замыкающими контактами включит электродвигатель гидроагрегата, а реле РЭ1 и РЭ3 своими замыкающими контактами в точках 113—117, 11—113, 113—115 и 109—111 включат цепи питания электромагнитов Эм1, Эм3 и Эм4. После включения электромагнитов ползун независимо от места положения начнет быстро подниматься до срабатывания конечного выключателя ВК1 в точках 13—39. После того, как будет выяснена причина работы аварийным разъемом (аварийным разъемом следует пользоваться только в аварийных случаях), следует открыть электрошкаф и нажать на кнопку Кн9 «Деблокировка», т. е. возвратить реле АР в исходное положение, иначе работы электросхемы, а следовательно и пресса, будет невозможна.
Питание на электросхему подается вводным автоматическим выключателем А1, при этом на пульте управления загорится сигнальная лампа ЛС1 с плафоном синего цвета. Электродвигатель гидроагрегата и трансформатор управления Тр подключаются к сети напряжением 380 в (400 в, 220 в) 50 гц (60 гц). Цепи управления прессом питаются напряжением 110 в через понижающий трансформатор Тр.
Цепи управления прессом питаются напряжением 110 в через понижающий трансформатор Тр.
Все управление прессом сосредоточено на пульте управления, который расположен на электрошкафе. Панели с электроаппаратами размещены в электрошкафе. Для получения нужных выдержек схема оборудована двумя реле времени. Для ограничения ходов ползуна и выталкивателя и получения импульсов на переключение на прессе установлено шесть конечных выключателей.
Для защиты цепей управления и сигнализации в электросхеме предусмотрены плавкие предохранители.
Защита электродвигателя гидроагрегата от токов короткого замыкания осуществляется автоматическим выключателем А1, а от перегруза—тепловым реле РТ, смонтированным в магнитном пускателе К1.
Защита цепей обогрева прессформы осуществляется плавкими предохранителями Пр4 и Пр5.
Технические характеристики пресса Д2430Б
| Наименование параметра | Д2430Б | |
|---|---|---|
| Основные параметры | ||
| Номинальное усилие пресса, кН (т) | 1000 (100) | |
| Номинальное усилие обратного хода, кН (т) | 100 (10) | |
| Номинальное усилие выталкивателя вверх, кН (т) | 250 (25) | |
| Наибольший ход штока (ползуна), мм | 400 | |
| Наибольшее расстояние между столом и штоком — открытая высота пресса, мм | 710 | |
| Расстояние между стойками в свету, мм | 670 | |
| Размеры стола, мм | 630 х 630 | |
| Высота стола над уровнем пола, мм | 900 | |
| Скорость штока — рабочий ход, мм/сек | 4,2 | |
| Скорость штока — холостой ход, мм/сек | 120 | |
| Скорость штока — возвратный ход, мм/сек | 120 | |
| Скорость выталкивателя при ходе вверх, мм/сек | 17 | |
| Скорость выталкивателя при ходе вниз, мм/сек | 45 | |
| Максимальная выдержка под давлением, мин | 15 | |
| Цикл работы пресса | Полуавтомат | |
| Электрооборудование | ||
| Количество электродвигателей | 1 | |
| Электродвигатель насоса гидростанции, кВт | 5,5 | |
| Габариты и масса пресса | ||
| Габариты пресса (длина ширина высота), мм | 1740 х 1185 х 2780 | |
| Масса станка, кг | 2750 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
Прессы гидравлические : Пресс гидравлический рамный Д2430Б
Номинальное усилие: 1000 кН; размеры стола: 630 х 630 мм
Задать вопрос по товару
Оренбургский завод гидравлических прессов «Гидропресс»
Описание
Пресс гидравлический модели Д2430Б предназначен для изготовления деталей из различных видов термореактивных пластических масс методами прямого и литьевого прессования. Пресс может быть использован также для мелких вытяжных и штамповочных работ.
Благодаря своей универсальности и наличию индивидуального привода пресс может быть использован как на крупных специализированных предприятиях по переработке пластмасс, так и для индивидуального производства пластмассовых изделий на заводах машиностроения, а также в радио- и электропромышленности. Пресс оснащен гидроагрегатом модели Г4617. Пресс гидравлический модели Д2430Б выполнен вертикальным, рамным.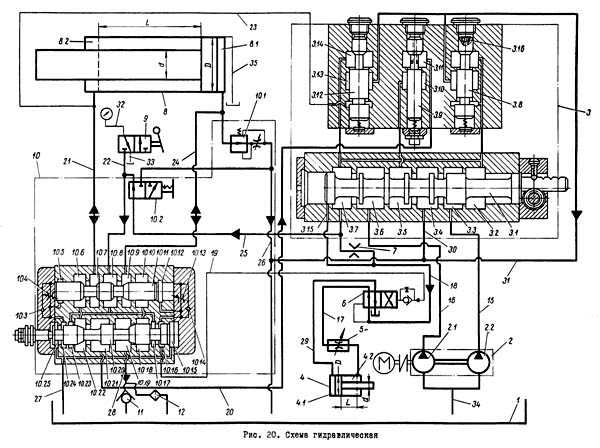
Гидроагрегат монтируется на фундаменте слева от пресса и соединяется с ним трубопроводами. Конструкция и аппаратура пресса обеспечивают прямое и литьевое прессование изделий на полуавтоматическом режиме работы, а также позволяют наблюдать за нагревом пресс-форм, давлением жидкости и предусматривают автоматическую регулировку температуры обогрева.
Технические характеристики пресса Д2430Б:| Наименование параметра | Д2430Б |
|---|---|
| Основные параметры | |
| Номинальное усилие пресса, кН (т) | 1000 (100) |
| Номинальное усилие обратного хода, кН (т) | 100 (10) |
| Номинальное усилие выталкивателя вверх, кН (т) | 250 (25) |
| Наибольший ход штока (ползуна), мм | 400 |
| Наибольшее расстояние между столом и штоком — открытая высота пресса, мм | 710 |
| Расстояние между стойками в свету, мм | 670 |
| Размеры стола, мм | 630 х 630 |
| Высота стола над уровнем пола, мм | 900 |
| Скорость штока — рабочий ход, мм/сек | 4,2 |
| Скорость штока — холостой ход, мм/сек | 120 |
| Скорость штока — возвратный ход, мм/сек | 120 |
| Скорость выталкивателя при ходе вверх, мм/сек | 17 |
| Скорость выталкивателя при ходе вниз, мм/сек | 45 |
| Максимальная выдержка под давлением, мин | 15 |
| Цикл работы пресса | Полуавтомат |
| Электрооборудование | |
| Количество электродвигателей | 1 |
| Электродвигатель насоса гидростанции, кВт | 5,5 |
| Габариты и масса пресса | |
| Габариты пресса (длина ширина высота), мм | 1740 х 1185 х 2780 |
| Масса станка, кг | 2750 |
• Digital Press, Inc
Digital Press Гидравлический порошковый пресс Размеры машины
Digital Press предлагает гидравлические прессы для уплотнения порошка следующих размеров:
- 15-тонный гидравлический пресс для уплотнения порошка с ЧПУ
- 40-тонный гидравлический пресс для уплотнения порошка с ЧПУ
- 80 тонн Гидравлический пресс для уплотнения порошка с ЧПУ
- 150-тонный гидравлический пресс для уплотнения порошка с ЧПУ
- 250-тонный гидравлический пресс с ЧПУ для уплотнения порошка
- 350-тонный гидравлический пресс с ЧПУ для уплотнения порошка
- 550-тонный гидравлический пресс с ЧПУ для уплотнения порошка
- 800-тонный гидравлический пресс с ЧПУ для порошка
Каждый гидравлический порошковый пресс имеет точность в пределах 0,001 дюйма и может поддерживать близкие плотности за счет точного контроля давления прессования с точностью до 1/10 тонны (в зависимости от размера пресса).

9PM-15 PM-40 PM-80 PM-150 PM-250 PM-350 PM-550 PM-800 Max Тоннаж
Максимальная сила, создаваемая плечом.15 Тонн 40 Тонн 80 Тонн 150 Тонн 250 Тонн 350 Тонн 550 Тонн 9003.0052
Максимальное усилие, создаваемое верхним ползунком при втягивании.3 tons 8 tons 10 tons 15 tons 20 tons 25 tons 30 tons 35 tons Upper Ram Stroke
Max stroke of the upper ram hydraulic cylinder от полностью опущенного до полностью втянутого.12″ 12″ 16″ 16″ 16″ 16″ 160033 16″ Противодавление нижнего ползуна
Максимальное усилие, удерживающее стол штампов.
9 Тонн 28 Тонн 57 Тонн 120 Тонн 200 Тонн 235 Тонн 301 Тонн 471 ТОН 2 9003. часть из матрицы после уплотнения. 9 тонн 24 тонны 46 тонн 82 тонны 124 Тонн 156 тонны 206 тонны 302 Тонн Глубина
Длубки пространства, который наполняется.0-7″ 0-7″ 0-10″ 0-10″ 0-10″ 0-10″ 0-10″ 0-10″ Емкость масляного резервуара
Размер резервуара для хранения запаса гидравлического масла.60 GAL 130 GAL 200 GAL 280 GAL 400 GAL 550 GAL 650 GAL 800 GAL 800 GAL High . 
3616 psi 2829 psi 3183 psi 3820 psi 3767 psi 3961 psi 3880 psi 3537 psi Low Pressure
Давление, необходимое для быстрого перемещения главных цилиндров.N/A N/A N/A 800 psi 800 psi 800 psi 800 psi 800 psi Pilot Oil Pressure
500 psi used to control вспомогательное оборудование и арматура.500 фунтов/кв. дюйм 500 фунтов/кв. дюйм 500 фунтов/кв. дюйм 500 фунтов/кв.0033 Макс. скорость опускания верхнего ползуна
Максимальная скорость позиционирования верхнего ползуна ускоренным ходом для перемещения в нужное положение.12.4″/sec 7.7″/sec 7.5″/sec 7.2″/sec 5.7″/sec 6.  2″/sec
2″/sec7.0″/sec 11.4″/sec Макс. скорость подъема верхнего ползуна
Максимальная скорость позиционирования верхнего ползуна ускоренным ходом для его втягивания.14,2″/сек 9.9″/sec 9.7″/sec 12.9″/sec 8.3″/sec 7.2″/sec 10.8″/sec 12.5″/sec Max Pressing Speed
Максимальная скорость, доступная во время фактического хода уплотнения.6.6″/sec 4.3″/sec 3.4″/sec 3.4″/sec 2.8″/sec 3.1″/sec 2.2″/sec 2.3″/sec Макс. скорость подъема нижнего ползуна
Максимальная скорость, доступная для подъема нижнего ползуна вверх и его установки на место.9.3″/sec 5.8″/sec 4.5″/sec 13.2″/sec 7.0″/sec 11.  7″/sec
7″/sec9.6″/sec 9.3″/sec Макс. скорость опускания нижнего ползуна
Максимальная скорость, доступная для втягивания нижнего ползуна вниз и из положения.9,3″/с 7,8″/с 5,6″/с 5,7″/с 4,3 ″/с 5,7 ″/с 4,5 ″/с 5,2 ″/с Макс. . 52/мин 42/мин 35/мин 32/мин 29/мин. размер двигателя насоса. 15 л.с. 20 л.с. 30 л.с. 40 л.с. 65 HP 75 л.с. и 50 л.с. 75 л.с. и 50 л.с. используемые системой управления. 120 В переменного тока 120 В переменного тока 120 В переменного тока 120 В переменного тока 120 В переменного тока 120 Вак .0052
Тип и мощность необходимого источника электроэнергии.440V/14A 440V/30A 440V/45A 440V/60A 440V/85A 440V/150A 440V/150A 440V/325A Standard Die Size
Диаметр штампа пресс принимает для стандартных применений.
6″ диам. 8″ диам. 10″ диам. 10″ диам. 12″ диам. 12″ диам.0032 14″ диам. 16″ диам. Ход податчика
Количество встряхиваний питателя над полостью штампа.8 ″ 8 ″ 12 ″ 12 ″ 12 ″ 12 ″ . полость матрицы для заполнения матрицы порошком. 4″ диам. 4″ диам. 6″ диам. 8 ″ DIA 8 ″ DIA 8 ″ DIA 4 ″ DIA 10 ″ DIA Порошок бункера
Размер размер порошкового бункера.10 GAL 10 GAL 10 GAL 25 GAL 25 GAL 25 GAL 50 GAL 50 GAL . 15
ПМ-40 PM-80 PM-150 PM-250 PM-350 PM-550 PM-800 Frame Width 27″ 31″ 48″ 66″ 72″ 72″ 76″ 82″ Height 85″ 98″ 126″ 134″ 158″ 158 ″ 190″ 200″ Depth 58″ 68″ 92″ 108″ 119″ 133″ 170″ Platform Height (or) Pit Depth 0 0 24″ 30″ 36″ 36″ 38″ 40″ Tank Height 35″ 37″ 38 ″ 67″ 76″ 83″ 83″ 86″ Power Unit Depth —- —- —- 40″ 56″ 67″ 83″ 86″ Power Unit Height 54″ 57″ 63″ 95″ 113″ 122″ 83″ 86″ Рабочая высота 45″ 52″ 46″ 39″ 43″ 43″ 44″ 44″ Overall Width 62″ 66″ 82″ 106″ 108″ 108″ 116″ 120″ Frame Base Width 56″ 60″ 76″ 100″ 100″ 108″ 108″ 112″ Frame Depth —- —- —- 52″ 52″ 52″ 70″ 74″ Frame Opening 18″ 20″ 30″ 36″ 36″ 36″ 40″ 44″ Frame Weight 5,000 lbs 8000 фунтов 13,000 lbs 18,000 lbs 30,000 lbs 29,000 lbs 53,000 lbs 100,000 lbs Power Unit Weight —- —- —- 6,000 lbs 9000 фунтов 15000 фунтов 15000 фунтов 32000 фунтов Прессовое оборудование — Amino North America Corporation
Когда Amino работает с клиентами для решения их проблем, она не просто разрабатывает новое оборудование: она также фокусируется на методах производства и применениях.
 Хорошими примерами этого являются сервопресс с механическим звеном и пошаговая формовочная машина, для которых мы разработали новые методы благодаря сотрудничеству с правительством, академическими кругами и промышленностью. Кроме того, поскольку мы используем производство деталей на основе этих методов собственными силами, опыт и знания, которые мы получаем таким образом, используются для еще более продвинутой разработки прессов.
Хорошими примерами этого являются сервопресс с механическим звеном и пошаговая формовочная машина, для которых мы разработали новые методы благодаря сотрудничеству с правительством, академическими кругами и промышленностью. Кроме того, поскольку мы используем производство деталей на основе этих методов собственными силами, опыт и знания, которые мы получаем таким образом, используются для еще более продвинутой разработки прессов.Сервопресс с механическим звеном
- Тандем
- Проба
- Горячее формование
Сервопресс Hydro-Link
- Тандем
- Проба
- Горячее формование
Гидравлический пресс
- Общего назначения
- Специальная формовка
- Горячее формование
Пресс глубокой вытяжки одинарного действия
- Глубокая вытяжка
- Гибка
- Проба
Центральный реверсивный пресс для наладки штампов
Для подбора штампов и технического обслуживания- Для пресс-штампов
- Для штампов для литья под давлением
- Для пластиковых форм
Горячее формование
Горячее формование – 2 высокоскоростные серии
Гидро-Сервопривод Link
Гидравлическая и рычажная конструкция обеспечивает быстрое движение, высокую производительность и низкие требования.

- Быстрое движение звена приводит к быстрому и плавному (без ударов) зажиму
- Сводит к минимуму время, необходимое от зажима до начала фазы нагнетания.
Сервопресс с механическим звеном
Еще быстрее, чем серия HLSPH, и с меньшим энергопотреблением.
- Контроль давления связан с зажимным действием, что делает процесс даже быстрее, чем с гидролинками, без потери времени.
- Зубчатое действие может быть выбрано в соответствии с требованиями.
Недорогой пресс горячей штамповки
Гидравлический пресс
- Автоматическое переключение скорости зажима
- Быстрое автоматическое переключение скорости зажима
- Низкое энергопотребление, благоприятная рабочая среда
Использует низкоэнергетическое управление на этапе нагнетания.
На гибридных моделях также останавливает насос для дополнительной экономии энергии.
Спецификация
Сервопресс с механическим звеном
Запатентованный механизм звена, разработанный для реальных производственных потребностей
- Уникальная структура звена обеспечивает большую выходную мощность при малой потребляемой мощности.
 Структура
Структура - Amino link минимизирует энергию инерции и обеспечивает оптимальную реакцию.
- Включение свободного скольжения в качестве основной функции сервопресса с более простым механизмом.
Переменная скорость, позиционное управление
- Поскольку ход ползуна регулируется, можно использовать минимально необходимый ход.
- Выход перегрузки можно настроить в соответствии с матрицей, чтобы избежать ее перегрузки.
- Скорость может быть установлена для снижения шума при контакте с матрицей, продления срока службы матрицы и сведения к минимуму звукового загрязнения.
- Двигатель холостой ход во время фазы наддува, чтобы свести к минимуму потребление энергии во время наддува в нижней мертвой точке.
- Дополнительные параметры позволяют использовать его в качестве пробного пресса.
- Скорость можно регулировать в зависимости от положения ползуна.
Пресс глубокой вытяжки одинарного действия
- Этот пресс использует серводвигатель для привода гидравлической системы, пресс имеет отличные технические характеристики, энергосбережение и низкий уровень шума
- Максимальная грузоподъемность 50 000 кН
- Изготовлено на заказ
- Доступны графики условий формования (файл CSV).
