1П756ДФ3 Станок токарный патронный с числовым программным управлением (ЧПУ). Паспорт, схемы, характеристики, описание
Сведения о производителе токарного станка с ЧПУ 1П756ДФ3
Производителем токарного станка с ЧПУ 1П756ДФ3 является Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64 станок токарно-винторезный универсальный, Ø 800
- 1М63 станок токарно-винторезный универсальный, Ø 630
- 1М63Б, 1М63БГ станок токарно-винторезный повышенной мощности, Ø 630
- 1М63БФ101 станок токарно-винторезный с УЦИ, Ø 630
- 1М63Ф101 станок токарно-винторезный с УЦИ, Ø 630
- 1М63Н станок токарно-винторезный универсальный, Ø 630
- 1М65 станок токарно-винторезный тяжелый, Ø 1000
- 1Н65 станок токарно-винторезный тяжелый, Ø 1000
- 1Н983 станок трубонарезной, Ø 830
- 1П756ДФ3 станок токарный с ЧПУ, Ø 630
- 16К30 станок токарно-винторезный универсальный, Ø 630
- 16К30Ф3 станок токарный с ЧПУ, Ø 630
- 16К40 станок токарно-винторезный универсальный, Ø 800
- 16К40Ф101 станок токарно-винторезный с УЦИ, Ø 800
- 16М30Ф3 станок токарный с ЧПУ, Ø 630
- 16Р25П станок токарно-винторезный повышенной точности, Ø 500
- 163 станок токарно-винторезный универсальный, Ø 630
- 165 станок токарно-винторезный тяжелый, Ø 1000
- 1658 станок токарно-винторезный тяжелый, Ø 1000 х 8000
- РТ117 станок токарно-винторезный тяжелый, Ø 1140
- РТ817 станок токарно-винторезный тяжелый, Ø 1370
- РТ755Ф3 станок токарный с ЧПУ тяжелый специальный, Ø 1000
- ТНП-111 станок токарный настольный, Ø 150
1П756ДФ3 Станок токарный патронный с ЧПУ.
 Назначение и область применения
Назначение и область примененияПолуавтомат токарный патронный с ЧПУ 1П756ДФ3 предназначен для токарной обработки по программе цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей деталей из чёрных и цветных металлов и сплавов, а также для сверления и растачивания центральных отверстий, нарезания наружных и внутренних резьб.
Станок 1П756ДФ3 предназначен для обработки деталей в патроне со ступенчатым и криволинейным профилями в условиях мелкосерийного и серийного производства.
На станке 1П756ДФ3 можно производить наружное точение, растачивание, сверление, нарезание резьбы по программе.
Принцип работы и особенности конструкции станка 1П756ДФ3
Токарный полуавтомат 1П756ДФ3 оснащен системой программного управления — Bosch CNC System 5.
Полуавтомат 1П756ДФ3 высокомеханизирован, удобен в управлении, обладает достаточной жесткостью, виброустойчивостью и высокой точностью.
Для получения высокой точности обработки в шпиндельной опоре применяется дуплексированный шариковый подшипник.
Количество зубчатых колес в шпиндельной бабке уменьшено и повышена их точность, увеличена точность направляющих станины и суппорта.
Привод главного движения осуществляется от электродвигателя постоянного тока.
Перемещение суппорта — от высокомоментного электродвигателя постоянного тока со встроенным датчиком обратной связи.
Повышение точности зубчатых колес и сокращение их количества уменьшило вибрации и тепловые деформации шпинделя.
Введение вместо зубчатых передач ременных на скоростном диапазоне 1:1 и на датчике нарезки резьбы позволило уменьшить шум от работы полуавтомата.
На полуавтомате установлены две револьверные головки. Обе головки установлены на одной ползушке и находятся друг от друга на расстоянии, достаточном для обработки деталей в соответствии с руководством полуавтомата:
- Дисковая восьмипозиционная головка с осью, параллельной оси шпинделя
- Четырехгранная головка с осью, перпендикулярной оси шпинделя
Головка восьмипозиционная предназначена для закрепления режущего инструмента при наружной обточке.
Четырехгранная головка предназначена для закрепления режущего инструмента при внутренней обработке (расточке, сверлении и др.) и позволяет устанавливать на каждую грань один или два блока с инструментом.
Расположение зеркала направляющих станины в наклонной плоскости обеспечивает свободный сход и удаление стружки из зоны обработки и свободный доступ к обрабатываемой детали.
Накладные стальные закаленные направляющие продольного и поперечного перемещений в сочетании с опорами качения и антифрикционными накладками гарантируют длительное сохранение точности полуавтомата.
Регулирование частоты вращения шпинделя и подачи
позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.В полуавтомат можно встраивать отечественные и иностранные комплектующие изделия — систему ЧПУ, главный привод, привод подач, револьверную головку, транспортер стружки и др.
Предусмотрена возможность стыковки полуавтомата с роботами различных исполнений.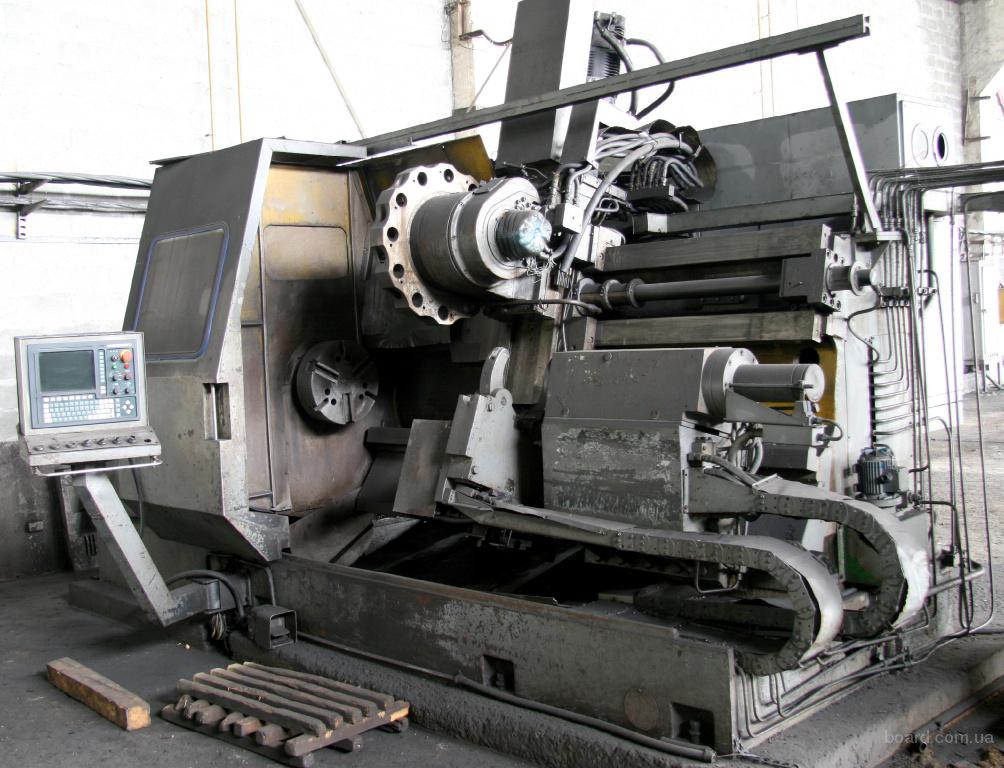
Полуавтомат может применяться в комплексе с роботами, в составе автоматических участков и линий.
Компоновка полуавтомата, размещение на нем электрошкафов и электрооборудования, включая устройство ЧПУ, сосредоточение всех органов управления на одном подвижном пульте управления обеспечивают значительное сокращение производственной площади, занимаемой полуавтоматом, а также удобство управления им.
Компоновка станка с расположением зеркала направляющих станины в наклонной плоскости обеспечивает свободный сход и удаление стружки из зоны обработки и свободный доступ к обрабатываемой детали. Применение накладных стальных закаленных направляющих продольного и поперечного ходов в сочетании с опорами качения и антифрикционными накладками гарантирует длительное сохранение точности полуавтомата.
Привод главного движения состоит из шпиндельной бабки и двигателя постоянного тока. Шпиндельный узел имеет жесткую конструкцию и высокую виброустойчивость.
Приводы продольной и поперечной подач выполнены с применением высокомоментных электродвигателей, что позволяет обрабатывать детали на интенсивных режимах резания.
Смена инструмента на полуавтомате осуществляется автоматически с помощью двух револьверных головок.
Подвод охлаждения в зону резания производится через инструментальные блоки.
Стружка удаляется транспортером, выдвигаемым на заднюю сторону полуавтомата.
Класс точности полуавтомата П по ГОСТ 8—77.
Шероховатость поверхностей Rа 2,5 мкм по ГОСТ 2789—73.
Разработчик — Рязанское специальное конструкторское бюро станкостроения.
Модификации токарного станка 1П756
- 1П756ДФ3 — модель станка 1979 года. Система ЧПУ Bosch CNC System 5.
- 1П756ВДФ3 — модель станка высокой точности 1979 года. Система ЧПУ Альфа 2М.
- 1П756ВДФ311 — модель станка высокой точности 1979 года. Система ЧПУ МС2101.01 (НЦ-80).
- 1П756ДФ311 — система ЧПУ 2С85
- 1П756ДФ321 — система ЧПУ Электроника НЦ-31. Привода болгарские.
- 1П756ДФ398 — система ЧПУ Sinumerik 7T
- 1П756Ф4 — модель станка 1986 года.

1П756ДФ3 Габаритные размеры рабочего пространства токарного станка с ЧПУ
Чертеж рабочего пространства токарного станка 1п756дф3
Габаритные размеры рабочего пространства токарного станка с ЧПУ 1П756ДФ3. Смотреть в увеличенном масштабе
Чертеж рабочего пространства токарного станка 1П756ДФ321
Габаритные размеры рабочего пространства токарного станка с ЧПУ 1П756ДФ321. Смотреть в увеличенном масштабе
1П756ДФ3 Посадочные и присоединительные базы токарного станка с ЧПУ
Шпиндель токарного станка 1п756дф3
Шпиндель токарного станка с ЧПУ 1П756ДФ3. Смотреть в увеличенном масштабе
Револьверные головки токарного станка 1п756дф3
Револьверные головки токарного станка с ЧПУ 1П756ДФ3. Смотреть в увеличенном масштабе
1П756ДФ3 Общий вид токарного станка с ЧПУ
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3. Смотреть в увеличенном масштабе
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3. Смотреть в увеличенном масштабе
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3. Смотреть в увеличенном масштабе
1П756ДФ3 Кинематическая схема токарного станка с ЧПУ
Кинематическая схема токарного станка 1П756ДФ3
Кинематическая схема токарного станка 1П756ДФ3. Смотреть в увеличенном масштабе
1П756ДФ321 Электрическая схема токарного станка с ЧПУ
Электрическая схема главного привода токарного станка 1П756ДФ3
Электрическая схема главного привода токарного станка 1П756ДФ3. Смотреть в увеличенном масштабе
Электрическая схема привода подачи координаты X станка 1П756ДФ3
Электрическая схема привода подачи координаты X токарного станка 1П756ДФ3. Смотреть в увеличенном масштабе
Электрическая схема привода подачи координаты Z токарного станка 1П756ДФ3
Электрическая схема привода подачи координаты Z токарного станка 1П756ДФ3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
1П756ДФ3 Установочный чертеж токарного станка с ЧПУ
Установочный чертеж токарного станка 1п756дф3
Читайте также: Поколения систем ЧПУ. Термины и понятия систем ЧПУ
1П756ДФ3 Станок токарный патронный с числовым программным управлением (ЧПУ). Видеоролик.
Технические характеристики станка 1П756ДФ3
| Наименование параметра | 1П756ДФ3 | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Наибольший диаметр устанавливаемой заготовки над станиной, мм | 630 | |
| Наибольший диаметр обрабатываемой в патроне заготовки над станиной, мм | 500 | |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм | 80 | |
| Наибольшая длина изделия устанавливаемого в патроне, мм | 320 | |
| Высота резца, устанавливаемого в резцедержателе, мм | 32; 25 | |
| Количество одновременно управляемых координат | 2/2 | |
| Высота оси центров от подошвы станка, мм | 1100 | |
| Допустимая масса заготовки из стали, кг | ||
| Шпиндель | ||
| Количество рабочих скоростей шпинделя | Три ступени — 1:16, 1:4, 1:1 | |
| Пределы чисел оборотов шпинделя (бесступенчатое регулирование внутри ступеней), об/мин | 8. .100; 31,5..400; 125..1600 .100; 31,5..400; 125..1600 | |
| Центр шпинделя передней бабки по ГОСТ 25557-82 | М100 | |
| Конец шпинделя | 11М | |
| Наибольший допустимый крутящий момент на шпинделе, кН*м | 3,15 | |
| Подачи | ||
| Дискретность задания перемещения продольного (Z)/ поперечного (X), мм | 0,01/ 0,005 | |
| Наибольшее перемещение суппорта: продольное (Z)/ поперечное (X), мм | 720/ 480 | |
| Диапазон скоростей продольных подач (Z), мм/мин (мм/об) | 1..2000 | |
| Диапазон скоростей поперечных подач (X), мм/мин (мм/об) | 1..2000 | |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10 | |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 12..16 | |
| Наибольший шаг нарезаемой резьбы, мм | 39,999 | |
| Допустимое усилие резания суппорта Рz, Py, Pz кН | 2/ 10/ 6 | |
| Электрооборудование и привод станка | ||
| Питающая сеть станка | ~380В 50Гц | |
| Количество электродвигателей на станке | 10 | |
| Электродвигатель главного привода, кВт | 30 | |
| Электродвигатель подач по оси X, кВт | 1. 7 7 | |
| Электродвигатель подач по оси Z, кВт | 1.7 | |
| Электродвигатель насоса охлаждения, кВт | 0,15 | |
| Электродвигатель восьмипозиционной инструментальной головки, кВт | 0,75 | |
| Электродвигатель четырехпозиционной инструментальной головки, кВт | 0,75 | |
| Электродвигатель транспортера стружки, кВт | 0,75 | |
| Электродвигатель насоса смазки суппорта, кВт | 0,08 | |
| Электродвигатель насоса смазки передней бабки, кВт | 0,18 | |
| Суммарная мощность электродвигателей, кВт | ||
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 3200 х 2740 х 2600 | |
| Масса станка с ЧПУ, кг | 9000 |
- Ачеркан Н.
 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 - Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Специальный токарный станок с ЧПУ мод. 1П756ДФ3
Главная Специальные токарные…
Специальный токарный станок с ЧПУ мод. 1П756ДФ3
1П756ДФ3
Специальный токарный станок с ЧПУ мод. 1П756ДФ3
<div><img src=»//mc.yandex.ru/watch/27408608″ alt=»» /></div>
| Станок специальный токарный с ЧПУ мод. 1П756ДФ3 | |
| Полуавтомат предназначен для токарной обработки по программе цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей деталей из чёрх и цветных металлов и сплавов, а также для сверления и растачивания центральных отверстий, нарезания наружных резьб. Класс точности станка П (повышенная) по ГОСТ 8-82. Станок оснащается современными устройствами ЧПУ типа NC210, Sienumeric 802D, Sienumeric 840D, Fagor 8055T и др. Расположение зеркала направляющих станины в наклонной плоскости обеспечивает свободный доступ к обрабатываемой детали. Накладные стальные закаленные направляющие продольного и поперечного перемещений в сочетании с опорами качения и антифрикционными накладками гарантируют длительное сохранение точности полуавтомата. | |
Технические характеристики | ||
Параметр | Значение | |
Наибольшая длина обрабатываемой заготовки, мм | 320 | |
Наибольшая глубина растачивания, мм | 120 | |
Наибольший диаметр заготовки, мм: | ||
устанавливаемой над станиной | 630 | |
обрабатываемой в патроне | 500 | |
Наибольший шаг нарезаемой резьбы, мм | 39,999 | |
Пределы частот вращения шпинделя, об/мин | 8-1600,10-2000* | |
Пределы продольных и поперечных рабочих подач суппорта, мм/мин | 1-4000 | |
Ускоренные продольные и поперечные подачи суппорта, мм/мин | 8000 | |
Дискретность отсчёта по осям координат, мм | 0,001 | |
Количество позиций инструмента на верхней револьверной головке | 8 | |
Количество позиций на нижней револьверной головке | 4 | |
Конец шпинделя | ||
по ГОСТ 12523-67 | 11M | |
Количество револьверных головок на станке | 2 | |
Мощность главного привода, кВт | 22-30 | |
Габаритные размеры, мм: | ||
длина | 4600 | |
ширина | 2400 | |
высота | 2600 | |
Масса, кг | 8600 | |

Специальный токарный станок с ЧПУ мод. 1П756ДФ3
1П756ДФ3
Рассылка
ПНР токарно-накатного станка мод. РТ30101 РЖД Тамбов
Станок специальный токарно-накатной модели РТ30101
предназначендля обработки подступичной части оси
вагонной колесной парыРУ1, РУ1Ш РУ2, РУ2Ш
ГОСТ 22780-93 (ГОСТ Р 50334-92).
ПНР токарно-накатного станка мод. РТ30101 РЖД Тамбов
ПНР ( пуско-наладочные работы) специального бандажировочного станка мод. РТ5004 для филиал РЖД г. Владимир
Бандажировочный специальный станок РТ5004
Станок бандажировочный специальный РТ5004 предназначен для бандажировки якорей стеклолентой, а также для продорожки коллекторов электрических машин.
На станке возможно бандажирование якорей электродвигателей диаметром до 800 мм и общей длиной до 3000 мм при установке в центрах передней и задней бабок.