Описание токарного станка
Токарный станок — один из самых первых станков в мире. Прообразом токарного станка являлся изобретённый в древнейшие времена гончарный круг. Особенностью токарного станка, отличающей его от фрезерного, сверлильного и других видов станков, является то, что обрабатываемая деталь вращается, а режущий инструмент — нет. Поэтому, токарный станок предназначены в основном для обработки тел вращения.
Токарный станки бывают горизонтальными и вертикальными. В первых — заготовка вращается вокруг горизонтальной оси, может быть очень длинной (некоторые станки позволяют обрабатывать детали длиной несколько метров), но не должна быть слишком тяжёлой. В станках вертикального типа заготовка вращается вокруг вертикальной оси, что позволяет обрабатывать очень тяжёлые детали, но накладывает жёсткие ограничения о длине.
На токарных станках могут обрабатываться не только металлические изделия, но и детали из других материалов: дерева, пластмассы, стекла. Но именно в металлообработке требуется наиболее высокая точность и качество получаемых поверхностей.
На современном машиностроительном и металлообрабатывающем производстве токарные станки являются наиболее распространённым типом станков. А токарь — одна из наиболее востребованных рабочих профессий.
С помощью токарных станков изготавливаются различные валы, диски, оси, пальцы, цапфы, фланцы, кольца, втулки, гайки, муфты и многие другие виды деталей.
Основные виды токарных работ:
— обработка наружных цилиндрических поверхностей,
— обработка наружных конических поверхностей,
— отрезка заготовки,
— обработка торцов и уступов,
— вытачивание пазов и канавок
— обработка внутренних цилиндрических поверхностей
— обработка внутренних конических поверхностей,
— нарезание наружной резьбы,
— нарезание внутренней резьбы,
— сверление отверстий,
— зенкерование отверстий,
— развертывание отверстий,
— обработка фасонных поверхностей,
— накатывание рифлений,
— шлифование поверхностей.
Исходным материалом для токарных работ служит как правило продукция прокатного и литейного производства. Задача токаря: обрезать излишки металла, и придать детали окончательную форму.
Основным элементом режущего инструмента, отделяющего стружку от заготовки, является заострённый резец. В зависимости от вида работ используют резцы различной формы. В ряде случаев кроме резцов используют и другой режущий инструмент: свёрла, расточки, метчики и другие.
Одной из важнейших характеристик, влияющих на качество получаемой детали, является скорость резания, которая обычно измеряется в миллиметрах в минуту. Общее правило таково: чем медленнее режется металл, тем меньше он нагревается и тем меньше процесс резания влияет на прочностные характеристики металла. Если резать металл слишком быстро, то в результате нагрева поверхность металла может потерять свои свойства и получится бракованная деталь (в некоторых случаях, брак можно будет исправить проведя дополнительную термическую или термохимическую обработку, но это существенно увеличит стоимость деталей и не всегда допустимо). С другой стороны, слишком медленное резание не всегда позволяет получить соблюсти допуски на размеры изготавливаемой детали и существенно увеличивает время изготовления. Поэтому одна из основных задач инженера-технолога металлообрабатывающего производства — это правильный расчёт условий резания металлов на токарных станках.
www.sovets.ru
Токарный станок — Википедия
Материал из Википедии — свободной энциклопедии
 Токарный станок.
Изображение токарного станка (левый верхний угол), в средневековой германской книге, 1480 год.
Токарный станок.
Изображение токарного станка (левый верхний угол), в средневековой германской книге, 1480 год.Тока́рный стано́к — станок для обработки резанием (точением) заготовок из металлов, древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
Значительную долю станочного парка составляют станки токарной группы. Она включает, согласно классификации Экспериментального НИИ металлорежущих станков, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам.
Применение на станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования.
Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали, делятся на горизонтальные и вертикальные. Вертикальные предназначены в основном для обработки деталей значительной массы, большого диаметра и относительно небольшой длины.
Самые распрост
ru.wikipedia.org
Токарный станок — принцип работы, описание :: ТОЧМЕХ
Современные токарные станки и токарные обрабатывающие центры.


В коническое отверстие в передней части пиноли вставляется центр. В случае надобности сюда же можно устанавливать сверла, развертки и другой инструмент. Заднюю бабку можно передвигать по направляющим станины, устанавливая ее на нужное расстояние, в зависимости от размеров обрабатываемой детали.
Между передней и задней бабками помещается суппорт с резцедержателем. Нижняя часть суппорта, называемая кареткой или продольными салазками, скользит по направляющим станины, перемещая резец вдоль обрабатываемой детали. Поперечное движение резца осуществляется с помощью поперечных салазок, в верхней части которых помещается поворотная часть суппорта. Она, как и станина, имеет направляющие, по которым двигаются верхние салазки суппорта с резцедержателем. Резцедержатель может быть устроен по-разному, это зависит от величины нагрузки, действующей на резец.

Современные токарные станки и токарные обрабатывающие центры
Токарные станки уже много веков являются основным производственным оборудованием. По статистике более 60% всех обрабатываемых деталей проходят через токарные станки. В последнее время эта доля стала еще больше — теперь на токарных станках проводится полная обработка деталей, включая фрезерование, сверление, нарезание резьбы и многое другое (например, гидростатическое накатывание). Таким образом, фактически на рынке начинают доминировать токарные обрабатывающие центры.
Токарные центры предназначены для комплексной обработки современным режущим инструментом с высокой скоростью сложных деталей различного профиля за одну установку: токарная, сверлильная, фрезерная обработка в одной операции. В автоматическом цикле на них можно обрабатывать наружные и внутренние поверхности деталей типа тел вращения со ступенчатым и криволинейным профилем: точение, растачивание конических и фасонных поверхностей, подрезка торцов, точение канавок, нарезание резьбы резцами, метчиками, плашками и др. в деталях типа крышек, фланцев, втулок, валиков, коротких осей, мелких корпусов, стаканов. Кромеобычной токарной обработки позволяют обрабатывать внецентровые отверстия (с продольным и поперечным расположением оси), фрезеровать канавки, лыски, криволинейные поверхности и др.
Основные технологические параметры токарных центров
Для современных токарных центров характерно:
- наибольший диаметр и длина обрабатываемой заготовки;
- наибольший диаметр проката, проходящего через отверстие шпинделя;
- диапазоны регулирования главного привода и подач.
Другие статьи по сходной тематике
tochmeh.ru
Токарный станок: описание
Токарные станки начали использовать для обработки различных материалов довольно давно, история их совершенствования насчитывает несколько веков. Все разновидности токарных станков объединяет способ изготовления деталей из болванок, являющихся телами вращения при помощи специальных режущих и расточных инструментов (резцов).
На токарном станке можно производить целый ряд операций с заготовкой: обточку цилиндрических, фасонных, конических поверхностей, снимать фаски, отрезать деталь, растачивать внутренний диаметр, сверлить и развертывать отверстия в заготовке, нарезать всевозможные резьбы, как внутренние, так и наружные, производить накатку рифления и другие операции. Использование специальных конструкций позволяет осуществлять фрезерные, шлифовальные, нарезные работы. На узкоспециализированных токарных станках проходят обработку колесные пары, соединительные муфты, трубы и другие специфические изделия.
Токарные станки горизонтального исполнения применяют для изготовления деталей из черного и цветного металла. Конструктивно все станки этой группы мало чем отличаются между собой.
На станке вращательное движение болванки передается от привода главного движения через коробку скоростей, обеспечивающую ступенчатую или плавную регулировку частоты оборотов шпинделя для обеспечения требуемой скорости резания. К торцу шпинделя крепится патрон с кулачковой системой зажима заготовки. Поступательное перемещение резца обеспечивается с помощью коробки подач, вращательное движение на которую передается от шпинделя, далее усилие передается на суппорт через зубчато-реечную систему (при обточке детали) или через ходовой винт с маточной гайкой (при нарезке всех видов резьб). Количество скоростей вращения шпинделя и скоростей подач у каждой модели индивидуальное.
Шпиндельный узел станка выполняется жестким и устойчивым к вибрации. В качестве опор шпинделя служат радиально-упорные подшипники качения. Почти у всех токарных станков имеется задняя бабка, которая используется для фиксации свободного конца заготовки вращающимся центром, а также для установки в нее инструмента при сверлении, зенкеровке или развертывании отверстия.
Большинство моделей токарных станков
machine-tools-repair.com
Настольный токарный станок — описание и область применения
Настольный токарный станок по металлу представляет собой уменьшенную модификацию традиционного токарного станка. Несмотря на то, что его габариты по сравнению со стандартным агрегатом значительно скромнее, во всем остальном он повторяет конструкцию и функциональные возможности привычного для нас токарного инструмента.

Среди основных операций, которые можно осуществлять на настольном токарном станке, выделим основные:
- Заточка любых поверхностей;
- Подрезка торца;
- Растачивание отверстия;
- Создание резьбы;
- Вытачивание канавки.
В большинстве случаев настольные агрегаты располагаются на специальной тумбе или на верстаке. Рабочий стол также подходит для установки станка. В зависимости от типа электродвигателя бывает техника, функционирующая от сети 220 или 380 Вольт.
В настоящее время передовые производители токарного оборудования предлагают самые разные модификации, что позволяет удовлетворять любые потребности мастеров. В частности, на рынке можно найти массу агрегатов, укомплектованных числовым программным управлением. Такие станки, отличаются повышенной точностью и производительностью.

- Элемент переключения скоростей;
- Ключ резцедержателя;
- 6-гранный ключ;
- Патрон и ключ.
Сфера применения
Данный вид оборудования активно применяется как в промышленных масштабах, так и в небольших мастерских. С его помощью опытный мастер может обрабатывать металл, а также древесину или пластик. Техника в своем стандартном исполнении рассчитана на выполнение токарных операций, а также вспомогательных задач, таких как фрезеровка, сверление и расточка.
Тем не менее, большинство производителей стремятся расширять функционал предлагаемой техники, дополнительно укомплектовывая ее специальным оборудованием. В наши дни технические возможности настольных станков значительно шире, чем несколько десятков лет назад. И это при том, что основной принцип конструкции остался неизменным.

Настольный токарный станок можно встретить практически на любом производственном предприятии, на котором необходимо обрабатывать негабаритные детали. Для многих компаний и цехов настольный агрегат – незаменимый помощник. В наше время современные аппараты способны сократить время выполнения ряда стандартных операций. При этом качество обработки заготовок растет с каждым годом, ведь технический прогресс не стоит на месте.
Основное целевое назначение токарного станка – обработка деталей в момент их вращения. Если вы нуждаетесь в качественной обработке торцов, нарезании резьбы или обточке цилиндрических заготовок – без настольного токарного станка обойтись будет непросто.
В наши дни выбор токарного оборудования очень широк. Практически все современные модели порадуют мастера широким спектром выполняемых функций, простотой в обслуживании и максимально точной обработкой деталей. Технологические возможности современных агрегатов более чем достаточны и для опытных профессионалов, и для начинающих мастеров.
Небольшие габариты и малый уровень шума, издаваемого настольным токарным станком, делает эту технику удобной в домашней эксплуатации. Она способна стать незаменимой вещью в вашей личной мастерской. Техника настольного типа также идеально подойдет для эксплуатации на станции технического обслуживания автомобилей, в школьных классах для обучения подрастающего поколения, в больших и малых мастерских.
Преимущества настольных токарных агрегатов
Среди плюсов таких устройств отметим следующие:
- Доступная в сравнении с полноценными стационарными станками цена;
- Простота обслуживания и неприхотливость в эксплуатации;
- Отменная жесткость и точность во время работы;
- Низкий уровень шума;
- Высокая точность обработки заготовок;
- Возможность установки в домашних условиях.
Каким должен быть идеальный станок?
Чтобы станок во всех отношениях удовлетворял профессионального токаря, он должен отвечать ряду требований:
- Масса устройства должна быть в пределах 45 кг.
- Расстояние между центрами станка должна составлять от 300 до 350 миллиметров.
- Диаметр токарного патрона должен иметь размер 80 миллиметров.
Мастеру стоит обращать внимание на такой параметр, как масса оборудования. Тут следует найти идеальный баланс. С одной стороны легкий станок можно без труда транспортировать. Зато более тяжелый агрегат будет надежно стоять на столе, что будет способствовать более точной обработке заготовки. Выбирая технику, стоит ориентироваться на то, что для вас важнее – мобильность или эффективность.
Выводы
Настольный токарный станок по металлу во многих случаях способен заменить традиционный токарный агрегат. На него можно возложить массу задач, причем техника легко с ними справится.

Настольный станок – это компактное и экономически выгодное техническое решение. Для эффективного выполнения ряда операций по обработке деталей без него не обойтись и небольшому цеху, и крупномасштабному предприятию.
Рекомендуем почитать
prostostanok.ru
Схема токарного станка
Токарные станки составляют основную часть станочного парка многих металлообрабатывающих предприятий. Токарные станки используются для обработки внутренних и наружных поверхностей тел вращения. Режущим инструментом выступают резцы, сверла, развертки, зенкера, метчики и плашки. При помощи специальных приспособлений, таких как планшайбы, на токарных станках можно обрабатывать сложные и неправильные формы. Использование специальных устройств расширяет возможности оборудования, позволяет выполнять многие другие операции машинной обработки металла.
Расположение шпинделя — вала, на котором закрепляется патрон с обрабатываемой заготовкой, определяет всю конструкцию станка. Более распространены станки с горизонтальным расположением шпинделя, ими являются токарно-винторезные, револьверные, лоботокарные станки. Вертикальный шпиндель имеют токарно-карусельные станки, они предназначены для обработки низких заготовок большого диаметра.
Строение токарно-винторезного станка
Токарно-винторезные станки имеют максимальные технологические возможности из всего оборудования этой группы, что позволяет их эффективно использовать для изготовления небольших серий изделий. Конструкция этих станков была разработана в первой половине XIX века и с тех пор были внесены только небольшие изменения, касающиеся автоматизации оборудования.

Рис.: 1 – передняя бабка с коробкой скоростей, 2 – гитара сменных колес, 3 – коробка подач, 4 – станина, 5 – фартук, 6 – суппорт, 7 – задняя бабка, 8 – шкаф с электрооборудованием.
Как и у большинства промышленного оборудования, основой этого станка выступает станина. Она выполняется литьем или сваркой и обязательно крепится к полу анкерными болтами. С левой стороны относительно рабочего на станине располагается передняя или шпиндельная бабка. Она представляет собой пустотелый корпус, в котором находятся, шестерни, шпиндель, подшипники, система смазки и переключения диапазонов. На передней панели бабки находятся многочисленные элементы управления станком. Шпиндель выходит из передней бабки в рабочую зону. На шпиндель устанавливаются приспособления для удержания заготовки, основная часть которых — патроны с разным количеством кулачков.
Ниже передней бабки располагается коробка подач. На её передней панели находятся регуляторы для управления подачей. Коробка подач передает вращение на фартук, располагающийся в центральной зоне станка, при помощи вала при обработке поверхностей или винта при нарезке резьбы. Винт располагается над валом, на большей части его длины нарезана червячная спираль. Вал имеет более короткую спираль червячной передачи, но большего диаметра. В фартуке находится механизм, который преобразует вращательное движение вала или винта в возвратно-поступательное движение суппорта.
 Суппорт является элементом станка, на котором устанавливается основной инструмент. Нижние салазки суппорта перемещаются по продольным направляющим, расположенным на станине. Сверху находятся верхние салазки, они расположены перпендикулярно к нижним. Перемещающаяся по ним резцовая каретка имеет возможность повтора в горизонтальной плоскости. На ней находится резцедержатель, в котором закрепляется инструмент. Таким образом, конструкция суппорта и направляющих станины обеспечивает инструменту возможность продольного и поперечного движения, а также наклона относительно центра. Это позволяет обрабатывать инструментом цилиндрические и конические поверхности.
Суппорт является элементом станка, на котором устанавливается основной инструмент. Нижние салазки суппорта перемещаются по продольным направляющим, расположенным на станине. Сверху находятся верхние салазки, они расположены перпендикулярно к нижним. Перемещающаяся по ним резцовая каретка имеет возможность повтора в горизонтальной плоскости. На ней находится резцедержатель, в котором закрепляется инструмент. Таким образом, конструкция суппорта и направляющих станины обеспечивает инструменту возможность продольного и поперечного движения, а также наклона относительно центра. Это позволяет обрабатывать инструментом цилиндрические и конические поверхности.
На противоположной стороне станка, с правой стороны, располагается задняя бабка. При обработке длинных заготовок она используется как вторая точка опора, помимо шпинделя. Также на ней размещается инструмент, выполняющий сверление или обработку осевого отверстия в заготовке.
Кинематическая схема токарно-винторезного станка
Главное движение станка осуществляется односкоростным асинхронным трехфазным двигателем, в редких случаях многоскоростным.
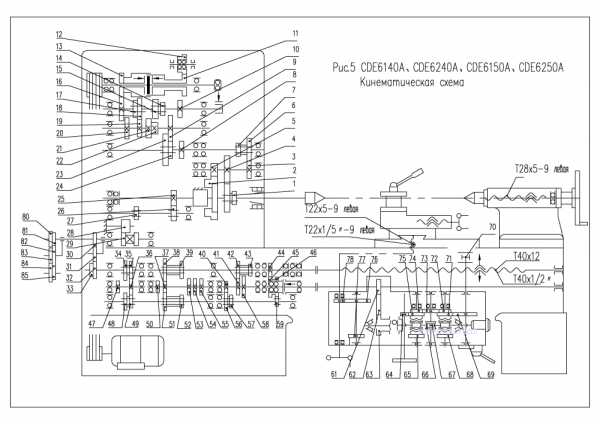
Движение с двигателя передается на коробку скоростей посредством клиноременной передачи. В коробке скоростей находится 6-8 валов с зубчатыми колесами. Валы для удобства нумеруются римскими цифрами, первым идет вал со шкивом, далее по кинематике. Выбирая используемые передачи, можно регулировать скорость вращения шпинделя в широких пределах. На токарных станках можно получить более 20 различных скоростей вращения шпинделя с закрепленной на ней заготовкой. Для обратного вращения шпинделя предусмотрены две фрикционные муфты.

Перемещение фартука через коробку подач производится либо напрямую от шпинделя, либо через звено повышения шага, которое находится в коробке скоростей. Оно состоит из трех зубчатых передач, понижающих частоту вращения. Далее находится механизм реверса, который обеспечивает возможность перемещения фартука с суппортом в оба направления.
Коробка подач обладает двумя кинематическими схемами. Первая предназначена для формирования дюймовой резьбы, она содержит одну фрикционную муфту и передает вращение на ходовой винт. Вторая схема предназначена для обработки поверхностей, нарезки метрических резьб. Она передает вращение на ходовой вал. Управление второй цепью производится тремя фрикционными муфтами.
Ряд зубчатых передач находится в фартуке. Они преобразуют вращение вала и винта в передвижение суппорта. Отдельной частью кинематической схемы станка выступает механизм быстрого перемещения суппорта. Он приводится в действие дополнительным электродвигателем посредством ременной передачи.
Условия приобретения и заказ
Купить станок, посмотреть его в работе, ознакомиться со складом станков — Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
stankomach.com
ТНШ Станок токарный настольный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарного настольного станка ТНШ
Производителем настольного токарного станка ТНШ является Машиностроительный завод г. Первомайск, Николаевская обл., Украина
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
В настоящее время выпуск станков прекращен.
ТНШ Настольный токарный станок. Назначение, область применения
Настольный токарный школьный станок модели ТНШ предназначается для различных токарных работ по дереву, пластмассам и металлу, выполняемых в патроне и в центрах.
Область применения школьные и походные мастерские технические училища, лаборатории, а также в домашних условиях для любителей токарного дела и конструкторов-моделистов, что поможет использовать время досуга для развития трудовых навыков и изобретательности.
Настольный токарный станок ТНШ позволяет производить следующие виды работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
Основные характеристики токарного станка ТНШ
Производитель: Машиностроительный завод им. 25 Октября г. Первомайск, Николаевская обл., Украина.
Токарный станок ТНШ производился по ТУ 24.06.01-85.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 125 мм;
- Наибольший диаметр точения заготовки типа Вал над верхней частью суппорта — Ø 63 мм;
- Расстояние между центрами — 180 мм;
- Наибольшее перемещение суппорта — 55 мм;
- Питающая сеть — 220 В;
- Электродвигатель привода шпинделя — однофазный 0,25 кВт; 1400 об/мин;
- Вес станка — 30 кг.
Передняя бабка и шпиндель токарного станка ТНШ
- Конец шпинделя резьбовой — М30х2 мм
- Диаметр сквозного отверстия в шпинделе — Ø 10,7 мм;
- Наибольший диаметр обрабатываемого прутка — Ø 10,5 мм;
- Внутренний (инструментальный) конус шпинделя — Морзе 2;
- Обороты шпинделя — 700, 1400, 2800 об/мин;
- Диаметр стандартного трехкулачкового патрона — 80 мм
Шпиндель станка ТНШ получает 3 скорости вращения от асинхронного электродвигателя через 3-х ступенчатый шкив.
Передний конец шпинделя имеет резьбу М30х2 для установки промежуточного фланца с токарным патроном
ТНШ Общий вид токарного станка

Фото токарного настольного станка ТНШ
Фото токарного настольного станка ТНШ. Суппорт станка

Фото токарного настольного станка ТНШ. Вид снизу

Фото токарного настольного станка ТНШ. Задняя бабка

Фото токарного настольного станка ТНШ. Станина станка

Фото токарного настольного станка ТНШ. Резцедержка

Фото токарного настольного станка ТНШ. Шкивы привода
ТНШ Конструкция токарного станка
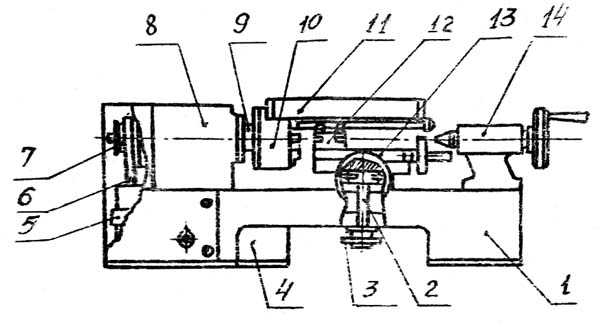
Конструкция токарного настольного станка ТНШ
- Станина
- Болт
- Винт для зажима суппорта на станине
- Основание
- Хомут
- Ремень
- Трехступенчатый шкив
- Бабка передняя
- Фланец переходной на конце шпинделя
- Патрон трехкулачковый
- Экран защитный
- Резцедержатель
- Суппорт
- Бабка задняя
ТНШ Схема электрическая токарного станка

Электрическая схема токарного станка ТНШ
- С — конденсатор МБГ 4—1, 8мкФ±10% ГОСТ 5.887—77.
- М — электродвигатель 0,25 кВт, ABE—0,72—4У4 ГОСТ 10799—77.
- 1 — микровыключатель МП 1101 У4 ТУ 16-526, 329-78
- 2 — тумблер ТВ 1—2 220 В, 5А. 250 Вт ТУ 460.360,049
Основные технические характеристики станка ТНШ
| Наименование параметра | 1Д601 | ТНШ | |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | |
| Наибольший диаметр заготовки над станиной, мм | 125 | 125 | |
| Наибольший диаметр заготовки над суппортом, мм | 75 | 63 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 180 | 180 | |
| Наибольшая длина обрабатываемой заготовки без переустановки суппорта, мм | 55 | 55 | |
| Наибольшая высота резца, мм | |||
| Шпиндель | |||
| Резбовой конец шпинделя, мм | М27 х 3 | М30 х 2 | |
| Диаметр сквозного отверстия в шпинделе (наибольший диаметр прутка), мм | 10,2 (10) | 10,7 (10,5) | |
| Конус внутренний (инструментальный) шпинделя | Морзе 2 | Морзе 2 | |
| Число ступеней частот прямого и обратного вращения шпинделя | 3 | 3 | |
| Частота прямого вращения шпинделя, об/мин | 700, 1400, 2800 | 700, 1400, 2800 | |
| Суппорт. Подачи | |||
| Продольное перемещение суппорта | Ручная перестановка | Ручная перестановка | |
| Наибольшее поперечное перемещение суппорта, мм | 65 | ||
| Резьба ходовых винтов продольного и поперечного, мм | М6х1 | М6х1 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,05 | |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 55 | 55 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | |
| Угол поворота верхней каретки суппорта, град | ±30° | ±30° | |
| Цена деления шкалы поворота верхней каретки суппорта, град | 4° | 2° | |
| Задняя бабка | |||
| Конус Морзе задней бабки | Морзе 1 | Морзе 1 | |
| Наибольшее перемещение пиноли, мм | 35 | 30 | |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт (об/мин) | 0,180 (1400) | 0,25 (1400) | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 680 х 200 х 220 | 625 х 380 х 226 | |
| Масса станка, кг | 30 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник настольных токарных станков
Паспорта к настольным токарным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru