Токарный станок 16К25: технические характеристики, описание, схемы
При токарной обработке встречаются ситуации, когда деталь не помещается над направляющими. Использование станка 16К25 решает проблему. Конструкторы «Красного Пролетария» удовлетворили запрос промышленности, подняв ось центров базовой модели 16К20, при прежних прочих характеристиках. В результате пропала необходимость переходить на следующий типоразмер оборудования из-за ограниченной группы изделий, применяется идентичная оснастка, эффективней используется мощность.
Основные технические характеристики
Рассмотрим более подробно каждую характеристику.
Типоразмеры
Токарно винторезный изготовляли 4-х межцентровых длин L: 2000, 1400, 1000, 710 мм. Центра отстоят на 250 мм от плоских направляющих станины.
Габариты представителей ряда L, мм:
- длина – 3795 / 3195 / 2795 / 2505;
- ширина – 1240;
- высота – 1500.
Вес ряда L: 3775, 3315, 3095, 2925 кг.

Механика привода
Интервал оборотов, об/мин:
- прямых – 12,5 – 1600; 24 ступени (2 дублируются), φ = 1,26;
- обратных – 19 – 1900; 11 ступеней.
Интервал подач, мм/об:
- продольных – 0,05 – 2,8;
- поперечных – 0,025 – 1,
Сила подачи, допустимая по прочности, кгс:
- продольная на резцовой державке / упоре – 600 / 800;
- поперечная на резцовой державке / упоре – 360 / 460.
Мощность главного электродвигателя – 11 кВт.
Шпиндель
Присоединительные базы вала по ГОСТ 12593-72 – 6К, прочие сведения содержит рис. 1.
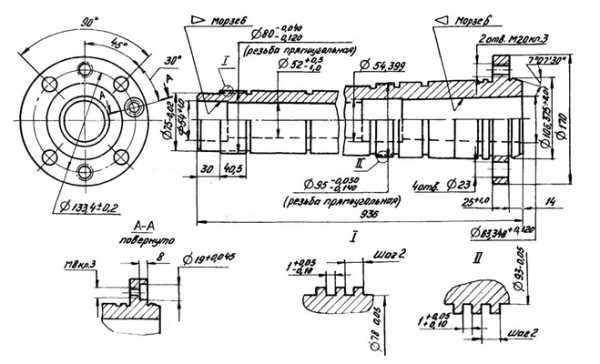 Рис. 1. Шпиндель, размеры присоединений
Рис. 1. Шпиндель, размеры присоединений
Суппорт
Предельные хода, мм:
- продольный – 1935 / 1335 / 935 / 645, сообразно L;
- поперечный – 300.
Цена штриха шкалы штурвала, мм:
- каретки – 1 мм;
- поперечных салазок – 0,05 мм на диаметр.
Ускоренный ход, мм/мин:
- каретки – 3800;
- поперечных салазок – 1900.
Наибольшая допускаемая скорость движения, работая по упорам – 250 мм/мин; наименьшая допускаемая продольная скорость – 10 мм/мин.
Верхние салазки, резцедержатель
Ход салазок, мм:
- полный – 150;
- на деление шкалы – 0,05
Поворот градусов:
- полный ± 90;
- на деление шкалы – 1.
Фиксируемых положений резцедержки (закрепленных инструментов) – 4. Сечение державок – 25×25 мм.

Показатели обработки
Предельный диаметр заготовки, мм:
- над станиной – 500 мм;
- над салазками – 290 мм;
- прутка в центральном отверстии – 50 мм.
Максимальная длина обточки (межцентровая): 1930, 1330, 930, 640 мм, соответственно L. Предельный вес изделия, кг:
- в патроне – 300;
- в центрах – 3775, 3315, 3095, 2925, сообразно L.
Оборудование укомплектовано съемными шестернями, которые устанавливают для обработки перечня резьб, приведенных на табличке панели бабки. Возможно нарезание профилей шагом:
- метрических – 0,5 – 112 мм;
- дюймовых – 56 – 0,5 ниток на дюйм;
- модульных – 0,5 – 112 модуля;
- питчевых – 56 – 0,5 питча.
Точность оценивают, измеряя проточенные образцы. Контролируют постоянство диаметрального сечения, плоскостность торца, равномерность шага нарезанной резьбы. Для класса Н отклонения формы образцов не более: овальность – 6 мкм; конусность – 6 мкм / 100 мм; плоскостность – 12 мкм / 300 мм (только вогнутость).

Габариты рабочего пространства токарного станка
Операционная зона ограничена торцом шпинделя; конечными положениями суппорта, бабкой задней. Крайние позиции каретки обуславливают максимальную длину обточки, которой идентичны.
Диаметры деталей ограничены расстоянием между направляющими или салазками и центральной осью.
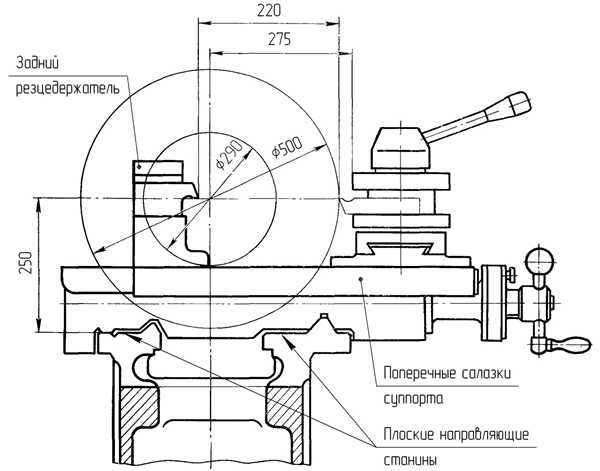 Рис. 2. Рабочая зона 16К25 (сечение суппорта)
Рис. 2. Рабочая зона 16К25 (сечение суппорта)
Стандартная комплектация
Рассмотрим основные составляющие стандартной комплектации.
Расположение органов управления
Подача питания осуществляется автоматическим выключателем 5 пульта управления, после чего загорается сигнальная лампа 6. Уровень нагрузки главного двигателя отображается указателем 8. Электронасос охлаждения запускается выключателем 7.
На лицевой панели передней бабки находятся рукояти:
- 1, 4 – выбора частоты вращения;
- 2 – выбора направления резьбы;
- 3 – выбора нормального / увеличенного шага.
Для управления коробкой подач служат рукоятки:
- 23 – выбора значений подач, шагов резьб;
- 22 – выбора вида работы: подач / типа резьб;
- 21 – выбора значений подач, шагов, отключения цепей коробки при прямом нарезании;
- 20 – управления фрикционом, объединена с 17.
На фартуке, суппорте размещены штурвалы передвижения вручную: каретки 16, поперечных салазок 15; кнопочная станция 18 с кнопками «пуск», «стоп». Грибок 19 включает / отключает реечную шестерню. Рычаг 14, повернутый вверх, включает маточную гайку, вниз – отключает. Кнопкой 12 включают ускоренный ход, одновременно запуская механическую подачу каретки или поперечных салазок поворотом мнемонической ручки 13.
Пиноль, перемещаемую штурвалом 11, обездвиживают ручкой 9. Поворачивая рычаг 10 от себя, закрепляют основание бабки на направляющих и наоборот.
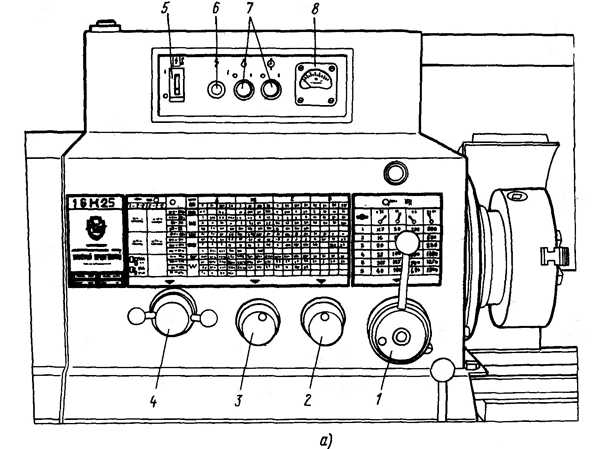
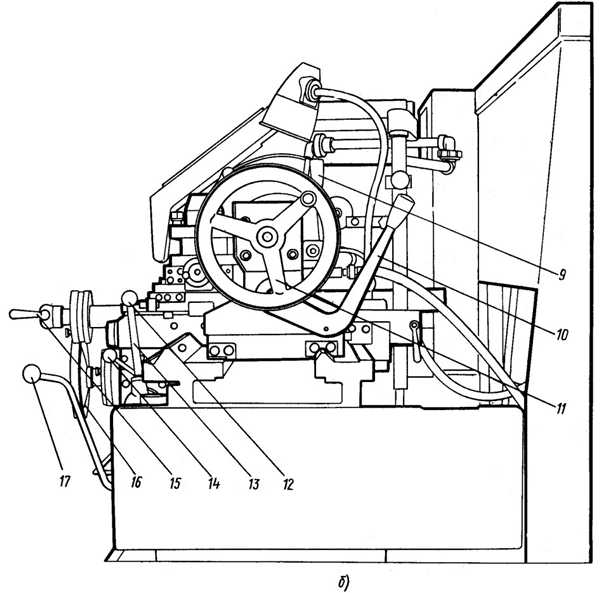
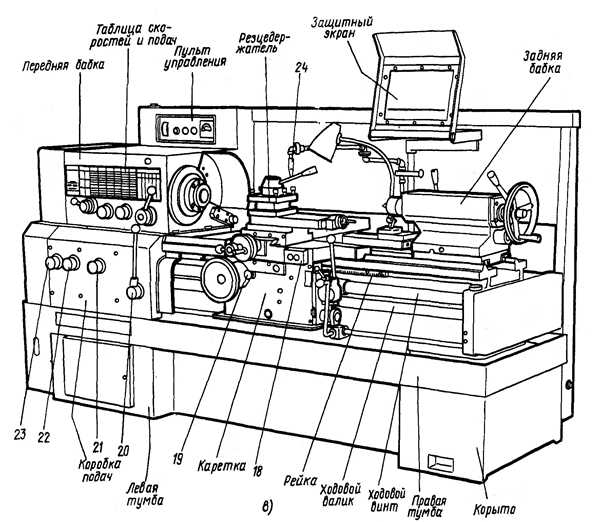
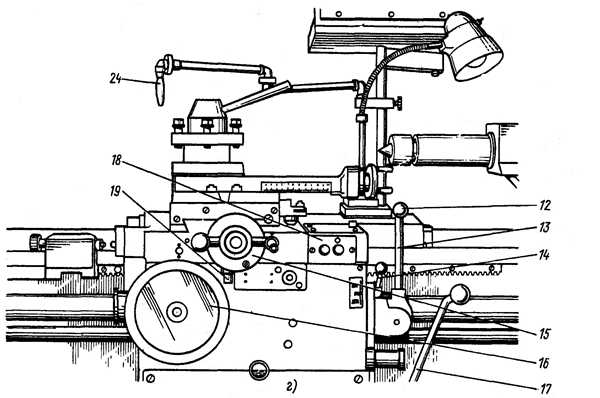 Рис. 3. Элементы управления: бабка передняя (а), вид справа (б), общий вид (в), суппорт (г)
Рис. 3. Элементы управления: бабка передняя (а), вид справа (б), общий вид (в), суппорт (г)
Схема кинематическая
Для точности разделим схему на составляющие.
Обороты
Входной вал II коробки скоростей получает крутящий момент от шкива 3, связанного поликлиновым ремнем со шкивом 2, насаженным на конец ротора электродвигателя М1. Сторона вращения шпинделя V задается включенным фрикционом сдвоенной муфты 6.
При сжатии левых дисков реализуются прямые обороты. Момент передается через колесо 4 (5) двухвенцовому блоку (8,9), далее трехвенцовый блок (13, 14, 15) сопрягается с одной из шестерен 10, 11, 12, шпиндельный двойной блок (21, 22) с колесами 18, 19 соответственно.
Перебор задействуют, смещая шпиндельный блок вправо. Цепь от вала IV к V замыкается посредством блока (23, 24), зацепляемого с колесом 16 или 17, пары 25–27. Разное положение блоков: (8, 9), (13, 14, 15), (21, 22) дает 12 частот на шпинделе, еще 12 – получают с помощью перебора.
При сжатии правых дисков муфты 6 соединяются валы II, III посредством промежуточных паразитных шестерен 28, 29, изменяющих направление оборотов на обратное. Далее кинематика идентична прямым оборотам.
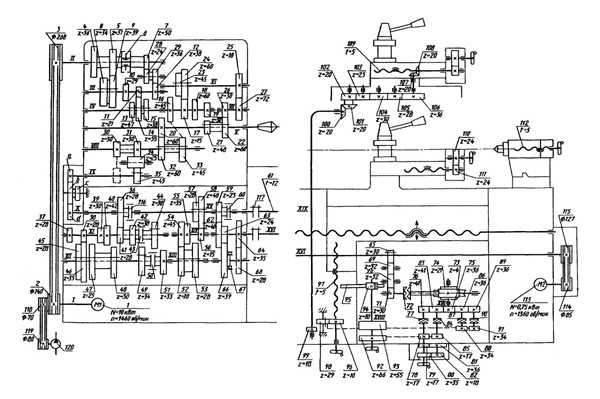 Рис. 4. Кинематика
Рис. 4. Кинематика
Подачи
Каждому из четырех возможных движений суппорта соответствует своя кинематическая ветвь: продольной, поперечной подач, винторезная, быстрого хода. Вал VIII получает момент со шпинделя посредством передачи 20–32 или узла увеличения шага (перебора), связанных колес 16, 33. От реверсивного механизма, содержащего неподвижные колеса 30, 31; паразитное – 34, подвижное – 35; через гитару (a, b, c, d) сообщается момент приемному валу X механизма подач.
Переключая муфты в различном сочетании с зубчатыми блоками, изменяют обороты конечного вала XV коробки подач. Он передает движение ходовому валу XVI или винту 61. Первый вариант получают за счет двух зубчатых пар, смонтированных на подшипниках, обгонной муфты 67, неподвижных соединенных колес 68, 64. Во втором случае XV, 61 связывает муфта 60.
Вращение ходового винта 61 преобразовывается маточной гайкой, смонтированной внутри фартука, в прямолинейное движение каретки. Комбинируя переключения муфт, блоков коробки подач, устанавливают необходимый шаг. Часть диапазона получают за счет настройки гитары, отключив коробку муфтами 60, 116.
Вал XVII механизма фартука получает движение от ходового вала со скользящей шестерней 65,по цепочке 69 – 70 – 71, муфта 72, червяк 73, связанный с колесом 74. Замыканием кулачковых полумуфт 77, 84 задают направление вращения XVIII с колесом 94. Последнее, перекатываясь по статичной рейке 95, реализует прямолинейное движение каретки. Муфты 87, 90, связывая вал XVII с винтом 97, обеспечивают подключение подачи, реверс поперечных салазок.
Вращение ходового вала, полученное от двигателя 113 через ременную пару, преобразуется в ускоренный ход каретки. Благодаря обгонной муфте 67 движение может происходить при отсоединенной коробке. Винтами 97, 109, вручную перемещают поперечные, верхние салазки, вращая – 112, выдвигают пиноль.

Коробка скоростей
Непосредственно к коробке относятся валы II – VI с неподвижными колесами, четырьмя блоками. Переборы отношением: 1:32; 1:8; 1:2; 1,25:1 обеспечивают 4 диапазона оборотов:12,5 – 40; 50 – 160; 200 – 630; 500 – 1600 об/мин.
Механизмы размещены внутри передней бабки. Передачи, валы изготовлены из хромистой стали. Зубья закаленные, шлифованные, торцы закруглены для облегчения переключений. Шлицы обработаны аналогично.
Величина момента, передаваемого фрикционной муфтой регулируется подтяжкой гаек 62, 59 (см. рис. 5) для прямых, обратных оборотов соответственно.
При угле проворота более 1/16 обязательно сравнить крутящий момент с допустимым паспортом.
Шпиндельная бабка
Содержит коробку скоростей, два промежуточных вала, связанных гитарой с коробкой подач. Шпиндельные подшипники отрегулированы заводом. Жесткость удовлетворительна, если вертикальная нагрузка 50 кгс, приложенная под фланец, вызывает смещение не более 0,001 мм.
Серии первых выпусков комплектовались: передняя опора – роликовый радиальный двухрядный подшипник 4 класса с коническим отверстием: 4-3182120. Задняя – шариковый радиально-упорный 5 класса: 5-46216Л. В поздних версиях заменены на роликовый радиально-упорный конический двухрядный 4-697920Л1, роликовый радиально-упорный с пружинами на наружном кольце 5-17716Л.
Внутри корпуса размещены трубки, распределительные лотки централизованной автоматической смазки. Масло И20 поступает к подшипникам шпинделя, передачам, подвижным шлицевым соединениям блоков.
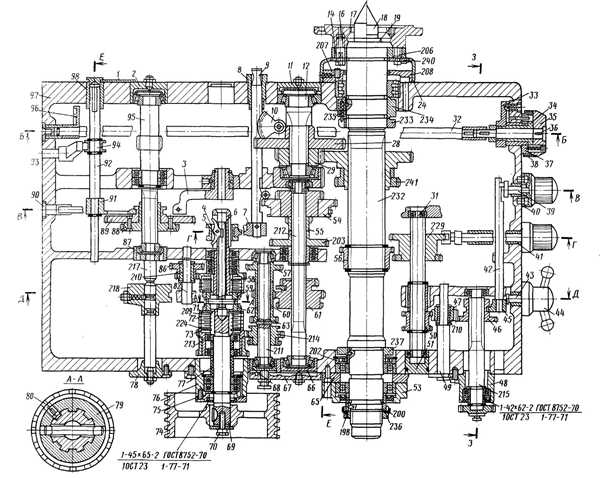 Рис. 5. Развертка шпиндельной бабки
Рис. 5. Развертка шпиндельной бабки
Коробка подач
Самостоятельный узел, расположенный над левой тумбой. Кинематика (см. 3.2). Агрегат вкупе с цепью увеличения шага, сменной гитарой обеспечивает 24 продольные / поперечные подачи.
Предусмотрена обработка прецизионной резьбы, минуя механику коробки, при отсоединенном винте. Запуск двигателя быстрого движения сопровождает автоматическое отключение ходового вала сработавшей муфтой свободного хода. С целью повышения долговечности опор везде применены подшипники качения. Смазка пар трения автоматическая, поливом, подвод масла от отдельного насоса.
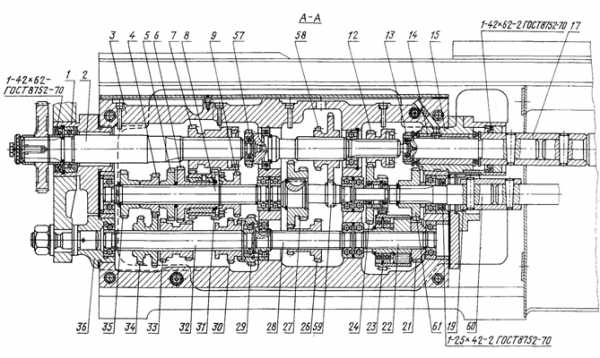 Рис. 6. Разрез коробки
Рис. 6. Разрез коробки
Фартук
Корпус содержит четыре пары кулачковых полумуфт, изготовленных за одно целое с шестернями. Сочетание включений обеспечивает прямые, обратные хода каретки, салазок суппорта. Половинка маточной гайки 62 при резьбонарезании подводится до сопряжения с профилем ходового винта.
Блокировки предохраняют от одномоментного пуска ходового вала, винта, двух подач. Формируемая сила подачи настраивается гайкой 11 по динамометру. Конструкция узла отключения подачи гарантирует точность остановки по упору 50 мкм.
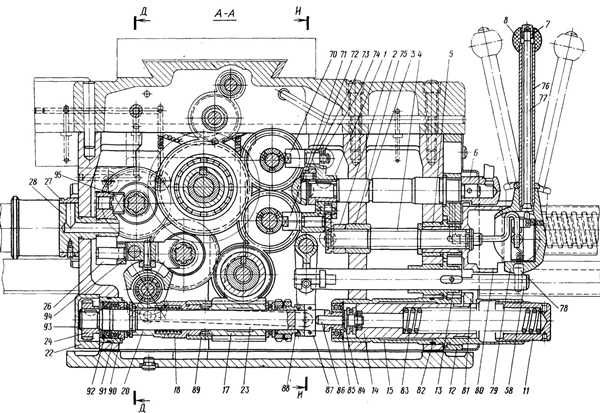
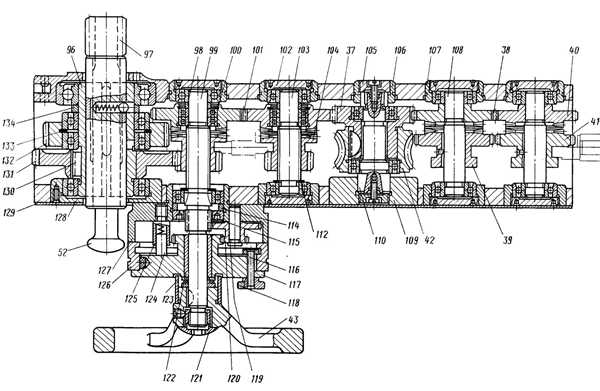
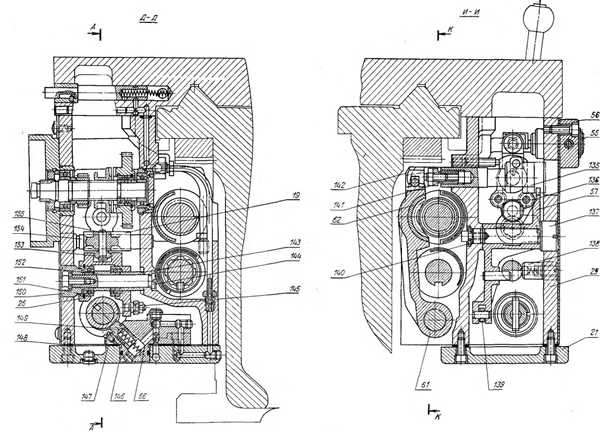 Рис. 7. Разрезы фартука
Рис. 7. Разрезы фартука
Суппорт
Крестовая компоновка позволяет реализовать продольное движение по направляющим станины, поперечный ход салазок по направляющим каретки. Пуск механической поперечной подачи отключает ручной штурвал 33.
Четырехпозиционный резцедержатель 43 установлен на резцовых салазках 9, перемещающихся вручную по направляющим поворотной части 10. Рукоятью 4 резцедержатель поворачивается, стабильно фиксируется с точностью 5 мкм. Сверху на салазках суппорта может устанавливаться задний держатель 6 для ускорения отрезных работ.
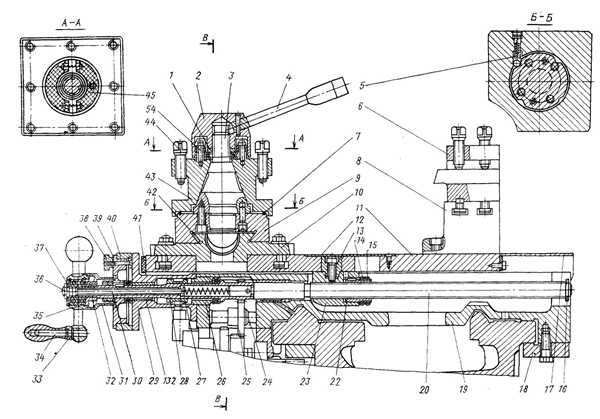 Рис. 8. Поперечный разрез суппорта
Рис. 8. Поперечный разрез суппорта
Задняя бабка
Отжатая бабка двигается вручную. Закрепляется планкой 31, прижимающей плиту 28 к направляющим, при повороте на себя рычага 19, посаженного на эксцентрик 20, соединенный тягой 25 с планкой. Предусмотрен подвод воздуха для аэростатической подушки, уменьшающей потребное усилие смещения до 5 кгс, исключающей образование задиров.
Вращение штурвала 12, надетого на винт 5, трансформируется гайкой 6 в движение пиноли 3. Выдвижение контролируют по шкале отсчета 11 с ценой штриха 0,1 мм, максимальный ход – 150 мм. Пиноль расточена под конус Морзе №5, блокируется рукояткой 48. Корпус 2 можно смещать поперек винтами 41 на ± 15 мм, обтачивая пологие конуса. Исходную соосность со шпинделем обеспечивает совмещение платиков А в одной плоскости.
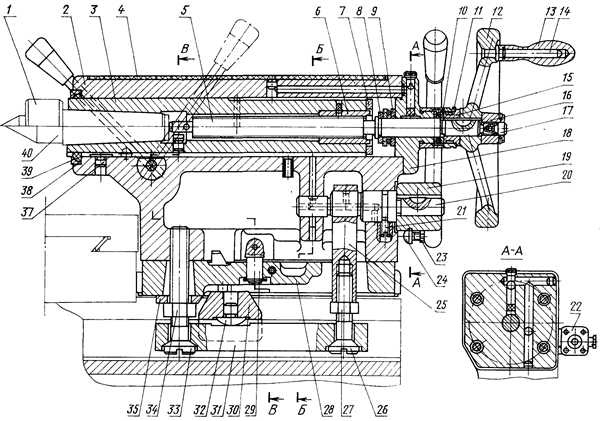
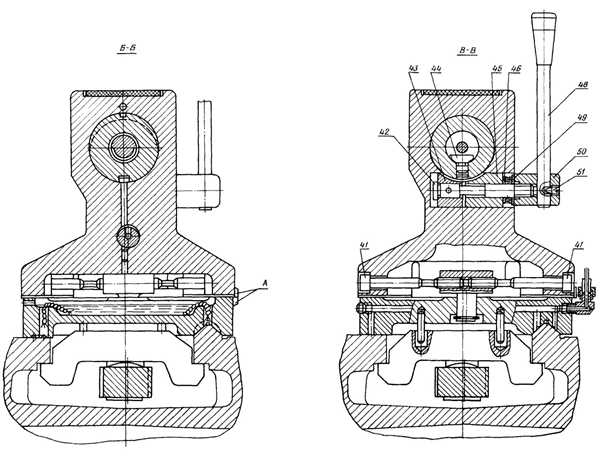 Рис. 9. Бабка задняя
Рис. 9. Бабка задняя
vseochpu.ru
Токарно-винторезный станок 16К20 — 16К25
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание — как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Иностранные языки
- Технические науки
- Теоретическая механика и сопромат
- Сварка
- Естествознание
forkettle.ru
Паспорт на токарно-винторезный станок 16К25 / Токарные станки / Stanok-online.ru
Московский станкостроительный завод Ефремова, руководство по эксплуатации, 16К20.000.000.РЭ, 1979 год.
Токарно-винторезный станок модели 16К25 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне. Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности 6.
Станок заменяет модель 1К625. По всем качественным показателям (производительности, точности, долговечности, надёжности, удобству обслуживания, безопасности работы и т.п.) превосходит станок модели 1К625. Жёсткая коробчатой формы станина с калёными шлифованными направляющими установлена на монолитном основании. Шпиндель смонтирован на прецизионных подшипниках качения. На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы.
Новая конструкция резцедержателя улучшает стабильность фиксации. Фартук станка снабжён оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жёстком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке. Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Последовательно включая станок без нагрузки на различных числах оборотов и подачах, начиная с минимальных, в течение с нескольких часов, следует убедиться в нормальной работе всех механизмов. После этого можно приступить к наладке станка на обработку деталей. В течение первых 50 – 60 часов для приработки работать только на средних скоростях и нагрузках, особое внимание уделяя контролю функционирования системы смазки. Период сохранения первоначальной точности и долговечности станка зависит от окружающей среды, поэтому недопустимо устанавливать станок в помещениях с высокой концентрацией абразивной пыли, окалины. Обработка чугунных деталей способствует повышенному износу трущихся частей, поэтому при обработке таких деталей нужно несколько раз в смену особенно тщательно удалять стружку и пыль с направляющих станины и каретки и смазывать их. Желательно чтобы обработка чугунных деталей не превышала 20% от общего количества изделий.
Скачать бесплатно паспорт на токарно-винторезный станок 16К25
stanok-online.ru
16к25 технические характеристики — sovetskyfilm.ru
16К25 — Станок токарно-винторезный облегченного типа
Технические характеристики:
Станки модели 16к25 предназначены для разнообразных получистовых и чистовых токарных работ в центрах или патроне, а также для нарезания метрической, модульной и питчевых резьб
Класс точности Н
Наибольший диаметр обрабатываемой заготовки над станиной мм 500
Наибольший диаметр точения над поперечным суппортом мм 290
Наибольший диаметр обрабатываемого прутка мм 53
Наибольшая длинна обрабатываемого изделия мм 710, 1000, 1400, 2000
Предел числа оборотов шпинделя об/мин 12,5-1600
— продольных мм/об 0,05-2,8
— поперечных мм/об 0,025-1,4
Наибольшее усилие допускаемое механизмом подач на упоре
— продольное кгс 800
— поперечное кгс 460
Наибольшее усилие допускаемое механизмом подач на резце
— продольное кгс 600
— поперечное кгс 360
Мощность электродвигателя главного движения кВт 11
Габариты станка (Длинна)
— длинна мм 2505, 2795, 3195, 3795
— ширина мм 1190
— высота мм 1500
Масса станка кг 2925, 3095, 3315, 3775
16К25 — Токарный станок облеченный
Токарный станок 16К25 применяется для механической обработки заготовок выполненных из различных конструкционных материалов и сплавов. Расширенное название этой модели — станок токарно-винторезный облегченного типа. Обрабатываемое изделие может состоять из стали, чугуна, сплавов цветных и черных металлов. Металлорежущий станок 16К25 используется типичных токарных операций, присущих этому типу металлообрабатывающего оборудования: точение плоских и ступенчатых валов и других поверхностей вращения, подрезки торцев, получения канавок и галтеле, нарезание резьбы различных видов.
На металлорежущем станке 16К25 в качестве обрабатывающего инструмента можно использовать как резцы выполненные из быстрорежущей стали, а так и оснащенные быстросъемными твердосплавными пластинами. Скорость вращения шпинделя станка регулируется ступенчато, однако, широкий диапазон возможных частот вращения позволяет выбрать оптимальный режим резания для данного типа и размера заготовки
Металлорежущий станок 16К25 долго производился московским заводом «Красный пролетарий» в нескольких вариантах в зависимости от длины станины и, следовательно, разным расстоянием между центрами. Данная модель металлообрабатывающего оборудования хорошо подходит для обработки заготовок средних габаритов в условиях производства единичного или мелкосерийного типа, кроме того станок может использоваться в инструментальных и ремонтных цехах промышленных компаний смежных отраслей.
Точность: Н
Максимальный диаметр обрабатываемой заготовки над станиной, мм: 500
Максимальный диаметр точения над поперечным суппортом, мм: 290
Максимальный диаметр обрабатываемого прутка, мм: 53
Максимальная длина обрабатываемой детали, мм: 710, 1000, 1400, 2000
Минимальная частота вращения шпинделя, об/мин: 12,5
Максимальная частота вращения шпинделя, об/мин: 1600
Диапазон подач, мм/об
продольных: 0,05-2,8
поперечных: 0,025-1,4
Максимальное усилие допускаемое механизмом подач на упоре, кгс:
продольное: 800
поперечное: 460
Максимальное усилие допускаемое механизмом подач на резце, кгс:
продольное: 600
поперечное: 360
Мощность главного двигателя, кВт: 11
Габариты станка 16К25, мм
длина: 2505, 2795, 3195, 3795
ширина: 1190
высота: 1500
Масса станка 16К25, кг: 2925, 3095, 3315, 3775

Токарно винторезный станок модель 16К25 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Наибольший диаметр точения над станиной, мм
Наибольший диаметр точения над суппортом, мм
Диаметр отверстия в шпинделе, мм
Расстояние между центрами РМЦ, мм
Наибольшая длина обтачивания (соответственно РМЦ), мм
Пределы чисел оборотов шпинделя, об/мин
Пределы продольных подач суппорта, мм/об
Пределы поперечных подач суппорта, мм/об
Мощность главного электродвигателя, квт
Габариты станка, мм (длина x ширина x высота)
3295 x 1240 x 1500

Дополнительные фото (большого разрешения) отправляем по запросу.
Вы можете написать нам, воспользовавшись специальной формой, размещенной на сайте!
Б/У оборудование для металлообработки. stankitorg.ru Станки, прессы, гильотины.
Прочистка канализации в одинцово
Трубогиб ручной ТР и другие марки – рассматриваем типы этого приспособления
В этой статье мы рассмотрим различные механические трубогибы, которые можно использовать руками, применяя только мускульную.
Виды сварочных аппаратов – обзор популярных моделей
Статья подскажет вам, какое специальное оборудование имеет смысл приобрести, если вы планируете производить работы по.
Ленточнопильный станок (ленточные пилы)
Цветные металлы и сплавы
Конструкционные стали и сплавы
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТОКАРНО-ВИНТОРЕЗНОГО СА6150B/1000 Характеристика СА6150B Наибольший диаметр обрабатываемой заготовки над станиной 500 мм Наибольшая длина заготовки, мм 1000, 1500.2000 Наибольшая длина обрабатываемой заготовки 900, 1400 Расстояние от оси шпинделя до плоскости станины 305 мм Наибольший диаметр обрабатываемой заготовки над суппортом 300 мм Отверстие шпинделя 80 мм Количество скоростей прямого вращения шпинделя 24 Диапазон 50Гц:11-1600об/мин Количество скоростей обратного вращения шпинделя: 24 Диапазон 50Гц:11-1600об/мин Диаметр отверстия в шпинделе 80мм Продольная подача суппорта Число ступеней рабочих продольных подач: 64 — чистовая обработка 0.028 — 0.11мм/об — получистовая обработка 0.11 — 1.6мм/об — черновая обработка 1.76 — 6.4мм/об Поперечная подача суппорта Число ступеней поперечных рабочих подач 64 — чистовая обработка 0.014 — 0.05мм/об — получистовая обработка 0.05 — 0.8 мм/об — черновая обработка 0.88 — 3.2мм/об Скорость холостой продольной подачи: 50Гц:4м/мин Скорость холостой поперечной подачи: 50 Гц:2 м/мин Диапазон нарезаемой резьбы Метрическая резьба, Количество 44 Пределы шага 1 -192мм Дюймовая резьба Количество 28 Пределы шага 1/2 — 24 ниток на дюйм Модульная резьба Количество 39 Пределы шага 0.25 — 48 Питчевая резьба Количество 38 Пределы шага 1/2 — 96питч Наибольшее поперечное перемещение суппорта 320мм Наибольшее перемещение верхних салазок 140мм Угол поворота суппорта 90 Расстояние от оси шпинделя до инструмента (по вертикали) 26мм Размер сечения хвостовика инструмента 25×25мм Диаметр пиноли задней бабки 75мм Наибольшее перемещение пиноли 150мм Конус шпинделя задней бабки Морзе №5 Шаг ходового винта, Tип Y132M-4, левый 12мм Двигатель главного привода Мощность 7.5кВт Частота вращения 50Гц: 1450 об/мин Насос охлаждения: Тип AYB-25 Мощность 90Вт Расход 25л/мин Двигатель быстрого хода фартука Тип YSS2-5634 Мощность 250Вт Частота вращения 50Гц: 1500 об/мин Тип клинового ремня главного привода A-2337 Количество клиновых ремней главного привода 5 шт. Тип клинового ремня насоса охлаждения 0-1000 Количество клиновых ремней насоса охлаждения 1 шт. Масса СА6150B/1000 станка с РМЦ 1000мм 2140кг Масса СА6150B/1000 станка с РМЦ 1500мм 2290кг Габариты станка с РМЦ 1000мм 2668х1037х1312 Габариты станка с РМЦ 1500мм 3168х1037х1312
Вас также могут заинтересовать
«SMTCL — международная компания, инженерно-технический центр которой находится в Германии (г. Ашерс-Лебен), а производственные площади, как и у большинства европейских станкостроительных фирм, располо
Год выпуска 1973 — 1984 Станок нормальной точности и повышенной точности предназначены для выполнения разнообразных токарных работ при закреплении изделия в центрах или в патроне, а также для нарезани
Продам токарно-винторезные станки 16Б16П, 16Д25, 16К20, 1А616, 1В62Г, 1К62, 163, 1М63, 1П365, SU-50A, SN-402, ФТ-11 После кап. ремонта, в отличном техническом состоянии, ревизия электрической части, м
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ ТОКАРНО-ВИНТОРЕЗНЫХ моделей 1В62Г Модель 1В62Г Основные параметры ГОСТ 440-81 Наибольший диаметр обрабатываемой заготовки, мм: над станиной 445 над суппортом 220 над
Станки токарно-винторезные в Киеве Просмотреть на сайте компанииСообщить о нарушении написать письмо Кому Стан-Комплект, ООО СП Тема Ф.И.О. Название компании Ваш E-mail Страна Австралия Австрия Азерб
Внимание!
Информация по Станок токарно-винторезный СА6150В (аналог 16К20, 16К25) предоставлена компанией-поставщиком Стан-Комплект, ООО СП. Для того, чтобы получить дополнительную информацию, узнать актуальную цену или условия постаки, нажмите ссылку «Отправить сообщение ».
Внимание, только СЕГОДНЯ!
sovetskyfilm.ru
Универсальный токарный станок 16К25 облегченный
Токарный станок 16к25 – это упрощенный вариант токарного станка 16к20. Но в некоторых параметрах он улучшен и повышен в производительности.
 Описание
Описание
Токарно-винторезный станок 16К25 применяется для осуществления токарных работ: растачивания и обтачивания конических и цилиндрических поверхностей; нарезания торцовой резьбы; нарезания левой и правой дюймовой, метрической, модульной и питчевой резьбы, одно — и многозаходных резьб с увеличенным или обычным шагом, а также развертывания, сверления, зенкерования и т.п. Отклонение от торцевой прямолинейности плоскости на диаметре 300 мм – 16 мк, отклонение от конусности 20 мк, цилиндричности 7 мк на длине 300 мм.
Основные параметры
Данная модель – это облегченной вариант станка 16К20 с увеличенным диаметром обрабатываемой детали. Диаметр отделываемой заготовки повысился с 400мм. до 500мм.
Станки оборудованы приводом быстрых передвижений суппорта, механическим фрикционом, направляющие станины закалены HRCэ 49…57, а задняя бабка отличается аэростатической разгрузкой.
Техническими показателями, по которым определяют токарно-винторезные станки, есть максимальный диаметр D отделываемой детали (заготовки) или расстояние между станиной и центрами, которое должно равняться половине диаметра, максимальная длина L отделываемой детали (заготовки) и масса станка. Список максимальных диаметров при производстве для токарно-винторезных станков являет собой следующий вид: D = 100, 2000, 125, 1600, 160, 1250, 200, 1000, 250, 800, 320, 630, 400, 500 и так дальше до 4000 мм.
Максимальная длина L используемой заготовки рассчитывается отрезком между центрами станка. Производимые станки при одинаковых значениях D могут иметь разные значения L. По массе токарные станки разделяют на тяжелые – до 400 т (Dmin = 1600 мм, Dmax= 4000 мм), крупные – до 15 т (Dmin = 630 мм, Dmax= 1250 мм), средние – до 4 т (Dmin = 250 мм, Dmax= 500 мм) и легкие – до 500 кг (Dmin = 100 мм, Dmax= 200 мм).
Применение
Легкие токарные станки используются на предприятиях с инструментальным производством, в опытных и экспериментальных цехах предприятий, приборостроении, часовой промышленности. Такие модели производятся как с механической подачей, так и без нее.
Random Posts
stankitokarnie.ru
Токарный станок 16К25
Токарно-винторезный станок 16К25Обозначение Токарно-винторезный станок 16К25:
Цифра 1: токарный станок
Цифра 6: токарно-винторезный станок
К: модернизация базовой модели
Цифра 25: высота центров 250мм
Общий вид Токарно-винторезный станок 16К25:
Назначение Токарно-винторезный станок 16К25:
Универсальный токарно-винторезный станок 16К25 предназначен для выполнения токарных работ. Станок спроектирован на базе станка 16К20 с модификацией для обработки диаметров изделий до 500мм. Станок изготавливается в двух модификациях: наибольшая длина обрабатываемой заготовки до 2000мм и с наибольшей длиной обрабатываемой заготовки 710мм. Станок 16К25 используется в мелко серийном или единичном производстве.
Технические характеристики Токарно-винторезный станок 16К25:
Класс точности – Н
Наибольшая длина обрабатываемой заготовки – 710мм
Высота оси центров над плоскими направляющими станины – 250мм
Частота вращения шпинделя – 12,5…1600об/мин
Подача:
Продольная – 0,05…2,8мм/об
Поперечная – 0,025…1,4мм/об
Наибольшее усилие механизма подач:
Продольное перемещение:
На упоре – 7845Н
На резце – 5884Н
Поперечное перемещение:
На упоре – 4510Н
На резце – 3530Н
Наибольший диаметр заготовки:
Над станиной – 500мм
Над поперечными салазками суппорта – 290мм
При установки в отверстии шпинделя – 53мм
Наибольшая длина обтачивания – 645мм
Пределы шагов нарезаемых резьб:
Метрическая – 0,5…112мм
Дюймовая (число ниток на дюйм 1”) – 56…0,5мм
Модульная (модуль) – 0,5…112мм
Питчевая (питч) – 56…0,5мм
Максимальная масса изделия:
В патроне – 300кг
В центрах – 650кг
Двигатель главного привода:
Мощность – 11кВт
Частота вращения – 1460об/мин
Габариты: длина, ширина, высота – 2505х1240х1500
Масса станка – 2925кг
www.tokar-work.ru
Токарно-винторезный станок мод. 16К25 РМЦ 750-2000мм.
Токарно-винторезный станок 16К25
предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Токарно-винторезный станок 16К25 является облегченной версией станка 16К20 с увеличиным диаметром обрабатываемой детали. Диаметр обрабатываемой детали увеличился с 400мм. до 500мм.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57.
Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм.
Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм).
Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Технические характеристики токарно-винторезного станка 16К25.
| Наименование параметров | Ед.изм. | Величины |
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 500 |
| Наибольший диаметр точения над поперечным суппортом | мм | 290 |
| Наибольший диаметр обрабатываемого прутка | мм | 53 |
| Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
| Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
| Пределы подач |
| |
| — продольных | мм/об | 0,05-2,8 |
| — поперечных | мм/об | 0,025-1,4 |
| Наибольшее усилие допускаемое механизмом подач на упоре |
| |
| — продольное | кгс | 800 |
| — поперечное | кгс | 460 |
| Наибольшее усилие допускаемое механизмом подач на резце |
| |
| — продольное | кгс | 600 |
| — поперечное | кгс | 360 |
| Мощность электродвигателя главного движения | кВт | 11 |
| Габариты станка (Длинна) |
| |
| — длинна | мм | 2505, 2795, 3195, 3795 |
| — ширина | мм | 1190 |
| — высота | мм | 1500 |
| Масса станка | кг | 2925, 3095, 3315, 3775 |
Токарно-винторезный станок мод. 16К25 РМЦ 750-2000мм.
russtanko-rzn.ru