Станок токарно-винторезный облегченного типа 16К25 (РМЦ 2000)
Если Вам необходимо купить Станок токарно-винторезный облегченного типа 16К25 (РМЦ 2000) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный облегченного типа 16К25 (РМЦ 2000) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
16Р25П Станок токарно-винторезный повышенной точностируководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка повышенной точности 16Р25П
Производитель токарно-винторезного станка повышенной точности 16Р25П — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Токарно-винторезные станки. Общие сведения
Токарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.
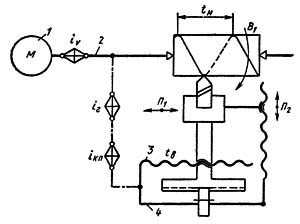
Структурная схема токарно-винторезного станка
Формообразование обеспечивается:
- вращательным движением заготовки (B
- поступательным движением инструмента (П1 и П2) по цепи: шпиндель 2 — ходовой вал 4 (при точении) или шпиндель — ходовой винт 3 (при нарезании резьбы) со звеньями настройки iv и iкп
Основные размеры токарно-винторезного станка
Основным параметром токарно-винторезного станка является наибольший диаметр D, обрабатываемой заготовки над станиной. Зазор между горизонтальной плоскостью направляющих и диаметром обрабатываемой заготовки D — не более 0,04D. Диаметр D приблизительно равен удвоенной высоте центров станка.
ГОСТ 440—57 предусматривает ряд размеров токарно-винторезных станков с значениями D от 100 до 6300 мм, построенными по закону геометрической прогрессии со знаменателем φ = 1,26 (с небольшими округлениями).
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали. Оно определяется при сдвинутой (без свешивания с направляющих) в правое крайнее положение задней бабке. Станки с одним и тем же наибольшим диаметром обрабатываемой заготовки могут иметь различное межцентровое расстояние в пределах, предусмотренных ГОСТом 440—57. Например, станки с наибольшим диаметром обрабатываемой заготовки 400 мм выполняются с наибольшим расстоянием между центрами 700, 1000 и 1400 мм. Для большинства тяжелых токарных станков наибольшее расстояние между центрами не регламентировано.
Важным размером станка является также наибольший диаметр обрабатываемой заготовки над суппортом D1. Он должен быть не меньше, чем предусмотрено в ГОСТе 440—57.
Кроме этих основных параметров токарно-винторезных станков, ГОСТ 440—57 устанавливает наибольшее число оборотов шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя (номер конуса Морзе или метрического), наибольшую высоту резца и наибольший допустимый вес станка (без электрооборудования).
Типаж токарно-винторезных станков
Станкостроительная промышленность выпускает токарно-винторезные станки с наибольшим диаметром обрабатываемой заготовки в пределах 160—1250 мм и наибольшим расстоянием между центрами до 12 500 мм.
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
Р – поколение станка (А, Б, В, Д, К, Л, М, Р) или обозначение завода — производителя
25 – высота центров над станиной (250 мм)
Буквы в конце обозначения модели:
Г – исполнение станка с выемкой в станине
К – исполнение станка с гидрокопировальным устройством
М – исполнение станка для серийного производства с гидрокопировальным устройством
П – исполнение станка с повышенной точностью по ГОСТ 8-82
В – исполнение станка с высокой точностью по ГОСТ 8-82
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
16Р25П станок токарно-винторезный универсальный повышенной точности. Назначение и область применения
Станок предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Станок заменяет модель 16К25. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 1К625. Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании.
Станок предназначен для выполнения разнообразных чистовых токарных работ с обеспечением высокой точности геометрической формы и шероховатости обработанной поверхности детали, а также нарезания метрической, дюймовой, модульной и питчевой резьб.
Область применения станка — единичное, мелкосерийное и серийное производство с мелкими повторяющимися партиями деталей.
Гидростатические опоры шпинделя обеспечивают стабильность точностных параметров обработанного изделия и длительную стойкость режущего инструмента. Плавность перемещения каретки при минимальной подаче обеспечивается с помощью поддува сжатого воздуха под направляющие каретки.
Механизированное перемещение верхней части суппорта повышает производительность труда, точность и чистоту обработки. На станке с использованием устройства цифровой индикации улучшены условия настройки на диаметральный размер.
Особенности конструкции станка 16Р25П:
- Жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки
- Широкая станина двумя закаленными призматическими направляющими, обеспечивающими минимальную переориентацию каретки и длительный срок эксплуатации станка с сохранением первоначальной точности
- Отверстие в шпинделе 95 мм, что позволяет использовать станок для обработки труб НКТ и прутковых изделий
- Направляющие каретки и поперечной ползушки армированы антифрикционными планками, позволяющими получить минимальную минутную подачу до 0,4…0,5 мм/мин
- Коробка подач обладает высокой жесткостью кинематической цепи, имеет две электромагнитные муфты дистанционного переключения передач без остановки станка
- Все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы
- Фартук имеет собственный привод ускоренного перемещения каретки и суппорта, позволяет осуществлять работу по упорам с автоматическим отключением подачи при контакте с упором в момент увеличения нагрузки на реечной шестерне
- 4-х позиционная резцовая головка с вертикальной осью вращения
- Класс точности станка — П
- При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6 б.
- Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Шпиндель смонтирован на прецизионных подшипниках качения. На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации. Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Станок имеет полый шпиндель, что при спец. заказе позволяет устанавливать второй патрон и использовать его для обработки концов труб газового и нефтяного сортамента диаметром до 90 мм, независимо от их длины.
Средний уровень звука А не превышает 80 дБА.
Корректированный уровень звуковой мощности рА не превышает 96 дБА.
Комплектация станка 16Р25П:
- 3-х кулачковый самоцентрирующийся патрон ø 315 мм
- Комплект сменных зубчатых колес
- 4-х позиционный резцедержатель
Дополнительная комплектация станка 16Р25П:
- 3-х координатная система УЦИ фирмы «Newall» на продольное перемещение каретки с суппортом (ось Z), на поперечное перемещение суппорта (ось X), на перемещение резцовых салазок с суппортом (ось Y)
- Конусная линейка
- Резьбоуказатель метрический
- Люнет подвижный ø 20 – 110 мм
- Люнет неподвижный ø 20 – 160 мм
- Патрон 4-х кулачковый 315 мм
- 2-х позиционный быстросменный резцедержатель с набором инструментальных блоков
- Опоры клиновые
- Центр вращающийся
Устройство цифровой индикации контролирует перемещение поперечного суппорта и на цифровом табло показывает его положение относительно произвольно выбранного станочником начала координат.
Основные преимущества устройства цифровой индикации:
- отсчет показаний с круговых лимбов и линейных шкал заменяется фиксированием размеров на одной цифровой шкале;
- устраняется необходимость в проведении рабочим арифметических расчетов, которые обычно выполняются в уме, либо на бумаге при выборе начального положения;
- устраняется необходимость в проведении интерполяции.
Конструкция станка не предусматривает возможность оснащения электронным устройством управления (ЧПУ) по контуру, по двум и более осям.
Обозначение универсального токарно-винторезного станка 16Р25П
1 — токарный станок (номер группы по классификации ЭНИМС)
6 – токарно-винторезный станок (подгруппа) по классификации ЭНИМС (6 — токарно-винторезный)
Р – поколение станка
25 – высота центров над станиной (25 — высота центров 250 мм)
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с копировальным устройством
П – повышенная точность станка — (н, п, в, а, с) по ГОСТ 8-82
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Модификации токарно-винторезного станка 16Р25
- 16Р25П-1 Станок токарно-винторезный повышенной точности, предназначен для выполнения разнообразных токарных работ, РМЦ 1000
- 16Р25ПГ-1 Станок выполнен на базе основной модели 16Р25П с выемкой в станине, позволяющей установить заготовку большего диаметра, РМЦ 1000
- 16Р25ПФ101-1 Станок выполнен на базе основной модели 16Р25П с цифровой индикацией, РМЦ 1000
- 16Р25ПГФ101-1 Станок выполнен на базе основной модели 16Р25П с цифровой индикацией и выемкой в станине, РМЦ 1000
- 16Р25П-0,7 Станок токарно-винторезный повышенной точности, РМЦ 750
- 16Р25ПГ-0,7 Станок токарно-винторезный повышенной точности с выемкой в станине, РМЦ750
- 16Р25ПФ101-0,7 Станок токарно-винторезный повышенной точности с цифровой индикацией, РМЦ750
- 16Р25ПГФ101-0,7 Станок токарно-винторезный повышенной точности с цифровой индикацией и выемкой в станине, с РМЦ 750
- 16Р25П-1,5 Станок токарно-винторезный повышенной точности, РМЦ 1500
- 16Р25ПГ-1,5 Станок токарно-винторезный повышенной точности с выемкой в станине, РМЦ 1500
- 16Р25ПФ101-1,5 Станок токарно-винторезный повышенной точности с цифровой индикацией, РМЦ 1500
- 16Р25ПГФ101-1,5 Станок токарно-винторезный повышенной точности с цифровой индикацией и выемкой в станине, с РМЦ 1500
- 16Р25П-2 Станок токарно-винторезный повышенной точности, РМЦ 2000
- 16Р25ПФ101-2 Станок токарно-винторезный повышенной точности с цифровой индикацией, РМЦ 2000
- 16Р25П-3 Станок токарно-винторезный повышенной точности, РМЦ 3000
- 16Р25ПФ101-3 Станок токарно-винторезный повышенной точности с цифровой индикацией, РМЦ 3000
Габариты рабочего пространства токарного станка 16Р25П. Эскиз суппорта
Чертеж шпинделя токарно-винторезного станка 16Р25П.

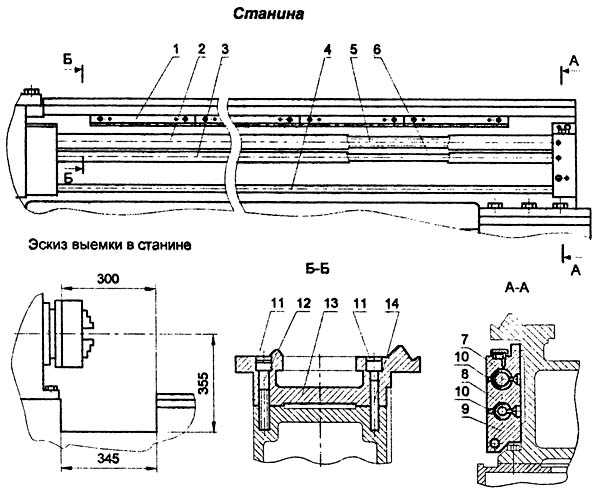
Чертеж станины токарно-винторезного станка 16Р25П.
Общий вид токарно-винторезного станка 16Р25П

Фото токарно-винторезного станка 16Р25П. Скачать в увеличенном масштабе
Расположение органов управления токарно-винторезным станком 16Р25П

Перечень органов управления токарно-винторезного станка 16Р25П
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального, увеличенного шага резьбы и положение при делении многозаходных резьб
- Рукоятка установки правой и левой резьб
- Рукоятка установки величины подачи, шага резьбы
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки величины подачи и шага нарезаемой резьбы и отключение механизма коробки подач при нарезании резьб вручную
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Маховик ручного перемещения каретки
- Рукоятка включения и выключения реечной шестерни
- Болт закрепления каретки на станине
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка зажима пиноли задней бабки
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Кнопка включения электродвигателя привода быстрых ходов каретки и поперечных салазок суппорта
- Рукоятка ручного Перемещения резцовых салазок суппорта
- Рукоятка поворота резцовой головки
- Выключатель лампы местного освещения
- Рукоятка ручного перемещения поперечных салазок суппорта
- Регулируемое сопло подачи охлаждающей жидкости
- Пульт управления на бабке шпиндельной
- 53.1 Кнопка «СТОП» для аварийного отключения
- 53.2 Тумблер. Включение и выключение освещения
- 53.3 Кнопка. Электродвигатель главного привода «СТОП»
- 53.4 Кнопка. Электродвигатель главного привода «ПУСК»
- 5.4.1 Тумблер. Охлаждение «ВКЛЮЧЕНО» — «ВЫКЛЮЧЕНО»
- 5.4.2 Кнопка. Электродвигатель главного привода «СТОП»
- 5.4.3 Кнопка. Электродвигатель главного привода «ПУСК»
- 5.4.4 Кнопка. «СТОП» для аварийного отключения
- 62.1Амперметр
- 62.2Сигнальная лампа. Напряжение подано
- 62.3 Сигнальная лампа. Тормоз включен
Схема кинематическая токарно-винторезного станка 16Р25П

Схема кинематическая токарно-винторезного станка 16Р25П. Скачать в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок
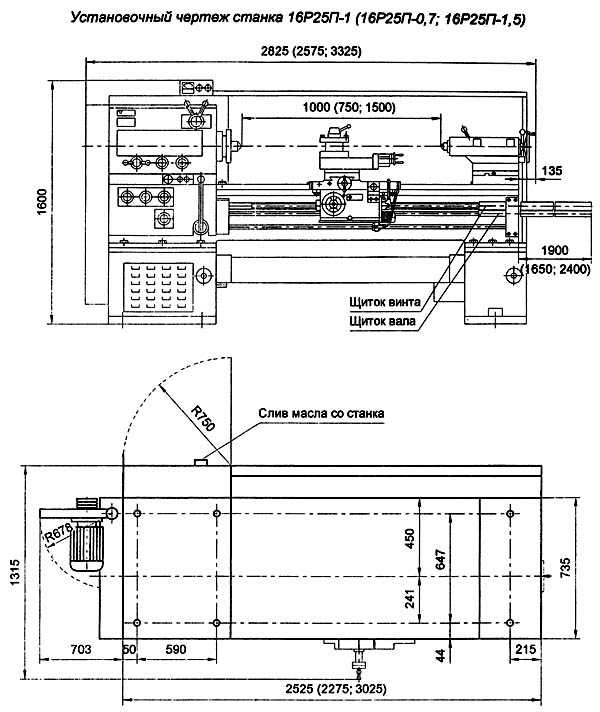
Установочный чртеж токарно-винторезного станка 16Р25П-1
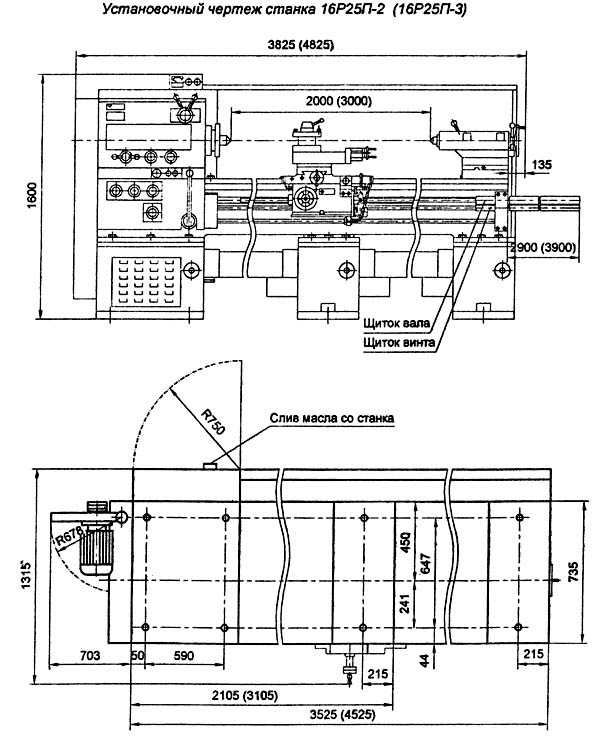
Установочный чртеж токарно-винторезного станка 16Р25П-2
Технические характеристики токарного станка 16Р25П
| Наименование параметра | 16К20 | 16Р25П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 400 | 500 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 250 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 710, 1000, 1400, 2000 | 750, 1500, 2000, 3000 |
| Наибольшая масса обрабатываемого изделия в центрах, кг | 460..1300 | 650..1800 |
| Наибольшая масса обрабатываемого изделия в патроне, кг | 200 | 300 |
| Высота центров над плоскими направляющими станины, мм | 215 | 250 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 95 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 16..2000 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 16..2000 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 11М |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Метрический 100 |
| Диаметр фланца шпинделя, мм | 170 | |
| Наибольший крутящий момент на шпинделе, кНм | 1,0 | |
| Суппорт. Подачи | ||
| Наибольшее поперечное перемещение суппорта, мм | 300 | 300 |
| Наибольшая длина продольного перемещения суппорта (обтачивания), мм | 645, 935, 1335, 1935 | 685, 935, 1435, 1935, 2935 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных/ поперечных | 22/ 24 | 22/ 24 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 3,8/ 1,9 | 20/ 15 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Цена одного деления лимба продольного/ поперечного перемещения, мм/об | 1/ 0,05 | 1/ 0,05 |
| Наибольшее усилие, допускаемое механизмом подач продольное на резце/ на упоре, Н | 5884/ 7845 | 5884/ 7845 |
| Наибольшее усилие, допускаемое механизмом подач поперечное на резце/ на упоре, Н | 3530/ 4510 | 18500 |
| Резцовые салазки | ||
| Наибольшая длина перемещения, мм | 150 | 150 |
| Цена одного деления лимба, мм/об | 0,05 | 0,05 |
| Задняя бабка | ||
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Цена одного деления лимба перемещения пиноли, мм | 0,1 | 0,1 |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Величина поперечного смещения корпуса, мм | ±15 | ±15 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 4 | 4 |
| Электродвигатель главного привода М1, кВт | 11 | 11 |
| Электродвигатель привода быстрого перемещения каретки и суппорта М2, кВт | 0,75 | 0,37 |
| Электродвигатель насоса охлаждения М3, кВт | 0,12 | 0,12 |
| Электродвигатель гидростанции М4, кВт | 1,1 | |
| Электродвигатель насоса смазки, кВт | ||
| Суммарная мощность установленных электродвигателей, кВт | 11,69 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2825 х 1345 х 1600 |
| Масса станка РМЦ=1000, кг | 3005 | 2700 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
16К25 Паспорт токарно-винторезного станка, (pdf) 3,6 Мб, Скачать
stanki-katalog.ru
Токарно-винторезный станок с ЧПУ АС16К25Ф3/1000 (Российский аналог 16А20Ф3)
Токарно-винторезный станок с ЧПУ АС16К25Ф3/1000 является по сути единственным российским аналогом снятого с производства станка 16А20Ф3. Станок относится к универсальному технологическому металлорежущему оборудованию, используемому на различных металлообрабатывающих предприятиях в условиях мелкосерийного и серийного производства.
АС16К25Ф3/1000 Станок применяется для токарной многооперационной обработки в замкнутом полуавтоматическом цикле наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем, а также для нарезания левых и правых резьб: фронтальных, цилиндрических, конических, цилиндрическо-конических с постоянным и переменным шагом как в патроне, так и в центрах.
Технические характеристики токарно-винторезного станка с ЧПУ АС16К25Ф3/1000
| Характеристики | Значение | ||||
|---|---|---|---|---|---|
|
Система ЧПУ |
БАЛТСИСТЕМ NC-201М |
||||
|
Основные параметры |
|||||
|
Max диаметр устанавливаемый над станиной |
мм |
500 |
|||
|
Max диаметр устанавливаемый над суппортом |
мм |
300 |
|||
|
Шпиндель |
|||||
|
Тип привода |
|
ременный |
|||
|
Мощность главного двигателя |
кВт |
7,5 |
|||
|
Частота вращения шпинделя |
об/мин |
21 – 1500 |
|||
|
Регулировка частоты вращения |
|
бесступенчато, в пределах выбранного диапазона |
|||
|
Количество диапазонов оборотов |
|
3, переключаются вручную |
|||
|
I-диапазон |
об/мин |
21 – 150 |
|||
|
II-диапазон |
об/мин |
66 – 500 |
|||
|
III-диапазон |
об/мин |
162 – 1500 |
|||
|
Диаметр обрабатываемого прутка |
мм |
52 |
|||
|
Перемещения |
|||||
|
По оси Х поперечное |
мм |
250 |
|||
|
По оси Z продольное |
мм |
900 |
|||
|
Рабочая подача |
мм/мин |
0 – 2500 |
|||
|
Быстрые перемещения по осям Х / Z |
м/мин |
6 / 10 |
|||
|
Инструментальная головка |
|||||
|
Тип |
|
вертикальная ось вращения |
|||
|
Количество инструментов |
шт |
4 |
|||
|
Время смены инструмента |
сек |
1,5 |
|||
|
Максимальное время смены инструмента |
сек |
3,5 |
|||
|
Сечение резца |
мм |
25х25 |
|||
|
Диаметр инструмента с цилиндрическим хвостовиком |
мм |
32 |
|||
|
Задняя бабка |
|||||
|
Ход пиноли |
мм |
150 |
|||
|
Диаметр пиноли |
мм |
75 |
|||
|
Конус пиноли |
МТ# |
5 |
|||
|
Габаритные размеры |
|||||
|
Длина / ширина / высота |
мм |
2690х1260х1700 |
|||
|
Масса |
кг |
2240 |
|||
rustan.ru