
Однопильный станок с гусеничной подачей MG-153
Общая информация о круглопильном станке MG-153
Предназначен для точной прямолинейной распиловки обрезных и необрезных досок и брусков на заданный размер по ширине, гарантирует прямолинейность заготовки. Данный круглопильный станок подходит для работы с любыми видами заготовок.Преимущества
| |
Опции, описания
 |
ЦЕНТРАЛЬНЫЙ ПУЛЬТ УПРАВЛЕНИЯ Центральный пульт управления расположен на выносной консоли в рабочей зоне оператора, что способствует удобному запуску/отключению станка. |
 |
ДВОЙНАЯ КОГТЕВАЯ ЗАЩИТА Станок оснащен двойной когтевой защитой для максимальной безопасности работы оператора. Препятствует обратному выбросу заготовок. |
 |
ЛАЗЕРНЫЙ УКАЗАТЕЛЬ В комплекте со станком поставляется лазерный указатель линии пропила. Данная опция позволяет оператору визуально определить линию пропила, что в свою очередь способствует снижению количества брака на производстве. |
 |
ПОДАЮЩИЙ СЕКЦИОННЫЙ ТРАНСПОРТЕР Станки MG-153 оснащаются подающим секционным транспортером, за счет чего и достигается высокое качество и геометрия пропила. |
 |
АВТОМАТИЧЕСКАЯ СМАЗКА ПО ТАЙМЕРУ В базовом оснащении поставляется автоматическая система смазки основных узлов и транспортера по таймеру в автоматическом режиме. Данная опция увеличивает срок службы станка и снижает человеческий фактор. |
 |
ЭЛЕКТРИЧЕСКИЕ КОМПОНЕНТЫ
|
Технические характеристики круглопильного оборудования MG-153
| |||||||||||||||||||||
Универсальные автоподатчики
Предназначен для автоматической подачи заготовок в зону резания.
Автоподатчики для круглопильных станков
Заточные станки для дисковых пил
Станок предназначен для заточки дисковых пил с твердосплавными пластинами по передней и задней поверхностям, а также угла косой заточки по задней граням в ручном режиме.
Cтанок предназначен для заточки дисковых пил с твердосплавными напайками по боковым граням в ручном режиме.
Станок предназначен для заточки круглых дисковых пил диаметром 120-170 мм с частотой вращения круга 2800 об/мин.
Межстаночная механизация
Устройство поштучной выдачи доски имеет раму из сварного швеллера.
Приемное устройство обеспечивает прием и удержание доски, срощенной ламели или склеенной по пласти заготовки. Сортировочный транспортер обеспечивает последующий её сброс на линию сортировки.
Устройство сортировки имеет раму из сварного толстостенного швеллера. В приводе подъемников используются карданные валы, цепные передачи. Устройство формирования пакета имеет приспособление для фиксирования установки толщины доски. Устройство поштучной выдачи доски (элеватора). Ленточный транспортер либо бункер для сбора шпаций
Внутрицеховая система аспирации
Промышленные аспирационные установки компании High Class Machinery разработаны с учетом мировых стандартов и требований, с учетом высокой производительности в сочетании с низким потреблением электроэнергии. Так, например аспирационная система модели HCM 2500 имеет производительность 2500м³/час, а мощность двигателя составляет всего 1,5кВт, что на 1,0 кВт меньше чем у аналогичных моделей. А модель HCM 11000-6U оснащенная двигателем мощностью 3,75кВт имеет производительность 11 000м3ч и скорость потока воздуха 43м/с.
Рециркуляционные пылеулавливающие аппараты ФЦ-4000, ФЦ-8000, ФЦ-12000предназначены для очистки воздуха от сухой неслипающейся пыли и стружки.
Рециркуляционные пылеулавливающие аппараты ПФЦ предназначены для от- соса и очистки воздуха от сухой неслипающейся пыли и стружки.
Установки предназначены для удаления стружки, пыли. Также используется для удаления стружки при производстве пластиковых, алюминиевых дверей и для окон.
Оборудование для централизованных систем аспирации
Пилы дисковые с твердосплавными напайками
Продажа круглопильного оборудования – пожалуйста, уточняйте наличие товара на складе. Информация о круглопильном станке размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор — ИНТЕРВЕСП,
дата публикации 14.02.2013 15:54, дата последнего изменения 01.03.2017 13:46.
intervesp-stanki.ru © 2002-2018 Все права защищены.
Публикация разрешена с письменного разрешения автора.
www.intervesp-stanki.ru
Однопильный дисковый станок — Machinepedia
Однопильный дисковый станок
НАЗНАЧЕНИЕ
Предназначен для продольной распиловки бревен и получения качественного пиломатериала с высокой точностью размеров и производительностью до 30 м3/смена по сырью.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ
Основное отличие круглопильного станка «Slidetec» (Финляндия) от традиционных финских и отечественных моделей заключается в новой запатентованной конструкции подающего стола из профильной нержавеющей стали и использование специальных пластиковых салазок вместо роликов, что позволяет столу двигаться плавно, безшумно и с большей безопасностью для оператора.В сочетании с усиленной структурой основной станины станка это позволяет получать более качественный материал и увеличить ресурс работы пилы до заточки, а также сохранять геометрию стола и не допускать его прогибания.
На обе стороны подающего стола имеется отдельный привод, что позволяет использовать сквозное движение пилы через стол.Направляющие упоры пилы регулируются с помощью гидравлики, поэтому оператор может осуществлять регулировку во время работы, не останавливая вращения пилы.
Размерный блок выполнен по самой современной технологии с применением четырёх линейных подшипников и специальных салазок, обеспечивающих лёгкий ход при установке размеров и долговечность конструкции.
Широкий стол, мощный главный вал, бесшумность работы, возможность установки любого дополнительного оборудования для автоматизации процесса распиловки и надёжные комплектующие нового поколения стявят станок вне конкуренции (практически не требует запасных частей).
Slidetec — это единственный из круглопильных станков соответствует новому техническому стандарту Европейского Союза и имеет европейский экологический сертификат.
Производительность — 20-40 куб. м. леса в смену (8 часов). Объёмный выход — 50-65% экспортного качества.
Высокий экономический эффект и быстрый возврат инвестиций.Станок запатентован в Европейском Союзе и имеет дублирующие патенты Российской Федерации , США, и Канады. Аналогов в мире нет !
ПРИНЦИП РАБОТЫ
Бревно с помощью гидроподъемника подается на рабочий стол, где ориентируется и закрепляется крюками.Затем оператор, управляя гидроприводом, подает стол с бревном на пилу и срезает горбыль. Стол возвращается в исходное положение, бревно поворачивается на срезанную поверхность, и срезается второй горбыль.Далее с помощью базовой стенки устанавливается требуемый размер пиломатериала, бревно с помощью прижимного ролика прижимается к базовой стенке и распиливается в размер.
С установкой на станок двух приводных цепей подающей каретки, установилась плавность подачи бревна в зону пиления.Станок имеет удлиненный рабочий стол, приводимый в движение двумя гидромоторами через две цепи, что исключает перекос каретки при большом весе бревен.
КРАТКОЕ ОПИСАНИЕ ТЕХНОЛОГИИ
Профессионалы относят данные станки к малому промышленному классу.С одной стороны они не столь производительны как станки проходного типа.С другой стороны они в три раза производительнее ленточек фермерского класса.Рез выполняется ими индивидуально одной пилой.Большая производительность получается только за счет скорости реза, т.е. подачи.
Бревно подаётся в одном месте, а продукты распиловки выдают в другом.Одновременно выполняя функции распиловки и транспортировки лесоматериалов по цеху.В этом их главное отличие от станков тупикового типа.Выполняют работу как станки первого ряда — разваливают бревно на крупные куски, так и второго ряда — распиливают лесоматериал на доски и бруски.
Можно с уверенностью сказать, что такой станок является наилучшим вариантом для организации небольшого лесопильного хозяйства или модернизации существующего.Причем для наращивания производительности их встраивают в потоки по двое и по четыре.Потоки на базе круглопильных бревнопильных станков этого класса прекрасно дополняются во втором ряду ленточными многопилами, кромкообрезными станками и торцовками.Все это позволяет увеличить производительность, разгружая основной станок
machinepedia.org
Однопильный станок
Однопильный станок с гусеничной подачей и пильным диском, расположенным над столом, предназначен для распиливания досок, планок, брусков и щитов.
Прижим материала к конвейеру производится роликами, расположенными на суппорте и устанавливаемыми в зависимости от толщины обрабатываемого материала. Для направления материала стол снабжен линейкой.
Станок для продольного распиливания
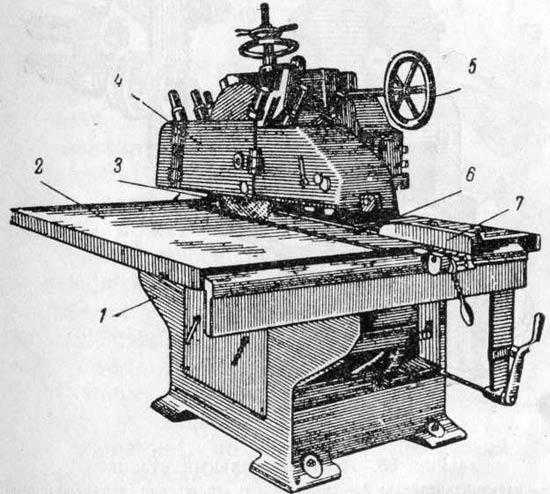
Станок для продольного распиливания с гусеничной подачей:
1 — станина;
2 — рабочий стол;
3 — пильный диск;
4 — защитное приспособление суппорта;
5 — маховичок регулятора высоты;
6 — подающий конвейер;
7 — направляющая линейка.
Ленточнопильный станок предназначен для фигурного (криволинейного) распиливания. Режущим инструментом служит бесконечное пильное полотно, которое огибает два шкива (воробы). Один из них (верхний) холостой, а другой (нижний) соединен с приводом.
Холостой шкив может перемещаться в вертикальном направлении, чем осуществляется натяжение пильного полотна. Сила натяжения регулируется грузом, передвигаемым по рычагу, служащему опорой для подшипников шкива.
Ленточнопильный станок
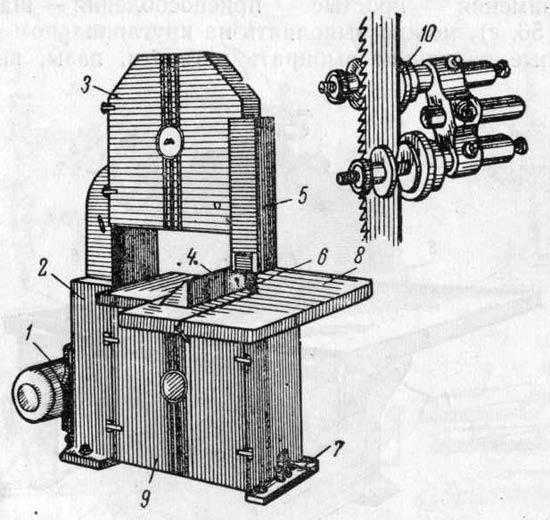
Ленточнопильный станок:
1 — электродвигатель;
2 — станина;
3 — ограждение верхнего шкива;
4 — направляющий угольник;
5 — ограждение регулирующего устройства;
6 — полотно пилы;
7 — ножной тормоз;
8 — рабочий стол;
9 — ограждение нижнего (ведущего) шкива;
10 — направляющие ролики.
Направление движения пильного полотна — сверху вниз. Деталь укладывают на стол и от руки надвигают ее на полотно. Полотна применяются узкие (20 мм и менее). Чем круче кривая пропила, тем уже должно быть полотно.
Для того чтобы устранить при распиливании чрезмерный прогиб полотна и сдвигание его со шкива, с тыльной стороны полотна ставят упорные ролики.
Недостатком ленточнопильных станков является частый обрыв пильного полотна, происходящий от чрезмерного натяжения его и плохой спайки мест соединения. Пайку производят медью на специальном станке. Точат и разводят пильное полотно теми же способами, что и полотно лучковой пилы.
«Столяр-белодеревец и краснодеревец»,
А.Н.Стариков
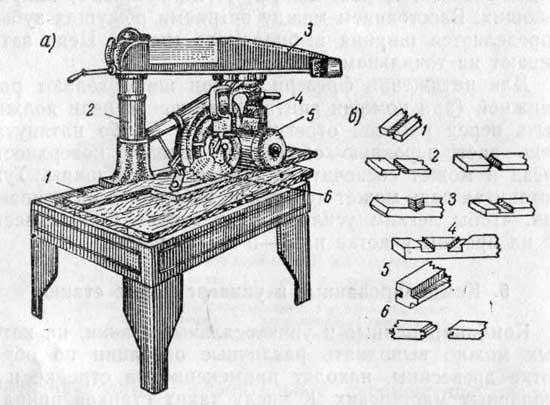
Комбинированные и универсальные станки, на которых можно выполнять различные операции по обработке древесины, находят применение на стройке и в столярных мастерских. К числу таких станков принадлежит универсальный станок, имеющий один шпиндель со сменными рабочими инструментами. Этот станок применяется для продольной и поперечной распиловки, а также для фрезерных, шипорезных и сверлильных работ. На столе станка укреплена…
Гнездо выбирают следующим образом (рис. 68, в). Стол с закрепленной деталью подают в крайнее правое положение, ограниченное упором, и выбирают отверстие I. Затем стол подают в крайнее левое положение и выбирают отверстие II, после чего, не выводя фрезерной цепи из отверстия, подают стол направо и выбирают среднюю часть гнезда восходящей ветвью цепи. Такая последовательность долбления…
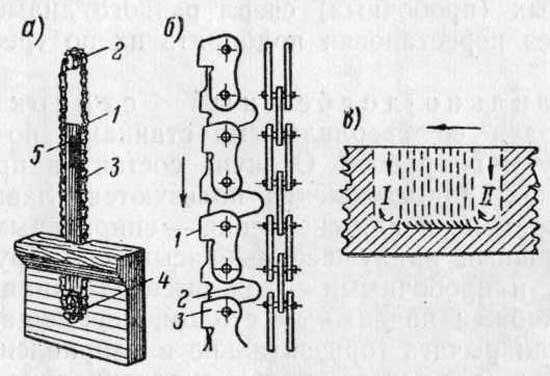
Цепнодолбежный станок имеет рабочей частью (режущим инструментом) фрезерную цепь по типу обычной передаточной (приводной) Цепи, но со звеньями особой формы резца. Цепь приводится в движение вращением ведущей звездочки и направляется специальной планкой (шиной). Резание (долбление) происходит при опускании (внедрении) цепи в древесину. Гнездо получается прямоугольной формы с округленным дном. Цепнодолбежный инструмент Цепнодолбежный инструмент: а —…
Сверлильно-долбежный станок (рис. 67, б) сходен со сверлильными станками по своему устройству и по работе. Отличие состоит в применяемых сверлах: для долбления пользуются главным образом пазовыми, а для сверления — спиральными сверлами, дающими наилучшее выбрасывание стружки из отверстия, и пробочными — для высверливания сучков. Станок снабжен подвижным столом, перемещающимся при помощи рычага горизонтально в направлении,…
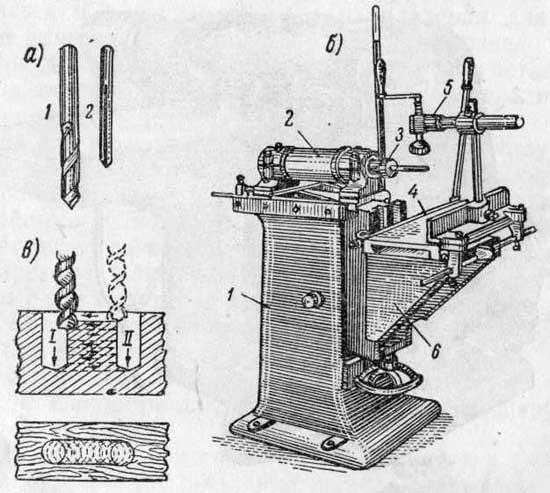
Сверлильные станки предназначены для сверления в материале как сквозных, так и глухих круглых отверстий. В зависимости от направления сверления станки разделяются на горизонтальные и вертикальные. По числу одновременно работающих сверл бывают одношпиндельные и многошпиндельные станки. Горизонтально-сверлильные станки имеют рабочим (режущим) инструментом сверло, укрепляемое в горизонтальном валу (шпинделе) с зажимным патроном. Шпиндель перемещается горизонтально вдоль оси…
www.ktovdome.ru
Однопильный станок
О П И С А H И Е иц 448250
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Сенатских
Социалистических
Республик (61) Зависимое от авт. свидетельства (22) Заявлено 07.08.72 (21) 1817557 /29-33 с присоединением заявки № (32) Приоритет
Опубликовано 25.08.74. Бюллетень № 31
Дата опубликования описания 14.04.75 (51) М. Кл. 8 27Ь 5 ОО
Государстаенный комитет
Сонета Мкннстрое СССР по яелам изобретений н открытий (53) УДК 674.053:621.934 (088.8) (7″) Автор изобретения
Е, С. Билов (71) Заявитель
Украинский научно-исследовательский институт механической обработки древесины (54) ОДНОПИЛЬНЫЙ СТАНОК
Известен однопильный станок, включающий станину, стол, пильную каретку, переустанавливаемую направляющую линейку, эксгаустерное устройство с нижним расположением стружко-пылеприемника и привод.
Цель изобретения — повысить полезный выход, точность, обеспечить возможность выпиливания брусков переменной ширины, и повысить производительность.
Достигается это тем, что станок снабжен прижимными устройствами, расположенными по обе стороны линии пропила и дополнительным, размещенным над поверхностью стола по всей длине линии пропила стружко-пылеприемником, выполненным в виде короба с упругими губками, взаимодействующими в процессе работы с обхватывающей стружко-пылеприемник рамкой, перемещаемой при помощи тросо-блочной системы, связанной с приводом пильной каретки, а на столе параллельно один другому и перпендикулярно к линии пропила закреплены опорные элементы в виде брусьев, имеющих пазы для пропуска выступающей над поверхностью стола части пилы, причем один из брусьев установлен с возможностью возвратно-поступательного перемещения при помощи силового привода, а направляющая линейка снабжена гнездами для переустанавливаемых упоров и размещена с возможностью перемещения при помощи эксцентриков в установленном на столе корпусе с возможностью поворота вокруг вертикальной оси при помощи силового привода.
На фиг. 1 изображен предлагаемый одно5 пильный станок, общий вид, и разрезы по А — А и Б — Б, а также сечение  — В; на фиг. 2 — направляющая линейка в рабочем положении и настроечное перемещение корпуса направляющей линейки; на фиг. 3 дан разрез à — Г на
10 фиг. 2; на фиг. 4 показана направляющая линейка, повернутая под углом а к линии реза.
Однопильный станок с нижним расположением пилы состоит из станины 1, в которой размещены направляющие 2 пильной карег15 KH 3.
Привод пильной каретки 3 представляет собой тросо-блочную передачу, содержащую двигатель 4, редуктор 5, блоки 6.
Концы троса 7 присоединены к пильной ка20 ретке 3 и специальной рамке 8, которая разводит в сторону упругие элементы верхнего стружко-пылеприемника 9.
Пила 10 каретки может занимать крайнее левое и крайнее правое положения, расстоя25 ние между которыми определяется наибольшей длиной выпиливаемого бруска (детали).
К пильной каретке 3 прикреплен нижний стружко-пылеприемник 11.
На столе 12 станка укреплен левый непо.»;о движный 13 и подвижный 14 опорные элемен440250 ты, имеющие пазы, в которых проходит выступающая над столом часть пилы 10.
Расстояния между опорными элементами 13 и 14 могут быть допущены несколько больше или несколько меньше наибольшей или наименьшей длины оторцованной доски.
Внутренние, обращенные одна к другой поверхности опорных элементов, строго перпендикулярны к линии пропила.
На столе 12 станка укреплен электрически управляемый пневмоцилиндр 15, на штоке которого смонтирована шестерня 16, сцепленная с зубчатой рейкой 17 подвижного опорного элемента (бруса) 14 и укрепленной на столе неподвижной зубчатой рейкой 18.
Кроме этого, на столе станка размещена продольная балка 19, к которой прикрепляются переставные электрически управляемые пневмоцилиндры 20, штоки 21 которых оканчиваются пласмассовыми наконечниками, прижимающими к поверхности стола распиливаемую доску 22.
Дополнительный верхний стружко- ылеприемник 9 расположен над линией пропила между прижимающими доску 22 пластмассовыми наконечниками штоков 21.
За станком установлена стойка 23, по которой может переустанавливаться при помощи электрически управляемых гидропозиционеров 24 перпендикулярно к линии реза корпус 25 рабочей части направляющей линейки 26.
При помощи двух эксцентриков 27, поворачиваемых синфазно через редукторы 28 электродвигателем 29, линейка может быть поднята над столом, а затем опущена.
Корпус 25 рабочей части направляющей линейки может быть повернут вместе с поворотной плитой 30 вокруг оси 31 по и против часовой стрелки. Для этого к нижней части плиты 30 прикреплен угольник 32, шарнирно соединенный с электрически управляемым гидропозиционером 33.
В рабочей части линейки 26 в левой и правой ее частях может быть установлен вставной упор 34.
3а направляющей линейкой 26 несколько ниже поверхности стола расположен приводной рольганг 35, по которому выносятся за пределы станка отпиленные бруски (заготовки, детал и) и р ей к и.
Управление станком осуществляется при помощи пульта 36.
Распиливаемая на станке необрезная параллельно оторцованная доска 22 подается поперек линии распила на поверхность стола 12.
В это время подвижный опорный элемент 13 (брус) отведен пневмоцилиндром 15 в крайне правое положение.
Сориентировав доску 22 относительно линии пропила при ..помощи светотеневого аппарата, подводят по команде с пульта управления
36 подвижный опорнь й,элемент 14 к доске 22 до тех пор, пока доска,.не будет зажата и таким образом окончательно точно ориентирована, т. е. пока торцы доски не станут перпендикулярно к линии пропила.
После этого командой с пульта 36 прижимают доску к поверхности стола, опускающимися штоками пневмоцилиндров 21.
При подаче пильной каретки 3, например слева — направо происходит резание восходящей ветвью пилы, и опилки принимаются находящимся над пилой приемником 9, упру1о гие губки которого раздвинуты рамкой 8, Так как эта рамка перемещается одновременно с пилой 10, все время над последней открыто отверстие в приемнике 9, куда попадают опилки. Опилки, находящиеся в приемнике, 15 транспортируются в общую эксгаустерную систему.
В крайнем правом положении пилы пильная каретка останавливается, отрезанную рейку при поднятой направляющей линейке 26 стал2о кивают на транспортер 35.
Переместив предварительно несколько освобожденную от прижимов 21 доску 22 поперек станка до нужного положения, определяемого при помощи светотеневого аппарата
25 и направляющей линейки опять доску прижимают к столу 12.
Производят рез при подаче пильной каретки 3 справа — налево. В этом случае опилки принимаются стружко-приемником 11.
Зо После обрезки обзола дальнейшее базирование доски производят только по рабочей части установочной линейки 26 (при этом опорный элемент 14 отведен в крайне правое положение), которая после каждого рабо35 чего хода подымается для пропуска на транспортер отрезанного бруска.
Установка нужной ширины отрезаемой заготовки производится при помощи команд с пульта управления 36, при этом гидропози40 ционер переустанавливает линейку.
Для вырезки деталей переменной ширины рабочая часть направляющей линейки устанавливается под углом к линии реза.
В этом случае доска 22, базируясь по ли45 нейке 26 и упору 34, располагается требуемым образом относительно линии реза.
Предмет изобретения
50 Однопильный станок с нижним расположением пилы, включающий станину, стол, пильную каретку, переустанавливаемую направляющую линейку, эксгаустерное устройство с нижним расположением стружко-пылепри55 емника и привод, отличающийся тем, что, с целью повышения полезного выхода, точности, обеспечения возможности выпиливания брусков переменной ширины и повышения производительности, станок снабжен
60 прижимными устройствами, расположенными по обе стороны линии пропила и дополнительным, размещенным над поверхностью стола по всей длине пропила стружко-пылеприемником, выполненным в виде короба с упруги65 ми губками, взаимодействующими в процес44О250
5 се работы » охватывающей стружко-пылеприемник рамкой, перемещаемой при помощи тросо-блочной системы, связанной с приводом пильной каретки, а на стоке параллельно друг другу и перпендикулярно линии пропила закреплены опорные элементы в виде брусьев, имеющих пазы для пропуска выступающей над поверхностью стола части пилы, причем один из брусьев установлен с возможпостыл возвратно-поступательного перемещения при помощи силового привода, а направляющая линейка снабжена гнездами для переустанавливаемых упоров и разме5 щена с возможностью перемещения при помощи эксцентриков в установленном на столе корпусе с возможностью поворота вокруг вертикальной оси при помощи силового привода, Редактор С. Ежкова
Составитель Э. Бегельман
Техред Т. Миронова
Корректоры: Т. Хворова и О. Тюрина
Заказ 1125/12 Изд. ¹ 165 Тираж 565 Подписное
ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий
Москва, )К-35, Раушская наб., д. 4/5
Типография, пр. Сапунова, 2
www.findpatent.ru
Станки для продольной распиловки — Деревообрабатывающие станки
Станки для продольной распиловки
Категория:
Деревообрабатывающие станки
Станки для продольной распиловки
Для продольной распиловки досок, брусков и щитов применяют однопильные прирезные станки с гусеничной подачей ЦДК-4, ЦДК-4-2, многопильные с гусеничной подачей ЦДК-5 и ЦМР-2 и прирезной станок с вальцовс-дисковой подачей ЦА-2.
Прирезной станок ЦДК-4-2 (рис. 1) предназначен для точной продольной распиловки пиломатериалов и заготовок. На нем раскраивают также щиты.
В чугунной массивной виброустойчивой станине коробчатой формы размещены электродвигатель пильного вала, электродвигатель, вариатор и редуктор механизма подачи, пусковая аппаратура и звездочки, на которых натянуты гусеницы. Пилы закрепляют на пильном валу, установленном в подшипниках корпуса. Корпус фланцем закреплен на электродвигателе, а валы (пильный и электродвигателя) связаны пальцевой муфтой. Электродвигатель оборудован устройством для электродинамического торможения (торможение с помощью подачи в две фазы статора двигателя постоянного тока). Торможение включается автоматически нажатием кнопки «Стоп», выключается также автоматически с помощью реле времени. Перемещение пильного вала с пилами в вертикальной плоскости выполняется маховичком. При его вращении изменяется положение шарнирно закрепленной плиты вместе с установленным на ней электродвигателем.
Гусеничный механизм подачи обеспечивает строго прямолинейное продвижение заготовок в процессе их распиливания. Вследствие этого при распиливании получается прямолинейный пропил, а при использовании строгальных пил поверхности боковых кромок заготовок не надо обрабатывать на продольно-фрезерных станках. Введение в схему привода подачи вариатора дает возможность бесступенчато изменять скорость подачи и работать, применяя наиболее благоприятные режимы, позволяющие сочетать высокую производительность и нормальную загрузку двигателей с получением хорошего качества поверхности пропила. Направляющие движение гусеницы имеют принудительную смазку.
Для прижима обрабатываемого материала к гусенице служат прижимные подпружиненные ролики, подвижно закрепленные в суппорте корпуса. Корпус одновременно является приемником и присоединяется к эксгаустерной сети патрубком. Маховичком изменяют положение пильного суппорта в вертикальной плоскости при настройке станка на толщину распиливаемого материала. При одной и той же настройке могут обрабатываться заготовки с различием по толщине до 10 мм.

Рис. 1. Кинематическая схема прирезного станка ЦДК-4-2: 1 — стол, 2 — гусеничная цепь, 3 — корпус суппорта прижимного устройства, 4 — подпружиненные ролики, 5 —пилы, 6 — электродвигатель пилы, 7 — маховичок механизма настройки по высоте пильного вала, 8 — то же, прижимных устройств, 9 — направляющие линейки, 10 — фиксатор линейки, 11, 14 — звездочки, 12 — редуктор, 13 — цепь
Прижимные ролики регулируемые, что создает оптимальные условия распиловки, так как обеспечивается достаточный прижим обрабатываемого материала к гусенице и не затрачивается излишняя мощность на ее перемещение.
Для установки распиливаемого материала на столе станка имеется направляющая линейка. Чтобы предохранить станок от повреждений при перегрузке механизма подачи в звездочке привода установлен предохранительный штифт, который срезается при перегрузке. Для безопасной работы станок имеет когтевую защиту; электродвигатели подачи и механизмы резания сблокированы.
Прирезной станок ЦА-2 (рис. 2) с механизмом подачи в виде двух зубчатых дисков и двух рифленых валиков позволяет распиливать материал с отклонениями по толщине или имеющий неодинаковую толщину по длине (горбыли, рейки). На этом станке раскраивают также доски и бруски.
Внутри станины из литых коробчатых элементов, скрепленных болтами, установлены: электродвигатель, приемник, пильный вал и подающие вальцы (в корпусе подшипников). Пусковая аппаратура смонтирована в нише с дверкой. Системы передач, пила и подающие диски ограждены кожухами. Перед пильным диском имеется когтевая защита.
Нижние подающие вальцы (рис. 3) связывает цепная передача. Подающий и расклинивающий диск и диск установлены на роликах, ось которых жестко закреплена на станине. Зубчатые диски вращаются от заднего подающего вальца, приводимого зубчатой передачей. Расстояние между вальцами и дисками регулируют упорами. Механизм подачи связан с электродвигателем цепной передачей. Электродвигатели пильного вала и подачи сблокированы. Для электрического торможения пильного вала введено реле скорости. Скорость подачи переключается барабанным переключателем обмотки многоскоростного эле ктродв и гателя.
Распиливаемый материал подают в станок вручную. По выходе из пилы он прижимается к столу станка вальцами и диском, в пропил входит расклинивающий диск и разделяет распиленный материал на части, которые принимает рабочий.
Прирезной пятипильный станок ЦДК-5(рис. 4) с гусеничной подачей предназначен для чистового, точного распиливания одновременно на несколько частей досок, брусков и реек.
Станина секционная, литая, коробчатой формы. Внутрй станины размещены основные органы станка. Снаружи выступает маховичок механизма настройки по высоте суппорта и пил, а также маховичок механизма натяжения ремней, связывающих пильный вал с валом электродвигателя. Пильный вал расположен в верхней секции станины. На станине закреплены направляющая линейка и когтевая защита. Впереди и за пилами находятся прижимные ролики, оси которых закреплены на суппорте. Распиливаемый материал дополнительно удерживается прижимом, установленным перед пилами. В столе станка имеется вырез для верхней ветви гусеницы.

Рис. 2. Станок ЦА-2: 1 — станина, 2 — электродвигатель пильного вала, 3 — приемник, 4 — ограждение, 5 — подающий и расклинивающий диск, 6 — когтевая защита, 7 — корпус подшипников, 6 — дверка
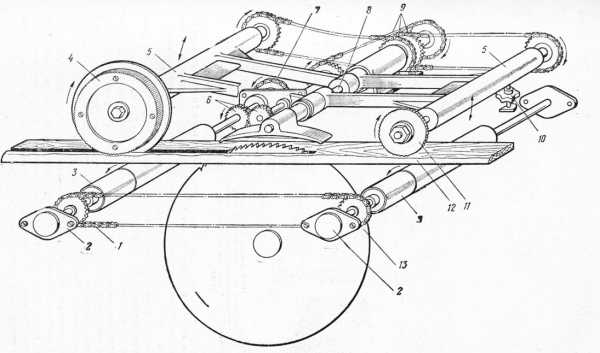
Рис. 3. Кинематическая схема станка
Гусеница механизма подачи натянута на звездочки. Вал электродвигателя подачи через ременную передачу, вариатор, редуктор и предохранительную муфту связан с приводным валом.
Относительное перемещение конических элементов вариатора при настройке скорости подачи производят маховичком. Насос-лубрикатор подает масло к трущимся частям механизмов станка. Верхняя ветвь гусеницы движется по направляющим с заглублением в зоне вращения пил.
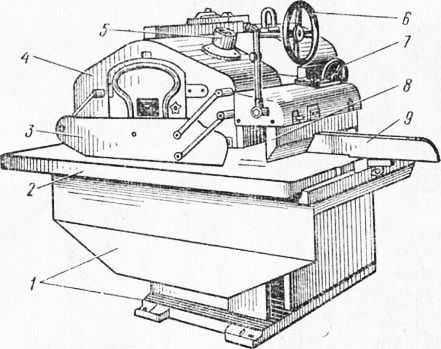
Рис. 4. Прирезной станок ЦДК-5: 1 — станина, 2 — стол, 3— ограждение пилы, 4 — суппорт пилы, 5 — патрубок приемника опилок. 6 — маховичок механизма настройки суппорта и пил по высоте, 7 — маховичок механизма натяжения ремней, 8 — когтевая защита, 9 — направляющая линейка
Когда гусеница находится под пилами, она как бы «ныряет», вследствие чего зубья пил в процессе работы выходят за нижнюю поверхность распиливаемого материала, опирающегося на прямую часть гусеницы, что исключает непропил заготовок.
Механизм настройки суппорта по высоте (на толщину материала) приводится в действие маховичком. Механизм скомплектован из цилиндрических, конических и зубчатых шестерен. Маховичком 6 настраивают по высоте также и пильный вал с пилами: маховичок отводят влево, шестерни передачи механизма настройки с винтом входят в зацепление с шестернями механизма перемещения пильного вала; при вращении маховичка приводятся в действие цилиндрические и конические шестерни, поднимая или опуская вал с пилами. Ширина брусков или досок регулируется проставными кольцами, надетыми на вал с пилами. Ширина колец (установленных между пилами) должна соответствовать ширине выпиливаемых заготовок.
К многопильным станкам для продольной распиловки относятся также станки ЦДК-5-1 и ЦМР-2.
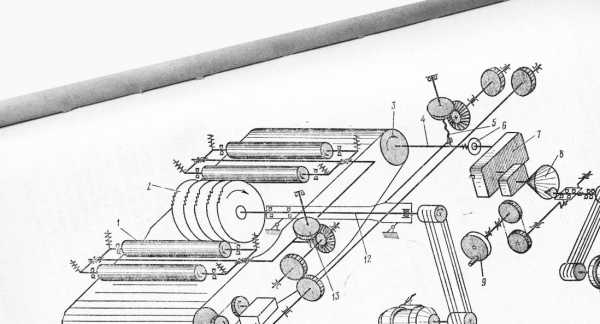
Рис. 5. Кинематическая схема станка ЦД1Ч-0. -предохранительная
Станок ЦДК-5-1 отличается от станка ЦДК-5 наличием конвейера для возвращения заготовок, нуждающихся в повторной подаче в станок.
Многопильный станок ЦМР-2, так же как и станок ЦДК-5, оборудован механизмом подачи, выполненным в виде «ныряющей гусеницы». Станок рассчитан на распиловку материалов одновременно несколькими пилами, число которых может достигать.
Выбор режима работы
На шероховатость обработки поверхности заготовки при продольном пилении кроме подбора режущего инструмента и его подготовки большое влияние оказывает скорость подачи. Однако при выборе режимов работы недостаточно определить только скорость подачи, обеспечивающую требуемый класс обработки поверхности, нужно еще и определить, не будет ли при этой скорости подачи перегружен электродвигатель механизма резания. Поэтому при выборе режима работы вычисляют две величины скорости подачи: первую — исходя из установленного класса обработки поверхности и вторую — по мощности двигателя. Настраивают станок по меньшей из полученных величин, чтобы избежать перегрузки электродвигателя или ухудшения шероховатости обработанной поверхности.
Фактическая мощность электродвигателя станка ЦДК-4 составляет 10 кВт. Следовательно, применять скорость подачи и = 36 м/мин можно. Однако в станке предусмотрены две скорости подачи — 30 и 45 м/мин. Выбираем скорость подачи 30 м/мин.
Настройка станков
В многопильных станках настройку начинают с подбора пил и простаиных колец. Необходимо, чтобы пилы одного постава имели одни и те же внешние и внутренние диаметры, толщину и были одинаково подготовлены (заточены и прокованы). Ширина проставных колец должна превышать ширину выпиливаемых заготовок на 0,6 — 1 мм (в зависимости от развода зубьев пилы и технического состояния станка). Закрепив пилы с кольцами на пильном валу, устанавливают его в положение, при котором зубья пил находятся ниже заготовок на 3 — 5 мм. В станках ЦДК-5 и ЦМР-2 с изменением положения пильного вала изменяется и натяжение ремней, которые нужно обязательно проверять после каждой установки пильного вала. В станках ЦА-2 положение пилы относительно пильного вала не настраивается.
Суппорт с прижимными устройствами во всех станках с гусеничной подачей при настройке на толщину распиливаемого материала устанавливают так, чтобы заготовки плотно прижимались к гусенице. Необходимо периодически проверять, чтобы все прижимные ролики в равной мере прижимали материал. Для этого берут отрезок доски (длиной 150 — 200 мм) и поочередно укладывают его под ролики при одном и том же положении суппорта (определяемом по шкале). Если обнаружится, что какие-то ролики не касаются или слегка касаются отрезка доски, следует установить их правильно, изменяя натяжение пружин.
При настройке однопильных станков с механической подачей (ЦДК-4-2 и ЦА-2) пилу и направляющую линейку устанавливают так, чтобы их плоскости были параллельны.
В станке ЦДК-4-2 зубья должны находиться строго против канавки гусеницы, выбранной по ее середине специально для выхода пилы.
На станке ЦА-2 пильный диск устанавливают в одной вертикальной плоскости с расклинивающим диском механизма подачи. Толщина расклинивающего диска должна превышать величину развода зубьев на 0,5 мм. Подающие диски устанавливают относительно подающих вальцов на минимальную толщину распиливаемых материалов. При установке подающих дисков пользуются ограничителями.
Скорость подачи в зависимости от конструкции станка устанавливают, переключая многоскоростной двигатель или же настраивая вариатор, включенный в схему привода подачи.
В процессе работы величина развода зубьев пил несколько уменьшается; поэтому станок следует настраивать на наименьшую из допускаемых ширин заготовок. В этом случае некоторое увеличение ширины выпиленной заготовки из-за уменьшения развода не вызовет необходимости повторной настройки направляющей линейки.
Работа на станках
Круглопильный станок для продольной распиловки обычно обслуживают двое рабочих. Один рабочий включает станок, наблюдает за его работой и подает в станок доски или кратные заготовки; другой, находясь позади станка, принимает распиленные заготовки или рейки, сортирует и укладывает их и передает первому рабочему доски, нуждающиеся во вторичном пропуске через станок.
При распиловке пиломатериалов длиной более 3 м станок обслуживают четверо рабочих. Для облегчения работы при распиловке длинных досок следует впереди и позади станка устанавливать столы с роликами, которые должны находиться на 10—20 мм ниже верхней плоскости стола станка.
Обрезные доски подают в станок, прижимая их кромкой к направляющей линейке. У необрезных досок и досок с дефектными кромками на станках с закрытой пилой вначале отрезают кромку, ориентируясь на риску, нанесенную на кожухе прижимного устройства против пилы. При повторных резах доски подают на пилу, прижимая их кромкой к направляющей линейке.
Если из станка с гусеничной подачей по каким-либо причинам нужно извлечь заготовку в сторону, обратную подаче, нужно включить станок, поднять суппорт с прижимными устройствами и когтевую защиту, затем вынуть заготовку. После этого когтевую защиту и суппорт опускают и работа может быть продолжена. В процессе работы следует периодически проверять ширину и прямолинейность выпиливаемых заготовок, а также шероховатость поверхности пропила.
Реклама:
Читать далее:
Станки для поперечной распиловки
Статьи по теме:
pereosnastka.ru
Кромкообрезной станок «КЕДР» (однопильный 7,5кВт)
Описание товара
Обладая увеличенным по мощности мотором, этот кромкообрезной станок сохранил все особенности своего младшего собрата, приумножив их повышенной производительностью в работе. С помощью дисковой пилы диаметром 450 мм электрический кромкорез преобразовыает необрезанную древесину, горбыль и другой черновой пиломатериал в бруски, обработанную доску и штапик, повышая тем самым выход готовой продукции и увеличивая рентабельность производства
Его можно быстро собрать и установить на любую поверхность, а благодаря его массе, для его транспортировки достаточно автомобиля типа Газель. Станок может эксплуатироваться как летом, так и зимой при отрицательных температурах — надежному электрическому трехфазному двигателю, питающемуся от 380 Вт, не страшны ни жара ни мороз.
Максимальная длина обрабатываемой доски в стандартной комплектации составляет 6500мм, при необходимости обработки длинномеров, рельсовый путь можно нарастить дополнительными модулями. Максимальная величина ширины обрабатываемой заготовки оставляет 700 мм, а толщина доски варьируется от 10 до 80 мм — используя роликовый прижимы оператор фиксирует достку на станине в вертикальной плоскости, а используя виновой зажим — в горизонтальной.
Станок отличается плавностью хода роликов по станине и удобством эксплуатации конструкции в целом. Он надежно защищен кожухами от травмоопасных элементов и при соблюдении техники безопасности представляет собой высокопроизводительный, безопасный агрегат.Точность позиционирования дисковой пилы определяется линейкой, позволяющей определять расстояние пропила и размеры обрезной доски с расстоянием до миллиметра. Пульт управления станка имеет интуитивно понятные кнопки пуска-остановки двигателя, а так же крупную аварийную кнопку остановки всего станка, вынесенную отдельно сверху электрического шкафа, закрепленного на пильной тележке. Сама тележка поставляется уже в сборе, что еще более упрощает монтаж станка.
| Размеры обрабатываемого материала, мм: | толщина | 10 – 80 |
| ширина | до 700 | |
| длина | 800 – 6500 | |
| Диаметр дисковой пилы, мм | 450 | |
| Установленная мощность, кВт | 7.5 | |
| Max расстояние между пилами, мм | 0 | |
| Просвет пильной рамки, мм | 100 | |
| Частота вращения пильного диска, об/мин | 3000 | |
| Габариты, мм | 1400х1200х7650 | |
| Вес станка, кг | 300 | |
В комплекте с станком покупают:
stanko-proekt.ru
Однопильный кромкообрезной станок РБК-100 — Станкофф.RU
Предназначен для увеличения выхода обрезной доски и повышения прибыли лесопильного предприятия. На кромкообрезном станке обрабатываются доски любой длины, которые нельзя распилить на ленточной пилораме. При отсутствии кромкообрезного станка через два месяца после покупки ленточной пилорамы образуются много короткой необрезной доски, которую и выкинуть жалко и продать дорого нельзя. Кромкообрезной станок перерабатывает все эти отходы в доходы предприятия, на нём можно выпилить доски, брусок, штакетник, штапик любой ширины, которые с удовольствием приобретут благодарные покупатели. Применение кромкообрезного станка вместе с ленточной пилорамой увеличивает производительность труда, кроме этого позволяет исправить некоторые дефекты пиломатериала, получаемого на пилораме.
Станок однопильный состоит из станины с упорами, каретки с дисковой
пилой и двигателем. Конструкция простая, надежная и недорогая.
Порядок работы
На станину кладётся доска, срезается обзол. Устанавливаются упоры по
ширине доски и при движении каретки назад распиливается доска,
отпиленная доска сбрасывается, пилится вторая доска и т.д. Этот процес
не занимает много времени, во время движения оператор постоянно
контролирует положение доски, прижимая её к упору, поэтому однопильный
кромкообрезной станок даёт более точную геометрию пиломатериала, чем
двупильный (на второй доске).
Кромкообрезной станок устанавливается стационарно, не требует фундамента, прост в обслуживании и эксплуатации. Этот станок отличается от кромкообрезных станков
большинства других производителей тем, что пила крепится на отдельный
шпиндель, что позволяет применять пилу меньшего диаметра (более
дешевую), увеличить скорость пилы, скорость пиления, срок службы
подшипников двигателя и самого двигателя.
Производительность станка зависит от толщины доски и составляет в среднем на двоих операторов до 6 кубических метров обрезной доски.
Страна изготовления: Россия
| Технические характеристики однопильного кромкообрезного станка РБК-100 | |
| Размеры обрабатываемого материала, мм: — толщина — ширина — длина |
|
| Диаметр дисковых пил, мм | 350 |
| Установленная мощность, кВт | 7.5 |
| Наименьший размер выпиливаемой заготовки, мм | 10 |
| Просвет пильной рамки, мм | 100 |
| Частота вращения пильного диска, об/мин | 4500 |
| Габариты, мм | 7500x900x900 |
| Вес станка, кг | 300 |
Отзывы об Однопильном кромкообрезной станок РБК-100
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
www.stankoff.ru