МК6056, МК6057, МК6058 Станок токарно-винторезный повышенной точности схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка МК6056, МК6057, МК6058
Производитель токарного станка модели МК6056, МК6057, МК6058 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе «Красный пролетарий» им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП — Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1А62, 1К62, 16К20, МК6056.
Токарно-винторезные станки МК 6056, МК 6057, МК 6058 пришли на смену знаменитому станку 16К20 в 1988 году.
История токарно-винторезного станка МК6056, МК6057, МК6058
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62 и 1Д62м
. Но абревиатура ДИП-200 сохранилась и по сей день — для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.В 1948 год завод переходит на выпуск станка 1А62, 1Б62
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
Производство станка модели 16к20 прекращено в середине 80-х, на смену ему пришла модель токарно-винторезного станка МК6056. На рынке оригинальные станки 16к20 можно встретить только б/у.
МК6056, МК6057, МК6058 Станок токарно-винторезный повышенной точности универсальный. Назначение, область применения
Станки токарно-винторезные универсальные повышенной точности моделей МК6056, МК6057, МК6058 предназначены для выполнения самых разнообразных токарных работ, а также для нарезания метрической, дюймовой и питчевой резьб.
МК6056 — РМЦ 1000 мм
МК6157 — РМЦ 2000 мм
МК6058 — РМЦ 1500 мм
Станки могут быть оснащены устройством цифровой индикации (УЦИ) NVP 300 TRS фирмы «Fagor», с системой продольного и поперечного отсчета перемещений суппорта, что облегчает отсчет перемещений режущего инструмента и обеспечивает стабильную точность размеров обрабатываемых изделий.
Оснащение станков устройством цифровой индикации позволяет значительно повысить производительность труда, улучшает психофизиологические условия труда рабочего, устраняет субъективные факторы, элементы случайности при отсчете перемещений режущего инструмента, увеличивает скорость восприятия и переработки цифровой информации, уменьшает психологические нагрузки и общую утомляемость рабочего.
Станки с выемкой в станине имеют в обозначении букву (Г). Выемка в станине позволяет увеличить диаметр обрабатываемой заготовки до Ø 630 мм. Выемка при необходимости может быть закрыта «мостиком».
Станки могут оснащаться регулируемым приводом главного движения (Р). Регулируемый привод станка выполнен на базе частотного преобразователя фирм «OMRON», «Fagor» и серийного асинхронного двигателя.
Станки могут комплектоваться механизированным приводом резцовых салазок (М,Р) и цепью мелких подач.
Применение в станке регулируемого привода обеспечивает:
- бесступенчатое регулирование частоты вращения шпинделя;
- цифровую индикацию величины частоты вращения шпинделя;
- плавный пуск, торможение и реверсирование без пусковых токов и ударов;
- нарезку резьбы в оптимальных режимах, в т.ч. нарезку резьбы в упор;
- режим ползучей скорости шпинделя для его точной остановки;
- защиту электродвигателя от перегрузок свыше 150% и термозащиту;
- упрощение конструкции привода, что повышает его надежность и снижает эксплуатационные расходы.
Станки могут применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов. В связи с этим обслуживание станков следует производить с учетом специфики их эксплуатации.
Окончательную обработку точных деталей рекомендуется производить на предварительно разогретом станке.
Класс точности станков по ГОСТ 8-82 при проверке на соответствие ГОСТ 18097-88 — П.
В части воздействия климатических факторов внешней среды станки изготавливаются в исполнении УХЛ для категории размещения 4 по ГОСТ 15150-69.
Род тока питающей сети переменный трехфазный
Частота тока 50 Гц, напряжение 380 В.
Стандартный комплект поставки (Р):
- Частотный преобразователь
- Комплект электрооборудования
- Система освещения
- Система охлаждения
- Ограждение патрона (с блокировкой)
- Резцедержатель 4-х позиционный
- Патрон 3х кулачковый диаметром 250 мм
- Центр упорный 7032-00350 — Морзе 5 ПТ
- Центр вращающийся А-1-5-Н-П
- Комплект инструмента для обслуживания станка
- Комплект эксплуатационных документов
- Комплект сменных зубчатых колес
Модификации токарного винторезного станка МК6056
МК6046, МК6047, МК6048 — Ø 500 — Станок токарно-винторезный универсальный повышенной точности
МК6056М, МК6057МГ, МК6058МГ — Ø 500 — Станок токарно-винторезный универсальный повышенной точности с механизированным приводом резцовых салазок и выемкой в станине
МК6056Р, МК6057РГ, МК6058РГ — Ø 500 — Станок токарно-винторезный повышенной точности с механизированным приводом резцовых салазок, бесступенчатым регулированием скоростей шпинделя и выемкой в станине
Российские и зарубежные аналоги токарного станка МК6056
Samat 450L — Ø 450 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
16В625 — Ø 500 — производитель Астраханский станкостроительный завод
16Р25П — Ø 500 — производитель Рязанский станкостроительный завод РСЗ
1К625 — Ø 500 — производитель Челябинский Станкостроительный завод (Станкомаш)
ТВ-500 — Ø 500 — производитель Савеловский машиностроительный завод, Савма
Б16Д25 — Ø 500 — производитель Богородский машиностроительный завод БМЗ
ГС526, ГС526У, ГС526УС — Ø 500 — производитель Гомельский завод станочных узловМСТ1620М — Ø 400 — производитель Минский станкостроительный завод Октябрьской революции
16ВТ20, 16ВТ20П — Ø 500 — производитель Витебский станкостроительный завод Вистан
ФТ-21 — Ø 500 — производитель Фрунзенский машиностроительный завод им. В.И. Ленина
КА-150 — Ø 500 — производитель Киевский станкостроительный завод Веркон
ЖА-805 — Ø 400 — производитель Житомирский завод станков автоматов ВерстатУниверсалМаш
16Е25П, 16ЕГ25П — Ø 500 — производитель Ереванское станкостроительное ПО
CD6150, CD6250 — Ø 500 — производитель Anhui Chizhou Household Machine Tool Co., Ltd., Китай
CD6150A, CD6250A — Ø 500 — производитель Dalian Machine Tool Group DMTG Китай
CA6150A, CA6150B
CS6250C — Ø 500 — производитель Bochi Machine Tool Group Co.,ltd. Китай
GH-1840 ZX — Ø 460 — производитель Jet ( Walter Meier AG WMH ) Швейцария, Китай
C6250A — Ø 500 — производитель Zhejiang Kaida Machine Tool Co., Ltd, Китай
CU500, CU500M — Ø 500 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
C11MS — Ø 510 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
CU402 — Ø 400 — производитель ZMM Vratsa, ЗММ Враца, Болгария
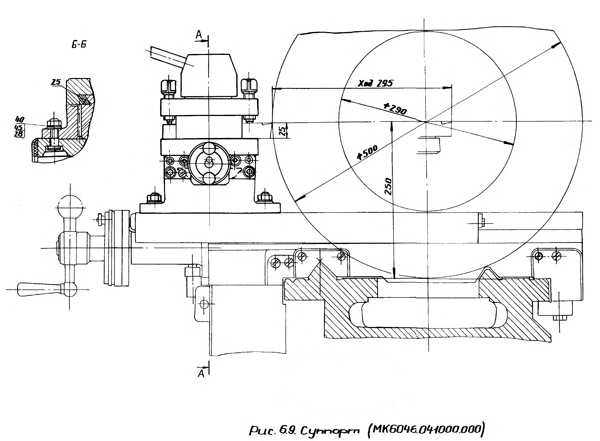
Габариты рабочего пространства токарного станка МК6056. Эскиз суппорта
Общий вид токарно-винторезного станка МК6056, МК6057, МК6058

Расположение составных частей токарно-винторезным станком МК6056

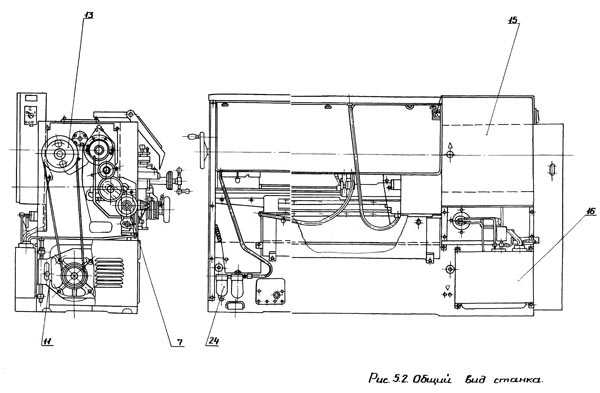
Перечень составных частей токарно-винторезного станка МК6056
- Станина и основание
- МК6046.010000.000
- МК6057.010000.000
- МК6058.010000.000
Расположение органов управления токарно-винторезным станком МК6056
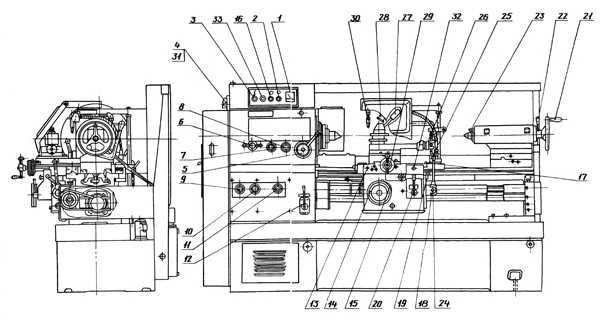
Перечень органов управления токарно-винторезного станка МК6056
- Указатель нагрузки станка
- Выключатель электронасоса подачи охлаждающей жидкости
- Сигнальная лампа
- Вводной автоматический выключатель
- Рукоятка установки ряда чисел оборота шпинделя
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и положения при делении многозаходных резьб
- Рукоятка установки правой и левой резьб
- Рукоятка установки величин подачи и шага
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки величин подачи и шага нарезаемой резьбы и отключения механизма коробки подач при нарезании резьб вручную
- Рукоятка управления шпинделем
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Маховик ручного перемещения каретки
- Рукоятка включения и выключения реечной шестерни
- Кнопочная станция включения и выключения электродвигателя станции смазки
- Болт закрепления каретки на станине
- Рукоятка включения подачи
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка управления шпинделем
- Маховик перемещения пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка зажима пиноли задней бабки
- Рукоятка, управления механическими перемещениями каретки и поперечных салазок суппорта
- Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка поворота и закрепления индексируемой резцовой головки
- Выключатель лампы местного освещения
- Рукоятка ручного перемещения поперечных салазок суппорта
- Регулируемое сопло подачи охлаждающей жидкости
- Запирающее устройство вводного автоматического выключателя
- Аварийная кнопка «Стоп»
- Сигнализатор заземления
- Блок УЦИ
Схема кинематическая токарно-винторезного станка МК6056

Схема кинематическая токарно-винторезного станка МК6056. Скачать в увеличенном масштабе
Схема электрическая принципиальная токарно-винторезного станка МК6056

Схема электрическая принципиальная токарно-винторезного станка МК6056. Скачать в увеличенном масштабе
МК6056, МК6057, МК6058 Станок токарно-винторезный повышенной точности. Видеоролик.
Технические характеристики токарного станка МК6056 и современных аналогов
| Наименование параметра | 16К20 | МК6056 | МК6057 | МК6058 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 400 | 500 | 500 | 500 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 290 | 290 | 290 |
| Наибольший диаметр заготовки обрабатываемой над выемкой (Г), мм | 630 | 630 | 630 | 630 |
| Наибольшая длина устанавливаемой детали (РМЦ), мм | 710 1000 1400 2000 | 1000 | 2000 | 1500 |
| Наибольшая масса обрабатываемого изделия в центрах, кг | 1300 | |||
| Наибольшая диаметр сверла для серления в стали, мм | 25 | 25 | 25 | |
| Шпиндель | ||||
| Мощность привода шпинделя, кВт | 11 | 11 | 11 | 11 |
| Диаметр отверстия в шпинделе, мм | 52 | 55 | 55 | 55 |
| Частота вращения шпинделя, об/мин | 12,5..1600 | 16..2000 | 16..2000 | 16..2000 |
| Количество прямых и обратных скоростей шпинделя | 22 | 22 | 22 | 22 |
| Наибольший крутящий момент на шпинделе, кНм | 1 | 1 | 1 | |
| Подачи | ||||
| Наибольшее перемещение продольного суппорта, мм | 935 | 935 | 1935 | 1435 |
| Наибольшее перемещение поперечного суппорта, мм | 300 | 300 | 300 | 300 |
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 | 150 | 150 |
| Диапазон продольных подач, мм/об | 0,05-2,8 | 0,05-2,8 | 0,05-2,8 | 0,05-2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 | 0,025..1,4 | 0,025..1,4 |
| Количество продольных/ поперечных подач | 22/ 24 | 24/ 24 | 24/ 24 | 24/ 24 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 3,8/ 1,9 | 3,8/ 1,9 | 3,8/ 1,9 | 3,8/ 1,9 |
| Пределы шагов метрических резьб, мм | 0,5-112 | 0,5-112 | 0,5-112 | 0,5-112 |
| Пределы шагов модульных резьб, модуль | 0,5-112 | 0,5-112 | 0,5-112 | 0,5-112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56-0,5 | 56-0,5 | 56-0,5 | 56-0,5 |
| Пределы шагов питчевых резьб, питч диаметральный | 56-0,5 | 56-0,5 | 56-0,5 | 56-0,5 |
| Наибольшее перемещение пиноли задней бабки, мм | 150 | 150 | 150 | |
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт | 11 | 11 | 11 | 11 |
| Электродвигатель ускоренных перемещений, кВт | ||||
| Электродвигатель СОЖ, кВт | ||||
| Суммарная мощность установленных на станке электродвигателей, кВт | 12,01 | 12,01 | 12,01 | |
| Потребляемая мощность станком, кВт | 12,5 | 12,5 | 12,5 | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2795 1190 1500 | 2800 1265 1485 | 3852 1265 1485 | 3367 1265 1485 |
| Масса станка, кг | 3005 | 3100 | 3680 | 3500 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарно винторезный станок МК6056
Производитель: Россия
Токарно винторезный станок МК6056 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п.
Технические характеристики
| Характеристика | МК6056 | |
|---|---|---|
| Наибольший диаметр заготовки, устанавливаемой над станиной | 500 мм | |
| Наибольший диаметр обрабатываемой заготовки | ||
| над станиной | 500 мм | |
| над суппортом | 290 мм | |
| над выемкой в станине (только для модели с буквой Г) | 710 мм | |
| Наибольшая длина обрабатываемой заготовки | ||
| МК6056 | 1000 мм | |
| МК6057, МК6057Г | 2000 мм | |
| МК6058, МК6058Г | 1500 мм | |
| Диаметр цилиндрического отверстия в шпинделе | 55 мм | |
| Количество скоростей шпинделя | ||
| прямого вращения | 22 | |
| обратного вращения | 9 | |
| Диапазон частот вращения шпинделя | 16…2000 мин-1 | |
| Количество подач суппорта | ||
| продольных | 24 | |
| поперечных | 24 | |
| Наибольшая высота резца | 25 мм | |
| Пределы рабочих подач суппорта | ||
| продольных | 0,050…2,8 мм/об | |
| поперечных | 0,025…1,4 мм/об | |
| Пределы шагов нарезаемых резьб | ||
| метрических | 0,5…112 мм | |
| модульных | 0,5…112 модулей | |
| дюймовых | 56…0,5 ниток на 1″ | |
| питчевых | 56…0,5 питчей | |
| Скорость быстрых перемещений суппорта | ||
| продольных | 3,8 м/мин | |
| поперечных | 1…9 м/мин | |
| Наибольший крутящий момент | 1 кН*м | |
| Мощность привода главного движения | 11 кВт | |
| Суммарная потребляема мощность | 12,5 кВт | |
| Габаритные размеры станка | ||
| длина | МК6056 2800 мм МК6057(Г) 3852 мм МК6058(Г) 3367 мм | |
| ширина | 1265 мм | |
| высота | 1485 мм | |
| Масса | ||
| МК6056 | 3100 кг | |
| МК6057, МК6057Г | 3680 кг | |
| МК6058, МК6058Г | 3400 кг | |
| Род тока питающей сети | Переменный трехфазный | |
| Частота тока | 50 Гц | |
| Напряжение | 380 В | |
www.russtanko.ru
| Характеристика | МК6056 | |
|---|---|---|
| Наибольший диаметр заготовки, устанавливаемой над станиной | 500 мм | |
| Наибольший диаметр обрабатываемой заготовки | ||
| над станиной | 500 мм | |
| над суппортом | 290 мм | |
| над выемкой в станине (только для модели с буквой Г) | 710 мм | |
| Наибольшая длина обрабатываемой заготовки | ||
| МК6056 | 1000 мм | |
| МК6057, МК6057Г | 2000 мм | |
| МК6058, МК6058Г | 1500 мм | |
| Диаметр цилиндрического отверстия в шпинделе | 55 мм | |
| Количество скоростей шпинделя | ||
| прямого вращения | 22 | |
| обратного вращения | 9 | |
| Диапазон частот вращения шпинделя | 16…2000 мин-1 | |
| Количество подач суппорта | ||
| продольных | 24 | |
| поперечных | 24 | |
| Наибольшая высота резца | 25 мм | |
| Пределы рабочих подач суппорта | ||
| продольных | 0,050…2,8 мм/об | |
| поперечных | 0,025…1,4 мм/об | |
| Пределы шагов нарезаемых резьб | ||
| метрических | 0,5…112 мм | |
| модульных | 0,5…112 модулей | |
| дюймовых | 56…0,5 ниток на 1″ | |
| питчевых | 56…0,5 питчей | |
| Скорость быстрых перемещений суппорта | ||
| продольных | 3,8 м/мин | |
| поперечных | 1…9 м/мин | |
| Наибольший крутящий момент | 1 кН*м | |
| Мощность привода главного движения | 11 кВт | |
| Суммарная потребляема мощность | 12,5 кВт | |
| Габаритные размеры станка | ||
| длина | МК6056 2800 мм МК6057(Г) 3852 мм МК6058(Г) 3367 мм | |
| ширина | 1265 мм | |
| высота | 1485 мм | |
| Масса | ||
| МК6056 | 3100 кг | |
| МК6057, МК6057Г | 3680 кг | |
| МК6058, МК6058Г | 3400 кг | |
| Род тока питающей сети | Переменный трехфазный | |
| Частота тока | 50 Гц | |
| Напряжение | 380 В | |
www.russtanko.ru
|
Наибольший диаметр заготовки, устанавливаемой над станиной, мм |
500 |
|
Наибольший диаметр обрабатываемой заготовки над станиной, мм |
500 |
|
Наибольший диаметр обрабатываемой заготовки над суппортом, мм |
290 |
|
Наибольшая длина обрабатываемой заготовки, мм |
1000 |
|
Диаметр цилиндрического отверстия в шпинделе, мм |
55 |
|
Количество скоростей шпинделя: прямого вращения |
22 |
|
Количество скоростей шпинделя: обратного вращения |
9 |
|
Диапазон частот вращения шпинделя мин-1 |
16…2000 |
|
Количество продольных подач суппорта |
24 |
|
Количество поперечных подач суппорта |
24 |
|
Наибольшая высота резца, мм |
25 |
|
Пределы продольных рабочих подач суппорта, мм/об |
0,050…2,8 |
|
Пределы поперечных рабочих подач суппорта, мм/об |
0,025…1,4 |
|
Пределы шагов нарезаемых резьб: | |
|
метрическая, мм |
0,5…112 |
|
модульная |
0,5…112 |
|
дюймовая, ниток на дюйм |
56…0,5 |
|
питчевая |
56…0,5 |
|
Скорость быстрых продольных перемещений суппорта, м/мин |
3,8 |
|
Скорость быстрых проперечных перемещений суппорта, м/мин |
1…9 |
|
Наибольший крутящий момент, кН*м |
1 |
|
Мощность привода главного движения, кВт |
11 |
|
Суммарная потребляемая мощность, кВт |
12,5 |
|
Габаритные размеры станка (ДxШxВ),мм |
2800x1265x1485 |
|
Масса станка, кг |
3100 |
|
Род тока питающей сети |
Переменный трехфазный |
|
Частота тока, Гц |
50 |
|
Напряяжение сети, В |
380 |
www.intervesp-stanki.ru
Класс точности станка по ГОСТ8-82 | П | |||||||
Наибольший диаметр заготовки, устанавливаемой над станиной | 500 мм | |||||||
Наибольший диаметр обрабатываемой заготовки | ||||||||
над станиной | 500 мм | |||||||
над суппортом, не менее | 275 мм | |||||||
над выемкой в станине | 710 мм | |||||||
Наибольшая длина обрабатываемой заготовки | ||||||||
МК6056Р | 1000 мм | |||||||
МК6057Р, МК6057ГР | 2000 мм | |||||||
МК6058Р, МК6058ГР | 1500 мм | |||||||
Диаметр цилиндрического отверстия в шпинделе | 55 мм | |||||||
Наибольшая высота резца, устанавливаемого в резцедержателе | 25 мм | |||||||
Количество скоростей шпинделя | бесступенчато | |||||||
Пределы частот вращения шпинделя | 10 — 2000 мин-1 | |||||||
Пределы частот вращения шпинделя, устанавливаемых вручную | ||||||||
I диапазон | 10 — 200 мин-1 | |||||||
II диапазон | 40 — 800 мин-1 | |||||||
III диапазон | 100 — 2000 мин-1 | |||||||
Количество подач суппорта | ||||||||
продольных | 24 | |||||||
поперечных | 24 | |||||||
Пределы рабочих подач суппорта | ||||||||
продольных | 0,050 — 2,8 мм/об | |||||||
поперечных | 0,025 — 1,4 мм/об | |||||||
Пределы шагов нарезаемых резьб | ||||||||
метрических | 0,5 — 56 мм | |||||||
модульных | 0,5 — 56 модулей | |||||||
дюймовых | 56 — 0,5 ниток на 1″ | |||||||
питчевых | 56 — 0,5 питчей | |||||||
Скорость быстрых перемещений суппорта | ||||||||
продольных | 3,8 м/мин | |||||||
поперечных | 1,9 м/мин | |||||||
Наибольший крутящий момент в шпинделе | 1 кН*м | |||||||
Мощность привода главного движения | 7,5 кВт | |||||||
Суммарная потребляема мощность | 9 кВт | |||||||
Габаритные размеры станка, не более | ||||||||
| ||||||||
ширина | 1265 мм | |||||||
высота | 1700 мм | |||||||
Масса | ||||||||
МК6056Р | 3100 кг | |||||||
МК6057Р, МК6057ГР | 3680 кг | |||||||
МК6058Р, МК6058ГР | 3400 кг | |||||||
Род тока питающей сети | переменный трехфазный | |||||||
Частота тока | 50 Гц | |||||||
Напряжение | 380 В | |||||||
Уровень шума на рабочем месте оператора | 80 ДБ | |||||||
Гарантированная точность обточки деталей на станке | ||||||||
постоянство диаметра в поперечном сечении | 7 мм | |||||||
постоянство диаметра в любом сечении на длине 300 мм | 20 мм | |||||||
прямолинейность торцевой поверхности на диаметре 300 мм | 16 мм | |||||||
шероховатость поверхностей | Ra 1,25 | |||||||
точность шага резьбы на длине 300 мм | 30 мм | |||||||
Фактические показатели точности обработки на 40% выше гарантируемых | ||||||||
По предварительному заказу, за отдельную плату станок комплектуется сменными зубчатыми колесами, расширяющими диапазоны резьб. | ||||||||
www.gigant-m.ru
| Параметр | Значение | |
|---|---|---|
| Диаметр отверстия в шпинделя, мм | 55 | |
| Наибольший диаметр обрабатываемого изделия, мм | над станиной | 500 |
| над суппортом | 290 | |
| Наибольшая длина обрабатываемого изделия, мм | 1000 | |
| Количество скоростей шпинделя | прямого вращения | 22 |
| обратного вращения | 9 | |
| Частота вращения шпинделя, об/мин | 16…2000 | |
| Количество подач суппорта | продольных | 24 |
| поперечных | 24 | |
| Пределы рабочих подач суппорта | продольных, мм/об | 0,050…2,8 |
| поперечных, мм/мин | 0,025…1,4 | |
| Пределы шагов нарезаемых резьб | метрических ,мм | 0,5…112 |
| модульных, мм | 0,5…112 | |
| дюймовых, ниток на дюйм | 56…0,5 | |
| питчевых, дюйм | 56…0,5 | |
| Мощность электродвигателя главного привода, кВт | 11 | |
| Габаритные размеры, мм | 2800х1265х1485 | |
| Масса, кг | 3100 | |
www.invest-garant.com
|
Получение станка в ремонт -проверка станка на точность -составление дефектной ведомости -очистка от стружки и масла -разборка на узлы, мойка узлов -разборка узлов на детали -мойка деталей
|
|
Ремонт станины -разборка, промывка, дефектация -шлифовка направляющих -окраска -установка |
|
Ремонт шпинделя -разборка, дефектация -шлифовка шпинделя -установка нового патрона -замена подшипников -сборка |
 Ремонт коробки скоростей -разборка, промывка, дефектация -ремонт и замена комплектующих -замена подшипников -внутренняя окраска -сборка |
|
Ремонт фартука -разборка, промывка, дефектация -ремонт (замена) муфт и втулок -замена подшипников -внутренняя окраска -сборка |
|
Ремонт суппорта -разборка, промывка, дефектация -ремонт продольных направляющих каретки -шлифовка прижимных планок -шабровка поперечных направляющих каретки -шабровка направляющих верхнего суппорта -шабровка направляющих верхних салазок -шлифовка клиньев -ремонт резцедержателя -ремонт винта и гайки поперечного суппорта -ремонт винта и гайки верхнего суппорта -сборка-наклейка на поверхности скольжения суппорта и каретки износостойкого пластикового покрытия «ZX» |
|
Ремонт коробки подач -разборка, промывка, дефектация -ремонт и замена изношенных деталей -внутренняя окраска -сборка |
|
Ремонт задней бабки -разборка, промывка, дефектация -расточка и хонинговка направляющей пиноли задней бабки -шлифовка пиноли задней бабки -ремонт винта и гайки пиноли -сборка |
|
Ремонт ходового винта и вала -ремонт гитары -ремонт (замена) винта и вала -изготовление новых гаек -сборка |
|
Ремонт системы охлаждения и смазки -разборка, промывка, дефектация -ремонт (замена) трубопроводов и насосов -сборка |
|
Ремонт электрооборудования -установка нового электрошкафа -монтаж новой низковольтной аппаратуры в электрошкафу -ремонт(замена) светосигнальных и осветительных устройств -ремонт(замена) эл. двигателей -новый электромонтаж по станку |
|
Ремонт ограждений Сборка, шпатлевка и окраска Обкатка станка на холостом ходу на всех скоростях и подачах Проверка на шум и нагрев |
 Сдача ОТК -механика -электрика Сдача станка заказчику |

www.isrz.ru