
Координатно-расточные станки с ЧПУ: технические характеристики
Среди токарного оборудования станки, которые относятся к координатно-расточной группе, считаются наиболее точными. Координатно-расточной станок устанавливается для получения сложных деталей, производство которых вызывает большое количество трудностей. Горизонтально координатно-расточной станок или с вертикальной компоновкой предназначен для получения деталей с несколькими отверстиями, расположенными относительно друг друга с определенным смещением. Впервые появился именно координатно-расточной станок с ЧПУ, так как принцип работы основан на перемещении заготовки относительно режущего инструмента с точностью до одной тысячной миллиметра. При этом устройство может контролировать точность размеров, а также расположения заготовки в автоматическом режиме.

Координатно-расточной станок
Область применения
Координатно-расточные станки для дерева и металла не существенно отличаются друг от друга, разница заключается лишь в том, какая нагрузка может выдерживаться и какие режущие инструменты устанавливаются в шпинделе. Конечно, на моделях, предназначенных для дерева, не следует проводить обработку заготовок из металла.
Координатно-токарно-расточной станок создавался для получения межцентровых отверстий, расположенных относительно друг друга на определенном расстоянии. Работа устройства проводится без установки специальных измерительных приспособлений, которые предназначены для направления инструмента.
Следует учитывать, что принцип работы координатно-расточного станка предусматривает выполнение следующих операций:
- Получение глухих и сквозных отверстий.
- Выполнение финишного прохода по поверхности фрезой.
- Расточки и развертки.
- Разметочные работы и обработка торцевых поверхностей.
- Контроль заданных размеров.
Схема координатно-расточного станка определяет то, что большинство заготовок представлено корпусными деталями. Кроме этого проводится выполнение работы по созданию отверстий в кондукторах, в которых они должны быть расположены с высокой точностью относительно друг друга.
Расточка и другие операции на координатно-расточном станке могут проводиться в рамках выпуска средних и больших партий деталей.
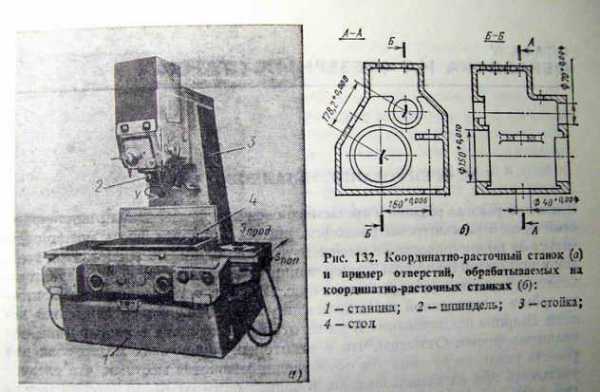
Составные части станка и пример обрабатываемых отверстий
Устанавливаемые инструменты координатно-расточного станка позволяют проводить и разметку деталей, в основном межцентровых расстояний. Особенности конструкции позволяют создавать отверстия, которые расположены под углом или во взаимно перпендикулярных плоскостях. Шпиндель координатно-расточного станка позволяет выполнять создание отверстий, которые находятся с торцевых сторон.
Рассматривая виды и модели координатно-расточных станков следует отметить, что оборудование может оснащаться оптическим отсчетным устройством, а также системой ЧПУ контроля позиции заготовки и режущего инструмента. При этом производители координатно-расточных станков указывают на то, что подобное оборудование является сочетанием измерительной и металлообрабатывающей машины. Именно поэтому в некоторых случаях базирование заготовки проводится на рассматриваемом станке, а вот обработка выполняется другим оборудованием.
Если основные узлы координатно-расточных станков находятся в хорошем техническом состоянии, то точность обработки составляет 0, 004 миллиметра. На металлообрабатывающем оборудовании обычной токарной группы нельзя получить детали со столь точными размерами. Рассматривая ГОСТ и нормы точности координатно-расточных станков следует также отметить, что некоторые снабжаются устройством цифровой индикации, которое позволяет контролировать размеры с точностью вплоть до тысячных миллиметра.
Возможная компоновка
Рассматривая координатно-расточные станки и их технические характеристики следует уделить внимание тому, что их применение рентабельно только в случае необходимости точного позиционирования инструмента. При этом выделяют:
- Модели с одной стойкой.
- Двухстоечный координатно-расточной станок.
В чем заключается разница подобных моделей? Рассматривая описание координатно-расточных станков следует уделить внимание тому, сколько колон возвышается над столом. При больших размерах стола для повышения жесткости конструкции и обеспечения более высокой точности позиционирования инструмента устанавливается две стойки. Координатно-расточной современный станок конструктивно может существенно отличаться, что следует учитывать.

Общий вид координатно-расточного станка
Особенности конструкции
Горизонтальный координатно-расточной металлообрабатывающий станок получил весьма большое распространение, так как основные узлы удобно расположены для обработки заготовок больших размеров. Схема координатно-расточного одностоечного и двухстоечного станка существенно отличаются. Примером можно назвать токарно-расточной станок одностоечного типа:
- Основная часть конструкции представлена станиной, на которой расположены все узлы.
- Расточка на координатно-расточном современном станке проходит за счет установки особой расточной головкой. В некоторых случаях она предусматривает быструю смену инструмента. Инструмент координатно-расточного современного станка может крепиться через специальную оснастку.
- Крестовой стол. Принцип работы этого оборудования определяет возможность перемещения заготовок в двух направлениях.
Двухстоечные координатно-расточные станки производители выпускают со следующими узлами:
- Все тот же стол, на котором проводится обработка устанавливаемых заготовок. Их можно закрепить для того, чтобы получить отверстие или несколько с точным взаимным расположением.
- Стойка и станина. Многие модели предусматривают расположение инструмента над корпусной или другой деталью. Шпиндель может быть самым различным.
- Расточная головка. Основные технические характеристики определяются особенностями устанавливаемой расточной головки. Некоторое оборудование имеет головки с автоматической сменой инструмента.
Практически во всех случаях двухстоечный координатно-расточной станок или одностоечного типа имеет станину, которая состоит из двух плоских и одной Т-образной направляющей. По данным направляющим проходит передвижение салазок. Нормы точности выдерживаются согласно ГОСТ благодаря точному позиционированию всех элементов относительно друг друга. На самых различных элементах конструкции могут быть расположены блоки управления: их виды зависят от того, какая фирма занимается производством оборудования, и какая система управления установлена.
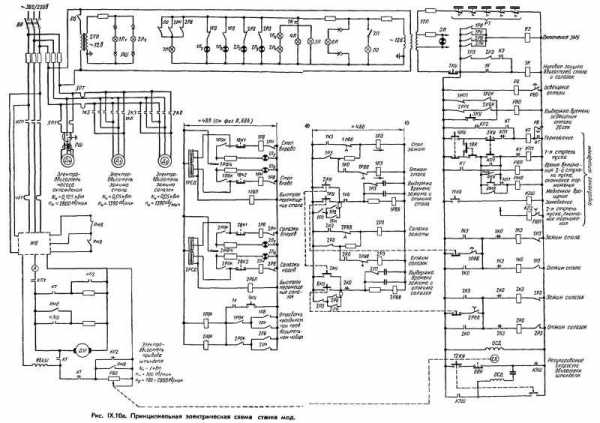
Электрическая схема координатного-расточного станка на примере 2А450МФ
Принцип действия
На момент производства рассматриваемого оборудования учитываются следующие моменты:
- Деталь закрепляется на столе, который, как ранее было отмечено, может передвигаться по установленным направляющим. Этот момент определяет то, что можно проводить получение отверстий растачиванием
- Как практически во всех металлообрабатывающих станках, так и в тех, что могут обрабатывать дерево, есть шпиндель. Стоит учитывать, что шпиндель предназначается для крепления режущего инструмента. У некоторых моделей шпиндель представлен головкой, которая может сменять режущий инструмент согласно заданной программе. За счет этого существенно упрощается процесс. Шпиндель может быть расположен на различных элементах, все зависит от особенностей конкретной модели.
- Расточная головка и траверса также закрепляются оператором на необходимой высоте, которая зависит от размеров детали.
Рассматривая токарно-расточной станок следует уделить внимание тому, что позиционирование шпинделя проводится следующим образом:
- Описание этого оборудования определяет возможность позиционирования путем установки стола благодаря перпендикулярно расположенным относительно друг другу направляющим.
- Устанавливаемая головка может перемещаться по траверсе. Именно поэтому токарно-расточной станок может применяться для получения отверстий на корпусных заготовках весьма больших габаритов.
Однако сложность конструкции заключается не в возможности позиционирования инструмента и заготовки относительно друг друга, а в высокой точности всех размеров. Стандарт определяет точность не менее 0,004 мм погрешности.
Модели с ЧПУ
Следует учитывать тот момент, что координатно-расточной современный станок с ЧПУ получил весьма большое распространение в последнее время. Это связано с тем, что по ГОСТу размеры многих деталей должны быть весьма точными. Поэтому если по ГОСТ точность должна быть очень высокой, а производство проводится в течение короткого промежутка времени, следует уделить внимание координатно-расточным станкам с ЧПУ.

Координатно-расточной станок с ЧПУ
Почему данный тип оборудования сегодня настолько востребован?
Координатно-расточные станки с ЧПУ оснащаются компьютерами, через которые проводится установка координат и режимов обработки. За счет того, что ГОСТ соблюдается не вручную оператором, а точность контролируется компьютером существенно снижается вероятность появления погрешности. Поэтому ГОСТ сегодня соблюсти можно только при установке моделей, которые снабжаются блоком ЧПУ.
Модели с ЧПУ могут применяться как для черновой, так и для чистовой обработки. Однако стоит учитывать, что оператором могут стать только подготовленные люди, несмотря на отсутствие необходимости в ручном управлении. Токари и другие специалисты должны проходить переподготовку для того чтобы правильно управлять оборудованием.
Достоинствами моделей с блоком числового программного управления можно назвать:
- Высокую точность работы.
- Высокий показатель производительности.
- Возможность установки на автоматизированных линиях.
- Защищенность зоны резания от окружающей среды.
- Возможность получения сложных заготовок, которые имеют различные плоскости и отверстия: глухие, пересекающиеся, наклонные и так далее.
- Компактные размеры при высокой производительности.
Однако есть и несколько существенных недостатков:
- Достаточно высокая стоимость. Применение современных технологий определяет существенное удорожание оборудования. Поэтому рентабельность установки станков с ЧПУ должна быть тщательно просчитана.
- Сложность в обслуживании. Стоит помнить о том, что координатно-расточной станок с ЧПУ может обслуживать и ремонтировать исключительно специалист, имеющий соответствующие навыки. В случае повреждения или выхода из строя одного из узлов придется обращаться к продавцу или компаниям, которые предоставляют услуги по ремонту. Решить проблему самостоятельно будет практически не возможно.
- В некоторых случаях для наладки производства при установке станков с ЧПУ нужно нанимать специалиста. Это связано со сложностями, которые возникают при составлении программы по обработке и наладке оборудования.
- Показатель трудозатрат снижается до 80%, а производительности увеличивается примерно на 50%. Эта информация определяет то, что один станок с ЧПУ может заменить три обычных.
Современные нормы изготовления различных деталей обязывают заводы и иные организации, занимающиеся производством устанавливать станки с ЧПУ. Это связано с тем, что только они могут обеспечить высокую точность размером и показателя шероховатости поверхности.
Лучшими производителями считают МЗКРС и «Стан-Самара». Они выпускают модели, которые устанавливаются практически на всех заводах и производственных линиях. Наиболее распространенными моделями назовем 2В440А, 2Д450, 2А450. При выборе наиболее подходящей модели уделяют внимание на следующие моменты:
- Максимальные размеры заготовки.
- Масса конструкции.
- Максимальный и минимальный диаметр отверстия.
- Скорость, с какой может вращаться режущийся инструмент.
- Максимальный вес заготовки.
- Мощность главного привода и всех дополнительных электродвигателей.
Чаще всего это металлообрабатывающее оборудование устанавливается в машиностроительных цехах. Сегодня распространение получили и модели, выпускаемые под брендом Newall (Англия). Еще относительно небольшое распространение получили модели, выпускаемые под брендами WHN и WKV.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Координатно-расточный станок: виды и модели
Среди оборудования своеобразными «аристократами» называют координатно-расточные станки, которые предназначаются для создания самых ответственных деталей — отверстий с небольшими отклонениями их взаимного размещения. На подобных станках имеется специальное отсчетное устройство, при помощи которого можно заготовка относительно инструмента перемещается с погрешностью не больше 0,001 миллиметра, и контролирующее устройство для проверки отклонений размеров на обработанных деталях.
Содержание:
- Предназначение координатно-расточного станка
- Классификация координатно-расточных станков
- Модели координатно-расчетных станков
Предназначение координатно-расточного станка
Координатно-расточные станки предназначаются для обработки межцентровых отверстий, расстояние между которыми должно точно выдерживаться от базовых поверхностей в прямоугольной системе координат, без использования приспособлений для направления инструмента.
На подобных станках производится сверление, чистовое фрезерование, растачивание, развертывание и зенкерование отверстий, контроль и измерение деталей, чистовое фрезерование торцов, а также разметочные работы. Станки применяются для проделывания отверстий в корпусных деталях и приспособлениях, а также кондукторах, для которых нужна существенная точность взаимного размещения отверстий, в мелкосерийном, единичном и массовом производстве.
На станках наряду с растачиванием выполняются разметка и проверка размеров, в том числе и межцентровых расстояний. Применяя поворотные столы, которые поставляются со станком, можно обрабатывать отверстия, что заданы в полярной системе координат, взаимноперпендикулярные и наклонные отверстия, а также протачивать торцовые поверхности.

Станок оснащен оптическими отсчетными устройствами, которые позволяют отсчитывать целые и дробные части координатного размера. Так как устройство координатно-расточных станков является соединением измерительной машины и металлорежущего станка, то работая на подобном оборудовании, можно контролировать детали, обработанные на других станках.
При нормальной эксплуатации вертикальный координатно-расточный станок способен обеспечивать точность межцентровых расстояний в системе координат порядка 0,004 миллиметра. Чтобы получить более точное расстояние между центрами отверстий, оснащают координатно-расточный станок устройством цифровой индикации, которое дает оператору возможности произведения установки координат с дискретностью около 0,001 миллиметра.
Классификация координатно-расточных станков
Бывают координатно-расточные станки одно- и двухстоечными. Имеют одностоечные станки в своей конструкции крестовый стол, который предназначается для передвижения заготовки в двух направлениях, которые являются взаимно перпендикулярными. Основным движением здесь являются вращающиеся движения шпинделя, а движением подачи — вертикальное перемещение шпинделя.
Двухстоечные станки в своей конструкции имеют стол, который находится на направляющих. Стол способен перемещать установленную заготовку в направлении координаты Х. При движении шпиндельной бабки ось шпинделя передвигается относительно изделия, установленного на столе, в направлении координаты У. Для опускания и подъема шпиндельной бабки поперечину принято перемещать вниз или вверх по направляющим стоек.

Основываясь на уровне автоматизации, координатно-расточные станки разделяют на станки с ЧПУ, цифровой индикацией и набором координат, а также с автоматической сменой заготовок и инструментов, которые позволяют выполнять разные фрезерные работы с высоким уровнем точности.
Зависимо от характера производимых операций, конструктивных особенностей и назначения, координатно-расточные станки бывают универсальными и специализированными. Универсальные станки, в свою очередь, разделяются на горизонтально-расточные и отделочно-расточные. Самым существенным параметром для всех видов станков выступает диаметр расточного шпинделя.
Модели координатно-расчетных станков
Популярные модели координатно-расточных станков в своей конструкции имеют прямоугольный стол с поперечным и продольным перемещением. Предусматривается установочное передвижение шпиндельной бабки. Ускоренное и рабочее перемещение стола в поперечном и продольном направлении проводится электрическими приводами с широчайшим диапазоном регулирования, который позволяет увеличить жесткость и производительность координатно-расточного станка при фрезеровании. Рассмотрим подробнее технические характеристики популярных моделей координатно-расточных станков.
Координатно-расточный станок 2а450
Размеры координатно-расточного станка 2а450, включая ход салазок и стола, — 2670 на 3305 на 2660 миллиметров. Рабочая поверхность стола имеет размеры 1100 на 630 миллиметров. Вес станка, не учитывая массу принадлежностей и электрошкафа, — 7300 килограмм. При работе на данном станке можно достичь наибольшего диаметра сверления в 30 миллиметров и наибольшего растачиваемого отверстия в 250 миллиметров при использовании изделия с максимальным весом в 600 килограмм. Частота вращения шпинделя достигает 50-2000 оборотов в минуту, скорость передвижения изделия при фрезеровке доходит 30-200 оборотов в минуту. При использовании координатно-расточного станка 2а450 мощность электродвигателя достигает 4,5 вКт, частота вращения – 1800 оборотов в минуту.
Координатно-расточный станок 2д450
Координатно-расточный станок 2д450 имеет такие размеры (с ходом салазок и стола) — 3305 на 2705 на 2800 миллиметров. Рабочая поверхность имеет габариты 1100 на 630 миллиметров. Вес станка без электрошкафа и необходимых принадлежностей – 7800 килограмм. Наибольший диаметр расточки отверстий составляет 250 миллиметров, при этом возможно использование изделия с весом до 600 килограмм. В минуту число оборотов шпинделя составляет 50-2000. Мощность установленного на станке электродвигателя — 2 вКт, частота вращения – 700 оборотов в минуту.
Координатно-расточный станок 2в440а
Габариты координатно-расточного станка 2в440а, в том числе хода салазок и стола, — 2520 на 2195 на 2430 миллиметров. Длина рабочей поверхности стола составляет 800, а ширина — 400 миллиметров. Масса станка с выносными принадлежностями составляет 3630 килограмм. При использовании координатно-расточного станка 2в440а возможно достижение максимального диаметра сверления в сплошном материале 25 миллиметров и максимального диаметра расточки в 250 миллиметров при использовании изделий с наибольшим весом в 320 килограмм. Предел частоты вращения шпинделя доходит в минуту до 50-2000 оборотов, мощность электродвигателя составляет 2,2 вКт, частота вращения – 800 оборотов в минуту.

Координатно-расточный станок 2431
Модель 2431 имеет габаритные размеры – 1900 на 1445 на 2435 миллиметров и вес без электрооборудования – 2510 килограмм. Масса электрооборудования к координатно-расточному станку 2431 составляет 420 и комплекта принадлежностей 380 килограмм. Габариты рабочей поверхности стола – 560 на 320 миллиметров. При использовании данной модели достигается максимальный диаметр сверления в 18 миллиметров и максимальный диаметр расточки в 125 миллиметров при применении изделий с наибольшим весом в 250 килограмм. Предел частоты вращения шпинделя в минуту составляет от 75 до 3000 оборотов, общая мощность электродвигателей составляет 2,81 вКт, мощность главного двигателя 2,2 Квт.
Координатно-расточный станок 2421
Габариты координатно-расточного станка 2421 составляют — 900 на 1615 на 2207 миллиметров. Рабочий стол имеет размеры 450 на 250 миллиметров. Масса станка с комплектом принадлежностей составляет 1610 килограмм. Используя данную модель, можно достичь максимального диаметра сверления в сплошном материале 12 миллиметров и максимального растачиваемого отверстия в 80 миллиметров при использовании изделий с наибольшим весом в 150 килограмм. Частота вращения шпинделя составляет от 135 до 3000 оборотов в минуту. Мощность электродвигателя — 10 вКт.
Таким образом, координатно-расточные станки выполняют самую ответственную функцию – проделку отверстий и контроль их отклонений. Станок оснащен устройством цифровой индикации, которое дает возможность оператору устанавливать координаты с дискретностью 0,001 миллиметра, а также отсчетными устройствами для отсчитывания целой и дробной части координатного размера.
Координатно-расточной станок: виды, технические характеристики
Узнать, что собой представляют координатно-расточные станки, и какие бывают виды, а также их технические характеристики, поможет предоставленная ниже информация.
В первую очередь стоит отметить, что они являются многофункциональным оборудованием, что позволяет производить достаточное количество операций, которые выполняются с высочайшей точностью. Кроме этого, можно делать несколько действий на одном и том же станке для одной детали. Это очень удобно, когда речь идет о больших деталях в машиностроении.
Краткое описание
Координатно-расточные станки широко используются в промышленности для обрабатывания необходимых деталей, как единичных экземпляров, так и в масштабном выпуске. Благодаря своей многофункциональности на них можно совершать такие операции, как:
- растачивание отверстий;
- обточка внешних поверхностей цилиндрической формы;
- разного рода сверления, обозначенные чертежами;
- также на них можно делать зенкерование;
- кроме этого, есть возможность проводить фрезеровочные работы;
- нарезания резьбы.
Хочется отметить, что одним из старых предприятий, что когда-то занималось изготовлением подобных агрегатов, считается Московский завод координатно-расточных станков. Он был сформирован еще 1942 году и на нем изготавливались станки для разных отраслей.
Благодаря высокой квалификации сотрудников МЗКРС это предприятие было одним из основных производителей подобных агрегатов советского государства. За время работы Московский завод координатно-расточных станков изготовил несколько поколений такого оборудования с применением ЧПУ. Но в начале 90-х годов он был признан банкротом, что стало предпосылкой к прекращению своего существования.

В эти же годы Куйбышевский завод координатно-расточных станков ЗАО «Стан-Самара» также перестал существовать, а на той же территории были открыты несколько небольших станкостроительных организаций, что занимаются также их ремонтом и усовершенствованием.
Но, к сожалению, на сегодняшний день производство осуществляется только несколькими предприятиями в таких странах, как Тайвань, Япония и в некоторых государствах Европы. Все это оборудование помимо ручного управления оснащены современными стойками с числительным программным управлением, в том числе это касается и тайваньских производителей.
Чтобы приобрести такие агрегаты стоит посетить официальный сайт предприятия, где есть возможность просмотреть технические характеристики, там же указывается и цена оборудования. Для того чтобы быть уверенным в качестве приобретенной продукции лучше всего приобретать ее у официального производителя. В этом случае цена будет намного ниже, чем в специализированных магазинах.
Главные характеристики
Основанный еще при СССР завод производил несколько моделей К.Р станков для промышленности. Среди них имеются такие, как:
- Координатно-расточный станок 2431 – его основное назначение сводится к совершению чистовых операций, используя элементы деталей, что не превышают 250 кг. и которые могут делать точнейшее обрабатывание отверстий и их поверхностей. Такой агрегат предназначен для часовой, радиотехнической, а также приборостроительной промышленности.
- Координатно-расточной станок 2а450 – данный агрегат дозволяет совершать обрабатывания отверстий, где указанные размеры между ними расположены в прямоугольной системе координат. На нем же делается проверка межцентровых дистанций и линейных величин. Координатно-расточный станок 2а450 имеет свои преимущества, к ним относится тот факт, что установленное на нем счетное устройство способно высчитывать не только целые, а и дробные размеры координат.
- 2д450 координатно-расточной станок – осуществляет такие же действие, что и предыдущий тип оборудования с учетом того, что он оснащен маневренными столешницами, позволяющие обрабатывать детали с наклонными и взаимно перпендикулярными отверстиями, и делать протачивание торцовых плоскостей. При этом расточный станок 2д450 может обрабатывать рабочую деталь весом до 600кг.
- Координатно-расточной станок 2421 – это одностоечный агрегат, обладающий высочайшей точностью, а также имеет оптическую систему отсчета. Он используется в приборостроение, где элементы деталей могут достигать весом до 150 кг. Кроме этого, координатно-расточный станок 2421 имеет дополнительное оснащение, к которым относятся и иные устройства, в их числе имеется режущий инструмент, что существенно повышает его функциональность.
- Координатно-расточной станок 2в440а – с помощью данного оборудования проводится сверления отверстий в диаметре до 40 мм. Кроме, проверочных функций линейных размеров и межцентровых расстояний можно совершать фрезеровочные работы не большой сложности.
- Координатно-расточной станок 2е440а – помимо расточки на этом агрегате можно совершать сверление и фрезеровку в легкой форме. Координатно-расточной станок 2е440а в своем комплекте имеет прямоугольный стол, что способен двигаться, как в продольном, так и в поперечном направлении и регулируется вручную.
- Координатно-расточной станок с ЧПУ – оборудование данного типа позволяет обрабатывать детали, осуществлять штамповку, делать пресс-формы, что требуют особой точности в мелкосерийном и в производстве крупных партий изделий. Благодаря тому, что координатно-расточной станок с ЧПУ имеет в распоряжении универсальный маневренный стол, входящий в комплект, обработка элементов производится под любим углом независимо от плоскости стола.
- К.Р. станок 2а430 представляет собой оборудование, что имеет крестообразный стол, а также индуктивно-измерительную систему, что оснащена винтовыми проходными датчиками. Кроме этого, такие расточные станки укомплектованы приспособлением для изначального ввода координатных значений и автоматической остановкой стола в обозначенном положении.
- К этой серии также относится и расточной станок МОД – он имеет отличия от своих аналогов раздельным приводом стола и салазок. Кроме этого, стол передвигается по горизонтальной направляющей станины, одна из них плоская, а вторая V-образная. Что касается установки расстояний, то они выполняются при помощи оптической системы, что состоит из стеклянных линеек. В данном случае, линейка стола составляет 1000 делений, а линейка салазок всего 630. Задаваемый параметр размеров проектируется на монитор экрана, увеличивая масштаб в 75 раз.
- К особо точным относится и К.Р станок 2411, используемый в качестве механической обработки отверстий, что пропорционально расположены относительно осей, где размеры задаются в прямоугольной системе координат.
Видео: координатно-расточной станок 2431сф10.
Как сделать к.р. станок своими руками?
На сегодняшний день достаточно несложно купить подобного рода агрегаты, но цена их достаточно большая. Поэтому всегда можно попробовать сделать его в домашних условиях, но для этого необходимо предварительно знакомиться с конструкцией, и, конечно же, освоить досконально принцип работы и чертежи.
В первую очередь следует учитывать то, что для координатно-расточного станка требуется устойчивая поверхностная площадка, поскольку в процессе работы совершается высокая вибрация, что является недопустимой для совершения точных работ. Кроме этого, также нужно знать, какие детали потребуются для его сборки. К ним относится:
- Одним из основных элементов является станина, которая должна быть прочная и устойчивая.
- Шпиндель может располагаться вертикально и горизонтально относительно, осуществляющего движения осевой подачи.
- Расточные головки применяются в зависимости соответствия диаметра расточки.
- Рабочий стол с салазками.
- Что касается режущих инструментов, то расточные резцы должны взаимно передвигаться вместе с изделиями в прямоугольных и полярных координатах.
Поскольку станина, это костяк агрегата, то на ней должны располагаться Т-образный и две плоские направляющие, по которым будет происходить перемещение салазок. Кроме этого, необходимо чтобы на станине был размещен пульт управления, а также механизм, где будут задаваться координаты.
На задней части станины также должна располагаться стойка опорной конструкции, на которой размещена коробка переключения скоростей, блок направляющих, кожух клиноременной передачи.
На рабочую столешницу устанавливается обрабатываемая деталь, где в ходе движения по направлению к оси Х, если совершается движение стола по продольным направляющим. Относительно салазок, то они осуществляют непосредственно движение стола и самой заготовки по направлению к оси У, когда движение салазок идет по поперечной направляющей станины.
Обозначенный параметр замеров величины передвижения салазок и стола делается с помощью оптических устройств, а также прецизионных стеклянных линеек, что имеют 1000 делений, которые соответствуют одному миллиметру.
В зависимости от совершаемых работ на него следует установить соответствующие приспособления и инструменты, это, например, для растачивания отверстий и сверления, фрезерования, также резьбонарезывания, и, конечно же, линейной разметки. Благодаря тому, что данное оборудование имеет много разных вспомогательных инструментов, это дает возможность сэкономить на покупке дополнительного оборудования.
metmastanki.ru
Координатно-расточные станки — обзор возможностей
Координатно-расточные станки занимают особое место в мире станков, поскольку на них возлагается одна из наиболее сложных задач – создание высокоточных отверстий, характеризующихся чрезвычайно малыми отклонениями размещения относительно друг друга. Такие агрегаты комплектуются особым отсчетным устройством. Оно позволяет достигать высокой точности обработки заготовки. Погрешность при создании отверстия не превышает 1 микрометра. Также координатно-расточные станки оснащаются специальным устройством контроля отклонений, что делает работу на них, фактически, ювелирной.
Данная техника применяется для обработки межцентровых отверстий в тех случаях, когда важно, чтобы расстояния между ними точно соответствовали заданным координатам на плоскости. При этом в процессе работы с заготовкой не используются специальные конструкции для направления инструмента.

Что же можно делать на координатно-расточной технике? Станки подобного плана предназначены для предельно точного сверления, растачивания, чистового фрезерования, развертывания и ряда других работ, таких как проведение разметочных работ, измерение и контроль параметров детали. В основном необходимость в такой технике возникает при проделывании отверстий, где важна максимальная точность взаимного размещения. Координатно-расточные машины могут применяться как единичном, так и в мелко- или крупносерийном производстве.
Как правило, такие станки комплектуются поворотным столом, что в значительной степени расширяет их функциональность. С их помощью выполняется разметка, и контролируются ключевые размеры, такие как межцентровые расстояния и прочее. Наличие поворотной рабочей поверхности дает возможность работать с отверстиями, заданными в полярной системе координат. Техника в состоянии с удивительной точностью создавать перпендикулярные относительно друг друга или наклонные отверстия. Проточка торцовых поверхностей тоже является важной функцией, возлагаемой на такие машины.
Данные агрегаты имеют оптический элемент, позволяющий отсчитывать целые и дробные части. С помощью координатно-расточных машин можно не только проделывать отверстия, но также осуществлять контроль размеров деталей, выполненных на других агрегатах.
Большинство машин подобного плана могут выдерживать заданные расстояния с точностью до 4 микрометров. Те же модели, что укомплектованы системой цифровой индикации, достигают точности до 1 микрометра. Существует множество разновидностей координатно-расточных станков.
Признаки классификации
В зависимости от числа стоек выделяют одно- и двустоечные станки. Первые укомплектовываются крестовым столом, который позволяет перемещать заготовку по двум взаимно перпендикулярным координатным плоскостям. В таких машинах шпиндель осуществляет поступательно-вращательное движение в вертикальной плоскости.

Двустоечные машины комплектуются столом, установленным на специальных направляющих. Заготовка, зафиксированная на рабочем столе, перемещается по оси абсцисс, в то время как шпиндель перемещается по оси ординат. При этом шпиндельная бабка перемещается в вертикальной плоскости.
В зависимости от степени автоматизации агрегата выделяют координатно-расточные станки с ЧПУ, машины с набором координат и индикацией числового типа, а также агрегаты с системой автозамены инструмента и деталей. Такие агрегаты позволяют достигать максимальной точности в обработке заготовок.
Применение координатно-расточных станков с ЧПУ очень распространено на крупных предприятиях, где техника подвергается серьезным испытаниям и интенсивному режиму эксплуатации. Такое оборудование делает труд мастера максимально производительным и дает возможность снизить себестоимость готовой продукции, что и способствует его активной популяризации в крупномасштабном производстве.

Также координатно-расточные аппараты делятся на универсальные и узкоспециализированные. Первые же могут быть отделочного и горизонтального типа. Ключевым параметром, отличающим разные модели друг от друга, является диаметр шпинделя. Именно на него мастеру стоит обращать внимание при выборе.
Несмотря на то, что сегодня существует множество вариаций координатно-расточных станков, большинство конструкций состоит из рабочего стола прямоугольной формы, оснащенного продольным или поперечным механизмом перемещения. Рабочая поверхность приводится в движение электрическими приводами, обеспечивающими высокую продуктивность и отменную жесткость. При этом шпиндельная бабка также перемещается в направлении вверх-вниз.
Выводы
Координатно-расточные станки – это отдельный класс станков. Они являются незаменимым оборудованием там, где требуется ювелирная точность. Конечно, в большинстве случаев у мастера нет необходимости в таковой, но если уж вам действительно важны тысячные доли миллиметров – координатно-расточная техника обеспечит вам исключительную точность в процессе создания отверстий в самых разных заготовках.
Сегодня такие агрегаты производятся как отечественными, так и зарубежными компаниями. Среди популярных российских моделей стоит выделить такие, как 2а450, 2в440а и 2431.
Координатно-расточные станки выполняют очень важную функцию, создавая отверстия с максимальной степенью точности и осуществляя контроль малейших отклонений. Цифровая индикация позволяет достигать точности в 1 микрометр, а устройство отсчета целой и дробной части дает возможность реализовывать на станке проекты любой сложности.
Если у вас есть необходимость в таком оборудовании – найти достойное предложение на рынке не составит труда. Сегодня производители предлагают поистине широкий выбор как универсальных, так и специализированных станков, среди которых подобрать нужную модель опытному мастеру будет весьма нетрудно.
Рекомендуем почитать
prostostanok.ru
2450 станок координатно-расточный. Паспорт, схемы, характеристики, описание
Сведения о производителе координатно-расточного станка 2450
Производитель координатно-расточного станка 2450 Московский завод координатно-расточных станков МЗКРС, основанный в 1942 году и Куйбышевский завод координатно-расточных станков (Куйбышевское станкостроительное объединение).
Свою историю Куйбышевский завод координатно-расточных станков ведет с 1963 года, когда была введена первая очередь этого предприятия. Молодой коллектив завода в короткие сроки освоил производство станков высокой точности и уже в 1966 году выпустил их несколько сотен.
Завод прекратил свое существование в 1991 году, и на его производственных площадях открылось несколько станкостроительных предприятий, которые продолжают выпускать координатно-расточные станки, занимаются их ремонтом и модернизацией: Завод координатно-расточных станков «Стан-Самара» ЗАО; Самарское НПП координатно-расточных станков, ООО «НПП КРС»; «Станкосервис» ООО и др.
Станки, выпускаемые Московским заводом координатно-расточных станков МЗКРС
2450 Станок координатно-расточный одностоечный. Назначение и область применения
Координатно-расточный станок 2450 предназначен для обработки отверстий с точным расположением осей без применения разметки и кондукторов, размеры между которыми заданы в прямоугольной системе координат.
На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстояний. Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок используется для работ в инструментальных цехах (обработка кондукторов и приспособлений), а также для точного измерения расстояний между отверстиями готовых изделий в условиях индивидуального и мелкосерийного производства.
На станке можно сверлить отверстия диаметром до 40 мм, размечать точные шаблоны, проверять линейные размеры и межцентровые расстояния. Можно также выполнять на нем мелкие фрезерные работы.
Станок используется в инструментальных, машиностроительных и приборостроительных цехах для обработки заготовок деталей как единичного, так и серийного производства.
Особенности конструкции и принцип работы координатно-расточного станка 2450
Принцип работы. Обрабатываемая деталь устанавливается на столе станка. Режущий инструмент укрепляют в шпинделе. Оси обрабатываемых отверстий совмещают с осью шпинделя перемещением стола в продольном и поперечном направлениях в соответствии с заданными координатами. Отсчет величины перемещения стола производится с помощью оптических систем. При обработке отверстий подачей является осевое перемещение шпинделя, при чистовом фрезеровании подача сообщается столу. .
Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм.
Точная установка стола на заданную координату производится вручную, маховичком. Станок снабжен устройством цифровой индикации, дающим возможность оператору производить установку координат с дискретностью 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены механические зажимы стола, салазок и ручной зажим шпиндельной бабки.
Координатно-расточный станок 2450 имеет ту особенность, что на нем можно производить предварительный набор координат во время обработки предыдущего отверстия; это значительно сокращает вспомогательное время.
Станок оснащен оптической измерительной системой координат: оцифрованные риски стеклянной штриховой линейки проектируются на неподвижный растр, при помощи которого можно непосредственно, в одном месте, отсчитывать все десятичные знаки устанавливаемой координаты.
Конструктивные особенности. Станок имеет раздельные механизмы привода шпинделя и рабочего стола.
Станок снабжен универсальным поворотным столом, позволяющим осуществлять обработку отверстий в полярной системе координат с отчетом углов по лимбам, деление окружности на равные части с помощью делительных дисков, а также обработку наклонных отверстий.
Станок модели 2450 является одноколонным, с вертикальным перемещением шпиндельной головки и прямоугольным столом, получающим перемещения в продольном и поперечном направлениях.
Отсчет величины перемещений стола с точностью до 0,01 мм производится по точным шкалам оптического устройства.
Скорость вращения шпинделя изменяется бесступенчато от регулируемого электродвигателя постоянного тока.
Изменение величины подачи шпинделя на станке модели 2450 также производится бесступенчато. Для этой цели в приводе подач шпинделя установлен вариатор с раздвижными конусами и стальным кольцом. Для обработки отверстий на заданную глубину станок снабжен специальным автоматическим выключателем подачи. Рациональное расположение всех органов управления обеспечивает удобство работы на станке.
Модификации координатно-расточного станка 2450
2450, 2Л450А — 1100 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
2А450АФ10, 2Д450АФ10 — координатно-расточный станок с устройством цифровой индикации по осям X и Y (УЦИ). Режим электронного маховика.
2Д450АФ11-01, 2Л450АФ11-01 — координатно-расточный станок с устройством цифровой индикации по осям X, Y и Z и предварительным набором координат по осям X и Y. Предусмотрен следящий режим позиционирования и режим электронного маховика с дискретностью перемещения стола 0,001 и 0,01мм.
2Л450А, 2Л450АФ11-015, 2Л450АФ4-02 — координатно-расточный станок с универсальным поворотно-делительным столом с диаметром планшайбы 400 мм.
2Е450АФ30 — координатно-расточный станок с устройством числового управления (ЧПУ) с возможностью задания программы обработки в диалоговом режиме по осям X и Y и цифровой индикацией координат по оси Z.
2450А, 2Д450, 2Д450А, 2Е450А — 1120 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
2450АФ1, 2Д450АФ1, 2Е450АФ1 — координатно-расточный станок с устройством цифровой индикации (УЦИ)
2450АФ2, 2Д450АМФ2, 2Е450АМФ4, 2Л450АФ4-02 — координатно-расточный станок с устройством числового управления (ЧПУ)
2Е450АФ4, 2Е450АМФ4 — координатно-расточный станок с устройством числового управления (ЧПУ) с контурной обработкой по осям X, Y и Z. Графический монитор позволяет производить отладку программ без движения по осям. Программы обработки деталей могут быть подготовлены в диалоговом режиме стандартными текстовыми файлами или автоматизированными системами.
2450 Фото координатно-расточного станка

Фото координатно-расточного станка 2450
Общее устройство и состав координатно-расточного станка 2450
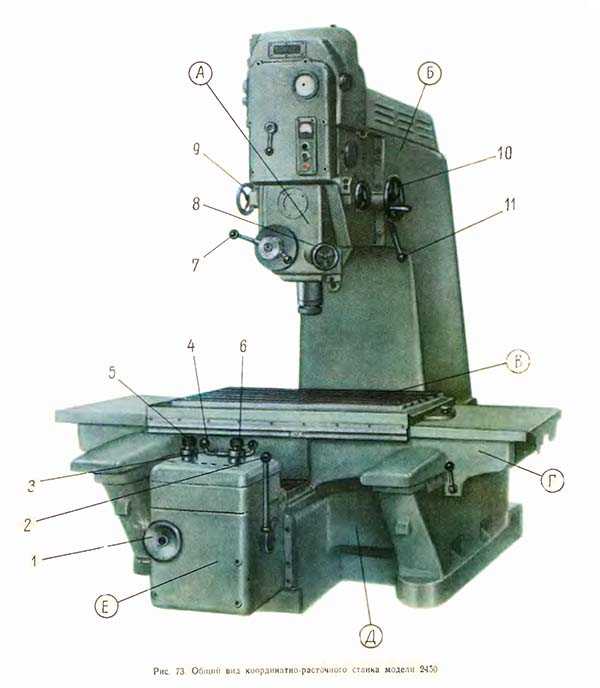
Расположение составных частей координатно-расточного станка 2450
Основные узлы станка:
- А — шпиндельная бабка;
- Б — стойка с коробкой скоростей и вариатором подач;
- В — стол;
- Г — поперечные салазки;
- Д — станина;
- Е — привод перемещений стола.
Органы управления координатно-расточным станком 2450
- маховичок для точных ручных перемещений стола;
- рукоятка включения быстрых и медленных перемещений стола;
- рукоятка включения поперечной механической подачи стола;
- рукоятка включения продольной механической подачи стола;
- маховичок для установки стола в продольном направлении;
- маховичок для установки стола в поперечном направлении;
- рукоятка быстрого ручного перемещения и включения механической подачи шпинделя;
- маховичок ручного вертикального перемещения шпинделя;
- маховичок переключения коробки скоростей;
- маховичок перемещения шпиндельной бабки;
- рукоятка для закрепления шпиндельной бабки.
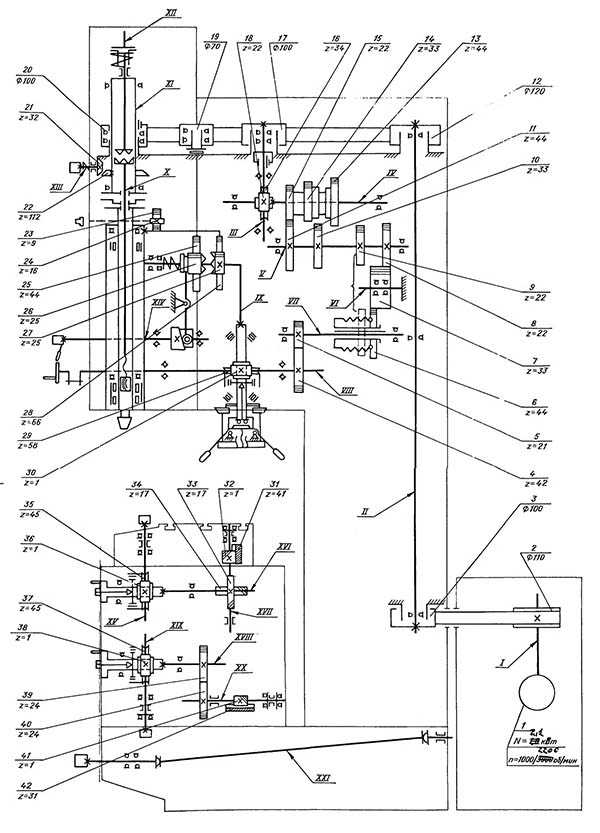
Кинематическая схема координатно-расточного станка 2450
Кинематическая схема координатно-расточного станка 2450
1. Кинематическая схема координатно-расточного станка 2450. Смотреть в увеличенном масштабе
2. Кинематическая схема координатно-расточного станка 2450. Смотреть в увеличенном масштабе
Движения в станке.
- Движение резания — вращение шпинделя с инструментом
- Движения подач — осевое перемещение шпинделя, продольное и поперечное перемещение стола
- Вспомогательные движения:
- ручное вертикальное установочное перемещение шпиндельной бабки;
- установочное перемещение стола в продольном и поперечном направлениях;
- ручное вертикальное перемещение гильзы со шпинделем.
Движение резания
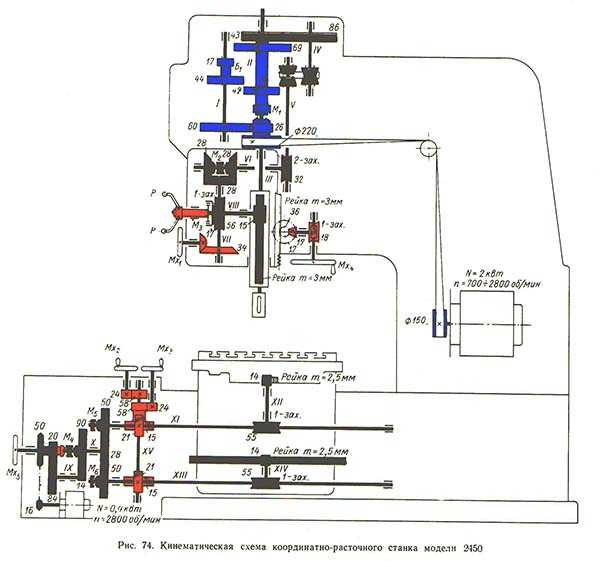
Привод движения резания состоит из электродвигателя, плоскоременной передачи и двойного перебора (рис. 74).
От электродвигателя постоянного тока мощностью 2 кВт с бесступенчатым изменением скоростей в диапазоне 1 : 4, через угловую ременную передачу 150—220 вращение сообщается полому-валу, находящемуся на шпинделе III и несущему на себе шестерню 26.
Верхние числа оборотов сообщаются шпинделю III при включенной муфте М1. Две другие ступени скорости осуществляются при выключенной муфте M1 через перебор, имеющий двойной подвижный блок шестерен Б1.
Для включения первой ступени перебора блок Б1 смещается вверх так, что его венец 17 зацепляется с колесом 69, закрепленным на полом валу II. а муфта М1 выключается. Вращение от приводного шкива 220 передается шестерням 26—60, валу I и далее шестернями 17—69 полому валу II, связанному со шпинделем шлицевым соединением.
Вторая ступень перебора включается при смещении блока Б1 вниз, когда его венец 44 входит в зацепление с шестерней 42. Вращение от приводного шкива 220 передается шпинделю шестернями 26—60, валом I и шестернями 44—42. В этом случае муфта М1 также должна быть выключена.
В пределах каждой ступени числа оборотов шпинделя III плавно изменяются электродвигателем. Наименьшее число оборотов шпинделя nmin может быть определено из выражения:
nmin = 700·(150/220)·0,985·((26·17) / (60·69)) = 50 об/мин
Движения подач
Подача шпинделя заимствуется от полого вала II, от которого движение передается через шестерни 43—86, вал IV, вариатор с раздвижными конусами и стальным кольцом, вал V, червячную передачу 2—32, вал VI, конический реверс 28—28—28, управляемый муфтой М2, вал VII, червячную передачу 1—56, фрикционную муфту М3, вал VIII и реечную шестерню 15, находящуюся в зацеплении с рейкой т=3 мм, закрепленной на гильзе шпинделя.
Механический вариатор с раздвижными конусами и стальным кольцом обеспечивает бесступенчатое изменение скоростей подачи шпинделя в диапазоне 1 : 4. Минимальное передаточное отношение вариатора равно 1/2, а максимальное — 2. Наименьшая подача шпинделя smin определяется из выражения:
smin = 1·((43·1·2·28·4) / (86·2·32·28·56))·3,14·3·15 = 0,04 мм/об
Механическая подача стола в продольном и поперечном направлениях, используемая при тонком фрезеровании, осуществляется реверсивным электродвигателем мощностью 0,4 кВт. Движение передается через цепную передачу 16—50, перебор 20—84 и 14—90 (при правом положении муфты М4, вал X, шестерни 28—50—50, червячные и реечные передачи.
Для осуществления продольной подачи включается муфта М5. при этом вращение сообщается валу XI, червячной передаче 1—55, валу XII и реечной шестерне 14, находящейся в зацеплении с рейкой m=2,5 мм, прикрепленной к продольным салазкам стола. Поперечная подача стола включается муфтой М6, при этом цепь движения аналогична предыдущей: приводится в движение вал XIII, червячная передача 1—55, вал XIV и реечная шестерня 14, зацепляющаяся с рейкой m = 2,5 мм, прикрепленной к поперечным салазкам стола.
Величина s продольной и поперечной подач стола определяется из зависимости:
s = 2800·((16·20·14·28·1) / (50·84·90·50·55)) ·3,14·2,5·14 = 37 мм/мин
Вспомогательные движения
Для сообщения столу быстрых перемещений муфта М4 включается влево, при этом движения передаются столу непосредственно от вала X, минуя перебор. Скорость быстрых перемещений стола s6 в продольном и поперечном направлениях равна 1000 мм/мин..
Для ручного установочного перемещения стола в поперечном направлении служит маховичок Мх5 вращение от которого передается через шестерни 24—58, вал XV, винтовые колеса 15—21, вал XIII и червячную передачу 1—55 реечной шестерне 14. Поворотом маховика Мхз по аналогичной кинематической цепи стол перемещается в продольном направлении.
Ручное установочное перемещение шпиндельной бабки достигается поворотом маховичка Мх4, через червячную передачу 1—18. конические колеса 17—17 и реечное колесо 36, находящееся в зацеплении с рейкой m=3 мм, прикрепленной к корпусу бабки.
Быстрое ручное перемещение шпинделя достигается вращением рукояток Р при включенной муфте М3.
Ручное точное перемещение шпинделя осуществляется маховичком Мх1 при нейтральном положении муфты М2 через конические колеса 17—34, вал VII, червячную передачу 1—56, муфту М3 и реечную передачу.
Узлы координатно-расточного станка 2450
Узлы координатно-расточного станка 2450
Узлы координатно-расточного станка 2450. Смотреть в увеличенном масштабе
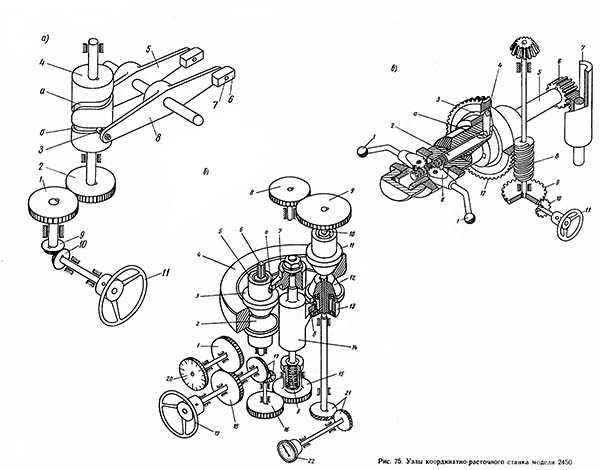
Механизм переключения
На рис. 75, а изображен механизм переключения скоростей шпинделя, который состоит из маховичка 11, конической передачи 9—10, зубчатых колес 1—2, барабана 4 с двумя криволинейными пазами а и б и рычагов 5 и 8, переключающих блок шестерен Б1 и муфту М1 (рис. 74).
На левых концах каждого из рычагов 5 и 8 (рис. 75, а) имеются пальцы с роликами 3, входящими в соответствующий криволинейный паз а пли б барабана 4: на правых концах рычагов, на эксцентриковых пальцах 7 насажены сухари переключения 6, входящие соответственно в кольцевые проточки блока Б| и муфты M1 (рис. 74). Наличие эксцентриковых пальцев дает возможность отрегулировать положение блока шестерен Б\ так, чтобы при его перемещении зацепление зубчатых венцов с зубьями шестерен происходило по всей длине, а ход муфты М1 — до полного сцепления.
Форма пазов а и б на барабане 4 (рис. 75, а) и их взаимное расположение обеспечивают точно определенное положение блока 4. Поворот барабана осуществляется маховичком 11, расположенным на левой стенке корпуса коробки скоростей, через коническую зубчатую передачу 10—9 и шестерни 1—2.
Маховичок 11 имеет три фиксированных положения: одно из них соответствует настройке па самый высокий диапазон чисел оборотов шпинделя, второе — на средний и третье — на низший диапазон.
При первом положении маховичка 11 муфта M1 (рис. 74) включается, а блок Б1 находится в нейтральном положении; во втором и третьем положениях маховичка 11 (рис. 75, а) муфта М1 (рис. 74) выключается, а блок Б1 вводится в зацепление своим верхним или нижним венцом соответственно с шестерней 69 или шестерней 42.
Вариатор
На рис. 75, б изображен механизм бесступенчатого изменения величины вертикальной подачи шпинделя. Механизм состоит из фрикционного вариатора с раздвижными конусами и стальным кольцом и управляющего устройства. Вариатор заимствует движение от шпинделя станка через цилиндрические шестерни 8—9. Шестерня 9 закреплена на ведущем валике 10 привода подачи. Фрикционный вариатор выполнен в виде четырех конусов 2, 3, 11 и 12 и стального кольца 4. Конусы 2 и 11, расположенные по диагонали, жестко закреплены на валах 6 и 10 и не имеют возможности перемещаться в осевом направлении. Конусы 3 и 12 смонтированы на шариковых подшипниках, запрессованных в подвижные стаканы 5 и 13. Оба стакана имеют пазы; в паз стакана 5 входит выступ а поводка 7, а в паз стакана 12 — выступ б поводка 14. При перемещении поводков 7 и 14 вдоль оси конусы 3 и 12 также будут перемещаться в осевом направлении, причем при перемещении поводков вниз конусы 3 и 2 сближаются, а конусы 11 и 12 расходятся. При перемещении поводков вверх конусы 3 и 2 расходятся, а конусы 11 и 12 сближаются.
При любом положении конусов стальное кольцо 4 всегда находится в контакте с ними, однако при их перемещении меняется место контакта на образующих конусов, изменяя передаточное отношение привода в пределах от 1/2 до 2.
Изменение передаточного отношения вариатора осуществляется поворотом маховичка 19, а требуемая величина подачи устанавливается по градуированному лимбу 20, кинематически связанному с валом маховичка 19 парой зубчатых колес 18—1. При повороте маховичка 19 через конические шестерни 17 и зубчатое колесо 16 приводится во вращение шестерня-гайка 15, которая связана с резьбовым хвостовиком поводка 14; последний при вращении шестерни-гайки перемещается вместе с поводками 7 и 14 вдоль своей оси вверх или вниз, и выступы а и б соответственно перемещают подвижные конусы 3 и 12 вверх или вниз, изменяя передаточное отношение вариатора.
Число оборотов шпинделя станка настраивается маховичком 9 (рис. 73) по шкале тахометра 22 (рис. 75, б), кинематически связанного с валом 10 винтовой зубчатой передачей 21. Вал 10 приводится в движение от шпинделя станка.
Механизм управления
На рис. 75, в изображен механизм включения и выключения механической подачи шпинделя. Механизм состоит из рукояток включения 1, реечного стержня 2, муфты с разрезным кольцом 3 и сухаря 4. Каждая из рукояток 1 на утолщенной части снабжена зубчатым сектором б, находящимся в постоянном зацеплении с круглой рейкой реечного стержня 2.
При выключенном положении механизма, когда рукоятки 1 отведены, червячное колесо 12, приводимое в движение червяком 8 вращается вхолостую, не сообщая движение валику 5 и реечной шестерне 6.
Для включения механической подачи шпинделя рукоятки / поворачивают на себя, при этом стержень 2 смещается вправо и своим вырезом а вводит сухарь 4 в разрез кольца 3, заклинивая этим червячное колесо 12 на валу 5. В этом случае червяк 8, вращая червячное колесо 12, вал 5 и реечную шестерню 6, находящуюся в зацеплении с рейкой, прикрепленной к гильзе 7, сообщает шпинделю вертикальную механическую подачу.
Ручное точное вертикальное перемещение шпинделя осуществляется поворотом маховичка 11 через конические шестерни 10—9, червячную передачу 8—12 и реечный механизм при включенном положении рукояток 1.
Вследствие того, что рукоятки 1 непосредственно связаны с валом 5 при выключенной механической подаче, можно быстро осуществлять ручное перемещение гильзы 7 путем поворота рукояток 1, вала 5 и реечной шестерни 6, связанной с рейкой.
Конструкция и характеристика работы основных узлов координатно-расточного станка 2450
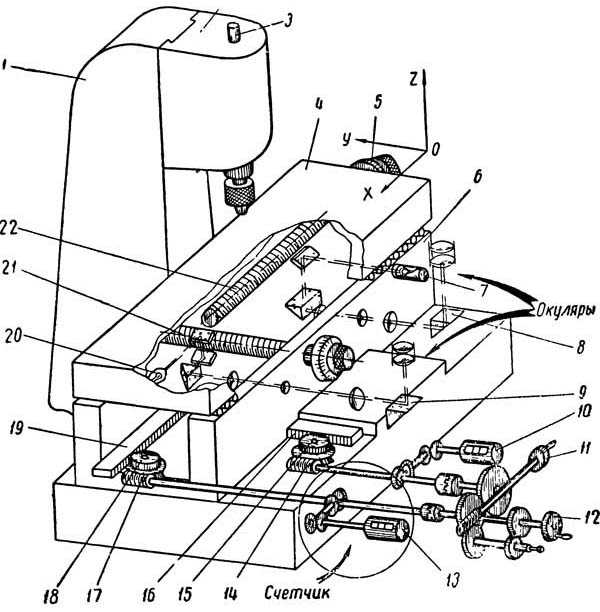
Схема действия основных координатно-расточного станка 2450
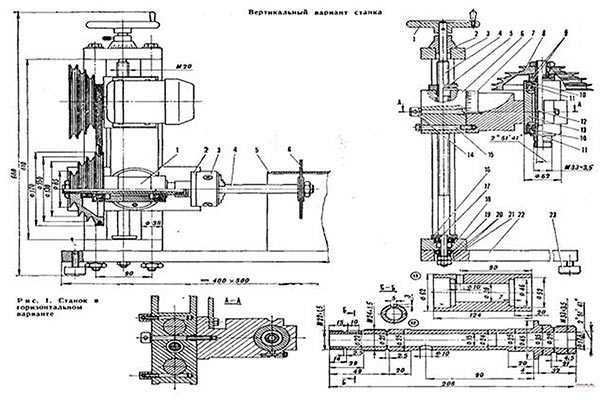
В инструментальном производстве находят одинаковое применение все три конструкции станков. Рассмотрим наиболее совершенный — станок третьей конструкции. Это — координатный разметочно-сверлильный и расточный станок модели 2450 с оптическим отсчетом перемещений.
По характеру движений основных частей такой станок (фиг. 93) подобен вертикально-фрезерному станку, но имеет еще одно дополнительное движение — вертикальную подачу шпинделя. Он состоит из станины 1 с установленным на ней электродвигателем, шпиндельной коробки 2, шпинделя 3, рабочего стола 4, его салазок 6Т механизма для продольных и поперечных перемещений рабочего стола и устройств для отсчета этих перемещений. Число оборотов шпинделя станка может изменяться в пределах от 50 до 1900 оборотов в минуту, а его автоматическая вертикальная подача от 03 до 0,18 мм на один оборот. И число оборотов, и подача шпинделя регулируются бесступенчато.
Отсчет перемещений стола
В данной конструкции наибольшую сложность и интерес представляют устройства для перемещений рабочего стола и отсчета их величины. Поперечное перемещение рабочего стола производится специальным электродвигателем или маховичками 11 и 12. От них движение передается червячной паре 14 и шестерне 15, расположенным на станине. Червячная передача и шестерня передвигают салазки с помощью установленной на них зубчатой рейки 16. Подобное же устройство служит и для продольных перемещений. Oho также состоит из червячной передачи 17, шестерни 18 и зубчатой рейки 19, соединенной с рабочим столом. Этот механизм приводится в движение от электродвигателя или от упомянутых выше маховичков 11 к 12.
Однако задача состоит не только в том, чтобы передвинуть стол на какое-то строго определенное расстояние. Необходимо иметь возможность произвести и точный отсчет величины этого перемещения. Такие отсчеты производятся по счетчику поперечного перемещения 10 и счетчику продольного перемещения 13. Счетчики указывают целые миллиметры и их половины с помощью цилиндрической измерительной линейки 21 для поперечного перемещения и линейки 22 для продольного перемещения, осветительных устройств 20 и 7 и оптических систем с окулярами 9 и 8, доводящих точность отсчета до тысячных долей миллиметра. Измерительные линейки представляют собой длинные полированные валики из нержавеющей стали, на поверхности которых нанесена точная и тонкая винтовая линия с шагом, равным 2 мм. Параллельные пучки света, выходящие из осветительных устройств 7 и 20, попадают на зеркала 8 и 9, освещают винтовую линию линеек и несут ее изображение через призмы и линзы в окуляры оптических систем. В окулярах видны два параллельных штриха и увеличено в 60 раз изображение небольшого участка винтовой линии измерительной линейки.
Перемещение стола
Посмотрим, как осуществить перемещение стола на заданную величину.
Предположим, что необходимо его передвинуть на 241,125 мм. Прежде всего нужно установить фактическое положение стола. Для этой цели риски оптического устройства устанавливают так, чтобы винтовая линия, видимая в окуляр, оказалась посредине между этими рисками. Затем перемещают стол до тех пор, пока счетчик не покажет разницу, равную 241 мм. После этого с помощью делительного барабанчика 5 и его нониуса повертывают цилиндрическую измерительную линейку на 0,125 мм и, глядя в окуляр, вновь перемещают стол маховичком 11, пока изображение винтовой линии не окажется между рисками окуляра. В результате стол окажется передвинутым на заданную величину.
Ошибки в расстоянии между осями отверстий, расточенных на описанном станке, не превышают ± 0,01 мм.
Приспособления
Координатные станки снабжаются различными приспособлениями, придающими им широкую универсальность. Основными приспособлениями, которые имеются на координатных разметочно-сверлильных станках, являются:
- a. круглый делительный стол для обработки отверстий, расположенных по окружности
- b. круглый универсальный стол для обработки отверстий, расположенных наклонно к опорной поверхности детали.
Все координатные разметочно-сверлильные и расточные станки требуют особо бережного отношения, тщательно предохраняются от порчи, резких колебаний температуры и пыли. С этой целью они устанавливаются в особых закрытых и теплых помещениях.
2450 станок координатно-расточный. Видеоролик.
Технические характеристики координатно-расточного станка 2450
| Наименование параметра | 2а450 | 2450 |
|---|---|---|
| Основные параметры станка | ||
| Рабочая поверхность стола, мм | 1100 х 630 | 1100 х 630 |
| Наибольшая масса обрабатываемого изделия, кг | 600 | |
| Наибольший диаметр сверления в стали 45, мм | 30 | 40 |
| Наибольший диаметр расточки в стали 45, мм | 250 | 250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 250…750 | 250…750 |
| Наибольшее перемещение стола, мм | 1000 х 630 | 1000 х 630 |
| Точность установки стола по координатам, мм | ±0,01 | |
| Наибольшее вертикальное (ход) перемещение шпинделя (ручное, механическое), мм | 250 | 250 |
| Наибольшее вертикальное перемещение шпиндельной коробки (установочное), мм | 250 | 250 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 710 | 700 |
| Внутренний конус шпинделя | Специальный | |
| Наибольший конус закрепляемого инструмента | Морзе 4 | |
| Закрепление шпиндельной коробки на направляющих | ручное | |
| Предохранение от перегрузки механизма подач | есть | |
| Число Т- образных пазов на столе | 7 | |
| Величина ускоренного перемещения стола, мм/мин | 1200 | |
| Пределы рабочих подач при фрезеровании, мм/мин | 30..200 | |
| Цена деления растровой сетки установки координат, мм | 0,002 | |
| Частота вращения шпинделя (б/с регулирование), об/мин | 50..2000 | 50..1900 |
| Пределы рабочих подач на один оборот шпинделя (б/с регулирование), мм | 0,03..0,16 | 0,04..0,16 |
| Скорость быстрых перемещений стола в продольном и поперечном направлениях, мм/мин | 1000 | |
| Привод | ||
| Количество электродвигателей на станке | 6 | |
| Электродвигатель привода главного движения, кВт | 4,5 (1800) | 2 |
| Привод перемещения стола, кВт | 0,245 (3600) | 0,4 |
| Привод перемещения салазок (3600), кВт | 0,245 | |
| Привод зажима отжима стола, кВт | 0,05 (1390) | |
| Привод зажима отжима салазок, кВт | 0,05 (1390) | |
| Электронасос охлаждающей жидкости Тип | ПА-22 | |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок, мм | 2670 х 3305 х 2660 | |
| Масса станка, кг | 7300 |
Связанные ссылки
Каталог координатно-расточных станков
Паспорта координатно-расточных станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Координатно-расточные станки: виды, модели и предназначение
Координатно-расточные машины предназначаются для самых ответственных операций в производстве. Например, их используют для обработки отверстий и последующего контроля их отклонений.
Для чего нужны?

С помощью таких станков можно обрабатывать межцентровые отверстия в прямоугольной системе координат без проведения предварительной разметки и применения сторонних приспособлений. Помимо этого, на подобных машинах можно выполнять и другие виды операций. Например, развертывание, зенкерование и даже фрезерование.
Координатно-расточные станки, оснащенные дополнительным оборудованием, также позволяют проводит контрольно-измерительные операции. К примеру, в сложных корпусных деталях с несколькими отверстиями, центры которых находятся на разном расстоянии друг от друга.
Эти станки используют практически везде: начиная от серийного и заканчивая массовым производством. Настольные агрегаты также успешно пользуются популярностью среди домашних мастеров.
Особенности

Координатно-расточные станки оборудуются специальными приборами, при помощи которых измеряются дробные и целые части позиционных размеров. Подобное устройство также позволяет проводить контроль деталей, изготовленных на других агрегатах.
Еще одной особенностью такого станка является его точность. Межцентровые отверстия можно обрабатывать с погрешностью всего в 0,004 мм. Подобными показателями не похвастаются даже самые высокоточные станки сверлильной группы. Кроме того, при помощи устройства цифровой индикации погрешность можно свести к 0,001 мм.
Виды станков
Всего существует два типа этих машин:
- Одностоечные. Такие станки имеют крестовые столы, на которых устанавливается заготовка для последующей обработки. Главные движения шпинделя вместе с режущим инструментом – вращательное и вертикально-поступательное.
- Двухстоечные координатно-расточные станки. Они имеют прямоугольные столы, которые передвигаются по двум направляющим (по координате X). Шпиндельная бабка вместе с режущем инструментом движется перпендикулярно столу, по оси Y. Чтобы опускать ее к столу и самой заготовке, используется поперечина.
Кроме того, существует также классификация, согласно которой подобные станки делятся по наличию уровня автоматизации. К таковым относятся:
- Агрегаты с ЧПУ (чаще всего с цифровой индикацией).
- Полуавтоматы.
А также, в зависимости от вида выполняемых операций, координатно-расточные станки бывают:
- Специализированными, которые предназначены для выполнения сугубо одной операции. Например, только сверление или зенкерование.
- Универсальными станками, на которых можно выполнять различные операции: начиная от растачивания и заканчивая фрезерованием отверстий.
Популярные модели

В промышленности широко применяются отечественные координатно-расточные станки. Цена таких машин значительно меньше моделей иностранного производства, а по функциональности они практически не уступают заграничным аналогам.
К наиболее популярным относятся модели 2Д450, которые выпускал Московский завод координатно-расточных станков МЗКРС. Это одностоечные машины с оптической системой измерения координат по двум осям Y, X. На них можно обрабатывать заготовки сверлением, чистовым фрезерованием, а также проводить разметку и контроль линейных размеров и межцентровых расстояний. Такие агрегаты отлично подходят для работы в инструментальных цехах. Популярные модификации: 2Е450А, 2Е450АМФ4, 2Д450АМФ2, 2Д450АФ1.
Еще стоит рассказать о станках модели 2А450 от вышеупомянутого производителя. По функциональности подобные агрегаты практически не отличаются от предыдущего варианта, но имеют одну особенность. Они оснащены поворотными столами. Это позволяет выполнить точную обработку отверстий в необходимой системе координат. Популярные модификации этого станка: 2450АФ1, 2А450АФ10, 2Л450АФ11-01.
fb.ru
2421 станок координатно-расточный. Паспорт, схемы, характеристики, описание
Сведения о производителе координатно-расточного станка 2421
Производитель координатно-расточного станка 2421 Каунасский станкостроительный завод им. Дзержинского, Koordinate.
Станки, выпускаемые Каунасским станкостроительным заводом им. Дзержинского
2421 Координатно-расточный станок особо точный. Назначение и область применения
Координатно-расточный одностоечный станок особо точной модели 2421 с оптической системой отсчета координат предназначен для выполнения чистовых операций в деталях массой до 150 кг, где требуется особо высокая точность взаимного расположения обрабатывающих отверстий и поверхностей.
Особо точный расточной станок 2421 — малогабаритный, относительно простой конструкции. В станке отсутствует механическая подача стола, только ручная, и всего три подачи шпинделя.
Благодаря своему конструктивному решению и широким технологическим возможностям станки удовлетворяют требованиям обработки прецизионных деталей приборостроительной, часовой, радиотехнической, а также других отраслей промышленности. Большое количество принадлежностей и специальный режущий инструмент, которыми комплектуются станки, в значительной степени увеличивают их технологические возможности.
На станках можно выполнять следующие виды работ:
- сверление
- рассверливание
- развертывание
- растачивание отверстий
- подрезку торцов
- чистовое фрезерование
- нарезание резьбы метчиком
- точную разметку шаблонов
- контроль линейных размеров и межцентровых расстояний
Большое количество принадлежностей и специальный режущий инструмент, которыми комплектуется станок, расширяют его технологические возможности.
Станок снабжен простым поворотным столом, на котором возможны деление круга на заданные углы и обработка отверстий, расположенных по окружности.
Станок обеспечивает точность и нормальную работу при температуре в помещении 20±1 °С и относительной влажности не более 55%.
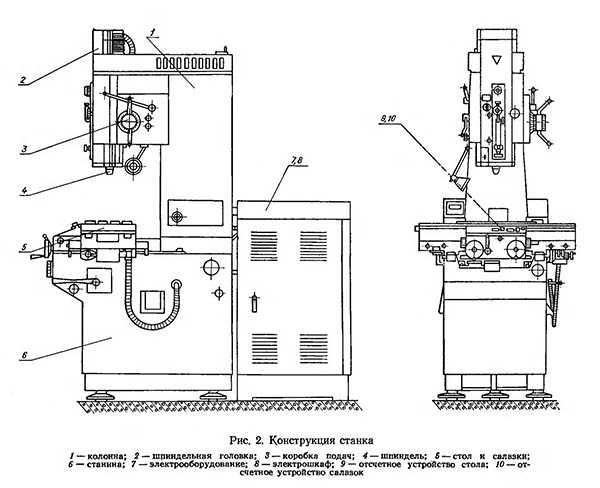
Состав, общая компоновка и особенности координатно-расточного станка
Станок состоит из следующих основных узлов:
- шпиндельная головка
- шпиндель
- коробка подач
- колонна
- станина
- стол и салазки
- оптические отсчетные устройства продольного и поперечного перемещения стола
На жесткой станине закреплена колонна станка, по направляющим которой перемещается шпиндельная головка.
Салазки расположены на двух горизонтальных и одной вертикальной направляющих станины, а стол — на двух горизонтальных и одной вертикальной направляющих салазок.
Электродвигатель главного привода установлен в электрошкафу.
Коробка подач расположена в колонне. Для осуществления подачи шпинделя и ручного перемещения шпиндельной головки на последней установлены две промежуточные рейки.
При такой компоновке расточной группы шпиндельная головка разгружена от осевых усилий, возникающих при резании, значительно уменьшены ее габариты по ширине, а также улучшена технологичность и геометрия шпинделя.
2421 Габарит рабочего пространства координатно-расточного станка
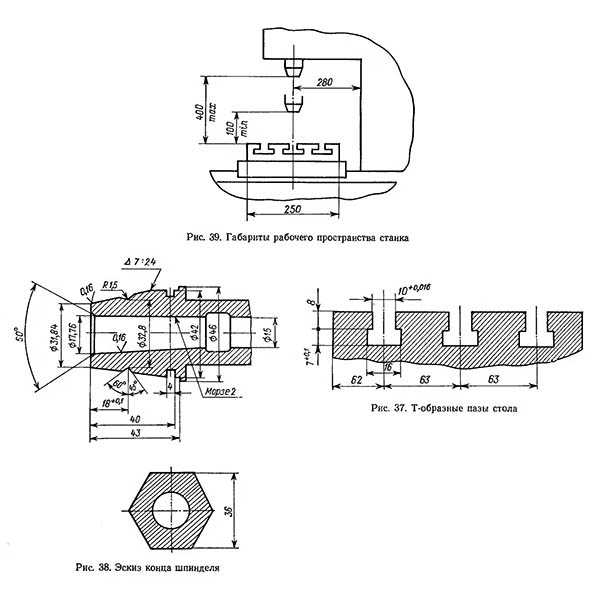
Габарит рабочего пространства расточного станка 2421
Габарит рабочего пространства координатно-расточного станка 2421. Смотреть в увеличенном масштабе
2421 Общий вид координатно-расточного станка

Фото координатно-расточного станка 2421

Фото координатно-расточного станка 2421

Фото координатно-расточного станка 2421
Расположение составных частей координатно-расточного станка 2421
Расположение составных частей расточного станка 2421
Расположение составных частей координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Расположение органов управления координатно-расточным станком 2421
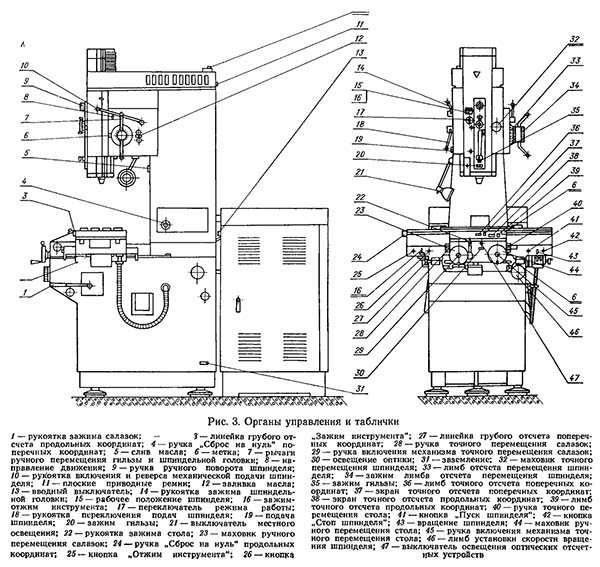
Расположение органов управления координатно-расточным станком 2421
Расположение органов управления координатно-расточным станком 2421. Смотреть в увеличенном масштабе
2421 Кинематическая схема координатно-расточного станка
Кинематическая схема координатно-расточного станка 2421
Кинематическая схема координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Шпиндель получает вращение от электродвигателя постоянного тока типа ПБС-33 через две ременные передачи и промежуточный вал II (рис. 4).
При помощи электропривода осуществляется плавное регулирование частоты вращения электродвигателя в диапазоне от 100 до 2250 об/мин, что соответствует скорости вращения шпинделя от 135 до 3000 об/мин.
Автоматический зажим инструмента осуществляется при помощи вала XII, на котором смонтированы муфта предельного момента и кулачковая муфта, соединяющая валы X и XII. При вращении шпинделя со скоростью около 120 об/мин на вал X навинчивается специальная втулка, в которую ввинчен хвостовик инструмента, и таким образом происходит зажим инструмента.
Механизм коробки подач позволяет осуществлять:
- три переключаемые механические подачи шпинделя;
- грубую и тонкую ручные подачи шпинделя;
- реверсирование подач.
Движение вращения шпинделя передается от плоскоременной передачи через шкив (d=100 м), вал III, червячную пару 16, 18 и вал IV.
Три механические подачи шпинделя (0,015; 0,03; 0,06 мм/об) осуществляются перемещением блока шестерен 13, 14, 15, которые входят в зацепление соответственно с шестернями 9, 10, 11 (см. рис. 3 и 4).
Включение механической подачи шпинделя осуществляется при помощи двух рычагов 7 (см. рис. 3), которые передвигают клин. Последний, раздвигая специальное разжимное кольцо, защемляет червячное колесо 29, которое приводит во вращение вал IX и неподвижно сидящую на нем муфту-шестерню 27. Последняя передвигает шпиндель при помощи рейки 28. При нажатии рычагов в сторону колонны клин отводится, и разжимное кольцо освобождает червячное колесо 29. При повороте рычагов по часовой стрелке шпиндель поднимается, при повороте рычагов в обратном направлении — опускается.
Тонкая ручная подача шпинделя осуществляется следующим образом: следует отвести рычаги от колонны и при помощи маховика 32 вращать вал VIII, который через червячную пару 29, 30 приводит во вращение муфту-шестерню 27. Последняя передвигает рейку 28, а вместе с ней и шпиндель. При работе с ручной подачей шестерня 6 выводится из зацепления установкой рукоятки 10 в среднее положение.
Реверсирование подачи осуществляется также при помощи рукоятки 10 установкой ее в одно из крайних положений. При этом шестерня 6 входит в зацепление непосредственно с шестерней 9 или через промежуточную шестерню 7 с шестерней 8 и изменяет направление вращения вала VII.
Перемещение шпиндельной головки осуществляется вручную после отжатая зажимов. При помощи рукоятки 14, сидящей на валу XIV, муфта-шестерня 26, которая находится в постоянном зацеплении с рейкой 25, закрепленной неподвижно на шпиндельной головке, соединяется с муфтой-шестерней 27. Перемещение шпиндельной головки производится рычагами 7 (см. рис. 3) через вал IX и муфты-шестерни 26, 27.
Ручное перемещение стола осуществляется при помощи маховика 44 (см. рис. 3), сидящего на валу XVI, шестерен 33, 34, винта 32 и винтовой рейки 31.
Точное ручное перемещение стола осуществляется при помощи ручки 40, сидящей на валу XV, червячной пары 35, 36, шестерен 33, 34, винта 32 и винтовой рейки 31. При точном перемещении стола необходимо при помощи ручки 45 и клинового механизма соединить червячное колесо 35 с валом XVI, а при грубом перемещении — разъединить.
Механизм перемещения салазок аналогичен механизму перемещения стола.
Краткое описание узлов координатно-расточного станка 2421
Шпиндельная головка со шпинделем координатно-расточного станка 2421
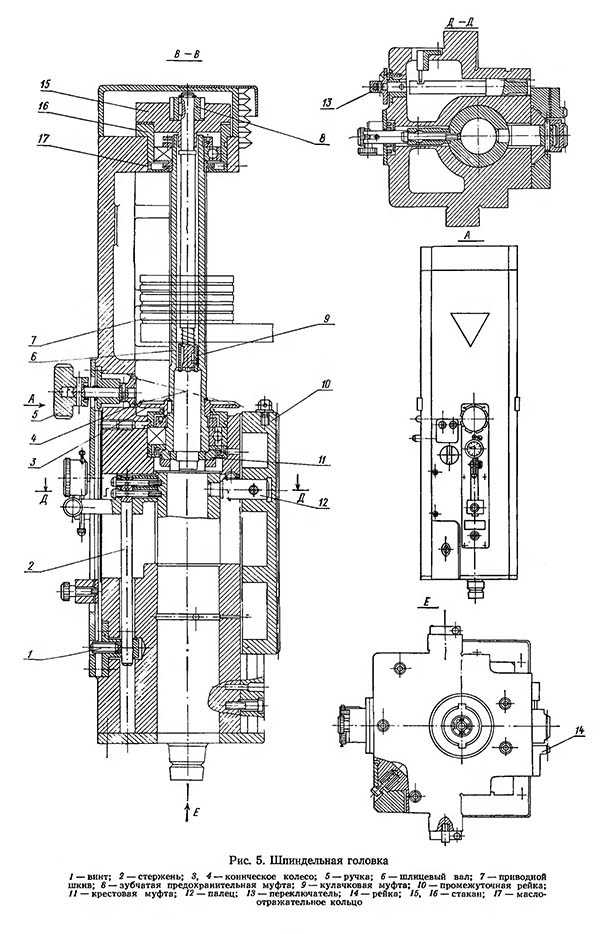
Шпиндельная головка координатно-расточного станка 2421
Шпиндельная головка координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Шпиндельная головка представляет собой литую жесткую деталь с внутренними ребрами. Она включает в себя шлицевый вал 6 (рис. 5), расточный шпиндель (рис. 6), устройство механического зажима инструмента, механизм ручного проворота шпинделя, промежуточную рейку 10 (см. рис. 5) и механизм зажима гильзы.
Шпиндель получает вращение от приводного шкива 7, смонтированного на отдельном кронштейне, который закреплен на колонне, через шлицевый вал 6 и крестовую муфту 11. Ручной проворот шпинделя осуществляется ручкой 5 при нажатии ее до сцепления конических колес 4 и 3.
Перемещение гильзы шпинделя и головки осуществляется при помощи реечной пары и пальца 12, соединяющего рейку 10 с гильзой.
Автоматическое отключение подачи шпинделя в крайнем верхнем и нижнем положениях производится микровыключателем, установленным на направляющей рейки, и двумя кулачками, вставленными в рейку. Для ограничения максимального ручного перемещения шпинделя служит окно для пальца 12 в корпусе шпиндельной головки.
Ручное перемещение шпиндельной головки производят при помощи рычагов 7 (см. рис. 3) при отжатой головке. Механическое перемещение головки осуществляют включением механической подачи рукояткой 10.
Механизм зажима инструмента состоит из стержня 1, шомпола 2 (см. рис. 6), кулачковой муфты 9. (см. рис. 5), зубчатой предохранительной муфты 8 и переключателя 13. Для зажима инструмента необходимо переключатель 13 установить в положение „Зажим инструмента». После зажима инструмента переключатель 13 следует установить в рабочее положение.
Механизм зажима гильзы состоит из стержня 2 и винта 1. Управление зажимом производится вращением винта 1 специальным ключом.
Внимание! Не забывайте освободить гильзу шпинделя по окончании фрезерных работ.
Шпиндельная головка снабжена индикаторным устройством для точного измерения заданной глубины расточки
Подшипники шлицевого вала 6 смазываются смазкой „ЦИАТИМ-221″.
Коробка подач координатно-расточного станка 2421
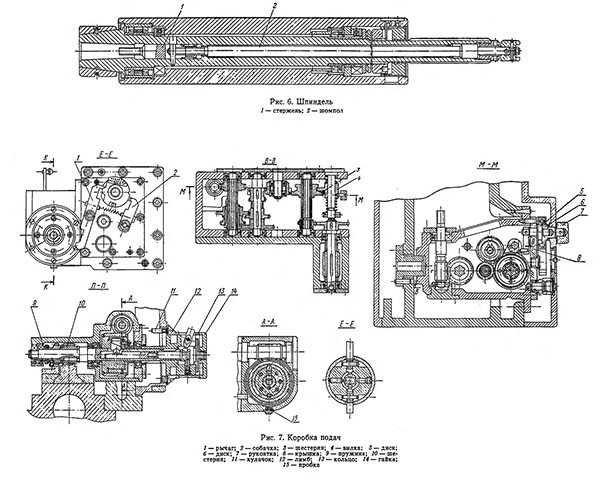
Коробка подач координатно-расточного станка 2421
Коробка подач координатно-расточного станка 2421. Смотреть в увеличенном масштабе
Коробка подач (рис. 7) вмонтирована в колонну. Она включает в себя механизмы механической подачи, реверса, переключения подач, устройство для включения и выключения механической подачи и ручного перемещения рейки, верньер для тонкой подачи гильзы, механизм выключения подачи на заданной глубине.
Включение и реверсирование механической подачи шпинделя производится нажатием рукоятки 10 (см. рис. 3) вверх или вниз. Переключение подач шпинделя производится рукояткой 18, при помощи которой передвигается толкатель с вилкой, соединенной с блоком шестерен.
Включение подачи осуществляется нажатием на рычаги 7 по направлению от колонны, выключение — нажатием рычагов в противоположном направлении. Ручное перемещение гильзы осуществляется вращением рычагов 7 в нужном направлении. Механизм выключения подачи на заданной глубине включает: кулачок 11 (см. рис. 7), который жестко связан с лимбом 12, определяющим положение шпинделя относительно шпиндельной головки, рычаг 1 выключателя, собачку 2 и два диска 5 и 6. Диск 5 связан с вилкой переключения шестерни 3, а диск 6 — с рукояткой включения и реверсирования механической подачи шпинделя.
При сверлении или растачивании на заданную глубину лимб 12 устанавливают на заданную координату и зажимают гайкой 14 через кольцо 13. Включают механическую подачу шпинделя. На заданной глубине кулачок 11 давит на конец рычага 1, другой конец которого выходит из зацепления с дисками 5 и 6; при этом происходит мгновенное выключение из зацепления шестерни 3, а тем самым выключается и механическая подача шпинделя.
Лимб 12 показывает положение шпинделя относительно шпиндельной головки. Для определения нулевого положения шпиндель опускают вниз до упора. Лимб отжимают при помощи гайки 14, устанавливают перед риской индекса на нуль и зажимают гайкой 14.
Перемещение шпиндельной головки производят при отжатом зажиме. При этом включается зубчатая муфта, выполненная заодно с шестерней 10. Муфту в зацеплении держат пружины 9. При зажиме шпиндельной головки зубчатая муфта отключается.
Смазка всех шестерен картерная, подшипники смазываются разбрызгиванием. Экран указателя уровня масла выведен на правую сторону колонны.
Колонна координатно-расточного станка 2421
В литой жесткой колонне (рис. 8) размещены коробка подач, механизм зажима шпиндельной головки, грузовой противовес для уравновешивания гильзы со шпинделем, вал главного привода станка.
На верхней части колонны закреплены шкивы главного привода с натяжным устройством, а также кронштейн для крепления шкива вращения шпинделя. Натяжение ремня производят винтом 7 натяжного устройства.
При перемещении рукоятки 11 вверх отжимают шпиндельную головку и, вращая рычаги 7 (см. рис. 3), перемещают рейку 14 (см. рис. 5), а вместе с ней и шпиндельную головку.
Грузовой противовес 14 (см. рис. 8) гильзы со шпинделем подвешен на велосипедной цепи и направляется стержнем 1.
Вал главного привода 6 закреплен на двух опорах.
Механизм зажима шпиндельной головки состоит из рукоятки 11, вала 12, игольчатых подшипников, посаженных эксцентрично на валу 12, штоков 16, рычагов 15, 13, 8 и пружин 17. Вращением гаек 18 изменяют величину сжатия пружин 17, и таким образом регулируют усилие зажима шпиндельной головки.
Шпиндельная головка перемещается по прямоугольным направляющим. Прижим направляющих шпиндельной головки к колонне осуществляется подпружиненными подшипниками качения 2. Оси подшипников сидят в каретке 4, подпираемой пружиной 3.
В другой плоскости зазор между направляющими выбирается роликовым клином 10. Регулировка зазора производится винтами, расположенными вверху и внизу клина.
На колонне установлен ограничитель максимальных перемещений шпиндельной головки. Ограничитель выполнен в виде прорези в планке 9, по которой перемещается палец, установленный в шпиндельной головке.
Главный привод
Главный привод (рис. 11) с целью уменьшения вибраций и нагрева станка размещен в электрошкафу, сзади станины. Привод состоит из электродвигателя постоянного тока ПБС-33, плиты, при помощи которой двигатель крепится к электрошкафу, приводного шкива и винта натяжения ремня.
Станина
Основанием станка служит литая станина (рис. 9) коробчатой формы с внутренними ребрами жесткости. На задней части станины закреплена колонна. По двух плоским горизонтальным и одной плоской вертикальной направляющим станины на роликах, заключенных в сепараторы, перемещаются салазки. Направляющие качения залиты маслом на 2/3 высоты ролика и защищены стальными лентами 14. Средние направляющие защищены от попадания стружки подпружиненными козырьками.
На станине установлена рейка 6 для перемещения салазок. Рейка защищена телескопическими щитками.
Механизм зажима салазок состоит из двух рычагов 4, пружин 3, вала 7, винтов 1, гаек 2 и рычага 9. Тормозная лента салазок зажата рычагами 4, на которые воздействуют пружины 3. При отжиме салазок усилие от рычага 9 передается на винты 1, которые воздействуют на нижние плечи рычагов 4, сжимают пружины 3 и освобождают тормозные ленты, прекрепленные к салазкам.
В станине смонтированы три виброизолирующие опоры 13 для установки станка по уровню, а также противовес 12 для уравновешивания шпиндельной головки. Направляющими для противовеса служат два стержня 11.
Стол и салазки (рис. 10)
Стол передвигается по двум плоским горизонтальным и одной плоской вертикальной направляющим салазок на роликах, заключенных в сепараторы.
Прижим вертикальных направляющих стола к салазкам и салазок к станине осуществляется при помощи подпружиненных подшипников качения 9, в которые вставлены оси, сидящие на клиньях 4, подпираемых винтом 6 через пружину 5. Усилие прижима регулируют вращением винта 6.
Направляющие залиты маслом и защищены от засорения стружкой, концами стола и подпружиненными козырьками.
Механизм ручного перемещения стола (или салазок) включает в себя маховик 20, вал 23, две промежуточные шестерни 18, 19, винт 8 с винтовой рейкой 7.
Точная ручная установка стола (или салазок) осуществляется при помощи ручки 1 и винтовой пары 2, 3, включение которой производят посредством гайки 21, штока 22, клина 25 и раздвижного кольца 24.
Механизм зажима стола состоит из рукоятки 15, винта 14, рычага 11 и пружины 12. При зажиме стола , действие пружины 12 передается на рычаг 11, который сжимает ленту 10, прикрепленную к столу. Для отжима стола необходимо повернуть рукоятку 15 влево, при этом винт 14 через рычаг 11 сжимает пружину 12 и освобождает ленту 10. Усилие прижима регулируют вращением винта 13.
Грубый отсчет перемещений стола и салазок производят по линейкам, прикрепленным к салазкам и станине.
Для направления защитной ленты 16 направляющих станины в корпус салазок встроены ролики 17.
Отсчетное оптическое устройство станка 2421
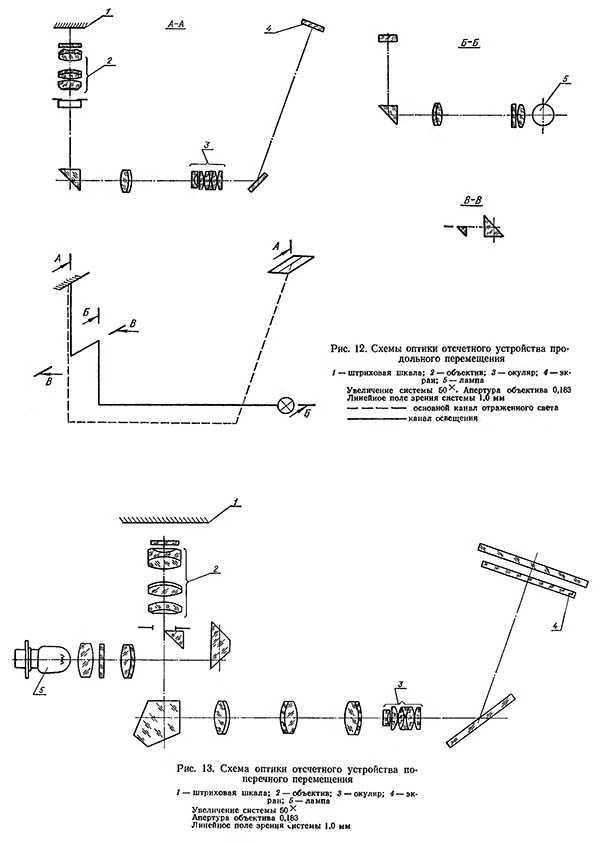
Схема оптики расточного станка 2421
На рис. 12 и 13 показаны оптические схемы отсчетных устройств продольного и поперечного перемещения стола. Схемы идентичны, поэтому ниже описывается только одна из них — схема продольного перемещения.
Описание работы. Отсчет координатных перемещений стола станка производится по высокоточным металлическим штриховым шкалам при помощи проекционных оптических устройств. Оптико-механическая система отсчета обеспечивает точность отсчета координатных перемещений стола до 0,001 мм.
На штриховой шкале продольного перемещения нанесено 320 миллиметровых делений, а на штриховой шкале поперечного перемещения — 200 миллиметровых делений.
Лампа осветителя 5 (см. рис. 12) через систему линз, призм и объектив 2 освещает зеркальную поверхность штриховой шкалы 1. Отраженный луч от зеркальной поверхности штриховой шкалы через объектив попадает в проекционный канал. Пройдя проекционный канал, изображение штриха окуляром 3 строится на матовой поверхности экрана 4, увеличенное в 50х.
Таким образом, миллиметровый интервал между двумя штрихами на штриховой шкале будет соответствовать на экране 50 мм.
На экранах отсчетных устройств нанесено одиннадцать биштрихов, которые делят 50-миллиметровый интервал на десять равных частей, соответствующих в действительности 0,1 мм на штриховой шкале.
Соответственно отсчет координатных перемещений с точностью 0,1 мм можно производить непосредственно по экранам. Экраны отсчетных устройств установлены подвижно и при вращении лимбов 1 и 2 (рис. 14) перемещаются в направлении, перпендикулярном изображению штриха. На отсчетных лимбах нанесено по 100 делений. При повороте отсчетного лимба от нулевого деления до сотого экран перемещается на 5 мм, т. е. на расстояние между двумя соседними биштрихами. Так как интервал между двумя соседними биштрихами соответствует в действительности 0,1 мм, то одно деление на лимбе будет соответствовать 0,1:100=0,001, т. е. 0,001 мм.
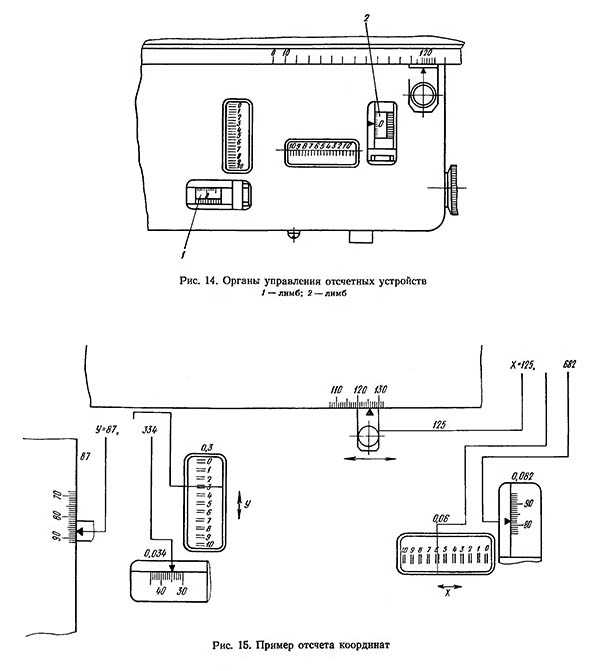
Пример отсчета координат координатно-расточного станка 2421
Для отсчета целых миллиметровых перемещений с наружной стороны стола и салазок установлены металлические оцифрованные линейки грубого отсчета с подвижными индексами. На рис. 15 показан отсчет при Х= 125,682, У=87,334.
„Сброс на нуль» осуществляется механически, перемещением штриховых шкал. Кнопка перемещения штриховой шкалы продольного перемещения находится на левой торцовой стороне стола под колпачком, а кнопка перемещения штриховой шкалы поперечного перемещения — справа на стенке колонны. Кнопки перемещения штриховых шкал имеют ограничители вращения.
Отсчетные устройства станка снабжены коррекционными устройствами, позволяющими компенсировать погрешности отсчета, возникающие от неточности перемещения направляющих стола и салазок.
Электросхема координатно-расточного станка 2421
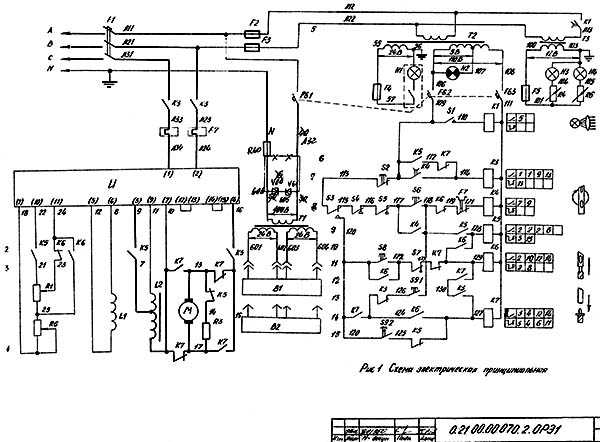
Электросхема координатно-расточного станка 2421
Электросхема координатно-расточного станка 2421. Смотреть в увеличенном масштабе
2421 станок координатно-расточный. Видеоролик.
Технические характеристики координатно-расточного станка 2421
| Наименование параметра | 2431 | 2421 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82Е | С | С |
| Наибольший диаметр сверления в стали 45, мм | 14,5 | 10 |
| Наибольший диаметр сверления в чугуне, мм | 12 | |
| Наибольший диаметр рассверливания, мм | 30 | |
| Наибольший диаметр растачивания, мм | 220 | 80 |
| Наибольший диаметр фрезы при фрезеровании, мм | 63 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 50..575 | 100..400 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 280 |
| Стол | ||
| Рабочая поверхность стола, мм | 320 х 560 | 250 х 450 |
| Наибольшее продольное перемещение стола, мм | 400 | 320 |
| Наибольшее поперечное перемещение стола, мм | 250 | 200 |
| Наибольшая масса обрабатываемого изделия, кг | 300 | 150 |
| Число Т- образных пазов на столе | 5 | 3 |
| Количество подач стола | Б/С | — |
| Величина ускоренного перемещения стола, мм/мин | 2000 | — |
| Пределы рабочих подач при фрезеровании, мм/мин | 1..1200 | — |
| Цена деления оптического отсчетного устройства, мм | 0,001 | 0,001 |
| Точность установки координат, мм | 0,002 | 0,002 |
| Шпиндель | ||
| Наибольшее вертикальное (ход) перемещение гильзы шпинделя ручное, мм | 125 | 100 |
| Наибольшее вертикальное (ход) перемещение гильзы шпинделя механическое, мм | 125 | 100 |
| Диаметр передней опоры шпинделя, мм | 60 | |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 400 | 200 |
| Скорость перемещения шпиндельной бабки (головки), мм/мин | 1200 | — |
| Количество скоростей шпинделя | Б/С | Б/С |
| Частота вращения шпинделя, об/мин | 10..3000 | 135..3000 |
| Количество подач шпинделя | 6 | 3 |
| Внутренний конус шпинделя | Морзе 2 | |
| Наибольший конус закрепляемого инструмента | Морзе 2 | |
| Закрепление шпиндельной коробки на направляющих | ручное | ручное |
| Предохранение от перегрузки механизма подач | ||
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,02; 0,03; 0,05; 0,08; 0,12; 0,20 | 0,015; 0,03; 0,06 |
| Максимальный момент на шпинделе, Н*м | 52 | 90 |
| Привод | ||
| Количество электродвигателей на станке | 4 | 1 |
| Электродвигатель привода главного движения, кВт (об/мин) | 1,9 (1060), =220В | 2,1 (2200) |
| Привод перемещения стола, кВт | 0,18 (1000), =36В | — |
| Привод перемещения салазок. Мощность, кВт (об/мин) | 0,18 (1000), =36В | — |
| Привод перемещения шпиндельной головки. Мощность, кВт (об/мин) | 0,55 (3000) | — |
| Привод зажима отжима стола, кВт | — | |
| Привод зажима отжима салазок, кВт | — | |
| Электронасос охлаждающей жидкости Тип | ПА-22 | — |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок, мм | 2360 х 1900 х 1580 | 1890 х 1220 х 2220 |
| Масса станка, кг | 2500 | 1885 |
Связанные ссылки
Каталог координатно-расточных станков
Паспорта координатно-расточных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru