Штамповочный пресс для металла: устройство и принцип работы
Содержание статьи:
Штамповка — это один из наиболее частых видов обработки металла, который представляет собой деформацию, придающую детали необходимую форму методом выдавливания на поверхности определенного рельефа, узора, отверстий. Процесс этот осуществляется на специальных прессах различной конструкции.
Виды штамповки и оборудования

однокривошипный штамповочный пресс
На производстве используются два вида штамповки:
- горячая;
- холодная.
При горячем способе обрабатывается нагретый металл. При этом улучшаются качества материала: он становится плотнее, однороднее. Плюс холодного метода в том, что на поверхности не появляется слой окалины, размеры детали получаются точнее, поверхность глаже.
Штамповка может быть листовой или объемной. Листовым методом производят: посуду, ювелирные изделия, детали часов, климатической техники и микросхем, оружие, медицинское оборудование, детали для автомобиле-, машино- и станкостроения. Полученные детали не требуют дальнейшей обработки. В ходе объемного прессования холодный или раскаленный металл продавливается в формах.
В металлообработке прессы используются для:
- производства поковок;
- запрессовки шестеренок, подшипников;
- объемной и листовой штамповки.
Станки для прессования могут основываться на принципах механики или гидравлики, обрабатывать материалы статическим или ударным способом.
Механические бывают:
- эксцентриковые;
- кривошипными.
Кривошипные станки выполняют холодную и горячую штамповку металла давлением: вытяжку, вырубку и прорубку. Гидравлические прессы используются для объемной кузнечной обработки металла. Согласно технологическим возможностям прессы делятся на: универсальные, специальные и специализированные. Универсальные можно использовать практически для любых видов ковки (пример — гидравлический ковочный станок). Специализированные станки выполняют только один технологический процесс (пример — кривошипные вытяжные). Специальные прессы производят конкретный вид изделий, используя одну технологию.
Принцип работы и устройство прессов различных типов

цех по штамповке металла
Любой стандартный штамповочный станок состоит из следующих основных узлов: мотора, передачи, исполнительного механизма. Передача и двигатель вместе составляют «привод». Главная характеристика привода — это вид связи двигателя и исполнительного механизма: механическая или не жесткая (жидкость, газ, пар). Рабочие органы прессов: валки, ползун, траверсы, ролики, бабы.
Кривошипно-шатунный пресс
 Привод станка вращается, движение на ползуне преобразуется в возвратно-поступательное. Под действием этого движения при помощи штампа обрабатывается металл. Все детали станка производят из прочной стали и оснащаются ребрами жесткости. Движение ползуна происходит по жесткому графику. Усилие по ползуну достигает 8 тысяч тонн. Кривошипные ковочные установки позволяют ускорить, упростить и удешевить производство деталей, сэкономить до 30% проката. Все кривошипные станки делятся на простые, с двойным и тройным действием.
Привод станка вращается, движение на ползуне преобразуется в возвратно-поступательное. Под действием этого движения при помощи штампа обрабатывается металл. Все детали станка производят из прочной стали и оснащаются ребрами жесткости. Движение ползуна происходит по жесткому графику. Усилие по ползуну достигает 8 тысяч тонн. Кривошипные ковочные установки позволяют ускорить, упростить и удешевить производство деталей, сэкономить до 30% проката. Все кривошипные станки делятся на простые, с двойным и тройным действием.
Кривошипно-шатунный пресс способен выполнять следующие виды работ:
- штамповку в открытых и закрытых матрицах;
- формирование заусенца;
- выдавливание;
- прошивку;
- комбинированную обработку.
Механический пресс воздействует на материал ударом, тогда как гидравлический, прилагая меньшую силу, получает больший эффект. Поэтому вторые используют для изготовления крупных изделий с толстыми стенками.
Гидравлические прессы

гидравлический пресс
Способны проштамповывать поверхность, продавливать и ковать изделия из металла. Они также применяются для переработки металлических отходов. Действие станка основано на увеличении силы давления на металл во множество раз. Пресс представляет собой два сообщающихся цилиндра с водой, между которыми проходит труба. В цилиндрах установлены поршни. Принцип работы пресса основан на законе Паскаля.
Радиально-ковочный аппарат
 Обрабатывает металл горячим способом. Болванка поступает в нагревательный модуль, функционирующий по принципу индукции. Здесь она нагревается, когда металл становится достаточно податливым, подается через конвейер на механизм захвата, подающий заготовку прямо в зону обработки. Ковка или штамповка осуществляется бойками, в процессе заготовка все время крутится, благодаря чему она обрабатывается равномерно со всех сторон. Пресс работает от электромотора, соединенного клиноременной передачей с валами. Они размещены вертикально и направляют движение на шатун и боек, между которыми установлен ползун. Чтобы все движения механизма были синхронными, существуют копирные барабаны. Держатель болванки вращается электромотором посредством червячных передач. Пружинная муфта в нужные моменты притормаживает движение.
Обрабатывает металл горячим способом. Болванка поступает в нагревательный модуль, функционирующий по принципу индукции. Здесь она нагревается, когда металл становится достаточно податливым, подается через конвейер на механизм захвата, подающий заготовку прямо в зону обработки. Ковка или штамповка осуществляется бойками, в процессе заготовка все время крутится, благодаря чему она обрабатывается равномерно со всех сторон. Пресс работает от электромотора, соединенного клиноременной передачей с валами. Они размещены вертикально и направляют движение на шатун и боек, между которыми установлен ползун. Чтобы все движения механизма были синхронными, существуют копирные барабаны. Держатель болванки вращается электромотором посредством червячных передач. Пружинная муфта в нужные моменты притормаживает движение.
Электромагнитный пресс
 Это новейшая разработка, которая только начинает использоваться в промышленности. Рабочий орган станка — сердечник электромагнита, который совершает движения под действием электромагнитного поля. Сердечник двигает ползун или штамп, пружины возвращают ползун в исходное положение. Такие станки отличаются высокой производительностью и экономичностью. На сегодняшний день существуют модели с небольшой амплитудой движения рабочего органа — 10 мм и усилием не более 2,5 тонны.
Это новейшая разработка, которая только начинает использоваться в промышленности. Рабочий орган станка — сердечник электромагнита, который совершает движения под действием электромагнитного поля. Сердечник двигает ползун или штамп, пружины возвращают ползун в исходное положение. Такие станки отличаются высокой производительностью и экономичностью. На сегодняшний день существуют модели с небольшой амплитудой движения рабочего органа — 10 мм и усилием не более 2,5 тонны.
Работа штамповочного станка черновой обработки в видеоролике:
Обзор прессов IPONMAC и их характеристик
| Серия модели | KD 23D | HL41 | ПГ41 |
| Номинальное усилие, т | 10-80 | 40-315 | 40-315 |
| Высота открытия/просвет, мм | 130-280 | 800-1600 | 800-1600 |
| Размер стола/нижней плиты, мм | до 520*860 | до 1400*1200 | до 1400*1200 |
| Мощность привода, кВт | 1,1-7,5 | 5,5-30 | 5,5-30 |
| Масса, кг | 600-5280 | 3000-36000 | 3-36000 |
- Серия KD 23D
- Серия HL41
- Серия ПГ41
stanokgid.ru
Штамповка деталей из листового металла: технология, прессы
Изготовление деталей с помощью штамповки занимает ведущее место в технологии обработки металлов давлением и используется в разных отраслях промышленности.
Особое значение имеет штамповка металлических изделий из листового проката. В ее основе лежит пластическое деформирование металла без его нагрева с помощью специальных штампов. Такой способ пластической деформации деталей широко применяется для изготовления деталей разных размеров и сложных форм с большой точностью, что невозможно осуществить с помощью других способов обработки.
Они используются для сборки крупногабаритных изделий машиностроительной отрасли, в автомобилестроении и судостроении, а также в приборостроительной сфере и быту, где часто требуются различные миниатюрные детали.
Технология штамповки деталей из металлических листов и ее виды
Штамповкой называют процесс придания деталям нужной формы и получение определенного документами размера путем механического воздействия на них с помощью давления. Основное направление штамповки – это производство деталей из заготовок, в качестве которых используется листовой прокат. Под действием сдавливающего усилия заготовка подвергается деформации и приобретает нужную конфигурацию.

Различают штамповку, выполненную горячим способом с нагревом заготовки и холодным способом без ее предварительного нагрева. Штамповка деталей из листового металла осуществляется без их предварительного нагрева.
Деформацию давлением с нагревом заготовки используют при изготовлении деталей из металла, не обладающего достаточной пластичностью, и в основном применяют при производстве небольших партий объемных изделий из металлического листа, имеющего толщину в пределах 5 миллиметров.
Технологический процесс горячей штамповки металла во многом совпадает с последовательностью операций холодной обработки заготовок. Отличие состоит в предварительном нагреве исходных заготовок в печах до температуры, обеспечивающей пластичность металла. При этом учитывается степень коробления детали при остывании, а также ее утяжка при деформационной обработке, влияющая на ее размер. Чтобы исключить отклонения от требуемых размеров для деталей, полученных горячей штамповкой, делают большие допуски.
Видео:
При производстве штампованных деталей из листового металла в основном используют метод холодной штамповки.
Холодная штамповка листового металла
Технология холодной деформации листового проката с помощью штампов подразумевает изменение формы и размеров изделия с сохранением их первоначальной толщины.
В качестве материала для получения штампованных изделий холодным способом используют полосы, листы или тонкую ленту в основном из низкоуглеродистых и легированных пластичных сталей, а также медных, латунных (содержащих свыше 60% меди), алюминиевых, магниевых, титановых и других пластичных сплавов. Применение для штамповки сплавов, обладающих хорошей пластичностью, связано с тем, что они легко поддаются деформационному изменению.

Для осуществления холодной штамповки листового металла используют различные операции, которые зависят от поставленной задачи достижения определенной формы заготовки. Их подразделяют на разделительные и формоизменяющие воздействия.
1. При разделительных деформациях материал заготовки частично отделяют по заданному контуру. Отделение осуществляется путем сдвига части металла по отношению к основной заготовке. Такими операциями являются резка, вырубка, пробивка и другие.
Рассмотрим, как осуществляются некоторые операции разделительного характера.
Резка
При проведении резки от детали отделяется определенная часть путем ее разрезания по фигурной или прямой линии. Такая разделительная операция выполняется с помощью пресса, выполненного в виде ножниц разной конструкции.
Такая операция предназначена в основном для подготовки заготовки к другим способам обработки.
Пробивка
Операцию, называемой пробивкой, используют для создания в заготовке отверстия разной формы. Часть металла при пробивке из заготовки удаляется совсем, и ее вес уменьшается.
На рисунке показана схема процесса пробивки.
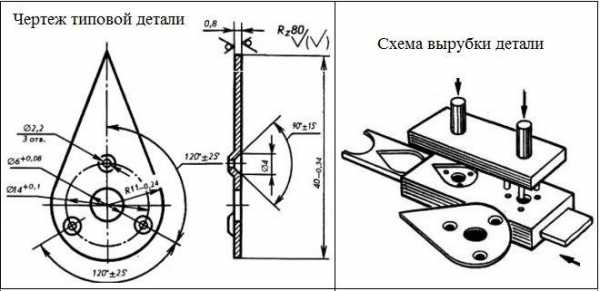
Вырубка
С помощью процесса вырубки металлической детали придают готовый вид изделия, имеющего замкнутый контур.
На рисунке показана схема изготовления детали с помощью вырубки.
2. Формообразующие деформации включают изменение формы и размеров изделия при перемещении его отдельных областей, не приводящем к его общему разрушению. К ним относят вытяжку, гибку, рельефную формовку, скручивание, обжим и другие операции.
Рассмотрим некоторые виды операций, не приводящие к физическому разрушению формы.
Вытяжка
С помощью вытяжки из листовых плоских заготовок получают полые объемные изделия. Например, таким способом изготавливают детали, имеющие форму полусферы, цилиндра, конуса, куба и других видов. На рисунке показаны разные варианты выполнения вытяжки.

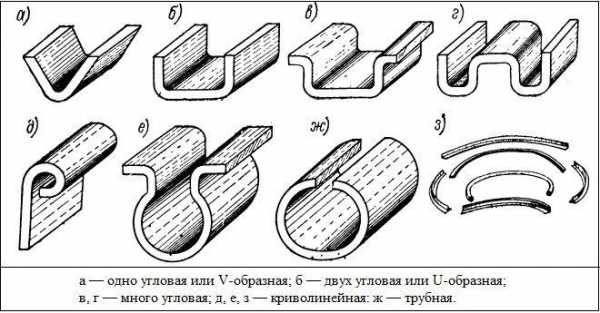
Гибка
С помощью операции гибки листовому изделию придается заданная форма его изгиба. В зависимости от вида гибки такая операция дает возможность получать изогнутые изделия разной конфигурации. Некоторые из них показаны на рисунке.
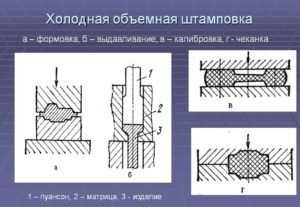
Рельефная формовка
Этот вид операции подразумевает видоизменение локальных частей изделия, его внешняя конфигурация остается без изменения. На рисунке изображена схемы некоторых операций формовки:
Возможно также применение комбинированных операций, включающих разделение и формообразование одной детали.
Технологический процесс проведения холодной штамповки состоит из этапов, которые связаны с характером деформационной операции и зависят от вида используемого штампового оборудования.
Разработка техпроцесса проводится в следующей последовательности:
- Обозначается структура основных операций, включающая их характер, количество и последовательность выполнения.
- Выполняется расчет первоначальных, промежуточных и готовых размеров детали, а также необходимых деформационных усилий для достижения нужного результата.
- Проводится документальное оформление технологического процесса.
В техпроцесс могут быть внесены дополнительные операции, с помощью которых заготовка приводится к виду, удобному для обработки. К ним относятся очистка, правка листов, нанесение смазки и другие операции.
Видео:
Штамповочный пресс для металла
Все операции холодной штамповки можно осуществлять при наличии специального оборудования, главным из которых является штамповочный пресс. Его устройство может быть на основе механики, либо с использованием гидравлики.

К механическим видам относят:
- эксцентриковые прессы;
- прессы с использованием кривошипно-шатунного механизма.
Для осуществления операций пробивки, вырубки и вытяжка используется штамповочный пресс кривошипного типа.
Устройство и принцип работы пресса кривошипного типа
Любой пресс, предназначенный для штамповки изделий, включает основные узлы, к которым относится: механизм, приводящий его в действие и устройство, осуществляющее непосредственную штамповку.
Действующий механизм – это кривошипный вал, который приводится в движение с помощью электропривода. Для этого электродвигатель при вращении маховика передает вращение кривошипному механизму с помощью зубчатой передачи.
Совершая возвратно-поступательные действия, ползун кривошипа приводит в работу штамповое устройство, которое с усилием давления осуществляет пластическую деформацию.
Основные детали такого пресса выполнены из высокопрочных сталей и дополнительно укреплены с целью придания необходимой жесткости.
Видео:
Устройство гидравлического пресса
Штамповочный пресс для металла гидравлического типа применяется для создания объемных форм с помощью продавливания металла.
Принцип действия такого механизма основан на давлении жидкости, помещенной в двух резервуарах, которые снабжены поршнями. Резервуары соединены трубопроводом. В результате давления в жидкости, возникающего в момент ее нагнетания в цилиндр из другого резервуара, оно передается на ползун и приводит его в движение. При перемещении ползун с большим усилием продавливает заготовку.
Видео:
Изготовление штампов для холодной штамповки металла
Рабочим устройством любого прессового станка является сам штамп. Он включает две рабочие части, называемые матрицей и пуансоном. В процессе работы подвижной является только верхняя деталь штампа – пуансон, закрепленный на ползуне. Матрица расположена снизу и остается неподвижной.
Деформирование листа осуществляется во время прижимания пуансона к матрице с расположенной на ней заготовкой.
Разработке чертежей и изготовлению штампов для пресса предъявляются повышенные требования, т. к. от их точности зависит правильность формирования изделия.
Выполняются такие работы поэтапно в следующей последовательности:
- составляется эскиз штампа;
- с помощью компьютерной схемы штампа, составленной по специальной программе, проводится проверка рационального раскроя материала;
- при необходимости эскиз корректируется, и уточняются размеры штампа;
- обозначаются места расположения отверстий и их размеры, которые затем будут нанесены на поверхность штампа;
- после окончательного согласования чертежей приступают к изготовлению самого штампа.
Видео:
Современные станки для штамповки изделий оснащены штампами, изготовленными с большой точностью при помощи компьютерных технологических программ.
Загрузка…plavitmetall.ru
Пресс штамповочный и другое оборудование для ковки и штамповки
Пресс штамповочный, при помощи которого выполняется ковка металлических заготовок, работает по достаточно простой схеме. Принцип его работы, по сути, схож с принципом действия обычного молотка, которым наносятся удары по металлическому изделию, чтобы деформировать его и придать ему требуемую конфигурацию.

Механические прессы типа К2130 применяются на участках холодной листовой штамповки
Штамповочные прессы гидравлического и кривошипного типа
С того момента, как люди научились выполнять обработку металла давлением, работа специалиста, который ей занимался, считалась одной из самых почетных. С течением времени потребность в металлических изделиях, полученных по технологии ковки, только возрастала, в них стала нуждаться и активно развивающаяся промышленность. Все это привело к тому, что для ковки стал использоваться не ручной труд кузнецов, а специальное оборудование для штамповки.
Достаточно распространенным типом устройств, используемых для ковки, является своеобразный аналог молота – штамповочный пресс. Применяя такое штамповочное оборудование, можно выполнять целый перечень технологических операций, а именно: изменение формы заготовки путем ее пластической деформации, формирование на ее поверхности заданного рельефа, вырубание отдельных фрагментов и др. На таком устройстве, в частности, придают форму заготовкам, для изготовления которых было использовано литье. Прессы, применяемые для штамповочных операций, могут быть кривошипными или гидравлическими.

Схемы прессов: а – вертикальный гидравлический; б – горизонтальный; в – кривошипный; г – фрикционный; д – гидровинтовой
Пресс кривошипный применяют в тех случаях, когда необходимо выполнить несложную обработку металла давлением. Основным элементом такого оборудования, который преобразует вращательное движение вала приводного электродвигателя в возвратно-поступательное перемещение ползуна, является кривошипно-шатунный механизм. Именно поэтому пресс кривошипный часто называют штамповочным кривошипно-шатунным прессом. Он очень популярен как среди производственников, так и среди частных мастеров, существуют даже модели настольного кривошипного пресса. Объясняется такая популярность не только высокой эффективностью и функциональностью этого оборудования, но также и тем, что обслуживание и ремонт кривошипных прессов не вызывает особых проблем.

Пресс штамповочный гидравлический 4-х колонный
Гидравлические штамповочные прессы оснащаются двумя рабочими камерами, в которых в рабочей жидкости создается требуемое давление. Жидкость под давлением поступает в цилиндр с другим поршнем, посредством которого и сообщается возвратно-поступательное движение ползуну.
Радиально-ковочное оборудование для горячей обработки металла
Радиально-ковочный станок используется для того, чтобы с высокой производительностью изготавливать валы различного диаметра. На таком агрегате можно наладить производство до 300 тысяч готовых изделий в год, чего вполне достаточно для того, чтобы обеспечить ими крупное производственное предприятие.
Ограниченность использования такого станка для штамповки металла объясняется не только его высокой стоимостью, но еще и тем, что настройка его рабочих режимов представляет собой достаточно сложный процесс, поэтому выполнять ее целесообразно лишь в том случае, если планируется выпускать изделия определенного диаметра большими партиями.

Радиально-ковочная машина (РКМ) обеспечивает высокую точность штамповки, выдавая детали с минимальными припусками
Последовательность действий, в процессе которых выполняется радиальная ковка, выглядит следующим образом.
- Деталь, чтобы довести ее до требуемой температуры нагрева, подают в индукционное устройство.
- После того как металл приобретет требуемую степень пластичности, деталь по роликовому контейнеру (рольтангу) отправляют к захватному устройству, с помощью которого она подается в зону обработки.
- Там заготовка фиксируется элементами другого захватного устройства, после чего на нее воздействуют посредством специальных бойков.
- Для равномерной обработки со всех сторон деталь постоянно вращают, для чего используется специальный захватный механизм.

Схемы действия ковочных машин радиального и ротационного типа
Для того чтобы привести в движение рабочий механизм оборудования для радиальной ковки, используют кинематическую схему, элементами которой являются:
- приводной электродвигатель;
- клиноременная передача;
- четыре установленных вертикально вала с эксцентриковыми буксами;
- шатун с закрепленными на нем бойком и ползуном.
Основные элементы автоматики станка – это копирные барабаны, которые отвечают как за синхронное сближение бойков, так и за последующее движение заготовки. Вращение захвату, в котором удерживается обрабатываемая деталь, сообщается электродвигателем через элементы червячной передачи. Торможение данного механизма, которое осуществляется в момент ковки, обеспечивает пружинная муфта.
Одной из разновидностей ковочного оборудования является горизонтально-ковочный станок, в котором обрабатываемая деталь также располагается параллельно земле. Устройства данного типа используются преимущественно для формирования торцевых утолщений на заготовках стержневого типа. Деталь при обработке располагается в разъемной матрице, каналы которой ориентированы в горизонтальной плоскости.
Процесс обработки, выполняемой на таком станке, происходит в следующей последовательности.
- Заготовка укладывается в неподвижную часть матрицы.
- Подвижная часть матрицы, соединенная с ползуном, приводится в действие посредством коленчатого вала.
- Приближаясь к неподвижной половине формы, подвижная часть матрицы плотно охватывает обрабатываемый стержень.
- После зажима детали верхней частью формы коленчатый вал, соединенный с шатуном, приводит в действие ударные пуансоны.
- По окончании обработки все подвижные части станка возвращаются в исходное положение, а подвижная и неподвижная части формы размыкаются.
Ковочный молот с пневмоприводом
Пневматический пресс – это эффективное, но в то же время доступное по стоимости ковочное оборудование, отличающееся, кроме того, компактными габаритами. Работает такой станок за счет энергии сжатого воздуха, за подачу которого к механизмам отвечает встроенный компрессор. Работу компрессора, поршни которого, двигаясь в его главном цилиндре, как раз и создают поток воздуха с требуемым давлением, обеспечивает приводной электродвигатель.
Поскольку работу ударного механизма пневматического ковочного станка обеспечивает кривошип, то его конструкция напоминает устройство кривошипного пресса. Перед запуском такого оборудования компрессорный и рабочий поршни в главном цилиндре находятся в крайнем верхнем и крайнем нижнем положениях. Когда станок запускается в действие, поршни начинают двигаться по направлению друг к другу, сжимая находящийся между ними воздух, давление которого передается на кривошип, напрямую соединенный с бойком. На один удар рабочей части молота пневматического станка приходится один оборот кривошипного механизма. Соответственно, чтобы воздействие молота на заготовку выполнялось с более высокой частотой, необходимо обеспечить более интенсивную работу компрессора. Даже несмотря на свои небольшие габариты, пневматический пресс может обеспечить массу удара молота, доходящую до 1 тонны.

Молот кузнечный пневматический МА-4129 предназначен для горячей штамповки в открытых штампах
По похожему с пневматическим прессом принципу работает паровоздушный молот, в котором энергию удара обеспечивает горячий пар, подающийся непосредственно из котла или через специальный компрессор. Масса ударов, которой позволяет добиться такое оборудование, может доходить до 8 тонн, а скорость их нанесения составляет 50 м/сек. Работать оно в зависимости от модели может в автоматическом режиме, когда удары по детали наносятся непрерывно, или в ручном, когда для запуска в действие бойка необходимо нажать на соответствующую кнопку или педаль.
Механические молоты могут использоваться для:
- свободной ковки или ковочных операций, при выполнении которых для формирования готового изделия используется прессформа;
- штамповочных операций с деталями из листового металла – резки по ровной или кривой линии, вырубки по различному контуру, пробивки отверстий (дыропробивной пресс) и др.;
- выколотки – изготовления изделий с использованием специального шаблона.
Ковочное оборудование ротационного и вальцевого типа
На крупных производственных предприятиях для выполнения ковочных операций часто применяется конвейерное оборудование вальцевого типа. Заготовки на нем обрабатываются методом обжима, который выполняют вращающиеся вальцы. По похожему принципу работают и ротационно-ковочные машины, обработка деталей в которых также осуществляется в процессе вращения рабочих органов.

Метод ротационной ковки обеспечивает безотходную обработку заготовок
Специалистам, которые профессионально занимаются ковочными и штамповочными операциями, приходится решать целый ряд вопросов, чтобы получить изделие требуемого качества. В числе таких вопросов, в частности, находятся выбор оборудование, разработка и изготовление пресс-форм, оснащение станков различными инструментами и приспособлениями.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Пресс для штамповки листового металла – виды штамповочного оборудования
Для получения различных изделий из плоской металлической заготовки применяются прессы для штамповки листового металла. Оборудование оказывает механическое воздействие на лист, вызывая пластическую деформацию материала. В результате изменяются размеры и форма детали по заданным параметрам. Методом штамповки можно получить изделия любой геометрической формы, которые отличаются точностью размеров и высокими прочностными характеристиками.
Разновидности штамповочных технологий
Штамповочный процесс обработки заготовок может осуществляться горячим или холодным методом. Эти технологические разновидности предполагают использование специального оборудования и применение определённых условий обработки металла.
Холодная штамповка является одним из разновидностей штампования
Методом горячей штамповки обрабатываются заготовки, предварительно нагретые в специальных устройствах до заданной температуры. Горячая штамповка необходима, когда для обработки холодного сплава не хватает мощности оборудования. Нагревательными устройствами могут служить электрические или плазменные печи. Такой метод требует точного расчёта параметров готовой детали с учётом усадки металла в процессе остывания.
При холодной штамповке детали формируются за счёт механического давления элементов штамповочного пресса. Холодный вариант штамповки считается более распространённым методом обработки металла. Он не требует дополнительного оборудования, сложных расчётов и механической доработки деталей. Благодаря этому методу увеличиваются прочностные показатели материала. Полученные изделия отличаются высоким качеством поверхности и точностью.
Разновидности технологических операций
Технологические операции с металлическим листом бывают разделительные и формоизменяющие.
Разделительные штамповочные операции выполняются на оборудовании, которое оснащено специальным инструментом. В результате от заготовки отделяется определённая часть по прямой линии или заданному контуру. Отделение части листа происходит в следующих процессах:
- Отрезка. Для выполнения этого действия оборудование оснащено дисковыми, вибрационными устройствами или гильотинными ножницами.
- Обрезка. Эта операция отделяет крайние части полученного изделия.
- Пробивка. В металлическом листе с помощью штампа создаются отверстия различной конфигурации.
- Вырубка. Из заготовки получают фигурную деталь с замкнутым контуром.
Формоизменяющие операции предназначены для создания изделия с иными параметрами и размерами без механического разрушения. Различают следующие виды этих операций:
- Отбортовка. Контур заготовки или внутренние отверстия подвергаются воздействию штампа для формирования бортов определённых размеров.
- Вытяжка. Эта операция является разновидностью объёмной штамповки, при которой из плоского материала получают пространственный элемент.
- Обжим. Для сужения торцов полой заготовки применяется штамп с матрицей конического типа, имеющей сужающую рабочую область.
- Гибка. В результате операции изменяется кривизна поверхности путём гибки металла и деформирования заготовки.
- Формовка – это изменение формы отдельных участков за счёт уменьшения толщины детали без нарушения внешнего контура изделия.
- Пуклёвка. Соединение штампом двух пластинок без использования дополнительных элементов.
Типы штамповочного оборудования
Для получения изделий из металлического листа применяются прессы, оснащённые различными штампами. В процессе работы оборудования верхняя составляющая штампа двигается, нижняя часть остаётся неподвижной.
Деформирование заготовки происходит в момент соприкосновения частей оборудования. Существуют разнообразные модели штамповочных прессов, что позволяет выбрать подходящий станок для изготовления требуемых деталей.

Гидравлическая штамповочная машина
Прессы для штамповки металла бывают:
- кривошипно-шатунного типа;
- гидравлические;
- радиально-ковочного типа;
- электромагнитного типа.
Кривошипные прессы являются оборудованием простого типа и могут быть двойного или тройного действия. Своё название прессы получили от кривошипно-шатунного механизма, который представляет собой основной конструктивный элемент станка. Принцип работы механизма основан на преобразовании вращательного движения от привода в возвратно-поступательное периодичное движение элемента пресса – ползуна.
Механизмы для обработки металла
Гидравлический пресс способен развивать значительное усилие до 2 тыс. тонн. Он применяется для операций гибки или объёмной штамповки толстостенных изделий. Действие механизма основано на перемещении поршней двух сообщающихся гидроцилиндров, которые имеют разный диаметр. Именно разница диаметров определяет величину усилия, которое может развивать пресс для штамповки металла.
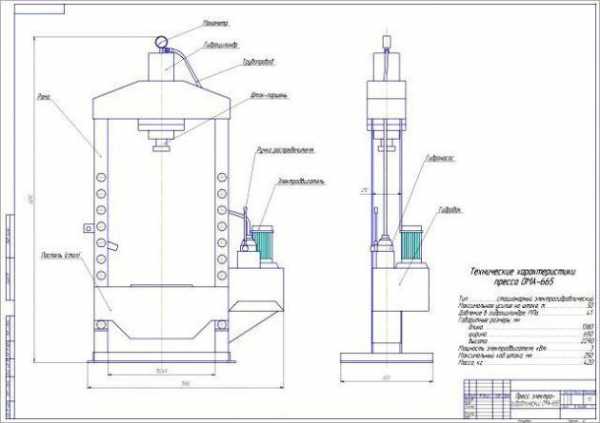
Чертёж гидравлического пресса
Радиально-ковочный станок предназначен для выполнения формоизменяющих операций в целях получения цилиндрических изделий. В конструкцию механизма входит индукционная печь для предварительного нагрева детали. В процессе обработки обеспечивается вращение заготовки от электродвигателя при прохождении через зону ковки.
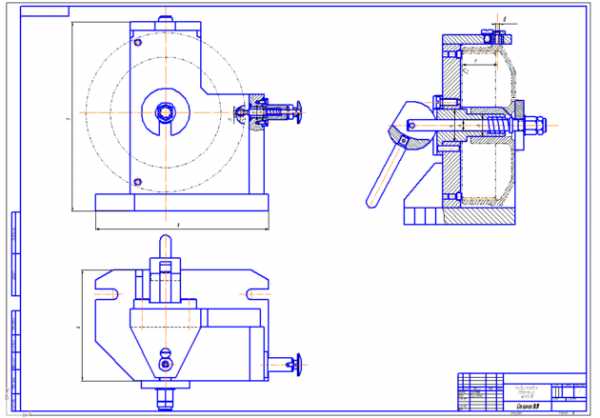
Чертёж радиально-ковочного станка
Электромагнитные прессы – новое высокопроизводительное экономичное оборудование для штамповки. Принцип действия основан на движении электромагнитного сердечника, который направляет исполнительный механизм станка к металлической детали.
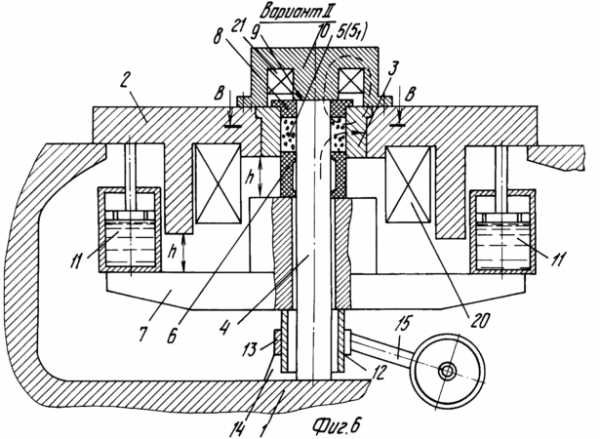
Чертёж электромагнитного пресса
Особенности открытых и закрытых штампов

Штамповка закрытым способом
Штамповочное оборудование может быть оснащено открытыми или закрытыми штампами. В открытом штампе избыточный металл вытекает в заусенец или облой, который выполняет определённую функцию. Основными недостатками этой технологии являются: потеря сплава на облой, снижения качества изделия из-за перерезанных волокон при удалении заусенцев.
Закрытые штампы используются для изготовления изделий простой формы. Эта безоблойная технология отличается экономией металла, отсутствием затрат на обрезку заусенцев, высоким качеством продукции из-за всестороннего сжатия. Волокна металла не подвергаются перерезанию. Метод обработки в закрытом штампе применяется для малопластичных сплавов. Основными недостатками считаются: необходимость точной дозировки сплава, сложная конструкция штампа.
В современном производстве штамповка является преимущественно подготовительной операцией, которая позволяет изготавливать детали как для электроники, так и для воздушных или водных судов. Полученная продукция в дальнейшем подвергается сварке, резке, клёпке и другим методам обработки в зависимости от технологического процесса.
Видео по теме: Листовая штамповка
promzn.ru
Штамповочный пресс
Одним из самых распространенных действий, которые производятся с металлом, является так называемая штамповка. По сути, штамповкой можно назвать любую деформацию материала, которая в результате придает нужную форму изделию, либо выбивает на нем необходимый рельеф. Так же штамповкой можно считать выбивание рисунка на материала, проделывание в нем отверстий, как сквозных, так и нет.
Все эти операции происходят исключительно посредством использования в производстве такого оборудования, как штамповочный пресс. На сегодняшний основных типов штамповки является два, это листовой и объемный метод деформации материалов. Самими материалами, которые подвергаются данному воздействию, являются, как правило, металл, но еще часто штамповку производят и на пластике.
Штамповочные прессы могут классифицироваться на виды. На сегодняшний день существуют прессы механического типа действия, такие еще называют эксцентриковыми. Так же прессы могут быть кривошипными и гидравлического типа. Работа кривошипного пресса, как правило, нужна там, где требуется осуществлять операции по холодному типу штамповки. Такими работами являются пробивные, вырубные работы, и вытяжка материала, которая является неглубокой.
Принцип работы и устройство штамповочного пресса
Принцип работы такого оборудования заключается в том, что привод, осуществляющий вращательное действие, воздействует на ползун, который начинает совершать возвратно-поступательные действия, обрабатывая, таким образом, поверхность. Механизм такого пресса является кривошипно-шатунным. Основные элементы данной машины выполняются из стали высокопрочного вида и дополнительно укрепляются для придания конструкции особой жесткости.
Штамповочные прессы гидравлического типа используются, как правило, для таких работ как ковка металла, его продавливание, штамповка поверхности. Так же нередко именно данный тип оборудования используют для переработки отходов металлических материалов и для сборочных работ.

В данном случае основным моментом выполнения работ является многократное увеличение рабочей силы и давления на материал. Пресс такого типа имеет следующий вид. Он состоит из двух резервуаров, которые наполнены жидкостью, как правило, водой. Между резервуарами проложен трубопровод, а сами рабочие камеры оснащены специальными поршнями. Жидкость создает давление на ползун, который начинает осуществлять движение, таким образом, когда жидкость поступает в рабочий цилиндр, то поршень непосредственно связанный с рабочим ползуном, перемещается, при этом воздействую с силой на заготовку.
Основные характеристики штамповочного пресса
Усилие с которым гидравлические штамповочные прессы осуществляют воздействие на заготовку в современных машинах может достигать семидесяти тысяч тонн или шестьдесят восемь Мн. Сегодня данный вид оборудования значительно модернизируется и оснащается дополнительными рабочими элементами, которые в значительной степени влияют на ход выполнения работ. Такими элементами являются специальный рабочий стол и выталкивающее устройство, которое извлекает готовую деталь из под штамповочного пресса.
Так же преимуществом такого типа пресса является то, что они могут быть как универсальными и выполнять разные виды работ. Так прессы могут быть и специализированного назначения, для выполнения конкретных отдельных функций. Управление таким оборудование осуществляет оператор, однако все работы выполняются без привлечения физического труда. Оператор выполняет лишь запуск пресса, и осуществляет контроль над его работой.
На сегодняшний день именно гидравлические штамповочные прессы получили наибольшее распространение в производстве. Они являются экономичными, простыми в эксплуатации и обслуживании.
promplace.ru
Штамповка деталей из листового металла: виды и оборудование
Штамповка деталей из листового металла сегодня является очень распространенной технологией, по которой производят изделия практически для всех отраслей промышленности. Благодаря применению такой технологии из плоского металлического листа можно получать как миниатюрные, так и габаритные детали даже сложной геометрической формы.
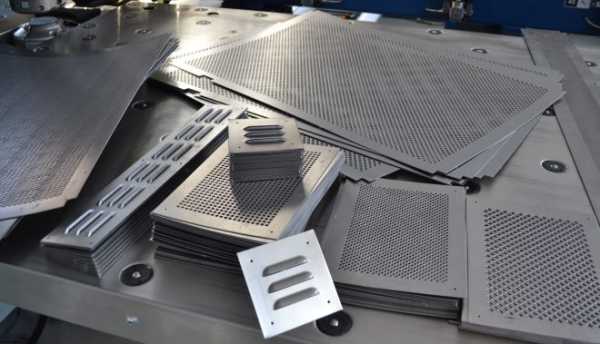
Листовые заготовки, изготовленные на координатно-револьверном прессе
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.

Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).

Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
Особенности технологии
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.
В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Существует целый ряд разделительных штамповочных операций, для выполнения которых используется пресс, оснащенный специальным инструментом.Резка
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
Схемы резки листового металла ножницами
ПробивкаЭта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
В процессе пробивки часть материала удаляется в отход
ВырубкаПри помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.

Пример детали, изготовляемой из полосы вырубкой
Формоизменяющие штамповочные операции в полном соответствии со своим названием используются для того, чтобы без механического разрушения изменить форму листовой металлической заготовки, а также ее размеры.Отбортовка
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
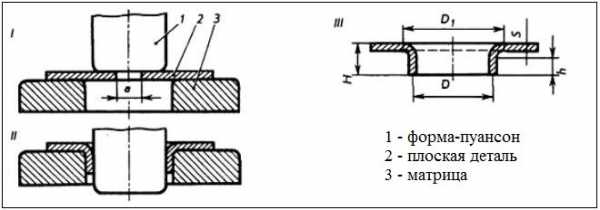
Схема отбортовки детали вокруг заранее пробитого отверстия
ВытяжкаЭто по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.

Инструментальные способы вытяжки
ОбжимДанная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.
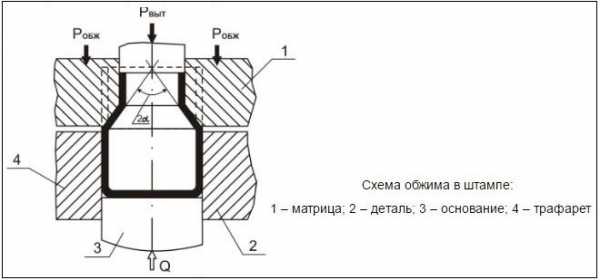
При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
ГибкаПри помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
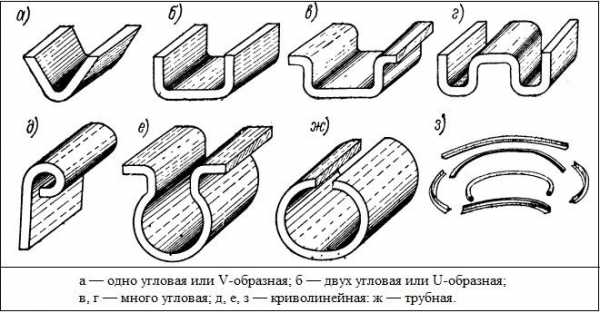
Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
ФормовкаЭто такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.
Схемы формовки
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.
Детали, для производства которых была использована холодная штамповка, отличаются не только точностью своих геометрических параметров, но и высоким качеством поверхности. Чистота последней в отдельных случаях может соответствовать 8-му классу. В среднем чистота поверхности штампованных изделий находится в интервале 2–6 классов, что вполне устраивает потребителей такой продукции.

Производственный цех, в котором ведется процесс листовой штамповки
Следует иметь в виду, что выполнение холодной штамповки листового металла сопровождается увеличением его прочностных показателей.
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:
- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
Оборудование, инструменты и приспособления
Для штамповки деталей, изготовленных из листового металла, необходимы пресс и сам рабочий орган такого оборудования – штамп. В свою очередь рабочими органами штампа, элементы конструкции которого изготавливаются из инструментальных сталей, являются матрица и пуансон. Деформирование обрабатываемого листа как раз и осуществляется матрицей и пуансоном, а происходит это в тот момент, когда они сближаются друг с другом.
В процессе обработки двигается только верхняя часть штампа, которая фиксируется на ползуне пресса. Нижняя часть рабочего инструмента, являющаяся неподвижной, устанавливается на рабочем столе оборудования. В отдельных случаях, когда штамповке подвергают не листовую сталь, а более мягкий материал, рабочие элементы штампа могут изготавливаться из древесины или полимерных сплавов.

Штамповая оснастка для вырубки
Когда методом штамповки необходимо изготовить крупногабаритную единичную деталь, нередко используют не пресс, а несложное приспособление, состоящее из бетонной или чугунной матрицы и контейнера, наполненного жидкостью, в качестве которой выступает вода. Обрабатываемый металлический лист укладывают на матрицу, а жидкий пуансон располагают над ним.
Чтобы создать в жидкости давление, которое деформирует лист металла по форме матрицы, в ней подрывают пороховой заряд или создают электрический разряд требуемой мощности. Для выполнения такой технологической операции, как резка, используют не пресс, как уже говорилось выше, а ножницы, отдавая предпочтение моделям вибрационного типа.

Классификация прессовых машин по кинематической схеме
Собираясь выполнить штамповку изделия из листового металла, следует уделить особое внимание выбору пресса. Чаще всего в качестве такого оборудования выбирают устройства кривошипного типа, которые могут быть оснащены одним, двумя или четырьмя кривошипными механизмами. Принцип работы этого устройства достаточно прост и заключается в следующем.
- Приводной электродвигатель передает движение на кривошипный вал через кинематическую цепочку, состоящую из клиноременной передачи и фрикционной муфты.
- Чтобы сообщить движение ползуну кривошипного механизма, используется шатун, длина которого может регулироваться.
- Чтобы запустить рабочий ход пресса, используют ножную педаль.
Штамповочное оборудование, которое применяется для изготовления изделий сложной конфигурации, может быть оснащено не одним, а несколькими ползунами.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Штамповка деталей из листового металла: горячая и холодная, оборудование
Процесс штамповки деталей из листового металла позволит вам изготовить плоские или объемные изделия.
Изготовление происходит посредством штампов, которые закреплены на пресс, либо с применением других элементов. Существует два типа листовой штамповки: горячая штамповка и холодный тип.
В статье мы разберем, чем горячая отличается от холодной, какие нормы нужно соблюдать в процессе, а также вы узнаете, можно ли произвести изготовление деталей с помощью этого метода своими руками в домашних условиях.

Как происходит штамповка?
В зависимости от того, какие технологические нормы используются, штамповка деталей может значительно отличаться.
Первый тип штамповки заключается в резке, рубке или пробивке материала – его называют разделительный.
Существует также вариант штамповки, когда происходит формовка, вытяжка, холодное выдавливание и прочие манипуляции с листовым металлом.
Также существуют горячая и холодная штамповки листового металла.
Горячую штамповку используют только на крупном производстве: используя этот метод, происходит изготовление днищ для котла, разнообразных деталей в форме полушарий, буев и пр.
Обычно горячая штамповка используется для изготовления деталей, из которых создают корпуса и другие элементы, связанные с судостроением.
Чтобы получилась объемная или плоская деталь, требуется, прежде всего, часть листового металла толщиной до 4 мм.
Перед началом работы всегда проводится расчет и соблюдаются нормы нагрева – это довольно тонкая и сложная работа, поэтому горячая штамповка не применяется в домашних условиях.
В остальном же технология и расчет аналогичны методу холодной штамповки, о котором мы поговорим дальше.
Видео:
Прежде чем приступать к работе, нужно произвести расчет и составить чертежи деталей, при этом расчет должен учитывать, что металл утягивается во время вырубки, пробивки или гибки.
При горячей штамповке, чтобы нагреть детали, используют специальное оборудование – пламенные печи или печи, работающие на электричестве, либо другое электронагревательное оборудование.
Также нужно следить, чтобы нормы процесса и правильный расчет были соблюдены.
При холодной штамповке пресс создается с помощью давления и подобное оборудование не используется.
Холодный вид штамповки металла более удобен, т.к. в этом случае возможно изготовление изделий законченного вида, которым не нужна дополнительная резка.
Во время штамповки холодного типа бывает изготовлена как объемная, так и плоская деталь крупного или мелкого размера.
В целом же технология штамповки металла выгодная процедура, т.к. она предполагает уменьшение расхода материала при высокой производительности. Особенно это заметно при массовом производстве деталей.
Холодную штамповку деталей производят со сталью углеродистого, либо легированного происхождения, а также сплавами алюминия и меди.
Оборудование холодной штамповки способно обрабатывать не только металлические объекты, но также работать с картоном, кожей, резиной, пластмассой и другими элементами.
Холодная штамповка может быть двух типов: разделительной и формоизменяющей.
Разделительная штамповка металла — это резка, вырубка или пробивка деталей.
Резка деталей заключается в разделении металлической заготовки на части по заранее определенным кривым или прямым линиям.
Резка широко применяется на производстве – с ее помощью делают готовые детали, либо раскраивают листовой металл, разделяя его на полосы нужного размера.
Для резки необходимо специальное оборудование, а именно дисковые или вибрационные, гильотинные или другие профессиональные ножницы.
Технология вырубки листового металла заключается в производстве деталей, имеющих замкнутый контур. А процесс пробивки используют, чтобы сделать в детали отверстия требуемой формы.
Штамповка заготовок может быть произведена как своими руками, так и на заказ. Однако при самостоятельной работе нужно соблюдать предписанные нормы, что не так просто.
Этот процесс включает следующие элементы: гибку, вытяжку, отбортовку, обжим и формовку. С помощью процесса гибки создают детали с изгибом.
Видео:
При вытяжке из плоской заготовки изготавливается объемная полая пространственная деталь.
Путем вытяжки возможно сделать из заготовок объекты цилиндрической, полусферной, коробчатой или конической формы.
При отбортовке на детали делают борты, идущие вокруг наружного контура листа и возле заранее изготовленных отверстий.
Отбортовку используют обычно для обработки концов труб, на которых установлены фланцы.
Процессам обжима подвергается обычно объемная или имеющая полость деталь – с его помощью детали приобретают суженную концевую часть.
Происходит это с использованием конической матрицы с помощью наружного обжатия листового металла. При формовке форма деталей изменяется, сохраняя форму контура снаружи.
Стоит отметить, что чаще всего объемная штамповка изделий из металла делается на заказ, т.к. требуется необходимое оборудование, которое не сделать в домашних условиях.
Что нужно для штамповки?
Технология штамповки деталей из листового металла требует специального оборудования: это ножницы, кривошипный пресс и гидравлический пресс, имеющий несколько шайб и поверхность матрицы.
Также необходимо соблюдать нормы работы и расчет материала.
Для холодной штамповки чаще всего используют гидравлический пресс, т.к. это оборудование бывает разнообразных конструкций и делает возможным изготовление деталей разных форм с уменьшением расхода материала.
Также выбор пресса зависит от работы, которую нужно провести с заготовкой.
К примеру, чтобы сделать вырубку и пробивку, требуется пресс простого действия, который отличается небольшим ходом ползуна и шайб, а также уменьшением расхода материала.
Чтобы произвести вытяжку, нужен пресс, имеющий двойное действие и заметно больший ход ползуна и шайб.
По конструкции прессы бывают однокривошипные, двухкривошипные, четырехкривошипные, но все они отличаются наличием матрицы.
Два последних типа отличаются стволами и ползунами более крупных размеров.
Видео:
Пресс работает за счет наличия клиноременной передачи: непосредственно передача движения осуществляется с помощью пусковой муфты и шайб на кривошипный вал.
С помощью шатуна, способного регулировать длину, движение поступает к ползуну и приводит его в работу.
Ползун движется возвратно-поступательным способом по направлению к столу. Запускается пресс педалью, которая воздействует на муфту. Педаль установлена на сам пресс.
Четерехшатунный пневматический пресс с наличием шайб и матрицы штампует детали с усилием, центр которого находится между шатунами, образующими между собой четырехугольник.
Такое устройство способно делать сложные штампы, благодаря нецентральной нагрузке на ползун. При этом лишнего расхода материала практически не происходит.
Таким образом, можно получить ассиметричные детали из листового металла крупного размера со снижением расхода материала.
Чтобы сделать более сложные изделия, нужен пневматический пресс, имеющий двойное или тройное действие, а также правильный расчет.
Особенность этого оборудования в том, что оно оснащено двумя или тремя ползунами.
В прессе, имеющим двойное действие, внешний ползун осуществляет зажим металлической заготовки посредством буфера, а ползун внутри позволяет сделать вытяжку изделия матрицы.

Сначала начинает двигаться внешний ползун, после достижения им самой крайней нижней точки, он замирает и фиксирует край детали на поверхности матрицы.
Затем в движение приходит внутренний ползун и начинается процесс вытяжки – все это время внешний ползун остается на месте.
После того как работа закончена, второй ползун поднимается вверх, тем самым освобождая заготовку, над которой производится работа. Таким образом и производится объемная или другая деталь с помощью пресса.
Для работы с тонкими листами металла существует специальный фрикционный пресс с наличием шайб, гидравлические же модели используют, главным образом, для создания деталей из толстого листового металла для снижения возможного расхода материала.
Гидравлический пресс отличается большим качеством штамповки материала, благодаря наличию более надежных шайб, матрицы и прочих элементов.
Именно его используют для выполнения большей части работ, связанных со штамповкой листового металла.
Еще один плюс в его пользу для использования на производстве и своими руками в том, что он не подвергается перегрузке, что довольно часто случается во время работы на кривошипном прессе.
Не только станок с прессом требуется для штамповки металла. Для проведения правильной работы с уменьшением расхода материала необходим также станок, имеющий встроенные вибрационные ножницы.
Помимо ножниц, станок имеет короткие ножки. Работа по обработке металла начинается с верхнего ножа, который запускается электродвигателем.
При работе заготовку из листового металла нужно установить на стол, и сдвинуть его в промежуток между ножками сверху и снизу до полного упора.
Подобный вид обработки металла так популярен потому, что количество расхода материала снижено, по сравнению с другими вариантами работы.
Плюс с его помощью может быть создана деталь любого вида: объемная, плоская, конусообразная и т.д.
Расчет требуемого материала можно провести как самостоятельно, так и с помощью специалистов, но, в любом случае, нормы будут ниже, чем при другой обработке металла.
Видео:
При всех своих плюсах, эта обработка металла требует специального оборудования: для работы нужен станок, на котором есть пресс, поверхность матрицы, несколько шайб и другие элементы, а также необходимо соблюдать нормы работы.
Все это делает создание станка своими руками маловозможным, однако заказать изготовление деталей путем штамповки не так дорого, поэтому острая необходимость иметь подобный станок дома, отсутствует.
rezhemmetall.ru