2.4. Слесарный инструмент, приспособления и станки. Слесарное дело: Практическое пособие для слесаря
2.4. Слесарный инструмент, приспособления и станки
К слесарным инструментам относятся: зубило, крейц-мейсель, ка-навочник, пробойник, слесарные молотки, выколотки, кернер, напильники, надфили, плоские гаечные ключи, ключ универсальный гаечный, торцевой, накладной, рычажный для труб, крюковый для труб, цепной трубный, разного рода щипцы, плоскогубцы, круглозубцы, дрели ручные и верстачные, сверла, развертки, метчики слесарные, плашки, слесарные ручные тиски, отвертки, струбцины, захваты, плита для гибки труб, труборез, ручные ножницы для жести, оправка с клинком для разрезания материала, воротки и оправки для плашек, шаберы и инструменты для наведения декоративного рисунка, плита для притирки и притиры, паяльники, паяльная лампа, пневматический молоток, съемник для подшипников, плита для разметки, разметочный инструмент и винтовые хомуты.
К основным станкам, вспомогательному оборудованию и приспособлениям, применяемым при слесарных работах, относятся: токарные, фрезерные, строгальные, сверлильные, шлифовальные станки, винтовой пресс, кузнечный горн с наковальней и комплектом кузнечного инструмента, оборудование и инструмент для пайки, механической клепки и термической обработки, ручная таль, тиски настольные, тара для готовых изделий, деталей и отходов, а также материалы для чистки.
Вспомогательным слесарным инструментом и вспомогательными материалами являются: ручная щетка, металлическая щетка для очистки напильников, инструмент для разметки, материалы для чистки, мел, накладки на щеки тисков, колодки деревянные, масла и смазки, маркеры стальные – цифровые и буквенные, рашпиль для древесины, монтерский нож, деревянный молоток, резиновый молоток, наждачное полотно, кисти, ложка для растапливания олова, тигель для растапливания легкоплавких сплавов цветных металлов, лента масляная и изоляционная, сурик, краски.
Слесарные верстаки могут быть разной конструкции, одно– и двухместные, постоянные и передвижные. Они могут быть выполнены из древесины или металла; изготавливают также комбинированные верстаки – из древесины и металла. Плита слесарного верстака всегда изготавливается из твердой древесины. В нижней части стола (под плитой) находится выдвижной ящик для инструмента. В зависимости от конструкции стола с правой (или левой) стороны ящика располагается шкафчик с полочками.
Одноместный слесарный верстак имеет обычно следующие размеры: длина 1200 мм, ширина 800 мм, высота 800–900 мм.
Верстаки многоместные (рис. 4) устанавливаются на больших слесарных участках или в слесарных цехах. Длина двухместного стола составляет 3000–3200 мм. Расстояние между осями тисков на двух– или многоместных верстаках составляет 1250–1500 мм.
Если слесарный участок не имеет естественного верхнего освещения, слесарный верстак должен быть установлен вблизи окон таким образом, чтобы естественное освещение (через окна) падало прямо или под углом с левой стороны от рабочего места.
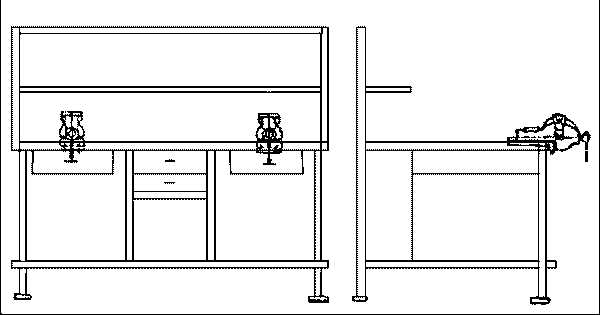
Рис. 4. Верстак слесарный двухместный
Слесарные тиски по конструктивному исполнению разделяют на параллельные с подвижной задней или передней щекой и стуловые (рис 5).
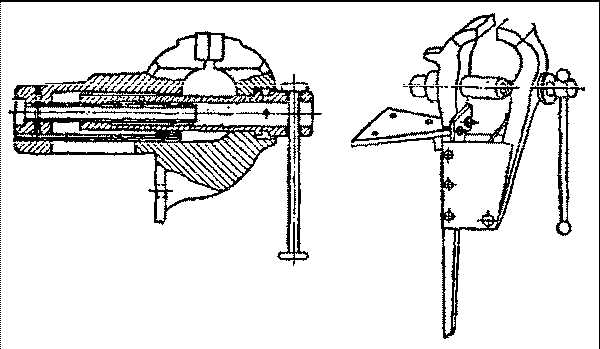
Рис. 5. Слесарные тиски:
а – параллельные; б – стуловые
К группе параллельных слесарных тисков относятся стационарные, поворотные, передвижные и переносные тиски. Ручные слесарные тиски относятся к группе стуловых тисков. Параллельные слесарные тиски отличаются от стуловых прежде всего взаимным расположением щек: в параллельных слесарных тисках щеки расходятся параллельно и охватывают предмет всей поверхностью; щеки стуловых тисков расходятся под углом, и предмет закрепляется только нижней поверхностью щек.
Стуловые тиски изготовляют из стальных поковок, благодаря чему они стойки к ударам. Используются в кузнечном деле, реже – в слесарном. Слесарные параллельные тиски изготовляют из чугуна, поэтому они нестойки к ударам. Сменные рифленые губки щек выполняют из стали и закаливают.
Параллельные тиски используются в основном для слесарных работ и служат для выполнения операций, связанных с ручной обработкой металла напильниками, пилами, зубилом или другим инструментом без значительных усилий и ударов. Они применяются также в случаях, когда обрабатываемый предмет должен быть надежно закреплен без повреждения зажимаемой поверхности. Это обеспечивается зажимом по всей поверхности щек и применением сменных накладок из мягкого металла.
Параллельные тиски состоят из следующих деталей: неподвижной и подвижной щек, основания, резьбовой втулки, винта. Неподвижная щека у неповоротных тисков составляет с основанием единое целое. В основании имеются отверстия для прикрепления тисков к столу. Неподвижная щека имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
Стуловые тиски состоят из неподвижной и подвижной щек, кронштейна и обоймы, служащих для прикрепления тисков к столу, втулки с внутренней резьбой, винта, заканчивающегося шаровой головкой, и рукоятки.
Величину тисков определяют ширина губок, щек, наибольшее расстояние, на которое они могут расходиться, а также вес тисков.
Слесарные параллельные стационарные тиски имеют ширину щек в пределах 60–140 мм, расстояние, на которое расходятся щеки – от 45 до 180 мм, вес – от 3 до 40 кг.
Боковые накладки, выполненные из мягких металлов (медь, алюминий, свинец), древесины, резины, искусственных и подобных материалов, значительно отличаются по твердости от материалов обрабатываемых предметов. Они предохраняют поверхности этих предметов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков.
Винтовой зажим (струбцина) – это вспомогательное слесарное приспособление, изготовленное из стали. Конструкция зажимов бывает различной в зависимости от их назначения. Зажатие обрабатываемых или собираемых деталей осуществляется с помощью винта (рис. 6). В зависимости от характера операций (обработки, сборки) струбцины выполняют роль либо основного зажима, либо дополнительного при обработке детали в тисках. Используются при мелких слесарных работах.
Ключи служат для завертывания и отвертывания гаек и болтов, а также для того чтобы держать болт при довертывании гаек. Различают два вида ключей: нерегулируемые и разводные универсальные.
Рис. 6. Винтовые слесарные зажимы
Нерегулируемые ключи имеют постоянный размер зева под шестигранник гайки или болта, в то время как универсальные разводные ключи имеют изменяемое в определенных границах раскрытие зева ключа.
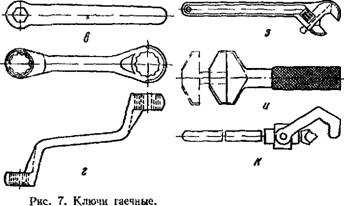
Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж).
Ключи универсальные делятся на разводные с головкой (рис. 7, з, и), рычажные (рис. 7, к), а также специальные. В группу специальных ключей входят ключи с трещоткой для гаек, ключи кривошипные, ключи для болтов с шестигранным или четырехгранным гнездом, трубные, крюковые, рычажные и цепные ключи, а также торцевые ключи со сменными головками.
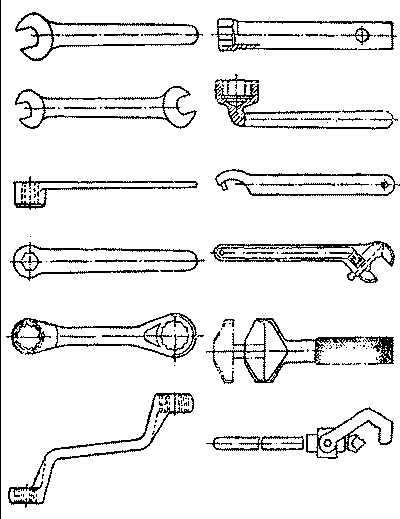
Рис. 7. Ключи гаечные
Щипцы служат для вспомогательных слесарных работ. Ими можно гнуть тонкие металлические материалы, а также удерживать детали при обработке и сборке, отвинчивать и завинчивать гайки малых размеров. В зависимости от назначения и конструкции различают следующие виды щипцов: плоскозубцы обычные (рис. 8, а), плоскозубцы комбинированные, круглозубцы (рис. 8, б), регулируемые прямые и изогнутые (рис. 8, в) щипцы, острогубцы (кусачки) плоские и торцевые, кусачки шарнирные. В группу щипцов входят также универсальные клещи для труб и клещи для гвоздей (рис. 8, г).
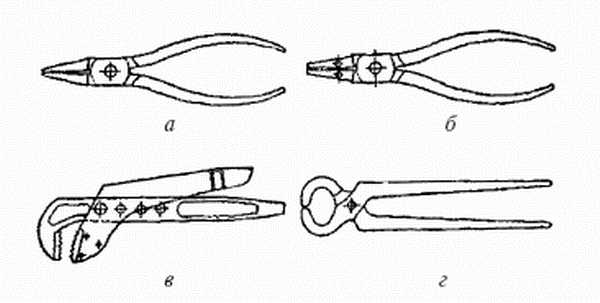
Рис. 8. Слесарные щипцы
Съемник – это слесарный инструмент для съема с валов зубчатых колес, муфт, шкивов, подшипников, рычагов и т. д. Съемник для подшипников состоит из двух или трех прихватов (щек) и обоймы, соединяющей плечи прихватов, втулки с внутренней резьбой, а также из винта с шестигранной или квадратной головкой или рукояткой.
Слесарная ручная щековая таль относится к слесарному вспомогательному оборудованию и используется для подъема и перемещения тяжелых деталей или материалов. Направление перемещения может быть произвольным. Тали используются также на ремонтно-сбороч-ных работах. Грузоподъемность талей – до 1,5 т.
На строгальном станке выполняется черновая обработка плоских поверхностей изделий с целью сокращения до минимума ручной обработки этих поверхностей напильником. Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы привода. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конце ползуна находится поворотная головка суппорта с державкой для строгального резца. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей.
Вспомогательные инструменты и материалы в зависимости от потребностей технологического процесса и условий производства имеют разное назначение. Они служат для очистки поверхностей предметов или инструментов для их консервации, смазки, окраски и т. д. С помощью вспомогательных материалов можно придать изделию эстетичный, приятный внешний вид. Вспомогательный инструмент может применяться при обработке изделия, разборке или сборке его, а также иметь другое назначение в зависимости от необходимости и характера выполняемых операций.
Поделитесь на страничкеhobby.wikireading.ru
СЛЕСАРНЫЙ ИНСТРУМЕНТ, ПРИСПОСОБЛЕНИЯ И СТАНКИ
СЛЕСАРНОЕ ДЕЛО
И приспособлениям, применяемым при слесарных работах, относятся: токарные, фрезерные, строгальные, сверлильные, шлифовальные станки, винтовой пресс, кузнечный гори с наковальней и комплектом кузнечного инструмента, оборудование и инструмент для пайки, механической клепки и термической обработки, ручная таль, тиски настольные, тара для готовых изделий, деталей и для отходов, а также материалы для чистки.
26. Назвать вспомогательные слесарные инструменты и вспомогательные материалы.
Вспомогательным слесарным инструментом и вспомогательными материалами являются: ручная щетка, металлическая щетка для очистки напильников, инструмент для разметки, материалы для чистки, мел, накладки на щеки тисков, колодки деревянные, масла и смазки, маркеоа стальные — цифровые и буквенные, рашпиль для древесины, монтерский нож, деревянный молоток, резиновый молоток, наждачное полотно, кисти, ложка для растапливания олова, тигель для растапливания легкоплавких сплавов цветных металлов, лента масляная и изоляционная, сурик, краски.
27. Назвать виды слесарных верстаков.
Различают слесарные верстаки одно — и двухместные, постоянные и передвижные.
Слесарные верстаки могут бить разной конструкции, при этом они могут быть выполнены из древесины или металла, либо комбинированные — из древесины и металла. Плита слесарного верстака всегда изготовлена из твердой древесины. В нижней части стола (под плитой) находится выдвижной ящик для инструмента, являющегося личным инструментом слесаря. В зависимости от конструкции стола с правой (или левой) стороны ящика находится шкафчик с полочками.
Слесарный одноместный верстак имеет такие размеры: длина I — 1200 мм, ширина s — 800 мм, высота h — 800— 900 мм.
Верстаки многоместные (рис. 4) устанавливаются на больших слесарных участках или в слесарных цехах. Длина двухместного стола I составляет 3000—3200 мм. Расстояние а между осями тисков на двух- или многоместных верстаках составляет 1250—1500 мм.
28. В каком месте слесарного участка должен находиться слесарный верстак? 25
Если слесарный участок не имеет естественного верхнего освещения, слесарный верстак должей быть установлен вблизи окон таким образом, чтобы естественное освещение
Рис. 4. Верстак слесарный двухместный,
(через окна) падало прямо или под углом с левой стороны от рабочего места.
29, Назвать виды тисков.
Рис. 5. Тиски: а — параллельные; б — стуловые |
По конструктивным особенностям различают параллельные слесарные тиски с подвижной задней или передней щекой (рис. 5, а) и стуловые тиски (рис. 5, б). К группе слесарных параллельных тисков относятся стационарные, поворотные, передвижные и переносные тиски. Ручные слесарные тиски относятся к группе стуловых тисков. Параллельные слесарные тиски отличаются от стуловых прежде всего взаимным расположением щек. В параллельных слесарных тисках щеки расходятся параллельно и охва — тываюг предмет всей поверхностью, щеки стуловых тисков расходятся под углом и предмет закреплен только нижней поверхностью щек.
30. Из каких материалов изготовляют стуловые тиски?
Стуловые тиски изготовляют из стальных поковок, благодаря чему они стойки к ударам. Используются в кузнечном деле, реже — в слесарном. Слесарные параллельные тиски изютовляют из чугуна, поэтому они нестойки к ударам. Сменные рифленые губки щек выполняют из стали и закаливают.
31. Для каких видов работ используют параллельные тиски?
Параллельные тиски используют в основном для слесарных работ. Служат они для выполнения операций, связанных с ручной обработкой металла напильниками, пилами, зубилом или другим инструментом без значительных усилий и ударов.
Они применяются также в случаях, когда обрабатываемый предмет должен быть надежно закреплен без повреждения зажимаемой поверхности. Это обеспечивается зажимом по всей поверхности щек и применением сменных накладок из мягкого металла.
32. Из каких деталей состоят параллельные тиски?
Параллельные тиски состоят из следующих деталей: неподвижной и подвижной щек, основания, резьбовой втулки, винта.
Неподвижная щека у неповоротных тисков составляет с основанием единое целое. В основании имеются отверстия для прикрепления тисков к столу. Неподвижная щека имеет втулку с нарезанной внтри резьбой.
Вннт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверст ие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек.
На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
33. Из каких деталей состоят стуловые тиски? 37
Стуловые тиски состоят из неподвижной и подвижной щек, кронштейна и обоймы, служащих для закрепления тисков к столу, втулки с внутренней резьбой, винта, заканчивающегося шаровой головкой, и рукоятки.
34. Что определяет величину тисков?
Величину тисков определяют ширина губок, щек, наибольшее расстояние, на которое они могут расходиться, а также вес тисков.
35. Назвать размеры и вес слесарных параллельных стационарных тисков.
Слесарные параллельные стационарные тиски имеют ширину щек в пределах 60—140 мм, расстояние, на которое расходятся щеки — от 45 до 180 мм, вес — от 3 до 40 кг.
36 Для какой цели служат боковые накладки на губках щек тисков?
Боковые накладки, выполненные из мягких металлов (медь, алюминий, свинец), древесины, резины, искусственных и подобных материалов, значительно отличаются по твердости от материалов обрабатываемых предметов. Они предохраняют поверхности этих предмегов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков.
37. Что такое винтовой зажим и для чего он служит?
Винтовой зажим (струбцина) — это вспомогательное слесарное приспособление, изготовленное из стали. Конструкция зажимов бывает различной в зависимости от их назначения.
Характерным для всех зажимов является то, что зажатие обрабатываемых или собираемых деталей осуществляется с помощью винта (рис. 6).
В зависимости от характера операций (обработки, сборки) они выполняют роль или основного зажима, или допол — 28 нительного при обработке детали в тисках. Используются при мелких слесарных работах.
38. Рассказать о назначении и видах гаечных ключей.
Ключи служат для завертывания и отвертывания гаек и болтов, а также для того, чтобы держать болт при довертывании гаек. Различают два вида ключей: нерегулируемые и разводные универсальные.
Нерегулируемые ключи имеют постоянный размер зева под шестигранник гайки или болта, в то время как универ*
|
Сальные разводные ключи имеют изменяемое в определенных границах раскрытие зева ключа.
Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж). 29
Ключи универсальные делятся на разводные с головкой (рис. 7, з, и), рычажные (рис. 7, к), а также специальные. В группу специальных ключей входят ключи с трещоткой для гаек, ключи кривошипные, ключи для болтов с шестигранным или четырехгранным гнездом, трубные, крюковые, рычажные и цепные ключи, а также торцевые ключи со сменными головками.
39. Назвать виды слесарных щипцов и их назначение.
Щипцы служзт для вспомогательных слесарных работ. Ими можно гнуть тонкие металлические материалы, а также
Г
Рис, 8. Слесарные щипцы:
А ^-обычные плоские; б круглозубцы; в — регулируемые изогнутые!
Е-*- клещи.
Удерживать при обработке и сборке детали, отвинчивать и завинчивать гайки малых размеров. В зависимости от назначения и конструкции различают такие виды щипцов: плоскозубцы обычные (рис. 8, а), плоскозубцы комбинированные, круглозубцы (рис. 8, б), регулируемые прямые и изогнутые (рис 8, 6) щипцы, острогубцы (кусачки) плоские и торцевые, кусачки шарнирные. В группу щипцов входят также универсальные клещи для труб и клещи для гвоздей (рис. 8, г).
40. Дтя какой цели служит съемник и из каких частей он состоит?
Съемник — это слесарный инструмент для съема с валов зубчатых колес, муфт, шкивов, подшипников, рычагов и т. д. Съемник для подшипников состоит из двух или трех прихватов (щек) и обоймы, соединяющих плечи прихватов, втулки с внутренней резьбой, а также из винта с шестигранной или квадратной головкой или рукояткой.
41. Для чего служит ручная слесарная щековая таль?
Слесарная ручная щековая таль отнссится к слесарному вспомогательному оборудованию и используется для
подъема и перемещения тяжелых деталей или материалов. Направление перемещения может быть произвольным. Тали используются также на ремонтно-сборочных работах. Грузоподъемность до 1,5 т.
42. Для чего служит поперечно-строгальный станок?
На слесарном участке на строгальном станке выполняется черновая обработка плоских поверхностей изделия с целью сокращения до минимума ручной обработки этих поверхностей напильником.
43. Описать поперечно-строгальный станок.
Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы, сообщающие движение. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конпе ползуна находится поворотная головка суппорта с державкой дня прогальною резиа. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей.
44. Для какой цели служат вспомогательные инструменты и материалы в слесарном деле?
Вспомогательные материалы в зависимости от потребностей технологического процесса и условий производства имеют разное назначение. Они служат для очистки поверхности предметов или инструментов, для их консервации, смажн, окраски и т. д. С помощью вспомогательных материалов можно придать изделию эстетичный, приятный внешний вид. Вспомогательный инструмент может применяться при обработке изделия, разборке или сборке его, а также иметь другое назначение в зависимости от необходимости и характера выполняемых операций.
262. Что такое пайка? Пайка — это процесс создания неразъемного соединения металлов с помощью присадочного связующего материала, называемого припоем, причем припой в процессе пайки доводится до жидкого состояния. Температура плавления …
4. Что такое шероховатость поверхности? Поверхности всех деталей после механической обработки не являются идеально гладкими, так как режущие кромки инструмента оставляют на поверхности следы в виде определенных неровностей и гребешков …
1. Что ты знаешь о слесарном деле? Слесарное дело — это ремесло — умение обрабатывать металл в холодном состоянии при помощи ручных слесарных инструментов (молотка, зубила, напильника, ножовки и другого …
msd.com.ua
Станки для резки металла, отрезные станки по низкой цене
Размер полотнаРазмер полотна. Ширина х Толщина х Длина
Например: М42 13×0.6х1440 10/14 TPI
М42 — Материал режущих кромок зубьев
13 — ширина полотна, мм
0.6 — толщина полотна, мм
1440 — длина окружности полотна, мм
10/14 TPI — шаг зуба
27×0.9×4140 13х0,65х1640 20х0,9х2362 27×0,9×2455 27х0,9х3300 27х0,9х3035 27х0,9х3200 27×0.9×3660 34х1,1х4100 27х0,9х2655 12,7×0,65×1638 13×0.65×2100 34×1.1×5000 54×1.6×9800 41×1.3×6350 41×1.3×7000 34×1.1×4300 2360x19x0,9 12,5×0,63×1300 27х0,9х2616 27х0,9х2770 34×1,1×4115 27×0,9×2730 34х1,1х3950 41х1,3х5330 13×0.6х1440 13×0,65×1470 13×0,65×1638 12,7×0,9×1735 19×0,9×2362 20×0,9×2080 27×0,9×2480 27×0,9×2750 27×0,9×2925 13×0,6×1300 13×0,6×1640 20×0,9×2360 27×0,9×2655 20×0,9×2110 20×0,9×2100 27×0,9×2460 27×0,9×3280 27×0,9×3035 27×0,9×3215 27×0,9×2680 27×0,9×3160 27×0,9×2575 27×0,9×3960 27х0,9х3100 27х0,9х3380 34х1.1х4020 20х0,9х2085 27х0,9х2445 27х0,9х3940 34х1.1х5330 27х0.9х3940 32х1.1х4150 27х0.9х3660 54х1.6х7050 34х1,1х5060 13х0,6х1540 13х0,65х1470 12,5×0,6×1638 20х0,9х2060 27х0,9х2455 27х0,9х2450 27х0,9х2825 27х0,9х3960 27х0,9х3505 27х0,9х4360 41х1,3х5470 41х1,3х6450 13х0,65х1730 13х0,65х1385 20×0,9×2490 2600х27х0,9 27х0,9х2600 27х0,9х2710 27х0,9х3110 27х0,9х4130 41х1,3х6030 12,7×0,65×1435 12,7х0,65х1638 19,05х0,8х2362 27х0,9х3280 13х0,65х1325 34х1,1х4180 13х0,65х1440 13х0,65х1735 27х0,9х2730 27х0,9х3160 27х0,9х3810 27х0,9х3820 41×1.3×4700 12,5х0,6х1638 20х0,9х2110 20х0,9х2360 27х0,9х2725 34х1,1х4020 27х0,9х2965 20×0,9×2463 41х1.1х5890 41х1,3х5840 54х1,6х8300 34х1,1х4420 41х1,3х5450 54×1,6×6600 34х1,1х4450 54х1,6х6685 27х0,9х3625 34х1,1х4115 41х1,3х5000 13×0.5×1140 34×1,1×4550 54×1,6×7600 54х1,6х9400 3870х34х1,1 2710х27х0,9 13х0,9х1735 27х0,9х2760 41х1,3х4870 34х1,1х3880 41х1,25х6460 41х1,25х6860 67х1,6х9820 67х1,6х10800 67х1,6х11180 27х0,9х3320 6800х41х1,3 6000х41х1,3 4150х34х1,1 4115х34х1,1 54×1,6×8730 20х0,9х2285 54х1,6х9800
rustan.ru
Основные инструменты для слесарных работ
Слесарный инструмент используется для ручной обработки различных материалов. С его помощью выполняют различные операции, при этом разумно, что качество готовой работы зависит не только от мастерства исполнителя, но и от верного выбора качественного инструмента. Наша статья предоставит вам полезную информацию о том, какие слесарные инструменты должны непременно найти себе место в домашней мастерской.
Тиски — служат для жесткой фиксации обрабатываемых деталей, которые плотно зажимаются сдвигающимися губками. Прочность фиксации элементов закономерно оказывает влияние на качество ее обработки. Тиски бывают настольными, которые сами закрепляются на жестком основании (привинчиваются к краю верстака, табурета), или ручными, предназначенными для обработки напильником мелких деталей.
Напильник — металлический брусок с насечкой, который хотя и относится к категории металлорежущего инструмента, часто применяется для работы с пластиком, деревом и т.д. Набор домашнего мастера требует комплекта напильников различной формы: плоские, трехгранные, ромбовидные, полукруглые — все варианты обязательно понадобятся при выполнении важных слесарных работ. Вы также вряд ли сможете обойтись без надфилей-напильников с мелкой насечкой для обработки небольших деталей.
Разводной ключ — предназначен для закручивания и выкручивания болтов, гаек, различных элементов трубопроровода. Универсальность ключей, заключающаяся в возможности регулирования зазора между губками, обеспечивает возможность применения одного инструмента для болтов и гаек разного размера.
Гаечный ключ — представляет собой менее «продвинутый» аналог разводного ключа. Обладает сходными функциями, захватывая изделия посредством специального зева или контурных выступов/углублений. Гаечных ключей в наборе мастера должно быть несколько, так как они подбираются отдельно для каждой гайки определенного размера.
Чертилка — небольшой стальной стержень (диаметр — 2,5-6 мм; длина — 20 см) с остро заточенным концом или вставной иглой, который используют с целью разметки: обозначения контуров деталей на металле.
Плоскогубцы — оптимальный инструмент для надежного захвата деталей и выгибания металлических элементов небольших размеров (провода, проволока). Внутренняя поверхность губок традиционно оборудуется двумя полукруглыми выемками с зубцами для усиления качества фиксации гаек.
Зубило — продолговатый стержень, заточенный с одной из сторон, используется для рубки металла и камня. Этот ударно-режущий инструмент употребляется в комплекте с молотком или кувалдой: воздействуя молотком на бойковую часть зубила, вы придаете ему ударное ускорение для уверенного раскалывания/разрезания обрабатываемого материала.
Пробойник — необходим для того, чтобы пробить отверстие в каменной стене или металлическом листе. С целью создания дырок различных размеров стоит позаботиться о наличии нескольких видов пробойников.
Кернер — незаменимый инструмент из твердой стали для разметки центра будущего отверстия на металлических поверхностях. В соответствии с наименованием такой центральной лунки (керн) инструмент и получил свое название. Кернение производится ударами молотка по затыльнику кернера.
Паяльник — логично используется для спаивания деталей. Выбирая паяльник, не старайтесь приобрести экземпляр большого размера — для домашней работы вполне подойдет паяльник мощностью 65–100 Вт.
Настольная наковальня — применяется в качестве опоры, в том случае если вам нужно разрубить или выгнуть металлические детали (жестяные заготовки, проволоку, стержень).
Отвертка — служит для закручивания/откручивания винтов винтов и шурупов. Выделяют три категории отверток: плоские и крестообразные используются для соответствующих головок крепежей, универсальные модели применяются повсеместно.
Молоток — стандартный инструмент, без которого невозможно обойтись в практически любой области строительно-ремонтных работ. В слесарном деле употребляют молоток с квадратным или круглым бойком. Противоположный бойку конец рабочей поверхности, называемый носком, используется с целью правки и вытягивания металла.
Точильный станок (точило) — оптимальный выбор для затачивания инструмента и зачистки деталей. Как правило, выпускают настольные точильные машины, которые аналогично тискам фиксируются на жестком основании. При помощи точильного станка ножи, топоры и зубила всегда будут в форме.
Ножовка по металлу — конструктивно состоит из рамки и сменного ножовочного полотна и предназначается для распиловки металлических деталей. Полотна ножовки представлены в различных вариантах: модели с мелкими зубьями применяют для резания твердых металлов, с крупными — для мягких металлов и пластика.
www.diy.ru
Слесарный инструмент, виды слесарных работ, виды инструмента
Что такое слесарный инструмент
Слесарный инструмент — это приспособления с помощью которых, слесарь выполняет основные слесарные операции. При наличии в хозяйстве необходимого инструмента, можно сделать любую работу быстро и качественно. Каждый домашний мастер имеет определенный набор ручного слесарного инструмента. Что приобрести или чем дополнить, такой набор, спросите вы? Давай вместе разберемся, дорогой читатель. Предлагаю сначала выяснить какие бывают виды слесарных работ и их назначение.
Слесарные работы
Подготовительные
- Разметка
- Рубка металла
- Правка и рихтовка
- Гибка
- Резка
Размерная обработка
- Опиливание металла
- Обработка отверстий
- Обработка резьбовых поверхностей
Пригоночные
- Шабрение
- Распиливание
- Пригонка
- Припасовка
- Притирка
- Доводка
- Полировка
Сначала создается грубая заготовка и наносится разметка согласно чертежу. Далее в зависимости от необходимости производится обработка заготовки путем рубки, резки, гибки, рихтовки. Затем делается размерная обработка, производится точная обработка детали по размерам. Ну и в конце, финишная доводка обрабатываемого изделия.
С видами работ разобрались, далее разберемся с самим слесарным инструментом.
Виды слесарного инструмента
Измерительный
- Линейки, рулетки — измерение длинны, качество и точность металлических линеек оправдывает их цену
- Щупы — это набор стальных пластин, для определения толщины зазора
- Штангенциркуль — позволяет измерить внутренний размер, наружный размер и глубину, как и линейка очень точный и качественный инструмент
- Микрометр — позволяет измерять расстояния с точностью до сотых миллиметра
- Угломер — измерение углов
Разметочный
- Чертилка — стальной стержень с острыми закаленными концами
- Разметочный циркуль — для вычерчивания окружностей и закруглений на размечаемой заготовке
- Кернер — для нанесения небольших углублений на разметочных линиях заготовки
Зажимной
- Шарнирно—губцевый инструмент — плоскогубцы, щипцы, клещи и их разновидности
- Тиски — для зажима и дальнейшей обработки заготовок
- Струбцины — позволяют плотно прижать детали друг к другу, например при склеивании
Ударный
- Молоток — устройство для гибки, рихтовки и забивания
- Кувалда — то же самое, что и молоток, только тяжелее в 10 раз
Для резки металла
- Бокорезы — перекусывание не толстых материалов
- Ножовка по металлу — резка металла, пилением
- Ножницы — резка листов металла
- Зубило — рубка металла
- Крейцмейсели — для вырубки шпоночных пазов и канавок
Для обработки металла
- Напильники и надфили — снятие слоя металла путем опиливания
- Шабер снимает тонкие слои металла с детали
Для обработки отверстий
- Развертки — точная обработка отверстий
- Зенковки — с их помощью делают фаски и углубления для шляпок болтов, винтов, заклепок
- Зенкеры — с их помощью увеличивают диаметры отверстий
Для нарезания резьбы
- Плашки — для нарезки наружной резьбы
- Метчики — для нарезки внутренней резьбы
Сборочный инструмент
- Отвертки — крестовые, шлицевые, шестигранные, torx
- Гаечные ключи — рожковые, накидные, торцовые, шарнирные, разводные, трещоточные
- Динамометрические ключи — имеют регулировку момента затяжки
Как видите слесарные инструменты имеют очень большое разнообразие.
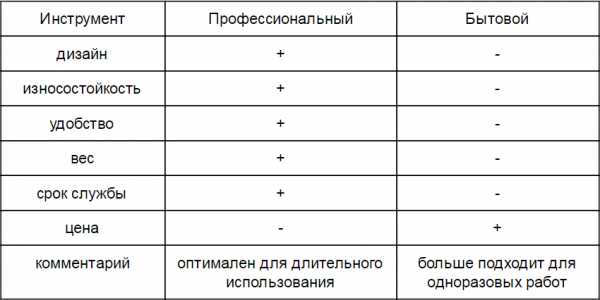
Бытовой или профессиональный
Также ручной слесарный инструмент стоит разделить на бытовой и профессиональный. В чем отличия? Какие преимущества и недостатки?
Профессиональный слесарный инструмент ощутимо дороже бытового. Его цена обоснована эргономичностью, износостойкостью, долговечностью, весом. Приобретают такой инструмент для ежедневного использования. Любой слесарь подтвердит преимущества профессионального ручного инструмента.
Бытовой ручной инструмент уступает профессиональному в первую очередь качеством. Как по материалам использованных для изготовления(сталь более низкого качества, порошковые металлы), так и по исполнению(заусенцы, нестыковки). Но зато цена, в свою очередь, минимальная.
Ну что ж, с основными аспектами инструмента слесарного разобрались, подведем итог. Для дома весь вышеперечисленный ассортимент конечно же не нужен. В первую очередь нужно определится, какие слесарные операции вы будете выполнять. Исходя из этих соображений подбирать необходимые вам приспособления. Ну а для дома нужен некий универсальный набор. На мой взгляд, дома вполне достаточно будет собрать следующие слесарные инструменты и приспособления:
- линейка;
- рулетка;
- кернер;
- плоскогубцы;
- тонкогубцы;
- молоток 300 граммовый;
- бокорезы;
- ножовку по металлу;
- отвертку с набором бит;
- разводной ключ;
- набор гаечных ключей.
При покупке обращайте внимание на качество. Самый дешевый инструмент брать не стоит, но и самый дорогой для бытовых нужд, ни к чему.
P.S. Надеюсь эта статья помогла вам выбрать инструменты для слесарных работ.
mytooling.ru
Металлообработка — оборудование для слесарного цеха
Научно — технический прогресс не стоит на месте, улучшается вид изготавливаемых деталей, но за счет этого происходит усложнение машин. Если вы задались целью организовать цех, который бы производил обработку деталей, то вам просто необходимо учесть три основные фазы: заготовительную, обрабатывающую и сборную. Самая основная фаза – это обрабатывающая, поэтому мы попытаемся проанализировать оборудование необходимое для точной и чистой обработки деталей.

Токарные станки
Механическая обработка составляет примерно 60 % от общей обработки. Основная разновидность механической обработки – это токарные работы, к ним относят резку, подрезание, растачивание и обтачивание. С помощью токарной обработки с металла срезают все лишние слоя, для того чтобы придать ему желанную форму и размер. Чтобы организовать токарный участок цеха, необходимо проанализировать основные виды токарных станков. Револьверные станки имеют специальную головку, в которую монтируются различные режущие насадки, это могут быть, сверла, зенкеры, развертки, резцы. Такой станок предназначен для серийной обработки пруткового металла.
Токарно – винторезные станки предназначены для нарезания резьбы на деталях, с помощью увеличения или уменьшения скорости достигается повышение точности резьбы. Лобовые и карусельные металлообрабатывающие станки применяются для изготовления маховиков, шкивов и зубчатых колес, но стоит отметить то, что такие станки используются очень редко, особенно в большом производстве, это происходит из – за того, что они имеют низкую точность обработки. Наиболее выгодно, использование токарного автомата или полуавтомата, поскольку весь цикл обработки детали ведется автоматически и без участия рабочего. Использование таких станков позволяет избавиться от микронеровностей и неточностей.
Фрезерные станки
Фрезерные станки предназначены для обработки внешних и внутренних поверхностей деталей, с их помощью можно производить вырезание канав и пазов различных размеров и диаметров. Фрезер закрепляется в шпиндель и посредством создания вращательных движений обрабатывает заготовку. Фрезерные станки, так же как и токарные бывают нескольких видов.
Универсально – фрезерный станок применяется для обработки поверхностей легких и небольших деталей, стол такого станка перемещается под разными углами, непосредственно к оси. Горизонтально – фрезерный станок отличается от предыдущего тем, что в нем нет поворотного устройства, он может перемещаться только горизонтально оси шпинделя. Широкоуниверсальный фрезерный станок оснащен еще одной шпиндельной головкой, благодаря чему можно производить обработку не только фрезером, но и параллельно выполнять расточку и сверление. Вертикальный консольно-фрезерный станок имеет вертикальный шпиндель, что значительно расширяет его технологические возможности.
Продольно-фрезерный станок, применяется для обработки крупногабаритных деталей, на такой станок можно установить сразу четыре шпинделя. Если вам необходимо строгое соблюдение размеров детали, то вам нужен координатно-расточный станок, он применяется для обработки сложных элементов детали. На этих станках можно сверлить, зенкеровать и обтачивать деталь.
Шлифовальные станки
Для того, чтобы сгладить и выравнить поверхность применяются шлифовальные станки.
Бесцентрово-шлифовальные станки применяются во время обработки заготовок, которые не имеют центральных отверстий, а так же для обработки длинных заготовок небольшого диаметра. Круглошлифовальные станки применяются во время шлифовки наружных прерывистых и гладких поверхностей. Плоскошлифовальные станки используют способ поперечной шлифовки, как правило, круговой и продольной подачи. Станок работает за счет вращения шлифовального круга. Специализированные шлифовальные станки применяют для создания заготовок заданной формы. Резка ленточнопильным станком, является одним из высокоточных способов создания уголков, труб, металлических кругов и квадратов.
Режущий инструмент ( пила) может резать металл, как по одноколонному, так и по двухколонному принципу. Если вам нужно распилить очень прочный металл, то для этих целей используется биметаллическая пила. До недавнего времени процесс слесарных работ полностью зависел от ручного труда, но на смену ему пришла автоматизация. Под слесарными работами понимают резку металла, опиливание, лужение, паяние, рубку металла зубилом, нарезание резьбы, шабрение. Под каждый вид деятельности станок подбирается из соображения индивидуальных особенностей производства.
Слесарные работы завершают весь процесс обработки деталей и являются промежуточным звеном между сборкой. Какие станки установить в цеху по обработке металлических деталей, решать вам, но теперь вы сможете это сделать более грамотно и подогнать необходимый набор под свое производство. Если вы всерьез решили купить станок, то необязательно рассматривать только новые модели, ведь старые стоят дешевле и до сих пор пользуются не малым спросом.
promplace.ru
| Автор(ы): | Бэргард Г. Д. 13.04.2010 |
| Год изд.: | 1930 |
| Издание: | 4 |
| Описание: | В механической мастерской целый ряд работ производится при помощи ручных инструментов. Термин «слесарные работы» применяется для операций, связанных с разметкой, окончательной пригонкой, сборкой и установкой машин и их частей. Мелкие изделия при этом обрабатывают на верстаке, большею частью в тисках, а более крупные детали или сборные единицы — прямо на полу мастерской. При всех этих работах пользуются одними и теми же инструментами — молотками, гаечными ключами, ручными режущими, измерительными приборами и т. п. инструментами. В данной книге вы узнаете про все инструменты и станки необходимы для работы слесаря и вообще квалифицированного металлиста. |
| Оглавление: | СЛЕСАРНОЕ ДЕЛО ГЛАВА I. Молотки. Отвертки. Гаечные ключи. Ножовки [3] Применение ручных инструментов Молотки Отвертки Гаечные ключи Несколько замечаний относительно употребления гаечных ключей Действие контр-гайки Ножовочные полотна Число зубьев ножовки Ручные станки для ножовок Практические указания относительно работы ножовкой ГЛАВА II. Разметка [19] Разметка Инструменты для разметки Прочерчивание линий при разметке Практические указания разметчику ГЛАВА III. Работа зубилом (рубка) [28] О работе зубилами Слесарные зубила Заточка зубила Приемы работы зубилами ГЛАВА IV. Работа напильниками [34] Применение напильников Типы напильников Насечка на боковых гранях Форма граней напильников Остроносые и тупоносые напильники Ручки для напильников Уход за напильниками Как держать напильник во время работы Положение тела при работе напильником Практические указания относительно опиловки Опиливание мягких металлов Надфили Чего не следует делать при опиловке ГЛАВА V. Работа шабером [50] Когда и для чего требуется шабрить поверхность Инструменты, применяемые при шабровке плоскостей Заточка плоского шабера Приемы шабровки Практические указания относительно шабровки Шабрение кривых поверхностей ГЛАВА VI. Измерительные инструменты [59] Масштабы Кронциркуля Измерение кронциркулем Микрометр Как пользоваться микрометром ГЛАВА VII. Паяние. Заливка баббитом [68] Общие сведения о закалке и отпуске стали Сущность паяния или пайки Очистка спаиваемых поверхностей Флюсы (плавни) Паяльники Практика пайки слабым припоем Паяние крепкими припоями Баббит Практические приемы заливки подшипников баббитом Сталь, закалка, отжиг, отпуск Сталь машиноподелочная и сталь углеродистая инструментальная Закалка стали Практические указания относительно закалки Отпуск стали Цвета побежалости Практические указания относительно отпуска стали Быстрорежущая сталь ТОКАРНЫЕ СТАНКИ ГЛАВА VIII. Общие сведения об оборудовании и работе в механических мастерских. [91] Механическая мастерская Оборудование механических мастерских Нормальные типы станков Работа ручными инструментами в механической мастерской Что должен знать квалифицированный металлист и механик Какими качествами должен обладать квалифицированный металлист и механик и как их развить в себе ГЛАВА IX. Токарные станки, их устройство и работа на них [99] Токарный станок Что должен знать начинающий токарь Части токарного станка Чистка и смазка станка Несколько правил для начинающего токаря Описание частей токарно-винторезного станка Станина Передняя бабка Задняя бабка Суппорт Механизм подач Винторезный механизм Несколько важных замечаний относительно проверки самоточки перед началом работы Скорости вращения шпинделя Изменение скорости вращения шпинделя Контр-привод Ведущие и ведомые шкивы Ведущие и ведомые зубчатые колеса Простая зубчатая передача Сложная зубчатая передача Скорости вращения шпинделя при выключенном переборе Сцепляющий штифт Зубчатый перебор Скорости шпинделя при включенном переборе Счетчик числа оборотов Перевод ремня с одной ступеньки на другую Скорости подачи и управление ими Передача от шпинделя к механизму подач Реверсивный механизм (трензель) Паразитная шестерня Гитара Коробка скоростей подачи (Коробка Нортона) Зубчатые передачи передника суппорта Другое устройство механизма передника суппорта Токарные станки для тяжелых работ Характерные особенности токарных станков для тяжелых работ Двойной перебор Передняя бабка с коробкой скоростей ГЛАВА X. Токарные резцы. Основы процесса резания металлов [110] Условия высокой производительности механического режущего инструмента Токарные резцы Угол заострения резца Углы зазора Углы уклона режущей грани Державки для резцов Заточка резцов Чего не следует делать при заточке резца Скорость резания, скорость подачи и глубина резания Определения скорости резания, скорости подачи и толщины стружки Элемент времени Выбор скорости резания и величины подачи ГЛАВА XI. Центровка [155] Установка изделия на токарном станке Значение правильной центровки изделия Практические приемы центровки Применение кернера Надсверливание и раззенковка центрового углубления Размеры центровых углублений Извлечение сломанного центрового сверла Установка изделия на центрах Обточка торцов изделий ГЛАВА XII. Обточка цилиндрических предметов [170] Основные принципы токарной работы Положение заднего центра Выверка положения переднего центра Чистка и обточка центров токарного станка Установка резца Направление подачи Охлаждение центров и резца Диск с делениями у рукоятки винта для поперечной подачи Мертвый ход винта поперечной подачи Практические приемы цилиндрической обточки Правильная установка центров Проверка центров станка при помощи индикатора Установка станка на определенную скорость резания Черновая обточка Чистовая обточка Массовая обточка изделий Опиловка на токарном станке Шлифовка шкуркой на токарном станке Обточка заплечиков Различные типы заплечиков Черновая обточка изделия до заплечиков Чистовая обточка выкружек малого радиуса и заплечиков Фасонные галтельные резцы Неподвижный люнет Подвижкой люнет Накатка Обточка на оправках Простые оправки Применение оправок для токарных работ Другие типы оправок Обточка коленчатых валов и эксцентриков на токарном станке ГЛАВА XIII. Обточка в патроне и на планшайбе [204] Типы патронов Закрепление токарных патронов на шпинделе Закрепление изделия в патроне Обточка плоскостей Разрезка круглых прутков на токарных станках Отрезные резцы Операция отрезки Дрожание резца и изделия Работы на планшайбе Планшайба Приспособления для укрепления изделий на планшайбе Примеры типичных установок на планшайбе Практические указания относительно работ на планшайбе ГЛАВА XIV. Сверление и обработка отверстий развертками на токарном станке [219] Перовое сверло Спиральное (американское) сверло Заточка спиральных сверл Скорости резания и подачи спиральных сверл Охлаждение Развертки Сверление на токарном станке Надсверливание центрового углубления Обработка отверстий на токарном станке развертками Развертывание отверстий вручную Расточка отверстий на токарном станке Резцы для внутренней расточки Державки для расточных резцов Когда необходима расточка отверстия? Практические указания относительно расточки Измерение отверстий ГЛАВА XV. Обработка конических поверхностей [243] Конические поверхности, применяемые в станках по металлу Конуса Морзе и Браун и Шарпа Метрические конуса Способы конической обточки Поперечное смещение задней бабки Установка поперечного смещения задней бабки Установка резца Практические приемы измерения конусов Поверка конусов калибрами Изготовление конуса по данному образцу Обточка конуса плоским резцом Опиливание конической поверхности Приспособление для обточки конусов Расточка конических поверхностей при помощи специального приспособления Расточка конических отверстий при помощи поворота верхних салазок суппорта Проверка конических отверстий Об точка конических поверхностей при помощи поворота верхних салазок суппорта Универсальный угломер ГЛАВА XVI. Нарезание винтовое резьбы на токарных ставках [262] Системы винтовой резьбы Определения элементов винтовой резьбы Употребительные системы винтовых нарезок Метрическая резьба Резьба Витворта Американская нормальная резьба (U.S.St.) и остроугольная резьба «Y» Метчики Форма метчиков Сверление под резьбу Длина нарезанной части отверстия Практические приемы нарезания резьбы метчиками Плашки Расчет и подбор зубчатых колес для нарезания резьбы на токарно-винторезном станке Определения основных терминов Постоянный коэффициент передачи станка Подсчет сменных зубчатых колес (передаточного числа) для заданной резьбы Нарезание винтовой резьбы Изготовление винтовой резьбы на самоточке Предварительные указания относительно нарезания резьбы Остановы при нарезании резьбы Измерение резьбы при помощи трех проволок Измерение винтовой резьбы специальным микрометром Применение верхних салазок суппорта при нарезании винтовой резьбы Четыре способа установки резьбового резца после переточки Нарезание левой резьбы Нарезание винтовой резьбы на конусе Нарезание внутренней резьбы Нарезание винтовой резьбы без обратного хода станка Нарезание прямоугольной резьбы Нарезание трапецеидальной резьбы Многоходовая резьба Нарезание многоходовой резьбы ПРИЛОЖЕНИЯ Таблицы [313] |
| Формат: | djvu |
| Размер: | 10211895 байт |
| Язык: | РУС |
| Рейтинг: | 4 |
| Открыть: | Ссылка (RU) Ссылка (FR) |
www.nehudlit.ru