Горизонтально-расточной станок: модели, технические характеристики
Горизонтально-расточный станок, модели и технические характеристики которого могут быть разными, имеет следующее назначение:
- Растачивание отверстий.
- Сверление.
- Обтачивание деталей с цилиндрической формой.
- Обработка торцов изделий.
- Фрезерование.
- Зенкерование.
- Нарезка резьбы при помощи изделия с обозначением 2620В.
И это далеко не полный список операций, выполняемых установкой горизонтально-расточным станком. Благодаря чему можно использовать только один вид оборудования для проведения полного цикла изготовления деталей из заготовок. При многосерийном производстве это весьма удобный вариант, не требуется привлечения дополнительной техники.
Наличие шпинделя – одна из отличительных особенностей. Эта часть конструкции бывает горизонтальной, вертикальной. 1 горизонтально расположенный элемент встречается чаще всего.
Шпиндель используется для закрепления приспособлений с режущим действием на горизонтально-расточном станке 2620, включая:
- зенкер;
- сверла;
- резцы;
- фрезы и так далее.
Во время работы параметры определяются диаметром шпинделей. То же касается габаритных показателей станков, в том числе – варианта 2620В.
Об особенностях в конструктивном плане
Особенности конструкции и использованные заготовки позволяют выделить установка специального, универсального назначения.

Горизонтально-расточные станки 2620 бывают:
- Алмазно-расточными.
- Координатно-расточными.
- Горизонтального вида.
Станок горизонтально располагающийся имеет исполнение трех вариантов:
- с двумя направлениями перемещения;
- с движением по одному направлению;
- отсутствие движений.
Шпиндель движется – значит, осуществляется начало работы, формообразование, когда проводится обработка заготовок при помощи горизонтально-расточного станка 2620. Подаваться может как сам инструмент, так и заготовка. Конкретный вариант определяется используемой технологией. Обработка не обходится без дополнительных движений:
- Использование направляющих при движении люнета.
- Соединение люнета и задней стойки.
- Движение стола поперек или вдоль.
- Шпиндельная бабка, идущая по вертикали. У конструкций 2620В тоже есть такая возможность. Это делает технические характеристики высокими, и относительно варианта 2620а.
Поворотным столом снабжается большая часть станков, со шпинделями 125-миллиметрового диаметра. Столы двигаются как поперечно, так и вдоль. Среди важных дополнений – передние стойки, без движений.
При 125-миллиметровом диаметре шпинделей стойки без проблем двигаются в одном, нескольких направлениях. Но чаще всего встречаются модели горизонтально-расточных станков 2620 с неподвижными составляющими.
Работа — на каком принципе основывается?
Движения подач – главная особенность работы у данных устройств. Здесь надо описать несколько важных элементов и принципов:
- Закрепление режущих инструментов происходит при участии суппорта планшайбы, либо шпинделя. Здесь начинается вращение. Принцип сохраняется и в моделях 2620а.
- Расположение на поверхности подвижного стола, с применением специального приспособления.
- При работе стол перемещается, вдоль или поперек. Модели 2620В такие же возможности.
Передняя стойка участвует в процессе движения шпиндельной бабки, с сохранением вертикального направления. Люнет опоры совмещен со стойкой сзади. Движение двух деталей происходит одновременно.
Когда растачиваются отверстия либо осуществляется нарезка внутренней резьбы, движение поступательного типа осуществляется расточным шпинделем. Когда обрабатывается деталь с помощью горизонтально-расточного станка 2620, двигается планшайба с суппортом, только придерживаясь радиального направления.
Какие модели получили распространение?
Среди всех модификаций горизонтально-расточных станков с ЧПУ и без, наибольшую известность получили следующие варианты:
- Skoda W200.
- 2a614, 2л614.
- 2а622ф4, 2а622.
- 2620.
Особенности модели 2620
У этого горизонтально-расточного станка с ЧПУ также существует некоторое количество модификаций – 2620Г, 2620В, 2620А, 2А620, 2620. При их применении раньше допустима была обработка деталей с корпусами, имеющих средние и больше размеры. Без выдвижных шпинделей станки не производятся.
Для него характерно наличие планшайб внутри, 90-миллиметровый диаметр. Обрабатываются детали весом меньше 3 тонн. Это подтверждает паспорт ис2а636ф1.
Различия у моделей имеются следующие:
- 2а620Г – задняя стойка отсутствует;
- 2А620В – задняя стойка присутствует;
- 2а620Ф1 – с устройством, осуществляющим цифровую идентификацию.
Информация о модификациях 2А622Ф4 и 2А622
Это новая разновидность горизонтально-расточного станка с ЧПУ, заменившая морально устаревшие аналоги.
Устройства рассчитаны на то, чтобы обрабатывать детали консольно, даже при наличии корпусов больших размеров. Их вес может доходить до 4 тонн. Обработка не должна доставить хлопот, даже если имеются отверстия, требующие соблюдения точных параметров. И когда сохраняются определенные размеры для связи осей. Иногда так устроены изделия с номером 2Л614.
Обязательной частью оборудования выступают поворотный стол и передняя стойка, сохраняющая неподвижное положение. А вот сам стол перемещается, вдоль либо поперек. На станках этой серии легко фрезеровать заготовки, следуя восьмиугольному контуру. Допустим вариант с круговой подачей стола. Одна из доступных модификаций – ис2а636ф1.
В конструкции присутствует и выдвижной шпиндель, с диаметром в 110 миллиметров. Плиты в одном положении монтируются на бабку шпинделя, с торца стенки. Так работает и модель горизонтально расточного станка 2а614.
Из главных характеристик стоит отметить высокую жесткость, способность сопротивляться вибрациям. Благодаря чему срок службы шпиндельного устройства увеличивается. Консольные технологии повышают эффективность. Обработка торцевых поверхностей деталей становится возможной благодаря съемной планшайбе. Расточка отверстий большого диаметра упрощается. Свойство есть у вариантов 2Л614.
Разновидность конструкций определяет наличие тех или иных дополнительных деталей:
- Вариант с ЧПУ.
- Технологии идентификации по цифровому типу.
- Отсчеты координат в цифровом виде, для обработанной детали это важно.
2а614 — чем отличается модель?
Главное назначение модели с обозначением 2а614 – детали корпусного типа, до 2-тонного веса. Упрощается работа с конструкциями, где есть отверстия точных размеров со связью, предполагающей соблюдение параметров между осями. Расточные станки серии 2а614 – устройства универсального типа, открывающие доступ к следующим возможностям, как и изделия 2Л614:
- Обрабатывание канавок кольцевого устройства.
- Стачивание поверхности на торцах.
- Работы с выборкой, фрезерованием.
- Отверстия с разверткой.
- Зенкерование.
- Расточка отверстий. С этой функцией справляются и горизонтально расточные станки 2а622.
- Сверление.
Производитель может дополнительно установить резьбонарезное устройство, если есть необходимость. Даже на конструкцию 2Л614.
Обязательным дополнением становится зажимание инструментов механизированным способом. Для приспособления характерна высокая устойчивость к вибрационным воздействиям. Уровень производительности так высок, а управление такое удобное, что работа требует минимум усилий и вложений. Уровень точности также будет удивлять лишь приятно. Но этим могут похвастаться и горизонтально-расточные станки 2а622.
Стол с поворотом встраивается в любые конструкции. Он осуществляет движение вдоль, поперек шпиндельной части. Характерно наличие стоек впереди, не меняющих положение. Как и у модели 2Л614.
Работа также осуществляется за счет встроенной планшайбы, с радиальным суппортом. Шпиндель и планшайба не смогли бы двигаться без участия электромотора на переменном токе. Для этого используется скоростная коробка, с зубчатым устройством. Рукояточный механизм выбора передач тоже становится незаменимым помощником.
Мотор на постоянном токе отвечает за организацию подач. Широты спектра регулирования хватает, чтобы решение вопроса не вызвало дополнительных проблем. Величину подачи можно изменить в любой момент, не останавливая движение. Такую возможность обеспечивают и в моделях горизонтально-расточных станков 2м614.
2Л614 – о характеристиках оборудования
Этот станок также представляет группу с универсальными изделиями. Его применяют при обработке корпусных деталей, имеющих вес не больше 1000 килограмм. Характерны и другие особенности:
- Оснащение встроенным поворотным столом. Стандартные движения – с использованием продольного, поперечного направления. Их придерживаются и в изделии 2а622ф4.
- Стоит отметить наличие передней стойки, которая неподвижна.
- Среди главных агрегатов – электромотор на переменном токе, отвечающий за организацию вращательного движения, которое осуществляется при участии шпинделя, планшайбы.
- Управлять процессом легче при использовании механизма выбора передач с рукояткой. Как и в варианте 2а622ф4.
Станок-модификация 2л614 всегда дополняется не только планшайбой встроенной разновидности, но и суппортом, двигающимся радиально. Список выполняемых операций больше благодаря радиальному суппорту.
При обработке можно использовать так называемый выдвижной шпиндель. Тогда фрезерные работы позволяют не использовать суппорт радиального типа.
Станки принесут пользу предприятиям в сфере механики, инструментального производства. По точности есть соответствие категории, обозначаемой H. По-другому устроены изделия 2а622Ф4.
Видео: горизонтальный расточной станок с ЧПУ.
Skoda W200 – чем хороша данная модель?
Вариант актуален для владельцев проектов производства поштучно, мелкосерийно. В том числе – для деталей, корпусов серьезных габаритов. В зависимости от договоренности с заказчиками, производители могут поставлять два варианта: с контроллером УЦИ, либо при поддержке варианта ЧПУ. Немного по-другому устроены горизонтально-расточные станки 262Г.
Кроме того, любая модель оснащается:
- Угловыми головками.
- Шпиндельной установкой 200-миллиметрового диаметра, с выдвижным корпусом.
- Столом поворачивающегося типа, движение у которого – вдоль-поперек.
- Плитой, остающейся в одном положении.
- Стойкой, с поперечно-подвижным устройством. Которая есть и у 2а622Ф4.
Детали могут иметь максимальный 20-тонный вес при подобных обстоятельствах. Станок позволяет осуществлять нарезание резьбы, использовать фрезу на торце, обрабатывать торцы, и многие другие операции. Это современная конструкция, при производстве которой используются только комплектующие высокого качества.
Модель 2а622Ф4 не стала исключением. Ведь при выполнении подобных операций ошибки недопустимы. Одно из лучших предложений, доступное участникам Европейского рынка. Широко используется в экспорте, поставляется представителям зарубежных стран.
metmastanki.ru
Горизонтально-расточной станок – обработка крупных заготовок + Видео
Для обработки металлических заготовок используют различное оборудование. Горизонтально-расточной станок является универсальным, обеспечивающим выполнение разнообразных операций с помощью разных инструментов.
1 Горизонтально-расточное оборудование – назначение и особенности
Горизонтально-расточное станочное оборудование является подвидом группы металлорежущих многофункциональных устройств, предназначенных для обработки различным инструментом заготовок больших размеров. В эту категорию оборудования входят еще 2 типа станков – координатно-расточные, а также алмазно-расточные.
Всем этим металлорежущим промышленным оснащением можно выполнять растачивание, сверление, зенкерование, подрезку торцов, обтачивание цилиндрических заготовок, нарезание резьб (наружной, внутренней), фрезерование (торцевое и цилиндрическое). В ряде случаев на расточных станках производят окончательную обработку детали без последующей ее перестановки на какое-либо другое оборудование. Расточные станки имеют отличительную особенность – оснащены шпинделем (специальный вал регулируемой длины с зажимным механизмом), в который закрепляют инструмент:
- сверло;
- развертку;
- зенкер;
- фрезу;
- борштангу (приспособление для крепления инструмента) с резцами;
- другой.

Рекомендуем ознакомиться
Шпиндель совершает перемещение инструмента в заданное положение. Эти движения в расточном оборудовании обеспечиваются работой различных узлов, состав и функционирование которых зависят от назначения, размеров, компоновки станка, а также от количества, характера производимых операций. Горизонтально-расточное станочное оборудование получило наибольшее распространение, оно универсально и применяется для обработки изделий в условиях промышленного как серийного, так и единичного производства. Эти станки оснащены горизонтальным шпинделем, установленном в бабке, перемещаемой по передней стойке вверх и вниз.
Именно шпиндельный узел обеспечивает широкую универсальность оборудования. Он состоит из следующих узлов:
- полого шпинделя, оснащенного планшайбой (шайбовый механизм, преобразующий движение вращение в возвратно-поступательное), обеспечивающей позиционирование закрепленного инструмента;
- расточного внутреннего шпинделя, перемещающегося горизонтально в осевом направлении, выполняя движение подачи.
У внутреннего шпинделя и планшайбы, имеющей радиальный суппорт, приводы раздельные. Эта конструктивная особенность и применение различных приспособлений существенно расширяют функционально-технологические возможности горизонтально-расточного оборудования (совмещение переходов, например). В оборудовании малых размеров стол имеет салазки и сани, обеспечивающие перемещения в поперечном и продольном направлениях. Механизмы, обеспечивающие смену положения стола, позволяют сообщать ему как медленное (со скоростью подачи при обработке) движение, так и установочное быстрое, а также ручное перемещение.
Для поворотного стола есть 4 фиксированные позиции, расположенные через 90°. Устройство вращения предусматривает ручной, а также механический разворот стола с последующей фиксацией и закреплением его. Промежуточные нефиксированные положения выставляются по круговой шкале. В тяжелых станках столы перемещаются в 1 направлении по направляющим непосредственно самой станины посредством червячно-реечных передач. Привод передвижения столов приводится в действие регулируемыми электрическими двигателями постоянного тока.
Задняя стойка станков литая, имеет коробчатую форму. По вертикальным направляющим, расположенным на ней, может передвигаться люнет, который поддерживает борштангу с инструментами.
2 Основные виды универсальных станков
Существует три основных типа горизонтально-расточного универсального оборудования:
- Для обработки средних и мелких заготовок – имеют шпиндель, диаметр которого до 125 мм. Основные узлы конструкции: станина; неподвижная передняя стойка; задняя стойка, оснащенная люнетом; шпиндельная бабка; стол, перемещающийся в 2 перпендикулярных относительно друг друга направлениях.
- Для крупных и средних изделий – шпиндель 100–200 мм. Основные узлы такие же, как у оборудования малых размеров. Стойки и стол перемещаются в 1 направлении взаимно перпендикулярно (поперечно или продольно).
- Для особо крупных заготовок – шпиндель 125–320 мм. Колонка (передняя стойка) передвигается в 1 или 2 направлениях. Тяжелые станки не имеют стола. Крепление заготовки осуществляют непосредственно на станине.
Главное движение универсального станка малого размера – вращение шпинделя. Перемещение подачи передается либо заготовке, либо инструменту, что зависит от вида обработки изделия. Первый вариант подачи осуществляется благодаря движению стола в одном из направлений. Второй – за счет вертикального перемещения бабки или осевого движения шпинделя, либо радиального смещения резца по планшайбе.

Вспомогательные движения малых станков – установочная смена положения стола по 2 координатам, шпиндельной бабки вверх или вниз, задней стойки или люнета на ней, переключение скоростей осуществления подач и так далее. В средней и тяжелой серии станков движения и перемещения исполнительных механизмов такие же, как и у оборудования малых размеров, и определяются их компоновкой.
В наиболее универсальных тяжелых станках передняя стойка передвигается поперечно по направляющим станины, а продольно – по промежуточным саням с направляющими. Перемещение стойки производится со скоростью установочных движений, а также рабочих подач (как при фрезеровании). Задняя стойка меняет положение только в поперечном направлении.

В приводах подачи и шпинделя используются электродвигатели постоянного или переменного тока, установленные на шпиндельной бабке. В оборудовании малых размеров для смены положения шпиндельной бабки, стола, задней стойки предусмотрены отдельные электродвигатель и коробка передач.
3 Горизонтально-расточное оборудование с ЧПУ
Горизонтально-расточной станок с ЧПУ, в отличие от обычного универсального такого же оборудования, оснащен позиционной замкнутой системой программируемого управления, которая обеспечивает точность и последовательность всех необходимых операций по обработке заготовки. Значения задаваемых и текущих перемещений по осям отображаются с помощью цифровой индикации. В качестве датчиков, осуществляющих обратную связь между исполнительными узлами и устройством ЧПУ, применены сельсины.
Количество управляемых координатных осей равно 5/2 (всего/одновременно). Дискретность (точность) отсчета (перемещения) по осям – 0,01 мм. Помимо этого, возможно введение корректировки положения и длины инструмента. Станок с ЧПУ имеет выдвижной шпиндель, поворотный поперечно-подвижный стол, продольно-подвижную переднюю стойку. Шпиндель осуществляет вращательное (главное) движение и перемещение по оси (подача).

Салазки перемещаются редуктором подачи по направляющим станины, расположенным горизонтально. Стол перемещается в поперечном направлении посредством редуктора подачи и имеет запрограммированный поворот. Шпиндельная бабка меняет положение, передвигаясь по направляющим вертикальной стойки. Шпиндель получает главное движение от электрического двигателя постоянного тока, передаваемое через модули зубчатых колес и передачу. Блоки и муфта переключаются электрогидравлическим устройством. При механическом переключении ступеней подача выключается, а при электрическом управлении не отключается.
Поворот стола производится от вала двигателя через червячную или иную передачу. Чтобы поворотный стол устанавливался через 90°, на его салазках смонтирован индуктивный датчик, а сам стол оснащен 4 магнитоприводами, имеющими конструкцию, позволяющую регулировать в небольших пределах угол поворота. При подходе магнитопровода к датчику стол перемещается на заданной маленькой скорости.

Подвижные механизмы расточного станка зажимаются индивидуальными наборами тарельчатых пружин, а разжимаются гидравликой. Станочная гидросистема осуществляет отжим подвижных устройств, инструмента, закрепленного в шпинделе, а также переключение ступеней основного привода.
4 Горизонтальный координатно-расточной станок – высокая точность обработки
Такой станок – оборудование, предназначенное для обработки различных пазов, отверстий, плоскостей, взаимное расположение которых относительно базовых точек, поверхностей детали должно иметь особо высокую точность. На таких станках выполняют почти все операции, предусмотренные для расточного оборудования. Помимо этого, на них можно производить разметочные работы.
Для обеспечения точности координатных передвижений узлов станки оснащены различными механическими, индуктивными, электронными и оптико-механическими устройствами отсчета, позволяющими измерять перемещения всех подвижных модулей с очень высокой точностью. Поворотные столы на таком оборудовании установлены универсальные, обеспечивающие возможность обработки наклонных отверстий и выполнения операций в полярной системе координат.

Оборудование подразделяют на одностоечное и двухстоечное. Движения, производимые координатно-расточным оборудованием:
- главное – вращение шпинделя;
- подачи – вертикальное перемещение шпиндельного узла;
- установочные:
- в одностоечных станках – поперечное и продольное перемещение подвижного стола на заданные осевые координаты и вертикальное позиционирование шпиндельной бабки в соответствии с высотой детали;
- в двухстоечных – стол перемещается продольно, шпиндельная бабка поперечно позиционируется на траверсе, которая может передвигаться вертикально.

На данных станках режущий инструмент и изделие взаимно перемещаются (с линейной точностью до 2 мкм) по осям прямоугольных координат. Конструкция оборудования выполнена особо жесткой, с очень плавными передачами всех движений и тщательно сбалансированными быстровращающимися деталями (чтобы уменьшить вибрацию).
tutmet.ru
модели, технические характеристики, назначение :: SYL.ru
Расточной станок используются для обработки заготовок как в условиях единичного, так и серийного производства. Относится такое оборудование к классу универсального. Качественно обрабатывать изделия с его использованием можно в том числе и без переноса заготовок на какие-либо другие специализированные станки.
Основное назначение
Используются станки этого типа в первую очередь, конечно же, для расточки в заготовках отверстий разного диаметра. Но при необходимости их можно применять также для:
- обточки внешних поверхностей цилиндрических деталей;
- обработки торцов заготовок;
- зенкерования и развертывания отверстий;
- нарезания резьбы;
- фрезерования.

Виды расточных станков
Классифицироваться оборудование этого типа может по нескольким признакам. По сфере применения такие станки могут быть:
- универсальными токарно-расточными;
- специализированными.
Станки второй группы в свою очередь подразделяются на следующие разновидности:
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные.
В последнее время очень широкое распространение на предприятиях получили расточные станки с ЧПУ.

Какие рабочие инструменты используются
Операции на таком оборудовании, как расточной станок, таким образом, могут производится самые разные. При обработке деталей на этих агрегатах используются такие режущие инструменты, как:
- сверло;
- резец;
- фреза;
- зенкер;
- метчик и т. д.
При выборе такого оборудования любой разновидности в первую очередь обращают внимание на диаметр шпинделя.
Каким может быть координатно расточной станок
Оборудование этого типа предназначено, прежде всего, для максимально точной обработки заготовок. Коородинатно-расточные станки могут быть:
- одностоечными;
- двухстоечными.
В конструкцию таких станков входят:
- станина;
- стойка;
- стол с салазками;
- расточная головка.
Также в конструкцию такого оборудования включена траверса.

Особенности работы на коородинатно-расточном станке
При использовании оборудования этого типа обрабатываемую заготовку предварительно закрепляют на рабочем столе. Далее в шпинделе устанавливают нужный режущий инструмент. Затем работа выполняется в следующем порядке:
- в зависимости от того, какую высоту имеет обрабатываемая деталь, регулируют траверсу и расточную головку;
- устанавливают шпиндель на заданные координаты.
Последняя операция на таком оборудовании, как координатно-расточной станок, в зависимости от его вида, может выполняться по-разному. На одностоечной модели шпиндель устанавливается должным образом путем перемещения рабочего стола в двух перпендикулярных направлениях. На двухстоечном оборудовании:
- стол передвигают в продольном направлении;
- расточную головку перемещают в поперечном направлении по траверсе.
Модельный ряд координатно-расточных станков
Выпускают такое оборудование сегодня многие производители. Но чаще всего на предприятиях используются координатно-расточные станки:
- 2Е450. Эта одностоечная модель имеет размеры стола 630 х 1120 мм и оснащена оптической измерительной системой, дополненной экранным отсчетом. Также этот расточной станок имеет функцию автоматической остановки салазок. Еще одним повышающим удобство в работе дополнением в этой модели является устройство предварительного набора координат.
- 2Д450. Эта модель также имеет размеры стола 630 х 1120. Входящее в ее конструкцию оптическое устройство может отсчитывать как целую, так и дробную части координат.
Могут использоваться на предприятиях, конечно же, и другие координатные расточные станки. Модели 2А450, 2Л450АФ11-01, к примеру, также сегодня очень востребованы.

Горизонтально-расточные станки
Такое оборудование используется на предприятиях и в мастерских также достаточно часто. Основной его отличительной особенностью является то, что шпиндель в нем расположен горизонтально. Основным движением последнего является вращательно-поступательное относительно оси. При этом во время обточки может осуществляться как подача заготовки, так и передвижение самого рабочего инструмента.
Перемещение шпиндельной бабки на таком оборудовании, как горизонтально-расточной станок, является движением дополнительным.
Какие модели могут использоваться
На рынок сегодня может поставляться оборудование этого типа как обычное универсальное со шпинделем диаметром 110-130 мм, так и тяжелое. Станки последней разновидности обычно дополнительно оснащаются ползуном и подвижной колонной.
Моделей такого оборудования производителями выпускается также множество. К примеру, большой популярностью у потребителей пользуются агрегаты линеек ВФЦ и F.O.R.T.
Горизонтально расточной станок ВФЦ может быть предназначен для обработки заготовок весом до 10 тонн. Применяются такие станки в основном для растачивания деталей из чугуна и стали. Построены эти модели по модульному принципу и имеют поворотный стол.
Станки серии F.O.R.T также представлены на рынке в очень широком ассортименте. Конструкцию они могут иметь классическую с крестообразным столом либо с подвижной колонной. Размеры стола у горизонтально-расточных станков F.O.R.T варьируются от 1250 х 1400 мм до 4000 х 4000 мм. Диаметр шпинделя при этом у них может быть равен 100-260 мм.
Алмазно-расточные станки
Оборудование этой разновидности предназначено в основном для тонкой окончательной обработки заготовок. Инструменты в таких станках, как уже можно судить по их названию, используются либо алмазные, либо твердосплавные. Расточной станок этой разновидности может применяться для обработки заготовок как из стали и чугуна, так и из сплавов цветных металлов, эбонита, текстолита, резины и т. д. В ряде случаев алмазная расточка может заменить даже шлифование.
Резка на таком оборудовании производится со значительной скоростью и при этом небольшой глубиной снятия материала. По расположению шпинделя алмазно-расточные станки могут быть горизонтальными или вертикальными.

Модельный ряд
Этот вид оборудования на рынке представлен не так широко, как горизонтально- и коородинатно-расточные станки. Однако марок подобных агрегатов выпускается сегодня также довольно-таки много. Одной из самых популярных моделей такого оборудования является 2А78. Очень неплохие имеет этот расточной станок технические характеристики. Размеры стола у этой модели равны 500 х 1000. С использованием этого оборудования можно делать отверстия в заготовках диаметром 27-200 мм.
Токарно-расточные станки
Основной особенностью оборудования этой разновидности является очень высокая скорость вращения шпинделя. Токарно-расточной станок может использоваться для обработки как плоских деталей, так и цилиндрических.
При работе на таком оборудовании заготовка крепится на столе. При этом шпиндель совершает вращательно-поступательное движение.
Современной промышленностью выпускаются в том числе и токарно-расточные станки крупногабаритные. Диаметр обточки у такого оборудования может быть равен 4 м. При этом на станке допускается выполнять обработку деталей длиной до 32 м. Наиболее востребованной моделью токарно-расточного станка на данный момент является 2А656РФ11.
Оборудование с ЧПУ
ЧПУ могут дополняться как алмазно-, так и горизонтально-, токарно- или координатно-расточные станки. Современная электроника, конечно же, в разы повышает удобство пользования этим оборудованием. Работой станка с ЧПУ токарь управляет не вручную, а через компьютер. Это позволяет добиться высочайшей точности сверления или резки и максимальной производительности.

Использоваться расточные станки с ЧПУ могут как для черновой, так и для чистовой обработки заготовок. Стоят они, конечно же, намного дороже обычных моделей. Работать на таких станках могут только токари, прошедшие переквалификацию по соответствующей программе.
www.syl.ru
Горизонтально-расточной станок: схемы, виды, особенности, чертежи
Содержание статьи:
Для сложной обработки металлических заготовок специалисты используют особый тип оборудования – расточные станки. Они могут выполнять несколько типов операции и представляют сложные промышленные комплексы с функциями автоматической работы.
Назначение расточных станков

Расточной станок
Перед анализом схем расточных станков следует рассмотреть их функциональные возможности, технические и эксплуатационные качества. В первую очередь это касается особенностей конструкции.
Специфику комплектации горизонтально-расточного станка можно рассмотреть на схеме стандартной модели этого оборудования. Оно состоит из станины, стойки, стола с салазками и фрезеровальной головки. Станина выполняет функцию основания стола, на ней находятся два вида направляющих — плоские и Т-образные. По ним перемещаются салазки. Для настройки оборудования предусмотрен блок управления и устройство для набора координат. Шпиндельная головка предназначена для фиксации деталей. В зависимости от выбранных комплектов резцов выполняются работы по обработке заготовки.
Особенности эксплуатации горизонтально-расточного станка можно узнать из стандартной схемы. Они заключаются в следующем:
- обязательное присутствие корригирующих механизмов, предназначенных для уменьшения погрешности шага винта;
- для увеличения точности обработки используют оптические устройства;
- не подверженность изменению установленных параметров из-за вибрации.
Эти требования предъявляют особые условия для изготовления подобного оборудования.
Схема комплектации горизонтально-расточного станка зависит от типа выполняемых работ. Главной задачей является правильный выбор режущего инструмента.
Горизонтально-расточные станки

Схема горизонтально-расточного станка
Наиболее распространенными моделями являются горизонтально-расточные станки. Они выполняют большинство стандартных операций, для них разработаны индивидуальные схемы изготовления.
Особенностью конструкции этого типа оборудования является расположение шпинделя — горизонтальное. Для выполнения процесса обработки необходимо вращение заготовки, что обеспечивает силовые агрегаты устройства. Во время работы происходит вращательно-поступательное движение шпинделя. Процедура расточки заготовки может выполняться несколькими способами движения подачи:
- инструменту;
- детали, которая крепится на столе;
- с помощью специальной подвижной подложки.
Дополнительно в комплектации оборудования могут быть предусмотрены устройства перемещения шпиндельной бабки, смещение стола относительно двух координат, плавное переключение скоростей и т.д. Все зависит от конкретной модели оборудования.
Практически любой фрезеровальный станок можно модифицировать для выполнения дополнительных функций. Но эти изменения не должны повлиять на его работоспособность.
Координатно-расточные станки
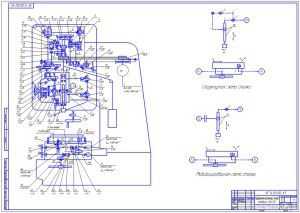
Схема координатно-расточного станка
Намного большим функционалом обладают другие разновидности этого оборудования — устройства для координатной обработки стальных поверхностей заготовок. В отличие от горизонтально-расточного они имеют сложное управление, но при этом способны выполнять ряд других операций.
Главной задачей этого оборудования является формирование отверстий нестандартной формы. С их помощью изготавливаются кондукторы, шаблоны, штампы и т.д. Обладая высокой точностью обработки, промышленный комплекс может быть за короткое время перенастроен для изготовления другой детали. Важной особенностью является точная настройка исходных параметров для обработки.
Кроме этого, координатная модель отличается от вышеописанных типов оборудования наличием следующих компонентов:
- высокая точность перемещения узлов. Это обеспечивается устройствами нескольких типов — оптическими, механическими и электронными;
- универсальные поворотные столы. Они дают возможность обрабатывать отверстия в полярных системах координат без смещения режущей части;
- смещение шпинделя происходит в горизонтальном направлении.
Помимо этого, есть одностоечные и двухстоечные модели. Разница между ними заключается в степенях обработки детали.
В отличие от стандартных схем станков с горизонтальным расположением шпинделя, координатные модели отличаются небольшими размерами. Исключение составляет специальное оборудование, предназначенное для обработки больших деталей.
Для изготовления изделий из особо твердых сортов стали используют алмазные модификации фрезеровального оборудования. Разница заключается в режущей части инструмента. Помимо сверления отверстий станки могут обрабатывать конусные и цилиндрические детали. Средний показатель погрешности заставляет 0,5-1 мкм.
Подобное оборудование применяется для изготовления приборов, а также в машиностроении. Для комплектации применяется несколько типов резцов квадратной или прямоугольной формы. По типу обработки они могут быть резьбовые, канавочные, подрезные и проходные. Наиболее распространенные пластинчатые резцы, диаметр которых составляет 20 мм. Для заточки комплектующих необходимо применять специальное оборудование.
В видеоматериале можно ознакомиться с примером заводской модели:
Обзор и сравнение характеристик моделей
| Модель | TK611В/1 | TK611С/1 | TK611C/4 |
| Диаметр шпинделя, мм | 110/130 | ||
| Размер рабочей поверхности стола, мм | 1320х1010 | ||
| Продольное поперечное перемещение стола, мм | 850 x 1300 | 1200 x 1300 | 1800 x 1300 |
| Вертикальное перемещение шпиндельной бабки, мм | 900 | 900 | 1200 |
| Продольное перемещение выдвижного шпинделя, мм | 550 | ||
| Макс. диаметр растачивания, мм | 240 | ||
| Макс. диаметр сверления, мм | 50 | ||
| Макс. перемещение радиального суппорта, мм | 160 | ||
| Диапазон рабочих подач шпинделя, мм/мин | 0.5-1000 | ||
| Пределы частоты вращения шпинделя, об/мин | 12-1100 | ||
| Пределы частоты вращения планшайбы, об/мин | 4-130 | ||
| Габаритные размеры, мм | 4970*2100*3010 | 4970*2330*3010 | 4970*2717*3120 |
| Масса, кг | 10700 | 12000 | 14500 |

TK611В/1, TK611С/1, TK611C/4
stanokgid.ru
виды, технические характеристики и область применения
Для того чтобы просверлить отверстия в детали с точным размещением осей, необязательно требуется сверлильный станок. Выполнить сверление, а также некоторые фрезерные работы можно при помощи одного только расточного станка.
Что это за станок и для чего он нужен?

Расточные станки относятся к группе сверлильных металлорежущих станков и предназначаются для обработки крупных корпусных деталей, которые нельзя обрабатывать иным способом. Помимо сверления и фрезерования торцевых поверхностей, о которых говорилось ранее, на этих аппаратах можно выполнять:
- растачивание;
- зенкерование;
- центрирование отверстий;
- нарезание резьбы;
- обтачивание и подрезание торцов.
Кроме того, расточной станок может пригодиться для точного измерения и разметки линейных размеров заготовки. Например, можно быстро отмерить межцентровые расстояния осей нескольких отверстий, не прибегая к использованию специальных приборов и приспособлений.
Виды расточных станков

Всего есть два основных вида станков:
- Горизонтально-расточной станок, который используется для черновой и чистовой обработки заготовок больших размеров. Он имеет горизонтальное расположение шпинделя. Главным его движением является поступательно-вращательное движение шпинделя относительно своей оси. Вспомогательные движения: вертикальное перемещение бабки шпинделя, перемещение стола по двум координатам, перемещения задней стойки и люнета. Как и на любом другом, на горизонтальном станке есть возможность настройки необходимого значения скорости и подачи.
- Координатно-расточной станок, который используют в тех случаях, когда нужно достичь максимальной точности выполнения отверстия или группы отверстий. Для успешного сверления координатные станки оснащены всеми необходимыми приспособлениями. Например, каждый такой аппарат имеет поворотный стол для обработки отверстий в полярной системе координат или при наклоне.
Популярными моделями станков являются: 2А78, 2А450, 2435П, 2620 и 2622А. Кроме того, некоторые модели дополнительно оснащены стойками с численным программным управлением (ЧПУ) и устройствами цифровой индикации (УЦИ), которые упрощают и ускоряют работу.
Цифровое и буквенное обозначение
Согласно стандартной классификации расточной станок относится к сверлильной группе, что обозначается первой цифрой «2» в названии модели. Цифры «4» и «7» говорят о том, что аппарат относится к координатно-расточным и горизонтально-расточным металлорежущим станкам соответственно.
Буквы, находящиеся между цифрами, обозначают модернизацию относительно базовой модели. Например, базовая модель станка 2А450 – это 2450.
Буквы, находящиеся после цифр, говорят о точности. Например, 2622А – расточной станок особо высокой точности, а 2435П – повышенной.
Две цифры в конце названия обозначают максимальный диаметр обработки.
Технические характеристики

Чтобы выбрать расточной станок для обработки конкретного типа деталей, необходимо обратить внимание на основные технические характеристики. К таковым относятся:
- Наибольший диаметр растачиваемого отверстия и обтачиваемого торца. Например, у горизонтально-расточного станка модели 2620 – это 320 и 530 мм. Соответственно, невозможно обработать отверстие или торец больше этих размеров.
- Размеры рабочей поверхности стола, которые следует выбирать в зависимости от габаритов заготовки.
- Мощность двигателя. Эта характеристика влияет на дальнейший выбор мощности, скорости и подачи для обработки детали.
- Максимальный вес обрабатываемой детали. Например, у координатно-расточного станка модели 2Е440А предел по весу – 320 кг.
- Размеры станка. В производственных условиях на эту характеристику никто не обратил бы внимания. Но если выбирать станок для работы в домашних условиях, тогда нужно учесть максимальную длину, ширину и высоту, так как слишком большой аппарат не поместится, например, в гаражное помещение.
fb.ru
2А620Ф1 станок горизонтально-расточной. Паспорт, схемы, характеристики, описание
Сведения о производителе горизонтально-расточного станка 2А620Ф1
Производитель горизонтально-расточных станков 2А620Ф1 Ленинградский станкостроительный завод им. Свердлова
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
В 2004 г — банкротство завода. Торговая марка продана предприятию Киров-Станкомаш, ООО
Станки производства ЛСЗ Свердлов
2А620ф1 Горизонтально-расточной станок c неподвижной передней стойкой и поворотным столом. Назначение, область применения
Горизонтально-расточные станки 2А620ф1 заменили устаревшие станки моделей 2620.
Станки предназначены для консольной обработки различных крупных корпусных деталей массой до 4000 кг, имеющих точные отверстия, оси которых связаны между собой точными размерами.
Станки снабжены неподвижной передней стойкой и встроенным поворотным столом, имеющим продольное и поперечное перемещение относительно оси шпинделя.
На станках можно производить сверление, зенкерование, растачивание и развертывание точных отверстий по точным координатам, фрезерование и нарезание резьбы.
Конструкция станков позволяет производить фрезерование по восьмиугольному контуру с двумя подачами: поперечной — стола и вертикальной — шпиндельной бабки, а также фрезерование с круговой подачей стола.
Основные характеристики горизонтального расточного станка 2а620ф1
Производитель: Ленинградский станкостроительный завод им. Свердлова.
Горизонтально-расточной станок 2а620ф1 производился с основными параметрами по ГОСТ 7058-84. Станки горизонтально-расточные. Основные размеры..
- Диаметр выдвижного расточного шпинделя — 90 мм
- Наибольшее горизонтальное (осевое) перемещение шпинделя (Z`) — 710 мм
- Наибольшее вертикальное перемещение шпиндельной бабки (Y) (установочное) — 1000 мм
- Рабочая поверхность стола (ширина х длина) — 1120 х 1250 мм
- Наибольший продольный ход стола (Z, W) — 1000 мм
- Наибольший поперечный ход стола (X) — 1250 мм
- Наибольшая масса обрабатываемого изделия — 4000 кг
- Частота вращения шпинделя — 10…1600 об/мин (23 ступени)
- Электродвигатель привода шпинделя — 11 кВт; 1500 об/мин
- Вес станка — 17,5 т.
Основные характеристики устройства цифровой индикации (УЦИ) расточного станка 2а620ф1
- Дискретность цифровой индикации — 0,01 мм
- Число одновременно индицируемых координат — 3
- Смещение начала отсчета (плавающий нуль) — есть
Конструктивные и эксплуатационные особенности станков:
- расточный шпиндель с твердой азотированной поверхностью в стальных закаленных втулках большой длины;
- повышенная жесткость, виброустойчивость шпинделя;
- механизированный зажим инструмента;
- шариковинтовые пары;
- закаленные токами высокой частоты боковые направляющие качения для подвижных узлов;
- специальная прецизионная опора качения поворотного стола;
- автоматический поворот стола через 90°;
- автоматический зажим и отжим подвижных узлов станка на направляющих;
- подвесной жесткий электрический пульт;
- телескопическая защита направляющих;
- электрический штурвал для точной установки подвижных узлов с чувствительностью до 0,005 мм;
- централизованная, автоматизированная смазка направляющих;
- тиристорный привод подач.
Станки могут быть оснащены различными системами числового программного управления как отечественного, так и зарубежного производства.
Посадочные и присоединительные базы горизонтально-расточного станка 2А620Ф1. Встроенная план-шайба
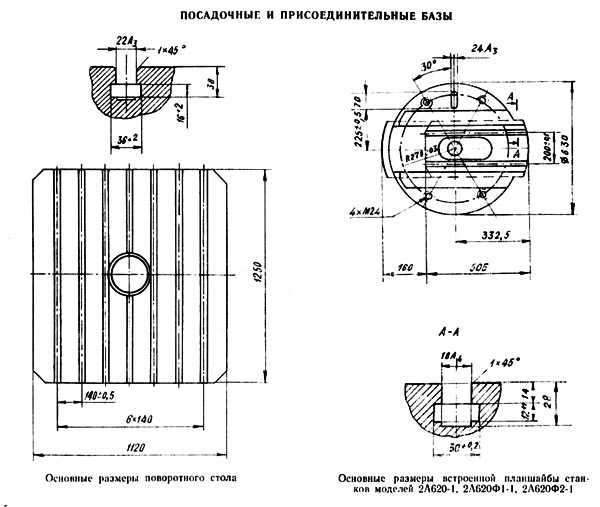
Посадочные и присоединительные базы станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1

Фото горизонтально-расточного станка 2А620Ф1

Фото горизонтально-расточного станка 2А620Ф1

Фото горизонтально-расточного станка 2А620Ф1
Расположение составных частей горизонтально-расточного станка 2А620Ф1
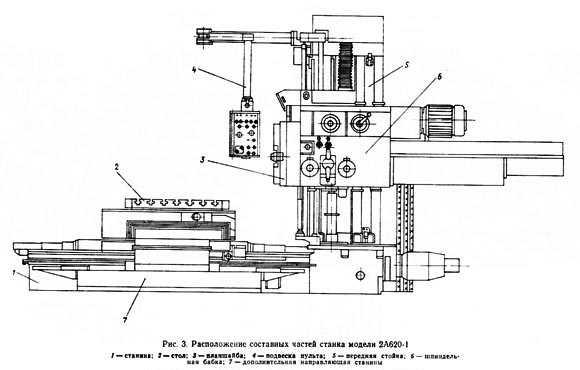
Расположение составных частей расточного станка 2А620Ф1
Перечень составных частей горизонтально-расточного станка 2А620Ф1
- станина;
- стол;
- планшайба;
- подвеска пульта;
- передняя стойка;
- шпиндельная бабка:
- дополнительная направляющая станины
Расположение органов управления горизонтально-расточным станком 2А620ф1

Расположение органов управления расточным станком 2а620ф1
Перечень органов управления горизонтально-расточным станком 2А620ф1
- рукоятка включения нарезания резьбы;
- рукоятка включения план-шайбы:
- рукоятка выбора величины подачи;
- выбор скорости вращения шпинделя;
- лимб отсчета перемещения шпинделя;
- штурвал;
- пульт штурвала;
- лимб отсчета перемещения суппорта;
- отжим инструмента;
- зажим инструмента.
Управление горизонтально-расточным станками 2А620Ф1
Нa главном пульте сосредоточены все основные пусковые органы управления. Кроме главного пульта, на станке имеются еще несколько мест оперативного управления станком:
- на шпиндельной бабке расположен механизм переключения скоростей, механизм выбора величины подачи, кнопка включения штурвала, рукоятка включения планшайбы и рукоятка, включение которой дает возможность перемещать суппорт планшайбы от штурвала при нарезании резьбы столом;
- на нижних санях столах расположен доводочный оператор на гибком шланге для тонкой установки подвижных узлов;
- на оптических отсчетных устройствах имеются кнопки включения освещения оптики.
Описание пульта управления цифровой индикации и пульта устройства числового программного управления даны по второй части руководства по эксплуатации.
Органы управления на главном пульте
Избиратель рабочего органа. Избиратель предназначен для выбора рабочего органа и представляет собой кнопочный переключатель.
При выборе органа нажимом кнопки орган, соответствующий ранее нажатой кнопке, зажимается.
При нажиме на кнопку происходит подготовка электрической схемы привода выбранного органа к включению и отжим выбранного органа.
Оператор установочных перемещений. Оператор предназначен для управления установочными перемещениями подвижных органов станка.
Оператор выполняет следующие функции:
- выбор направления и включение движения — нажатием соответствующей кнопки на рукоятке оператора;
- изменение скорости медленного установочного движения в диапазоне скорости подачи — вращением рукоятки;
- включение быстрого установочного движения с наибольшей скоростью — одновременным нажатием двух кнопок.
Переключатель непрерывного фрезерования. Переключатель имеет восемь положений и предназначен для изменения направления непрерывной подачи при фрезеровании плоскостей торцовыми фрезами. Фрезерование плоскостей торцовыми фрезами с непрерывным вращением шпинделя и непрерывной подачей способствует повышению качества обработанной поверхности.
Переключатель позволяет осуществлять фрезерование плоскости:
- горизонтальными строчками;
- вертикальными строчками;
- обходом по контуру с возможностью изменения направления подачи через 45°;
- строчками, направленными под углом 45°.
Механизм переключения скоростей
Механизм расположен на шпиндельной бабке и предназначен для выбора и переключения скорости шпинделя посредством одной рукоятки 180 (рис. 9 и 10).
Вариатор подачи
Вариатор подачи предназначен для выбора величины подачи в миллиметрах на оборот шпинделя и изменения величины подачи в процессе резания (рис. 11).
Штурвал
Штурвал предназначен для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и стола продольно (рис. 12).
На пульте под штурвалом расположены:
- тумблер выбора тонкого перемещения выбранного подвижного органа или быстрого перемещении только шпинделя;
- кнопка включения штурвала.
Доводочный оператор
На нижних санях станка расположен доводочный оператор — электрический штурвал для тонкого перемещения подвижных узлов.
Описание основных узлов горизонтально-расточных станков 2А620Ф1
Станина
Станина с четырьмя направляющими имеет замкнутое коробчатое сечение со стенками, усиленными системой продольных и поперечных ребер жесткости. Три ряда башмаков позволяют быстро и легко выверять направляющие станины с требуемой точностью.
При исполнении станков с увеличенным поперечным ходом стола с двух сторон основной станины расположены две дополнительные боковые направляющие, установленные на башмаках (рис. 13).
Станина имеет широкие плоские шлифованные направляющие с телескопической защитой, обеспечивающей длительное сохранение первоначальной точности.
На торце станины размещен редуктор с электродвигателем привода перемещения шпиндельной бабки, шпинделя, радиального суппорта и стола продольно.
Распределение движений производится посредством электромагнитных муфт.
Передняя стойка
Передняя стойка, несущая шпиндельную бабку, жестко закреплена на плоскости станины и имеет высокую жесткость и виброустойчивость.
Передние направляющие стойки — плоские, шлифованные; боковые направляющие представляют собой закаленные накладные стальные планки, по которым на роликах качения перемещается шпиндельная бабка.
Шпиндельная бабка
Шпиндельная бабка представляет собой узел, состоящий из связанных между собой механизмов, смонтированных внутри и снаружи корпуса бабки: привода механизма главного движения, шпиндельного устройства, механизмов перемещения шпиндельной бабки, расточного шпинделя, радиального суппорта планшайбы (для станков 2А620-1, 2А620Ф1-1 и 2А620Ф2-1), хвостовой части, механизмов управления и отсчета перемещений расточного шпинделя и радиального суппорта планшайбы.
Привод механизма главного движения шпиндельной бабки осуществляется от фланцевого односкоростного электродвигателя трехфазного тока при помощи пружинной муфты переменной жесткости через промежуточный редуктор с двумя электромагнитными муфтами, расположенный на боковой стенке корпуса шпиндельной бабки.
Шпиндельное устройство состоит из расточного и полого фрезерного шпинделей.
Расточный шпиндель из азотированной стали перемещается внутри термически обработанных втулок, запрессованных во фрезерном шпинделе.
Фрезерный шпиндель смонтирован в прецизионных цилиндрическом и коническом роликовых подшипниках.
Передний конец фрезерного шпинделя снабжен фланцем, имеющим посадочную цилиндрическую поверхность, торцовый шпоночный паз и резьбовые отверстия для закрепления инструмента и приспособлений.
Планшайба с радиальным суппортом монтируется на своем шпинделе.
Механизмы перемещения шпиндельной бабки, шпинделя и радиального суппорта кинематически связаны с электродвигателем постоянного тока через редуктор, расположенный на правом торце станины, и вертикальный вал.
Подача всех подвижных органов осуществляется при помощи электродвигателей постоянного тока с приводом широкого диапазона.
Вариатор величин подач подвижных органов расположен на шпиндельной бабке рядом с механизмом переключения скоростей и представляет собой двухрядный многоступенчатый переключатель со шкалой величин подач в миллиметрах на один оборот. Величина подачи подвижного органа может быть изменена в процессе резания. При изменении чисел оборотов шпинделя автоматически сохраняется постоянство величины подачи в миллиметрах на оборот при фактическом изменении величины подачи в миллиметрах в минуту.
Стол
Поворотный стол станка имеет продольное и поперечное перемещение и центрируется в опоре с прецизионным цилиндро-роликовым подшипником.
При исполнении станков с увеличенным поперечным ходом стола 1600 мм на нижних салазках стола установлены отъемные боковые опоры, перемещающиеся по двум дополнительным боковым направляющим,
Боковые направляющие нижних салазок стола представляют собой закаленные стальные планки, по которым на роликах качения перемещаются верхние салазки стола.
Продольное перемещение стола осуществляется от электродвигателя постоянного тока через редуктор, расположенный па правом торце станины. Поперечное перемещение и поворот стола—от электродвигателя постоянного тока через редуктор, расположенный на заднем торце нижних салазок. Распределение движения производится электромагнитными муфтами.
Кинематика станка. Привод главного движения горизонтально-расточных станков 2А620Ф1
Привод вращения шпинделя и планшайбы осуществляется посредством двухступенчатого агрегата скоростей с электромагнитными муфтами, монтируемого на шпиндельной бабке. Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Для защиты от динамического воздействия в механизме главного привода имеется упругая муфта (рис. 16).
Передача движения на шпиндель осуществляется двумя парами зубчатых колес 63, 64 (100) и 65, 66 (69) (рис. 17, 18, 19). Большее колесо 64 (100) приводит во вращение шпиндель в нижнем диапазоне скоростей с большими моментами, а другое, меньшее колесо 66 (99) — в верхнем диапазоне скоростей с меньшими моментами. Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Привод подачи шпинделя, радиального суппорта, планшайбы, шпиндельной бабки и продольного перемещения стола
Осевое перемещение шпинделя, радиальное перемещение суппорта планшайбы (рис. 20), вертикальное перемещение шпиндельной бабки и продольное перемещение стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на станине станка (рис. 21).
Распределение движения в цепи перемещения шпинделя, шпиндельной бабки, радиального суппорта и стола продольно производится посредством электромагнитных муфт.
В кинематической цепи привода радиального суппорта имеется планетарный механизм с сателлитами 26 и 71, обеспечивающий возможность перемещения суппорта во время вращения планшайбы (рис. 22).
Осевое перемещение расточного шпинделя осуществляется шарико-винтовой передачей 86 и 84, расположенной в хвостовой части шпиндельной бабки (рис. 23).
Вертикальное перемещение шпиндельной бабки осуществляется посредством вращающейся гайки, расположенной в редукторе на шпиндельной бабке, и неподвижного шарикового винта, закрепленного на стойке (рис. 24).
На станках смонтирован механизм предотвращения падения шпиндельной бабки при обрыве троса противовеса (рис. 25).
При подвешенном противовесе шпиндельной бабки деталь 243, соединенная с тросом противовеса, находится в верхнем положении, сжимая пакет тарельчатых пружин 244. При этом шарик 245, упираясь в бурт детали 243, через систему рычагов фиксирует смонтированную в редукторе шпиндельной бабки деталь 248 в верхнем положении.
При обрыве троса противовеса деталь 243 под воздействием пакета тарельчатых пружин 244 переместится вниз, освобождая шарик 245 и через систему рычагов деталь 248. Деталь 248 под воздействием пружины 249 переместится в нижнее положение и зацепится с деталью 247, фиксирующей вал 246 от проворота. При этом шпиндельная бабка надежно фиксируется от падения.
Привод поперечного перемещения и поворота стола
Поперечное перемещение стола и поворот стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на заднем торце нижних саней.
Распределение движения к цепи поперечного перемещения и поворота стола производится посредством электромагнитных муфт в редукторе (рис. 26).
Кинематика нарезания резьбы
Станок позволяет нарезать метрическую и дюймовую резьбу (см. „Таблица набора сменных шестерен для нарезания резьбы»).
Нарезание резьбы производится выдвижным шпинделем при его осевом перемещении или радиальным суппортом планшайбы при продольном перемещении стола.
Для нарезания резьбы цепь подачи шпинделя соединяется с приводом вращения шпинделя посредством гитары с набором сменных зубчатых колес, расположенной па переднем торце шпиндельной бабки.
Для нарезания левых резьб па гитаре устанавливается паразитная шестерня.
Для перемещения суппорта планшайбы от штурвала при нарезании резьбы подачей стола следует включить рукоятку, расположенную на крышке шпиндельной бабки.
Кинематика штурвала
На шпиндельной бабке имеется штурвальное устройство для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и продольного перемещения стола.
турвал позволяет осуществлять тонкое перемещение подвижного органа и быстрое перемещение выдвижного шпинделя.
Включение штурвала осуществляется кнопкой с пульта на шпиндельной бабке.
Кинематическая схема горизонтально-расточного станка 2А620Ф1
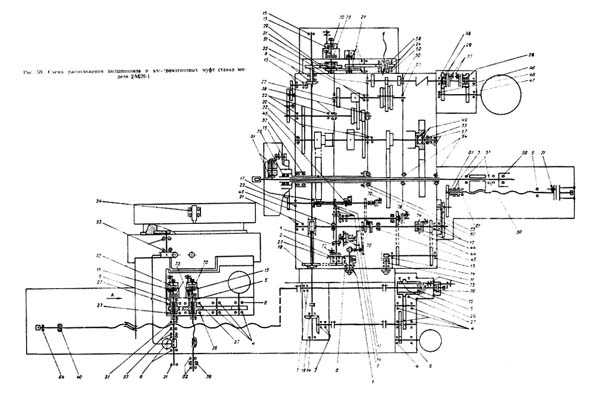
Кинематическая схема горизонтально-расточного станка 2а620ф1
Схема кинематическая горизонтально-расточного станка 2А620. Смотреть в увеличенном масштабе
2А620ф1 станок горизонтально-расточной. Видеоролик.
Технические характеристики горизонтально-расточных станков 2А620Ф1
| Наименование параметра | 2А620Ф1 | 2А622Ф1 |
|---|---|---|
| Основные параметры станка | ||
| Диаметр выдвижного расточного шпинделя, мм | 90 | 110 |
| Наибольший диаметр расточки шпинделем, мм | 240 | 320 |
| Наибольший диаметр расточки суппортом планшайбы, мм | — | |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | — | |
| Точность установки координат, мм | 0,025 | 0,025 |
| Точность установки поворотного стола, сек | 3 | 3 |
| Наибольший диаметр сверла (по конусу), мм | ||
| Стол | ||
| Рабочая поверхность стола, мм | 1120 х 1250 | 1120 х 1250 |
| Наибольшая масса обрабатываемого изделия, кг | 4000 | 4000 |
| Наибольшее перемещение стола, мм | 1000 х 1250 | 1000 х 1250 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,25…1250 | 1,25…1250 |
| Наибольшее усиление подачи стола (вдоль и поперек), кгс | 2000 | 2000 |
| Деление шкалы лимба, мм | 0,025 | |
| Деление шкалы лимба поворота стола, град | 0,5° | 1° |
| Выключающие упоры | есть | есть |
| Скорость быстрых продольных перемещений, м/мин | 6,0 | 6,0 |
| Скорость быстрых поперечных перемещений, м/мин | 5,0 | 5,0 |
| Скорость быстрых установочных круговых перемещений, об/мин | 2,8 | |
| Шпиндель | ||
| Наибольшее горизонтальное (осевое) перемещение шпинделя, мм | 710 | 710 |
| Частота вращения шпинделя, об/мин | 10…1600 | 10…1250 |
| Количество скоростей шпинделя | 23 | 22 |
| Пределы рабочих подач шпинделя, мм/мин | 2…2000 | 2…2000 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,8…800 | — |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,4…1110 | 1,4…1110 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 1000 | 1000 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 6,0 | 6,0 |
| Скорость быстрых перемещений шпинделя, м/мин | 4,0 | 4,0 |
| Скорость вращения планшайбы, об/мин | 6,3…160 | — |
| Количество скоростей планшайбы | 13 | 13 |
| Возможность отключения вращения планшайбы | есть | есть |
| Возможность одновременной подачи суппорта и шпинделя | есть | есть |
| Наибольшее перемещение радиального суппорта планшайбы, мм | 160 | — |
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,39 | — |
| Наибольший крутящий момент на шпинделе, кгс*м | 140 | 180 |
| Наибольший крутящий момент на планшайбе, кгс*м | 250 | — |
| Наибольшее усиление подачи шпинделя, кгс | ||
| Наибольшее усиление подачи суппорта, кгс | ||
| Наибольшее усиление подачи бабки, кгс | ||
| Нарезаемая метрическая резьба, мм | 1…10 | 1…10 |
| Нарезаемая дюймовая резьба, число ниток на 1″ | 4…20 | 4…20 |
| Привод | ||
| Устройство цифровой индикации (УЦИ) | Ф5147 | Ф5147 |
| Устройство программного управления (УЧПУ) | 2П62-3И | 2П62-3И |
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения Мощность, кВт | 11 | 11 |
| Электродвигатель привода продольной подачи стола и шпинделя, кВт | 3,8 | 3,8 |
| Электродвигатель привода поперечной подачи и поворота стола, кВт | 3,8 | 3,8 |
| Суммарная мощность электродвигателей, кВт | 25 | 25 |
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 6070 х 3970 х 3220 | 6070 х 3970 х 3220 |
| Масса станка, кг | 18300 | 17800 |
Связанные ссылки
Паспорта горизонтально-расточных станков
Каталог горизонтально-расточных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Горизонтально-сверлильный станок: виды, особенности и характеристики
Горизонтально-сверлильные станки — это устройства, основное предназначение которых, заключается в создании отверстий в таких материалах, как пластик, металл, дерево, цветные металлы, стекло, эбонит.
Общие сведения
Кроме того, что этот тип агрегата позволяет создавать отверстия разного размера и типа, он также позволяет выполнять простейшие фрезеровочные функции и может осуществлять зенкование. Данный прибор является одним из наиболее востребованных, так как без него не сможет обойтись ни крупное промышленное предприятие, ни домашняя мастерская. Тут стоит также добавить, что горизонтально-сверлильные станки — это не единственный тип этих машин. Существует также несколько разновидностей этого рода приспособлений.

Отличия станков
Существует несколько признаков, по которым данного рода агрегаты различаются между собой. Стоит добавить, что функции и сферу применения устройства, во многом определяет его изначальная конструкция.
- Первый признак, по которому отличаются все приборы, — это характер выполняемых работ. Они могут быть специальными или же универсальными.
- По своим конструкционным особенностям это могут быть как горизонтально-сверлильные станки, так и вертикально-сверлильные.
- Важной особенность любого из видов станка будет то, насколько мобилен его сверлильный узел. Должна присутствовать возможность перемещения этого узла по отношению к направляющей приспособления.
- Отличие между ними — не только в конструкции самого станка, но и в обустройстве стола, а также по наличию или отсутствию каких-либо дополнительных элементов.
- Очень важная особенность любой машины — это количество шпинделей. Чем больше количество этих составных элементов, тем качественнее будет получаться продукция, обрабатываемая на таком устройстве. ПО этой причине многошпиндельные агрегаты используются только на очень крупных предприятиях.

Еще важно отметить, что каждый горизонтально-сверлильный станок предназначается для определенного типа работ с определенной интенсивностью. Чем выше стоимость устройства, тем больше дополнительных комплектующих, а следовательно, и больше возможностей имеет машина.
Параметры устройства
Наилучшим вариантом описания технических характеристик устройства будет взять, к примеру, одну из наиболее распространенных моделей и описать ее показатели. Довольно популярным является станок с ручной подачей СвГД. Модель горизонтального сверлильного станка этой категории используется для обработки деталей с диаметром отверстия до 4,5 см. Максимальная длина сверлимого отверстия будет 120 мм. Количество оборотов сверла в минуту может достигать 2000.

Горизонтальный сверлильный станок по дереву, металлу и другим материалам модели СвГ-3 отличается такими характеристиками, как:
- максимальный диаметр — 2,5 см;
- наибольшая глубина сверления — 10 см;
- не более 20 см должна составлять длина пазов;
- сверло способно развить скорость вращения до 3000 оборотов в минуту.
Конструкция
Горизонтально-сверлильный фрезерный станок СвГ-3 состоит из таких составных элементов, как: основа, суппорт, электрический мотор. Кроме этого, у него имеется рычаг, использующийся для управления узлом суппорта, кронштейн, рабочая поверхность, а также рычаг для горизонтального или для вертикального вращения рабочей поверхности. Последние три составных элемента — это сверлильный узел, линейка упорная и зажим.

Тут стоит отметить, что существует большое разнообразие модификаций для таких станков. К примеру, существует модель СвПА. Особенностью этой категории устройства стало наличие таких дополнительных элементов, как гидронасос и механическая подача. Первый из этих элементов в данном приспособлении используется для того, чтобы создать условия, в которых возможно закрепить деталь максимально надежно на столе.
Особенности применения
Прежде чем приступить к работе на сверлильном станке горизонтального сверления, необходимо его очень тщательно настроить. Для того чтобы осуществить эту процедуру, можно использовать разметку, нанесенную на первую, использующуюся деталь. Впоследствии, когда каждый из этапов заканчивается, проводят дополнительные замеры диаметров отверстий, а также измеряют пазы.
Прежде чем приступать к работе с какой-либо деталью, необходимо убедиться в том, что она надежно закреплена на рабочей поверхности приспособления. Если во время работы произойдет малейшее смещение детали, то она тут же будет считаться бракованной.

Еще один момент, на который необходимо обратить особое внимание, — это выбор сверла и фрезы для будущей работы. Фреза вставляется в левый конец гнезда до самого дна, после этого рабочая поверхность станка перемещается из стороны в сторону. Этот процесс называют качественной фрезеровкой пазов. Важно добавить, что выборка гнезда сразу же после применения фрезы, может привести к тому, что полученная деталь, будет иметь неверные размеры.
Рекомендации при работе на станке
Существует еще несколько рекомендаций, которые относятся к работе с горизонтально-сверлильными станками по дереву:
- Вводить сверло в заготовку из дерева необходимо очень плавно, для того чтобы не повредить ее. Чтобы добиться такого эффекта, необходимо несколько снизить скорость вращения сверла, пока оно не будет введено в древесину.
- После того, как заготовка подверглась обработке при помощи спирального сверла, она будет требовать дополнительной операции. Это из-за того, что при работе спирального сверла будут образовываться ребра, которые можно удалить при помощи повторной обработки обычным расходным элементом.
- Удобной функцией является то, что система управления такого рода станками позволяет выполнить все операции всего одному оператору. Количество рычагов для управления не слишком велико, а их удобное расположение способствует тому, что с любой задачей способен справиться всего один рабочий.
- Если планируется работать с деталями довольно больших размеров, то есть возможность переформировать рабочий стол. В домашних условиях, его чаще всего удлиняют. В зависимости от степени модификаций, такой стол позволит работать с заготовками от 1 до 2 м в длину.

Что такое ЧПУ?
Многие модели горизонтально-сверлильных станков снабжаются таким устройством, как ЧПУ. Расшифровывается эта аббревиатура, как числовое программное обеспечение. Приспособления, снабженные такой модификацией, также способны выполнять такие операции, как растачивание, фрезеровка, сверление, зенкерование.
Тут важно отметить, что от класса числового программного обеспечения, будет зависеть и степень точности, с которой он будет выполнять поставленную задачу. Бортовой компьютер занимается расчетом имеющегося узла, и заданного, что помогает экономить время, а также более качественно координировать обработку деталей. Кроме того, что ЧПУ позволяет корректировать передвижение сверла в разных плоскостях, он еще и позволит выставлять угол наклона рабочего инструмента станка.
Горизонтальный сверлильный станок своими руками
Многие люди, которые занимаются какой-либо обработкой материала в домашних условиях, сталкивались с проблемой, которая заключалась в необходимости иметь сверлильный станок. Купить такую вещь довольно дорого, а вот сделать ее своими руками гораздо дешевле, хотя придется потрудиться.

Тут стоит отметить, что наиболее распространенным вариантом сборки является тот, в котором основной частью является дрель. Такая модель довольно неплоха, особенно в домашнем применении, однако тут есть существенный минус, заключающийся в том, что придется каждый раз разбирать все устройство, если возникнет необходимость использовать дрель как самостоятельный отдельный инструмент. Есть другой вариант, для осуществления которого потребуются такие части, как:
- рулевая рейка от легкового автомобиля;
- несколько стальных уголков и профилей;
- стальной лист для станины толщиной 2-3 мм;
- патрон для дрели;
- электрический мотор и шкивы с ремнем;
- хорошие подшипники и наличие сварочного аппарата и токарного станка.
Горизонтальный сверлильно-расточной станок
Данная категория станков относится к универсальным моделям. Особенность таких станков в том, что они имеют как минимум одну ось свободы. Основной рабочей поверхностью для такой универсальной модели является стол, на который крепят обрабатываемые детали или заготовки. По общим правилам такие станки используются для единичного и серийного производства. Принцип работы этого устройства допускает автоматизацию, а также универсальность модели в плане многообразия вариантов заготовок. Тут стоит отметить, что горизонтально-сверлильные станки расточного типа, то функциональность их шпинделя, а также рабочего стола ограничены.
fb.ru