3Д722 станок плоскошлифовальный с горизонтальным шпинделем универсальныйСхемы, описание, характеристики
Сведения о производителе плоскошлифовального станка 3Д722
Производитель плоскошлифовального станка 3Д722 — Липецкий станкостроительный завод, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.
Станки модели 3Д722 В являются типовыми представителями гаммы плоскошлифовальных станков с прямоугольным столом среднего типоразмера и позволяет с микронной точностью обрабатывать плоские поверхности самых различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
Станки, выпускаемые Липецким станкостроительным заводом
Способы и особенности плоского шлифования
Рис. 1. Способы шлифования периферией круга:
а — врезанием, б — глубинным методом, в — с малой подачей на глубину и большой поперечной подачей, t — подача на глубину, s — продольная подача
В зависимости от поверхности круга, осуществляющей обработку, различают шлифование периферией круга и торцом круга. Рассмотрим основные способы шлифования периферией круга.
Шлифование врезанием применяется при обработке деталей, ширина которых меньше высоты или когда шлифуемая плоскость ограничена буртами. Шлифование производится без поперечной подачи. Подачу на глубину осуществляют при выходе круга за пределы детали с одной или двух сторон во время реверсирования стола (рис. 1, а). При этом способе шлифования происходит большой износ круга, что требует частых правок. Высокая точность обработки при этом не обеспечивается.
Глубинное шлифование — процесс, при котором за один ход стола при очень малой скорости продольной подачи снимается полный припуск. При этом шлифовальный круг подается сразу на всю глубину (рис. 1, б). При этом способе можно применять как попутное, так и встречное шлифование, съем стружки происходит лишь в одном направлении перемещения стола, реверс стола осуществляется при увеличенной скорости. Так как основная тяжесть съема припуска падает на абразивные зерна, расположенные около торца круга, происходит довольно значительный износ его, поэтому рекомендуется оставлять припуск 0,01—0,02 мм и снимать его с применением поперечной подачи после правки круга.
Шлифование с прерывистой поперечной подачей позволяет качественно обработать даже большие поверхности. Величина поперечной подачи зависит от высоты шлифовального круга и никогда не должна быть больше. В крайних положениях в поперечном направлении круг должен выступать за кромку детали на половину его высоты. В продольном направлении должна быть обеспечена возможность выхода круга за пределы обоих концов детали на 50—60 мм. Подача на глубину осуществляется обычно вместе с реверсированием в поперечном направлении. При этом способе шлифования особенно при обработке больших поверхностей, на последних ходах следует выбирать очень маленькую величину подачи на глубину, чтобы уменьшить неточность, создаваемую кругом вследствие его износа (рис. 1, в).
Шлифование с непрерывной поперечной подачей. Поперечная подача осуществляется непрерывно, величина ее за каждый ход стола не должна превышать половины высоты круга. По сравнению с предыдущим способом, последний обеспечивает возможность получения более высокой точности обработки.
При всех способах шлифования периферией круга дуга контакта круга с деталью значительно меньше по сравнению со шлифованием торцом круга. Следствием этого являются сравнительно небольшие усилия резания и незначительное выделение тепла, поэтому периферией круга шлифуют детали, закаленные до высокой твердости, обладающие невысокой жесткостью, с высокими требованиями к точности. Производительность обработки при шлифовании периферией круга ниже по сравнению со шлифованием торцом круга.
3Д722 станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Плоскошлифовальный станок модели 3Д722 — станок общего назначения с прямоугольным столом и горизонтальным шпинделем, предназначен для шлифования плоскостей различных деталей периферией круга как в индивидуальном, так и в крупносерийном производстве.. Станина имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.
Шлифуемые детали в зависимости от материала, формы и размеров могут закрепляться на электромагнитной плите или непосредственно на рабочей поверхности стола.
Особенности конструкции станка
Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Конструктивная особенность станка — поперечная подача шлифовального круга обеспечивается перемещением стойки со шлифовальной бабкой по горизонтальным направляющим станины стоики. Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.
Применение в станке винтовых пар качения, системы цифровой индикации вертикальных перемещений шлифовальной бабки, высокоточных подшипников в шпиндельном узле и ряда других конструктивных решений позволило повысить точность, долговечность и производительность станка по сравнению с аналогичными серийно выпускаемыми станками.
В станке для снижения тепловых деформаций применено объемно-дроссельное регулирование скорости стола, гидроагрегат оснащен системой стабилизации температуры, увеличена емкость гидробака и бака охлаждения.
С целью повышения точности и чистоты обработки увеличена жесткость основных узлов станка: станины, колонки, каретки, шлифовальной бабки, стола. Повышение долговечности и сохранение точности в конструкции обеспечивается: применением в шпиндельной бабке гидродинамических подшипников, а в цепи вертикальной подачи шлифовальной бабки — пары винт — гайка качения; термообработкой направляющих колонны, станины и каретки; централизованной смазкой направляющих бабки — каретки широкой лентой для защиты направляющих станины и штоков цилиндра стола.
Предусмотренные в конструкции станка включение и управление поперечной подачей, визуальный контроль, демагнитизация электромагнитной плиты и наличие подвесного пульта обеспечивают удобство обслуживания станка, а возможность присоединения пылеуловителя улучшает санитарно-гигиенические условия работы.
Станок обеспечивает вертикальную подачу шлифовального круга за одинарный или двойной реверс шлифовальной бабки, что расширяет технологические возможности станка; конструкция базовых деталей обеспечивает технологичность механической обработки.
Жесткая конструкция станины гарантирует высокоточное шлифование.
Конструкция сборочных единиц станка, в т.ч шпиндельного узла, позволяет выбирать различные режимы шлифования с сочетанием различных подач и скоростей стола, обеспечивает шлифование деталей с заданной точностью и шероховатостью.
Корректированный уровень звуковой мощности LpA не должен превышать 99 дБА.
Класс точности станка П
Класс чистоты обработки V 8
Современные аналоги плоскошлифовального станка 3Д722
3711Б — 1000 х 200, производитель Оршанский станкостроительный завод Красный борец
3Б721 — 1000 х 320, производитель Оршанский станкостроительный завод Красный борец
ОШ-400 — 1100 х 400, производитель Оршанский станкостроительный завод Красный борец
Габарит рабочего пространства плоскошлифовального станка 3Д722

Габарит рабочего пространства шлифовального станка 3д722
Присоединительные и посадочные базы плоскошлифовального станка 3Д722
Присоединительные и посадочные базы станка 3д722
Общий вид плоскошлифовального станка 3Д722

Фото плоскошлифовального станка 3д722

Фото плоскошлифовального станка 3д722
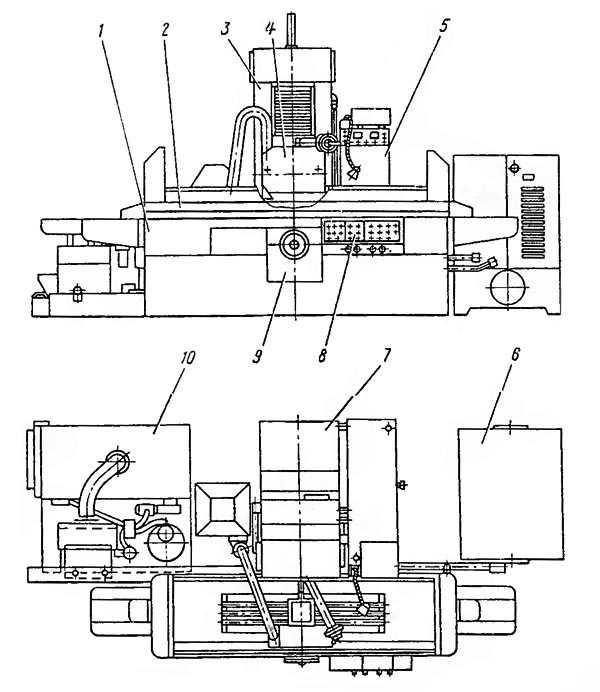
Расположение составных частей шлифовального станка 3Д722
Расположение составных частей плоскошлифовального станка 3д722
Спецификация составных частей шлифовального станка 3д722
- Станина
- (320×1250) — 3Д722.014.000
- (320×1000) — 3Д722.017.000
- (320×1600) — 3Д722.019.000
- (320×1250) — 3Д722.025.000
- (320×1000) — 3Д722.026.000
- (320×1600) — 3Д722.027.000
- (320×1250) — 3Д722.941.000
- (320×1000) — 3Д722.942.000
- (320×1600) — 3Д722.943.000
- (320×1250) — 3Д722.771.000
- (320×1000) — 3Д722.772.000
- (320×1600) — 3Д722.773.000
Перечень органов управления плоскошлифовальным станком 3Д722
- Рукоятка установки величины вертикальной автоматической подачи
- Рукоятка установки жесткого упора
- Рукоятка фиксация лимба
- Лимб вертикальной подачи
- Маховик ручной вертикальной подачи
- Рукоятка толчковой вертикальной подачи
- Кнопка «Стол вправо»
- Кнопка «Стол стоп»
- Кнопка «Намагничивание плиты»
- Кран регулирования подачи охлаждающей жидкости
- Маховик ручной поперечной подачи шлифовальной бабки
- Лимб ручной поперечной подачи шлифовальной бабки
- Панель пульта сигнального
- Указатель скорости стола
- Лампа сигнальная «Стол вправо»
- Лампа сигнальная «Стол влево»
- Лампа сигнальная «Сеть»
- Лампа сигнальная «Гидропривод»
- Лампа сигнальная «Бабка назад»
- Лампа сигнальная «Смазка шпинделя»
- Лампа сигнальная «Размагничивание плиты»
- Лампа сигнальная «Бабка вперед»
- Панель пульта управления
- Кнопка «Размагничивание плиты»
- Переключатель платы «Работа без плиты», «Работа с плитой»
- Кнопка «Бабка вперед»
- Кнопка «Бабка назад»
- Кнопка «Бабка ускоренно вверх»
- Кнопка «Бабка стоп»
- Кнопка «Шлифовальный круг пуск»
- Кнопка «Гидропривод пуск»
- Кнопка «Бабка ускоренно вниз»
- Кнопка «Шлифовальный круг стоп»
- Переключатель вертикальной подачи «Подача на двойной ход», «Подача отключена», «Подача на каждый ход»
- Переключатель регулятора величины прерывистой подачи «Подача меньше», «Подача больше»
- Переключатель освещения «Отключено», «Включено»
- Регулятор хода бабки «Бабка вперед»
- Переключатель регулятора скорости непрерывной поперечной подачи бабки «Скорость бабки меньше», «Скорость бабки больше»
- Регулятор хода бабки «Бабка назад»
- Кнопка «Охлаждение стоп»
- Регулятор хода стола «Стол вправо»
- Кнопка «Охлаждение пуск»
- Регулятор хода стола «Стол влево»
- Переключатель дросселя скорости стола «Скорость стола меньше», «Скорость стола больше»
- Кнопка «Все стоп»
- Кнопка «Стол влево»
- Работа с УЦИ
- Включение черновой обработки
Кинематическая схема плоскошлифовального станка 3Д722
Кинематическая схема плоскошлифовального станка 3д722
Схема кинематическая плоскошлифовального станка 3Д722. Смотреть в увеличенном масштабе
Главное движение в станке — вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Кинематика станка обеспечивает:
- перемещение стола (стол — крестовой суппорт-станина)
- возвратно-поступательное продольное перемещение: стол — крестовой суппорт
- поперечное перемещение: крестовой суппорт-станина
- автоматическую вертикальную и поперечную подачи
- автоматический реверс суппорта
Электрическая схема плоскошлифовального станка 3Д722
Электрическая схема плоскошлифовального станка 3д722
Схема электрическая плоскошлифовального станка 3Д722. Смотреть в увеличенном масштабе
3Д722 станок плоскошлифовальный с горизонтальным шпинделем универсальный. Видеоролик.
Технические данные и характеристики станка 3Д722
| Наименование параметра | 3Б722 | 3Д722 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 1000 х 360 х 400 | 1000 х 320 х 400 |
| Наибольшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 900 х 320 х 280 | |
| Наименьшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 50 х 40 х 5 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 190..630 | 210..625 |
| Наибольшая масса изделий обрабатываемых на столе, кг | 600 | |
| Наибольшая масса изделий обрабатываемых на плите электромагнитной, кг | 300 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 320 | 1000 х 320 |
| Размеры поверхности электромагнитной плиты (длина х ширина), мм | 900 х 320 | 900 х 320 |
| Продольное перемещение стола от гидравлики (наименьшее/наибольшее, мм | 300..1050 | 300..1010 |
| Скорость возвратно-поступательного движения стола (регулирование бесступенчатое), м/мин | 2..40 | 3..45 |
| Шлифовальная бабка | ||
| Размеры шлифовального круга (наименьший и наибольший наружный диаметры), мм | 325…450 | |
| Размеры шлифовального круга (внутренний диаметр/ высота), мм | 203/ 63 | |
| Размеры шлифовального круга по ГОСТ 2424-75 | ПП450х80х203 | |
| Число оборотов шлифовального круга в минуту | 1460 | 1460 |
| Наибольший допустимый крутящий момент на шпинделе, кгс*м | 6,7 | |
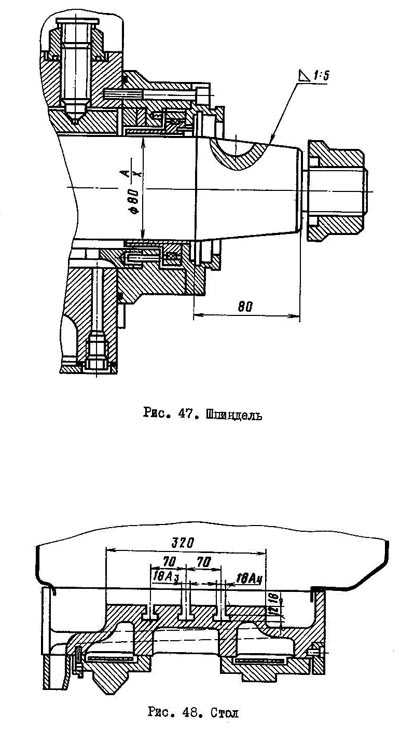
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-67, ГОСТ 2323-76 (конструкция/ конусность/ наибольший диаметр) | 1/ 1:5/ 80 | 1/ 1:5/ 80 |
| Наибольшее поперечное перемещение шлифовальной бабки (ручное и от гидравлики), мм | 400 | 410 |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | 0,05 | |
| Поперечное перемещение шлифовальной бабки на один оборот лимба, мм | 4,5 | |
| Пределы скоростей поперечной подачи шлифовальной бабки (бесступенчатое регулирование), м/мин | 0,05..3,0 | 0,5..3,0 |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 1..30 | 2..48 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 440 | 415 |
| Цена деления лимба вертикального перемещения шлифовальной бабки, мм | 0,005 | 0,004 |
| Вертикальное перемещение шлифовальной бабки на один оборот лимба, мм | 1,0 | 0,5 |
| Автоматические вертикальные подачи шлифовальной бабки, мм | 0,005..0,1 | 0,004..0,1 |
| Скорость вертикального ускоренного перемещения, м/мин | 0,450 | 0,450 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 6 | 8 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 10 | 15 |
| Электродвигатель вертикального ускоренного перемещения шлифовальной бабки, кВт | 1,1 | 0,75 |
| Электродвигатель насоса гидросистемы, кВт | 5,5 | 7,5 |
| Электродвигатель насоса системы смазки шпинделя, кВт | 0,12 | 0,25 |
| Электродвигатель насоса системы охлаждения, кВт | 0,12 | 0,6 |
| Электродвигатель магнитного сепаратора, кВт | 0,12 | 0,12 |
| Электродвигатель насоса откачки утечек, кВт | нет | 0,25 |
| Электродвигатель воздушного теплообменника, кВт | нет | 0,12 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | |
| род тока питающей сети | 50Гц, 380 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 3410 х 2020 x 2290 | 3510 х 2130 х 2360 |
| Масса станка, кг | 6950 | 8400 |
Связанные ссылки
Каталог-справочник плоскошлифовальных станков
Паспорта и руководства плоскошлифовальных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
| Наименование параметра | 3Д722 |
|---|---|
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | П |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 1000 х 320 х 400 |
| Наибольшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 900 х 320 х 280 |
| Наименьшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 50 х 40 х 5 |
| Расстояние от оси шпинделя до зеркала стола, мм | 210..625 |
| Наибольшая масса изделий обрабатываемых на столе, кг | 600 |
| Наибольшая масса изделий обрабатываемых на плите электромагнитной, кг | 300 |
| Рабочий стол станка | |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 320 |
| Размеры поверхности электромагнитной плиты (длина х ширина), мм | 900 х 320 |
| Продольное перемещение стола от гидравлики (наименьшее/наибольшее, мм | 300..1010 |
| Скорость возвратно-поступательного движения стола (регулирование бесступенчатое), м/мин | 3..45 |
| Шлифовальная бабка | |
| Размеры шлифовального круга (наименьший и наибольший наружный диаметры), мм | |
| Размеры шлифовального круга (внутренний диаметр/ высота), мм | |
| Размеры шлифовального круга по ГОСТ 2424-75 | ПП450х80х203 |
| Число оборотов шлифовального круга в минуту | 1460 |
| Наибольший допустимый крутящий момент на шпинделе, кгс*м | |
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-67, ГОСТ 2323-76 (конструкция/ конусность/ наибольший диаметр) | 1/ 1:5/ 80 |
| Наибольшее поперечное перемещение шлифовальной бабки (ручное и от гидравлики), мм | 410 |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | |
| Поперечное перемещение шлифовальной бабки на один оборот лимба, мм | |
| Пределы скоростей поперечной подачи шлифовальной бабки (бесступенчатое регулирование), м/мин | 0,5..3,0 |
| Привод и электрооборудование станка | |
| Количество электродвигателей на станке | 8 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 15 |
| Электродвигатель вертикального ускоренного перемещения шлифовальной бабки, кВт | 0,75 |
| Электродвигатель насоса гидросистемы, кВт | 7,5 |
| Электродвигатель насоса системы смазки шпинделя, кВт | 0,25 |
| Габариты и масса станка | |
| Габарит станка (длина х ширина х высота), мм | 3510 х 2130 х 2360 |
| Масса станка, кг | 8400 |
stankos.ru
Паспорт 3Д722 Станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
Наименование издания: Руководство по эксплуатации (3Д722.000.000-10РЭ)
Выпуск издания: —
Год выпуска издания: 1981
Кол-во книг (папок): 1
Кол-во страниц: 84
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство по эксплуатации (3Д722.000.000-10РЭ)
1. Техническое описание
Назначение и область применения
— Общий вид станка плоскошлифовального
Состав станка
— Расположение составных частей станка
— Расположение органов управления
Устройство и работа станка и его составных частей
— Схема кинематическая
— Станина
— Колонна
— Редуктор колонны и редуктор механизма вертикальной подачи
— Стол
— Бабка шлифовальная
— Каретка
— Цилиндр шлифовальной бабки
— Редуктор каретки
— Установка сельсина-датчика
— Механизм вертикальной подачи
— Редуктор ускоренных вертикальных перемещений
— Цилиндр стола
— Установка сельсина стола
— Гидроагрегат
— Дроссель стола
— Установка откачки утечек
— Трубопровод станка
Электрооборудование
— Диаграмма напряжений в контрольных точках схемы дистанционного управления столом
— Схема электрическая соединений стола
— Схема электрическая соединений станины
— Схема электрическая соединений колонны
— Схема электрическая соединений редуктора ускоренных вертикальных перемещений
— Схема электрическая соединений панели электрошкафа
— Схема электрическая соединений панели поворотной
— Схема электрическая соединений пульта управления
— Схема электрическая соединений пульта сигнального
— Схема электрическая соединений агрегата охлаждения
— Схема электрическая соединений гидроагрегата
— Схема электрическая соединений установки смазки
Гидросистема
— Схема гидравлическая принципиальная
— Установка смазки шпинделя
— Фильтр
Система охлаждения
— Агрегат охлаждения
— Кожух шлифовального круга
2. Инструкция по эксплуатации
Указание мер безопасности
— Схема транспортирования станка
— Схема транспортирования гидроагрегата
— Схема транспортирования агрегата охлаждения
Порядок установки
Настройка, наладка и режим работы
Регулирование
— Схема расположения подшипников качения
3. Паспорт
Общие сведения
Основные технические данные и характеристики
— Установочный чертёж
— Шпиндель
— Стол
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
Приложение: Материалы по быстроизнашиваемым деталям******
prompasport.ru
3Л722В станок плоскошлифовальный с горизонтальным шпинделем универсальныйСхемы, описание, характеристики
Сведения о производителе плоскошлифовального станка 3Л722В
Производитель плоскошлифовального станка 3Л722, 3Л722В, 3Л722А — Липецкий станкостроительный завод, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.
Станки модели 3Л722В являются типовыми представителями гаммы плоскошлифовальных станков с прямоугольным столом среднего типоразмера и позволяет с микронной точностью обрабатывать плоские поверхности самых различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
Станки, выпускаемые Липецким станкостроительным заводом
3Л722В станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Плоскошлифовальный станок модели 3Л722 предназначен для работы периферией и торцом шлифовального круга при обработке плоских поверхностей, профилированным кругом для обработки фасонных поверхностей.
Область применения станка 3Л722 — предприятия машиностроительной, автотракторной, подшипниковой и станкостроительной промышленности.
Принятая компоновка станка предусматривает модульный принцип построения гаммы станков с прямоугольными и круглыми столами, использование групп и узлов при создании агрегатных и специальных станков.
Шлифовальная бабка станка 3Л722 со шпинделем на опорах качения перемещается вертикально по направляющим стойки.
Дистанционное управление скоростью и местом хода стола и стойки, использование для вертикального и поперечного перемещения винтовых пар качения, централизованной замкнутой системы смазки улучшают условия эксплуатации станка.
Стойка перемещается в поперечном направлении вместе с салазками, имеющими развитые направляющие по длине и направляющие станины стойки.
Применение в станке 3Л722 направляющих из фторопластовой ленты с низким коэффициентом трения позволяет исключить зазоры в системе СПИД, повысить демпфирующие способности конструкции станка и получить малые скорости перемещения рабочих органов.
В станке применены шаговый электродвигатель в цепи вертикальных подач, вынесенный комплектный гидропривод с насосом объемного регулирования и система стабилизации температуры масла.
Станина станка 3Л722 имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.
Данная конструкция обеспечивает высокую точность и надежность станка в процессе эксплуатации. В станке имеется устройство цифровой индикации, позволяющее контролировать величину вертикального перемещения шлифовальной бабки в процессе обработки.
Детали устанавливают вручную на столе или электромагнитной плите.
Шлам со стола удаляется вместе с СОЖ с помощью лотка коробчатой формы. СОЖ очищается от шлама с помощью магнитного сепаратора и фильтров тонкой очистки.
СОЖ подается в зону шлифования с помощью насоса П-90.
Главное движение в станке — вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Шлифуемые детали, в зависимости от материала, формы и размеров, могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола, или в специальных приспособлениях.
Конструктивная особенность станка — поперечная подача шлифовального круга обеспечивается перемещением стойки со шлифовальной бабкой по горизонтальным направляющим станины стоики. Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.
Применение в станке винтовых пар качения, системы цифровой индикации вертикальных перемещений шлифовальной бабки, высокоточных подшипников в шпиндельном узле и ряда других конструктивных решений позволило повысить точность, долговечность и производительность станка по сравнению с аналогичными серийно выпускаемыми станками.
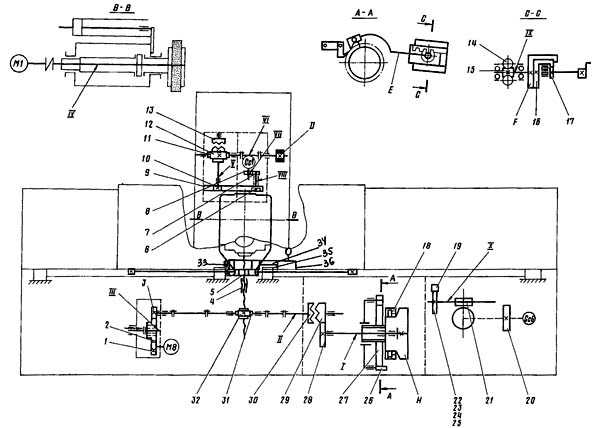
Кинематика станка обеспечивает:
- перемещение стола (стол — крестовой суппорт-станина)
- возвратно-поступательное продольное перемещение: стол — крестовой суппорт
- поперечное перемещение: крестовой суппорт-станина
- автоматическую вертикальную и поперечную подачи
- автоматический реверс суппорта
Жесткая конструкция станины гарантирует высокоточное шлифование.
Конструкция сборочных единиц станка, в т.ч шпиндельного узла, позволяет выбирать различные режимы шлифования с сочетанием различных подач и скоростей стола, обеспечивает шлифование деталей с заданной точностью и шероховатостью.
Станок не имеет возможности встраиваться в автоматическую линию.
Класс точности станка — В, А по ГОСТ 8—82Е.
Шероховатость обработанной поверхности при шлифовании торцом круга Ra = 0,63 мкм; при шлифовании периферией круга Ra = 0,32 мкм.
Категория качества — высшая. Станок может использоваться в условиях единичного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 99 дБА.
Разработчик — Липецкий станкостроительный завод.
Современные аналоги плоскошлифовального станка 3Л722В
3711Б — 1000 х 200, производитель Оршанский станкостроительный завод Красный борец
3Б721 — 1000 х 320, производитель Оршанский станкостроительный завод Красный борец
ОШ-400 — 1100 х 400, производитель Оршанский станкостроительный завод Красный борец
Габарит рабочего пространства плоскошлифовального станка 3Л722В

Габарит рабочего пространства плоскошлифовального станка 3Л722В
Присоединительные и посадочные базы плоскошлифовального станка 3Л722В

Присоединительные и посадочные базы плоскошлифовального станка 3Л722В
Общий вид плоскошлифовального станка 3Л722В

Фото плоскошлифовального станка 3Л722В

Фото плоскошлифовального станка 3Л722В
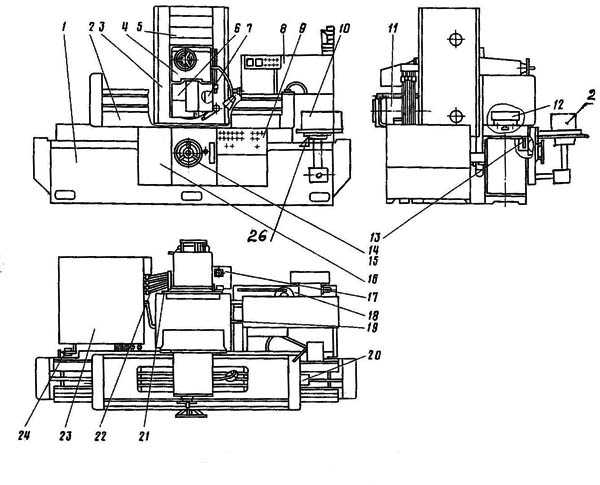
Расположение составных частей шлифовального станка 3Л722В
Расположение составных частей шлифовального станка 3Л722В
Перечень составных частей шлифовального станка 3Л722В
- Станина
- Стол
- Стойка
- Шлифовальная бабка
- Электрошкаф
- Гидроагрегат
- Станина стойки
- Пульт управления
- Редуктор поперечной подачи
- Агрегат охлаждения
По направляющим станины 1 возвратно-поступательно перемещается стол 2.
На лицевой части станины располагается пульт управления 8 и редуктор поперечной подачи 9.
К задней стенке станины стола, по центру, крепится станина стойки 7, в которой размещается привод поперечных подач.
По направляющим станины стойки перемещаются салазки, на которых жестко закреплена стойка 3.
Вертикальное перемещение шлифовальной бабки 4 осуществляется по направляющим качения стойки механизмом вертикальных подач.
Станок комплектуется гидроагрегатом 6 и электрошкафом 5, агрегатом охлаждения 10.
Расположение органов управления шлифовальным станком 3Л722В
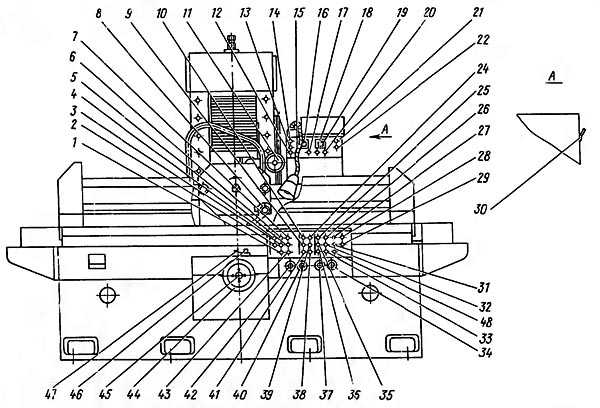
Расположение органов управления шлифовальным станком 3Л722В
Перечень органов управления шлифовального станка 3Л722В
- Кнопка «Гидропривод, пуск»
- Кнопка «Общий стоп»
- Кнопка «Размагничивание электромагнитной плиты»
- Кнопка включения возвратно-поступательного движения стола
- Кнопка включения намагничивания плиты
- Кнопка остановки движения стола
- Кнопка включения возвратно-поступательного движения стола
- Рукоятка изменения количества подаваемой СОЖ в зону резания
- Кнопка останова движения стойки
- Кнопка включения движения стойки от себя
- Рукоятка ручной вертикальной микроподачи
- Сигнальная лампа
- Сигнальная лампа
- Сигнальная лампа
- Сигнальные лампы
- Указатель нагрузки электродвигателя шлифовального круга
- Сигнальная лампа
- Сигнальные лампы
- Указатель величины скорости стола
- Сигнальная лампа
- Сигнальная лампа
- Сигнальная лампа
- Переключатель режима работы стойки
- Кнопка включения вращения шлифовального круга
- Переключатель режима вертикальных подач шлифовальной бабки
- Кнопки ускоренного вертикального перемещения шлифовальной бабки
- Кнопка толчкового вертикального перемещения шлифовальной бабки вниз
- Кнопка замедленного непрерывного вертикального перемещения шлифовальной бабки вниз
- Рукоятка автоматического выключателя
- Кнопки ускоренного вертикального перемещения шлифовальной бабки
- Переключатель характера вертикальных подач шлифовальной бабки в автоматическом режиме
- Переключатель выбора величины вертикальной автоматической подачи
- Рукоятки настройки величины хода стойки
- Кнопка остановки вращения шлифовального круга
- Выключатель системы подачи и очистки СОЖ
- Рукоятки настройки величины хода стойки
- Выключатель лампы местного освещения
- Рукоятка настройки величины автоматической поперечной подачи
- Рукоятки настройки величины и места хода стола
- Кнопка включения движения стойки на себя
- Рукоятки настройки величины и места хода стола
- Тумблер задания скорости стола
- Маховик ручного перемещения стойки
- Тяга режима работы поперечного перемещения стойки
- Рукоятка микрометрической подачи стойки
- Рукоятка включения ручной микрометрической подачи стойки
- Кнопка обнуления УЦИ.Ф5290
Кинематическая схема плоскошлифовального станка 3Л722В
Кинематическая схема плоскошлифовального станка 3Л722В
Чертеж шпинделя шлифовального станка 3Л722В
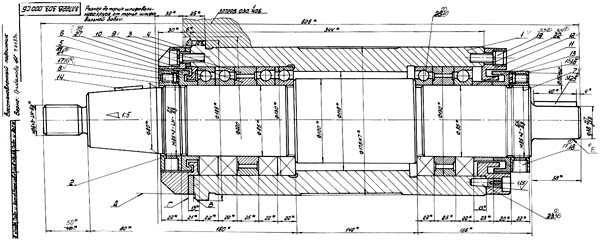
Чертеж шпинделя шлифовального станка 3Л722В
Чертеж шпинделя шлифовального станка 3Л722В. Смотреть в увеличенном масштабе
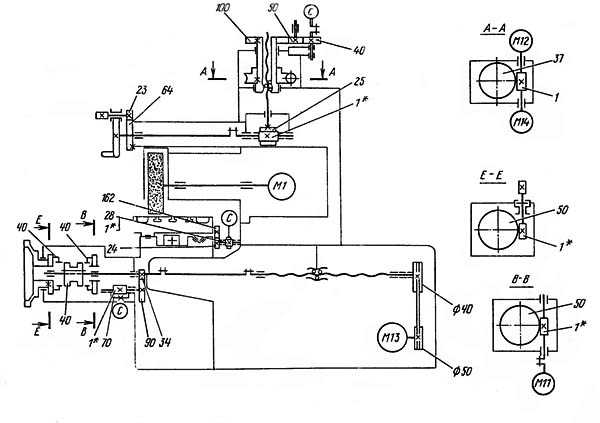
Схема гидравлическая шлифовального станка 3Л722В
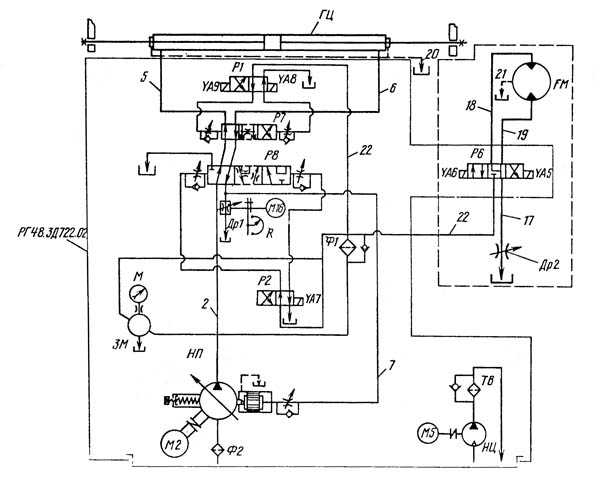
Гидравлическая схема шлифовального станка 3Л722В
Система гидравлическая и смазочная шлифовального станка 3Л722В
Гидравлическая система станка осуществляет возвратно-поступательное перемещение стола с бесступенчатым регулированием скорости перемещения.
Описание работы гидросистемы смотрите в руководстве по эксплуатации комплектного гидропривода РГ48.3Д722.02, прилагаемого к станку.
Для подключения комплектного гидропривода к станку следует использовать трубопроводы 5, 6 и 20 для дренажного слива из-под крышек цилиндра согласно схеме гидравлической принципиальной (рис.12).
Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности.
Смазку необходимо производить смазочными материалами, указанными в карте смазки (см.табл.1) или их заменителями, приведенными в перечне рекомендуемых смазочных материалов (см.табл.2).
В станке применена централизованная система смазки горизонтальных направляющих станка и стола от смазочной станции.
ВНИМАНИЕ! Первую смену фильтроэлемента следует производить по мере засорения, но не позднее одного месяца со дня пуска станка в эксплуатацию, вторую — через три месяца, а далее — руководствуясь указаниями карты смазки.
Ежедневно необходимо следить за указателем засоренности фильтра, расположенного на его крышке.
Описание работы централизованной системы смазки станка 3Л722В
В целях улучшения теплового режима работы станции гидропривода передние дверцы, задний и верхний щиты допускается не устанавливать.
На рис.14 приведено расположение мест смазки. Смазка направляющих осуществляется от индивидуальной смазочной станции (рис.15), в резервуар 4 которой заливается отфильтрованное масло Т22 ГОСТ 32-74 или ВНЛИ НП-403 ГОСТ 16728-78 в количестве, указанном в табличке на установке смазки.
Величина настройки давления 0,5…0,8 кгс/см² контролируется манометром 2. Для предотвращения включения движения стойки и стола при отсутствии смазки на направляющих в системе смазки установлено реле давления I типа РД8/10-000-03. Регулировка и визуальный контроль смазки на направляющих осуществляются дроссельным блоком смазки 8 (см.рис.13). При заворачивании регулировочных винтов блока изменяется зазор, а значит и величина расхода масла. Необходимое количество смазки, поступающей на направляющие, обеспечивается в том случае, когда поплавки дроссельного блока смазки 8 находятся между двумя красными линиями.
Масло к направляющим поступает через фильтр тонкой очистки 3 по трубопроводам 13. 14.15. 16, 17 (см.рис.13). Слив масла с направляющих осуществляется самотеком по трубопроводам 9, 10, II, 12 в полость направляющей части станины стойки, а оттуда — по трубопроводу 18 в резервуар станции смазки.
Фильтр 7 служит для очистки масла при заливании его через заливную горловину. В установку смазки входит насос 6 с электродвигателем.
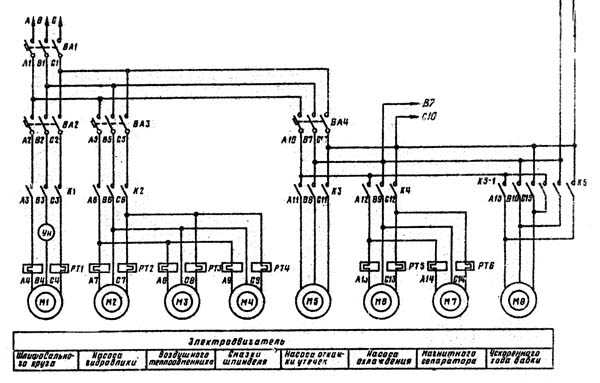
Схема электрическая принципиальная шлифовального станка 3Л722А
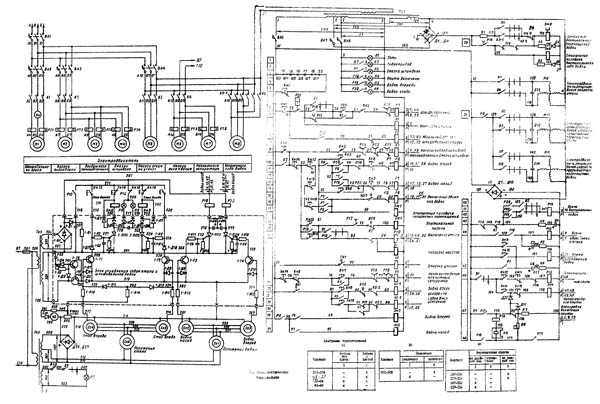
Электрическая схема шлифовального станка 3Л722В
Схема электрическая шлифовального станка 3Л722А. Смотреть в увеличенном масштабе
Электрооборудование шлифовального станка 3Л722В
Система питания станка
- Напряжение общей питающей сети переменного тока ~380 В 50 Гц
- Напряжение цепей управления —
- ~110 В 50 Гц
- 110 В постоянный ток
- 24 В постоянный ток
- 12 В постоянный ток
- 6 В постоянный ток
- Цепи сигнализации
- 24 В постоянный ток
- 12 В постоянный ток
- ~5 В 50 Гц
- Местное освещение
Установочный чертеж станка 3Л722В

Установочный чертеж станка 3Л722В
3Л722В станок плоскошлифовальный с горизонтальным шпинделем универсальный. Видеоролик.
Технические данные и характеристики станка 3Л722В, 3Л722А
| Наименование параметра | 3Б722 | 3Д722 | 3Л722В, А |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | П | П | В, А |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 1000 х 360 х 400 | 1000 х 320 х 400 | 1250 х 320 х 400 |
| Наибольшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 900 х 320 х 280 | 1250 х 320 х 280 | |
| Наименьшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 50 х 40 х 5 | 50 х 40 х 3 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 190..630 | 210..625 | 210..625 |
| Наибольшая масса изделий обрабатываемых на столе, кг | 600 | 600 | |
| Наибольшая масса изделий обрабатываемых на плите электромагнитной, кг | 300 | 400 | |
| Рабочий стол станка | |||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 320 | 1000 х 320 | 1000 х 320 |
| Размеры поверхности электромагнитной плиты (длина х ширина), мм | 900 х 320 | 900 х 320 | |
| Продольное перемещение стола от гидравлики (наименьшее/наибольшее, мм | 300..1050 | 300..1010 | |
| Скорость возвратно-поступательного движения стола (регулирование бесступенчатое), м/мин | 2..40 | 3..45 | 3..35 |
| Шлифовальная бабка | |||
| Размеры шлифовального круга (наименьший и наибольший наружный диаметры), мм | 325…450 | ||
| Размеры шлифовального круга (внутренний диаметр/ высота), мм | 203/ 63 | ||
| Размеры шлифовального круга по ГОСТ 2424-75 | ПП450х80х203 | ПП450х80х203 | |
| Число оборотов шлифовального круга в минуту | 1460 | 1460 | 1460 |
| Наибольший допустимый крутящий момент на шпинделе, кгс*м | 6,7 | ||
| Наибольшая скорость шлифования, м/с | 34,4 | ||
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-67, ГОСТ 2323-76 (конструкция/ конусность/ наибольший диаметр) | 1/ 1:5/ 80 | 1/ 1:5/ 80 | |
| Наибольшее поперечное перемещение шлифовальной бабки (стойки), мм | 400 | 410 | 430 |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | 0,05 | ||
| Поперечное перемещение шлифовальной бабки на один оборот лимба, мм | 4,5 | ||
| Ускоренное поперечное перемещение шлифовальной бабки, м/мин | 1,2 | ||
| Пределы скоростей поперечной подачи шлифовальной бабки (бесступенчатое регулирование), м/мин | 0,05..3,0 | 0,5..3,0 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм/ход | 1..30 | 2..48 | 1..60 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 440 | 415 | 415 |
| Цена деления лимба вертикального перемещения шлифовальной бабки, мм | 0,005 | 0,004 | 0,002 |
| Вертикальное перемещение шлифовальной бабки на один оборот лимба, мм | 1,0 | 0,5 | 0,2 |
| Автоматические вертикальные подачи шлифовальной бабки, мм | 0,005..0,1 | 0,004..0,1 | 0,002..0,128 |
| Скорость вертикального ускоренного перемещения, м/мин | 0,450 | 0,450 | 0,200 |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 6 | 8 | 13 |
| Электродвигатель шпинделя шлифовальной бабки (М1), кВт | 10 | 15 | 11 |
| Электродвигатель насоса гидросистемы (М2) (гидростанция), кВт | 5,5 | 7,5 | 4,0 |
| Электродвигатели воздушного теплообменника (М3, М11) (гидростанция), кВт | нет | 0,12 | 0,09 |
| Электродвигатель насоса системы смазки (М4), кВт | 0,12 | 0,25 | 0,25 |
| Электродвигатель привода механизма правки круга (М5), кВт | 0,09 | ||
| Электродвигатель насоса системы охлаждения (М6), кВт | 0,12 | 0,6 | 0,75 |
| Электродвигатель магнитного сепаратора (М7), кВт | 0,12 | 0,12 | 0,12 |
| Электродвигатель фильтра транспортера (М8), кВт | нет | 0,12 | 0,09 |
| Электродвигатель регулировки дросселя скорости движения стола (М9) (гидростанция), кВт | |||
| Электродвигатель насоса охлаждения масла (М10) гидростанция, кВт | 1,1 | ||
| Электродвигатель вертикального ускоренного перемещения шлифовальной бабки (М12), кВт | 1,1 | 0,75 | 0,6 |
| Электродвигатель привода поперечной подачи стойки (М13), кВт | 0,75 | ||
| Электродвигатель вертикальной подачи шлифовальной бабки (М14), кВт | шаговый | ||
| Электродвигатель насоса откачки утечек, кВт | нет | 0,25 | нет |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 18,25 | |
| род тока питающей сети | 50Гц, 380 В | 50Гц, 380 В | 50Гц, 380 В |
| Габариты и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 3410 х 2020 x 2290 | 3510 х 2130 х 2360 | 4810 х 2660 х 2660 |
| Масса станка, кг | 6950 | 8400 | 7000 |
Связанные ссылки
Каталог-справочник плоскошлифовальных станков
Паспорта и руководства плоскошлифовальных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
| Наименование параметра | 3Б722 | 3Д722 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 1000 х 360 х 400 | 1000 х 320 х 400 |
| Наибольшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 900 х 320 х 280 | |
| Наименьшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 50 х 40 х 5 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 190..630 | 210..625 |
| Наибольшая масса изделий обрабатываемых на столе, кг | 600 | |
| Наибольшая масса изделий обрабатываемых на плите электромагнитной, кг | 300 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 320 | 1000 х 320 |
| Размеры поверхности электромагнитной плиты (длина х ширина), мм | 900 х 320 | 900 х 320 |
| Продольное перемещение стола от гидравлики (наименьшее/наибольшее, мм | 300..1050 | 300..1010 |
| Скорость возвратно-поступательного движения стола (регулирование бесступенчатое), м/мин | 2..40 | 3..45 |
| Шлифовальная бабка | ||
| Размеры шлифовального круга (наименьший и наибольший наружный диаметры), мм | 325…450 | |
| Размеры шлифовального круга (внутренний диаметр/ высота), мм | 203/ 63 | |
| Размеры шлифовального круга по ГОСТ 2424-75 | ПП450х80х203 | |
| Число оборотов шлифовального круга в минуту | 1460 | 1460 |
| Наибольший допустимый крутящий момент на шпинделе, кгс*м | 6,7 | |
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-67, ГОСТ 2323-76 (конструкция/ конусность/ наибольший диаметр) | 1/ 1:5/ 80 | 1/ 1:5/ 80 |
| Наибольшее поперечное перемещение шлифовальной бабки (ручное и от гидравлики), мм | 400 | 410 |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | 0,05 | |
| Поперечное перемещение шлифовальной бабки на один оборот лимба, мм | 4,5 | |
| Пределы скоростей поперечной подачи шлифовальной бабки (бесступенчатое регулирование), м/мин | 0,05..3,0 | 0,5..3,0 |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 1..30 | 2..48 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 440 | 415 |
| Цена деления лимба вертикального перемещения шлифовальной бабки, мм | 0,005 | 0,004 |
| Вертикальное перемещение шлифовальной бабки на один оборот лимба, мм | 1,0 | 0,5 |
| Автоматические вертикальные подачи шлифовальной бабки, мм | 0,005..0,1 | 0,004..0,1 |
| Скорость вертикального ускоренного перемещения, м/мин | 0,450 | 0,450 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 6 | 8 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 10 | 15 |
| Электродвигатель вертикального ускоренного перемещения шлифовальной бабки, кВт | 1,1 | 0,75 |
| Электродвигатель насоса гидросистемы, кВт | 5,5 | 7,5 |
| Электродвигатель насоса системы смазки шпинделя, кВт | 0,12 | 0,25 |
| Электродвигатель насоса системы охлаждения, кВт | 0,12 | 0,6 |
| Электродвигатель магнитного сепаратора, кВт | 0,12 | 0,12 |
| Электродвигатель насоса откачки утечек, кВт | нет | 0,25 |
| Электродвигатель воздушного теплообменника, кВт | нет | 0,12 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | |
| род тока питающей сети | 50Гц, 380 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 3410 х 2020 x 2290 | 3510 х 2130 х 2360 |
| Масса станка, кг | 6950 | 8400 |
stankov.nethouse.ru