3М175 станок круглошлифовальный универсальный полуавтоматсхемы, описание, характеристики
Сведения о производителе круглошлифовального станка полуавтомата 3М175, 3М174, 3М173
Производитель круглошлифовального станка полуавтомата 3М175, 3М174, 3М173 — Лубенский станкостроительный завод «Коммунар»
В 1994г. на базе Лубенского станкостроительного завода «Коммунар» было создано ОАО «Шлифверст».
Основной продукцией ОАО «Шлифверст» являются круглошлифовальные станки с различным уровнем автоматизации, от станков с ручным управлением до станков с современными ЧПУ. Станки отличаются современным дизайном, экономичностью, точностью, удобством обслуживания и расширенными технологическими возможностями.
Станки, выпускаемые Лубенский станкостроительным заводом Коммунар
3М175 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Круглошлифовальные полуавтоматы 3М175, 3М174, 3М173 предназначены для наружного шлифования цилиндрических и пологих конических поверхностей в условиях единичного, серийного и крупносерийного производства.
Класс точности станков П по ГОСТ 11654—65.
Шероховатость обрабатываемой поверхности по ГОСТ 2789—59-VI0.
Шлифование на полуавтоматах производится в неподвижных центрах.
Верхняя часть стола выполнена поворотной, что обеспечивает шлифование конических поверхностей.
Гидравлический привод продольного перемещения стола позволяет плавно регулировать скорости перемещения и изменять величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Полуавтоматы комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
На полуавтоматах автоматизированы врезной и продольный методы шлифования с изменением в процессе шлифования поперечной и продольной подач и оборотов вращения изделия. Шлифование может вестись в полуавтоматическом и ручном цикле.
Обеспечивается высокая точность и чистота обработки.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.
Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Полуавтоматы удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения изделия, охлаждения и быстрый подвод шлифовального круга к изделию производятся одной рукояткой.
Пиноль задней бабки перемещается от электромеханического привода.
Обеспечивается быстрое установочное перемещение шлифовальной бабки. Полуавтоматы комплектуются навесной индикаторной скобой для замера шлифуемого диаметра изделия.
По особому заказу на полуавтоматах может устанавливаться прибор для автоматической правки круга с компенсацией его износа и прибор активного контроля.
Высокая жесткость полуавтоматов, достаточные размеры шлифовального круга и мощный привод его обеспечивают высокую производительность.
Модификации круглошлифовального станка 3М175
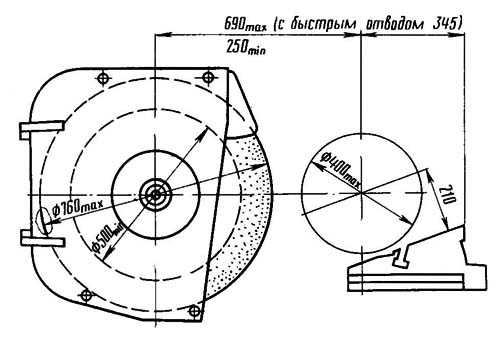
Габаритные размеры рабочего пространства станка 3М175
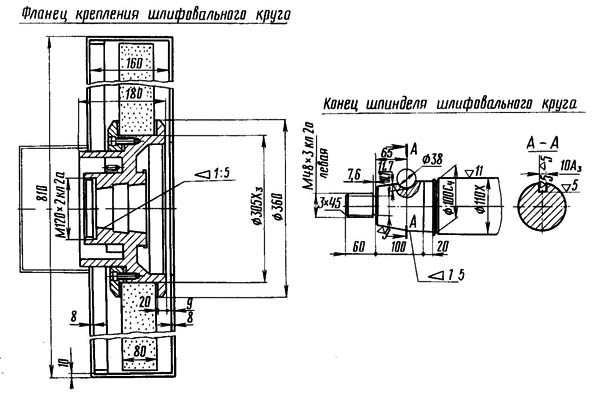
Посадочные и присоединительные базы станка 3М175. Шпиндель
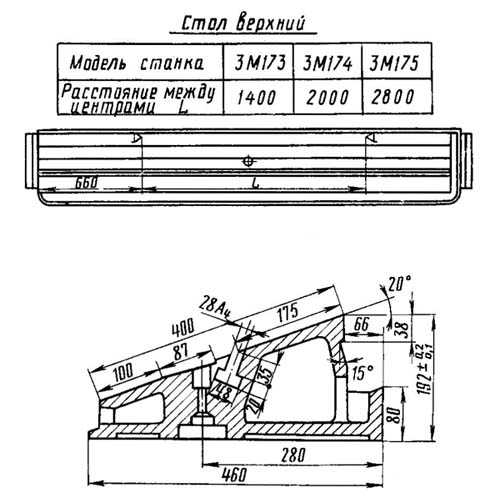
Посадочные и присоединительные базы станка 3М175. Рабочий стол
Общий вид круглошлифовального станка 3М175


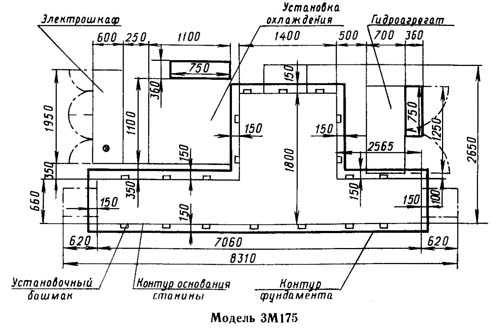
Установочный чертеж шлифовального станка 3М175
3М175 станок круглошлифовальный универсальный полуавтомат. Видеоролик.
Технические характеристики станка 3М175
| Наименование параметра | 3М173 | 3М174 | 3М175 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | П | П | П |
| Наибольший диаметр обрабатываемого изделия, мм | 400 | 400 | 400 |
| Наибольшая длина обрабатываемого изделия, мм | 1400 | 2000 | 2800 |
| Наибольший диаметр шлифования в люнете/ без люнета, мм | 120/ 400 | 120/ 400 | 120/ 400 |
| Наименьший диаметр шлифования при изношенном круге, мм | 130 | 130 | 130 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 210 | 210 | 210 |
| Наибольшая масса обрабатываемого изделия, кг | 1000 | 1000 | 1000 |
| Конус шпинделя передней бабки и пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | Морзе 5 |
| Конец шлифовального шпинделя по ГОСТ 2323-67 (конусность 1:5, номинальный диаметр), мм | |||
| Диаметр передней опорной шейки шлифовального шпинделя, мм | 110f7 | 110f7 | 110f7 |
| Рабочий стол станка | |||
| Наибольшая длина перемещения стола, мм | 1400 | 2000 | 2800 |
| Ручное перемещения стола за один оборот маховика, мм | 2 | 2 | 2 |
| Скорость перемещения стола от гидросистемы, м/мин | 0,05..5,0 | 0,05..5,0 | 0,05..5,0 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 2 | 2 | 2 |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 5 | 5 | 4 |
| Цена деления шкалы поворота верхнего стола (конусность), град | 0,2 | 0,2 | 0,2 |
| Шлифовальная бабка | |||
| Диаметр шлифовального круга — наибольший/ наименьший/ посадочный, мм | 750/ 500/ 305 | 750/ 500/ 305 | 750/ 500/ 305 |
| Диаметр шлифуемого изделия при диаметре круга 500мм, мм | 130..400 | 130..400 | 130..400 |
| Диаметр шлифуемого изделия при диаметре круга 600мм, мм | 30..400 | 30..400 | 30..400 |
| Диаметр шлифуемого изделия при диаметре круга 700мм, мм | 20..400 | 20..400 | 20..400 |
| Диаметр шлифуемого изделия при диаметре круга 750мм, мм | 0..400 | 0..400 | 0..400 |
| Наибольшая высота устанавливаемого круга, мм | 80, 100 | 80, 100 | 80, 100 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1270 | 1270 | 1270 |
| Скорость резания шлифовального круга, м/с | 35, 50 | 35, 50 | 35, 50 |
| Механизм поперечных подач | |||
| Наибольшее перемещение шлифовальной бабки по винту, мм | 365 | 365 | 365 |
| Величина быстрого подвода шлифовальной бабки, мм | 100 | 100 | 100 |
| Время быстрого подвода шлифовальной бабки, с | 3 | 3 | 3 |
| Периодическая подача шлифовальной бабки при реверсе стола (бесступенчатое регулирование), мм | 0,0025..0,05 | 0,0025..0,05 | 0,0025..0,05 |
| Пределы скоростей врезных подач, мм/мин | 0,1..4 | 0,1..4 | 0,1..4 |
| Толчковая подача, мм | 0,001 | 0,001 | 0,001 |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 0,5 | 0,5 | 0,5 |
| Передняя бабка | |||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 20..180 | 20..180 | 20..180 |
| Конус центра по ГОСТ 13214-67 | Морзе 6 | Морзе 6 | Морзе 6 |
| Задняя бабка | |||
| Величина отвода пиноли задней бабки, мм | 70 | 70 | 70 |
| Конус центра по ГОСТ 13214-67 | Морзе 6 | Морзе 6 | Морзе 6 |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 8 | 8 | 8 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 17 | 17 | 17 |
| Электродвигатель привода изделия, кВт | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса гидросистемы, кВт | 2,2 | 2,2 | 2,2 |
| Электродвигатель насоса системы смазки подшипников шпинделя, кВт | 0,27 | 0,27 | 0,27 |
| Электродвигатель насоса системы смазки направляющих стола, кВт | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 | 0,15 |
| Электродвигатель привода пиноли задней бабки, кВт | 0,18 | 0,18 | 0,18 |
| Электродвигатель магнитного сепаратора, кВт | 0,12 | 0,12 | 0,12 |
| Общая мощность электродвигателей, кВт | 21,5 | 21,5 | 21,5 |
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 5510 х 2620 х 1860 | 6620 х 2690 х 1850 | 8220 х 2620 х 1850 |
| Масса станка с электрооборудованием и охлаждением, кг | 11800 | 13000 | 14700 |
Связанные ссылки
Каталог справочник круглошлифовальных станков
Паспорта к круглошлифовальным станкам
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Размеры устанавливаемой заготовки, max, мм: | |||
— диаметр / длина | 400/2800 | ||
Размеры шлифования, max, мм: | |||
— диаметр / длина | 400/2520 | ||
Масса устанавливаемой заготовки, max, мм | 1000-15 | ||
Длина перемещения стола, max, мм | 2800/ 2300** | ||
Высота центров над столом, мм | 210 | ||
Класс точности по ГОСТ 8 | П | ||
Конус в шпинделе передней и пиноли задней бабок по ГОСТ 25557 | Морзе 6 | ||
Конец шлифовального шпинделя по ГОСТ 2323 (конусность 1:5), мм: | |||
— номинальный диаметр | 100h21 | ||
— диаметр опорных шеек | 110f7 | ||
Размеры шлифовального круга, max, мм: | |||
— диаметр наружный / внутренний | 750/305 | ||
— высота | 80; 100* | ||
Частота вращения шпинделя шлифовальной бабки, мин-1 | 1270 | ||
Частота вращения заготовки (регулир-ся бесступенчато), мин-1: | |||
— наибольшая | 180; 360* | ||
— наименьшая | 20; 40* | ||
Окружная скорость шлифовального круга, м/с | 35*; 50 | ||
Угол поворота верхнего стола, max, градус: | |||
— по час. стрелке/против час. стрелки | 2 / 4 | ||
Точность цилиндрических поверхностей образца, мкм: | |||
-круглость в центрах | 1 | ||
-круглость в патроне | 1,6 | ||
Шероховатость обработанных поверхностей образцов-изделий, Ra, | |||
-цилиндрической наружной | 0,16 | ||
Суммарная мощность эл/двигателей, кВт | 26,19; 23,98* | ||
Питающая сеть: | |||
Род тока | Перем | ||
3-фазн | |||
Напряжение, В | 380; | ||
220*; | |||
400*; | |||
415*; | |||
440* | |||
Частота тока, Гц | 50; | ||
60* | |||
Габаритные размеры с отдельно расположенным оборудованием, мм: | |||
— длина | 8310 / 7660** | ||
— ширина | 3690 | ||
— высота | 2135 | ||
Масса нетто, кг | 13850 | ||
www.gigant-m.ru
Полуавтомат 3М175 круглошлифовальный врезного и продольного шлифования / Каталог шлифовальных станков / Stanok-online.ru
Лубенский станкостроительный завод
Полуавтомат 3М175 предназначен для наружного шлифования цилиндрических и пологих конических поверхностей в условиях единичного, серийного и крупносерийного производства. Класс точности станков П. Шлифование на полуавтоматах производится в неподвижных центрах. Верхняя часть стола выполнена поворотной,что обеспечивает шлифование конических поверхностей. Гидравлический привод продольного перемещения стола позволяет плавно регулировать скорости перемещения и изменять величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола. Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи. Полуавтоматы комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации. На полуавтоматах автоматизированы врезной и продольный методы шлифования с изменением я процессе шлифования поперечной и продольной Подач и оборотов вращения изделия. Шлифование может вестись в полуавтоматическом и ручном цикле. Обеспечивается высокая точность и чистота обработки. Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости. Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Полуавтоматы удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения изделия, охлаждения и быстрый подвод шлифовального круга к изделию производятся одной рукояткой. Пиноль задней бабки перемещается от электромеханического привода. Обеспечивается быстрое установочное перемещение шлифовальной бабки. Полуавтоматы комплектуются навесной индикаторной скобой для замера шлифуемого диаметра изделия. По особому заказу на полуавтоматах может устанавливаться прибор для автоматической правки круга с компенсацией его износа и прибор активного контроля. Высокая жесткость полуавтоматов, достаточные размеры шлифовального круга и мощный привод его обеспечивают высокую производительность.
stanok-online.ru
Состояние документа: Отсканирован, проверен, можно скачать в течение 10 минут после оплаты в рабочее время Тип документации: Руководство по эксплуатации Дополнительная информация (состав документации): 1) 3М173.000.00РЭ Руководство по эксплуатации круглошлифовальных полуавтоматов 3М173,3М174,3М175,3М174В, 140 листов формата А4, А3, А2: 2) 3М173.000.01РЭ1 Руководство по электрооборудованию 3М173,3М174,3М175, 47 листов формата А4, А3, А2, А0: 3) 3М173.000.01РЭ3 Свидетельство о приемке 3М173,3М174,3М175 и выходном контроле электрооборудования, 18 страниц 4) Упаковочный лист и комплект поставки 3М173,3М174,3М175, 8 страниц Инструкции по скачиванию паспорта: Данный документ платный. Чтобы отправить документ в корзину нажмите на
кнопку «купить», расположенную ниже этого текста. Паспорт добавится в вашу корзину. Если Вы хотите добавить в корзину еще один или несколько документов — проследуйте в соответствующую категорию и закончите пополнение корзины. Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование — нам важно ваше мнение! |
www.xn--80akollgcgac.xn--p1ai
Круглошлифовальные станки по низкой цене
Станок применяется в различных видах производств. Обработка на круглошлифовальном станке – это последняя операция, которую проходит деталь, уже побывавшая на токарном, фрезерном, сверлильном или другом станке.
.Основные параметры оборудования
- размер стола;
- диаметр и скорость вращения шлифовального круга.
Существуют универсальные и простые круглошлифовальные станки. В универсальных, помимо поворота рабочего стола, реализован поворот как детали, так и шлифовального круга. Для шлифования отверстий станки, относящиеся к универсальным, снабжаются дополнительной бабкой.
Возможности круглошлифовальных станков существенно более скромные, поскольку обладают только поворотом стола. В основном они рассчитаны на одну технологическую операцию.
При выборе станка необходимо ориентироваться на следующие его характеристики:
| Характеристика | Значение | |
|---|---|---|
| Мощность | кВт | |
| Питаемое напряжение | В | |
| Размер рабочего стола | мм | |
| Диаметр шлифовального инструмента | мм | |
| Номинальное число оборотов | об/мин | |
| Габариты станка | мм | |
| Вес | кг | |
| Цена круглошлифовального станка | руб |
Стоимость и заказ станка
Компания «РуСтан» предлагает к продаже станки по оптимальной цене. Также мы рекомендуем заказать дополнительное оборудование. Напоминаем, при покупке действует гибкая система скидок!
Работает система гарантийного и постгарантийного обслуживания купленного оборудования.
Доставка в Москве и по России, возможен самовывоз.
Звоните по телефону +7 (495) 249-49-90!
rustan.ru