Кромкооблицовочный
| Z-group Украина, г. Черкассы СТАНОК КРОМКООБЛИЦОВОЧНЫЙ R-17 |
ТУ У 29.4-2828214498-001:2008
ПАСПОРТ
руководство по эксплуатации
1.Содержание
| 2. | Общие указания …………….…………………………………….. | 2 |
| 3. | Технические данные ………………….……………………… | 2 |
| 4. | Комплектность ……………………………………………. | 3 |
| 5. | Требования безопасности ……………………………….. | 3 |
| 6. | Устройство станка ………………………………………. | 3 |
| 7. | Подготовка к работе и порядок ее проведения ………… | 8 |
| 8. | Техническое обслуживание …………………………….. | 11 |
| 9. | Условия эксплуатации и транспортирования …………. | 12 |
| 10. | Возможные неисправности, проблемы, возникающие при поклейке, и методы их устранения ……………….. | 12 |
| 11. | Консервация………………………………………………. | 15 |
| 12. | Свидетельство о приемке………………………………… | 15 |
| 13. | Гарантийные обязательства ……………………………… | 15 |
2.Общие указания
2.1.Станок кромкооблицовочный R-17 (далее–станок) предназначен для облицовки прямолинейных и криволинейных торцов мебельных щитов кромочными материалами.
2.2.Подача кромки в зону склеивания осуществляется автоматически, черновая отрезка кромки производится автоматически при помощи (на выбор) концевого выключателя или педали.
2.3.Модель ориентирована в основном на среднего производителя мебели (частные фирмы, индивидуальные мастерские, небольшие мебельные фабрики). Станок позволяет существенно повысить производительность труда по сравнению с оклейкой вручную.
3.Технические данные
Технические данные станка приведены в таблице 1.
Таблица 1
| Ширина кромочного материала, мм | 16 — 55 |
| Толщина кромочного материала, мм | 0.5 — 3 |
| Толщина детали, мм | 10 — 50 |
| Внешний радиус, мм | не ограничен |
| Минимальный внутренний радиус, мм | 25 |
| Минимальная длина отрезаемой кромки, мм | 210 |
| Размер рабочего стола, мм | 950х750 |
| Скорость подачи кромочного материала, м/мин | От 3 до 6 м/мин (10 скоростей) |
| Плавная регулировка температуры, ˚С | до 250 |
| Мощность нагрева, кВт | 1,8 |
| Общая электрическая мощность, кВт | 2 |
| Электропитание — по требованию | 380В/50Гц/3 фазы 220В/50Гц/1 фаза |
| Занимаемая производственная площадь, кв.м. | около 1 |
| Специальные требования по установке | наличие контура заземления, наличие компрессора |
| Масса станка | 125 кг. |
| Габариты мм. | 920*750*1000 |
4.Комплектность
Комплектность поставки приведена в таблице 2.
Таблица 2
| № п/п | Наименование | Количество |
| 1 | Станок | 1 шт. |
| 2 | Направляющие опорные | 2 шт. |
| 3 | Опоры переустанавливаемые | 6 шт. |
| 4 | Паспорт. Руководство по эксплуатации | 1 экз. |
5.Требования безопасности
5.1.При эксплуатации станка ЗАПРЕЩАЕТСЯ:
5.2.Эксплуатировать станок при отсутствии или неисправности заземления.
5.3.Использовать в качестве заземления элементы водо-, газо- и теплосетей.
5.4.Эксплуатировать станок при явных признаках замыкания токоведущих частей на корпус (пощипывание при касании).
5.5.Одновременно прикасаться к станку и заземленным частям (трубопроводам, кранам и т. д.).
5.6.Производить какие-либо действия внутри корпуса станка и ящика для электрооборудования при включенном станке.
5.7.Оставлять на рабочем столе станка ветошь, пропитанную маслом или легковоспламеняющимися жидкостями.
6.Устройство станка
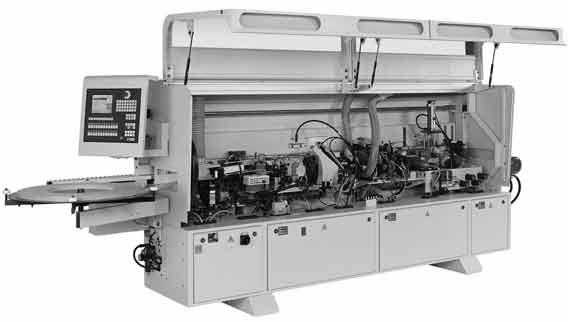
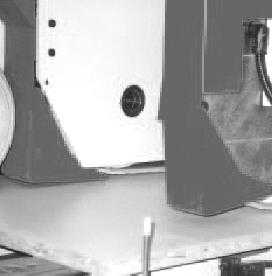
6.1.Станок состоит из корпуса, несущей плиты, столешницы, опорных направляющих и переустанавливаемых опор мебельных щитов, опоры для размещения бобины, узла отрезки кромочного материала, дополнительного ролика, направляющих кромочной ленты, устройства разогрева и подачи клея, терморегулятора. Общий вид станка представлен на рис.1.
6.2.Корпус станка (13) представляет собой сварную конструкцию из гнутых профилей. Передняя стенка корпуса оснащена дверью (1) для облегчения доступа к узлам станка и их обслуживания. На двери расположена лицевая панель (2) с органами управления и контроля.
6.3.Несущая плита (7) изготовлена из толстолистовой стали, на ней размещены основные механические узлы станка.
6.4.Столешница (12) изготовлена из листовой стали, расположенные на ней отверстия служат для фиксированного размещения опорных направляющих и переустанавливаемых опор.
6.5.Опорные направляющие (3) изготовлены из МДФ толщиной 16 мм. По ним осуществляется перемещение заготовки при оклеивании. К столешнице опорные направляющие крепятся с помощью шкантов, что позволяет, при необходимости, быстро их переустанавливать соответственно форме заготовки. Высота направляющих определяет величину свеса наклеиваемой кромки, поэтому заменяемые или модернизируемые направляющие должны обеспечить высоту заготовки над уровнем столешницы равную 16 мм.
6.6.Переустанавливаемые опоры (5) предназначены для дополнительной поддержки заготовки при оклеивании криволинейных поверхностей и предотвращения подрыва образованного нижнего свеса кромки. Рабочая поверхность опор возвышается над столешницей также на 16 мм.
6.7.Вращающаяся опора (8) для размещения бобины служит для равномерного сматывания кромочного материала. Разматывание бобины по инерции предотвращается регулируемым тормозным устройством (9). Фиксация бобины относительно центра опоры производится с помощью трех передвижных упоров (10).
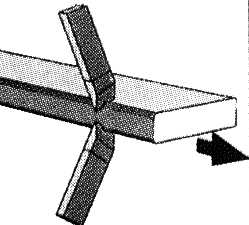
6.8.Узел отрезки (6) предназначен для автоматической черновой обрезки кромочной ленты в ходе оклейки заготовки. Отрезка кромки осуществляется косым ножом, приводимы в движение пневмоцилиндром. Управление отрезкой может производиться концевым выключателем (11) или педалью (14).
Рис.1. Общий вид станка.
1 – дверь; 2 – лицевая панель; 3 – направляющие опорные; 4 — дополнительный ролик; 5 – опоры переустанавливаемые; 6 – узел отрезки; 7 – несущая плита;, 8 — вращающаяся опора; 9 – тормозное устройство; 10 — передвижной упор; 11 – концевой выключатель; 12 – столешница; 13 – корпус; 14 – педаль.
6.9.Направляющие (входные (3) и выходные (10) (см. рис.3)) служат для ограничения возможных перемещений кромки по высоте и обеспечения необходимой траектории движения кромки. Дополнительный ролик (4) применяется только при оклейке прямолинейных поверхностей и служит для облегчения перемещения заготовки и дополнительной прикатки кромки. Он может устанавливаться на столешнице в двух положениях в зависимости от длины заготовок и удобства оператора.
6.10.На лицевой панели станка (рис.2) размещены: тумблер (1) включения питания и включения «режима ожидания», переключатель (2) режима включения отрезного устройства концевым выключателем, переключатель (3) режима включения отрезного устройства педалью, индикаторная панель (4) терморегулятора с управляющими кнопками, кнопка-«пуск» (7) мотора-редуктора, кнопка-«стоп» (5) мотора-редуктора, кнопка (6) аварийной остановки.
1
2
3
4
7
5
6
Рис.2 Органы управления
1 — тумблер включения питания и включения «режима ожидания», 2 — переключатель режима включения отрезного устройства концевым выключателем, 3 — переключатель режима включения отрезного устройства педалью, 4 — индикаторная панель терморегулятора с управляющими кнопками, 5 — кнопка-«стоп» мотора-редуктора, 6 — кнопка аварийного останова,
7 — кнопка-«пуск» мотора-редуктора.
6.11.Устройство разогрева и подачи клея состоит из емкости для клея, клееподающего вала, клеесъемной пластины, нагревателей, приводного ролика, прижимного устройства, натяжного устройства, цепной передачи и мотора-редуктора.
6.11.1.Емкость для клея состоит из двух камер: камеры загрузки и предварительного разогрева клея (13) (рис.3) и клееподающей камеры (7).
1
2
3
4
5
6
7
8
9
10
11
12
13
Рис. 3. Несущая плита со смонтированными на ней устройствами
1-стойка, 2-маховичек, 3-направляющие входные, 4-ползун, 5-клеесъемная пластина, 6-регулировочный винт, 7-клееподающая камера, 8-клееподающий вал, 9-приводной ролик, 10- направляющие выходные, 11- прижимной ролик, 12-крышка, 13-камера загрузки и предварительного разогрева
6.11.2.Клей через отверстие в несущей плите засыпается в камеру загрузки и предварительного разогрева клея, где он нагревается до рабочего состояния.
6.11.3.Разогреваясь, клей перетекает в клееподающую камеру, где расположены клееподающий вал (8) и клеесъёмная пластина (5). Клееподающим валом он наносится на внутреннюю поверхность кромочного материала. Положение клеесъёмной пластины, изменяемое регулировочным винтом (6), определяет толщину наносимого клея. Остатки клея вытекают из клееподающей камеры через переливное окно обратно в камеру загрузки, чем обеспечивается его циркуляция в устройстве.
6.11.4.Нагреватели установлены под дном емкости для клея и на боковой поверхности клееподающей камеры. Они выполнены в виде металлических пластин с нанесенным нагревательным слоем.
| Y | Следует избегать механических повреждений токопроводящей поверхности нагревателей. Эксплуатация поврежденных нагревателей может привести к поражению электрическим током! |
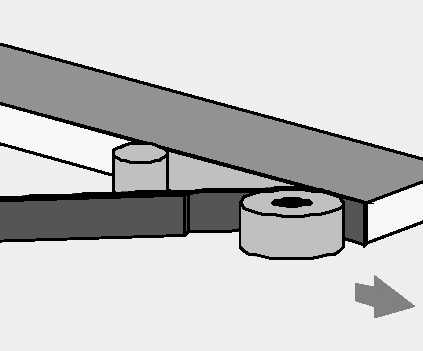
6.11.5.Приводной ролик (9) подает кромочный материал к оклеиваемой заготовке и задает скорость её подачи. Ролик вращается по часовой стрелке, обеспечивая подачу заготовки.
6.11.6.Прижимное устройство обеспечивает надежный контакт кромочного материала с клееподающим валом. Оно состоит из стойки (1), ползуна (4) и прижимного ролика (11), который вращается на оси (5). Прижимное усилие регулируется маховичком (2) ползуна.
6.11.7.Натяжное устройство винтового типа предназначено для регулировки натяжения приводной цепи. При достижении необходимого натяжения плита двигателя фиксируется болтами.
6.12.Терморегулятор служит для установки оптимальных значений температуры в технологически важных зонах станка и ее поддержания на заданном уровне. Он состоит из индикаторной панели с кнопками управления на лицевой панели станка и электронного блока.
6.12.1.Терморегулятор позволяет осуществлять следующие функции:
измерение температуры по трем каналам с помощью термопар;
отображение текущего значения температуры по каждому из трех каналов;
автоматическое регулирование температуры по двум каналам;
обеспечение запрета на пуск мотор-редуктора до выхода станка на рабочий температурный режим;
индикацию скорости подачи кромочной ленты;
программное изменение заданных параметров.
6.12.2.Индикаторная панель терморегулятора (4) (рис. 2) расположена на лицевой панели станка. На ней расположены (см. рис.4): цифровой индикатор А и В , два двухцветных светодиодных индикатора (К1 и К2), два одноцветных светодиодных индикатора (В1 и В2) и три кнопки управления
6.12.3.Цифровой индикатор А предназначен для последовательного отображения значений температуры по каждому из трех каналов нагрева
I канал — температура клея в клееподающей камере
II канал — температура клея в камере предварительного разогрева
I
Рис.4. Внешний вид индикаторной панели терморегулятора
II канал — температура разогрева клееподающей камеры, при которой разрешается запуск двигателя
6.12.4.Четыре светодиода сигнализируют о режимах работы прибора:
зеленое свечение двухцветного светодиода К1 (К2) сигнализирует о выводе на цифровой индикатор значения температуры по I (II) каналу;
зеленое одновременное свечение двухцветных светодиодов К1 и К2 сигнализирует о выводе на цифровой индикатор значения температуры по III каналу;
красное одновременное свечение двухцветных светодиодов К1 и К2 сигнализирует о нахождении в режиме программирования прибора;
свечение светодиодов В1 и (или) В2 сигнализирует о работе нагревателя по каналу I и (или) каналу II.
6.12.5.Цифровой индикатор В отображает два параметра:
при включении не разогретого станка индикатор В сигнализирует запрет на включение двигателя (отображает OFF) см. рис.5
при разогретом состоянии станка индикатор В отображает текущую скорость подачи ленты (цифровое значение от 1 до 10 ). Для изменения скорости используются кнопки (уменьшение скорости) и (увеличение скорости).
6.12.6. Режим программирования параметров.
6.12.6.1. Вход в режим программирования параметров осуществляется кнопкой (кнопку необходимо удерживать 2-3 сек.). На цифровом индикаторе В появляется надпись «st», при этом начинает мигать лампочка К1, что свидетельствует о нахождении в режиме задания значения температуры по I каналу.
6
Рис. 5 Индикация запрета на включение двигателя на панели терморегулятора
.12.6.2. На цифровом индикаторе А при этом отображается заданная температура I канала с мигающей крайней правой цифрой. Для изменения значения мигающей цифры необходимо нажать кнопку и последовательными ее нажатиями довести до необходимого значения. Для перехода на следующую цифру необходимо нажать кнопку , для дальнейшего изменения значений необходимо повторить описанную выше последовательность действий.
6.12.6.3. Кнопкой перейти к заданию параметров для II канала. На цифровом индикаторе В остается надпись «st», при этом начинает мигать лампочка К2, что свидетельствует о нахождении в
режиме задания значения температуры по II каналу. Действия по изменению значений температуры для II и III канала аналогичны действиям, описанным выше.
6.12.6.4.Выйти из режима программирования температурных параметров можно двумя способами:
нажимая кнопку , последовательно перебрать все параметры;
не нажимая кнопок, дождаться автоматического выхода терморегулятора из режима программирования (приблизительно 1 минута).
6.13. Частотный преобразователь регулирует число оборотов двигателя . Он позволяет подключать станок к сети напряжением как 380В, так 220В.
Рекомендуем воспользоваться услугами пуско-наладочных работ специалиста
Подготовка к работе и порядок ее проведения
7.1.У
rykovodstvo.ru
Инструмент | instrument.in.ua
Як правильно вибрати повітряний компресор і що це за пристрій
Компресор складно назвати предметом першої необхідності у побуті, але, якщо ви мешканець приватного або заміського будинку, власник СТО, працюєте на мийці або збираєтесь проводити ремонтні роботи – купити подібний пристрій просто необхідно. Ми розповімо про те, який компресор краще вибрати для різних експлуатаційних цілей.
Первоклассный бензиновый триммер: 6 признаков правильного выбора
Каждый владелец загородного или частного коттеджа мечтает об идеальном приусадебном участке, ведь он является своеобразной визитной карточкой и «лицом» не только дома, но и его хозяина. На обустройство и уход за садом тратится довольно много времени. Чтобы облегчить работу и создать действительно красивый участок необходимо иметь в арсенале своих инструментов бензиновый триммер. Это удобный и практичный инструмент, с помощью которого Вы сможете скосить траву, сорняки и кустарники, а также заготовить сено.
Новые опрыскиватели от ТМ FORESTA
Настоящие хозяева знают, что весной, летом и даже осенью незаменимым инструментом в уходе за садом и огородом является опрыскиватель. Мы позаботились о том, чтобы вам было удобно и выгодно приобрести опрыскиватель на любой вкус.
Новинка ассортимента опрыскивателей от ТМ Foresta BS-16М
Максимально практичный и удобный.
www.instrument.in.ua
Кромкооблицовочный станок — инструкция по применению
На производительность кромкооблицовочных станков влияют многочисленные факторы и качество различных составляющих. Так, скорость станка зависит и от того, как она изменяется: плавно или ступенчато (плавное переключение эффективнее). Для того чтобы деталь точно и плавно двигалась, нужны хорошие направляющие, которые поддерживают цепь в горизонтальной и вертикальной плоскостях.
Лучше использовать «низкие» накладки цепи. Важно достигнуть оптимального взаимодействия между узлами всех систем станка и наименьшей вибрации. Если станок принадлежит к группе тяжеловесных, то вибрации при его работе не так заметны. А для средних и небольших станков крайне важна надёжная сборка оборудования; играет роль жёсткость станины, верхнего прижима и всех узлов. При выборе станка будет полезным узнать о конструкции станины, а также о способе закрепления узлов и диаметре направляющих подвижных частей.
Для работы с рулонным материалом практически все станки комплектуются специальным магазином. Помимо этого, могут быть различные дополнительные опции: специальный пневмоприжим или игольчатый приводной ролик для подачи полосового материала, доводчик рулонного кромочного материала. Что касается клеевого узла, то различают клеевые ванны (они более распространены) и клеевые картриджи.
Благодаря последнему более экономно расходуется клей, однако он рассчитан на меньшее количество работ. Если Вы останавливаете свой выбор на традиционном клеевом узле (с клеевой ванной и валиком), то лучше, если это будет узел с прямым и обратным ходом, малым временем разогрева клея и функцией автоматического снижения температуры. Прижимные ролики прижимают кромочный материал к детали.
Чем больше диаметр первого приводного ролика, тем меньше вероятности деформации углов детали. Уровень функционирования торцовочного узла зависит от точности прецизионных направляющих и качества линейных подшипников, которые осуществляют перемещение узла. Помимо этого, нужно, чтобы пилы могли автоматически разворачиваться. Узел фрезерования должен иметь два высокочастотных электродвигателя, при этом каждый двигатель оснащается фрезой, позволяющей благодаря изменению наклона электродвигателя производить обработку кромочного материала толщиной от 0,4 до 3 мм.
Отметим, что фрезы бывают радиусные, прямые и комбинированные. Используются и многофункциональные узлы фрезерования. Они совмещают в себе несколько функций, благодаря чему не нужно перестанавливать узлы для фасок и радиусов. Финишная обработка кромочного материала толщиной 2–3 мм (к примеру, ПВХ или АБС) – циклевание. Различают радиусное и плоское циклевание.
Удаление кинематических волн, которые образуются после фрезерования, происходит за счёт радиусного циклевания. Если стружка от цикли убирается через отдельный накопитель, то она не может повредить вентилятор системы аспирации. А плоская цикля устраняет излишки клея, а также остаточный припуск. Основные способы управления кромкооблицовочной машиной – это ручная настройка, управление при помощи упрощённого пульта и многофункционального контроллера. Очевидно, что интерактивная система управления повышает производительность и безопасность оборудования. Необходимо, чтобы в кромкооблицовочном станке была налажена система очистки. Она гарантирует долгий срок службы станка и отдельных его узлов. На станках с малой скоростью подачи система удаления отходов состоит из нескольких воздухоотводов (патрубков), подводящихся к узлам.
Эти патрубки соединяются с коллектором, то есть воздуховодом большого диаметра, проходящим через весь станок и подсоединяемым к системе аспирации цеха. На станках для крупных производств имеется фуговальный узел. Он необходим для прифуговки (предварительного фрезерования) кромок деталей перед их облицовыванием. Узел оснащён двумя фрезами с алмазными резцами. Пазовальный узел нужен для формирования пазов на задней стенке корпуса мебели либо на дне ящиков.
Еще материалы, близкие к теме
Трёхкоординатный обрабатывающий центр Является не просто фрезером с ЧПУ (числовое программное управление), а тонким инструментом, способным выполнять задачи узкоспециального направления. Первое требование, которому должен отвечать обрабатывающий станок, — площадь рабочего поля: не меньше 1250*3000 мм. Второе – толщина обрабатываемой заготовки, которая может быть Сборка мебели — завершающая часть процесса приобретения мебели, поэтому для подрядчика важно, чтобы она прошла быстро и без видимых трудностей. Это подтвердит хорошее мнение потребителя о Вашей компании. Поэтому необходимо следить за качеством такого инструмента, как шуруповёрт (другими словами – аккумуляторная дрель). Возможности форматно — раскроечного станка Дополнительные опции могут существенно улучшить производительность станка, точность и качество реза, а также повысить уровень безопасности. Гибкость и быстрая перенастройка оборудования особенно важны для крупных и средних производств. Увеличению производительности способствует система централизованного управленияКромкооблицовочный станок и правильный уход за ним
Представить сегодня производство мебели без кромкооблицовочного станка просто невозможно. Необходимость в его приобретении возникает рано или поздно у всех, кто стремится улучшить качество выпускаемой продукции, ориентируясь на развитие бизнеса. Наибольшей популярностью пользуются кромкооблицовочные станки проходного типа, которые выбираются покупателями не только на основании технических характеристик, но и надёжности станка. С тем, что любой станок может служить верой и правдой при условии правильного ухода за ним, не согласится просто невозможно.
Рекомендации по уходу за станком
Любые советы, данные в адекватном ключе, всегда будут цениться, поэтому давайте попробуем изложить основу правильного ухода за станком.
- Первое, на что необходимо всегда обращать пристальное внимание, это силовые кабели и защитные устройства при их повреждении, способные защитить как станок, так и самого оператора. Это обуславливается тем, что поврежденный кабель может вывести из строя подавляющее число электроузлов, что потребует срочного восстановительного ремонта.
- Исключать по возможности перекос питающего напряжения по фазам. Если в цехах, где используется станок, существует риск скачков напряжения, то лучше установить стабилизаторы и фильтры, которые дают определенную защиту в данной ситуации.
- Всегда внимательно следить и контролировать качество сжатого воздуха и категорически не допускать заноса из компрессора и пневмосистемы, установленной в цеху, частиц масла, воды или пыли. Такие обстоятельства практически гарантировано снижают срок эксплуатации воздушных редукторов, пневмоклапанов и манжет цилиндров.
Быстро изнашиваемые части станка и их замена.
Ни для кого не секрет, что даже станок, являющийся эталоном надёжности, имеет свои «ахиллесовы пяты», поэтому замена таких частей, произведенная вовремя, всегда продлит срок эксплуатации оборудования. Рассмотрим все более внимательно:
- Всегда после работы необходимо производить уборку как рабочего места, так и самого станка, а также осуществлять смазку узлов и деталей, которые рекомендуются производителем. Еще одной особенностью в этом случае является использование лишь рекомендованной производителем смазкой либо той, которая уже была проверена в действии и при ее применении никаких проблем не возникало.
- Практически все производители на своих станках предпочитают устанавливать герметичные соединения и узлы, что предотвращает попадание пыли и грязи. Большинство предпочитает убирать станок сжатым воздухом, но лучше этого не делать, так как под высоким давлением шанс попадания инородных тел в защищенные места несколько выше. Здесь предпочтительнее выбирать щетки.
- Не надо отпускать прижимную балку сверху с силой, достаточно сделать это именно настолько, сколько будет достаточно для точной установки заготовки на рабочем столе или конвейере. Если этим пренебречь, то износ прижимных роликов сверху, перегрузка двигателя, износ мягких фиксаторов и растяжение транспортерной цепи неизбежны. Это все приведет к замене и, следовательно, к лишним затратам.
- Особенно тщательно контролировать состояние пневмоцилиндров и редукторов, так как по их вине могут быть повреждены те узлы станка, которые отвечают за обработку заготовок.
- Точно выставлять температуру нагрева и правильно выбирать клеевой состав для кромки, опираясь на производительность станка. Если использовать некачественный клей, то загрязнение клеевой станции неизбежно, а следом за этим могут пойти затраты на замену расходных материалов.
- При замене запчастей отдавать предпочтение оригиналам.
- Для работы на станке допускать лишь тот персонал, который прошел предварительный инструктаж и достаточно компетентен в управлении подобным оборудованием.
- Важно! Если вы заметили какие-нибудь отклонения в работе станка, но не знаете причины этому, то лучше всего проконсультироваться у производителя или поставщика оборудования.
- Никогда не стоит пренебрегать временем на тщательно обслуживание станка.
Заключение
Доверяйте обслуживать станок лишь тому персоналу, которому это действительно интересно, так как он будет переживать за общее дело и стремиться выполнить свою работу на высоком уровне. Если специалист обслуживающий станок действительно грамотный, то примерно в 75-80 % случаев он сможет предотвратить повреждение деталей и узлов станка. Да, если вы используете в производстве станок, подпадающий по классификации под легкую серию, то не стоит ждать от него высокой производительности, гоняя в две смены, а то и более, так как это однозначно на пользу ему не пойдет.
Наша компания «Х-Профиль» предлагает лишь сертифицированное оборудование, которое будет служить вам в течение длительного срока эксплуатации верой и правдой. Если случатся какие-нибудь проблемы, то наш высококвалифицированный персонал всегда ответит на любые вопросы.
x-profil.ru
Инструкция для оператора Кромкооблицовочный станок Часть A — Специальная часть —
Транскрипт
1 Инструкция для оператора Кромкооблицовочный станок Часть A — Специальная часть
2 Содержание Цели обучения Облицовка кромок — зачем? Как выглядит качественно приклеенная кромка? Что может сделать оператор, чтобы получить высококачес твенную кромку на кромкооблицовочном станке? Как функционирует кромкооблицовочный станок, какие имеют место процессы и операции? Влияние объема производства на работу кромкооблицовочного станка На что должен обращать внимание оператор станка? Виды используемых кромочных материалов Применяемые клеи Какие операции выполняются на детали перед наклеиванием кромочного материала? На что нужно обращать внимание, когда наряд на работу поступает к станку? Как правильно наладить станок? Как проверять результат работы и наблюдать за процессом? Как завершается исполнение заказа? Что нужно делать в случае дефектов? На что нужно обращать внимание для обеспечения безопасности на кромкооблицовочном станке? Какие работы по техническому обслуживанию и профилактике необходимо регулярно проводить на кромкооблицовочном станке? Контрольные вопросы
3 Цели обучения 1. Умение описать конструкцию и принцип действия станка. 2. Знание всех требований, предъявляемых к выполненной работе и связанным с ней материалам (например, физические нагрузки, требования по качеству, эстетические требования и т. д.). 3. Знание операций настройки, а также соответствующих параметров станка для различных режимов обработки (например, скорость резания, скорость подачи, усилие прижима и т. д.). 4. Умение обосновать требования, предъявляемые к инструменту, в зависимости от режима обработки. 5. Умение определить и правильно использовать инструменты, соответствующие различным режимам обработки. 6. Умение определить и правильно использовать вспомогательные средства, необходимые для эксплуатации и выполнения намеченных заказов на обработку. 7. Умение оценивать качество детали. 8. Знание критериев и предпосылок, необходимых для надежной и экономичной эксплуатации станка. 9. Умение принимать все меры и использовать все элементы машины для обеспечения наивысшей безопасности труда
4 1 Облицовка кромок зачем? Хотя кромка и занимает в общей площади детали только незначительную часть, ей с многих точек зрения придается особенно большое значение: Кромки это важный элемент внешнего оформления детали. Соответствующие материалы и цвета кромочного материала (древесина, фанера, пластмассы, алюминий), а также его различные геометрические формы (округлости, фаски, толщины кантов и т. д.) позволяют достигать всевозможных эффектов, которые придают деталям и, тем самым, всему изделию особенный внешний вид. В случае использования плит, например, ДСП, как правило, совершенно необходимо, чтобы кромка самой плиты была полностью закрыта. 1 Древесностружечная плитаоснова 2 Кромочный материал 3 Шпон Кромочные материалы обеспечивают значительную защиту несущей детали от влаги и механических воздействий. Кромочный материал «укрепляет» деталь по кромкам и на углах. Но только при условии, что и кромочный материал, и клей рассчитаны на такие нагрузки. Сильно скругленные кромки в противовес острым кромкам и углам позволяют при дальнейшем использовании детали / продукта избегать травм. Это может играть важную роль в случае детской и офисной мебели
5 2 Как выглядит качественно приклеенная кромка? Качественно приклеенная кромка характеризуется определенными признаками. Кромка со всех сторон приклеена заподлицо с плоскостями плитыоснования и с торцевой стороной т.е. кромочный материал не выходит за граничные поверхности плиты ни в ту, ни в другую сторону. В соответствии с толщиной кромочного материала он правильно скруглен или сняты фаски, морщины или рябь отсутствуют. Тонкий и, тем самым, минимально заметный стык склейки. Цвет клея согласован с цветом / отделкой плиты и материалом кромки. Отсутствие сколов кромки (например, из-за форматной обработки) на плите-носителе 1 Плита-носитель (например, ДСП) 2 Покровный слой (например, меламин) 3 Сколы
6 На детали отсутствуют остатки клея. После облицовки кромочным материалом деталь имеет требуемые размеры по длине и по ширине. длина ширина Резюме После оклеивания кромочным материалом деталь соответствует параметрам, указанным в наряде на работу и не требует никакой дополнительной обработки; также нет необходимости в чистке или удалении остатков клея. Запомнить! Качественные кромки это особый признак качества изделия. При правильной эксплуатации современные кромкооблицовочные станки позволяют получать высококачественные кромки, не требующие никакой дополнительной обработки. Ручная доработка кромок дает, как правило, худшие результаты, чем те, которые достигаются при оптимальной настройке кромкооблицовочных станков. Выполняемая вручную работа по исправлению брака связана с дополнительными ненужными трудовыми и, тем самым, финансовыми затратами!
7 3 Что может сделать оператор, чтобы получить высококачественную кромку на кромкооблицовочном станке? 1. Систематическая настройка станка с учетом материала плиты-носителя и кромочного материала, а также требований к качеству, указанных в наряде на работу. 2. Использование на кромкооблицовочном станке хорошо заточенного инструмента. 3. Полная концентрация при контроле и наблюдении за операциями станка. 4. Инструктаж персонала, занимающегося на выходной стороне станка извлечением и укладкой деталей, относительно требований к качеству проводить сравнение с образцовой деталью! 5. Съем и укладка деталей в штабель без повреждений для последующих рабочих операций. Укладка на транспортную тележку или поддон, не допуская выступания деталей за габарит транспортного средства. Указание На обработку направляются только детали, имеющие требуемое исходное качество. Если, например, плиты-носители еще до приклеивания кромок имеют сколы кромок, иные повреждения или размерные отклонения, то эти детали должны отбраковываться до облицовки кромок!
8 4 Как функционирует кромкооблицовочный станок, какие имеют место процессы и операции? Оклеивание кромочным материалом в проходном режиме На кромкооблицовочных станках нанесение клея, соединение, прессование и последующая обработка производятся на плоских плитахносителях в проходном режиме с выполнением типичных рабочих операций. 1. На входе в станок плита (1) подхватывается снизу цепным транспортером (2) и верхним прижимом и транспортируется Механический или оптический датчик регистрирует начало плиты Фуговально-фрезерные агрегаты фрезеруют на плите чистовую кромку. Указание. Использование фуговально-фрезерных агрегатов необходимо, как правило, только тогда, когда плиты имеют отрезную кромку низкого качества
9 4. Клей (как правило, клейрасплав) наносится с помощью клеенаносящего ролика на кромку заготовки. Кромочный материал подается параллельно двигающейся плите. Торцовочное устройство отрезает нужную длину кромочного материала от рулона (в этом нет необходимости при использовании полосового материала). 5. Несколько прижимных роликов прижимают кромочный материал к кромке проходящей плиты. При этом кромочный материал прочно соединяется с плитой. 6. Перемещающийся одновременно торцовочный агрегат заподлицо подрезает выступающий спереди кромочный материал. Второй такой же агрегат производит подрезку сзади
10 7. Два фрезерных агрегата фрезеруют выступающий кромочный материал сверху и снизу. 8. После этого, два агрегата профильного фрезерования фрезеруют скругление или фаску. 9. Верхнее и нижнее циклевальные устройства удаляют выступивший клей и остатки выступающего кромочного материала. 10. Полировальные диски производят «финишную обработку» приклеенной кромки на верхнем и нижнем переходах к поверхности плиты
11 5 Влияние объема производства на работу кромкооблицовочного станка 1. Малые партии изделий на каждый заказ (единичное производство) Оператор должен сокращать подготовительное время, например, объединяя заказ с деталями такого же исполнения (группы производственных операций или деталей). Координация деталей по заказу должна обеспечиваться по каждой детали. Это можно обеспечить маркировкой деталей, например, с помощью надписанных идентификационных этикеток или штрихового кода. 2. Крупные партии изделий на каждый заказ (серийное производство) Во время исполнения задания, оператор отвечает за оптимизацию тонкой настройки. Если даже настройка станка не изменяется, оператор в процессе исполнения операций по обработке должен следить за тем, чтобы в пределах одной серии постоянно обеспечивалось достижение качественных результатов обработки. Для достижения высокой производительности станка, необходимо следить за постоянством материалопотка и подачи заготовок в станок. 6 На что должен обращать внимание оператор станка? Оператор несет ответственность за работу станка, в частности, за эффективность рабочего процесса, по возможности без перерывов и простоев за обеспечение необходимого качества при минимальном количестве брака / объеме работ по его исправлению за обеспечение необходимого количества изделий за полную подготовку материала (плиты-носители, кромочный материал, клей) до начала обработки заказа за тщательное штабелирование на соответствующих транспортных тележках или поддонах за завершение и передачу заказа за дальнейшую транспортировку деталей на следующий этап обработки (например, сверление)

12 за безопасность производства (в том числе и подсобных рабочих) за регулярную чистку и техобслуживание станка с целью поддержания его работоспособности 7 Виды используемых кромочных материалов Пластмасса, шпон, массивная древесина 1. Пластмассовые кромочные материалы Слоистые кромочные материалы на основе бумаги, пропитанной меламиновой смолой (CPL — Continous Pressure Laminates) Эти материалы производятся в проходных прессах непрерывного действия. Они изготавливаются однослойными или имеют многослойную структуру, состоящую из нескольких слоев пропитанной меламиновой смолой бумаги. Производство слоистых кромочных материалов на основе бумаги, пропитанной меламиновой смолой (CPL) i Меламиновые кромочные материалы выпускаются как в одноцветном исполнении, так и с декором «под дерево» или с иными рисунками. Специальное структурирование внешнего вида, например, древесные поры, может дополнительно создаваться с помощью тиснения. Толщина кромочных материалов варьирует от 0,25 мм (однослойные) до более 1 мм в многослойном исполнении. Выпускаются кромочные материалы различной ширины от 7 мм и более. Ширина кромочных материалов с нанесенным плавким клеем от 16 мм
13 1. Толстые кромочные материалы АБС и ПВХ Почти все типы кромкооблицовочных станков допускают работу с ленточными кромочными материалами из АБС (акрилбутадиенстирол) и ПВХ (поливинилхлорид) с использованием клея-расплава. Кромочные материалы из АБС и ПВХ обладают очень хорошими технологическими свойствами. Фрезерование радиусов на толстых кромочных материалах из АБС и ПВХ обеспечивает получение разнообразных декоративных эффектов. Особенно часто фрезеруются скругления на толстых кромках, предназначенных для детской мебели, для мебели детских садов и офисов, т.к. благодаря этому снижается опасность травм. Пластмасса АБС используется в качестве заменителя ПВХ. АБС обладает большей теплостойкостью, хотя, с другой стороны, АБС дороже и имеет меньшую стойкость к растворителям. Для обработки кромочного материала АБС рекомендуется применение фрез с 3 6 режущими кромками, диаметром приблизительно 70 мм и на частоте вращения от до об./мин. Если при обработке возникает «эффект размазывания», следует — понизить частоту вращения, т.е. уменьшить скорость резания, — использовать встречное фрезерование, — повысить скорость подачи кромкооблицовочного станка. Кромочные материалы из АБС и ПВХ выпускаются разных размеров и в различных декоративных исполнениях
14 2. Кромочный материал из шпона Ленты шпона заданной, постоянной длины используются только в тех случаях, когда из-за высоких требований к качеству материал для облицовки кромок необходимо брать из того же пакета, что для облицовки пластей, или, если этот материал может производиться из остатков шпона на собственном предприятии. Обычно используется рулонный материал, где ленты шпона скомпонованы из многих кусков. Сращивание отдельных кусков шпона производится зубчато-клиновым шипом или ребросклеиванием с подкладыванием соединительной ленты из нетканого полотна. Чтобы шов зубчато-клиновым шипом не попал на детали особого высокого качества, стыки располагаются с постоянным интервалом, который согласован с размерами детали. Рулонный материал, соединенный зубчато-клиновым шипом Ленты шпона выпускаются различной толщины и длины: 3. Кромочный материал из массивной древесины Кромочный материал из массивной древесины можно производить на собственном предприятии или закупать в виде полосового материала, опиленного или оструганного с обеих сторон. Поверхность следует начисто остругать, не шлифуя, так как шлифовальная пыль ухудшает склеивание. Для обеспечения прижима массивного кромочного материала в кромкооблицовочном станке, рейки быть достаточно гибкими. Короткие рейки, какие используются, например, для передних элементов выдвижных ящиков, не должны быть слишком толстыми. Смолистые или содержащие масла сорта древесины необходимо сначала обессмоливать
15 8 Применяемые клеи В большинстве случаев в качестве клеев для кромочных материалов применяются клеи-расплавы. Вид клея Область применения этилен-винилацетат (EVA) полиуретан (PU) EVA это универсальный клей-расплав общего назначения, используемый в производстве мебели и для внутренней отделки помещений Полиуретановые клеи-расплавы обладают явными преимуществами, если речь идет о высокой стойкости к растворителям, водостойкости и паростойкости, а также устойчивости к воздействию высоких и низких температур. Эти качества важны, прежде всего, в случае использующейся в сложных условиях кухонной мебели и мебели для ванных комнат. Полиуретан перерабатывается в специальных условиях! Указание Для использования полиуретановых клееврасплавов необходимо, чтобы узлы подготовки и нанесения клея на станке были спроектированы именно для этого типа клея. реактивные полиолефины (POR) см. PU полиолефины (APOA, Amorphe Poly Alpha Olefine) Полиолефиновые клеи-расплавы были специально разработаны с целью исключения отслаивания кромочного материала при последующей облицовке пластей шпоном в клеильном прессе. Это достигается благодаря значительно более высокой теплостойкости полиолефинового клея

16 9 Какие операции выполняются на детали перед наклеиванием кромочного материала? Процессами, предшествующими наклеиванию кромочного материала, является форматная обработка плиты по длине и ширине, а также изготовление точной кромки плиты. Форматная обработка на форматно-обрезном станке Форматная обработка на пильном станке для раскроя плит ii
17 Форматная обработка на двухстороннем форматно-обрезном профильном станке Фрезерование кромки на фрезерном станке в случае низкого качества распила Фрезерование кромки фуговально-фрезерным агрегатом кромкооблицовочного станка при низком качестве распила
18 10 На что нужно обращать внимание, когда наряд на работу поступает к станку? Имеется ли вся информация и материалы, необходимые для начала работы? Сюда относятся виды деталей (например, мебельная дверь) толщина плиты вид плиты размеры количество вид клея / цвет вид кромочного материала / исполнение вид дополнительной обработки кромки профиль кромочного материала требуемое качество кромки плиты (например, фронтальная кромка или невидимая кромка на задней стороне шкафа) температура плит и кромочного материала штабелирование с сортировкой по видам деталей с сортировкой по цвету, по виду кромочного материала и т.д. с сортировкой по комплектованию идентификационные карты или ярлыки деталей (штриховой код) прямолинейность кромки
19 11 Как правильно наладить станок? Что нужно делать? Какая информация необходима? 1. Определение и настройка параметров обработки Толщина плиты Вид и цвет клея Температура плавления / нанесения клея 2. Настройка / юстировка агрегатов, контроль состояния / пригодности инструментов (степень заточки, загрязнение, количество режущих кромок, кернение и т. д.) Количество наносимого клея Скорость подачи (Попутное / встречное движение клеенаносящего валка) Давление роликов прижима Требуемое качество облицованной кромки в соответствии с назначением Выступ кромочного материала по толщине и длине Прямоугольное торцевание или фаска Профиль облицованной кромки В случае двусторонних станков Рабочая ширина (размер детали) 3. Подготовка средств транспортировки Необходимые условия штабелирования для последующей операции 4. Подготовка деталей кромочного материала клея Информацию см. раздел
20 5. Загрузить / разогреть клей Информацию см. раздел 1 6. Подача кромочного материала в магазин Вид и исполнение кромочного материала 7. Пробный проход / контроль качества Количество наносимого клея / ширина стыка Прочность облицованной кромки Исполнение профиля / качество фрезерования Выступ кромочного материала на пласти и на углах Шероховатость Трещины кромки Клеевые загрязнения Вмятины на кромке / на поверхности от воздействия станка (например, от ощупывающих или прижимных роликов и т. д.) Окончательный размер
21 12 Как проверять результат работы и наблюдать за процессом? Я постоянно контролирую качество при снятии и штабелировании деталей и при этом обращаю внимание на количество клея / ширину стыков на прочность облицованной кромки на исполнение профиля / качество фрезерования на выступ кромочного материала на пласти и на углах на шероховатость на трещины кромки на наличие клеевых загрязнений на производительность (количество) на вмятины на кромке / на поверхности от воздействия станка Обслуживающий персонал контролирует вышеназванные показатели визуально и органолептически. После наладки станка, прочность облицованной кромки можно проверить на пробных деталях, попытавшись отслоить кромку с помощью ножа. Если результат пробы «удовлетворительный», то необходимо следить за параметрами настройки, не допуская их отклонения от заданных значений. К таким параметрам относятся, в частности, температура нанесения и количество клея (толщина стыков)
22 13 Как завершается исполнение заказа? Что нужно делать? К чему это относится? 1. Окончательное определение «качественных» и «бракованных» деталей 2. Транспортировка материала, включая рабочую документацию / сопроводительные документы на детали 3. Чистка станка 4. Проверка состояния инструментов и важных деталей станка 5. Извлечение (поврежденного, затупленного) инструмента 6. Сообщение начальнику о поврежденных деталях, инструментах или элементах станка детали кромочный материал клей клеенаносящий ролик прижимные ролики ощупывающие ролики контрольный штифт и т.д
23 14 Что нужно делать в случае дефектов? Рабочее задание прерывается и причины дефекта устраняются. Дефект Кромочный материал плохо приклеивается к плите. Его можно удалить рукой. Клей держится преимущественно на кромке плиты. Возможная причина Следствие Меры устранения Слишком холодный клей Клей сразу схватывается, не успевая проникнуть в материал плиты Замерять температуру клея непосредственно на клеенаносящем ролике и, при необходимости, регулировать ее согласно указаниям производителя Слишком холодная плита или кромочный материал Клей сразу схватывается, не успевая проникнуть в материал плиты Кондиционировать плиты / кромочный материал Дефект системы нагревания клея или термостатов Проверить функциональную способность нагревателя клея и термостатов. См. руководство по эксплуатации производителя оборудования Неправильно выбрана скорость подачи Слишком длительная открытая выдержка клея Повысить скорость подачи
24 Клей расплавляется неравномерно Резервуар плавления клея загрязнен комками перегоревших остатков клея или древесной пылью; равномерное плавление клея невозможно Очистить резервуар плавления клея Недостаточное усилие прижима клеенаносящего ролика Недостаточное нанесение клея Настроить усилие прижима клеенаносящего ролика Тип клея не соответствует типу плит или кромочного материала Происходит недостаточное смачивание Заменить клей Дефект Кромочный материал можно удалить рукой. Клей держится преимущественно на кромочном материале. Возможная причина Следствие Меры устранения Недостаточное усилие прижимных роликов Давление прижимных роликов должно быть таким, чтобы клей равномерно растекался под кромочным материалом Отъюстировать прижимные ролики Слишком холодный кромочный материал Клей охлаждается до прижимания Кондиционировать кромочный материал Слишком теплая плита После предыдущей облицовки шпоном температура плиты слишком высока Кондиционировать плиты
25 Дефект В области передней кромки плиты кромочный материал можно удалить рукой. Возможная причина Следствие Меры устранения Недостаточное усилие прижимных роликов Давление прижимных роликов должно быть таким, чтобы клей равномерно растекался под кромочным материалом Отъюстировать прижимные ролики Недостаточное количество наносимого клея Мало давление клеенаносящего ролика во время входа плиты в станок Отъюстировать клеенаносящий ролик Дефект Кромочный материал приклеивается к плите только по краям. Возможная причина Следствие Меры устранения Слишком холодный клей Клей сразу схватывается, не успевая проникнуть в материал плиты Замерять температуру клея непосредственно на клеенаносящем ролике и, при необходимости, регулировать ее согласно указаниям производителя Слишком холодный кромочный материал АБС или ПВХ Холодный кромочный материал из пластмассы имеет очень низкую эластичность. Имеющееся внутреннее напряжение таких кромочных материалов не преодолевается Кондиционировать кромочный материал
26 Недостаточное усилие прижимных роликов Давление прижимных роликов должно быть таким, чтобы клей равномерно растекался под кромочным материалом Отрегулировать прижимные ролики Слишком большое внутреннее напряжение кромочного материала Толстый рулонный кромочный материал не удается прогнуть или он снова скручивается в первоначальную форму после приклеивания Заменить кромочный материал Недостаточное количество наносимого клея Линия подачи клея или клеенаносящий ролик загрязнены Очистить линию подачи клея и клеенаносящий ролик по указаниям Инструкции по эксплуатации Недостаточное усилие прижима клеенаносящего ролика При нанесении клея на кромку плиты, контакт имеет место не по всей кромке Отъюстировать клеенаносящий ролик Кромка плиты не имеет прямого угла относительно плоской поверхности детали При нанесении клея на кромку плиты, контакт имеет место не по всей кромке Отфрезеровать плиту под прямым углом Дефект Кромочный материал можно удалить рукой. На кромочном материале остается клей с вырванными щепками. Возможная причина Следствие Меры устранения Клей пережжен Из-за слишком частого нагревания и охлаждения клея он термически разрушается и частично теряет свою клеящую Заменить клей
27 способность Отсутствует праймер Кромочные материалы АБС и ПВХ не могут приклеиваться без эффективного праймера Использовать праймер Слишком влажная плита Влажность плиты должна составлять менее 10%. Особенно часто этот дефект встречается у плит, которые хранятся не во влагозащищенных условиях. Кондиционировать плиты Недостаточное количество наносимого клея Линия подачи клея или клеенаносящий ролик загрязнены Очистить линию подачи клея и клеенаносящий ролик по указаниям Инструкции по эксплуатации Недостаточное усилие прижима клеенаносящего ролика Неправильная настройка. Клей наносится не по всей кромке плиты Отъюстировать клеенаносящий ролик Недостаточное усилие прижимных роликов Давление прижимных роликов должно быть достаточным, чтобы обеспечить вдавливание клея в материал плиты Отъюстировать прижимные ролики
28 Дефект Цветовой тон толстых кромочных материалов АБС и ПВХ становится светлее при пригоночном фрезеровании. Возможная причина Следствие Меры устранения Слишком низкая скорость резания Повысить частоту вращения и, тем самым, скорость резания или дополнительно обработать полировальным агрегатом Дефект После пригоночного фрезерования, на верхнем и нижнем крае кромочного материала наблюдается волнистость поверхности от фрезы. Возможная причина Следствие Меры устранения Слишком низкая скорость резания фрезы Дополнительно обработать с циклевальным и полировальным агрегатом Слишком высокая подача на зуб фрезы Применять многолезвийные фрезы или использовать встречное фрезерование
29 Дефект Кромочный материал выступает по толщине или длине или имеются следы фрезерования. Возможная причина Следствие Меры устранения Неправильная настройка пригоночных фрез Отъюстировать фрезерные головки Неправильная настройка торцовочного агрегата Отъюстировать торцовочные пилы Дефект Вмятины на плите или на кромке. Возможная причина Следствие Меры устранения Загрязнен цепной транспортер подачи или прижимные ролики На роликах имеются отложения опилок или остатков клея Очистить цепной транспортер подачи и прижимные ролики Слишком высокое давление прижима Изменить настройку станка и уменьшить давление прижима (возможно, неправильно настроена толщина плиты)
30 Дефект Остатки клея на плите или на кромке. Возможная причина Следствие Меры устранения Избыточное количество наносимого клея Избыток клея выдавливается Отъюстировать клеенаносящий ролик 15 На что нужно обращать внимание для обеспечения безопасности на кромкооблицовочном станке? При наладке, устранении неисправностей, настройке кромкооблицовочных станков существует опасность травматизма из-за скольжения на опасных участках и случайного включения торцовочных агрегатов. Особенно опасны перечисленные ниже случаи. При заправке кромочного материала в валик существует опасность защемления пальцев. При чистке торцовочного агрегата существует опасность порезов или защемления пальцев при случайном включении торцовочного агрегата. При контроле качества кромки на движущейся детали возможны травмы пальцев или рук от фрезерного агрегата. Прикосновение к горячему резервуару для плавки клея. При эксплуатации и наладке кромкооблицовочных станков и инструментов необходимо обязательно соблюдать приведенные ниже правила. Эксплуатация Пользоваться защитной обувью и защитными наушниками. Использовать плотно прилегающую одежду. Регулярно проверять функциональную способность защитных выключателей на кожухах ограждения и в зоне загрузки деталей. Регулярно проверять размеры ограждений отдельных инструментов. При ручном ведении деталей обращать внимание на опасные места
31 Помнить об опасностях при закладке кромочного материала, в частности, в зоне игольчатого валка и механизма прижима, а также об опасности торцовочного агрегата и горячего резервуара для клея. Производить чистку и техобслуживание только при выключенном станке. Проверять качество облицованной кромки руками только за пределами станка. При работе с горячей емкостью для плавления клея пользоваться перчатками. Инструменты Подвижные инструменты должны быть закрыты ограждениями. Инструменты должны останавливаться в течение 10 секунд. Наладка Налаживать торцовочный агрегат только при выключенном станке. iii При наладке работающего станка каждый агрегат должен быть закрыт отдельным кожухом. 1. Зона загрузки деталей защищается, например, откидными клапанами
32 2. Ограждение в зоне (игольчатого) валика 3. Защитная решетка в зоне торцовочного агрегата 4. Стружку в зоне циклевального агрегата удалять только крючком

33 5. При работе с емкостью для клея пользоваться перчатками 6. Ограждение пригоночных фрезерных агрегатов служит для предотвращения соскальзывания при наладке работающего инструмента
34 16 Какие работы по техническому обслуживанию и профилактике необходимо регулярно проводить на кромкооблицовочном станке? Профилактический ремонт и техническое обслуживание (например, чистку и смазку) необходимо производить либо немедленно, в случае ухудшения или нарушения функциональной способности станка, безопасности оператора или качества изделий, либо регулярно, в соответствии с планом техобслуживания, чтобы обеспечить сохранение функциональной способности станка на длительный срок. Выполненные работы необходимо документировать. Из-за высокой степени опасности травматизма эти работы допускается производить только на остановленном станке. В связи с этим, необходимо принимать меры против несанкционированного включения. Они описаны в Инструкции по эксплуатации для каждого станка отдельно, в соответствии с его спецификой К регулярным работам по профилактическому ремонту и техобслуживанию относятся, например: чистка и смазка направляющих и подшипников агрегатов дополнительной обработки и цепного транспортера замена затупившегося инструмента обновление поврежденных защитных устройств чистка цепного транспортера и нанесение на него разделительной смазки чистка и смазка ощупывающих роликов чистка клеенаносящего ролика и емкости для клея слив конденсата из блока подготовки сжатого воздуха и его чистка
35 17 Контрольные вопросы 1. Какая цель преследуется при облицовке кромочным материалом кухонной мебели, и какая в случае платяных шкафов и мебели для гостиных? 2. Назовите признаки качественно облицованной кромки! 3. Какой вид клея чаще всего применяется? 4. Какие 8 параметров качества следует проверять? 5. Для чего служат образцовые детали? 6. На плите обнаружен следующий дефект: в зоне фронтальной кромки плиты кромочный материал можно удалить рукой. Какие шаги вы предпринимаете? 7. Перед началом выполнения заказа вы видите, что подготовлено недостаточное количество деталей. Какие шаги вы предпринимаете? 8. После облицовки кромки на детали обнаружен следующий дефект: сколы, которые образуются только при форматной обработке при распиле. Какие шаги Вы предпринимаете? 9. Для чего служит фуговально-фрезерный агрегат? 10. Какие последствия влечет за собой неправильная настройка прижимных роликов? 11. Для какой цели используется разделительная смазка? 12. Назовите 3 меры безопасности производства при наладке кромкооблицовочного станка 13. Назовите 3 меры безопасности производства при работе на кромкооблицовочном станке. 14. Какой смысл имеет регулярное техническое обслуживание?
36 Иллюстрации i Фирменная иллюстрация, фирма Hymmen ii Фирменная иллюстрация, фирма Holzma iii Все иллюстрации к этой главе: Объединение предпринимателей деревообрабатывающей промышленности (Berufsgenossenschaft Holz), 2004 г
docplayer.ru
Кромкооблицовочные станки — Выбор и эксплуатация
Инструменты, оборудование и техника
Рекомендации по выбору. Эксплуатация, ремонт и обслуживание. Неисправности и способы их устранения.
______________________________________________________________________________
Утюг или станок для облицовки краев заготовок выбрать?
Для того чтобы приклеить кромку на ДСП или ЛДСП в домашних условиях, не нужно много инструментов – утюг, острый нож для обрезки излишков и перчатки, чтобы не обжечь руки. Правда, не стоит забывать о сноровке и терпении, так как кромку можно легко прожечь. Чтобы отремонтировать потрепанный край стола, это, может быть, неплохой выход. А вот для мастера, который делает мебель для себя или на заказ, лучше найти другое решение. Познакомьтесь с преимуществами станка для облицовки кромок Jet JEB-1. Устройство оснащено пистолетом горячего воздуха с регулировкой температуры. Кромка из рулона подается по направляющим. У пользователя только одна задача – продвигать материал по рабочему столу к ролику, который прижимает разогретую кромку к поверхности детали. Кроме удобства и эффективности, можно отметить легкий вес и компактные размеры этого устройства. Выделить место под его хранение не трудно, как и перенести из одного помещения в другое.
Станок cehisa 5 не работает пневматика переключения фрез с 0.4 на 2.0, сейчас вынужден ставить двигатели на 0 и на 10 градусов при работе с кромкой. А еще хотелось бы узнать, станку в декабре будет 2 года, фрезы для обработки кромки не точились. Смотрел, вроде нормальные, однако в данный момент при положенной дистанции запуска детали, вынужден увеличить дистанцию потому, что обработка не дорезает — думал на фрезы?
Попробуйте поменять фрезы.
Что представляет собой кромкообрезной станок Proma UZ15?
Это устройство – автоматический кромкорез, который является новинкой чешской компании Proma. Он предназначен для снятия фаски с металлических деталей для выполнения их сварки. Proma UZ15 обрабатывает углеродистую и нержавеющую сталь, алюминий. Толщина этих материалов может составлять от 6 до 40 мм. Область применения станка обширна. Он будет эффективен на производстве или строительстве – везде, где требуется соединять сваркой металлические листы и детали. Фаска может быть выполнена под любым углом – от 15 до 50 градусов. Подготовленный таким образом материал сваривается аккуратно и надежно. Одно из важнейших преимуществ Proma UZ15 – его небольшие размеры и мобильность. Это позволяет перевозить его с одного места на другое, что требуется в строительстве.
Станок griggio gb 60/10. При подаче клея, он (клей) прёт на рабочий стол. Видимо засор. Как исправить?
Возможно клеярка загрязнена (образовался нагар клея), либо в клеярку попал инородный предмет, почистить. Не отрегулированны шторки подачи и сбора клея, отрегулировать. Температура клеярки слишком высока для клея, который вы используете, отрегулировать.
Какие кромки подходят для Jet JEB-1?
С кромкооблицовочным станком Jet JEB-1 используют материал с термоклеющейся задней поверхностью. К фурнитуре данного вида относится обычная мебельная меламиновая кромка, отличающаяся низкой ценой. Готовый слой клея упрощает ее применение. Она тонкая (0,2 – 0,4 мм), продается в рулонах, различается по ширине. На ручном станке можно наклеивать кромки, до 50 мм шириной. Выбирайте материал в зависимости от толщины заготовки. Например, для детали, толщиной 38 мм, можно купить кромку, шириной 40 мм, так как нужен припуск с каждого края. Для этого достаточно оставить по 0,8 мм. После наклеивания, припуск срезается. Использовать более широкий материал не рекомендуется. Это затруднит удаление излишков с помощью триммера, который входит в комплект станка.
Помогите с выбором. Ambition 1210 (Brandt-Homag, Германия) или Akron 1310 (Biesse, Италия). На обоих станках есть циклёвка, полировка. На Акроне дополнительно идёт клеевой скребок. Цена Брандта 26 тыс, Акрон — 28тыс. евро. Меня больше интересует надежность, качество и удобство в работе. На что обратить внимание при использовании кромкооблицовочного оборудования?
Ambition 1210 (Brandt-Homag, Германия). Высокая надёжность, панель управления удобная. Если вы хотите более навороченный станок с очень хорошими функциями прифуговка (предварительное фрезерование), раунд (скругление углов), то обратите внимание на Польскую фирму Jaroma, качество у неё немного хуже Хомага, но сервис хороший, по цене не дорогие. Однако станок порядка 6 метров длинной. Имеет 2 скорости 11 м/мин и 16 м/мин, на 16 м/мин раунд углы не скругляет.
Большое значение имеет его техническое обслуживание. Со временем направляющие, через которые проходит нагретая кромка, загрязняются клеем. В результате замедляется дальнейшее продвижение материала. Чтобы удалить клей, его нужно нагреть горячим воздухом с помощью термопистолета. Размягчившийся состав снимают вручную. Очистка будет закончена после того, как поверхность направляющих станет гладкой. Обратите внимание на то, что от горячего клея выделяются пары. Мастерская должна хорошо проветриваться. Температура пистолета горячего воздуха выбирается произвольно. Чем она выше, тем быстрее идет процесс. Загрязниться может и прижимной ролик. Его обрабатывают мыльной водой. После этого можно снова приступать к работе.
Хочу, чтобы станок отдал мне на 0,4 кромке деталь без белой полоски, не запачканную клееем, и качественно обрезанную. Как добиться?
В принципе любой станок который может обрабатывать 0,4 мм кромку может качественно приклеить, качество зависит от опытности и навыков оператора работающем на станке, и от типа используемого клея. Если вы клеите только 0,4 мм кромкой и хотите идеальной оклейки, то вам нужна функция прифуговки (на входе станка стоит 2 фрезера которые убирают все сколы от распиловки), а всё остальное от настройки зависит. Вот мои рекомендации. Настроить линейку на входе станка. Настроить перпендикулярность между клеевым роликом и панелью, настраивается на максимально толстой плите, что бы клей наносился по всей боковой стороне панели. Эта операция выполняется на фазе испытания станка и как правило не должна повторяться. Настроить подачу клея. Чем рыхлее панель, тем больше клея необходимо подавать, для заполнения пустот, но в то же время избегать чрезмерного нанесения клея, что бы он не выступал за края кромки. Настроить перпендикулярность между панелью и прижимными роликами. Эта операция выполняется на фазе испытания станка и как правило не должна повторяться. Настроить перпендикулярность между панелью и обрезными дисками торцовочного агрегата. Эта операция выполняется на фазе испытания станка и как правило не должна повторяться. Настроить фрезерно фасочный агрегат, настроить копиры, подобрать угол агрегата, подобрать ножи, выставить угол 15-20 градусов, предварительно проверить не касаются ли ножи копиров. Настроить полировочный узел, и со временем износа полировальных кругов подстраивать их для увеличения прижатия к панели.
Подскажите, есть у кого кромкооблицовочный станок MD-535? Инструкции к станку не было. С кромкой 2 мм разобрались, а вот с 0.4 мм проблемы. На вал периодически наматывает. Кто сталкивался с подобной проблемой?
Не выставлены отсекатели. В идеале зазора между валом и отсекателем нет. Тогда кромка не сможет намотаться на вал. Проследить за качеством распила панелей.
Есть ли в кромкооблицовочных станках нож для подрезки кромок?
В промышленном кромкооблицовочном оборудовании предусмотрено устройство, которое подрезает или шлифует края кромки. На выходе получается готовое изделие. А вот в Jet JEB-1, например, его нет, но имеются два приспособления, которые выполняют ту же функцию. Во-первых, это обрезающий механизм. Он встроен в станок и предназначен для отрезания кромки на конце заготовки. На планке, вдоль которой подается деталь, есть отметка. Когда торец поравняется с ней, нужно нажать на обрезающее устройство. Второе вспомогательное устройство называется триммером. Он представляет собой двухсторонний ручной инструмент. С его помощью удаляют выступающую с двух сторон детали кромку. Чтобы получить ровный срез, триммер нужно провести вдоль края детали.
Восстанавливаем собственными силами olimpic 203r 2004 года. Клеянка, механика, пневматика — вроде поддаются. Но вот на электронике застряли. После прохождения деталью пильного торцовочного узла станок останавливается и загорается ошибка Sch. на картинке пояснено: двигатель три фазы и молния в сторону земли. Я так понимаю, что где-то замыкание. Но никаких поломок найти не удаётся. Это происходит через раз. Причем если пилы не включать , то все остальные узлы работают без сбоев.
Замените кабель к двигателю ( маловероятно но просто в исполненнии). Проверьте под крышкой подключения двигателя, могут винты простреливать на крышку. Если это так, будут четкие следы. Накройте бумагой.
Станок filato-430. Проблема следущая. Короткие заготовки до 500мм клеит хорошо. Заготовки длиной 1500-2500мм начинает уводить в сторону от направляющей линейки чем длиннее заготовка тем больше отходит от направляющей (от 2-7мм), в связи с этим конец заготовки отходит от клеевого валика и клей не наносится-брак. Как я думаю это не паралельность прижимной балки и конвеера. Вопрос в следующем, что регулировать на этом станке прижимную балку или конвеер? Если кто сталкивался с такой проблемой отпишите принципы регулировки.
Это не балка и транспортер, они не регулируются. Это вводная линейка — её и нужно регулировать. А еще станок нужно выставить по уровню по концам, чтобы не было скрученности станины.
Подскажите: станок sietro 3/2 какое масло туда лить? В инструкции написано турбинное 22, где его продают или чем можно заменить?
На станке есть редуктора и прочие места для других смазок. Предполагаю что вопрос по узлу подготовки воздуха. Туда можно залить жидкое масло Индустриальное 20 (веретенка).
______________________________________________________________________________
______________________________________________________________________________
______________________________________________________________________________
tehts.ru
Инструкция по эксплуатации Jet Tools JEB-1
1
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
КРОМКООБЛИЦОВОЧНЫЙ СТАНОК JEB-1
ВМХ Тул Груп АГ (WMH Tool Group AG)
Банштрассе 24, CH-8603 Шверценбах
1. ОБЩИЕ УКАЗАНИЯ
Кромкооблицовочный станок разработан для прикрепления кромкооблицовочных материалов
из дерева и полиэстера, имеющих поверхность, обработанную термоплавким клеем и предна-
значен для использования только должным образом обученным и подготовленным персоналом.
Если вы незнакомы с порядком и техникой безопасности работы на кромкооблицовочном
станке, не используйте его, пока не получите соответствующую подготовку и знания.
Нельзя обрабатывать изделия из металла.
Обработка других материалов недопустима, или может производиться только после консуль-
тации с представителями компании.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуата-
ции, и особыми предписаниями Вашей страны необходимо принимать во внимание общеприня-
тые технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное
применение и продавец не несет ответственность за повреждения, произошедшие в результате
этого.
В станке нельзя производить никаких технических изменений. Ответственность несет только
пользователь.
Использовать станок только в технически исправном состоянии. Станок разрешается экс-
плуатировать лицам, которые ознакомлены с его работой, техническим обслуживанием и пре-
дупреждены о возможных опасностях.
Соединительный кабель (или удлинитель) от автомата защиты и от источника электропита-
ния до станка должен быть не менее 3×1,5мм² (желательно медный, трёхжильный, с сечением
каждой жилы не менее 1,5 мм
2
).
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно
сообщите об этом Вашему продавцу.
Не запускайте станок в работу!
Кромкооблицовочный станок JEB-1
www.manualsdir.ru