
Гибочные станки для листового металла и арматуры своими руками, чертежи
Гибочные станки – выражение нечастое. Намного чаще говорят и пишут «листогибочные» станки, имея в виду технические приспособления для гибки листового железа и металлических профилей. А между тем правильнее говорить «гибочные» станки, потому гнуть можно не только листовой металл, но и металлические прутья – арматуру, для которой существует отдельный вид гибочных станков.
Зачем нужны станки для гибки?
Есть листовой металл. А есть различные профили – гнутый листовой металл самой разнообразной форма и назначения типа желобов, коньков, карнизов и других кровельных профилей. Разница в стоимости листового материала и готовых гнутых деталей различается в несколько раз.
Стало быть, гнуть листы самостоятельно – дело выгодное экономически и с профессиональной точки зрения. Когда выгодно не покупать, а делать самим – довольной редкая ситуация в современном техническом мире с узкой специализацией любого производства.
Гибка профилей на станке.
Простота исполнения, высокая производительность и экономическая эффективность – отличная комбинация преимуществ, которыми обладают самодельное гибочное оборудование разных типов.
Давайте разбираться и приводить в порядок информацию по металлическим «гибочным» вопросам и способам их решения.
Какими бывают гибочные станки
Виды станков для гибки.
Листогибочные станки:
- простые ручные листогибочные;
- гидравлические для профиля и листового железа;
- роликовые или валковые листогибы.
Станки для арматуры:
- ручные;
- с механическим приводом.
Дополнительно гибочный станок для арматуры может различаться по размерам. Эти размеры зависят от диаметра металлических прутьев, для которых они предназначены:
- легкие для работы с прутьями диаметром до 20 мм;
- тяжелые – для арматуры диаметром от 20 до 40 мм;
- сверхтяжелые для гибки прутьев диаметром от 40 до 90 мм.
Разновидности станков для гибки.
Как и все оборудование такого рода, гибочные аппараты могут быть ручными механическими, а могут быть оборудованы электрическим приводом. Следует сказать, что на рынке имеется огромное количество предложений высокотехнологических версий. Особенно это касается листогибов с гидравликой.
Гибочные станки с чпу, например, представлены очень широко многими зарубежными и отечественными производителями.
Не листопады, а листогибы
Разберемся с разным назначением листогибочного оборудования:
- Ручные версии предназначены для гибки листового металла по прямой линии под любым углом – от самых острых до почти 360°. Ручная сила прилагается в конкретном одном месте. Самым простым вариантом из ручных является аппарат для гибки под углом в 90° с помощью траверса.
- Гидравлические версии работают по совсем другому принципу: металл деформируется с помощью гидравлического удара. В домашних условиях такие варианты не используются, это очень эффективное профессиональное оборудование предназначено для серьезных промышленных предприятий.
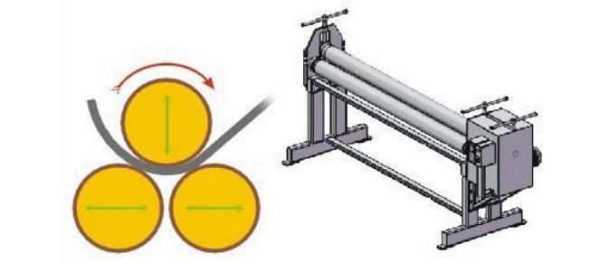
- Роликовые гибочные станки с помощью валков производят гибку не под углом, а по окружности. На роликовых приспособлениях можно делать даже трубы.
Самодельный листогибочный станок можно сделать по первому и третьему вариантам. Разберем подробнее процесс их изготовления. Чтобы сделать гибочный станок своими руками, нужно начинать с технических установок.
Для того, чтобы оборудование было долговечным, простым в исполнении и достаточно дешевым по общим денежных затратам на материалы и инструменты, нужно рассчитать его производительность и технические возможности.
Ручная версия листогибочного станка
Вот что получается с учетом мышечной силы человека среднего роста, который собирается работать стабильно и без авралов:
- Ширина листового металла не должна превышать 1-го метра.
- Толщина листов для сгибания не должна превышать 0,6 мм для оцинкованного железа, 0,7 мм для алюминия и 1,0 мм для меди.
- Долговечность аппарата должна быть не меньше 1200 рабочих циклов без ремонта, иначе он будет нерентабельным.
- Сделать все, чтобы необходимость в дополнительной сварке была минимальной.
- Угол сгибания листового металла, не требующий ручной доводки, должен составлять не меньше 120°.
- Минимизировать разного рода дополнительные токарные и фрезерные операции.
Еще одним важным условием, влияющим на производительность и качество работы, является соблюдение правил эргономики: нужно сделать так, чтобы гибочный станок своими руками был вам удобен и с ним было комфортно работать.
Сейчас немного физики. Главным материалом для гибочного оборудования является традиционная конструкционная сталь. Исключение составляет траверса, которую лучше заменить на швеллер. Дело в том, что отдача на траверсу от сгибаемого металлического листа никогда не бывает равномерной по своей ширине. Шире всего отдача в середине, на краях, где нет подпоры, эта отдача минимальна.
Гибка трубы на ручном станке.
Во-вторых, нагрузка на нашу несчастную траверсу вместе с прижимом «растекается» и на дальних участках дает растяжку. А металл никогда не любил растяжку – он быстро устает от такого рода деформаций. Поэтому, если не обратить внимания на проблемы траверсы, уголок в середине может быстро деформироваться, и в середине сгиба появится вздутие.
Мы рассмотрели общие требования к гибочному листовому оборудованию, теперь приступим к конкретным моделям, чьи характеристики должны быть оптимальными для вас и только для вас.
Вот главные пункты, которые нужно знать и учесть перед тем, как приступить к работе:
- Предельная ширина в миллиметрах листового металла, обычно это 1000 мм.
- Максимальная толщина листа металлической заготовки в миллиметрах.
- Допустимые значения углов гибки, диапазон от минимального до максимального.
- Высота, длина и ширина самого аппарата.
- Желательная точность сгибания металлических листов.
Безусловно, все эти предельные значения будут зависеть от ваших намерений и условий применения станка. Если, например, вы собираетесь заниматься работами по кровле, вы будете иметь дело с листами толщиной 1 мм или меньше, а сделаны они будут из стали или оцинкованной меди.
Ну а если у вас в планах производство элементов для металлических ограждений, то толщина листов может достигать 2-х или 3-х миллиметров.
Вот с определением размеров углов гибки будет немного сложнее. Верхний предел, то есть предельное максимальное значение в 180° — это понятно. А вот на минимальное значение гибочных углов влияет интересное явление, которое называется пружинение.
Пружинение – уменьшение градуса угла гибки из-за физической упругости металла, который деформируется в станке.
Принцип действия станка.
Это явление нужно учитывать, и вот от чего оно зависит:
- Свойства металла в виде пластичности. Например, очень по-разному ведут себя стальные сплавы. Высокоуглеродистые стали показывают предельный угол пружинения вплоть до 12°, а низкоуглеродистые – в диапазоне всего лишь 5° — 7°. Высоколегированные стали и алюминиевые сплавы показывают пружинение еще выше: 12° — 15°.
- Толщина металлического листа. Понятно, что чем тоньше лист, тем меньше у него пружинение.
- Угол сгибания. Чем меньше нужный угол, тем выше пружинение у всех металлов. Гибка металлических листов под малым углом, например, меньше 20°, вручную практически невозможна. Невозможна она и на домашних гибочных станках – дело в высоком пружинении. Гибку металла под малыми углами производят только в промышленных условиях в сочетании с продольным растяжением листов. Если вам нужен малый острый угол в обязательном порядке, уж лучше сделать его с помощью молотка. Со станком это не получится. Пружинение!
Самой простой и распространенной версией для гибки листового металла является вариант с поворотной траверсой. Он работает просто и чрезвычайно эффективно.
Вот чем нужно запастись, чтобы сделать гибочный станок для листового металла своими руками:
- Широкополосная листовая сталь для изготовления балок: нижней, верхней и поворотной.
- Швеллер из стали номером не ниже 6-ти мм. На всякий случай: швеллер – это стандартный профиль из черного проката.
- Стальные уголки для опорной рамы.
- Набор крепежных изделий – винты и барашки, пружина.
- Стальной прут для ручного привода, чтобы поворачивать стальную балку.
- Слесарные тиски.
- Петли от стальных входных дверей.
Листогибочный станок.
Самодельный станок для гибки листового металла производится по следующим этапам:
- Два стальных листа или тавра складываем вместе, после чего в них делаем одинаковые выемки. Края этих выемок выставляем под углом в 45°, а в третьем листе или тавре, который будет играть роль прижимной планки, после обрезки проделываем более глубокую выемку.
- Петли от стальных входных дверей привариваем с обеих сторон.
- К одному из первоначальной пары тавров привариваем по два стальных треугольника или укосины для крепежа на них прижимной планки с помощью специального фиксатора в виде болта. Гайки этого болта привариваются прямо к укосинам.
- Теперь занимаемся прижимной планкой: к верхней части привариваем металлические заготовки с центральным отверстием диаметром, чуть большим диаметра болта. Сопоставляем отверстия с приваренной гайкой, чтобы они были на одной линии, привариваем.
- Прижимная планка должна подниматься на 5 – 7 мм. Это делается с помощью пружины, которую надеваем на болт в «ухе», после чего плотно закручиваем гайку. Точно такую же пружину устанавливаем на противоположном конце. Если все правильно, прижимная планка будет самостоятельно подниматься при откручивании.
- Ручками для закручивания можно сделать отрезки арматуры, приварив их к шляпке винта. К подвижному тавру также привариваем ручку. Станок готов.
Теперь о тесте на точность: правильно ли гибочный станок будет работать. Пробовать нужно полосу из картона с толщиной, аналогичной листопрокату, с которым вы собираетесь работать. Добиваемся ровной высоты полок картонной полосы. На картоне не должно быть никаких деформирующих следов. Если все хорошо, гибочный станок для листового металла готов.
Гибочный станок для арматуры своими руками
Если вы будете проходить мимо какой-нибудь стройки с бетонными конструкциями, обратите внимание на оборудование этой стройки. Там обязательно будет присутствовать ручной или механический гибочный станок для арматуры.
Хрупкий по своей природе бетон без арматуры никак не обойдется, это самое простое и эффективное средство укрепления любых строительных элементов, выполненных из бетона. По строительным стандартам все угловые бетонные конструкции должны быть сделаны не просто с гнутьем, а с перехлестом в каждую сторону не меньше, чем на 0,8 метра.
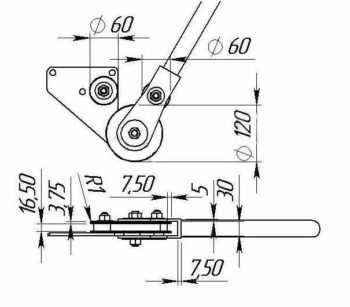
Схема станка для гибки.
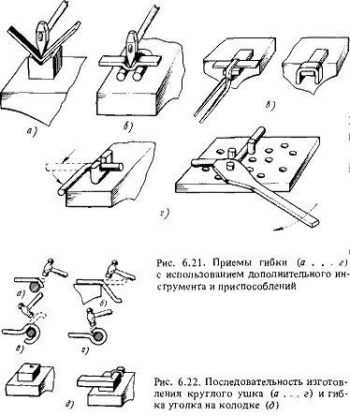
Принцип работы любого гибочного аппарата для арматурных прутьев абсолютно одинаковый: прут фиксируется между двумя роликами, а затем сгибается под углом с помощью третьего ролика. Радиус изгиба может требоваться разный, он регулируется упорным валом. Это касается ручного варианта станка.
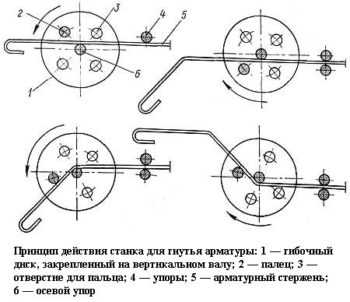
Главный элемент гибочного станка с механическим приводом – это диск с «пальцами», который вращается и закручивает прут, закрепленный между пальцами. Работать на таком приспособлении приятно: уложить аккуратненько в зазор между пальцами пруток и начать вращать диск. Прут начинает изгибаться вокруг центральной точки.
На рынке предлагается аппараты для гибки арматуры разного типа, на любой вкус и кошелек. Они просты и доступны. Но арматуру можно гнуть и с помощью элементарного трубогиба, который легко сделать самостоятельно.
Гибочный станок для арматуры своими руками ограничен единственным фактором: диаметр прутка не должен превышать 10 — 14 мм. Высокая производительность также не про самодельный станок, об этом нужно помнить.
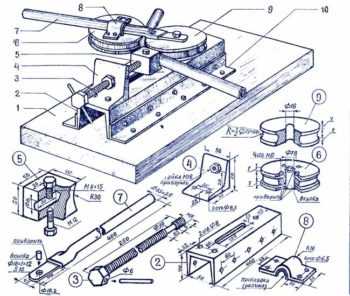
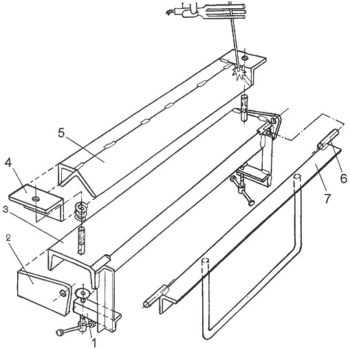
Основа станка – станина из стали с приваренными штырем или уголком. Второй элемент – поворотный диск или платформа с рычагом и штырями для гибки. Лучше всего все элементы расположить на массивной плите, чем она массивнее, тем устойчивее будет станок и тем больший диаметр прутков можно будет обрабатывать.
Самодельный станок для гибки арматуры – великолепный способ сэкономить время и деньги во время строительных работ.
tutsvarka.ru
Ручной листогибочный станок для гибки металла
Содержание статьи:
Листогибочное оборудование позволяет изготавливать из листового металла самые разнообразные изделия. Оно отличается простотой обслуживания и эксплуатации, высоким качеством продукции. Гибочное оборудование работает по принципу холодной прессовки без изменения температуры сырья. Назначение его — правка и модификация формы полос и листов металла, в результате которой получаются детали кровли, профили, разнообразные детали.
Общие сведения
листогибочный станок Энкор Корвет-503
Первое оборудование для гибки металла было разработано в Соединенных Штатах Америки более двухсот лет назад. Оно, как и коленогибочный станок, работало на ручной тяге и не нашло широкого применения, так как качество продукции было достаточно низким, а эксплуатация опасной. На смену ручному устройству пришло пневматическое. Функционировало оборудование на сжатом воздухе медленно и не отличалось высокой производительностью. Во второй половине прошлого столетия появились гидравлическая листогибочная машина — надежная, производительная и безопасная.
Принцип работы всех листогибов схож, различаются они типом тяги: лист металла фиксируется прижимной балкой и придавливается гибочной траверсы. Рабочий контролирует ее работу с помощью системы датчиков. Нередко станок дополняется задним упором, положение которого выставляется в зависимости от ширины отгибаемой полосы. На обработку листы металла подаются вручную или автоматически.
Область применения листогибочного оборудования обширна: приборостроение, авиастроение, строительство, машиностроение. Изготовление элементов кровли (карнизы, отливы, водосточные трубы, которые потом идут на доработку на коленогибочный станок, козырьки, элементы из арматуры и металлопроката), детали для бытовой техники и приборов тоже производится на листогибах.
Технические характеристики
Будучи универсальным оборудованием, любой станок сгибания имеет пределы возможностей. Поэтому при выборе необходимо тщательно ознакомиться с характеристиками.
Наибольшая толщина металлических листов, которые будут обрабатываться, варьирует от 0,5 до 20 мм. В зависимости от этого станки делятся на группы:
- 0,4 — 0,7 мм для работ по жести;
- 0,7 — 1,5 мм для производства строительных профилей;
- 1,5 — 4 мм изготовление каркасных конструкций для строительства;
- от 4 мм для изготовления специальных деталей.
При выборе листогиба следует обращать внимание не только на габариты листов, но и на материал. Сопротивляемость деформации у стали, чугуна и алюминия различны, также как приложенное усилие.
Длина гиба это вторая важнейшая характеристика. Она равняется длине самого станка и может составлять от 1,2 до 6 метров. Наименьшая длина у переносных ручных устройств, наибольшая — у гидравлических прессов.
Глубина подачи материала. Этот параметр не всегда учитывается при выборе станка, хотя он имеет большое значение для качества готовой продукции. У станков с неограниченной глубиной подачи прижимная и гибочная балки закреплены таким образом, что они несколько провисают. В результате материал изгибается не одинаково в центре листа и по краям. Дефект не очень заметен на коротких станках, но у трехметровых бросается в глаза. Хотя изготовители станков стараются исправить его за счет изменения конструкции или увеличения веса балок, это удается лишь частично. Минимальная глубина подачи материала у листогибов составляет 48 см.
Виды листогибочных станков
электромеханический листогиб
Листогибочная машина может быть стационарной или мобильной. По методу воздействия на материал оборудование делится на:
- ротационное — в качестве исполнительного инструмента выступают валки, которых может быть 2 — 4;
- поворотное — с прижимной балкой;
- прессовое — оборудованы пуансоном и матрицей.
По типу приводов различают следующие типы листогибов:
- ручной листогибочный станок работает по материалу толщиной не более 0,25 см. Исполнительный инструмент приводится в движение рычагом на ручной тяге, как коленогибочный станок. Устройство легкое, чаще всего выполняется в передвижном варианте, что позволяет эксплуатировать его прямо на стройплощадке. Оно удобно для производства профилей нестандартных форматов, деталей наружной и внутренней отделки. Многие модели дополнительно оборудуют роликовыми резаками, отрезающими металлический лист в нужном месте;
- электрическая листогибочная машина работает с металлом толще 2,5 мм, управление не требует от оператора ни малейших усилий. Это стационарные устройства, оснащенные электромотором, приводом и редуктором. Электролистогибы весьма производительны, поэтому применяются при серийном производстве и являются наиболее распространенными после ручных;
- гидравлический листогиб выполняет гибку листов металла до 2 см толщиной. Он может быть передвижным или стационарным, предназначен для работы с длинными листами. Гидравлические листогибы с ЧПУ специально разработаны для работы с особо толстыми металлическими листами (до 5 см толщиной). Длина гиба у такого оборудования может достигать 6 метров;
- электромагнитные станки отличаются тем, что материал гнется не за счет контактного воздействия. Основное действие выполняет электромагнит высокой мощности. Поэтому это достаточно компактное оборудование с впечатляющими возможностями;
- пневматические станки применяют для работы с тонкими листами с лакокрасочным покрытием или оцинковкой, толщиной не более 1,5 мм. Пневматические устройства гнут материал на 180 градусов, выполняются в передвижном или стационарном варианте.

сегментный листогиб
Сегментные листогибы предназначены для выполнения деталей со сложными профилями. Некоторые путают коленогибочный станок и этот вид листогибов. На самом деле, гибочное оборудование сегментного типа разработано для изготовления коробок. Исполнительные инструменты этого станка делятся на сегменты и размещены на двух траверсах. Поэтому листогибочная машина позволяет сгибать кромки материала по периметру. В пределах заданных можно выставлять ширину сегментов при одинаковой высоте. Для удобства сегменты быстро защелкиваются. Сегменты могут крепиться на винты или штифты, быстро меняются местами и перемещаются. Чаще всего сегментные листогибы выполняют на ручной или электрической тяге.
Видеоролики о работе листогибов на различной тяге:
stanokgid.ru
Гибочный станок для листовой стали. Гибочный станок для листового металла своими руками: чертежи, видео
описание и конструкция, разновидности и принцип действия, цены
Гибка или изгибание – это процедура, в результате которой заготовленная деталь принимает нужную форму. Происходит это благодаря растяжению наружных и сжатию внутренних слоев изделия. Свои первоначальные размеры сохраняют лишь слои, которые находятся вдоль оси.
Такая процедура производится специальными станками, с помощью которых из листов металла можно изготовить всевозможные короба, сегменты, уголки, стенды, различные профили и многое другое. Такие гибочные станки имеют много разновидностей и сфер применения. Поэтому цены на них зависят от конструкции оборудования.
Разновидности и конструкция гибочных станков
Чтобы представить, как работает такое оборудование, следует знать, из чего оно состоит.
Конструкция гибочных станков:
- Стол задней поддержки листа предназначен для размещения обрабатываемой детали, которая по нему будет передвигаться в нужном направлении. Кроме этого, на опорах стола располагается резак и сгибатель.
- Роликовый нож обеспечивает рез металла. Он должен быть острым и прочным.
- Передние упоры предназначены для регулировки ширины разреза.
- Деревянная подставка при гибке изделий служит дополнительной опорой.
- Угломер предназначен для точного выставления угла.
- Фиксаторы высоты позволяют регулировать высоту изделия.
Рабочая длина и максимальная толщина обрабатываемого изделия у каждого станка индивидуальна.
Виды гибочных станков
Используемые в промышленности и строительстве конструкции для получения изделий из металла нужной конфигурации и параметров бывают следующих видов:
Ручной ста
pellete.ru
Листогиб гидравлический гибочный станок для листового металла с ЧПУ

Гидравлический гибочный станок для листового металла
Представляем Вашему вниманию, гибочный станок для листового металла с ЧПУ, производимый в России. Наши гидравлические листогибы с ЧПУ являются отличным примером импортозамещения. Листогибы ПГГ-1000У, ПГГ-1500У, ПГГ-2000У, ПГГ-2500У — это современные гидравлические гибочные станки для листового металла с ЧПУ. Аббревиатура «ЧПУ» означает Числовое Программное Управление. Для управления листогибом используется программируемый контроллер, в который оператор заносит необходимые параметры гибки металла. Наша компания, уже много лет занимается продажей станков для металлообработки, и листогибочные станки серии ПГГ неизменно пользуются популярностью у покупателей. Чтобы не стоять на месте, производитель периодически модернизирует и усовершенствует свою продукцию. Так, с начала 2017 года, все станки серии ПГГ получили обновлённую систему управления и новую конструкцию рамы для моделей ПГГ-2000У и ПГГ-2500У. На основе этой рамы, появилась и новая модель ПГГ-3000У.
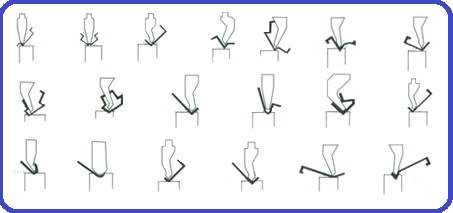
На гидравлических станках листогибах ПГГ устанавливаются стандартные инструменты (матрица и пуансон), такие же как и на различных импортных аналогах. С помощью которых можно производить различные формы профиля:

У нас вы можете купить станок листогиб гидравлический, а так же заказать необходимый Вам инструмент. Для этого вам будет необходимо предоставить информацию по изделиям (форма, размеры, материал) и наши специалисты составят техническое задание, сделают необходимые чертежи и закажут для Вас всё необходимое.
Привод гибочных станков гидравлический, Маслостанция и гидроцилиндры листогиба — российского производства, а значит надежные и недорогие в эксплуатации.Гидрораспределительная система — европейская.


Благодаря такой компановке, гидравлический листогиб с ЧПУ серии ПГГ является надежным и недорогим аналогом импортного оборудования. Если вы хотите купить листогиб недорого (по цене производителя) и хорошего качества, а так же получить заводскую гарантию и сервисное обслуживание обращайтесь к нашим менеджерам за консультацией по телефону или воспользуйтесь формой обратной связи.
Параметр | Модель листогиба с ЧПУ | |||
| ПГГ-1000У | ПГГ-1500У | ПГГ-2000У | ПГГ-2500У | |
| Рабочая ширина, мм | 1000 | 1500 | 2000 | 2500 |
| Максимальное усилие, тс | 20 | 20 | 30 | 30 |
| Регулировка угла гиба | ЧПУ | ЧПУ | ЧПУ | ЧПУ |
| Задний упор | ЧПУ | ЧПУ | ЧПУ | ЧПУ |
| Масса станка, кг | 550 | 750 | 1000 | 1300 |
| Габаритные размеры, ВхШхГ, мм | 1800х1600х1100 | 1800х2100х1100 | 1800х2600х1100 | 1800х3100х1100 |
| Стоимость *, руб | 310 000,00 | 345 000,00 | 410 000,00 | 450 000,00 |
Параметр | Модель листогиба с ЧПУ | ||||
| ПГГ-1000УМ (40т) | ПГГ-1500УМ(40т) | ПГГ-2000УМ(50т) | ПГГ-2500УМ(50т) | ПГГ-3000УМ(50т) | |
| Рабочая ширина, мм | 1000 | 1500 | 2000 | 2500 | 3000 |
| Максимальное усилие, тс | 40 | 40 | 50 | 50 | 50 |
| Регулировка угла гиба | ЧПУ | ЧПУ | ЧПУ | ЧПУ | ЧПУ |
| Задний упор | ЧПУ | ЧПУ | ЧПУ | ЧПУ | ЧПУ |
| Масса станка, кг | 550 | 750 | 1000 | 1300 | 1500 |
| Габаритные размеры, ВхШхГ, мм | 1800х1600х1100 | 1800х2100х1100 | 1800х2600х1100 | 1800х3100х1100 | 1800х4000х1100 |
| Стоимость *, руб | 375 000,00 | 400 000,00 | 460 000,00 | 500 000,00 | 540 000,00 |
Купить все представленный листогибы вы можете в нашей компании. Для заказа гибочных и других станков для металла и консультаций воспользуйтесь формой обратной связи вверху страницы или звоните по телефону
evrotech.spb.ru
Гибочный станок для листового металла своими руками
Гнутые металлические изделия широко используют как в домашних мастерских, так и на солидных производствах. Гибочный станок для листового металла значительно упрощает обработку заготовок.
Устройство относительно простое и сделать его в домашних условиях не очень сложно. Даже самодельный станок для гибки отличается высокой надежностью и простотой в эксплуатации. В этой статье мы опишем процесс самостоятельного изготовления данного аппарата, проанализируем его преимущества и недостатки.
Классификация устройств
В зависимости от сложности конструкции и нюансов предназначения, листогибочные станки делятся на несколько групп.

Станок траверсного типа
Наиболее простым является устройство, которое обрабатывает металлический лист при помощи специальной траверсы.
В таком аппарате можно гнуть листы с длиной, которая не превышает полметра. В то же время максимальный угол сгиба составляет 90 градусов. Для получения более точных углов наклона заготовки используют специальную проставку.
Листогибочный пресс
Является более сложным устройством для обработки листового металла, но и позволяет выполнять более серьезные работы. Конструкция станка включает в себя матрицу и пуансон. Заготовку располагают на матрице и придают ей необходимую форму при помощи пуансона, который размещен вертикально.
Устройство такого типа сложно сделать самостоятельно, к тому же его использование в домашних условиях является не очень безопасным. Стоит отметить, что на листогибочный станок можно превратить и обычный пресс. К нему добавляют специальные конструкции, которые выполняют функции матрицы.
Валочный станок
Одно из наиболее универсальных устройств для работы с металлическими листами. Принцип действия такого станка заключается в обработке листовых деталей при помощи трех специальных валов. Достоинством аппаратов данного типа является их способность придавать заготовкам широких углов наклона. Механизмы станка приводятся в движение либо мотором, либо вручную, а классифицируют устройство за показателями валиков:
- Станок с траверсой и опорой, который позволяет выполнять ручную гибку металлических деталей.
- Для создания элементов кровли используют валики с профильными формами.
- Гладкая рабочая поверхность валиков позволяет выполнять наиболее широкий спектр гибочных работ. Такие валики используют и для изготовления отдельных отрезков труб с больным диаметром.
Конструкция устройств
Несмотря на наличие самых разных типов листогибочных станков, стоит систематизировать общие принципы их строения. В первую очередь надо отметить, что в действие станки приводятся электрическим, механическим или гидравлическим мотором. Существуют и станки, которые работают от применения физической силы самого оператора.
Кроме того, в основе работы такого устройства может лежать и принцип «падающего груза». В этом случае гибка металла осуществляется посредством ударного импульса, который передается через систему блоков и противовесов на рабочий груз. Такие станки используют довольно редко, поскольку качество обработанных деталей оставляет желать лучшего.
Электрический привод на станках данного типа позволяет быстро и качественно обрабатывать большое количество деталей из тонкого металла, но если заготовка будет слишком прочной, то часто начинаются проблемы с работой ротора, которые отрицательно сказываются на результате.
В этом плане качественно выделяются станки для гибки с гидравлическим приводом. С другой стороны, стоят такие устройства на порядок выше чем станки с электрическим приводом. Стоит отметить, что классический гидравлический домкрат, который часто используют для гнутья заготовок, не может обеспечить высокое качество обработки листового металла.
Делаем листогиб своими руками
Чаще всего, самодельные загибочные станки обладают следующими преимуществами:
- Низкая стоимость по сравнению с заводскими устройствами такого же типа.
- Возможность идеально подогнать такой аппарат под собственные требования и специфику работы.
- Ремонт и переоснащение станка можно делать самостоятельно, не обращаясь за помощью к соответствующим специалистам.
- Изготовленная продукция стоит в два раза дешевле, чем сделанная на заводском станке.
Стоит отметить, что самодельные устройства для гибки металла не всегда отличаются высоким качеством обработки деталей, но и заводские аппараты со средней и низшей ценовой категории тоже страдают от подобных пороков.
Основы создания
В первую очередь следует определиться с типом станка и найти подходящие чертежи для его изготовления. Затем, рассчитать необходимые габариты устройства и его производственные мощности. Детали для создания такого станка должны быть легкодоступными и дешевыми. В противном случае он может обойтись не дешевле заводского устройства.
Оптимальные технические характеристики для самодельного листогиба:
- Толщина металлических листов: медь – 1 мм, оцинковка – 0,6 мм, алюминий – 0,7 мм.
- Стартовое количество производственных циклов – 1000-1200.
- Предельная ширина металлической заготовки – 1 м.
- Предельный угол сгиба детали (без ручной доводки) – 120 градусов.
Кроме этого, при изготовлении станка в домашних условиях старайтесь большинство запчастей изготавливать самостоятельно или при помощи знакомых фрезеровщиков, сведите к минимуму количество деталей, которые придется покупать. При работе с самодельным устройством избегайте обрабатывать детали со специальных металлов. Особое внимание надо уделить качеству сварных соединений.
Чертеж нашего устройства
Выбирая схему для изготовления листогибочного станка в домашних условиях, руководствуйтесь собственными требованиями, а мы предлагаем чертеж и инструкцию по созданию устройства именно этого типа, как наиболее универсальную.
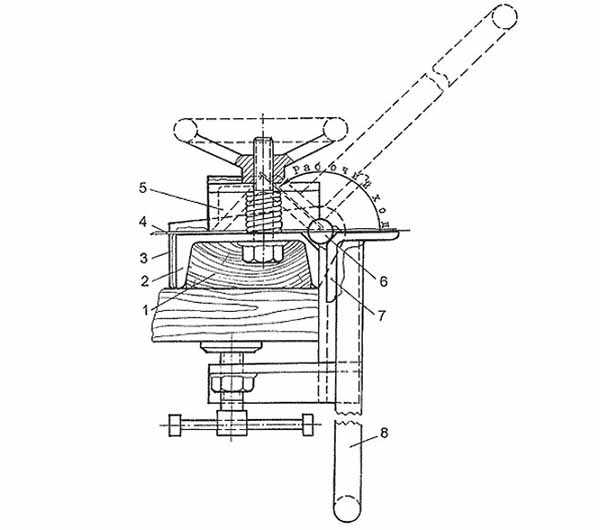
На рисунке изображены ключевые узлы и детали будущего станка:
- Деревянная подушка.
- Несущая балка (из швеллера) – 100-110 см.
- Боковушка с толщиной 8-9мм.
- Заготовка.
- Балка для прижима детали (из уголка) – 6-8 см.
- Траверсная ось, изготовленная из металлического прута толщиной 1 см.
- Траверса (уголок с толщиной 9-10 сантиметров).
- Рычаг для управления (диаметр – 1 сантиметр).
Это неокончательный вариант станка для гибки металла. Его можно дополнять и усовершенствовать самостоятельно и в соответствии с собственными требованиями. Например, траверсу, которая на чертеже изготовлена из уголка, можно сделать из швеллера, что добавит ей выносливости и повысит качество гибки.
Нюансы изготовления
Усиленная прижимная балка
Усиление этой детали необходимо в том случае, если вы собираетесь гнуть довольно толстые листы металла. Для работы с тонкими заготовками хватит и прижимной балки, изготовленной из обычного уголка. Со временем она может немного деформироваться, но ее всегда можно заменить.
Усилить балку для прижима деталей рекомендуют при помощи металлической планки, которую следует наварить на уголок. При этом ей надо придать угол 45 градусов. В этом случае она будет прилегать к уголку с максимальной плотностью, что значительно увеличит его рабочий ресурс.
Особое внимание следует обратить на нижнюю кромку прижимной балки, которая формирует сгиб детали. Допускается определенная неровность этой части станка, но она не должна превышать половину толщины обрабатываемой детали. Сваривать балку следует исключительно перед фрезеровкой. В противном случае качество сгибаемых деталей будет значительно ниже.
Усиленные крепления станка
Поскольку надежное крепление листогибного станка к рабочей поверхности – важное условие качественной обработки деталей, то этому моменту необходимо уделить особое внимание. Классические элементы крепления (струбцины) имеют недостаточную надежность. От таких креплений можно отказаться следуя этой инструкции:
- Несущая балка должна выступать за пределы рабочего стола.
- Крепить балку к столу надо при помощи специальных болтов и фасонных гаек.
- На краях несущей балки следует сформировать специальные фаски.
После того как щеки (боковушки) будут устранены с конструкции станка, траверсу можно будет закрепить при помощи усиленных дверных петель. Рабочий ресурс у таких петель довольно большой, что позволяет сгибать внушительное количество заготовок.
Видео: как сделать гибочный станок?
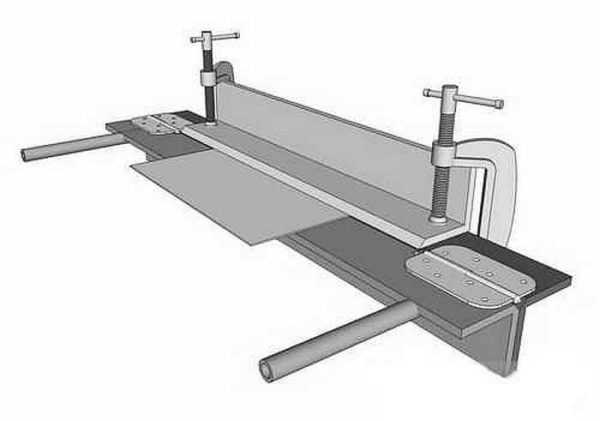
Готовая конструкция
Усовершенствованный станок для гибки металла обладает следующими ключевыми элементами:
- Классическая прижимная балка.
- Прижимной маховик.
- Обычная траверса для сгиба заготовки.
- Усиленные крепления.
- Усовершенствованная несущая балка.
Вместо прижимных маховиков часто используют классические винты со специальными воротками, на которых обязательно должна быть резьба. Все дело в том, что сварка крайне отрицательно влияет на выносливость этих деталей.
metmastanki.ru
Листогиб своими руками: конструкции, чертежи, описания
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Содержание статьи
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
- Чертеж гибочного станка для листового металла
- Листогиб — проекция сбоку
- Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).

Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.

Такие укосины
- К укосинам приварить гайку болта.

Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.

Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.

Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.

К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.

Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.

Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).

Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.

Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
stroychik.ru
Гидравлический листогиб – конструкция и особенности пресса + Видео
Гидравлический листогиб применяется на различных производственных предприятиях для гибки листового металла по холодной методике с четким соблюдением заданных углов сгиба.
1 Как появились гидравлические листогибочные станки?
Изначально мировая промышленность изготавливала листогибы механического и ручного типа. Они были просты и надежны в эксплуатации, имели несложную конструкцию и не требовали чрезмерных затрат на их производство. Понятно, что ручной листогиб не обеспечивал должной точности сгибания, да и для его использования необходимо было применять немалую физическую силу. Масса недостатков имелась и у механического оборудования:
- высокая степень вибрации и шума при эксплуатации;
- малое качество производимой продукции;
- повышенный риск травмирования оператора установки;
- большой расход электрической энергии;
- сложности при необходимости переналадки станков.
Одновременно с механическими прессами для гибки металлических заготовок стали применять пневматическое оборудование. Его эксплуатировали достаточно ограничено, так как для работы таких агрегатов нужно было подводить к ним сжатый воздух по специальной магистрали. А усилие нагрузки, которое они могли обеспечивать, было сравнительно малым.

Рекомендуем ознакомиться
Настоящим прорывом в вопросах сгибания листового металла стало появление в середине 20 столетия гидравлических прессов, которые отличались малым расходом электричества, высоким уровнем безопасности выполнения работ, практически безупречной надежностью и превосходным качеством выпускаемых изделий.
За последние годы стандартный гидравлический листогибочный пресс претерпел множество изменений. В наши дни он оснащается инновационными устройствами и механизмами, которые значительно облегчают процедуру гибки заготовок из металла. К таковым относят следующие приспособления и разработки:
- графический пользовательский интерфейс, дающий возможность программному управлению станком самостоятельно определять и задавать последовательность гибки;
- оборудование для регулировки электронными устройствами скорости траверсы;
- защита оператора от травм;
- индикаторы контроля угла гиба.

Перечислять современное дополнительное оборудование, устанавливаемое на гидравлические листогибы, можно достаточно долго. О многих специальных механизмах и тонкостях использования листогибочных станков с ЧПУ мы еще поговорим, описывая их популярные марки.
2 Общие сведения об установках и принципе их работы
Описываемое оборудование обычно применятся на производствах в следующих ситуациях:
- для получения идеальных по качеству и точности изделий;
- в качестве одного из этапов процесса промышленной обработки металлических заготовок толщиной от 3,5 миллиметров;
- для быстрой и недорогой гибки листов металла толщиной менее 3,5 миллиметров;
- при выполнении операций по сгибанию однотипных изделий (когда настройки инструмента не нужно менять слишком часто).
Листогибы на гидравлике бывают стационарными и передвижными. Первые используются на одном месте, они могут перерабатывать большие объемы металла. А вторые, мобильные, допускается эксплуатировать на разных объектах. Как правило, их приобретают небольшие производственные компании. И первые, и вторые при этом функционируют на энергии гидроцилиндров, что исключает необходимость применения усилий со стороны оператора листогибочного станка.

Суть работы описываемого оборудования заключается в обеспечении заданных значений хода (рабочего) траверсы установки и требуемого усилия. Под траверсой понимают жесткую балку из стали. На нее монтируют приспособления для конкретных режимов гибки, учитывающие характеристики обрабатываемой заготовки.
Траверса перемещается под постоянным контролем специальных линейных датчиков. Обычно на листогибы их устанавливают две штуки (один «следит» за правой стороной балки, другой – за левой), что гарантирует равномерность хода траверсы. На большинстве станков для гибки, кроме того, монтируют задний программируемый упор. Он позволяет получать отгибаемую металлическую кромку с определенными геометрическими значениями.
Листогибы на гидроцилиндрах на сегодняшний день считаются незаменимыми при производстве материалов для корпусного строительства, электронных изделий, приборов и быттехники, транспортных средств и специальной автотехники. Они также необходимы для изготовления гнутых изделий, используемых в машино- и станкостроении. При установке дополнительных механизмов гидравлические листогибочные станки без проблем обрабатывают разные по диаметру цилиндрические и конические поверхности.
3 Алгоритм гиба металла на листогибах с гидроцилиндрами
Технология обработки листовых металлических заготовок на рассматриваемом оборудовании не имеет особых сложностей. При этом она обеспечивает максимальную производительность листогибов и высокую безопасность выполнения работ.
В целом процесс сгибания заготовок на интересующих нас агрегатах осуществляется в семь стадий:
- Траверсу надежно фиксируют в так называемой «мертвой верхней точке».
- Запускают траверсу при помощи педали либо кнопки управления. Перемещение балки происходит с запланированной оператором скоростью сверху вниз. Указанная скорость именуется свободным падением за счет того, что до некоторого заданного момента она выше скорости непосредственно гибочной операции. При этом необходимо понимать – действительно свободного (то есть неконтролируемого) падения как такового не происходит – аппаратура, которой располагает любой современный гидравлический листогибочный пресс, контролирует каждое движение оборудования.
- Рабочую скорость балка получает в интервале переключения скоростей. На данном этапе отмечается синхронизация объема и скорости подачи в гидроцилиндры гидравлической жидкости, функционирования двух сторон траверсы и выбора запланированной рабочей скорости. Все озвученные процессы идут одновременно, за правильность их выполнения отвечают аппаратные регулировочные средства либо датчики.
- Траверса после получения нужной для работы скорости устремляется к другой мертвой точке (теперь уже к нижней). В этом положении балка остается определенное время, которого достаточно для обеспечения равномерной нагрузки на деталь, подвергаемую сгибанию.
- Траверсу начинают поднимать с четко обозначенной скоростью на необходимую по условиям техпроцесса величину. Данная стадия носит название декомпрессии. Она контролируется автоматически, правильность поднятия балки влияет на качество получаемого изделия не меньше, чем сама операция гибки.
- Траверса возвращается до мертвой верхней точки с достаточно большой скоростью.
- Отключение оборудования.
Листогибы с добавочными механизмами, конечно же, могут функционировать с некоторыми дополнительными этапами. Но сама гибка металлических изделий выполняется именно по описанному алгоритму.
Добавим, что обработка заготовок на листогибах с гидроцилиндрами описывается тремя основными параметрами – рабочая длина станка, мощность развиваемой нагрузки на деталь, производительность за определенное время, а также несколькими добавочными характеристиками (дистанция между стойками агрегата, скорость выполнения рабочих операций, амплитуда, с которой может перемещаться траверса и другие).
4 Станок ЛГСГ-28 – краткое описание
Пресс ЛГСГ-28 Липецкого комбината по выпуску профилегибочного специального оборудования пользуется огромной популярностью у российских компаний, которые занимаются производством разных видов швеллеров и уголков, а также иных изделий для строительной отрасли. Данный агрегат способен обрабатывать на высочайшем уровне эффективности листовой металл толщиной до 3 миллиметров и длиной до 2,5 метров.
ЛГСГ-28 рекомендуется применять тогда, когда предприятие занимается изготовлением большого количества однотипных (серийных) изделий. Листогиб характеризуется:
- незначительным шумом при работе;
- элементарным управлением;
- прекрасным соотношением функциональности и стоимости;
- небольшим потреблением электрической энергии;
- возможностью выполнять гибку в ручном и полностью автоматическом режимах;
- достаточно высокой универсальностью.
ЛГСГ-28 развивает при сгибании усилие до 20 тонн, обеспечивает угол гибки – до 105 градусов. Габаритные размеры станка – 280 на 80 на 200 сантиметров при весе примерно 2 тысячи килограмм. Данное оборудование позволяет получать минимальный загиб на уровне четырех сантиметров.
Нельзя не отметить, что ЛГСГ-28 ломается крайне редко. Но даже в ситуациях, когда возникает необходимость его ремонта (замены узлов, естественным образом вышедших из строя), проблем у пользователей с «обновлением» станка не возникает. Липецкий завод производит в достаточном количестве полный ассортимент запасных частей к своему листогибу.
5 Обзор листогибочных прессов с числовым программным управлением
Гидравлические агрегаты для гибки металлов в наши дни оснащаются системами ЧПУ. Такое оборудование отличается особой точностью и эффективностью выполнения работ. На отечественном рынке представлены листогибочные станки многих известных производителей из Европы. О некоторых компаниях и их продукции мы расскажем немного подробнее.

Популярными считаются листогибы португальской марки Adira, выпускаемые в городе Порту. Российские предприятия закупают оборудование серии РН (модели 16060, 30060, 40070, 50070, 60060, 110080, 135070 и др.), которое снабжается двигателями разной мощности (от 15 до 110 кВт), скоростью гибки (от 6,5 до 10 мм/сек) и усилием прессования (от 160 до 2000 тонн). Все оно характеризуется далее приведенными эксплуатационными преимуществами:
- компактные размеры гидравлических станций;
- стабилизированная моноблочная прочная траверса;
- наличие двух сервоклапанов с автоматическим управлением;
- гидравлическая и электрическая защита от перегрузок;
- простая настройка показателя опускания траверсы и программирование всех без исключения величин технологического процесса;
- высокопроизводительные числовые цветные контроллеры с русификацией;
- мощный упор (задний) с четырьмя управляемыми осями.
Также хорошо известны агрегаты под брендом MetalMaster (модели 2563К, HPJ-к 1340, 2580, 32200), имеющие много функциональных возможностей, надежную гидравлику, современную аппаратуру и конструкцию из термически обработанных сварных составляющих. Данные листогибы управляются числовым комплексом ESTUN, позволяющим выполнять пошаговое программирование любого числа рабочих операций в дюймовой и метрической системе координат.
tutmet.ru