Рейсмус — Википедия
Материал из Википедии — свободной энциклопедии
Рейсмус — инструмент для разметки, создающий равноудалённые линииРейсмус, или рейсмас (из нем. Reißmaß) — инструмент для проведения на заготовке разметочных линий, параллельных выбранной базовой линии, или перенесения размеров с чертежей на заготовку.
Обычно представляет собой стойку с зажимом, в котором закрепляется чертилка.
Рейсмусы могут изготавливаться из дерева твёрдых пород и представляют собой колодку с прямоугольным отверстием, в которой с помощью клина или винта закрепляются одна или две рейки. На одном из концов реек установлены заостренные металлические штыри. Рейсмус с двумя рейками используется, например, для разметки шипов и гнёзд для них в столярном деле.
Для одновременного прочерчивания большего количества линий или в случае, когда нет необходимости в изменении размеров, вместо рейсмуса может быть использована скоба. Скоба представляет собой деревянный брусок с выступом, в который забито необходимое количество гвоздей.
 Штангенрейсмас
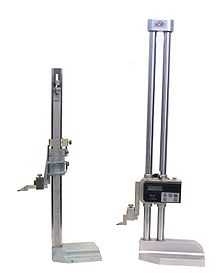
ШтангенрейсмасШтангенрейсмас (штангенрейсмус) используется для измерения высот и разметки изделий, установленных на плите[1]. Штангенрейсмас состоит из штанги, жестко связанной с основанием. По штанге перемещается рамка с нониусом, как у штангенциркуля. Рамка имеет кронштейн, на котором закреплена измерительная или разметочная ножка.
Деревянный рейсмус
ru.wikipedia.org
Как выбрать рейсмусовый станок?
Достаточно часто мастера, которые любят выполнять работы по дереву, или же владельцы дачных домиков, сталкиваются с необходимостью строгания множества досок, для того чтобы придать им вид визуальной привлекательности. Необходимо выровнять толщину материала, вывести размеры досок и щитов, получить гладкую поверхность заготовок, из которых позднее предстоит смастерить мебель, либо использовать их для отделки пола или помещения. Решением проблемы может стать приобретение рейсмуса, ведь агрегат с автоматической подачей заготовок и ножевыми валами из быстрорежущей стали существенно ускоряет и облегчает процесс строгания древесины.
Для чего необходим рейсмусовый станок?
Рейсмусовые станки предназначены для плоскостного строгания заготовок — щитов, брусков и досок по толщине в заданный размер, именно поэтому, они и являются основными на деревообрабатывающих предприятиях. К тому же рейсмусы имеются фактически у каждого столяра. Основное предназначение рейсмусовых станков состоит в равномерном обслуживании досок и прочих деревянных изделий по всей площади, а так же получении заготовок, которые имеют равную толщину по всей ширине и длине.
Рейсмусы при использовании в строительстве за один проход способны обрабатывать в большом количестве широкие доски. В отличие от индустриальных агрегатов, любительские рейсмусы являются небольшими по размерам и гораздо легче, что делает их транспортировку более удобной. К тому же современные модели имеют облегченную систему смены рабочих ножиков и увеличенный контроль глубины резания, для того чтобы точно выверивать толщину снимаемой стружки.
Как правило, перед проведением данной процедуры деревянные поверхности подвергают заблаговременной обработке на фуговальном станке. Для нестандартных разновидностей материала (полимеры, мягкие пластики, утеплители на вспененной основе) предназначаются рейсмусовые станки с обрезиненными металлическими подающими вальцами, которые не способны портить поверхности заготовок.
Секционные подающие вальцы, которыми по своей конструкции оснащено данное оборудование, позволяют на входе в станок одновременно подавать разнотолщинные заготовки. Рейсмусовый станок представляет собой одну из наиболее важных установок в плотницком деле и строительстве, а также в мебельной промышленности, позволяя изготовить точные планки для гарнитуров из древесины либо рейки для обшивки кухни.
Стоит отметить, что на слишком уж бюджетном рейсмусовом станке нельзя строгать весьма тонкие заготовки, так как возникают вибрации, что сказываются на качестве обрабатываемой поверхности. Наименьшая длина обрабатываемой заготовки должна на 100 миллиметров быть большей расстояния от переднего до заднего подающего валка. Если необходимо фрезеровать более короткий материал, то его следует надежно закреплять на основании. При помощи соответствующих приспособлений на рейсмусовых станках получится обработать даже клинообразные заготовки, а так же выровнять непараллельные плоскости.
Глубина пропила показывает срез рейсмуса за один проход: данный показатель колеблется в пределах 1 — 3 миллиметров, зависимо от ширины материала. Ширина заготовки характеризует возможности обработки изделий, что имеют определенный размер: оптимальное решение — 30 — 330 миллиметров. На эффективность работы оказывает влияние мощность станка. Для частных мастерских подходит рейсмусовый станок в 1,9 кВт. Агрегаты, мощность которых выше 1,8 кВт, пригодятся для строгания твердых пород древесины — ели, бука, груши, вяза, ясеня.
Конструкция рейсмусового станка
Рейсмусовым станком называют особое устройство, которое относится к категории деревообрабатывающих станков, способных удачно справиться с плоскостным, объемным, а так же профильным фрезерованием прямо- и криволинейных заготовок, исполненных из массивного дерева.
По конструкции различают:
— Односторонние рейсмусовые станки, на которых осуществляется строгание только с верхней стороны;
— Двухсторонние рейсмусовые станки, где строгаются одновременно две противоположные стороны — нижняя и верхняя;
— Особые рейсмусы — трех-, четырех- и много-ножевые.
Наибольшее распространение получили односторонние рейсмусовые станки, которые являются более простыми по конструкции и, соответственно, в эксплуатации. Их устройство мы сегодня и будем более подробно рассматривать.
Стол рейсмусового станка в отличие от фуговального станка кроется из одной сплошной плиты, которая точно выстрогана и отшлифована, а также он не имеет в своей конструкции направляющей линейки. Помимо горизонтального стола, на котором регулируется толщина снимаемого слоя, рейсмус состоит из таких основных элементов, как особая фреза, представленная несколькими отдельными ножиками и системы автоматической подачи деревянной заготовки по роликовым направляющим.
Станина для рейсмусового станка чугунная, пустотелая, цельнолитая, на ней крепят все детали, а так же механизмы станка. Опорным столиком может служить металлический уголок размерами 100 на 100 миллиметров и длиной не менее 1000 миллиметров. Эта длина объясняется мерами безопасности. Опорный столик навешивают на технологические уголки станка, крепят с одной стороны болтами, с иной — струбцинами. По высоте стол можно перемещать по направляющим салазкам при помощи подъемного механизма.
Над столом расположен ножевой вал. Механизм подачи заготовки представлен двумя парами валиков. Первая из них располагается перед ножевым валом, иная — за валом. Нижние валики устанавливают точно под верхними. Вращаются верхние валики от электрического мотора через зубчатую передачу, следовательно, они называются приводными, питающими либо подающими. Нижние валики устанавливаются свободно и приводятся во вращение подаваемым материалом. Эти валики — поддерживающие либо направляющие. В двусторонних рейсмусовых станках ножевые валы располагаются в столе и над рабочим столом.
Предназначение нижних валиков заключается в упрощении подачи на ножики материала, они выступают над поверхностью рабочего стола на 0,2-0,3 миллиметра. Строгаемый материал при более высоком расположении нижних вальцев вибрирует от ударов ножиков, тонкий будет прогибаться, и строгание получится неровным. Передний верхний валик принято делать рифленым для наилучшего сцепления с нестроганой поверхностью заготовки. Такой валик устанавливается на 2-3 миллиметра ниже поверхности материала, что подается на ножики.
Верхний задний валик должен быть гладким, так как рифление способно портить строганную поверхность дерева. Размещают его ниже на 1 миллиметр режущих кромок ножей. Валики механизма подачи располагаются параллельно, следовательно, в рейсмусовый станок одновременно можно подавать только детали идентичной толщины. Изделия меньшей толщины, даже на 2-3 миллиметра, дойдя до ножевого вала, получат мощный удар в торец ножом и вылетят обратно.
Для одновременного строгания пиломатериалов, которые имеют различную толщину, в схему рейсмусового станка вводят рифленый валец секционный, что позволяет использовать всю ширину станка , а также резко увеличивать его эффективность. Состоит секционный валик из 12 рифленых колец, которые насажены на общую ось и объединены с ней пружинами. При прохождении под валиком изделия, толщина которого больше толщины других, что одновременно обрабатываются, секции, которые надавливают на него, смещаются кверху и сохраняют сцепление с материалом под действием пружин.
Перед подобным рифленым валиком располагаются подвески, предназначение которых кроется в том, чтобы не допустить обратного вылета детали из станка. Сверху ножевой вал закрыт подъемным массивным колпаком, который служит надежным ограждением и представляет собой — добротное приспособление, которое направляет стружку в воронку эксгаустера. Кроме того, колпак совершает подпор волокон при строгании, нижняя его кромка для этого подведена к самым ножам.
В качестве инструмента помимо фрезы можно использовать гладкий барабан, что обтянут шлифовальной шкуркой. Выточить барабан получится из термостойкого пластика, алюминия либо твердой древесины. Наиболее подходящие размеры: диаметр 80 миллиметров, длина 100 миллиметров. На одном из торцов делают проточку под гайку с шайбой. На боковой поверхности для прикрепления шкурки прорезан продольный паз, что имеет трапециевидную форму, под прижимную планку аналогичной формы. Просверливают в планке три отверстия для винтов с потайными головками.
Подача проводится верхними вальцами — задним гладким и передним рифленым. Два гладких вальца, которые свободно вращаются в подшипниках, способны сокращать трение при движении по столу материала. Типовая максимальная ширина обрабатываемого изделия от 315 до 1250 миллиметров, толщина – от 5 до 160 миллиметров, диаметр ножевого вала от 100 до 165 миллиметров, имеется на валу 2 — 4 ножика. Мощность электрического мотора достигает 1 — 44 кВт.
Чем быстрее будут вращаться валовые ножики, тем чище и ровнее получается поверхность заготовок сразу же после строгания. Выбирать для применения можно агрегаты со скоростью вращения 6 — 10 тысяч оборотов в минуту. Вес, устройство рейсмусового станка, а также компактность рейсмуса характеризуют напрямую возможность перемещения оборудования. Суперкомпактные станки, которые имеют вес 27 — 39 килограммов, являются самым отличным выбором.
При определенном расстоянии рабочего стола от ножевого вала строгают заготовку в размер, который показан на шкале, укрепленной на станине станка. Прижимы устанавливают по двум сторонам ножевого вала, они способны предотвратить вибрацию заготовок. Стружколоматель, расположенный перед ножевым валом, содействует надламыванию стружки и оптимально прижимает к столу заготовку, образуя полость для накопления стружек вместе с прижимом.
mirax.ua
Станок деревообрабатывающий многофункциональный бытовой
Рейсмусовый станок (рейсмус) – это один из видов деревообрабатывающих строгальных станков.
Заготовки, прошедшие первоначальную обработку на фуганке, загоняются в рейсмус для финального строгания.
Этот тип оборудования используется во многих столярных мастерских, так как значительно упрощает процесс формирования заготовок при сооружении тех или иных деревянных изделий.
Виды рейсмусовых станков
Основная рабочая деталь рейсмуса – это режущий вал с ножами. Станки могут быть оборудованы различным количеством валов и, исходя из этого параметра, делятся на следующие виды:
- односторонние – оборудованы одним ножевым валом, обрабатывающим верхнюю плоскость заготовки;
- двусторонние – оснащены двумя рабочими валами, один из которых расположен снизу и установлен первым по ходу движения, поэтому сначала обработке подвергается нижняя часть заготовки;
- трехсторонние и четырехсторонние – универсальное оборудование, которое применяется в основном только на производстве. При помощи таких станков можно обрабатывать деталь одновременно с нескольких сторон.
Наиболее часто используемый вид станка – односторонний. Он прост в эксплуатации и при качественной отладке обрабатывает детали ничуть не хуже более универсальных аналогов.

Рейсмусы также бывают мобильными и стационарными. Мобильные имеют небольшие размеры и малый вес и применяются для бытовых нужд. Местом установки станка может служить стол или верстак. Для обработки крупных деталей используют специальные крепежные приспособления. Стационарный станок представляет собой крупногабаритную технику в виде отдельно расположенного модуля.
Видео
Бытовой станок с рейсмусом Муравей
Для чего применяется рейсмусовый станок?
Рейсмус предназначен для строгания плоскости деревянных деталей – клееных щитов, брусьев и досок для придания им необходимой толщины в соответствии с заданным размером.
Такая техника является одним из основных видов оборудования, как на деревообрабатывающих предприятиях, так и в домашних мастерских, можно сделать
рейсмусовый станок своими руками
Рейсмус позволяет равномерно прострогать заготовку по всей площади, в результате чего все обработанные детали имеют равную толщину.
Рейсмусовые станки также являются незаменимым оборудованием в строительстве, когда нужно обработать большое количество широких досок.
Наличие секционных подающих валов, входящих в конструкцию рейсмуса, позволяет загонять в станок заготовки разной толщины.
Некоторые виды бюджетных рейсмусов не позволяют строгать слишком тонкие детали, так как в процессе работы возникают вибрации. Это отрицательно сказывается на качестве обработки.
При помощи специальных приспособлений на рейсмусе можно обрабатывать даже клинообразные детали.
Эффективность работы станка зависит от мощности двигателя. Для домашней мастерской подойдет рейсмус с двигателем 2,2 кВт. Более мощную технику можно использовать для обработки твердых пород дерева: дуба, ясеня, груши, бука.
Устройство рейсмуса
Учитывая то, что наиболее распространенным вариантом является односторонний агрегат, именно его устройство и будет рассмотрено ниже.
Стол рейсмуса, в отличие от фуганка, представляет собой единую сплошную плиту и не имеет в своем оснащении направляющей линейки. В конструкцию станка входят следующие основные элементы:
- вал, оборудованный несколькими ножами;
- система автоподачи деревянной детали по направляющим в виде роликов.
Станина агрегата выполнена из чугуна и имеет литую форму. На нее устанавливаются все элементы и механизмы рейсмуса. Опорный стол крепится к технологическим уголкам рейсмуса и фиксируется при помощи болтов и струбцин. Высота стола регулируется посредством подъемного механизма.
Вал с ножами устанавливается над столом. Система подачи деталей представляет собой две пары вальцов. Одна из них установлена перед ножевым валом, вторая – за ним. Нижние вальцы располагаются строго под верхними. Вращение вальцов, расположенных вверху осуществляются при помощи электродвигателя, посредством зубчатой передачи. Нижние вальцы приходят в движение под воздействием подаваемой заготовки.
Нижние валики обеспечивают более легкую подачу заготовки на ножевой вал и возвышаются над плоскостью стола на 0,2-0,3 мм. Если расположить вальцы выше, это приведет к вибрации заготовки от удара ножей, в результате чего ухудшится качество обработки. Передний верхний вал, как правило, имеет рифленую поверхность, что обеспечивает более качественную сцепку с поверхностью обрабатываемой детали. Он располагается на 2-3 мм ниже поверхности загоняемой в станок заготовки.
Верхний задний вал имеет гладкую поверхность, так как в этом случае рифленая деталь может испортить прошедшую обработку заготовку. Его располагают на 1 мм ниже кромок лезвий. Валики подающей системы расположены параллельно, поэтому в рейсмус одновременно можно загонять лишь детали одинаковой толщины.
При подаче более тонких деталей, ножевой вал с силой ударит в торец заготовки, в результате чего она вылетит обратно.
Технические характеристики
Рейсмусовые станки могут иметь разные характеристики, обусловленные возможностями того или иного агрегата.
Вот один из примеров:
- возможность обработки деталей толщиной от 160 до 1250 мм;
- толщина слоя, который можно снять за один заход – до 3 мм;
- скорость вращения рабочих валов – 5000 оборотов в минуту;
- рабочий вал может иметь поперечник 100-165 мм и оснащаться 2-4 ножами;
- максимальная мощность двигателя – 45 кВт. Для бытовых нужд достаточно 2,2 кВт.
Правила работы на рейсмусовом станке
В процессе обработки заготовок на станке участвуют, как правило, два человека. Стол посредством регулировки выставляется в соответствии с необходимым размером. Для этого станина рейсмуса обычно бывает оснащена специальной шкалой. Для пробы прогоняют 2-3 детали, после чего проверяют их толщину. При необходимости высоту стола корректируют.
Для обработки заготовки один из рабочих укладывает ее строганной поверхностью на стол и двигает под подающий вал. Второй человек принимает и складирует готовые изделия. Если станок оборудован секционным подающим валом, на стол можно укладывать сразу несколько деталей небольшой толщины, подавая их одновременно на передние вальцы. Разница толщины деталей при этом должна составлять 1-4 мм, а толщина слоя, который рекомендуется снимать за один заход 1,5-5 мм.
При обработке заготовок на рейсмусе следует придерживаться следующих правил:
- прежде чем приступать к работе, нужно убедиться в том, что ножи правильно и надежно закреплены, а все механизмы верно отрегулированы;
- предохранительные упоры, которые препятствуют обратному выбросу деталей, необходимо опустить вниз;
- при работе на станке, оснащенном цельным подающим валом, за один заход можно обрабатывать не больше двух деталей, которые следует располагать по краям стола.
Техника безопасности
Перед работой следует:
- заправить одежду, застегнуть рукава, проследить за тем, чтобы края одежды не свисали;
- произвести осмотр рабочей территории, убрать все лишние предметы, которые могут мешаться под ногами;
- позаботиться о качественном освещении рабочей площади.
Подготовка приспособлений
На этом этапе нужно убедиться в наличии и корректной работе вспомогательного оборудования, предохраняющего от обратного выбрасывания обрабатываемых деталей.
Если предполагается обработка длинных заготовок, выходную часть рабочего стола следует удлинить, а перед станком можно установить подставку на роликах.
Проверка исправности рейсмуса
- плита станка должна иметь гладкую поверхность, без впадин и прочих дефектов;
- ножевой вал должен быть хорошо отбалансирован. Проверить этот параметр можно путем проворачивания вала, предварительно сняв с него приводной ремень. Если при остановке вал остается в неподвижном положении, значит все в порядке;
- передний стол должен хорошо подниматься и опускаться;
- поверхность рифленых вальцов не должна быть стертой и потрескавшейся;
- верхние подающие валы нужно закрыть со стороны рабочего места.
В ходе работы
- обрабатывать можно лишь заготовки, длина которых не меньше, чем расстояние от передних до задних подающих вальцов + 5 см;
- заготовку, толщина которой меньше 0,5-1см, обрабатывать нужно с деревянной подложкой;
- перед работой каждую заготовку нужно осмотреть на предмет изъянов, при обнаружении которых деталь следует отложить для дополнительного раскроя;
- строгать необходимо по структуре волокон. Это обеспечит более качественную обработку;
- при строгании сосновой древесины, поверхность стола нужно протирать ветошью, смоченной керосином или соляркой. Таким способом удаляется смола, затрудняющая продвижение заготовки;
- не следует снимать оградительные приспособления;
- нельзя убирать рабочее место, а также смазывать, налаживать и ремонтировать станок на ходу;
- не следует складировать на столе рейсмуса детали, обработанные изделия, инструмент, ветошь и т.д.;
- в случае внезапного отключения электроэнергии, а также при отлучке, обязательно нужно выключить станок.
По окончании работы
Выключить станок. Начинать уборку можно только после того, как ножевой вал перестанет вращаться. Для удаления стружки и опилок следует использовать кисти или щетки.
Виды и способы устранения возможных неполадок
| Неполадка | Причина | Устранение |
| Ножевой вал не крутится при запуске станка | 1.Отсутствует электропитание. 2.Автоматическое отключение теплового реле. 3.Не закреплено оградительное приспособление на ножевом вале | 1.Проверить подачу электричества. 2.Включить тепловое реле. 3.Установить и зафиксировать приспособление, проверить и настроить работу выключателя, который блокирует защитное ограждение |
| Не получается загнать заготовку в станок (деталь буксует) | 1. Подающие валики недостаточно давят на деталь. 2. Недостаточный выступ нижних валиков | 1.Отрегулировать силу нажатия подающих валиков. 2.Настроить высоту положения валиков |
| Размер обработанной заготовки не соответствует заданным параметрам | 1.Стол неправильно настроен. 2.Стол не зафиксирован. 3.Ножи затупились | 1.Произвести регулировку стола. 2.Зафиксировать стол. 3.Сменить ножи |
| Поверхности обработанной детали не параллельны друг другу. | 1.Ножи неровно установлены. 2.Нижние валики не параллельно расположены относительно поверхности стола | 1.Отрегулировать положение ножей. 2.Правильно выставить нижние валики |
| Поперечные выбоины на концах заготовок | 1.Нижние валики слишком выступают над столом. 2.Прижимы неправильно выставлены | 1.Выставить нижние валики в правильное положение. 2.Правильно выставить прижимы по отношению к прижимному валу |
| Продольные борозды на обработанной детали | Местные дефекты на режущей ножевой кромке | При строгании узких деталей обходить стороной места дефектов или заменить ножи |
| Обработанная деталь приобретает волнообразную поверхность | 1.Неправильно выставлены ножи. 2.Ножевой вал бьет по заготовке | 1.Отрегулировать положение ножей 2.Отбалансировать ножевой вал путем подбора ножей по весу, взвесив их на балансировочных весах |
| Рифленый вал оставляет следы на обработанной заготовке | Передний вал слишком прижимает заготовку | Настроить силу прижима вала |
| При обработке местами происходит скалывание и вырывание фрагментов древесины | 1.Ножи слишком выступают над корпусом ножевого вала. 2.Оставлен недостаточный припуск на строгание | 1.Отрегулировать и установить ножи по отношению к корпусу на 1-2 мм. 2.Заготовки отсортировываются в брак |
| При обработке на поверхности детали поднимается ворса | 1. Ножи затупились. 2. Износились сменные вкладыши для предотвращения сколов | 1.Сменить ножи. 2.Сменить вкладыши |
Как видно, производительность и качество работы станка обусловлено множеством различных факторов, которые должны учитываться в ходе рабочего процесса. При возникновении более серьезных неполадок следует обратиться к квалифицированным специалистам.
stanki-info.ru
Как выбрать рейсмусовый станок? Советы.

Сегодня поговорим о выборе рейсмусового станка. Надо сказать, что рейсмус нужен далеко не в каждой мастерской. К примеру, держать его на даче ради пары досок в год нет смысла, тем более что такие станки далеко не самые дешевые.
Перед тем как приступить к выбору рейсмуса по техническим характеристикам стоит определиться с предстоящими объемами работ. Это необходимо для того, чтобы выбрать ценовой сегмент. Безусловно если Вам позволяют средства, то можно купить дорогой профессиональный станок и не знать горя, но целесообразно ли это?
Разделить рейсмусы по объему работ можно примерно на пять групп:
- Если у вас небольшие объемы работ на своем приусадебном участке, то возможно самым логичным будет выбор многофункционального или иначе комбинированного станка. Такой станок может выполнять функции циркулярной пилы, рубанка, рейсмуса, фрезерного станка. Но для серьезных работ все же лучше приобретать отдельные станки для каждого вида работ.
- В случае когда Вам необходимо обработать большую партию древесины (например при строительстве собственного загородного дома), то стоит обратить внимание на бюджетные рейсмусовые станки. Это JET JWP-12, Корвет 21,22, Калибр РР-1200 и другие. Если сравнить стоимость доски обработанной и необработанной, то можно увидеть что приобретение рейсмуса себя оправдает и при этом он сможет служить вам дальше.
- Следующие рейсмусовые станки уже из категории полупрофессиональных и подходят для столярных мастерских, бригад по малоэтажному строительству и других видов деятельности по обработке древесины в которых приличные объемы. К ним относятся такие станки как знаменитый станок от Макиты- Makita 2012 NB, а так же Metabo DH 330, DeWalt DW 733 и другие.
- Профессиональные станки для мебельных заводов, крупных мастерских. Это такие станки как , к примеру, JET JWP-201 HH.
- И последняя группа рейсмусовых станков это станки профессиональные и предназначенные для лесопилок, лесоперерабатывающих заводов. К ним можно отнести такие станки как SCM Logic 23, МВ 1013А и другие.

Рейсмус
Выбор рейсмуса
После того как вы определились с группой, в которой Вам необходимо выбирать рейсмусовый станок можно переходить к выбору станка по параметрам. Какие параметры важны для рейсмуса?
Геометрические рабочие показатели — максимальные ширина и высота обрабатываемой заготовки. Логично, что чем больше они у станка тем большего размера заготовку вы сможете прогнать.
Немаловажной характеристикой является глубина строгания. Чем больше глубина, тем меньше Вам придется прогонять заготовку в случае если необходимо убирать большой слой. Но глубина строгания напрямую перекликается с мощностью двигателя станка.
Мощность двигателя. Чем мощнее двигатель, тем проще работать. Слабомощный движок рейсмуса определяет необходимость нескольких проходов, а двигатель с запасом мощности протянет заготовкуиз любой древесины и любой влажности за один проход.
Частота вращения валов. Чем быстрее крутятся валы, тем чище и ровнее получится поверхность заготовки после обработки на рейсмусе.
Количество валов. На бытовых станках и комбинированных в большинстве своем устанавливается один вал с несколькими ножами. Более серьезные станки имеют два вала- один сверху, другой снизу и позволяют одновременно обрабатывать заготовку с двух сторон. Наличие трех и более валов- прерогатива станков профессиональных.

рейсмусовый_станок
[multiGoods ids=352,354,356,358 template=’grid’]На что еще обратить внимание при выборе рейсмуса, какие советы еще можно дать? Если вы приобретаете бытовой станок, то обязательно внимательно его осмотрите. Часто станки от одного производителя, одной марки и даже партии могут сильно отличаться по качеству сборки и изготовления. Обратите внимание на рабочий стол- ровный ли он, не имеет деформаций, щербин и прочего. Обязательно осмотрите крепление валов и ножей. Но это касается только бытовых станков, более серьезные рейсмусы от именитых производителей этим не страдают.
Не лишним будет приобрести несколько запасных ножей, а возможно и прижимных резиновых валиков.
Помните, что рейсмусовый станок требует к себе внимания, ухода и содержания в чистоте. Этому будет посвящена отдельная тема. Если у Вас есть вопросы, то можете задать их в комментариях.
И несколько видео о выборе рейсмусовых станков и с обзорами характеристик.
Первое видео о знаменитом рейсмусе от Makita- 2012NB. Это видео с детальным обзором этого станка.
Следующий видеообзор посвящен еще одному популярному рейсмусу- JET JWP 12.
Вконтакте
Google+
stanok-tut.ru
Рейсмусовый станок — это… Что такое Рейсмусовый станок?
У этого термина существуют и другие значения, см. Станок.Рейсмусовый станок (от нем. Reißmaß) — деревообрабатывающий станок; разновидность строгальных станков; предназначен для простругивания заготовок в размер по толщине. Обычно обработке подвергаются детали, предварительно проструганные на фуговальном станке.
Конструкция
Режущий инструмент станка — ножевой вал. Заготовку подают в станок по горизонтальному (рабочему) столу.
Различают односторонние рейсмусовые станки и двусторонние рейсмусовые станки.
Односторонние рейсмусовые станки имеют один ножевой вал для снятия материала сверху заготовки. Двусторонние рейсмусовые станки имеют дополнительный ножевой вал на рабочем столе.
Базирование заготовки осуществляется по рабочему столу, и, если необходимо, боковыми роликами или планкой. Заготовка удерживается вальцами. Подача либо ручная, либо с помощью вальцов.
Сходные по конструкциям фуговальный станок и двусторонний рейсмусовый станок зачастую комбинируют в фуговально-рейсмусовый станок.
Характеристики
Типовая максимальная ширина обрабатываемых заготовок 315..1250 мм, толщина — 5..160 мм; диаметр ножевых валов 100..165 мм, 2..4 ножа на валу, скорость вращения валов 5 000..10 000 об/мин. Мощность электрического двигателя от 1 кВт до 44 кВт.
Ссылки
dvc.academic.ru
Рейсмусовый станок — это… Что такое Рейсмусовый станок?
У этого термина существуют и другие значения, см. Станок.Рейсмусовый станок (от нем. Reißmaß) — деревообрабатывающий станок; разновидность строгальных станков; предназначен для простругивания заготовок в размер по толщине. Обычно обработке подвергаются детали, предварительно проструганные на фуговальном станке.
Конструкция
Режущий инструмент станка — ножевой вал. Заготовку подают в станок по горизонтальному (рабочему) столу.
Различают односторонние рейсмусовые станки и двусторонние рейсмусовые станки.
Односторонние рейсмусовые станки имеют один ножевой вал для снятия материала сверху заготовки. Двусторонние рейсмусовые станки имеют дополнительный ножевой вал на рабочем столе.
Базирование заготовки осуществляется по рабочему столу, и, если необходимо, боковыми роликами или планкой. Заготовка удерживается вальцами. Подача либо ручная, либо с помощью вальцов.
Сходные по конструкциям фуговальный станок и двусторонний рейсмусовый станок зачастую комбинируют в фуговально-рейсмусовый станок.
Характеристики
Типовая максимальная ширина обрабатываемых заготовок 315..1250 мм, толщина — 5..160 мм; диаметр ножевых валов 100..165 мм, 2..4 ножа на валу, скорость вращения валов 5 000..10 000 об/мин. Мощность электрического двигателя от 1 кВт до 44 кВт.
Ссылки
dal.academic.ru
Преимущества рейсмусовых станков | Полезные статьи, советы
Вы имеете деревоперерабатывающее предприятие? Или у вас небольшая компания по изготовлению мебели? Что позволит вам ускорить процесс работы и выполнять его всегда на отлично? Это продольно-фрезерные станки рейсмусового типа.
Что представляет из себя рейсмусовый станок
Этот деревоперерабатывающий аппарат имеет специальный ножевой вал и выполняет строгание дерева, которое размещено на горизонтальном столе. Встречаются также двухсторонние модели, благодаря которым возможно обрабатывать изделия одновременно с двух сторон. Ножевой вал такого оборудования выполнен из высококачественной стали, что позволяет использовать станок бесперебойно на протяжении длительного времени.
Современный рынок сегодня конечно изобилует огромным разнообразием дерево перерабатывающих станков. Каждая модель имеет свою скорость и механизм управления. Рейсмусовые станки заслуживают особого внимания, ведь они играют ведущую роль в мебельном производстве.
Плюсы рейсмусовых станков
1. Оперативность. При помощи такого оборудования достаточно быстро и мобильно можно произвести обработку пиломатериалов на чистовую. Главное, использовать только ту древесину, которая была идеально просушена в специальном цеху.
2. Многофункциональность. Благодаря рейсмусовым станкам вы сможете создать деревянную заготовку различного размера в соответствии с требуемой толщиной изделия.
3. Надежность. Такое оборудование достаточно устойчиво к внешнему воздействию. Например, если вы производите работы во влажном, сыром помещении или же там, где палит яркое солнце.
4. 100% качество. Рейсмусовые станки обеспечивают высокоточную калибровку различных изделий, без шероховатостей и дефектов.
Решив купить рейсмус, вы однозначно не прогадаете. Ведь теперь у вас появится новейшее модернизированное оборудование от ведущих производителей. Главное, если вы хотите, чтобы такое устройство прослужило долго на вашем предприятии, необходим тщательный и правильный уход. Например, перед тем, как приступить к работе, хорошо было бы проверить состояние ножей: во-первых, правильно ли они установлены; во-вторых, не затупились ли они. Если быть к этому внимательным, то можно избежать множество проблем и неприятностей в процессе деревопереработки.
Не откажите себе в высокопродуктивном дерево перерабатывающем станке!
Похожие статьи:
www.litw.ru