5В833 Станок зубошлифовальный универсальный полуавтомат схемы, описание, характеристики
Сведения о производителе зубошлифовального станка 5В833
Производитель вертикального зубошлифовального станка 5В833 Егорьевский станкостроительный завод Комсомолец, основанный в 1930 году.
Завод за время своего существования выпустил свыше 60 моделей: зубофрезерных, зубодолбежных, зубошлифовальных, зубозакругляющих и других зубообрабатывающих станков.
Продукция Егорьевского станкостроительного завода Комсомолец
5В833 Станок зубошлифовальный универсальный полуавтомат с цикловым программным управлением повышенной точности. Назначение и область применения
Зубошлифовальный станок 5В833 предназначен для шлифования прямозубых и косозубых цилиндрических колес в серийном и крупносерийном производстве.
Шлифование производится абразивным червяком методом обкатки при непрерывном делении.
Витки червяка имеют в осевом сечении форму прямобочной производящей рейки с шагом, равным окружному шагу шлифуемого колеса.
Окончательное профилирование винтовой поверхности абразивного червяка производится на самом станке многониточными стальными накатниками или алмазными резцами.
Отличительными особенностями станка являются наличие электрической связи в цепи деления, осуществляемой двумя синхронными электродвигателями, и отсутствие в цепи деления дифференциала. Это упрощает конструкцию станка и повышает надежность и долговечность его работы.
Для вытяжки и очистки отсасываемых паров охлаждающей жидкости имеется вытяжной вентилятор с набором сетчатых фильтров. Для встраивания в автоматическую линию станок не приспособлен.
Станок работает по замкнутому полуавтоматическому циклу и обеспечивает стабильность геометрических размеров шлифуемых зубчатых колес.
Станок выполнен по классу точности В в соответствии с нормами точности ГОСТ 13086—67 «Станки зубошлифовальные для цилиндрических колес, работающие абразивным червяком. Нормы точности».
Шероховатость обработанной поверхности V8 по ГОСТ 2789—59.
Зубчатые колеса модулем до 0,8 мм нужно шлифовать без предварительного нарезания зубьев.
Окончательное профилирование винтовой нитки на абразивном червяке выполняется на самом станке стальным многониточным накатником или алмазными резцами.
Габарит рабочего пространства зубошлифовального станка 5В833

Габарит рабочего пространства зубошлифовального станка 5в833
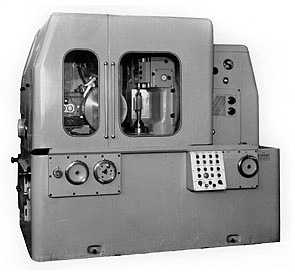
Общий вид и общее устройство станка 5В833
Фото зубошлифовального станка 5в833: модели 1966 и 1969 года
Фото зубошлифовального станка 5в833: модели 1971 и 1974 года

Фото зубошлифовального станка 5в833

Фото зубошлифовального станка 5в833
Расположение составных частей зубошлифовального станка 5В833
Расположение составных частей станка 5в833. Вид спереди
Перечень органов управления зубошлифовальным станком 5В833
- Рукоятка установки цикла работы
- Рукоятка перемещения стойки
- Квадрат поворота суппорта
- Рукоятка ручной подачи шпиндельной бабки
- Рукоятка автоматической подачи шпиндельной бабки
- Рукоятка установки величины автоматической подачи шпиндельной бабки
- Линейный выключатель
- Рукоятка радиальной подачи механизма правки
- Рукоятка для согласования приспособлений для правки с ниткой абразивного червяка
- Фиксатор кожуха шлифовального круга
- Рукоятка перемещения верхнего центра
- Квадрат для перемещения верхней бабки суппорта
- Упоры настройки на величину перемещения суппорта
- Квадрат перемещения суппорта
- Рукоятка переключения со шлифования на правку
- Кран подачи охлаждающей жидкости
Расположение составных частей станка 5в833. Вид сбоку
Схема кинематическая зубошлифовального станка 5А841. Смотреть в увеличенном масштабе
Спецификация составных частей зубошлифовального станка 5В833
- Гр.I — Станина
- Гр.3 — Стойка
- Гр.4 — Механизм правки
- Гр.5 — Шлифовальная бабка
- Гр.6 — Суппорт изделия
- Гр.12 — Стабилизатор напряжения
- Гр.14 — Ограждение
- Гр.42 — Приспособление для правки алмазными резцами
- Гр.81 — Охлаждение
- Гр.83 — Электропривод
- Гр.85- Электрошкаф
- Гр.88 — Гидроагрегат
- Гр.91 — Принадлежности
Расположение органов управления зубошлифовальным станком 5В833
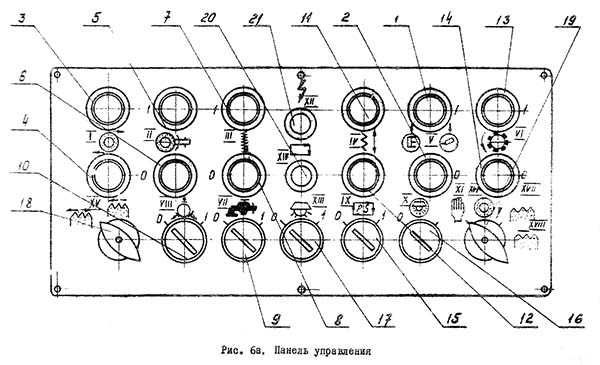
Пульт управления зубошлифовальным станком 5в833
Пульт управления зубошлифовальным станком 5в833. Смотреть в увеличенном масштабе
Перечень органов управления зубошлифовальным станком 5В833
- I — Шлифовальная бабка (подвод, отвод)
- II — Вращение изделия и шлифовального круга
- III — Вертикальная подача
- IV — Ход суппорта (вверх, вниз)
- VIII — Цанга
- V — Гидравлика, пылесос, смазка
- VI — Вращение изделия
- VII — Охлаждение
- IX — Продолжение цикла
- X — Освещение абразива
- XI — Наладка
- XII — Станок включен
- XIII — Освещение
- XIV — Цикл включен
- XV — Правка
- XVI — Шлифование
- XVII — Правка
- XVIII — Правка по верху
Схема кинематическая зубошлифовального станка 5В833
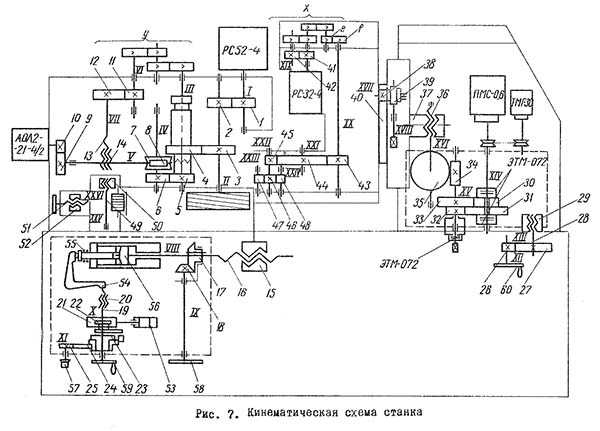
Кинематическая схема зубошлифовального станка 5в833
1. Схема кинематическая зубошлифовального станка 5В833. Смотреть в увеличенном масштабе
2. Схема кинематическая зубошлифовального станка 5В833. Смотреть в увеличенном масштабе
3. Схема расположения подшипников зубошлифовального станка 5В833. Смотреть в увеличенном масштабе
Кинематическая схема станка состоит из четырех цепей:
- цепь деления (цепь обката)
- цепь правки (цепь обката)
- цепи вертикальной подачи
- цепи радиальной подачи
Цепь деления
Цепь обеспечивает согласованное вращение абразивного червяка и шлифуемой заготовки (за один оборот абразивного червяка заготовка должна повернуться на один зуб). Настройка на число зубьев производится при помощи сменных шестерен гитары деления «х». Характерной особенностью стенка является наличие в цепи деления электрической синхронной связи, осуществляемой двумя синхронными реактивными электродвигателями. Один электродвигатель через пару цилиндрических шестерен 1, 2 приводит во вращение шпиндель абразивного червяка II, другой через пару цилиндрических шестерен 41, 42 — гитару деления «х», сменные шестерни е, f и делительную пару 43, 44 приводит во вращение шпиндель изделия ХХI.
Цепь правки
Цепь вертикальной подачи суппорта
Цепь сообщает возвратно-поступательное движение суппорту изделия во время шлифования и наладки. Привод вертикальной подачи — бесступенчатый с муфтой скольжения ПМС-0,6, с регулированием через тахогенератор ТГ. Исполнительным эвеном перемещения каретки с суппортом является пара винт-гайка 36, 37. Для увеличения диапазона регулирования величины подачи между приводом ПМС-0,6 и парой винт-гайка имеется двухступенчатый зубчатый перебор, переключаемый двумя электромагнитными муфтами ЭTM-072.
Цепь радиальной подачи
Цепь осуществляет радиальную подачу бабки шлифовального круга на изделие за каждый ход изделия и отвод бабки после окончания шлифования.
Цепь автоматической радиальной подачи состоит из храпового механизма 23 и гидравлической следящей системы. Качательное движение собачке храпового механизма сообщается гидроцилиндром 53, Вращение храповика преобразуется в поступательное движение винта 19, который нажимает на рычаг 54. Рычаг перемещает следящий золотник 55, в результате чего поршень 56 перемещает шлифовальную бабку на величину радиальной подачи, устанавливаемую лимбом 57. Ручное перемещение при наладке осуществляется маховиком 58. В цепь ручного перемещеНИЯ шлифовальной бабки входит коническая передача 18, 17 и пара винт-гайка 16, 15. Маховик 59 служит для установки величины перемещения шлифовальной бабки при шлифовании заготовки. При подводе шлифовальной бабки нажатием кнопки «подвод» маховик 5 (см.рис.5) устанавливается так, чтобы деление «0,8» шкалы лимба маховика находилось против указателя.
Ручное перемещение стойки
Перемещением стойки осуществляется установка изделия, относительно абразивного червяка, обеспечивая использование всей рабочей ширины абразивного червяка при шлифовании. Ручное перемещение осуществляется маховиком 60.
В цепь ручного перемещения стойки входит цилиндрическая передача 26, 27 и пара винт-гайка 28, 29.
Описание конструкции зубошлифовального станка 5в833
Станина
Станина (рис.9) выполнена цельной и представляет собой жесткую конструкцию прямоугольной формы. По продольным направляющий ( V — образной и плоской) перемещается шлифовальная бабка с механизмом правки. По поперечным направляющим перемещается
В станине смонтированы:
- механизм радиальной подачи шлифовальной бабки;
- механизм ручного перемещения стойки;
- пульт электроуправления;
- гидроагрегат.
Стойка с суппортом обрабатываемого изделия
Стойка (рис.10) имеет вертикальные и горизонтальные направляющие. По вертикальным направляющим перемещается каретка о суппортом изделия. Горизонтальные направляющие служат для перемещения стойки по станине..
Для перемещение каретки с суппортом применен регулируемый бесступенчатый привод ПМС-0,6 с двухступенчатой коробкой скоростей. Управление коробкой скоростей осуществляется переключателем на панели управления.
Реверс движения каретки с суппортом осуществляется самим приводом при подаче команды ох регулируемых упоров. Для частичной компенсации веса суппорта с кареткой установлены два гидравлических цилиндра одностороннего действия.
Суппорт изделия
Суппорт (рис.11) цилиндрическим пояском входит в каретку стойки и крепится тремя болтами. В нижней части суппорта смонтирован шпиндель изделия, вращающийся в регулируемых конических бронзовых подшипниках, делительная цилиндрическая пара в шестеренчатый насос. Насосу вращение передается от большого делительного колеса через; цилиндрическую шестерню. На шпинделе устанавливается гидравлически действующая зажимная цанга, выполняющая роль поводка, В верхней части суппорта расположена гитара деления «х» и передвижная бабка верхнего центра. В средней части суппорта смонтирован механизм ручного поворота суппорта на угол наклона зуба шлифуемого изделия.
Шлифовальная бабка
Шлифовальная бабка (рис. 12) перемещаемся по направляющим станины, осуществляя радиальную подачу абразивного червяка на изделие. Шпиндель абразивного червяка смонтирован в конических подшипниках скольжения и получает вращение от синхронного реактивного двигателя через две цилиндрические шестерни. Задний подшипник шпинделя, постоянно прижатый к нему пружиной (при пуске) и дополнительно гидравликой (при работе станка), может перемещаться вдоль оси. На корпусе шлифовальной бабки смонтирован механизм правки. Привод механизма правки, размещенный внутри шлифовальной бабки, осуществляется от 2-х скоростного электродвигателя (1400/2720 об/мин). Винт механизма правки получает вращательное движение, а гайка — возвратно-поступательное. Гидравлическое давление салазок механизма правки, действующее на гайку, обеспечивает работу только одной стороны профиля резьбы винта и гайки. Согласование вращения абразивного червяка с перемещением механизма правки достигается настройкой гитары правки «У».
Накатник приводится во вращение абразивным червяком и перемещается возвратно-поступательно вдоль оси шпинделя строго согласованно с вращением абразивного червяка. Механизм правки позволяет вести работу односторонним и двусторонним методом.
Рекомендуется применять:
- двусторонний метод работы — для черновой правки
- односторонний метод — для чистовой правки
При правке алмазными резцами применяется только односторонний метод.
Схема гидравлическая зубошлифовального станка 5В833
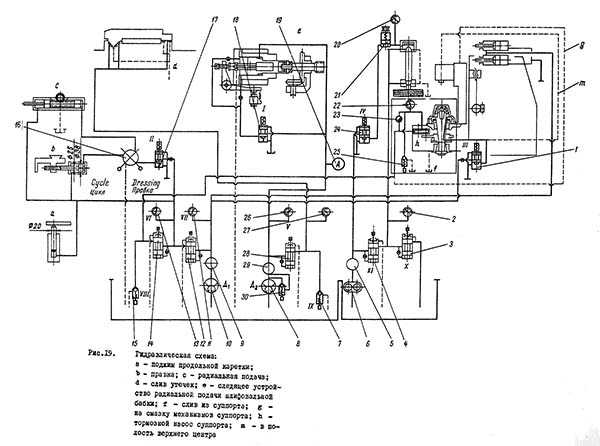
Гидравлическая схема зубошлифовального станка 5в833
Гидравлическая схема зубошлифовального станка 5в833. Смотреть в увеличенном масштабе
5В833 Станок зубошлифовальный универсальный полуавтомат. Видеоролик.
Технические характеристики зубошлифовального станка 5В833
| Наименование параметра | 5В833 | 5А841 | 5М841 |
|---|---|---|---|
| Основные параметры станка | |||
| Диаметр устанавливаемого изделия, мм | 40..320 | 30..320 | 30..320 |
| Наименьший диаметр окружности впадин, мм | 30 | ||
| Модуль устанавливаемого изделия, мм | 0,5..4 | 1,8..8 | 1,5..8 |
| Число зубъев устанавливаемого изделия, мм | 12..200 | 10..200 | 10..200 |
| Наибольшая ширина зубчатого прямозубого венца устанавливаемого изделия, мм | 150 | 150 | 160 |
| Расстояние между центрами суппорта обрабатываемого изделия, мм | 215..335 | 175..400 | |
| Расстояние от оси круга до линии центров, мм | 195..420 | ||
| Наибольший угол наклона зубъев, мм | ±45 | ±45 | ±45 |
| Точность обработки, DIN | 4..5 | ||
| Наибольшая масса устанавливаемого изделия, кг | 200 | 200 | |
| Бабка шлифовальная (шпиндельная) | |||
| Диаметр шлифовального круга (абразивного червяка), мм | 330..400 | 260..350 | 260..350 |
| Ширина шлифовального круга (абразивного червяка), мм | 63; 80 | 16..32 | 13..32 |
| Диаметр посадочного отверстия шлифовального круга (абразивного червяка), мм | 203 | 127 | |
| Диаметр конца шлифовального шпинделя, мм | 50 | ||
| Число оборотов шлифовального круга, 1/мин | 1920 | 1920 | |
| Вертикальное перемещение шлифовального шпинделя, мм | 180 | ||
| Суппорт изделия | |||
| Диаметр стола, мм | 280 | 280 | |
| Ход стола, мм | 180 | 30..165 | |
| Подача обката, мм/мин | 6..800 | ||
| Конус шпинделя изделия, мм | Морзе 3 | ||
| Конус верхней бабки, мм | Морзе 3 | ||
| Ручное перемещение стойки вдоль оси шлифовального шпинделя, мм | 120 | ||
| Ползун | |||
| Длина хода, мм | 20..160 | ||
| Число двойных ходов ползуна в минуту (бесступенчатое регулирование) | 50..280 | ||
| Ролик опорный | |||
| Наибольшая величина зоны перестановки, мм | 405 | ||
| Перемещение опорного ролика на одно деление лимба перестановки, мм | 0,002 | ||
| Перемещение опорного ролика на один оборот лимба перестановки, мм | 0,02 | ||
| Перемещение опорного ролика на один оборот лимба распределения припуска, мм | 0,16 | ||
| Цена деления шкалы нониуса зоны перестановки, мм | 0,002 | ||
| Цена деления шкалы лимба распределения припуска, мм | 0,005 | ||
| Механизм правки | |||
| Количество алмазов | 3 | ||
| Диапазон компенсации износа шлифовального круга при правке, мм | 0..45 | ||
| Автоматическая прерывная радиальная подача механизма правки, мм | 0,01..2 | ||
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 8 | 8 | |
| Электродвигатель главного привода — шлифовального шпинделя, кВт | 4,0 | 1,1 | 1,5 |
| Электродвигатель насоса гидравлики, кВт | 1,1 | 2,2 | 2,2 |
| Электродвигатель вентилятора масляного теплообменника, кВт | 0,27 | ||
| Электродвигатель привода механизма подачи, кВт | 0,18 | 0,18 | |
| Электродвигатель насоса охлаждения, кВт | 0,15 | 0,15 | |
| Электродвигатель магнитного сепаратора, кВт | 0,5 | 0,18 | 0,18 |
| Электродвигатель привода ползуна (вертикальной подачи), кВт | 1,1 | 1,9 | |
| Электродвигатель редуктора поворота ползуна, кВт | 1,1 | ||
| Электродвигатель пылесоса, кВт | 0,27 | ||
| Электродвигатель системы смазки, кВт | 0,08; 0,27 | ||
| Суммарная мощность электродвигателей, кВт | 7,08 | 6,6 | |
| Габаритные размеры и масса станка | |||
| Габаритные размеры станка (длина х ширина х высота), мм | 2400 х 2500 х 2040 | 2850 х 2315 х 2635 | 2850 х 2315 х 2085 |
| Масса станка с электрооборудованием и охлаждением, кг | 7000 | 8000 | 8000 |
Связанные ссылки. Дополнительная информация
Каталог-справочник зубошлифовальных станков
Паспорта и руководства зубошлифовальных станков
stanki-katalog.ru
ООО «СБЕ станко» — Техническая характеристика станка мод. 5В833
К каталогу станковЗубошлифовальный полуавтомат с червячным кругом для цилиндрических колес 5В833
Назначение
Полуавтоматы моделей 5В833 предназначены для шлифования закаленных цилиндрических зубчатых колес, как прямозубых, так и косозубых в серийном и крупносерийном производствах. Изделия с модулем менее 0,8 мм можно обрабатывать без предварительной нарезки зубьев на зубофрезерных станках.
По сравнению с другими способами шлифования (профильным кругом с единичным делением, дисковыми и тарельчатыми кругами методом обкатки с единичным делением) метод непрерывной обкатки позволяет в 4…5 раз повысить производительность труда.
Шлифование косозубых колес производится бездифференциальным методом, при этом изделие поворачивается на угол наклона зуба. В качестве инструмента используется стандартный шлифовальный круг, на поверхности которого выполнена винтовая нарезка.
Черновая правка шлифовального круга осуществляется однониточными и многониточными накатниками, а чистовая правка – алмазными резцами.
На базе этих станков Егорьевский станкостроительный завод «Комсомолец» выпустил большое количество специальных станков для обработки зубчатых колес различных размеров и форм.
Фотографии

Станок мод. 5В833 1966 г/в
Станок мод. 5В833 1969 г/в
Станок мод. 5В833 1971 г/в
sbestanko.ru
Зубошлифовальный полуавтомат 5В833
Зубошлифовальный полуавтомат 5В833 предназначен для шлифования зубьев цилиндрических прямозубых и косозубых колес по методу обката с непрерывным делением в условиях серийного и крупносерийного производства червячным шлифовальным кругом. Привод шлифовального круга и изделия осуществляется от отдельных синхронных электродвигателей. Правка червячного круга производится непосредственно на полуавтомате стальными накатниками, алмазными резцами или алмазными роликами, но может осуществляться и вне основного полуавтомата на специальном правочном станке модели 5033.
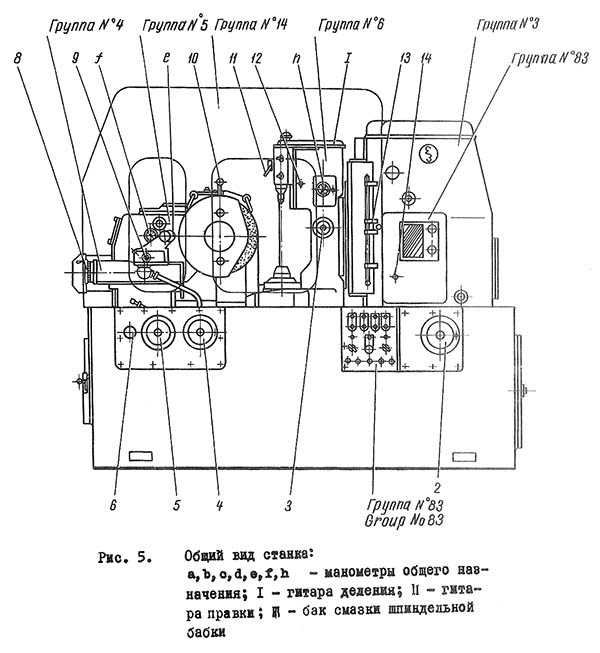
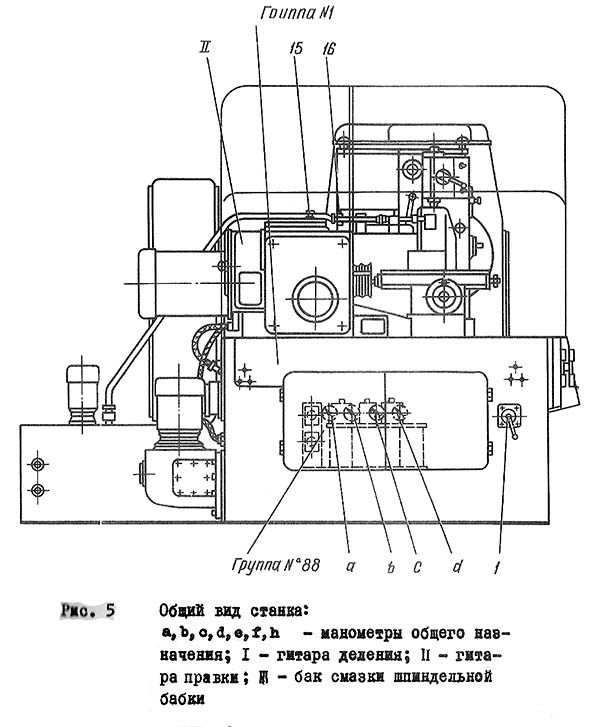
Полуавтомат 5Б833 (рис. 12.28.) .состоит из станины 1, по горизонтальным продольным направляющим которой перемещается шлифовальная бабка 10, а по поперечным направляющим — стойка 21. В станине под крышкой 6 размещена гидравлическая аппаратура управления. Краном 3 устанавливают режим работы полуавтомата-цикл
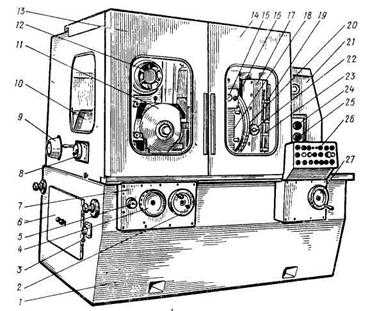
Рис. 12.28. Зубошлифовальный полуавтомат 5В833: 1 — станина, 2 — маховик радиального перемещения шлифовальной бабки, 3 — кран установки режима, 4 — маховик радиального врезания, 5 — головка установки единичной подачи, 6 — крышка гидростанции, 7 — плита управления, 8 — маховик механизма правки, 9 — привод правки, 10 — шлифовальная бабка, 11 — кожух шлифовального круга, 12 — вентилятор, 13, 14 — ограждение, 15 — манометр торможения, 16 — винт установки давления манометра, 17 — каретка, 18 — суппорт, 19 — кулачок ограничения хода каретки, 20 — линейка, 21 — стойка, 22 — квадрат поворота суппорта, 23 — кулачок изменения величины нагрузки, 24, 25 — лимбы установки подачи, 26 — пульт управления, 27 — маховик перемещения стойки
или правка. На передней стенке станины на плите 7 находятся маховик 2 установки шлифовальной бабки на межосевое расстояние, маховик 4 установки общей величины радиального врезания, головка 5 установки величины единичной подачи шлифовального .круга. С правой стороны станины расположен маховик 27 перемещения стойки, здесь же находится основной пульт управления 26.

Рис. 12.29. Кинематическая схема зубошлифовального полуавтомата 5В833
Шлифовальная бабка 10 служит для размещения шпинделя шлифовального круга со своим синхронным приводом, а также для размещения механизма правки с электродвигателем 9. Маховик 8 служит для перемещения каретки с правящим инструментом. Шлифовальный круг закрывается кожухом 11. На стоике 21 находится каретка 17 с суппортам 18 Поворот суппорта на угол производится вращением квадрата валика 22. На переднюю стенку суппорта выведен манометр 15 с установочным винтом 16. Кулачками 19 ограничивается ход каретки 17, а кулачками 23 осуществляется изменение величины нагрузки, контролируемой манометром 15. На передней стенке стойки размещены лимбы 24 и 25 которыми устанавливают величину подачи. Рабочая зона закрыта дверками I3 и 14. Отсос аэрозолей из рабочей зоны производится вентилятором 12.
Кинематическая схема полуавтомата (рис. 12.29) состоит из следующих основных кинематических цепей: главного движения, деления, подачи и правки
Цепь главного движения связывает вращение синхронного электродвигателя Ml мощностью 4 кВт с вращением инструмента (Ин ). Червячный шлифовальный круг (Ин ) вращается с частотой 1150 об/мин.
Кинематическая цепь деления связывает вращение синхронного электродвигателя М2 мощностью 1,1 кВт с вращением заготовки (Заг ). Так как синхронные электродвигатели М2 и Ml вращаются с одинаковой частотой и составляют так называемый «электровал», то через них получается кинематическая связь между инструментом (Ин ) и заготовкой (Заг ).
Формула настройки цепи деления:
где К –заходность червячного шлифовального круга; z — число шлифуемых зубьев; а, Ь, с,d, e , f — числа зубьев сменных зубчатых колес гитары деления.
Таблица настройки гитары деления на число зубьев от 12 до 200 приведена в руководстве по эксплуатации полуавтомата.
Кинематическая цепь подачи связывает вращение электродвигателя М4 мощностью 1,1 кВт с перемещением каретки суппорта от ходового винта 6×1. Величина подачи устанавливается в пределах от 3,78 до 165 мм/мин бесступенчато регулированием магнитного потока, создаваемого катушками муфты скольжения.
Кинематическая цепь правки связывает вращение шлифовального круга (Ин ) с перемещением правящего инструмента от ходового винта 2π × 1. Гитара правки настраивается по формуле
где mn— нормальный модуль червячного круга: a 1,b 1,c 1,d 1— числа зубьев сменных колес.
studlib.info
Зубошлифовальный полуавтомат 5В833
Производство Зубошлифовальный полуавтомат 5В833просмотров — 230
Зубошлифовальный полуавтомат 5В833 предназначен для шлифования зубьев цилиндрических прямозубых и косозубых колес по методу обката с непрерывным делением в условиях серийного и крупносерийного производства червячным шлифовальным кругом. Привод шлифовального круга и изделия осуществляется от отдельных синхронных электродвигателей. Правка червячного круга производится непосредственно на полуавтомате стальными накатниками, алмазными резцами или алмазными роликами, но может осуществляться и вне основного полуавтомата на специальном правочном станке модели 5033.
Полуавтомат 5Б833 (рис. 12.28.) .состоит из станины 1, по горизонтальным продольным направляющим которой перемещается шлифовальная бабка 10, а по поперечным направляющим — стойка 21. В станине под крышкой 6 размещена гидравлическая аппаратура управления. Краном 3 устанавливают режим работы полуавтомата-цикл
Рис. 12.28. Зубошлифовальный полуавтомат 5В833: 1 — станина, 2 — маховик радиального перемещения шлифовальной бабки, 3 — кран установки режима, 4 — маховик радиального врезания, 5 — головка установки единичной подачи, 6 — крышка гидростанции, 7 — плита управления, 8 — маховик механизма правки, 9 — привод правки, 10 — шлифовальная бабка, 11 — кожух шлифовального круга, 12 — вентилятор, 13, 14 — ограждение, 15 — манометр торможения, 16 — винт установки давления манометра, 17 — каретка, 18 — суппорт, 19 — кулачок ограничения хода каретки, 20 — линейка, 21 — стойка, 22 — квадрат поворота суппорта͵ 23 — кулачок изменения величины нагрузки, 24, 25 — лимбы установки подачи, 26 — пульт управления, 27 — маховик перемещения стойки
или правка. На передней стенке станины на плите 7 находятся маховик 2 установки шлифовальной бабки на межосевое расстояние, маховик 4 установки общей величины радиального врезания, головка 5 установки величины единичной подачи шлифовального .круга. С правой стороны станины расположен маховик 27 перемещения стойки, здесь же находится основной пульт управления 26.
Рис. 12.29. Кинематическая схема зубошлифовального полуавтомата 5В833
Шлифовальная бабка 10 служит для размещения шпинделя шлифовального круга со своим синхронным приводом, а также для размещения механизма правки с электродвигателем 9. Маховик 8 служит для перемещения каретки с правящим инструментом. Шлифовальный круг закрывается кожухом 11. На стоике 21 находится каретка 17 с суппортам 18 Поворот суппорта на угол производится вращением квадрата валика 22. На переднюю стенку суппорта выведен манометр 15 с установочным винтом 16. Кулачками 19 ограничивается ход каретки 17, а кулачками 23 осуществляется изменение величины нагрузки, контролируемой манометром 15. На передней стенке стойки размещены лимбы 24 и 25 которыми устанавливают величину подачи. Рабочая зона закрыта дверками I3 и 14. Отсос аэрозолей из рабочей зоны производится вентилятором 12.
Кинематическая схема полуавтомата (рис. 12.29) состоит из следующих основных кинематических цепей: главного движения, деления, подачи и правки
Цепь главного движения связывает вращение синхронного электродвигателя Ml мощностью 4 кВт с вращением инструмента (Ин). Червячный шлифовальный круг (Ин) вращается с частотой 1150 об/мин.
Кинематическая цепь деления связывает вращение синхронного электродвигателя М2 мощностью 1,1 кВт с вращением заготовки (Заг). Так как синхронные электродвигатели М2 и Ml вращаются с одинаковой частотой и составляют так называемый «электровал», то через них получается кинематическая связь между инструментом (Ин) и заготовкой (Заг).
Формула настройки цепи деления:
где К–заходность червячного шлифовального круга; z— число шлифуемых зубьев; а, Ь, с,d, e, f — числа зубьев сменных зубчатых колес гитары деления.
Таблица настройки гитары деления на число зубьев от 12 до 200 приведена в руководстве по эксплуатации полуавтомата.
Кинематическая цепь подачи связывает вращение электродвигателя М4 мощностью 1,1 кВт с перемещением каретки суппорта от ходового винта 6×1. Величина подачи устанавливается в пределах от 3,78 до 165 мм/мин бесступенчато регулированием магнитного потока, создаваемого катушками муфты скольжения.
Кинематическая цепь правки связывает вращение шлифовального круга (Ин) с перемещением правящего инструмента от ходового винта 2π × 1. Гитара правки настраивается по формуле
где mn— нормальный модуль червячного круга: a1,b1,c1,d1— числа зубьев сменных колес.
oplib.ru