какие бывают разновидности, виды и классификация промышленных станков по типам (таблица)
Классификация промышленных станков по группам. Наиболее распространенные типы производственных установок: фрезерные, токарные, сверлильные, шлифовальные и другие. Различие моделей по типу управления и материалу обработки.
Что такое промышленный станок?
Промышленный станок – агрегат для обработки металлов, камня, дерева, стекла и других производственных материалов. Главными элементами станины выступают шлифовальный круг, сверло, режущие устройства. Оборудование задействуют на предприятиях и в цехах как отдельную единицу либо как часть автоматизированной линии. Самые востребованные в промышленности – металлообрабатывающие машины, с их помощью налаживается серийное производство или единичный выпуск заготовок.
Какие бывают станки?
Станки – сложные агрегаты, используются для придания устройству формы, высверливания необходимых отверстий. Без них не обойтись в машиностроении, промышленности, на мелких производственных предприятиях. Устройства могут быть стационарные и мобильные. Не передвижные станины с силовой установкой надежнее в работе по сравнению с малогабаритными машинами.
Устройства могут быть стационарные и мобильные. Не передвижные станины с силовой установкой надежнее в работе по сравнению с малогабаритными машинами.
Номер | Группа станка | Классификация по типу | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||
1 | Токарный | Автомат и полуавтомат | Револьверный | Сверлильно-отрезной | Карусельный | Винторезный | Многорезцовый | Для модельных заготовок | Другой токарный | ||
Одношпиндельный | Многошпиндельный | ||||||||||
2 | Сверлильный, расточный | С вертикальным расположением сверла | Одношпиндельный полуавтомат | Многошпиндельный полуавтомат | Координатно-расточный с одной стойкой | Радиально-сверлильный | С горизонтальной расточкой | Алмазно-расточный | С горизонтальным расположением сверла | Другой сверлильный | |
3 | Шлифовально-полировочный | Круглошлифовальный | Внутришлифовальный | Обдирочно-шлифовальный | Специализированный | — | Заточный | Полировальный с квадратной или круглой станиной | Полировальный, притирочный | Другой с абразивным инструментом | |
4 | Комбинированный | Универсальный | Полуавтомат | Автомат | Электрохимический | Электроискровой | — | Электроэрозионный, ультразвуковой | Анодно-механический | — | |
5 | Для обработки резьбы и зубьев | Зубострогальный для цилиндрических колес | Для резьбы на зубьях конических колес | Зубофрезерные для шпицевых валиков и цилиндрических колес | Зубофрезерные для червячных колес | Для обработки торцов зубьев | Резьбофрезерные | Зубоотделочные | Для шлифовки зубьев и резьбы | Другой резьбо- и зубоотделочный | |
6 | Фрезерные | С вертикальной фрезой | Непрерывного действия | — | Копировальный и гравировальный | Вертикальный бесконсольный | Продольный | Универсальный широкого спектра | Горизонтальный консольный | Другой фрезерный | |
7 | Строгальный, долбежный, протяжный | Продольный с одной стойкой | Продольный с двумя стойками | Поперечно-строгальный | Долбежный | Горизонтальный протяжный | — | Вертикальный протяжный | — | Другой строгальный | |
8 | Разрезной | Отрезной с рабочим органом: | Правильно-отрезной | Пила | |||||||
токарный резец | отрезной круг | фрикционный блок | ленточная | дисковая | ножовочная | — | — | ||||
9 | Другой | Для обработки труб и муфт | Пилонасекательный | Правильно- и бесцентровообдирочный | — | Для тестирования инструментов | Делительный агрегат | Балансировочный | — | — | |
Таблица 1. Типы станков
Типы станков
Токарные станки
Агрегаты первой группы составляют 30 % станочного парка промышленных предприятий. Их используют практически при всех операциях по обточке металлических и других изделий, имеющих форму вращаемых тел:
- корректировка заготовок;
- нарезка резьбы;
- проточка пазов;
- резка металлов;
- обработка торцов деталей.
Токарные станки незаменимы при изготовлении болтов, втулок, шайб, осей и других деталей конической или цилиндрической формы. Сырая заготовка крепится фиксирующим патроном шпинделя:
- с проходным отверстием;
- самоцентрирующийся;
- с независимым перемещением кулачков;
- со штоком.
Чем мощнее конструкция шпинделя и привода станка, тем выше производительность токарного оборудования при резьбе по деталям и тем большая заготовка на нем обрабатывается.
Схема обычного токарно-резцового станка с основными узлами: 1 – шпиндельная бабка; 2 – суппорт для закрепления режущего элемента; 3 – задняя бабка; 4 – станина; 5, 9 – тумбы-подставки; 6 – фартук; 7 – ходовой винт; 8 – ходовой валик; 10 – коробка подач вращательных движений от шпинделя к суппорту; 11 – гитара сменных шестерен; 12 – пусковое устройство и двигатель; 13 – коробка скоростей; 14 – шпиндель.
Производители предлагают разные типы токарных станков крупногабаритных размеров для предприятий, мини-машины по металлу, удобные для частного пользования.
Сверлильные станки
Эти установки не менее популярны среди мастеров и на производстве, чем токарные. Их используют для создания сквозных и глухих отверстий заготовок и сверлильных работ по листовому металлу.
Примечание: преимущества агрегатов перед дрелью – высокая точность и возможность просверливать отверстия большого диаметра.
Вертикально-сверлильные станки распространены и часто используются при работе со сравнительно небольшими деталями. Принцип действия устройства заключается в подвижности заготовки относительно рабочего органа.
Основные узлы вертикально-сверлильного станка: 1 — станина в виде колонны; 2 — двигатель; 3 — сверлильная головка; 4 — рычаги переключения коробок скоростей и подач; 5 — ручная подача; 6 — лимб контроля глубины обработки; 7 — шпиндель; 8 — шланг для подачи СОЖ; 9 — столешница; 10 — рукоятка подъема столешницы; 11 — основа; 12 — короб электроустановки.
Настольные одношпиндельные станки применяют в приборостроении для изготовления маленьких отверстий. Аналогичные многошпиндельные машины значительно повышают производительность.
Сверлильно-долбежные станки способны выполнять несколько операций, работать фрезой, но эти опции отличаются ограниченными возможностями.
Для сверления больших отверстий используются радиально-сверлильные агрегаты, при обработке которыми заготовка остается неподвижной, а шпиндель перемещается.
Примечание: крупногабаритные радиально-сверлильные станки переносятся подъемным краном непосредственно к самой детали. Другие модификации оснащаются тележками и при работе фиксируются башмаками.
Расточные агрегаты
Станки предназначаются для работы по металлу, без них не обойтись в серийном и единичном производстве. На этих машинах можно:
- сверлить;
- растачивать;
- зенкеровать;
- нарезать резьбу;
- обтачивать и фрезеровать цилиндрические поверхности;
- подрезать торцы.

Необходимый для операции инструмент крепится на борштангу в отверстии шпинделя, расположение которого может быть горизонтальным или вертикальным.
Горизонтальный расточный станок.
Вертикальный расточный станок.
Координатно-расточные станки выполняют сходные действия, различие состоит в возможности сделать предварительную разметку.
Алмазно-расточные агрегаты отличаются высокой точностью, и при растачивании погрешность не превышает 3–5 мкм.
Шлифовальные и заточные
Этой группой станков проводится наружная и внутренняя обработка заготовок в форме тел вращения, шлифовка резьбы, зубьев колес, разрезаются детали, затачиваются инструменты. Исходя из типа шлифовки и обрабатываемой поверхности, станки бывают:
- круглошлифовальные;
- внутришлифовальные;
- бесцентрово-шлифовальные;
- плоскошлифовальные;
- специальные.
Примечание: главный рабочий инструмент в шлифовальных станках – абразивный круг или брусок, который снимает с поверхности тонкий слой металла.

Шлифовальные станки различают по видам подачи:
- движение детали вместе со столом и перемещение шлифовального круга – круглошлифовальный станок;
- вращение заготовки или шлифовального круга и перемещение бабки шлифовального круга – внутришлифовальный станок;
- движение стола и периодическое поперечное перемещение бабки с вертикальным сдвигом абразивного круга – плоскошлифовальный станок.
Притирочные агрегаты
Металлорежущие притирочные машины применяются для тонкой доводки и притирки – поверхность детали обрабатывается до идеального состояния с помощью мелкозернистой абразивной смеси, которая снимает тонкий слой металла или другого материала. Используются:
- алмазная пыль;
- наждак;
- электрокорунд.
Порошок наносится на плоские или круглые притиры из чугуна, низкосортной стали, свинца, меди, дерева и удерживается керосином или скипидаром, смешанным со специальной смазкой или пастой (окись алюминия, хрома, венская известь).
Важно: доводка детали происходит на медленной скорости с постоянным изменением направления.
Станки оснащаются регулируемыми и нерегулируемыми притирами. Для первых характерна разрезная рубашка, внутренний конус и устройство для изменения диаметра доводочного элемента.
Хонинговальные установки
Группа шлифовально-притирочных агрегатов для обработки наружных поверхностей деталей цилиндрической формы. Это втулки, валики, пальцы и др. Для резки в шпинделе закрепляется хонинговальная головка с абразивными брусками.
Стандартно выпускают станки с горизонтальным, вертикальным и наклонным расположением одного или нескольких шпинделей.
Зубообрабатывающие машины
Станки для нарезки и отделки цилиндрических зубьев колес в зависимости от вида рабочего инструмента бывают:
- зубофрезерные;
- зубошлифовальные;
- зубопротяжные;
- зубострогальные и пр.
Агрегаты справляются с функциями нарезки зубьев, чистовой и отделочной обработкой цилиндрических и конических колес с прямыми, косыми и криволинейными зубьями, шевронных, червячных колес, зубчатых реек.
Методы нарезки:
Копирование – фреза имеет идентичные зубьям детали впадины и продвигается вдоль впадин колеса, оставляя отпечаток. После работы над отдельной впадиной деталь разворачивают на окружной шаг и приступают к следующей. Неудобство такого способа обработки в том, что для каждого колеса нужна отдельная фреза, а замена отнимает время. Однако работать с таким агрегатом просто.
Информация: метод копирования выгоден при единичном производстве или ремонте. Для серийного используют зубодолбежные установки.
Обкатка – распространенный способ с высокой производительностью и точностью нарезаемых колес. Один инструмент обрабатывает различные по числу зубьев заготовки. Режущие кромки инструмента последовательно располагаются в зубьях колес и прокатываются, сцепленные друг с другом. При методе обкатки чаще всего используются червячные фрезы.
Помимо основных способов обработки зубчатых колес, существуют другие методы с высокой производительностью:
- долбление всех впадин детали сразу фрезой с аналогичными впадинами на режущей кромке;
- протяжка всех зубьев;
- прокатка способом холодной или горячей обработки;
- волочение или накатка без снятия верхнего слоя материала;
- прессование зубьев (подходит для синтетических изделий).
Резьбообрабатывающие и резьбонакатные
Это пятая группа промышленных станков, которые используются в машиностроении для нарезки резьбы. К ним относятся резьбофрезерные, гайконарезные, резьбо- и червячно-шлифовальные машины.
Способы нарезки в зависимости от рабочего инструмента:
- внутренняя резьба – применяются резцы, гребенчатые фрезы, метчики;
- наружная резьба – гребенчатые и дисковые фрезы, резцы, винторезные и круглые плашки;
- многозаходные винты и червяки – вихревые головки в условиях массового производства.
Информация: резьбонакатные агрегаты используют способ нарезки резьбы без снятия стружки с заготовки. Деталь сдавливается между плоскими или круглыми рабочими элементами и на ней отпечатывается нужная форма.
В станках с круглыми плашками изделие размещается между подвижной и неподвижной плашками. Затем двигающийся элемент подводится к заготовке, прижимает ее и накатывает резьбу несколькими оборотами детали.
Гайконарезные станки
Для изготовления изделий с точной резьбой на линиях серийного производства используются гайконарезные автоматы и полуавтоматы с прямыми или изогнутыми хвостовиками. Агрегаты могут быть одно- и многошпиндельными.
Фрезерные станки
Группа состоит из машин с режущим многолезвийным инструментом – фрезой, которая вращательными движениями обрабатывает поступательно движущуюся заготовку плоского или фасонного типа.
Широкий спектр выполняемых работ обеспечивается разнообразием фрез:
- цилиндрические (а) – для обработки поверхностей;
- дисковые (б) – для изготовления пазов;
- концевые (в) – для обработки уступов, пазов, фасонных деталей;
- торцевые (г) – для торцовки уступов, пазов, поверхностей;
- фасонные (д) – для изготовления фасонных поверхностей.
Стрелки на рисунке указывают направление движения фрез и заготовок при резке.
Виды фрезерных станков
Консольные агрегаты оснащаются рабочим столом в виде консоли и горизонтально или вертикально расположенным шпинделем. Стол двигается в продольном, поперечном и вертикальном направлении относительно вала шпинделя. Возможности таких станков ограничены: могут изготавливать детали сравнительно небольшого веса и размера.
Стол двигается в продольном, поперечном и вертикальном направлении относительно вала шпинделя. Возможности таких станков ограничены: могут изготавливать детали сравнительно небольшого веса и размера.
Универсальные станки отличаются оснасткой в виде поворотного стола, а широкоуниверсальные – поворотной шпиндельной головкой. Функционал таких машин расширенный.
Бесконсольные станки имеют жесткое основание для установки заготовки, стол двигается в поперечно-продольном направлении, а шпиндель совершает вертикальные перемещения. Предназначаются для обработки крупногабаритных деталей с солидной массой.
Продольно-фрезерные станки оснащаются столом, совершающим продольные перемещения. Шпиндель двигается поперечно и вертикально, поворачивается под заданным углом.
Установки карусельного и барабанного типа непрерывного действия имеют один или несколько вертикальных шпинделей, поочередно обрабатывающие поступающие детали.
Копировально-фрезерные станки выполняют контурную и фрезеровальную обработку по образцу.
Шпоночно-фрезерным агрегатам характерны возвратно-поступательные перемещения стола и планетарные движения шпинделя.
Классификация станков по возможному материалу обработки
Технические характеристики промышленных установок рознятся в зависимости от обрабатываемого материала. Чаще всего станочное оборудование требуется для работы с металлом и деревом. Для древесины можно использовать менее мощное оборудование, но с более точными настройками операций. По обработке металла требуется использование качественных инструментов и высокой мощности. Самые востребованные в производстве заготовок – токарные, сверлильные и фрезерные машины.
Классификация по типу управления
Постепенно уровень автоматизации на предприятиях повышается, станков с механическим управлением становится все меньше. Разделить машины по типу управления можно так:
- ручное;
- полуавтомат;
- автомат;
- ЧПУ – числовое программное управление;
- компьютерное.
Последние способы контроля обеспечивают высокую точность настройки при обработке с минимальной погрешностью. Важный плюс – отсутствует необходимость в постоянном наблюдении за процессом производства – оператор вносит параметры перед запуском.
Важный плюс – отсутствует необходимость в постоянном наблюдении за процессом производства – оператор вносит параметры перед запуском.
- 29 августа 2020
- 35427
Получите консультацию специалиста
Виды деревообрабатывающих станков и их назначение
Деревообрабатывающие предприятия нуждаются в специальных станках, различающихся между собой преимущественно функциональным назначением и мощностью. Выделяются станки для бытового, профессионального и производственного применения. Пиление, сверление, фрезерование, строгание, точение и другие процессы обработки древесины требуют специализированного технического оснащения, поэтому каждый вид установки заслуживает отдельного рассмотрения.
Брусовальные станки
Брусовальные станки используются главным образом для распиловки тонкомерного бревна и балансов на не обрезную доску, горбыль и лафет. Станок отличается усиленной конструкцией станины, высокой производительностью и комплексом других преимуществ:
- Двухвальной системой пиления.

- Улучшенным базированием бревна во время распиловки.
- Возможностью распиловки бревна с брусовкой или «в раздел».
- Возможностью оснащения пилами меньшего диаметра.
- Высоким выходом пиломатериалов.
В качестве заготовок используются бревна. Оснащение производственного помещения брусовальными станками позволяет существенно упростить и ускорить процесс получения бруса, а также не обрезной доски. Оператор задает нужные параметры конечного изделия. Отмечается возможность использования станка, как отдельной единицы, так и составляющей линии деревообрабатывающего производства.
Многопильные станки
Многопильные станки представляют собой удобное в эксплуатации техническое средство, служащее для распила деревянных заготовок. Инструмент применяется преимущественно на лесопилках, промышленных предприятиях, деятельность которых связана с обработкой дерева. К преимуществам многопильного станка относятся:
- Простой монтаж.
- Удобная эксплуатация.

- Долговечная служба, надежность.
- Усиленный фундамент не нужен.
- Высокая производительность.
- Предельная точность обработки древесины.
Оборудование полностью приспособлено для получения готовых пиломатериалов, полотен, нанесения надрезов и фрезерования.
Универсальность применения многопильного станка помогает оборудовать им крупные производственные помещения и небольшие мастерские. Масса, габаритные размеры, мощность, скорость резки и подачи заготовки, количество пил, и другие характеристики определяют установку как необходимую составляющую деревообрабатывающих предприятий, мебельных компаний и лесопилок.
Торцовочные станки
Древесина – натуральный материал, не теряющий актуальность даже в условиях современного многообразия стройматериалов. Торцовочные станки хорошо известны мастерам, занимающимся обработкой древесины, отделкой помещений и мебельным производством. Своей конструкцией установка напоминает дисковую пилу, однако размещение ее на станине позволяет получать идеально точные разрезы.
Произвести идеально ровный разрез материала с установленными параметрами не удастся при использовании ручного инструмента. Достоинства использования торцовочного станка в условиях мастерской или предприятия:
- Получение идеально точного разреза древесины.
- Нет потребности в дополнительной обработке.
- Установка подходит для деревообрабатывающих компаний, цехов по лесозаготовке и организаций, производящих стройматериалы.
- Высокая производительность.
- Подходящие характеристики для налаживания производственного процесса.
Приобрести торцовочный станок могут народные умельцы, мастера и простые любители работы с деревом.
Делительные станки
К делительным станкам относится оборудование, предназначенное для порезки горбыля, толстых досок, бруса. Отличительными свойствами установок являются конструкция и принцип действия. Основные особенности и преимущества делительных станков:
- Наличие индикатора нагрузки главного двигателя.

- Бесступенчатое регулирование скоростного режима.
- Имеется индикатор скорости подачи.
- Удобный выбор подходящего режима эксплуатации.
Данный вид оборудования оснащается дисковыми или ленточными пилами, а подача материала осуществляется специализированным транспортером с толкателем.
Шипорезные станки
Оборудование необходимо в деревообрабатывающем производстве как незаменимое устройство для фиксации деталей «на шип». Изготовление погонажных изделий, обработка окон и дверей, создание мебельного щита, сращивание деревянных элементов – изготавливаемых с помощью этой установки изделий немало. Шипорезные станки применяются в большей мере для автоматизации массового производства.
НПФ «Техпромсервис» предлагает все виды станков для оборудования мастерских, а также крупных производственных помещений. Стоимость техники определяется ее назначением, функциональностью и техническими характеристиками.
Простая машина | Определение, типы, примеры, список и факты
простые машины
Просмотреть все СМИ
- Похожие темы:
- винт колесо и ось рычаг шкив наклонная плоскость
См. весь соответствующий контент →
весь соответствующий контент →
простая машина , любое из нескольких устройств с небольшим количеством движущихся частей или без них, которые используются для изменения движения и величины силы для выполнения работы. Это самые простые известные механизмы, которые могут использовать рычаг (или механическое преимущество) для увеличения силы. К простым машинам относятся наклонная плоскость, рычаг, клин, колесо и ось, шкив и винт.
Наклонная плоскость состоит из наклонной поверхности; он используется для подъема тяжелых тел. Самолет предлагает механическое преимущество в том, что сила, необходимая для перемещения объекта вверх по склону, меньше, чем поднимаемый вес (без учета трения). Чем круче уклон или наклон, тем ближе требуемая сила приближается к фактическому весу. Выражаясь математически, сила F , необходимая для перемещения бруска D вверх по наклонной плоскости без трения, равна его весу W В раз больше синуса угла наклонной плоскости с горизонтом (θ). Уравнение: F = Вт sin θ.
Уравнение: F = Вт sin θ.
Принцип наклонной плоскости широко используется, например, в пандусах и обратных дорогах, где небольшая сила, действующая на расстоянии вдоль склона, может выполнять большую работу.
Рычаг представляет собой брусок или доску, опирающуюся на опору, называемую точкой опоры. Направленная вниз сила, действующая на один конец рычага, может быть передана и увеличена в направлении вверх на другом конце, позволяя небольшой силе поднять тяжелый вес.
Викторина «Британника»
Машиностроение и производство
Все ранние люди использовали рычаг в той или иной форме, например, для перемещения тяжелых камней или в качестве палки-копалки для обработки земли. Принцип рычага использовался в свапе, или шадуфе, длинном рычаге, поворачивающемся на одном конце, с платформой или емкостью для воды, свисающими с короткого плеча, и противовесами, прикрепленными к длинному плечу. Человек мог поднять вес, в несколько раз превышающий его собственный, потянув за длинную руку. Говорят, что это устройство использовалось в Египте и Индии для подъема воды и подъема солдат через зубчатые стены еще в 1500 году до нашей эры.
Говорят, что это устройство использовалось в Египте и Индии для подъема воды и подъема солдат через зубчатые стены еще в 1500 году до нашей эры.
Клин — это предмет, сужающийся к тонкому краю. Толкание клина в одном направлении создает силу в боковом направлении. Обычно он делается из металла или дерева и используется для расщепления, подъема или затягивания, например, для закрепления головки молотка на рукоятке.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Клин использовался в доисторические времена для раскалывания бревен и камней; топор тоже клин, как зубья на пиле. С точки зрения его механической функции винт можно рассматривать как клин, обернутый вокруг цилиндра.
Колесо и ось состоят из круглой рамы (колеса), которая вращается на валу или стержне (ось). В своей самой ранней форме он, вероятно, использовался для подъема тяжестей или ведер с водой из колодцев.
Принцип действия лучше всего объяснить на примере устройства с большой и малой шестернями, прикрепленными к одному и тому же валу. Тенденция силы F , приложенной на радиусе R к большой шестерне, чтобы повернуть вал, достаточна для преодоления большей силы W на радиусе
Тенденция силы F , приложенной на радиусе R к большой шестерне, чтобы повернуть вал, достаточна для преодоления большей силы W на радиусе
Если большие и малые шестерни заменить барабанами большого и малого диаметра, обмотанными веревками, колесо и ось обретут способность поднимать вес. Поднимаемый груз прикрепляется к веревке на маленьком барабане, а оператор тянет веревку на большом барабане. В этом устройстве механическое преимущество равно радиусу большого барабана, деленному на радиус малого барабана. Увеличение механического преимущества может быть получено за счет использования небольшого барабана с двумя радиусами, r 1 и r 2 и шкив. Когда к большому барабану прикладывается сила, канат на маленьком барабане наматывается на D и сходит с d.
Мерой увеличения силы, доступной в системе «блок-трос», является отношение скорости или отношение скорости, с которой сила приложена к канату ( V F ), к скорости при котором поднимается вес ( В Вт ). Это отношение равно удвоенному радиусу большого барабана, деленному на разность радиусов меньших барабанов D и d. Математически выраженное, уравнение составляет V F / V W = 2 R / ( R 2 — R 1 ). Фактическое механическое преимущество W / F меньше, чем это отношение скоростей, в зависимости от трения. При таком расположении можно получить очень большое механическое преимущество, сделав два меньших барабана D и d почти одинакового радиуса.
Семейство машин, оптимизированных для вычислений | Документация Compute Engine
Экземпляры виртуальных машин, оптимизированные для вычислений, идеально подходят для
самые требовательные к производительности рабочие нагрузки.
Виртуальные машины, оптимизированные для вычислений, обеспечивают высочайшую согласованность производительность на ядро для поддержки производительности приложений в реальном времени.
| Машина | Рабочие нагрузки |
|---|---|
| Серия машин C2 |
|
| Серия машин C2D |
|
Это семейство машин основано на 2-м поколении
Процессор Intel Xeon Scalable (Cascade Lake) с устойчивой частотой до 3,9 ГГц
одноядерная максимальная турбочастота и процессор AMD EPYC Milan 3-го поколения
предлагая максимальную частоту повышения до 3,5 ГГц. Это семейство машин предлагает
высочайшая стабильная производительность на ядро для поддержки приложений в реальном времени
производительность.
Это семейство машин предлагает
высочайшая стабильная производительность на ядро для поддержки приложений в реальном времени
производительность.
Машины серии C2
Машины серии C2 обеспечивают полную прозрачность архитектуры базовые серверные платформы, позволяющие точно настроить производительность. Машина типы в этой серии предлагают гораздо большую вычислительную мощность и, как правило, более Надежность для ресурсоемких рабочих нагрузок по сравнению с высокопроизводительными типами машин N1.
Серия C2 поставляется с различными типами машин от 4 до 60 виртуальных ЦП и предлагает до 240 ГБ памяти. Вы можете подключить до 3 ТБ локального хранилища к эти виртуальные машины для приложений, которым требуется более высокая производительность хранилища.
Серия C2 поддерживает более высокую пропускную способность сети 50 Гбит/с и 100 Гбит/с с на производительность сети Tier_1 виртуальной машины.
Эта серия также обеспечивает повышение производительности более чем на 40%. по сравнению с машинами N1 предыдущего поколения и предлагают более высокую производительность на
поток и изоляция для рабочих нагрузок, чувствительных к задержкам.
по сравнению с машинами N1 предыдущего поколения и предлагают более высокую производительность на
поток и изоляция для рабочих нагрузок, чувствительных к задержкам.
Серия C2 обеспечивает высочайшую производительность на ядро и максимальную частоту для рабочих нагрузок, связанных с вычислениями, с использованием процессоров Intel Cascade Lake 3,9 ГГц. Если вы стремятся оптимизировать рабочие нагрузки для производительности одного потока, особенно что касается операций с плавающей запятой, выберите тип машины в этой серии для использования Возможности AVX512 доступны только на Intel.
| Типы машин | виртуальных ЦП * | Память (ГБ) | Максимальное количество постоянных дисков (PD) † | Максимальный общий размер PD (ТБ) | Локальный твердотельный накопитель | Исходящая пропускная способность по умолчанию (Гбит/с) ‡ | Исходящая пропускная способность Tier_1 (Гбит/с) # |
|---|---|---|---|---|---|---|---|
c2-стандарт-4 | 4 | 16 | 128 | 257 | Да | 10 | н/д |
c2-стандарт-8 | 8 | 32 | 128 | 257 | Да | 16 | н/д |
c2-стандарт-16 | 16 | 64 | 128 | 257 | Да | 32 | н/д |
c2-стандарт-30 | 30 | 120 | 128 | 257 | Да | 32 | 50 |
c2-стандарт-60 | 60 | 240 | 128 | 257 | Да | 32 | 100 |
* Виртуальный ЦП представляет собой один логический ЦП
нить. См. платформы ЦП.
См. платформы ЦП.
† Использование постоянного диска оплачивается отдельно от
ценообразование типа машины.
‡ Исходящая пропускная способность по умолчанию не может превышать заданное значение. Действительный
исходящая пропускная способность зависит от IP-адреса назначения и других факторов.
См. Пропускная способность сети.
# Поддерживает сеть с высокой пропускной способностью для
более крупные типы машин.
Серия станков C2D
Машины серии C2D обеспечивают самые большие размеры виртуальных машин и лучше всего подходят для высокопроизводительные вычисления (HPC). Серия C2D также имеет самый большой доступный кеш-память последнего уровня (LLC) на ядро.
Серия станков C2D представлена различными типами машин от 2 до 112.
vCPU и предлагают до 896 ГБ памяти. Вы можете подключить до 3 ТБ локальных
памяти для этих типов машин для приложений, которые требуют большего объема памяти
производительность.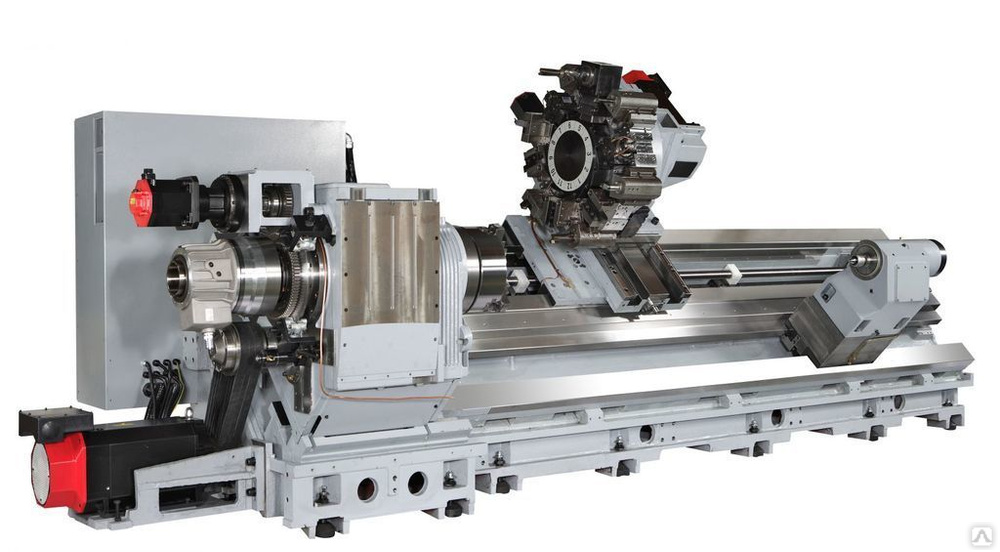
- Стандартные компьютеры C2D и высокопроизводительные компьютеры C2D обслуживают существующие рабочие нагрузки, связанные с вычислениями. включая высокопроизводительные веб-серверы, транскодирование мультимедиа и игры.
- C2D-машины с большим объемом памяти обслуживают специализированные рабочие нагрузки, такие как HPC и EDA, которые нужно больше памяти.
Серия C2D поддерживает эти рабочие нагрузки, связанные с вычислениями, с помощью третьего поколения Платформа AMD EPYC Milan.
Серия C2D поддерживает Конфиденциальная ВМ.
Стандарт C2D
| Типы машин | виртуальных ЦП * | Память (ГБ) | Максимальное количество постоянных дисков (PD) † | Максимальный общий размер PD (ТБ) | Локальный твердотельный накопитель | Исходящая пропускная способность по умолчанию (Гбит/с) ‡ | Исходящая пропускная способность Tier_1 (Гбит/с) # |
|---|---|---|---|---|---|---|---|
c2d-стандарт-2 | 2 | 8 | 128 | 257 | Д | 10 | н/д |
c2d-стандарт-4 | 4 | 16 | 128 | 257 | Д | 10 | н/д |
c2d-стандарт-8 | 8 | 32 | 128 | 257 | Д | 16 | н/д |
c2d-стандарт-16 | 16 | 64 | 128 | 257 | Д | 32 | н/д |
c2d-стандарт-32 | 32 | 128 | 128 | 257 | Д | 32 | 50 |
c2d-стандарт-56 | 56 | 224 | 128 | 257 | Д | 32 | 50 |
c2d-стандарт-112 | 112 | 448 | 128 | 257 | Д | 32 | 100 |
* Виртуальный ЦП представляет собой один логический ЦП
нить. См. платформы ЦП.
См. платформы ЦП.
† Использование постоянного диска оплачивается отдельно от
ценообразование типа машины.
‡ Исходящая пропускная способность по умолчанию не может превышать заданное значение. Действительный
исходящая пропускная способность зависит от IP-адреса назначения и других факторов.
См. Пропускная способность сети.
# Поддерживает сеть с высокой пропускной способностью для
более крупные типы машин.
C2D высокопроизводительный процессор
| Типы машин | виртуальных ЦП * | Память (ГБ) | Максимальное количество постоянных дисков (PD) † | Максимальный общий размер PD (ТБ) | Локальный твердотельный накопитель | Исходящая пропускная способность по умолчанию (Гбит/с) ‡ | Исходящая пропускная способность Tier_1 (Гбит/с) # |
|---|---|---|---|---|---|---|---|
c2d-highcpu-2 | 2 | 4 | 128 | 257 | Д | 10 | н/д |
c2d-highcpu-4 | 4 | 8 | 128 | 257 | Д | 10 | н/д |
c2d-highcpu-8 | 8 | 16 | 128 | 257 | Д | 16 | н/д |
c2d-highcpu-16 | 16 | 32 | 128 | 257 | Д | 32 | н/д |
c2d-highcpu-32 | 32 | 64 | 128 | 257 | Д | 32 | 50 |
c2d-highcpu-56 | 56 | 112 | 128 | 257 | Д | 32 | 50 |
c2d-highcpu-112 | 112 | 224 | 128 | 257 | Д | 32 | 100 |
* Виртуальный ЦП представляет собой один логический ЦП
нить. См. платформы ЦП.
См. платформы ЦП.
† Использование постоянного диска оплачивается отдельно от
ценообразование типа машины.
‡ Исходящая пропускная способность по умолчанию не может превышать заданное число. Действительный
исходящая пропускная способность зависит от IP-адреса назначения и других факторов.
См. Пропускная способность сети.
# Поддерживает сеть с высокой пропускной способностью для
более крупные типы машин.
C2D с высокой памятью
| Типы машин | виртуальных ЦП * | Память (ГБ) | Максимальное количество постоянных дисков (PD) † | Максимальный общий размер PD (ТБ) | Локальный твердотельный накопитель | Исходящая пропускная способность по умолчанию (Гбит/с) ‡ | Исходящая пропускная способность Tier_1 (Гбит/с) # |
|---|---|---|---|---|---|---|---|
c2d-highmem-2 | 2 | 16 | 128 | 257 | Д | 10 | н/д |
c2d-highmem-4 | 4 | 32 | 128 | 257 | Д | 10 | н/д |
c2d-highmem-8 | 8 | 64 | 128 | 257 | Д | 16 | н/д |
c2d-highmem-16 | 16 | 128 | 128 | 257 | Д | 32 | н/д |
c2d-highmem-32 | 32 | 256 | 128 | 257 | Д | 32 | 50 |
c2d-highmem-56 | 56 | 448 | 128 | 257 | Д | 32 | 50 |
c2d-highmem-112 | 112 | 896 | 128 | 257 | Д | 32 | 100 |
* Виртуальный ЦП представляет собой один логический ЦП
нить.