1В61 Станок токарно-винторезный универсальный Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1В61
Изготовителем токарно-винторезных станков модели 1В61 является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция — универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
1В61 станок токарно-винторезный универсальный. Назначение, область применения
Универсальный токарно-винторезный станок 1В61 производился в семидесятые годы прошлого века и является переходной моделью между моделями станков 1Б61 (начало производства 1958 год) и 1М61.
Токарный станок 1В61
Станок 1В61 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка 1В61
Коробка скоростей станка 1В61 имеет две электромуфты для переключения передач и тормозную электромуфту на конце первичного вала в коробке скоростей, масляный насос обеспечивает смазку подшипников передней бабки.
Токарно-винторезный станок 1В61 предназначен для выполнения различных токарных работ в центрах или патроне, а также для нарезания метрической и дюймовой резьб в механических цехах в условиях мелкосерийного и единичного производства.
Станок используют в передвижных мастерских, в механических цехах машиностроительных и инструментальных заводов.
Изменение скорости вращения производится переключением шестерен как вручную, так и с помощью электромуфт. Для торможения шпинделя также служит тормозная электромуфта на конце первичного вала в коробке скоростей.
Фланцевый конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 106,375 мм. Условный размер конца шпинделя — 6. Внутренний (инструментальный) конус шпинделя — Морзе 5. Диаметр отверстия шпинделя 35 мм. Стандартный диаметр токарного патрона 200, 250 мм.
Класс точности станка Н.
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
В – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Габарит рабочего пространства станка 1В61. Суппорт
Габарит рабочего пространства токарного станка 1В61
Посадочные и присоединительные базы станка 1В61. Шпиндель
Посадочные и присоединительные базы станка 1В61
Общий вид универсального токарно-винторезного станка 1В61
Фото универсального токарно-винторезного станка 1В61
Фото универсального токарно-винторезного станка 1В61
Фото универсального токарно-винторезного станка 1В61
Таблица настройки резьб и подач токарно-винторезного станка 1В61
Схема кинематическая токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
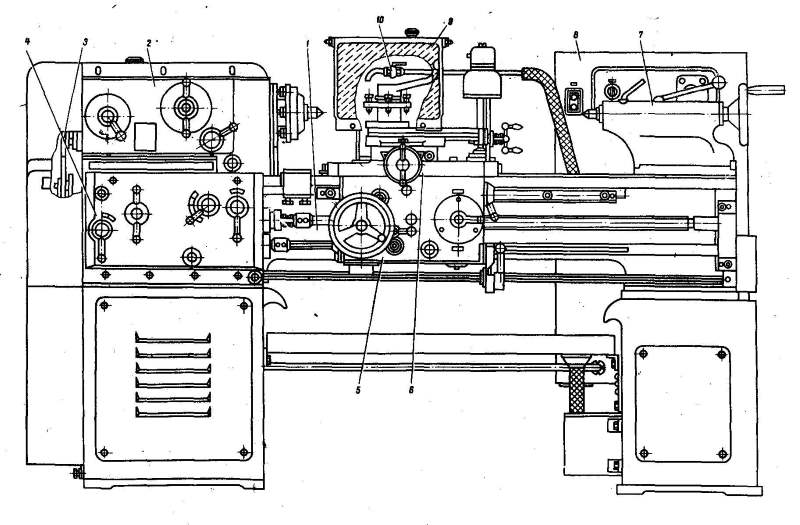
Расположение основных узлов токарно-винторезного станка 1В61
Расположение основных узлов токарно-винторезного станка 1В61
Спецификация органов управления токарно-винторезным станком 1В61
- Станина
- Коробка
- Коробка передач
- Коробка подач
- Фартук
- Суппорт
- Задняя бабка
- Электрооборудование
- Защитный экран
- Система охлаждения
Расположение органов управления токарно-винторезным станком 1В61
Расположение органов управления токарно-винторезным станком 1В61
Перечень органов управления токарно-винторезным станком 1В61
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Кинематическая схема токарно-винторезного станка 1В61
Кинематическая схема токарно-винторезного станка 1В61
Схема кинематическая токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Передняя бабка токарно-винторезного станка 1В61
Фото коробки скоростей токарного станка 1В61 (без шпинделя)
Фото коробки скоростей токарно-винторезного станка 1В61
Фото коробки скоростей токарного станка 1В61 (без приводного вала)
Конструкция токарно-винторезного станка 1В61
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Изменение скорости вращения шпинделя производится рукоятками.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку.
Коробка подач токарно-винторезного станка 1В61 (три рукоятки)
Чертеж коробки подач токарно-винторезного станка 1В61
Коробка подач токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1В61
Чертеж суппорта токарно-винторезного станка 1В61
Суппорт токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1В61
Чертеж фартука токарно-винторезного станка 1В61
Фартук токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
Фото фартука токарно-винторезного станка 1В61
Фартук передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Задняя бабка токарно-винторезного станка 1В61
Чертеж задней бабки токарно-винторезного станка 1В61
Задняя бабка токарно-винторезного станка 1В61. Смотреть в увеличенном масштабе
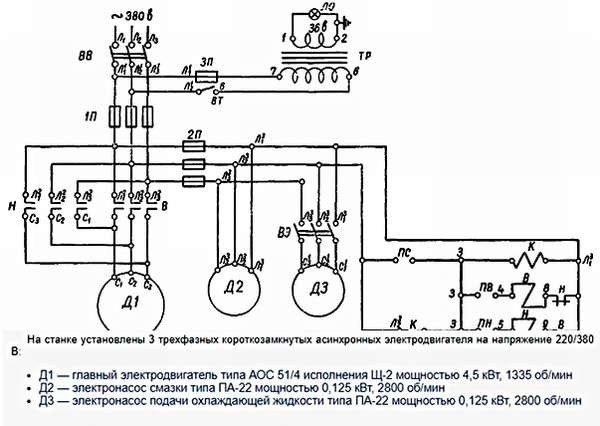
Электрооборудование. Электрическая схема станка 1В61
Электрооборудование токарно-винторезного станка 1В61. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
Установочный чертеж станка 1В61
Установочный чертеж токарно-винторезного станка 1В61
Возможности токарно-винторезных станков
Стальной шар, полностью изготовленный на токарном станке 1В61
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Токарно-винторезный универсальный станок 1В61. Видеоролик.
Технические характеристики станка 1В61
| Наименование параметра | 1М61 | 1В61 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 320 | 320 |
| Наибольший диаметр заготовки над суппортом, мм | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 710, 1000 | 500, 710 |
| Наибольшая длина обтачивания (Наибольшее продольное перемещение суппорта), мм | 640 | 430, 640 |
| Высота центров, мм | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 180 | 180 |
| Высота от опорной поверхности резца до оси шпинделя, мм | 25 | 25 |
| Наибольшие размеры сечения державки резца, мм | 22 х 25 | 22 х 25 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 8 |
| Частота прямого и обратного вращения шпинделя, об/мин | 12,5…1600 | 32…1200 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
| Подачи | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 600 | 600 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 250 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 120 | 125 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,05 | 0,05 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,5 | 0,5 |
| Число ступеней продольных и поперечных подач | 17 | |
| Пределы скорости продольных подач, мм/об | 0,08..1,2 | 0,08..1,9 |
| Пределы скорости поперечных подач, мм/об | 0,04..0,6 | 0,04..0,95 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | нет |
| Количество нарезаемых резьб метрических | 13 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..6 | 0,5..96 |
| Количество нарезаемых резьб дюймовых | 16 | |
| Пределы шагов нарезаемых резьб дюймовых | 3,5…48 | 0,25…48 |
| Количество нарезаемых резьб модульных | 10 | |
| Пределы шагов нарезаемых резьб модульных | 0,25…3 | |
| Количество нарезаемых резьб питчевых | 16 | |
| Пределы шагов нарезаемых резьб питчевых | 7…96 | |
| Предохранитель от перегрузки | ||
| Блокировка продольных и поперечных подач | ||
| Выключающие продольные упоры | ||
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | ||
| Задняя бабка | ||
| Наибольшая длина перемещения пиноли задней бабки, мм | 100 | 120 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | 2 |
| Электродвигатель главного привода, кВт | 4 | 1,7 / 2,8 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2055 х 1095 х 1450 | 1880 х 800 х 1450 |
| Масса станка, кг | 1260 | 800 |
- Токарно-винторезный станок 1В61. Руководство по эксплуатации, 1969
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1М61 Станок токарно-винторезный универсальный Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1М61
Изготовителем токарно-винторезных станков модели 1М61 является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция — универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
1М61 станок токарно-винторезный универсальный. Назначение, область применения
Универсальный токарно-винторезный станок 1М61 производился с 1975 до 1992 года и заменил устаревшую модель 1В61.
Токарный станок 1М61 предназначен для токарной обработки наружных (диаметром до 320 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Станок предназначен для выполнения разнообразных токарных работ, в том числе нарезание резьб: метрической, дюймовой, модульной и питчевой в механических цехах в условиях мелкосерийного и единичного производства на предприятиях сельскохозяйственного и промышленного производства, а также на оборонных заводах.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой, модульной, питчевой
- Сверление и ряд других работ
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
Фланцевый конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 106,375 мм. Условный размер конца шпинделя — 6. Внутренний (инструментальный) конус шпинделя — Морзе 5. Диаметр отверстия шпинделя 35 мм. Стандартный диаметр токарного патрона 200, 250 мм.
Класс точности станка Н.
Основные технические характеристики токарно-винторезного станка 1м61
Станок заменил в производстве модель 1в61.
Изготовитель — Ереванский станкостроительный завод им. Дзержинского.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Класс точности станка по ГОСТ 8-82 (Н,П,В,А,С) — Н (нормальная точность)
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 320 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 160 мм
- Расстояние между центрами — 710 мм
- Высота центров — 170 мм
- Мощность электродвигателя — 4 кВт
- Вес станка полный — 1,26 т
Шпиндель токарно-винторезного станка 1м61
- Конец шпинделя — по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса — D = 106,375 мм
- Условный размер конца шпинделя — 6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 35 мм
- Наибольший диаметр обрабатываемого прутка — Ø 32 мм
- Частота прямого и обратного вращения шпинделя — (24 ступени) 12,5..1600 об/мин
- Диаметр стандартного патрона — Ø 200, 250 мм
Подачи и резьбы токарно-винторезного станка 1м61
- Пределы продольных подач — (17 шагов) 0,08…1,2 мм/об
- Пределы поперечных подач — (17 шагов) 0,04…0,6 мм/об
- Пределы шагов резьб метрических — (13 шагов) 0,5..6 мм
- Пределы шагов резьб дюймовых — (16 шагов) 3,5…48 ниток на дюйм
- Пределы шагов резьб модульных — (10 шагов) 0,25…3 модулей
- Пределы шагов резьб питчевых — (16 шагов) 7…96 питчей
Габарит рабочего пространства станка 1М61. Суппорт
Габарит рабочего пространства токарного станка 1М61
Посадочные и присоединительные базы станка 1М61. Шпиндель
Посадочные и присоединительные базы станка 1М61
Общий вид универсального токарно-винторезного станка 1М61
Фото универсального токарно-винторезного станка 1М61
Расположение основных узлов токарно-винторезного станка 1М61
Расположение основных узлов токарно-винторезного станка 1М61
Спецификация основных узлов токарно-винторезного станка 1М61
- Станина — 1М61.10.000
- Коробка скоростей — 1M61.20.000
- Коробка передач — 1M61.26.000
- Коробка подач — 1M61.31.000
- Фартук — 1M61.40.000
- Суппорт — 1M61.50.000
- Задняя бабка — 1М61.60.000
- Электрооборудование — 1М61.81.000
- Защитный экран — 1M61.82.000
- Система охлаждения — 1M61.84.000
Расположение органов управления токарно-винторезным станком 1М61
Расположение органов управления токарно-винторезным станком 1М61
Перечень органов управления токарно-винторезным станком 1М61
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Расположение органов управления токарно-винторезным станком 1м61
Расположение органов управления токарно-винторезным станком 1м61. Смотреть в увеличенном масштабе
Таблица настройки резьб и подач токарно-винторезного станка 1м61
Таблица настройки резьб и подач токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Таблица настройки резьб и подач токарно-винторезного станка 1м61
Таблица настройки резьб и подач токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Кинематическая схема токарно-винторезного станка 1М61
Кинематическая схема токарно-винторезного станка 1М61
1. Схема кинематическая токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Передняя бабка токарно-винторезного станка 1М61
Чертеж коробки скоростей токарно-винторезного станка 1М61
Коробка скоростей токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Фото коробки скоростей токарно-винторезного станка 1М61
Коробка скоростей токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Фото коробки скоростей токарно-винторезного станка 1М61
Тормозная муфта токарно-винторезного станка 1М61
Фото тормозной муфты токарно-винторезного станка 1М61
Тормозная муфта токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 1М61
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей (рис. 8) обеспечивает 24 скорости вращения шпинделя (16—2000 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Коробка подач токарно-винторезного станка 1М61 (три рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61
Коробка подач токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1М61 (четыре рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61
Коробка подач токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Фото коробки подач токарно-винторезного станка 1М61
Более поздний вариант коробки подач — назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1М61
Чертеж суппорта токарно-винторезного станка 1М61
Суппорт токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1М61
Чертеж фартука токарно-винторезного станка 1М61
Фартук токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Фото фартука токарно-винторезного станка 1М61
Задняя бабка токарно-винторезного станка 1М61
Чертеж задней бабки токарно-винторезного станка 1М61
Задняя бабка токарно-винторезного станка 1М61. Смотреть в увеличенном масштабе
Электрооборудование. Электрическая схема станка 1М61
Электрическая схема токарно-винторезного станка 1М61
Электрооборудование токарно-винторезного станка 1М61. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
- Электродвигатель главного привода мощностью 4 кВт, 1420 об/мин
- Электронасос охлаждения с подачей 22 л/мин, 0,12 кВт, 2800 об/мин
Пуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении «вперед». Для пуска электродвигателя M1 в направлении «вперед» (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение «вперед». Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении «назад» производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении «вперед», только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61
В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
Установочный чертеж станка 1М61
Установочный чертеж токарно-винторезного станка 1М61
Возможности токарно-винторезных станков
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Токарно-винторезный универсальный станок 1М61. Видеоролик.
Технические характеристики станка 1М61
| Наименование параметра | 1М61 | 1М61П |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки над станиной, мм | 320 | 320 |
| Наибольший диаметр заготовки над суппортом, мм | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 710, 1000 | 710 |
| Наибольшая длина обтачивания, мм | 640 | 640 |
| Высота центров, мм | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 180 | 180 |
| Высота резца, установленного в резцедержателе, мм | 25 | 25 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 24 |
| Частота прямого и обратного вращения шпинделя, об/мин | 12,5…1600 | 12,5…1600 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
| Подачи | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 600 | 600 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 200 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 120 | 120 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,05 | 0,05 |
| Число ступеней продольных и поперечных подач | 17 | 17 |
| Пределы скорости продольных подач, мм/об | 0,08…1,2 | 0,08…1,2 |
| Пределы скорости поперечных подач, мм/об | 0,04…0,6 | 0,04…0,6 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | нет |
| Количество нарезаемых резьб метрических | 13 | 13 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..6 | 0,5..6 |
| Количество нарезаемых резьб дюймовых | 16 | 16 |
| Пределы шагов нарезаемых резьб дюймовых | 3,5…48 | 3,5…48 |
| Количество нарезаемых резьб модульных | 10 | 10 |
| Пределы шагов нарезаемых резьб модульных | 0,25…3 | 0,25…3 |
| Количество нарезаемых резьб питчевых | 16 | 16 |
| Пределы шагов нарезаемых резьб питчевых | 7…96 | 7…96 |
| Предохранитель от перегрузки | ||
| Блокировка продольных и поперечных подач | ||
| Выключающие продольные упоры | ||
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | ||
| Задняя бабка | ||
| Наибольшая длина перемещения пиноли задней бабки, мм | 100 | 100 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | 2 |
| Электродвигатель главного привода, кВт | 4 | 4 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2055 х 1095 х 1450 | 2055 х 1095 х 1450 |
| Масса станка, кг | 1260 | 1260 |
- Токарно-винторезный станок 1М61. Руководство по эксплуатации, 1967
- Батов В.П. Токарные станки., 1978, стр.49.
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973, стр.8
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Локтева С.Е. Станки с программным управлением и промышленные роботы, 1986
- Модзелевский А.А. Токарные станки, 1973
Список литературы:
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1М61, 1М61П станок токарно-винторезный: — паспорт, (djvu) 2,8 Мб, Скачать
Токарный станок 1М61: технические характеристики, отзывы
Токарный станок 1м61 был спроектирован в 1970-х в Ереване при местном станкостроительном заводе. Изначально устройство предназначалось для оснащения некрупных предприятий с небольшими производственными оборотами. Лучше всего механизм подходил для изготовления нескольких экземпляров товара.
Описание
По возможностям станка его относят к категории точности «Н». У двигателя устройства есть возможность выполнения работ в реверсном режиме, а интервал оборотов шпинделя регулируется при помощи коробки скоростей. Ее функционирование основано на взаимодействии шестерней различных параметров.
Данное устройство позволяет использовать сверла, резцы и метчики и выполнять следующие виды обработки металлов:
- Резку.
- Точение (как внутреннее, так и наружное).
- Создание различных типов резьбы.
- Просверливание и развертывание.
Перемещением фартука оператор управляет при помощи ходового винта и ходового валика. Именно этот узел приводит в движение суппорт. Управляющий маховик находится на лицевой стороне фартука.
Чаще всего для корректной работы механизма достаточно использовать только ходовой валик, а винт применяют только при выполнении сверления отверстий. Запустить параллельно ходовой винт и валик фактически невозможно благодаря наличию у станка системы, которая блокирует этот процесс.
Показатели и возможности устройства
Токарный станок данного типа обладает относительно небольшими габаритами, которые значительно расширяют сферу его применения:
- длина, мм – 2055;
- ширина, мм – 1095;
- высота, мм – 1450;
- вес (минимальный), кг – 1260.

Стоит отметить ряд основных функциональных характеристик, которые свидетельствуют о высоком потенциале данного станка:
- Шпиндель механизма способен вращаться в 24-х скоростях. При этом вращение осуществимо как в прямом, так и в реверсном направлении. Скоростной диапазон вращений данного узла колеблется от 12,5 до 1600 оборотов за минуту. Размер отверстия в шпиндельном узле – 3,5 сантиметра. Таким образом, диаметр заготовок может достигать 3,2 сантиметра.
- Благодаря особенностям строения, пиноль задней бабки имеет возможность передвигаться на отрезок до 100 мм.
- Высота державки инструментов, которые вставляются в резцедержатель, не может превышать 2, 5 сантиметра.
- Конструкторские особенности устройства позволяют обрабатывать детали с длиной, которая не превышает 1 метра, а длина поверхности обтачиваемой заготовки не должна быть больше 65 сантиметров.
- В поперечном направлении суппорт станка может перемещаться на расстояние до 200 мм, а вдоль – до 600 мм.
- Ход каретки суппорта – 600 мм, а ход салазок – 120 мм.
Более детальные характеристики устройства можно узнать с приведенных ниже таблиц.
| Параметры обрабатываемых изделий | Единицы измерения | Параметры | |
| Максимальный диаметр обрабатываемого изделия над станиной | мм | 320 | |
| Максимальный диаметр обрабатываемого изделия над суппортом | мм | 160 | |
| Максимальный диаметр прута, который проходит через отверстие в шпинделе | мм | 32 | |
| Максимальная длина заготовки | мм | 710 | |
| Центр в шпинделе передней бабки по ГОСТ 13214-67 | 7032-0035 | ||
| Конец шпинделя фланцевого по ГОСТ 12593-72 | 6К | ||
| Высота резца | мм | 25 |

Строение станка и система управления
В целом станок делится на 10 ключевых узлов:

- Станина.
- Коробка скоростей.
- Коробка передач.
- Коробка подач.
- Фартук.
- Суппорт.
- Зад. бабка.
- Узел электрооборудования.
- Защитный экран.
- Система охлаждения.
Управление механизмами станка осуществляется посредством целого ряда рабочих органов. Пиноль приводится в движение при помощи маховика. Этот механизм можно фиксировать при помощи специально сконструированного упора, который находится в задней бабке. Последняя закрепляется на станине посредством соответствующей ручки.
В конструкции устройства предусмотрено наличие специального рычага, который обеспечивает фиксацию станковой каретки в ходе выполнения робот на торце заготовок.


Благодаря наличию более двух десятков органов управления, оператор данного устройства может выполнять следующие функции:
- Устанавливать интервал вращения шпинделя, активировать прямое и обратное движение узла со шпинделем.
- Выбирать необходимый тип резьбы.
- Активировать ходовой винт.
- При необходимости включать и выключать муфту предохранения.
- Приводить движение суппорта.
- Регулировать параметры подачи.
- Активировать обратное вращение ходового винта, задавать необходимые параметры резьбы.
Кроме того, схема управления станком позволяет в необходимый момент подавать на рабочие узлы охлаждающую жидкость, сцеплять и расцеплять рейку, нарезающую резьбу, менять и закреплять положение головки резца, освещать рабочий участок станка. На устройстве также есть указатель уровня нагрузки.
Стоит отдельно рассказать о коробке подач и коробке изменения скоростей, об электрооборудовании станка.
Коробка подач. С ее помощью оператор может задавать необходимые параметры при создании резьбы. В инструкции к устройству предоставлена информация не только, по габаритам заготовок, но и о том, какая подача лучше всего подойдет для выполнения той, или иной функции.
Отсюда оператор может узнать о правильном подборе шестерней, установке необходимого шага при создании резьбы. Кроме того, в паспорте указано положение рукояток при выполнении нужных мастеру функций.
Видео: токарный станок 1м61.
Коробка скоростей. Предназначена для выбора интервала вращения шпинделя. Ее строение включает в себя:
- электрический двигатель;
- систему передач;
- набор зубчатых колес.
Общее количество скоростей для шпинделя на данном устройстве – 24. При этом 12 скоростей оператор выбирает непосредственно через муфту, а еще 12 – через шестерни перебора. Управление коробкой оператор осуществляет при помощи 3 ручек:
- Для переключения шестеренок.
- Для включения перебора и муфты.
- Для перемены хода вращения винта (используют при создании резьбы).
Электрическое оборудование устройства. Блоки с элементами электрооборудования находятся с правой стороны от кронштейна ходового винта. Станок рассчитан на работу с трехфазным током переменного типа, с напряжением в 38ОВ. Предвиделись также модификации станка с электрическим оборудованием, ориентированным на работу с 220В и 440В.
Мощность основного электродвигателя – 4кВТ.
Мощность насоса для охлаждения – 0,12кВт.
Главный электродвигатель приводится в действие при помощи специальной ручки. Для включения обратного движения при нарезании резьбы, оператор должен передвинуть эту же рукоятку с максимального верхнего в максимальное нижнее положение. Перед применением охлаждающего насоса, необходимо получить соответствующую информацию с указателя уровня нагрузки.
Кроме токарно-винторезного станка 1м61, существует и его модификация 1м61п. Эти устройства очень похожи между собой, но последний станок обладает повышенной точность при работе с заготовками, о чем свидетельствует буква «п» в маркировке станка. Как и 1м61, устройство 1м61П применяется для токарных работ в условиях малых производственных оборотов.
особенности, технические характеристики и отзывы
Отечественный токарный станок 1М61 разработан в семидесятых годах минувшего столетия конструкторами Ереванского станкостроительного комбината. Основное предназначение – оснащение небольших предприятий, изготавливающих продукцию небольшими партиями или единичные экземпляры изделий.

Устройство
Станок токарный 1М61 включает в свою конструкцию несколько основных элементов:
- несущую станину;
- блок переключения передач;
- узел регулировки скоростей;
- подающую коробку;
- специальный фартук;
- суппорт;
- бабку заднюю;
- электрическое оборудование;
- предохранительный экран;
- систему охлаждения рабочей и обрабатывающей зоны.

Характеристики токарного станка 1М61
Ниже приведено несколько таблиц с параметрами рассматриваемого агрегата.
Размеры обрабатываемых заготовок:
Наименование | Единица измерения | Параметры | Примечания |
Категория точности (ГОСТ) | – | Н | _ |
Максимальный диаметр обрабатываемой заготовки | мм | 320 | Над станиной |
Аналогичный показатель | мм | 160 | Над суппортом |
Длина изделия по максимуму | мм | 710 | 100 на новых модификациях |
Резец по высоте | мм | 25 | – |
Края фланцевого шпинделя | – | 6К | Согласно ГОСТ 12593-72 |
Диаметр прутка, помещающегося в отверстие шпинделя | мм | 32 | – |
Центр узла передней бабки | мм | – | ГОСТ 13214-67 |
Число передач (продольных и поперечных) | шт | 17 | – |
Нарезаемые резьбы:
Метрические | Модульные | Питчевые | Дюймовые |
13 мм с шаговым пределом 0,5-6,0 единиц | 10 мм с шагом от 0,25 до 3 мм | 16 позиций плюс питч от 7 до 96 мм | 16 вариантов с количеством ниток на дюйм 3,5/48 |
Шпиндель и дополнительные элементы токарного станка 1М61:
Шпиндель | Резцовые салазки |
Прямое вращение – 24 скорости | Максимальное перемещение – 120 мм |
Обратные обороты – 24 передачи | Угол поворота по максимуму – -60/+45 градусов |
Интенсивность прямого и обратного вращения – от 12,5 до 1600 оборотов в минуту | Цена одного деления – один градус |
Продели в продольной конфигурации – 0,08-1,2 мм/об | Показатель на лимбе – 0,05 мм |
Аналогичный показатель в поперечной продоле – 0,04-0,95 мм/об | – |
Диаметр отверстия – 35 мм | – |
Торможение – имеется | – |
Габаритные размеры: длина/ширина/высота – 2,055/1,095/1,45 м. Масса – 1,26 т.
Конструктивные особенности
По своим техническим характеристикам токарный станок 1М61 причислен к классу точности «Н». Электрический мотор агрегата способен функционировать в реверсивном диапазоне. Скорость вращения шпинделя сопоставима с возможностью изменения функционирования коробки скоростей и агрегации разносторонних шестерен между собой.
На рассматриваемом агрегате могут использоваться резцы, сверла и метчики разнообразной конфигурации. Подобная универсализация позволяет выполнять целый ряд технологических манипуляций, включая внешнее точение, развертывание, сверление, отрезку и подобные операции.
Поперечные и продольные перемещения производятся при помощи ходового валика и винта, на его лицевой части расположен маховик. Ходовой винт задействуется при нарезании резьбы, параметры фартука дают возможность блокировки агрегации движений суппорта. Это обнуляет рискованность перемещений суппорта с ходовым валиком и винтом.
Управление
Контролировать функционирование токарного станка по металлу 1М61 оператору доступно при помощи нескольких рабочих органов. Задняя бабка оснащается специальным упором, который агрегирует с пинолью, маховиком и сопровождающими элементами. За надежность и точность торцовой обработки отвечает каретка устройства и отдельный винт.
Рукоятки на лицевой части станины предусмотрены для выполнения ряда процессов:
- Определение частоты вращения шпиндельного механизма.
- Пуск оборотов ходового винта или валика.
- Перемещение верхнего суппорта.
- Характеристики подачи.
- Задавание параметров нарезаемой резьбы и активация реверсивной подачи.
- Отключение и включение маточной гайки ходового винта.
- Аналогичные манипуляции с предохранительной муфтой.
- Выбор нарезаемой резьбы.
- Контроль реверсного и прямого вращения бабки шпинделя.

Коробки переключения скоростей и передач
В продольной и поперечной плоскости работу станка обеспечивает подающая коробка. Она также применяется для обозначения параметров нарезаемой резьбы. В инструкции по эксплуатации прилагается документ с таблицей, позволяющей определиться с подбором настроек для выполнения определенной операции.
Основная информация, указанная в профильных таблицах:
- Советы по выбору сменных шестеренок.
- Расположение рукоятки в соответствии с конкретными значениями подач.
- Рекомендации в плане выставления параметров подающей коробки при нарезании резьбы с конкретным шагом.
Эксплуатация
Барабан скоростей токарно-винторезного станка 1М61, с помощью которого устанавливается определенная частота вращения шпиндельного блока, включает в себя реверсивный электрический мотор, передачу клиноременного типа, комплект зубчатых колес с разными габаритами. При имеющихся условиях шпиндель в состоянии работать на 24 скоростях. Половина их них активируется при помощи переборных шестеренок, остальные позиции включаются за счет прямого соединения шпинделя с зубчатой муфтой.
Технические возможности
Шпиндель токарного станка 1М61 вращается в прямом и обратном направлении с включением одной из 24-х скоростей. Технические параметры агрегата обеспечивают этот процесс в скоростном режиме от 12,5 до 1600 оборотов в минуту. В сквозное гнездо шпиндельного механизма допускается установка прутка диаметром 32 мм. Все размеры и манипуляции соответствуют стандартам ГОСТ 12593 и 13214 (категория М5).
Особенности конструкции задней бабки позволяют элементу перемещаться на дистанцию до 100 мм. Резцовый держатель станка эксплуатируется с инструментом, высота держателя которого не превышает 25 миллиметров. Среди прочих характеристик:
- Центра по высоте – 170 мм.
- Предельная длина поверхности с возможностью обточки заготовок — до 640 мм.
- Максимальная длина детали – 1000 мм.
- Подача в продольном/поперечном направлении – 1,2/0,6 оборотов в минуту.
- Перемещение суппорта – 200/600 мм.
Верхние салазки двигаются в диапазоне до 120 мм, а каретка – до 600 мм. Лицевая часть скоростной коробки оснащена тремя рукоятками, одна из которых служит для переключения шестеренчатого узла. Остальные рычаги отвечают за работу зубчатой муфты с перебором и изменением вектора оборотов ходового винта (для нарезания резьбы). В коробке скоростей предусмотрена электромагнитная многодисковая муфта, обеспечивающая торможение шпинделя.

Отзывы о токарном станке 1М61
Несмотря на то что конструкция рассматриваемого агрегата разрабатывалась более 50-ти лет назад, отклики потребителей о нем преимущественно позитивные. Среди преимуществ владельцы выделяют такие моменты:
- Точность выполненных операций.
- Эффективность, оптимально рассчитанная на малосерийное или штучное производство определенных деталей.
- Простота в обслуживании и эксплуатации.
- Доступная цена.
- Высокий показатель ремонтопригодности.

Владельцы рекомендуют обратить внимание при работе с указанным оборудованием на несколько моментов. Во-первых, включение обратного перемещения при нарезке резьбы осуществляется посредством специальной рукоятки. Для этого оператору необходимо передвинуть ручку в предельно нижнюю позицию. Во-вторых, перед использованием охлаждающего насоса необходимо рассчитать общую нагрузку с учетом информации о габаритах и составе обрабатываемой заготовки. В рассматриваемой линейке имеется усовершенствованная модель станка под индексом 1М61П. Она точнее и быстрее обрабатывает деталь, ориентирована на малое серийное производство.
Токарный станок 1у61 технические характеристики
Это одна из модификаций первой модели винторезно-токарных станков, которые появились на российском рынке. Повышенная точность при обработке любых деталей – главная особенность данного агрегата. Выполнение получистовых и чистовых работ остаётся основным назначением для токарного станка 1Е61М. Он так же помогает при высокоточном нарезании резьбы различного вида.
Назначение и область применения токарно-винторезного станка
TB-01M – модель станка, на которой построена разновидность из серии 1E61M. Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Устройство можно назвать универсальным, класс точности – П. Подходит при выполнении следующих операций:
- Финишные действия при токарной обработке различных деталей.
- Нарезание резьб.
Существует несколько разновидностей действий, которые выполняются при помощи станков:
- Сверление, обработка отверстий с различной формой. В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.
- Обработка наружных поверхностей в форме конуса. При этом длина конусной части может быть различной. То же самое касается угла наклона. Обычно при обработке используются специальные резцы, корпус задней бабки, копировально-конусная линейка.

- Прорезные резцы помогают протачивать наружные канавки.
- Для придания заготовкам определённой формы осуществляют операции вроде подрезания, протачивания канавок и отрезания.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание цилиндрических поверхностей, которые остаются гладкими.
Технические характеристики
Станок 1E61MT занял лидирующую позицию в своей сфере, и на то есть определённые причины. Для массовой штамповки установка не подходит, но на ней можно проводить множество других операций.
Основными параметрами, заслуживающими внимания, можно назвать:
- Диаметр будущей резьбы.
- Выбранные скоростные режимы.
- Длина детали, её соответствие параметрам используемого оборудования.
Если названные выше габариты соответствуют условиям эксплуатации, то можно переходить дальше, к этапу настройки самого станка.

Винторезное оборудование отличается следующими параметрами:
- 1650 килограмм – общая масса станка, если не учитывать дополнительное оборудование.
- Минимальная частота вращения – 35, максимальная может составлять 1600 оборотов.
- Точные параметры, связанные со смещением лимба. По продольной направляющей это 0,2 миллиметра, по поперечной – 0,02 миллиметра.
- На передней части устанавливаются две резцовые головки. Вторая монтируется на участке сзади.
- В главном держателе имеется всего до 4 резцов.

- 32 миллиметра – таков диаметр использующихся прутков.
- 170 миллиметров – допустимая высота для центральных частей.
- При 125 Вт работает отдельный двигатель насоса охлаждения. На 125 Вт – двигатель, связанный со смазочным механизмом.
- 4,5 кВт – показатель мощности главного привода, за счёт которого осуществляется движение.
Дополнительно в токарной установке присутствует система, предотвращающая повреждения, связанные с чрезвычайными нагрузками. Механизм просто блокируется, если возникает опасная ситуация. Примерно так же работает модель типа 1Е61ПМ.
Габариты рабочего пространства
Межцентровое расстояние составляет до 700 миллиметров. Через шпиндель можно вставлять заготовки с минимальным диаметром до 32 миллиметров, диаметр шпинделя – 35. Высота центра от станины равна 170 мм.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
Расположение основных узлов
- Основной узел – станина.
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.

- Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
- Передняя бабка вмещает в себя коробку скоростей.
Рычаги управления размещаются снаружи. Гитара сменных шестерёнок монтируется в передней части. Перед нарезанием резьбы шестерёнки меняются, если в этом возникает необходимость. Коробка скоростей – место, где можно отыскать шпиндельный узел. Сам шпиндель вращается при поддержании скоростей до 16-2000 оборотов в минуту.
Двигатель главного привода у станка находится в специальной тумбе, с левой стороны. Прямое и обратное вращение шпинделя включаются в любой удобный момент.

- Задняя бабка – у станины справа.
В эту часть вставляются различные инструменты, включая центр и плашки, метчики, свёрла.
Задняя бабка отличается надёжным креплением, она легко движется по поверхности станины. Ход пиноли – 100 мм.
- Фартук, через который проходят вал с винтом.
- Суппорт.
- Коробка подач.
- Электрический шкаф.
- Смазывающе-охлаждающая жидкость.
- Экран для дополнительной защиты.
Передняя бабка
Редуктор участвует в процессе передачи вращательного движения шпиндельного шкива. Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
В конструкции присутствует два подшипника качения. Благодаря чему сохраняется свойство центровки, клиновидный шкив провода не утрачивает своего первоначального положения. Ориентация происходит на основе центральной части шпиндельной бабки. Натяжение клиновидных ремней не оказывает на конструкцию негативного влияния. Шпиндель не испытывает повышенных нагрузок.

Всего у шпиндельной бабки шесть скоростных ступеней. Блок-шестерни передвигаются по шлицам, что и позволяет контролировать скорость, выбирать определённый вариант.
Отдельный насос, с приводом от электродвигателя, отвечает за смазывание передней бабки. Благодаря наличию блокировки исключается вероятность того, что система запустится при отсутствии соответствующей жидкости.
Электрическая схема
Асинхронный электродвигатель типа AO2-61-4 НА 13 кВт – основной агрегат, который приводит систему в движение. Достаточно нажать на кнопку «Пуска», чтобы это приспособление начало работать. С помощью фрикциона, включаемого от рукоятки, осуществляется управление подобными частями механизма. В зависимости от включения или выключения фрикциона механизм реагирует по-разному на начало работы.
1,1 кВт – мощность двигателя, отвечающего за рабочие подачи.
Кинематическая схема
Многоскоростные двигатели для включения устройств тоже используются, но достаточно редко. Односкоростные приспособления остаются главными для подобных схем.
С двигателя движение идёт к коробке скоростей. В этом процессе принимает участие клиноременная передача. В коробке передач размещается по 6-8 валов. К ним добавляются колёса зубчатой формы. Для удобства при нумерации валов пользуются римскими цифрами. Скорость вращения шпинделя может быть различной в зависимости от тех или иных условий. Две фрикционные муфты отвечают за обратное движение у этой же модели.
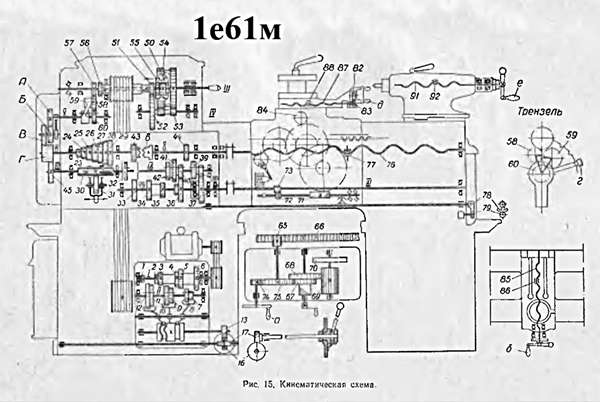
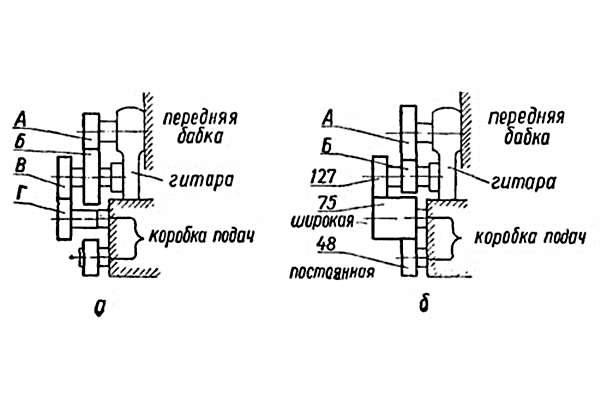
Схема настройки гитары
Передача вращения, крутящего момента – основное назначение данной детали. Она снабжается сменными зубчатыми колёсами, которые и обеспечивают максимально точную настройку по параметрам.
Замена деталей проводится в зависимости от регламента, либо по степени износа.
Заключение
Первичная и текущая регулировка – операции, которые играют важную роль для стабильной работы всех составляющих, механизмов. Для каждой детали при этом используется отдельный инструмент, позволяющий добиться наилучших результатов. Остаётся только решить, какие параметры будут актуальными при той или иной ситуации.
Станки серии 1E61M до сих пор пользуются спросом не только у частных мастеров, но и на различных предприятиях. Это классический вариант, сохраняющий актуальность даже при появлении более современных аналогов. Учитывается и стоимость установки, которая остаётся доступной по всем параметрам.
1У61М – Станок токарно-винторезный универсальный
Купить станочный подшипник с доставкой  [email protected]
[email protected]

Технические характеристики:
Станки модели 1у61м предназначены для выполнения любых токарных работ в машиностроении, а также в механических мастерских промышленных и сельскохозяйственных предприятий.
Наибольшая длина обрабатываемой заготовки, мм 500
Наибольший диаметр обрабатываемой детали, мм:
– над станиной 320
– над суппортом 165
– прутка 25
Количество скоростей шпинделя 18
Диапазон частот вращения шпинделя, об/мин 25. 2000
Пределы продольных подач, мм/об 0.032. 0.5
Пределы поперечных подач, мм/об 0.013. 0.2
Пределы шагов нарезаемых резьб:
– метрических, мм 0.2. 7.0
– модульных, модуль в мм 0.1. 3.5
– дюймовых, нитка на дюйм 0.013. 0.2
Наибольшее сечение резцов, мм 20 х 20
Количество позиций инструмента 4
Размер внутреннего конуса шпинделя Морзе 4
Размер внутреннего конуса пиноли задней бабки Морзе 3
Наибольшее перемещение пиноли, мм 90
Мощность привода главного движения, кВт 3
Габариты, мм 1800 х 750 х 1350
Масса, кг 900




Детальное описание
Токарно винторезный станок 1У61 предназначен для для выполнения любых токарных работ в машиностроении, а также в механических мастерских промышленных и сельскохозяйственных предприятий. Шпиндель станка стальной, пустотелый, с фланцевым концом, разгружен от изгибающих усилий ременной передачи за счет посадки шкива на втулку, смонтированную на подшипниках качения. Передний конусный конец смонтирован в бронзовом подшипнике скольжения.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Характеристика 1У61М
Наибольшая длина обрабатываемой заготовки, мм500
Наибольший диаметр обрабатываемой детали, мм:
– над станиной 320
– над суппортом 165
Количество скоростей шпинделя 18
Диапазон частот вращения шпинделя, об/мин 25. 2000
Пределы продольных подач, мм/об0.032. 0.5
Пределы поперечных подач, мм/об0.013. 0.2
Пределы шагов нарезаемых резьб:
– метрических, мм – 0.2. 7.0
– модульных, модуль в мм – 0.1. 3.5
– дюймовых, нитка на дюйм – 0.013. 0.2
Наибольшее сечение резцов, мм 20 х 20
Количество позиций инструмента 4
Размер внутреннего конуса шпинделя Морзе 4
Размер внутреннего конуса пиноли задней бабки Морзе 3
1М61П Станок токарно-винторезный повышенной точности Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1М61П
Разработчиком и изготовителем станков модели 1М61П является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция — универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
1М61П Назначение и область применения токарно-винторезного станка повышенной точности
Универсальный токарно-винторезный станок 1М61П производился в семидесятые годы прошлого века и заменил устаревшую модель 1В61.
Токарно-винторезный станок 1М61П предназначен для выполнения разнообразных токарных работ в механических цехах в условиях мелкосерийного и единичного производства.
Токарный станок 1М61П позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой, модульной, питчевой
- Сверление и ряд других работ
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
Передний конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 106,375 мм. Условный размер конца шпинделя — 6. Внутренний (инструментальный) конус шпинделя — Морзе 5. Диаметр отверстия шпинделя 35 мм. Стандартный диаметр токарного патрона 200, 250 мм.
Основные технические характеристики токарно-винторезного станка 1м61п
Станок заменил в производстве модель 1в61.
Изготовитель — Ереванский станкостроительный завод им. Дзержинского.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Класс точности станка по ГОСТ 8-82 (Н,П,В,А,С) — П (повышенная точность)
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 320 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 160 мм
- Расстояние между центрами — 710 мм
- Высота центров — 170 мм
- Мощность электродвигателя — 4 кВт
- Вес станка полный — 1,26 т
Шпиндель токарно-винторезного станка 1м61п
- Конец шпинделя — по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса — D = 106,375 мм
- Условный размер конца шпинделя — 6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 35 мм
- Наибольший диаметр обрабатываемого прутка — Ø 32 мм
- Частота прямого и обратного вращения шпинделя — (24 ступени) 12,5..1600 об/мин
- Диаметр стандартного патрона — Ø 200, 250 мм
Подачи и резьбы токарно-винторезного станка 1м61п
- Пределы продольных подач — (17 шагов) 0,08…1,2 мм/об
- Пределы поперечных подач — (17 шагов) 0,04…0,6 мм/об
- Пределы шагов резьб метрических — (13 шагов) 0,5..6 мм
- Пределы шагов резьб дюймовых — (16 шагов) 3,5…48 ниток на дюйм
- Пределы шагов резьб модульных — (10 шагов) 0,25…3 модулей
- Пределы шагов резьб питчевых — (16 шагов) 7…96 питчей
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Габарит рабочего пространства станка 1М61П. Суппорт
Габарит рабочего пространства токарного станка 1М61П
Посадочные и присоединительные базы станка 1М61П. Шпиндель
Посадочные и присоединительные базы станка 1М61П
Общий вид токарно-винторезного станка повышенной точности 1М61П
Фото универсального токарно-винторезного станка 1М61П
Расположение основных узлов токарно-винторезного станка 1М61П
Расположение основных узлов токарно-винторезного станка 1М61П
Спецификация основных узлов токарно-винторезного станка 1М61П
- Станина — 1М61П.10.000
- Коробка скоростей — 1M61П.20.000
- Коробка передач — 1M61П.26.000
- Коробка подач — 1M61П.31.000
- Фартук — 1M61П.40.000
- Суппорт — 1M61.50.000
- Задняя бабка — 1М61П.60.000
- Электрооборудование — 1М61.81.000
- Защитный экран — 1M61.82.000
- Система охлаждения — 1M61.84.000
Расположение органов управления токарно-винторезным станком 1М61П
Расположение органов управления токарно-винторезным станком 1М61П
Перечень органов управления токарно-винторезным станком 1М61П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Расположение органов управления токарно-винторезным станком 1м61п
Расположение органов управления токарно-винторезным станком 1м61п. Смотреть в увеличенном масштабе
Таблица настройки резьб и подач токарно-винторезного станка 1м61п
Таблица настройки резьб и подач токарно-винторезного станка 1м61п. Смотреть в увеличенном масштабе
Таблица настройки резьб и подач токарно-винторезного станка 1м61п
Таблица настройки резьб и подач токарно-винторезного станка 1м61п. Смотреть в увеличенном масштабе
Кинематическая схема токарно-винторезного станка 1М61П
Кинематическая схема токарно-винторезного станка 1М61П
1. Схема кинематическая токарно-винторезного станка 1М61П. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1М61П. Смотреть в увеличенном масштабе
Передняя бабка токарно-винторезного станка 1М61п
Чертеж коробки скоростей токарно-винторезного станка 1М61П
Коробка скоростей токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фото коробки скоростей токарно-винторезного станка 1М61П
Коробка скоростей токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фото коробки скоростей токарно-винторезного станка 1М61П
Тормозная муфта токарно-винторезного станка 1М61п
Фото тормозной муфты токарно-винторезного станка 1М61П
Тормозная муфта токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 1М61п
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей (рис. 8) обеспечивает 24 скорости вращения шпинделя (16—2000 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Коробка подач токарно-винторезного станка 1М61П (три рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61П
Коробка подач токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1М61П (четыре рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61П
Коробка подач токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фото коробки подач токарно-винторезного станка 1М61П
Более поздний вариант коробки подач — назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта». При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1М61п
Чертеж суппорта токарно-винторезного станка 1М61П
Суппорт токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1М61п
Чертеж фартука токарно-винторезного станка 1М61П
Фартук токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Фото фартука токарно-винторезного станка 1М61П
Задняя бабка токарно-винторезного станка 1М61п
Чертеж задней бабки токарно-винторезного станка 1М61П
Задняя бабка токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Электрооборудование. Электрическая схема станка 1М61П
Электрическая схема токарно-винторезного станка 1М61П
Электрооборудование токарно-винторезного станка 1М61П. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
- Электродвигатель главного привода мощностью 4 кВт, 1420 об/мин
- Электронасос охлаждения с подачей 22 л/мин, 0,12 кВт, 2800 об/мин
Пуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61П
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении «вперед». Для пуска электродвигателя M1 в направлении «вперед» (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение «вперед». Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении «назад» производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении «вперед», только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61П
В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
Установочный чертеж станка 1М61П
Установочный чертеж токарно-винторезного станка 1М61П
Возможности токарно-винторезных станков
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Токарно-винторезный универсальный станок 1М61п. Видеоролик.
Технические характеристики станка 1М61П
| Наименование параметра | 1М61 | 1М61П |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки над станиной, мм | 320 | 320 |
| Наибольший диаметр заготовки над суппортом, мм | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 710, 1000 | 710 |
| Наибольшая длина обтачивания, мм | 640 | 640 |
| Высота центров, мм | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 180 | 180 |
| Высота резца, установленного в резцедержателе, мм | 25 | 25 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 24 |
| Частота прямого и обратного вращения шпинделя, об/мин | 12,5…1600 | 12,5…1600 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
| Подачи | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 600 | 600 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 200 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 120 | 120 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,05 | 0,05 |
| Число ступеней продольных и поперечных подач | 17 | 17 |
| Пределы скорости продольных подач, мм/об | 0,08…1,2 | 0,08…1,2 |
| Пределы скорости поперечных подач, мм/об | 0,04…0,6 | 0,04…0,6 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | |
| Количество нарезаемых резьб метрических | 13 | 13 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..6 | 0,5..6 |
| Количество нарезаемых резьб дюймовых | 16 | 16 |
| Пределы шагов нарезаемых резьб дюймовых | 3,5…48 | 3,5…48 |
| Количество нарезаемых резьб модульных | 10 | 10 |
| Пределы шагов нарезаемых резьб модульных | 0,25…3 | 0,25…3 |
| Количество нарезаемых резьб питчевых | 16 | 16 |
| Пределы шагов нарезаемых резьб питчевых | 7…96 | 7…96 |
| Предохранитель от перегрузки | ||
| Блокировка продольных и поперечных подач | ||
| Выключающие продольные упоры | ||
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | ||
| Задняя бабка | ||
| Наибольшая длина перемещения пиноли задней бабки, мм | 100 | 100 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | 2 |
| Электродвигатель главного привода, кВт | 4 | 4 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2055 х 1095 х 1450 | 2055 х 1095 х 1450 |
| Масса станка, кг | 1260 | 1260 |
- Токарно-винторезные станкм 1М61 и 1М61П. Руководство по эксплуатации 1М61.00.000 РЭ, 1М61П.00.000 РЭ, 1982
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1М61, 1М61П станок токарно-винторезный: — паспорт, (djvu) 2,8 Мб, Скачать
Токарно винторезный станок 1У61М
Производитель: Россия
Токарно винторезный станок 1У61М предназначен для для выполнения любых токарных работ в машиностроении, а также в механических мастерских промышленных и сельскохозяйственных предприятий.
Шпиндель станка стальной, пустотелый, с фланцевым концом, разгружен от изгибающих усилий ременной передачи за счет посадки шкива на втулку, смонтированную на подшипниках качения.
Передний конусный конец смонтирован в бронзовом подшипнике скольжения.
Задний конец шпинделя смонтирован на радиально — упорном подшипнике.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 1У61М
| Характеристика | 1У61М |
|---|---|
| Наибольшая длина обрабатываемой заготовки, мм | 500 |
| Наибольший диаметр обрабатываемой детали, мм: — над станиной — над суппортом — прутка | 320 165 25 |
| Количество скоростей шпинделя | 18 |
| Диапазон частот вращения шпинделя, об/мин | 25…2000 |
| Пределы продольных подач, мм/об | 0.032…0.5 |
| Пределы поперечных подач, мм/об | 0.013…0.2 |
| Пределы шагов нарезаемых резьб: — метрических, мм — модульных, модуль в мм — дюймовых, нитка на дюйм | — 0.2…7.0 — 0.1…3.5 — 0.013…0.2 |
| Наибольшее сечение резцов, мм | 20 х 20 |
| Количество позиций инструмента | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 90 |
| Мощность привода главного движения, кВт | 3 |
| Габариты, мм | 1800 х 750 х 1350 |
| Масса, кг | 900 |
TL-1 | Инструментальные токарные станки | Патрон 8 дюймов | Патрон 10 дюймов
×
Результаты поиска
веб-страниц
Изображения
- <
- 1
- >
- машины
-
Вертикальные мельницы- Вертикальные мельницы
- VF серии
- Универсальные станки
- VR серии
- Мини-заводы
- Пресс-формы
- Сверло / метчик / фреза серии
- Инструментальные фрезы
- Компактные мельницы
- Портальная серия
- ВК-400
- Настольная мельница
- Симулятор управления
- Мельница Погрузчик автозапчастей
-
Многоосные решения- Многоосевые решения
- 5-осевые фрезы
- Токарные станки оси Y
-
Токарные станки- Токарные станки
- ST серии
900 22. -
- <
- 1
- >
- машины
-
Вертикальные мельницы- Вертикальные мельницы
- VF серии
- Универсальные станки
- VR серии
- Мини-заводы
- Пресс-формы
- Сверло / метчик / фреза серии
- Инструментальные фрезы
- Компактные мельницы
- Портальная серия
- ВК-400
- Настольная мельница
- Симулятор управления
- Мельница Погрузчик автозапчастей
-
Многоосные решения- Многоосевые решения
- 5-осевые фрезы
900 22. -
- Диаметр шпинделя:
- 52
- Макс.Диаметр поворота (мм):
- Стоимость доставки:
- Зависит от количества заказа.
- Время выполнения:
- 30 дней после получения оплаты
- Настройка:
Индивидуальный логотип (Мин.Заказ: 1 комплект)
Спецификация токарного станка с ЧПУ — Купить спецификацию токарного станка с ЧПУ, Токарный станок с ЧПУ по дереву, Токарный станок по дереву Продукт на Alibaba.com
интерфейс компании
Jinan Tian Jiao Machinery Manufacture Co., Ltd. специализируется на разработке и производстве механических фрезерных станков с ЧПУ (деревообрабатывающих станков, рекламных маршрутизаторов, гравировальных станков по камню), лазерных станков с ЧПУ, станков плазменной резки, режущих плоттеров, станков для гравировки металлических форм и других станков с ЧПУ.Мы поставляем на мировой рынок высококачественное оборудование с ЧПУ. Мы являемся ведущей компанией в этой области и уверены, что предлагаем лучший сервис и лучшее качество.
Фотографии спецификации токарного станка с ЧПУ
1. Спецификация токарного станка с ЧПУ
Токарный станок по дереву с ЧПУ представляет собой полностью функциональный двухмерный токарный станок, который может обрабатывать дерево превратите деревянную заготовку в множество цилиндрических выступов, канавок и впадин.
Одна машина может производить 2 продукта одновременно. Кроме того, с простой программой, короткой операцией, стилем преобразования продукта одним щелчком мыши и стабильной производительностью даже зеленая рука может управлять 2-3 машинами одновременно.
Экономия времени и отсутствие более высокооплачиваемого техника существенно снизят стоимость производства.
2. Спецификация токарного станка с ЧПУ Диапазон обработки
деревянная лестничная колонна, деревянная ваза, деревянная настольная лампа, деревянный подсвечник, деревянная вешалка для одежды, ручка для инструмента и т. Д.
3. Технические характеристики токарного станка с ЧПУ Параметр
Длина обработки | 1500 мм |
Двухосевой диаметр поворота 2 | |
Одноосный поворотный механизм | 320 мм |
Точность | 1 мм |
Общая мощность | |
Вес | 1600 кг |
RMP | 0-6000 об / мин |
Подача оси Z | 3000r / 900 |
Подача по оси X | 2000 об / мин |
Инструмент: | быстрорежущая сталь и сплав |
Основные детали токарного станка с ЧПУ 0005 образец для токарного станка производство
Почему выбирают Jinan Tian Jiao Machinery Manufacture Co ,.Ltd Токарный станок по дереву серии TJ:
1) Широко используется в различных отраслях промышленности
2) Высокая точность и репутация
3) Конкурентоспособная цена
4) Детали высокого качества
5) Быстро поставка
6) Лучшее обслуживание
тип
одинарное лезвие одинарная ось
одинарное лезвие двойное лезвие
двойное лезвие двойное лезвие ось
различных типов токарных станков по дереву, цена отличается, добро пожаловать, свяжитесь со мной для получения подробной информации.
добро пожаловать в чат со мной на линии:
skype: xihong61
qq: 2417071086
,CL-1 | Токарный патрон | Токарный станок с цангой 5C
×
Результаты поиска
веб-страниц
Изображения
Высокоточный токарный станок Cnc Cak6160v Fanuc Токарный станок с ЧПУ Спецификация
0 штук выбрано, всего $ США
Посмотреть детали