Токарный станок 16К25: технические характеристики, описание, схемы
При токарной обработке встречаются ситуации, когда деталь не помещается над направляющими. Использование станка 16К25 решает проблему. Конструкторы «Красного Пролетария» удовлетворили запрос промышленности, подняв ось центров базовой модели 16К20, при прежних прочих характеристиках. В результате пропала необходимость переходить на следующий типоразмер оборудования из-за ограниченной группы изделий, применяется идентичная оснастка, эффективней используется мощность.
Основные технические характеристики
Рассмотрим более подробно каждую характеристику.
Типоразмеры
Токарно винторезный изготовляли 4-х межцентровых длин L: 2000, 1400, 1000, 710 мм. Центра отстоят на 250 мм от плоских направляющих станины.
Габариты представителей ряда L, мм:
- длина – 3795 / 3195 / 2795 / 2505;
- ширина – 1240;
- высота – 1500.
Вес ряда L: 3775, 3315, 3095, 2925 кг.

Механика привода
Интервал оборотов, об/мин:
- прямых – 12,5 – 1600; 24 ступени (2 дублируются), φ = 1,26;
- обратных – 19 – 1900; 11 ступеней.
Интервал подач, мм/об:
- продольных – 0,05 – 2,8;
- поперечных – 0,025 – 1,
Сила подачи, допустимая по прочности, кгс:
- продольная на резцовой державке / упоре – 600 / 800;
- поперечная на резцовой державке / упоре – 360 / 460.
Мощность главного электродвигателя – 11 кВт.
Шпиндель
Присоединительные базы вала по ГОСТ 12593-72 – 6К, прочие сведения содержит рис. 1.
 Рис. 1. Шпиндель, размеры присоединений
Рис. 1. Шпиндель, размеры присоединений
Суппорт
Предельные хода, мм:
- продольный – 1935 / 1335 / 935 / 645, сообразно L;
- поперечный – 300.
Цена штриха шкалы штурвала, мм:
- каретки – 1 мм;
- поперечных салазок – 0,05 мм на диаметр.
Ускоренный ход, мм/мин:
- каретки – 3800;
- поперечных салазок – 1900.
Наибольшая допускаемая скорость движения, работая по упорам – 250 мм/мин; наименьшая допускаемая продольная скорость – 10 мм/мин.
Верхние салазки, резцедержатель
Ход салазок, мм:
- полный – 150;
- на деление шкалы – 0,05
Поворот градусов:
- полный ± 90;
- на деление шкалы – 1.
Фиксируемых положений резцедержки (закрепленных инструментов) – 4. Сечение державок – 25×25 мм.

Показатели обработки
Предельный диаметр заготовки, мм:
- над станиной – 500 мм;
- над салазками – 290 мм;
- прутка в центральном отверстии – 50 мм.
Максимальная длина обточки (межцентровая): 1930, 1330, 930, 640 мм, соответственно L. Предельный вес изделия, кг:
- в патроне – 300;
- в центрах – 3775, 3315, 3095, 2925, сообразно L.
Оборудование укомплектовано съемными шестернями, которые устанавливают для обработки перечня резьб, приведенных на табличке панели бабки. Возможно нарезание профилей шагом:
- метрических – 0,5 – 112 мм;
- дюймовых – 56 – 0,5 ниток на дюйм;
- модульных – 0,5 – 112 модуля;
- питчевых – 56 – 0,5 питча.
Точность оценивают, измеряя проточенные образцы. Контролируют постоянство диаметрального сечения, плоскостность торца, равномерность шага нарезанной резьбы. Для класса Н отклонения формы образцов не более: овальность – 6 мкм; конусность – 6 мкм / 100 мм; плоскостность – 12 мкм / 300 мм (только вогнутость).

Габариты рабочего пространства токарного станка
Операционная зона ограничена торцом шпинделя; конечными положениями суппорта, бабкой задней. Крайние позиции каретки обуславливают максимальную длину обточки, которой идентичны.
Диаметры деталей ограничены расстоянием между направляющими или салазками и центральной осью.
 Рис. 2. Рабочая зона 16К25 (сечение суппорта)
Рис. 2. Рабочая зона 16К25 (сечение суппорта)
Стандартная комплектация
Рассмотрим основные составляющие стандартной комплектации.
Расположение органов управления
Подача питания осуществляется автоматическим выключателем 5 пульта управления, после чего загорается сигнальная лампа 6. Уровень нагрузки главного двигателя отображается указателем 8. Электронасос охлаждения запускается выключателем 7.
На лицевой панели передней бабки находятся рукояти:
- 1, 4 – выбора частоты вращения;
- 2 – выбора направления резьбы;
- 3 – выбора нормального / увеличенного шага.
Для управления коробкой подач служат рукоятки:
- 23 – выбора значений подач, шагов резьб;
- 22 – выбора вида работы: подач / типа резьб;
- 21 – выбора значений подач, шагов, отключения цепей коробки при прямом нарезании;
- 20 – управления фрикционом, объединена с 17.
На фартуке, суппорте размещены штурвалы передвижения вручную: каретки 16, поперечных салазок 15; кнопочная станция 18 с кнопками «пуск», «стоп». Грибок 19 включает / отключает реечную шестерню. Рычаг 14, повернутый вверх, включает маточную гайку, вниз – отключает. Кнопкой 12 включают ускоренный ход, одновременно запуская механическую подачу каретки или поперечных салазок поворотом мнемонической ручки 13.
Пиноль, перемещаемую штурвалом 11, обездвиживают ручкой 9. Поворачивая рычаг 10 от себя, закрепляют основание бабки на направляющих и наоборот.



 Рис. 3. Элементы управления: бабка передняя (а), вид справа (б), общий вид (в), суппорт (г)
Рис. 3. Элементы управления: бабка передняя (а), вид справа (б), общий вид (в), суппорт (г)
Схема кинематическая
Для точности разделим схему на составляющие.
Обороты
Входной вал II коробки скоростей получает крутящий момент от шкива 3, связанного поликлиновым ремнем со шкивом 2, насаженным на конец ротора электродвигателя М1. Сторона вращения шпинделя V задается включенным фрикционом сдвоенной муфты 6.
При сжатии левых дисков реализуются прямые обороты. Момент передается через колесо 4 (5) двухвенцовому блоку (8,9), далее трехвенцовый блок (13, 14, 15) сопрягается с одной из шестерен 10, 11, 12, шпиндельный двойной блок (21, 22) с колесами 18, 19 соответственно.
Перебор задействуют, смещая шпиндельный блок вправо. Цепь от вала IV к V замыкается посредством блока (23, 24), зацепляемого с колесом 16 или 17, пары 25–27. Разное положение блоков: (8, 9), (13, 14, 15), (21, 22) дает 12 частот на шпинделе, еще 12 – получают с помощью перебора.
При сжатии правых дисков муфты 6 соединяются валы II, III посредством промежуточных паразитных шестерен 28, 29, изменяющих направление оборотов на обратное. Далее кинематика идентична прямым оборотам.
 Рис. 4. Кинематика
Рис. 4. Кинематика
Подачи
Каждому из четырех возможных движений суппорта соответствует своя кинематическая ветвь: продольной, поперечной подач, винторезная, быстрого хода. Вал VIII получает момент со шпинделя посредством передачи 20–32 или узла увеличения шага (перебора), связанных колес 16, 33. От реверсивного механизма, содержащего неподвижные колеса 30, 31; паразитное – 34, подвижное – 35; через гитару (a, b, c, d) сообщается момент приемному валу X механизма подач.
Переключая муфты в различном сочетании с зубчатыми блоками, изменяют обороты конечного вала XV коробки подач. Он передает движение ходовому валу XVI или винту 61. Первый вариант получают за счет двух зубчатых пар, смонтированных на подшипниках, обгонной муфты 67, неподвижных соединенных колес 68, 64. Во втором случае XV, 61 связывает муфта 60.
Вращение ходового винта 61 преобразовывается маточной гайкой, смонтированной внутри фартука, в прямолинейное движение каретки. Комбинируя переключения муфт, блоков коробки подач, устанавливают необходимый шаг. Часть диапазона получают за счет настройки гитары, отключив коробку муфтами 60, 116.
Вал XVII механизма фартука получает движение от ходового вала со скользящей шестерней 65,по цепочке 69 – 70 – 71, муфта 72, червяк 73, связанный с колесом 74. Замыканием кулачковых полумуфт 77, 84 задают направление вращения XVIII с колесом 94. Последнее, перекатываясь по статичной рейке 95, реализует прямолинейное движение каретки. Муфты 87, 90, связывая вал XVII с винтом 97, обеспечивают подключение подачи, реверс поперечных салазок.
Вращение ходового вала, полученное от двигателя 113 через ременную пару, преобразуется в ускоренный ход каретки. Благодаря обгонной муфте 67 движение может происходить при отсоединенной коробке. Винтами 97, 109, вручную перемещают поперечные, верхние салазки, вращая – 112, выдвигают пиноль.

Коробка скоростей
Непосредственно к коробке относятся валы II – VI с неподвижными колесами, четырьмя блоками. Переборы отношением: 1:32; 1:8; 1:2; 1,25:1 обеспечивают 4 диапазона оборотов:12,5 – 40; 50 – 160; 200 – 630; 500 – 1600 об/мин.
Механизмы размещены внутри передней бабки. Передачи, валы изготовлены из хромистой стали. Зубья закаленные, шлифованные, торцы закруглены для облегчения переключений. Шлицы обработаны аналогично.
Величина момента, передаваемого фрикционной муфтой регулируется подтяжкой гаек 62, 59 (см. рис. 5) для прямых, обратных оборотов соответственно.
При угле проворота более 1/16 обязательно сравнить крутящий момент с допустимым паспортом.
Шпиндельная бабка
Содержит коробку скоростей, два промежуточных вала, связанных гитарой с коробкой подач. Шпиндельные подшипники отрегулированы заводом. Жесткость удовлетворительна, если вертикальная нагрузка 50 кгс, приложенная под фланец, вызывает смещение не более 0,001 мм.
Серии первых выпусков комплектовались: передняя опора – роликовый радиальный двухрядный подшипник 4 класса с коническим отверстием: 4-3182120. Задняя – шариковый радиально-упорный 5 класса: 5-46216Л. В поздних версиях заменены на роликовый радиально-упорный конический двухрядный 4-697920Л1, роликовый радиально-упорный с пружинами на наружном кольце 5-17716Л.
Внутри корпуса размещены трубки, распределительные лотки централизованной автоматической смазки. Масло И20 поступает к подшипникам шпинделя, передачам, подвижным шлицевым соединениям блоков.

Коробка подач
Самостоятельный узел, расположенный над левой тумбой. Кинематика (см. 3.2). Агрегат вкупе с цепью увеличения шага, сменной гитарой обеспечивает 24 продольные / поперечные подачи.
Предусмотрена обработка прецизионной резьбы, минуя механику коробки, при отсоединенном винте. Запуск двигателя быстрого движения сопровождает автоматическое отключение ходового вала сработавшей муфтой свободного хода. С целью повышения долговечности опор везде применены подшипники качения. Смазка пар трения автоматическая, поливом, подвод масла от отдельного насоса.
 Рис. 6. Разрез коробки
Рис. 6. Разрез коробки
Фартук
Корпус содержит четыре пары кулачковых полумуфт, изготовленных за одно целое с шестернями. Сочетание включений обеспечивает прямые, обратные хода каретки, салазок суппорта. Половинка маточной гайки 62 при резьбонарезании подводится до сопряжения с профилем ходового винта.
Блокировки предохраняют от одномоментного пуска ходового вала, винта, двух подач. Формируемая сила подачи настраивается гайкой 11 по динамометру. Конструкция узла отключения подачи гарантирует точность остановки по упору 50 мкм.


 Рис. 7. Разрезы фартука
Рис. 7. Разрезы фартука
Суппорт
Крестовая компоновка позволяет реализовать продольное движение по направляющим станины, поперечный ход салазок по направляющим каретки. Пуск механической поперечной подачи отключает ручной штурвал 33.
Четырехпозиционный резцедержатель 43 установлен на резцовых салазках 9, перемещающихся вручную по направляющим поворотной части 10. Рукоятью 4 резцедержатель поворачивается, стабильно фиксируется с точностью 5 мкм. Сверху на салазках суппорта может устанавливаться задний держатель 6 для ускорения отрезных работ.
 Рис. 8. Поперечный разрез суппорта
Рис. 8. Поперечный разрез суппорта
Задняя бабка
Отжатая бабка двигается вручную. Закрепляется планкой 31, прижимающей плиту 28 к направляющим, при повороте на себя рычага 19, посаженного на эксцентрик 20, соединенный тягой 25 с планкой. Предусмотрен подвод воздуха для аэростатической подушки, уменьшающей потребное усилие смещения до 5 кгс, исключающей образование задиров.
Вращение штурвала 12, надетого на винт 5, трансформируется гайкой 6 в движение пиноли 3. Выдвижение контролируют по шкале отсчета 11 с ценой штриха 0,1 мм, максимальный ход – 150 мм. Пиноль расточена под конус Морзе №5, блокируется рукояткой 48. Корпус 2 можно смещать поперек винтами 41 на ± 15 мм, обтачивая пологие конуса. Исходную соосность со шпинделем обеспечивает совмещение платиков А в одной плоскости.

 Рис. 9. Бабка задняя
Рис. 9. Бабка задняя
Токарный станок 16к25: технические характеристики
Наравне с суперсовременными обрабатывающими комплексами остаются востребованными и универсальные станки, спроектированные ещё в советские времена. Конструкция их оказалось настолько удачной, что пережила не одно десятилетие без серьезных модернизаций.
При этом, речь идет о полноценном использовании на крупных производствах с серьезной загрузкой.
Небольшая токарно-винторезная техника имеет ряд очевидных преимуществ:
- Невысокая стоимость.
- Хорошая точность.
- Широкий функционал.
- Универсальность.
- Простота ремонта. В большинстве случаев его может произвести своя ремонтная служба, заказав нужные запчасти.
- Невысокий коэффициент отказов. При бережном отношении межремонтный интервал очень велик и упирается в технические ограничения.

Описание и назначение
Универсальный облегченный токарно-винторезный станок 16к25 входит в число наиболее массовых в своем классе оборудования. Он создавался на базе не менее востребованного 16к20 и включает в себя все хорошо зарекомендовавшие себя технические решения предшественника. Улучшены эргономика, удобство обслуживание, срок службы и ряд технологических возможностей (в том числе предельный диаметр изделия).
Производитель: Московский станкостроительный завод «Красный пролетарий», один из безусловных лидеров советского и российского станкостроения.
Станок имеет типовую компоновку, при которой заготовка располагается горизонтально и зажимается в патроне или центрах. Инструмент подводится с помощью каретки на суппорте.
Назначение 16к25 — осуществление механической обработки заготовок из различных сплавов, в том числе конструкционной и высоколегированной стали, латуни, чугуна, бронзы и пр. Допустимые операции:
- Черновая и чистовая обработка наружных и внутренних поверхностей путем обточки и расточки. При этом гарантируется точность размеров и попадание в минимальные допуски для данного типа оборудования.
- Подрезание торцов, снятие фаски, притупление кромок.
- Сверление.
- Выбирание канавок и пазов.
- Нарезание различной резьбы. Функция обеспечивается в полуатоматическом режиме, что гарантирует результут.
Тип производства: опытное, единичное, мелкосерийное и серийное с определенными ограничениями.
ВАЖНО: Предъявляются достаточно серьезные требования к токарю – именно от его уровня мастерства зависит возможность изготовления сложных деталей.
Другая распространенная модель МК6058 — аналог 16к25 по допустимым габаритам детали и точности.
Технические характеристики
Универсальный токарный станок 16к25 характеризуется рядом ключевых показателей:
- Класс точности: Н.
- Показатели шероховатости получаемой поверхности: Ra0,32. Более трудные значения гарантировать невозможно и многое зависит от состояния техники.
- Максимальные размеры: 2795 х 1240 х 1500мм. В различных исполнениях длина отличается.
- Общая масса: 3,095 тн. Для надежной установки требуется заливка упрочненного армированного фундамента. Правильная установка необходима для устранения влияния вибрации на качество продукции.
- Предельно допустимые размеры заготовки: диаметр 500 при обработке над станиной или 290 над суппортом.
- Возможность устанавливать в отверстии шпинделя пруток диаметром до 50мм. Прутковые заготовки дают преимущество в скорости изготовления и исключения дополнительных операций на другом оборудовании.
- Количество скоростей: 22 прямых и 11 обратных.
- Посадочное отверстие в шпинделе: конус Морце 6.
- Диапазон подач: 0,05..2,8 мм/об (продольные), 0,025..1,4 (поперечные).
- Шаги для различных типов резьб: 0,5..112 мм (метрические), 56..0,5 ниток/дюйм (дюймовые) 0,5..112 модулей (модульные) и 56..0,5 питч диам. (диаметральные).
- Мощность главного привода 11 кВт. Она заложена с определенным запасом и рассчитана на большие режимы резания.
Полный перечень характеристик указан в сопроводительной технической документации (паспорте). В нем же приведены электрическая и кинематическая схема, а так же указания по обслуживанию и ремонтам.
СОВЕТ: При необходимости можно оборудовать станок УЦИ – устройством цифровой индикации. При этом будут автоматически определяться и показываться смещения относительно заданной точки. Это дает ряд серьезных преимуществ:
- Избавление оператора от постоянных подсчетов координат. Для многих деталей такая задача требует немало времени и сосредоточенности.
- Повышение производительности.
- Снижение вероятности ошибки.
- Устранение необходимости в интерполяции.
Устройство
Основные узлы и механизмы 16к25:
- Литая массивная станина.
- Передняя (шпиндельная бабка). Шпиндель устанавливается на прецизионных подшипниках качения, что увеличивает технологическую точность и возможности.
- Задняя бабка. Она необходима для поджатия детали.
- Суппорт, оснащенный салазками, с кареткой. Крепеж инструмента для токарного станка 16к25 производится с помощью винтов. Подача суппорта включается и отключается в результате воздействия оригинального механизма.
- Коробка передач, передающая вращающий момент с помощью сменных шестерней от шпиндельного узла на коробку подач.
- Патрон с кулачками. Часто их нужен комплект для работы с различными категориями деталей.
- Система управления, объединяющая много разных устройств, переключателей, приборов. Например, главный привод управляется путем рукоятки, соединенной с фрикционной муфтой.
- Щитки и кожухи, защищающие все подвижные и электроопасные части техники.
- Система смазки.
- Электрическая часть.
Для точения технические характеристики при обработке деталей вместе с соблюдением режимов являются основными.
Токарно-винторезный станок с выемкой в станине 16К25Г (РМЦ 1400)
- Главная /
- Справочник
- Станки советские, российские, импортные — справочная информация
- Станки советские, российские, импортные — справочная информация
- Токарно-винторезный станок с выемкой в станине 16К25Г (РМЦ 1400)

Назначение токарного станка по металлу 16К25Г (РМЦ 1400)
Облегченный токарно-винторезный станок с ГАП (выемкой в станине) 16К25Г применяется для выполнения разнообразных токарных работ на деталях диаметром до 500 мм и длиной до 1400 мм в центрах, патроне или планшайбе. На станке можно производить обточку и расточку цилиндрических и конических поверхностей, зенкерование и развертывание, а также нарезание метрической, модульной, дюймовой и питчевой резьб.
Выемка в станине позволяет обрабатывать детали диаметром до 700 мм.
Жесткость конструкции станков 16К25Г при достаточно высокой мощности электродвигателя (10 кВт) и широком диапазоне частоты вращения шпинделя позволяет полностью использовать возможности инструмента из быстрорежущей стали и твердых сплавов.
Привод главного движения осуществляется от электродвигателя через клиноременные передачи и коробку скоростей, смонтированную в левой тумбе станка. Настройка подач и нарезаемой резьбы производится при помощи коробки подач. Нарезание точной резьбы может производиться путем соответствующего набора сменных шестерен.
Резец можно быстро выводить из нитки резьбы специальной рукояткой. Торможение электродвигателя главного привода производится постоянным током, что дает плавный и быстрый останов шпинделя.
Стальной, термически обработанный шпиндель смонтирован на прецизионных подшипниках качения.
Управление коробками скоростей и подач производится удобно расположенными рукоятками. Конструкция станков предусматривает возможность установки гидрокопировального устройства и гидро- и пневмоцилиндров для зажима деталив патроне.
Верхняя часть суппорта — поворотная, по ее направляющим перемещаются верхние резцовые салазки. Фартук суппортов имеет блокировочное устройство, препятствующее одновременному включению подач от ходового винта и ходового вала, а также предохранительное устройство, выключающее подачу при перегрузках.
Валы коробки скоростей и коробки подач смонтированы на шариковых и роликовых подшипниках. Задняя бабка жесткой конструкции с выдвижной пиналью.
Станки 16К25Г снабжены электронасосом для подачи охлаждающей жидкости к месту резания. В станках предусмотрены все необходимые защитные блокировочные устройства.
Технические характеристики токарно-винторезного станка 16К25Г (РМЦ 1400)
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 500 |
| Наибольший диаметр детали, устанавливаемой над выемкой станины, мм | 700 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | 290 |
| Наибольшая длина обрабатываемой детали, мм | 1400 |
| Общая длина выемки станины, мм | 335 |
| Пределы частот вращения шпинделя Min/Max, об/мин. | 10 — 1250 |
| Мощность, кВт | 10 |
| Габариты, мм | 3195х1240х1500 |
| Масса, кг | 3350 |
| Начало серийного выпуска, год | 1979 |
| Завод-производитель | Красный пролетарий АОКП, ОАО |
Габаритные размеры рабочего пространства и установочный чертеж 16К25Г

Предлагаем купить новые или после капремонта аналоги оборудования типа — станок токарно-винторезный облегченный с выемкой в станине 16К25Г (РМЦ 1400) по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 16К25Г (РМЦ 1400) производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную токарному облегченному станку с ГАП 16К25Г (РМЦ 1400) составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Токарно-винторезный станок с выемкой в станине 16К25Г (РМЦ 1400) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Токарно-винторезный станок с выемкой в станине 16К25Г (РМЦ 1400) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Аналоги 16К25Г (РМЦ 1400)
Популярные модели
Станок токарно-винторезный облегченного типа 16К25 (РМЦ 1000)
Если Вам необходимо купить Станок токарно-винторезный облегченного типа 16К25 (РМЦ 1000) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный облегченного типа 16К25 (РМЦ 1000) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Станок токарно-винторезный облегченного типа 16К25 (РМЦ 1400)
Если Вам необходимо купить Станок токарно-винторезный облегченного типа 16К25 (РМЦ 1400) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный облегченного типа 16К25 (РМЦ 1400) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
| Базовая комплектация 16К25 | Дополнительное оборудование 16К25 |
| 1. Станок в сборе | 1. Люнет подвижный |
| 2. Электрический шкаф | 2. Люнет неподвижный |
| 3. Защитный экран | 3. 4-х кулачковый патрон с независимым перемещением кулачков |
| 4. Лампа местного освещения | 4. Патрон токарный гидравлический (с гидростанцией) |
| 5. Защитное ограждение патрона | 5. Патрон токарный электромеханический |
| 6. Система охлаждения инструмента (Эмульсол) | 6. УЦИ |
| 7. Патрон токарный 3-х кулачковый | 7. Конусная линейка |
| 8. Шестерни гитары деления | 8. Накатное устройство |
| 9. Механизированный привод верхней части суппорта | 9. Выемка в станине (ГАП) |
| 10. ЗИП (зап.части, инструмент, принадлежности) | 10. Пневмоподушки задней бабки (для облегченного перемещения) |
| 11. Руководство по эксплуатации | 11. Механизированный привод перемещения задней бабки |
| 12. Электропривод пиноли задней бабки | |
| 13. Сервопривод вращения шпинделя (бесступенчатое изменение оборотов вращения шпинделя) | |
| 14. Задний резцедержатель | |
| 15. Сверлильно-фрезерное устройство (для выполнения сверлильных и фрезерных работ и нарезания резьбы под разными углами на деталях, установленных на суппорте станка) | |
| 16. Станочная оснастка и аксессуары | |
| 17. Морская упаковка |
16Д25 Станок токарно-винторезный универсальный облегченныйпаспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16Д25
Разработчик и изготовитель токарно-винторезного станка 16Д25 — Алма-Атинский станкостроительный завод, основанный в 1932 году как чугунолитейный завод № 1 областного отдела легкой промышленности.
С апреля 1942 года после объединения с литейно-механическим заводом «20 лет Октября”, эвакуированным из Луганска, стал называться Алма-Атинским механическим заводом N21 им. 20-летия Октября Наркомата среднего машиностроения СССР.
В 1945 году переименован в Алма-Атинскии станкостроительный завод им. 20-летия Октября.
Завод выпускал станки токарно-винторезные: 16Д20, 16Д20П, 16Д20ПФ1, ТВ16, 16Д25, 1Д95, 1Е95, 1М95.
Станки завода Алма-Атинский станкостроительный завод им. 20-летия Октября
16Д25 Станок токарно-винторезный универсальный. Назначение и область применения
Выпуск станков серии 16Д25 начался на Алма-Атинском станкостроительном заводе им. 20-летия Октября в 1986 году.
Токарно-винторезные станки 16Д25 могут применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов. Обслуживание станков следует осуществлять с учетом специфики их эксплуатации.
Станок предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Особенности конструкции и принцип работы станка 16д25
Станок заменяет модель 1К62. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 1К62. Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании.
Шпиндель смонтирован на прецизионных подшипниках качения. На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации. Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Станки 16Д25 выполнены на базе основной модели 16Д20 с максимальной унификацией, имеют одинаковые кинематические схемы и унифицированную конструкцию:
- 16Д20 — базовая модель станка нормальной точности
- 16Д20П — станок повышенной точности
- 16Д20Г — станок нормальной точности с выемкой в станине
- 16Д25 — облегченный станок нормальной точности с увеличенным диаметром обработки
- 16Д25Г — облегченный станок нормальной точности с увеличенным диаметром обработки и с выемкой в станине
Различия в технических характеристиках отражены в разделе основных данных станков.
Станки должны эксплуатироваться в закрытых отапливаемых помещениях, климатические условия УXЛ4 для стран с умеренным климатом и 04 для стран с тропическим климатом по ГОСТ 15150-69.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Обозначение универсального токарно-винторезного станка 16Д25
1 — токарный станок (группа)
6 – токарно-винторезный станок (подгруппа)
Д – поколение станка (А, Б, В, Д, К, Л)
25 – высота центров над станиной (250 мм)
Г – исполнение станка с выемкой в станине
П – исполнение станка с повышенной точностью по ГОСТ 8-82
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
Габариты рабочего пространства токарного станка 16Д25. Эскиз суппорта
Габариты рабочего пространства токарного станка 16д25
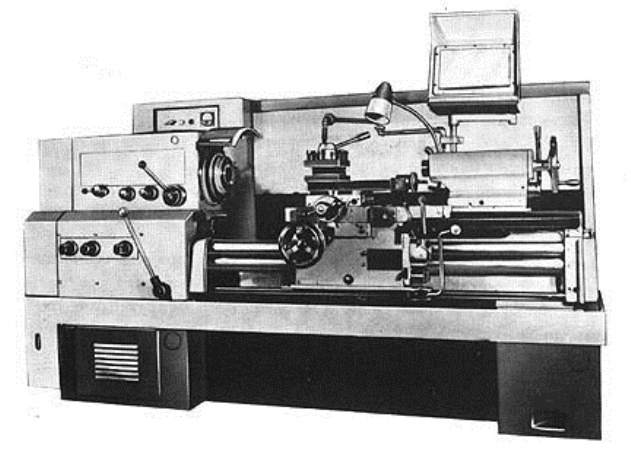
Общий вид токарно-винторезного станка 16Д25
Фото токарно-винторезного станка 16д25
Фото токарно-винторезного станка 16д25. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 16д25
Фото токарно-винторезного станка 16д25. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 16д25
Фото токарно-винторезного станка 16д25. Смотреть в увеличенном масштабе
Схема расположения составных частей токарно-винторезного станка 16Д25
Расположение основных узлов токарно-винторезного станка 16д25
Спецификация составных частей токарно-винторезного станка 16Д25
- Кожух левый КД25.422000.000
- Пульт управления 16Д20.182000.000
- Ограждение патрона 16Д20.421000.000
- Каретка 16Д20.050000.000; 16Д20П.050000.000
- Резцедержатель четырехпозиционный 16Д20.041.001
- Электрооборудование 16Д25.185000.000
- Суппорт 16Д20.040000.000; 16Д20П.040000.000
- Охлаждение 16Д20.410000.000; 16Д25.412000.000
- Ограждение заднее 16Д20.425000.000; 16Д25.426000.000
- Пневмооборудование задней бабки 16Д20.120000.000
- Бабка задняя 16Д25.031000.000
- Фартук 16Б20П.061000
- Основание 16Д20.016000.000; 16Д20Г.018.000.000; 16Д25.017000.000
- Бабка шпиндельная 16Д25.02100.000
- Коробка подач 16Д20.070000.000
- Коробка переборная 16Д20.028000.000
- Облицовка коробки подач 16Д25.072000.000
- Коробка передач 16Д25.082 000.000
- Шкаф управления 16Д20.190000.000
- Панель 16Д20.200000.000
- Ограждение суппорта 16Д20.423000.000
- Станция смазки 16Д20.401000.000
- Установка моторная 16Д20.150000.000
- Шкивы и таблицы 16Д20.157000.000
- Автоматическая коробка передач 16Д20.083000.000
Расположение органов управления токарно-винторезным станком 16Д25
Расположение органов управления токарно-винторезным станком 16д25
Перечень органов управления токарно-винторезного станка 16Д25
- Рукоятка установки подач и правых резьб (рукоятка F)
- Выключатель освещения
- Лампа сигнальная смазки АКП
- Рукоятка установки диапазона частот вращения шпинделя (рукоятка Е)
- Лампа сигнальная (указатель включения электропитания)
- Рукоятка установки левых резьб (рукоятка G)
- Кнопки «Пуск» и «Стоп» насоса охлаждения
- Кнопки «Пуск» и «Стоп» насоса охлаждения
- Указатель нагрузки
- Таблица частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя (галетный переключатель)
- Выключатель аварийный
- Дублирующая рукоятка управления главным приводом
- Кнопка подачи масла для смазки поперечных салазок и прижимных планок
- Рукоятке поворота и крепления резцовой головки
- Рукоятка ручной поперечной подачи суппорта
- Выключатель аварийный
- Блок управления главным приводом
- Рукоятка ручного перемещения резцовых салазок
- Кнопка включения быстрых ходов каретки и суппорта
- Рукоятка фиксации пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка управления ходами каретки и суппорта
- Рукоятка включения гайки ходового винта
- Табличка с символами включения гайки ходового винта
- Болт закрепления каретки к станине
- Рукоятка включения и выключения реечной шестерни
- Маховик ручного перемещения каретки
- Рукоятки установки величины подачи или резьбы
- Рукоятка выбора подач и типа резьбы
- Рукоятки установки величины подачи или резьбы
- Таблица резьб и подач
- Таблица дополнительных и точных резьб
- Вводный выключатель
Схема кинематическая токарно-винторезного станка 16Д25
Кинематическая схема токарно-винторезного станка 16д25
Схема кинематическая токарно-винторезного станка 16Д25. Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Вращение шпинделя осуществляется от реверсивного электродвигателя Ml через АКП и переборную коробку соединенными поликлиновыми ременными передачами. Установленная на станке АКП имеет шесть электромагнитных муфт, включение которых в определенной последовательности позволяет получить девять ступеней скорости и тормозить шпиндель станка. Переборная коробка дает с помощью включений зубчатых колес 16, 19, 20 и 22 -первую ступень, зубчатых колес 18, 25, 26 и 21 -вторую ступень, зубчатых колес 17, 24, 26 и 21 -третью ступень частоты вращения. Таким образом, шпиндель имеет 27 скоростей вращения.
Кинематическая цепь подачи начинается от шпинделя станка. Величина подачи или шаг резьбы определяется на один оборот шпинделя. От шпинделя через передачу 21, 26, 23, 29 и основной набор сменных шестерен К, L, М, N вращение передается на входной вал коробки подач.
Далее движение подачи проходит через коробку подач и приводит во вращение ходовой винт при нарезании резьбы или ходовой вал при всех остальных видах обработки.
Через передачу 23, 28 и 27, 29 получаем все левые резьбы. Через передачу 26, 32 получаем удвоение подач и правых резьб. Через передачи 17, 24 и 23, 29 при выведенной из зацепления шестерни 26 получаем подачи, увеличенные в 16 раз. Дополнительно при зацеплении 23, 30, получаем II ниток на I»; при 23, 31, получаем 19 ниток на I».
Вращательное движение ходового винта или ходового вала преобразуется механизмом фартука в продольные и поперечные подачи. Пользуясь табл.4, 5, производят установку величин подач и настройку станка для нарезки различных резьб.
Механика главного движения и подач
Механизм главного движения — разделенный и состоит из следующих узлов:
- Моторная установка;
- Автоматическая коробка передач;
- Переборная группа шпиндельной бабки;
- Шпиндельная бабка.
Автоматическая коробка передач переключается с помощью галетного переключателя II (см.рис.10) и позволяет иметь 9 скоростей, которые включаются без остановки шпинделя в одном диапазоне. Переборная группа позволяет получить три диапазона чисел оборотов шпинделя с помощью рукоятки 4 (Е).
Положение рукояток при выборе частоты вращения должно соответствовать значению, указанному в табл.1, 2. В положении 0 шпиндель не вращается.
Наибольшие крутящие моменты, КПД и наиболее слабое звено в различных диапазонах вращения шпинделя приведены в табл.4.
Механизм подач
Механизм подач состоит из унифицированной коробки подач 16Б20П.070, которая обеспечивает подачи при точении, нарезание резьб метрических, модульных, дюймовых, питчевых нормального ряда и дюймовых резьб II и 19 ниток на дюйм.
Конструкция станка позволяет нарезать многозаходные резьбы.
Подачи и все правые резьбы нормального ряда можно получить с обычным шагом, удвоенным и увеличенным в 16 раз.
Все левые резьбы нормального ряда получают с обычным шагом и с шагом, увеличенным только в 16 раз.
Дюймовые резьбы II и 19 ниток на I» получают с шагом, увеличенным в 2 раза, и с шагом, уменьшенным в 2 раза.
Требуемое положение рукояток переборной коробки для настройки станка на любой тип резьбы и подачи, приведено в табл.3 при соответствующих положениях рукояток 31, 32, 33 (рис.10).
Краткое описание сборочных единиц
Основание станка
Основание станка состоит из станины, установленной на двух и на трех (для станков с РМЦ = 2000 мм) тумбах.
Станина
Станина станка коробчатой формы с П-образными ребрами, имеет две призматические и две плоские направляющие. На станине устанавливаются шпиндельная бабка, коробка подач, кронштейн 5 ходового винта 2 и ходового велика 4, а также рейка 3.
В нише правого торца станины размещен на подмоторной плите 6 электродвигатель быстрых перемещений суппорта. Плита может перемещаться по скалкам 7.
У станков 16Д20Г и 16Д25Г станина выполнена с выемкой, позволяющей обработать детали соответственно диаметром 630 и 700 мм. В этом случае станина имеет вкладыш I. При необходимости обработки деталей большего диаметра вкладыш снижается. Для этого нужно вывернуть пробки I (рис.13), удалить винты 2 и штифты 4. Во избежание нанесения забоин вкладыш 3 необходимо положить на подкладку из мягкого материала и для предотвращения коррозии покрыть тонким слоем масла. Перед установкой вкладыша на станину следует тщательно протереть посадочные поверхности станины и вкладыша, осмотреть и убедиться в отсутствии на них забоин.
Для обработки деталей над выемкой в станине необходимо пользоваться специальным удлиненным резцом или резцовой оправкой, устанавливаемыми в резцедержателе, как показано на рис.14. Оправка 3 устанавливается в резцедержателе 4, резец I крепится винтами 2.
ВНИМАНИЕ! При обработке деталей над выемкой : частота вращения шпинделя не должна превышать 400 мин-1.
Тумбы
Тумбы станка — литые, пустотелые. В тумбе левой установлен электродвигатель главного движения, а с правого торца прикреплен масляный бак для централизованной смазки.
В тумбе правой установлен насос и бак для смазочно-охлаждающей жидкости.
Между тумбами на роликах установлено выдвижное корыто для сбора стружки и охлаждающей жидкости.
Моторная установка
Моторная установка состоит из электродвигателя главного движения, моторной плиты 9 и направляющей штанги 3.
Моторная плита крепится на левой торце правой тумбы двумя прихватами 7 и винтами 4, 8. Вращение от электродвигателя главного движения передается поликлиновым ремнем на автоматическую коробку передач — АКП309-16, которая крепится на задней стенке тумбы.
Переборная коробка
Переборная коробка крепится к заднему торцу шпиндельной бабки и представляет собой редуктор, в котором в качестве выходного вала служит шпиндель станка. Шестеренный механизм переборной коробки позволяет получить три диапазона частот вращения шпинделя; увеличивать в 2 и в 16 раз передаточные отношения между цепью подач и шпинделем; нарезать правые и левые резьбы; дополнительно нарезать дюймовые резьбы II и 19 ниток на I», производить деление при нарезании многозаходных резьб на 2, 3, 4, 5, 6, 12, 15, 20, 30, 60 заходов.
Переключение шестерен осуществляется с помощью рукояток через кулачки и рычаги.
Подвижные шестерни перемещаются по шлицевым валам с базированием по внутреннему диаметру.
Смазка переборной коробки централизованная, описана в разделе 8
Шпиндельная бабка
Шпиндельная бабка крепится на горизонтальной плоскости направляющих станины в ее левой части шестью болтами. Шпиндельная бабка представляет собой жесткую чугунную отливку с одной расточкой, в которой смонтирован шпиндель станка в цилиндрических конусно-роликовых подшипниках:
- 4-697920Л1 передняя опора для станков нормальной точности
- 2-697920Л1 передняя опора для станков повышенной точности по ГОСТ 21512-76
- 4-17920Л задняя опора для станков нормальной точности
- 2-17920Л задняя опора для станков повышенной точности по ГОСТ 21512-76
ВНИМАНИЕ! Шпиндельные подшипники отрегулированы на заводе-изготовителе станка и не требуют дополнительного регулирования.
Схема электрическая принципиальная токарно-винторезного станка 16Д25
Электрическая схема токарно-винторезного станка 16д25
Описание электросхемы станка 16Д25. Общие сведения
На станке установлены трехфазные короткозамкнутые асинхронные электродвигатели и применены следующие величины напряжений
- силовая цепь ~ 380 В, 50 Гц;
- цепь управления переменного тока ~ 110 В, 50 Гц
- цепь управления постоянного тока — 24В
- цепь местного освещения ~ 24 В; 50 Гц
- цепь сигнализации — 24 В
Рабочее место освещается смонтированным на каретке светильником с гибкой стойкой с лампой на 40 Вт.
В рукоятку фартука, встроен выключатель для управления электродвигателем быстрых перемещений. На шпиндельной бабке и каретке расположены пульты управления электродвигателем главного привода.
Шкаф управления установлен на кронштейнах над автоматической коробкой скоростей. Ввод питающих проводов осуществляется через отверстие шкафа управления проводом сечением 4 мм2 (черный цвет — для линейных проводов и зелено-желтый -для проводов заземления).
На лицевой стороне шкафа управления имеются следующие органы управления станка:
- НЗ — сигнальная лампа с линзой молочного цвета, сигнализирующая о включенном состоянии вводного выключателя;
- Н4 — сигнальная лампа с линзой молочного цвета, сигнализирующая о наличии смазки АКП;
- S2 выключатель освещения;
- S8 кнопка выключения насоса охлаждения;
- S9 кнопка включения насоса охлаждения;
- P — измеритель нагрузки
Ремонт станка 16Д25.
Типовые ремонтные работы, выполняемые при плановых ремонтах
За период межремонтного цикла станок должен быть подвергнут шести осмотрам, четырем малым ремонтам и одному среднему в сроки, указанные в рекомендуемом графике плановых ремонтных работ (рис. 42).
Следует учитывать, что наибольшую эффективность использования станка может обеспечить рациональное чередование и периодичность осмотров и плановых ремонтов, выполняемых с учетом конкретных для каждого отдельного станка условий эксплуатации.
Категории ремонтосложности станка:
- механическая часть — 12;
- электрическая часть — 8,5.
16Д25 Станок токарно-винторезный универсальный облегченный. Видеоролик.
Технические характеристики токарного станка 16Д25
| Наименование параметра | 16К20 | 16Д20 | 16Д25 |
|---|---|---|---|
| Основные параметры станка согласно ГОСТ 440-81 | |||
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 400 | 400 | 500 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 | 290 |
| Наибольший диаметр заготовки обрабатываемой над выемкой (обозначение Г), мм | 310 | 630 | 700 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 710, 1000, 1400, 2000 | 750, 1000, 1500 | 1000, 1500, 2000 |
| Наибольшая масса обрабатываемого изделия в центрах, кг | 1300 | ||
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 52 | 63 | 63 |
| Инструментальный конус шпинделя, мм | Морзе 6 | М80 | М80 |
| Фланец шпинделя, мм | 6К | 6М | 6М |
| Мощность привода главного движения, кВт | 10 | 11 | 11 |
| Частота вращения шпинделя, об/мин | 12,5..1600 | 8,5..2000 | 8,5..2000 |
| Количество прямых скоростей шпинделя | 22 | 27 | 27 |
| Количество скоростей, переключаемых без остановки шпинделя | 9 | 9 | |
| Наибольший крутящий момент на шпинделе, кН*м | 2 | 2 | |
| Суппорт. Подачи | |||
| Высота резца, мм/об | 25 | 25 | |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..10,7 | 0,05..10,7 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..5,35 | 0,025..5,35 |
| Количество подач продольных/ поперечных | 22/ 24 | 32/ 32 | 32/ 32 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 3,8/ 1,9 | 4/ 2 | 4/ 2 |
| Количество резьб, мм | |||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 0,5..112 | 0,25..56 | 0,25..56 |
| Пределы шагов модульных резьб, модуль | 0,5..56 | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,25 | 56..0,25 |
| Задняя бабка | |||
| Центр пиноли задней бабки по ГОСТ 13214-79 | М5 | М5 | М5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 | 150 |
| Электрооборудование и привод | |||
| Количество электродвигателей на станке | 4 | 3 | 3 |
| Электродвигатель главного движения, кВт | 10 | 11 | 11 |
| Электродвигатель быстрых перемещений, кВт | 0,75 | 0,75 | 0,75 |
| Электродвигатель насоса СОЖ, кВт | 0,12 | 0,125 | 0,125 |
| Электродвигатель гидростанции, кВт | 1,1 | — | — |
| Габариты и масса станка (РМЦ = 1000) | |||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 2795 х 1190 х 1500 | 2880 х 1270 х 1605 | 2880 х 1320 х 1605 |
| Масса станка, кг | 3005 | 2800 | 2880 |
- Станки токарно-винторезные 16Д20, 16Д20П, 16Д20Г, 16Д25, 16Д25Г. Руководство по эксплуатации 16Д20.000.000.000 РЭ, 1966
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Станок токарно-винторезный Станкомашстрой СТ 16 К 25 купить бу P0045633
- Дом
- Станки б / у
- Металлообрабатывающие станки
- Станки
- Станки токарные
- Станки токарно-винторезные
- Станкомашстрой СТ 16 К 25
«Станок токарно-винторезный Станкомашстрой СТ 16 К 25, г.в. 2019»
Объявление №.# P0045633SVQCR2525M16 25 * 25 * 150 мм Токарный станок по металлу Режущие инструменты Токарный станок Токарный станок с ЧПУ Внешний токарный инструмент Держатель S Тип SVQCR / L | Точилка для инструментов | Инструмент для браслетов

SVQCR2525M16 25 * 25 * 150 мм Металлорежущие инструменты Токарный станок Токарный станок Токарный станок с ЧПУ Внешний держатель токарного инструмента S-Type SVQCR / L
Пожалуйста, свяжитесь со мной, вы можете выбрать один из двух типов R / L , если вы не свяжетесь со мной, по умолчанию R
Пожалуйста, свяжитесь со мной, вы можете выбрать один из двух типов R / L, если вы не свяжетесь со мной, по умолчанию R
SVQCR2525M16
SVQCL2525M16
Примечание : Этот инструмент в процессе продажи не включает твердосплавные пластины, на рисунке
Модель No.: SVQCR2525M16
Степень: 117,5
Диаметр хвостовика: 25 мм
Общая длина: 150 мм
Винт: в комплекте
Цвет: классический черный
Упаковка: 1 шт. / Пластиковая коробка с ПОДХОДЯЩИМ гаечным ключом
02  9004
9004
Перевозка: Бесплатная доставка по всему миру, отправка авиапочтой Китая.
Срок доставки около 10-50 рабочих дней.В некоторых странах может задержаться на 4-5 недель.
Мы отправляем товар в течение 3 рабочих дней после получения оплаты.
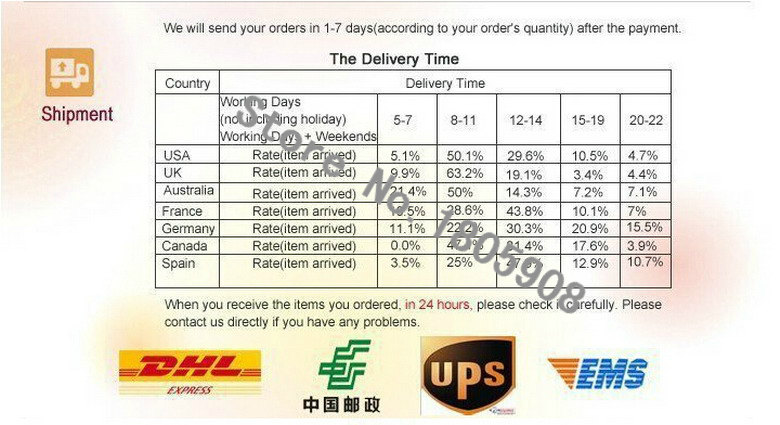
Ниже приводится стандартное время прибытия для справки:
Страна | Рабочие дни (не включая выходные) | 5-9 | 10-15 | 16-20 | 21-25 | 26-35 | > 35 |
США | Номинально (время пришло) | 5.1% | 50,1% | 33,6% | 7,5% | 3,7% | Свяжитесь с нами |
Европа | Номинальные (время пришло) | 8,6% | 61,2% | 19.1% | 7,0% | 4,1% | Свяжитесь с нами |
Австралия | Номинальный (время пришло) | 4,7% | 52,6% | 30,2% | 9,6% | 2.9% | Свяжитесь с нами |
Канада | Номинально (время пришло) | 6,7% | 50,6% | 30,4% | 8,5% | 3,8% | Связаться с нами |
Россия | Номинальный (время прибыло) | 1.5% | 10,3% | 29,7% | 41,2% | 18,8% | Свяжитесь с нами | Азия | Номинальные (время пришло) | 10,5% | 30,6% | 43.8% | 12,1% | 4.0% | Свяжитесь с нами |
Другая страна | Номинальный (время прибыло) | 3,5% | 25,0% | 47,9% | 17,9% | 5.7% | Свяжитесь с нами |
9000