Токарный станок 16К25: технические характеристики, описание, схемы
При токарной обработке встречаются ситуации, когда деталь не помещается над направляющими. Использование станка 16К25 решает проблему. Конструкторы «Красного Пролетария» удовлетворили запрос промышленности, подняв ось центров базовой модели 16К20, при прежних прочих характеристиках. В результате пропала необходимость переходить на следующий типоразмер оборудования из-за ограниченной группы изделий, применяется идентичная оснастка, эффективней используется мощность.
Основные технические характеристики
Рассмотрим более подробно каждую характеристику.
Типоразмеры
Токарно винторезный изготовляли 4-х межцентровых длин L: 2000, 1400, 1000, 710 мм. Центра отстоят на 250 мм от плоских направляющих станины.
Габариты представителей ряда L, мм:
- длина – 3795 / 3195 / 2795 / 2505;
- ширина – 1240;
- высота – 1500.


Вес ряда L: 3775, 3315, 3095, 2925 кг.
Механика привода
Интервал оборотов, об/мин:
- прямых – 12,5 – 1600; 24 ступени (2 дублируются), φ = 1,26;
- обратных – 19 – 1900; 11 ступеней.
Интервал подач, мм/об:
- продольных – 0,05 – 2,8;
- поперечных – 0,025 – 1,
Сила подачи, допустимая по прочности, кгс:
- продольная на резцовой державке / упоре – 600 / 800;
- поперечная на резцовой державке / упоре – 360 / 460.
Мощность главного электродвигателя – 11 кВт.
Шпиндель
Присоединительные базы вала по ГОСТ 12593-72 – 6К, прочие сведения содержит рис. 1.
Рис. 1. Шпиндель, размеры присоединений
Суппорт
Предельные хода, мм:
- продольный – 1935 / 1335 / 935 / 645, сообразно L;
- поперечный – 300.
Цена штриха шкалы штурвала, мм:
- каретки – 1 мм;
- поперечных салазок – 0,05 мм на диаметр.

Ускоренный ход, мм/мин:
- каретки – 3800;
- поперечных салазок – 1900.
Наибольшая допускаемая скорость движения, работая по упорам – 250 мм/мин; наименьшая допускаемая продольная скорость – 10 мм/мин.
Верхние салазки, резцедержатель
Ход салазок, мм:
- полный – 150;
- на деление шкалы – 0,05
Поворот градусов:
- полный ± 90;
- на деление шкалы – 1.
Фиксируемых положений резцедержки (закрепленных инструментов) – 4. Сечение державок – 25×25 мм.
Показатели обработки
Предельный диаметр заготовки, мм:
- над станиной – 500 мм;
- над салазками – 290 мм;
- прутка в центральном отверстии – 50 мм.
Максимальная длина обточки (межцентровая): 1930, 1330, 930, 640 мм, соответственно L. Предельный вес изделия, кг:
- в патроне – 300;
- в центрах – 3775, 3315, 3095, 2925, сообразно L.

Оборудование укомплектовано съемными шестернями, которые устанавливают для обработки перечня резьб, приведенных на табличке панели бабки. Возможно нарезание профилей шагом:
- метрических – 0,5 – 112 мм;
- дюймовых – 56 – 0,5 ниток на дюйм;
- модульных – 0,5 – 112 модуля;
- питчевых – 56 – 0,5 питча.
Точность оценивают, измеряя проточенные образцы. Контролируют постоянство диаметрального сечения, плоскостность торца, равномерность шага нарезанной резьбы. Для класса Н отклонения формы образцов не более: овальность – 6 мкм; конусность – 6 мкм / 100 мм; плоскостность – 12 мкм / 300 мм (только вогнутость).
Габариты рабочего пространства токарного станка
Операционная зона ограничена торцом шпинделя; конечными положениями суппорта, бабкой задней. Крайние позиции каретки обуславливают максимальную длину обточки, которой идентичны.
Диаметры деталей ограничены расстоянием между направляющими или салазками и центральной осью.
Рис. 2. Рабочая зона 16К25 (сечение суппорта)
Стандартная комплектация
Рассмотрим основные составляющие стандартной комплектации.
Расположение органов управления
Подача питания осуществляется автоматическим выключателем 5 пульта управления, после чего загорается сигнальная лампа 6. Уровень нагрузки главного двигателя отображается указателем 8. Электронасос охлаждения запускается выключателем 7.
На лицевой панели передней бабки находятся рукояти:
- 1, 4 – выбора частоты вращения;
- 2 – выбора направления резьбы;
- 3 – выбора нормального / увеличенного шага.
Для управления коробкой подач служат рукоятки:
- 23 – выбора значений подач, шагов резьб;
- 22 – выбора вида работы: подач / типа резьб;
- 21 – выбора значений подач, шагов, отключения цепей коробки при прямом нарезании;
- 20 – управления фрикционом, объединена с 17.

На фартуке, суппорте размещены штурвалы передвижения вручную: каретки 16, поперечных салазок 15; кнопочная станция 18 с кнопками «пуск», «стоп». Грибок 19 включает / отключает реечную шестерню. Рычаг 14, повернутый вверх, включает маточную гайку, вниз – отключает. Кнопкой 12 включают ускоренный ход, одновременно запуская механическую подачу каретки или поперечных салазок поворотом мнемонической ручки 13.
Пиноль, перемещаемую штурвалом 11, обездвиживают ручкой 9. Поворачивая рычаг 10 от себя, закрепляют основание бабки на направляющих и наоборот.
Рис. 3. Элементы управления: бабка передняя (а), вид справа (б), общий вид (в), суппорт (г)
Схема кинематическая
Для точности разделим схему на составляющие.
Обороты
Входной вал II коробки скоростей получает крутящий момент от шкива 3, связанного поликлиновым ремнем со шкивом 2, насаженным на конец ротора электродвигателя М1. Сторона вращения шпинделя V задается включенным фрикционом сдвоенной муфты 6.
При сжатии левых дисков реализуются прямые обороты. Момент передается через колесо 4 (5) двухвенцовому блоку (8,9), далее трехвенцовый блок (13, 14, 15) сопрягается с одной из шестерен 10, 11, 12, шпиндельный двойной блок (21, 22) с колесами 18, 19 соответственно.
Перебор задействуют, смещая шпиндельный блок вправо. Цепь от вала IV к V замыкается посредством блока (23, 24), зацепляемого с колесом 16 или 17, пары 25–27. Разное положение блоков: (8, 9), (13, 14, 15), (21, 22) дает 12 частот на шпинделе, еще 12 – получают с помощью перебора.
При сжатии правых дисков муфты 6 соединяются валы II, III посредством промежуточных паразитных шестерен 28, 29, изменяющих направление оборотов на обратное. Далее кинематика идентична прямым оборотам.
Рис. 4. Кинематика
Подачи
Каждому из четырех возможных движений суппорта соответствует своя кинематическая ветвь: продольной, поперечной подач, винторезная, быстрого хода. Вал VIII получает момент со шпинделя посредством передачи 20–32 или узла увеличения шага (перебора), связанных колес 16, 33.
Переключая муфты в различном сочетании с зубчатыми блоками, изменяют обороты конечного вала XV коробки подач. Он передает движение ходовому валу XVI или винту 61. Первый вариант получают за счет двух зубчатых пар, смонтированных на подшипниках, обгонной муфты 67, неподвижных соединенных колес 68, 64. Во втором случае XV, 61 связывает муфта 60.
Вращение ходового винта 61 преобразовывается маточной гайкой, смонтированной внутри фартука, в прямолинейное движение каретки. Комбинируя переключения муфт, блоков коробки подач, устанавливают необходимый шаг. Часть диапазона получают за счет настройки гитары, отключив коробку муфтами 60, 116.
Вал XVII механизма фартука получает движение от ходового вала со скользящей шестерней 65,по цепочке 69 – 70 – 71, муфта 72, червяк 73, связанный с колесом 74. Замыканием кулачковых полумуфт 77, 84 задают направление вращения XVIII с колесом 94. Последнее, перекатываясь по статичной рейке 95, реализует прямолинейное движение каретки. Муфты 87, 90, связывая вал XVII с винтом 97, обеспечивают подключение подачи, реверс поперечных салазок.
Замыканием кулачковых полумуфт 77, 84 задают направление вращения XVIII с колесом 94. Последнее, перекатываясь по статичной рейке 95, реализует прямолинейное движение каретки. Муфты 87, 90, связывая вал XVII с винтом 97, обеспечивают подключение подачи, реверс поперечных салазок.
Вращение ходового вала, полученное от двигателя 113 через ременную пару, преобразуется в ускоренный ход каретки. Благодаря обгонной муфте 67 движение может происходить при отсоединенной коробке. Винтами 97, 109, вручную перемещают поперечные, верхние салазки, вращая – 112, выдвигают пиноль.
Коробка скоростей
Непосредственно к коробке относятся валы II – VI с неподвижными колесами, четырьмя блоками. Переборы отношением: 1:32; 1:8; 1:2; 1,25:1 обеспечивают 4 диапазона оборотов:12,5 – 40; 50 – 160; 200 – 630; 500 – 1600 об/мин.
Механизмы размещены внутри передней бабки. Передачи, валы изготовлены из хромистой стали. Зубья закаленные, шлифованные, торцы закруглены для облегчения переключений. Шлицы обработаны аналогично.
Шлицы обработаны аналогично.
Величина момента, передаваемого фрикционной муфтой регулируется подтяжкой гаек 62, 59 (см. рис. 5) для прямых, обратных оборотов соответственно.
При угле проворота более 1/16 обязательно сравнить крутящий момент с допустимым паспортом.
Шпиндельная бабка
Содержит коробку скоростей, два промежуточных вала, связанных гитарой с коробкой подач. Шпиндельные подшипники отрегулированы заводом. Жесткость удовлетворительна, если вертикальная нагрузка 50 кгс, приложенная под фланец, вызывает смещение не более 0,001 мм.
Серии первых выпусков комплектовались: передняя опора – роликовый радиальный двухрядный подшипник 4 класса с коническим отверстием: 4-3182120. Задняя – шариковый радиально-упорный 5 класса: 5-46216Л. В поздних версиях заменены на роликовый радиально-упорный конический двухрядный 4-697920Л1, роликовый радиально-упорный с пружинами на наружном кольце 5-17716Л.
Внутри корпуса размещены трубки, распределительные лотки централизованной автоматической смазки. Масло И20 поступает к подшипникам шпинделя, передачам, подвижным шлицевым соединениям блоков.
Рис. 5. Развертка шпиндельной бабки
Коробка подач
Самостоятельный узел, расположенный над левой тумбой. Кинематика (см. 3.2). Агрегат вкупе с цепью увеличения шага, сменной гитарой обеспечивает 24 продольные / поперечные подачи.
Предусмотрена обработка прецизионной резьбы, минуя механику коробки, при отсоединенном винте. Запуск двигателя быстрого движения сопровождает автоматическое отключение ходового вала сработавшей муфтой свободного хода. С целью повышения долговечности опор везде применены подшипники качения. Смазка пар трения автоматическая, поливом, подвод масла от отдельного насоса.
Рис. 6. Разрез коробки
Фартук
Корпус содержит четыре пары кулачковых полумуфт, изготовленных за одно целое с шестернями. Сочетание включений обеспечивает прямые, обратные хода каретки, салазок суппорта. Половинка маточной гайки 62 при резьбонарезании подводится до сопряжения с профилем ходового винта.
Половинка маточной гайки 62 при резьбонарезании подводится до сопряжения с профилем ходового винта.
Блокировки предохраняют от одномоментного пуска ходового вала, винта, двух подач. Формируемая сила подачи настраивается гайкой 11 по динамометру. Конструкция узла отключения подачи гарантирует точность остановки по упору 50 мкм.
Рис. 7. Разрезы фартука
Суппорт
Крестовая компоновка позволяет реализовать продольное движение по направляющим станины, поперечный ход салазок по направляющим каретки. Пуск механической поперечной подачи отключает ручной штурвал 33.
Четырехпозиционный резцедержатель 43 установлен на резцовых салазках 9, перемещающихся вручную по направляющим поворотной части 10. Рукоятью 4 резцедержатель поворачивается, стабильно фиксируется с точностью 5 мкм. Сверху на салазках суппорта может устанавливаться задний держатель 6 для ускорения отрезных работ.
Рис. 8. Поперечный разрез суппорта
Задняя бабка
Отжатая бабка двигается вручную.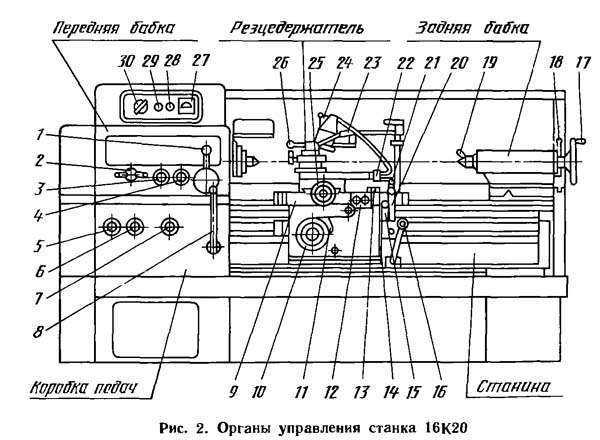 Закрепляется планкой 31, прижимающей плиту 28 к направляющим, при повороте на себя рычага 19, посаженного на эксцентрик 20, соединенный тягой 25 с планкой. Предусмотрен подвод воздуха для аэростатической подушки, уменьшающей потребное усилие смещения до 5 кгс, исключающей образование задиров.
Закрепляется планкой 31, прижимающей плиту 28 к направляющим, при повороте на себя рычага 19, посаженного на эксцентрик 20, соединенный тягой 25 с планкой. Предусмотрен подвод воздуха для аэростатической подушки, уменьшающей потребное усилие смещения до 5 кгс, исключающей образование задиров.
Вращение штурвала 12, надетого на винт 5, трансформируется гайкой 6 в движение пиноли 3. Выдвижение контролируют по шкале отсчета 11 с ценой штриха 0,1 мм, максимальный ход – 150 мм. Пиноль расточена под конус Морзе №5, блокируется рукояткой 48. Корпус 2 можно смещать поперек винтами 41 на ± 15 мм, обтачивая пологие конуса. Исходную соосность со шпинделем обеспечивает совмещение платиков А в одной плоскости.
Рис. 9. Бабка задняя
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУИзвините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Фрезерный
Подробное описание ЧПУ Heidenhain
ЧПУ Heidenhain, описание которых прилагается вместе с инструкцией по руководству, представляют собой профессиональные стойки, имеющие универсальную систему.
Фрезерный
Технические характеристики фрезерного станка ФСШ- 1
Техничиские характеристики станка ФСШ-1, выполнение работы по изготовлению погонных изделий из дерева. Применение в строительстве и мебельном производстве.
Лазерный
Изучаем работу лазерного станка с ЧПУ по дереву
Лазерный станок с ЧПУ по дереву используется во многих сферах производства. Поэтому важно знать его устройство, особенности, и преимущества.
Вопрос-Ответ
Функционирование и комплектация домашнего ЧПУ станка
Как функционирует и комплектуется домашний ЧПУ станок, специфика программного обеспечения и сферы, где он применяется. Имеет ли смысл приобретать данное оборудования для частного пользования и как сделать правильный выбор.
Имеет ли смысл приобретать данное оборудования для частного пользования и как сделать правильный выбор.
Вопрос-Ответ
Для чего нужен мониторинг ЧПУ станков
Что такое мониторинг работы станка с ЧПУ, и для чего он нужен. Технологии, виды систем мониторинга, рекомендации. Возможные причины простоя станков.
Вопрос-Ответ
Преимущества использования блока Mitsubishi для ЧПУ
Блоки ЧПУ Mitsubishi – система управления, повышающая производительность и качество работы станкового оборудования для обработки строительных материалов.
Вопрос-Ответ
Для чего нужен пульт управления в станках с ЧПУ
Надежную работу станка обеспечивают пульты для ЧПУ станка, они позволяет оператору дистанционно управлять процессом и контролировать состояние узлов станка.
Вопрос-Ответ
Что из себя представляет процесс нормирования наладочных работ на станках с ЧПУ
Помимо обработки деталей, подлежат нормированию наладочные работы на станках с ЧПУ. Это необходимо, чтобы при разработке технологических операций, предусмотреть и эти затраты времени.
Токарный
Все о приводном инструменте для токарных станков с ЧПУ
Приводные блоки для токарных станков с ЧПУ — это важная составляющая любой машины, они совершают большинство задач и делают агрегат универсальным.
Токарный
Виды и характеристики СОЖ для токарных станков, как сделать своими руками
СОЖ для токарных станков — жидкость, которая повышает эффективность работы токаря. В статье вы узнаете о видах и свойствах различных смазывающих жидкостей.
В статье вы узнаете о видах и свойствах различных смазывающих жидкостей.
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУИзвините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Фрезерный
Характеристики фрезерных станков по дереву, какой выбрать и как работать
Как классифицируются фрезерные станки по дереву, конструкция, выбор, специальные возможности обработки, советы по уходу за оборудованием. Техника безопасности.
Вопрос-Ответ
Проведение ремонта станков с ЧПУ
Ремонт станков с ЧПУ – комплекс работ, направленных на восстановление исправного состояния станочных приборов с числовым программным управлением.
Токарный
Технические параметры, виды и сборка своими руками токарных станков по дереву
Токарные станки по дереву и его особенности, технические характеристики. Виды, конструктивные элементы, требования к станкам. Сборка своими руками.
Виды, конструктивные элементы, требования к станкам. Сборка своими руками.
Фрезерный
Основные технические показатели и конструкция вертикально-фрезерного станка 6т12
Технические показатели и преимущества станка 6т12. Расположение составных частей. Кинематическая и электрическая схема. Эксплуатация. Техника безопасности.
Вопрос-Ответ
Шаговой двигатель для ЧПУ: как определиться с выбором?
Шаговый двигатель понадобится любому человеку, который собрался самостоятельно собрать станок с ЧПУ. Главное – заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ.
Вопрос-Ответ
Сборка направляющих и кареток для ЧПУ станка своими руками
Собирая станок с ЧПУ своими руками и определяясь с его комплектующими, важно правильно подобрать направляющие и каретки, которые по ним передвигаются. От этого зависит стабильная работа устройства и точность обработки.
Фрезерный
Конструкция и применение портального фрезерного станка с ЧПУ
Портальный фрезерный ЧПУ станок – это оборудование, предназначенное для выполнения, таких задач как сверление, рельефное и плоскостное фрезерование и др.
Токарный
Обработка валов в центрах на станках с ЧПУ
Повышение качества и производительности изготовления обеспечивают станки с ЧПУ для обработки валов в центрах, отличающиеся функциональностью и надежностью.
Токарный
Возможности, технические характеристики и схемы токарного станка 1А616
Применение токарного станка 1А616, технические характеристики. Подробные схемы, функциональные возможносты. Правила эксплуатации и техника безопасности.
Токарный
Технические характеристики токарно-винторезного станка ТВ-3, схемы
Токарный винторезный станок ТВ 3 — технические характеристики и параметры. Конструктивные узлы и их особенности. Сфера применения винторезного станка ТВ 3.
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУИзвините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Вопрос-Ответ
Что из себя представляет процесс нормирования наладочных работ на станках с ЧПУ
Помимо обработки деталей, подлежат нормированию наладочные работы на станках с ЧПУ. Это необходимо, чтобы при разработке технологических операций, предусмотреть и эти затраты времени.
Токарный
Разновидности, принцип работы и характеристика токарных работ по дереву
Токарные работы по дереву: виды и особенности. Разновидности токарного оборудования, описание. Виды резцов, приемы токаря. Этапы работы с деревом на станке.
Токарный
Общая информация о станке 16А20Ф3 с ЧПУ
Данный станок имеет огромное число преимуществ, которые обеспечивают удобное пользование станком, а также делает работу, выполняемую на нем, эффективной.
Плазменный
О специальных программах плазмы ЧПУ для создания чертежей
Работа облегчается с программами для плазмы, создание чертежей проходит быстрее. Главное — правильно задать параметры и разобраться, как работает технология.
Главное — правильно задать параметры и разобраться, как работает технология.
Вопрос-Ответ
Проблема подключения к системе ЧПУ станка через LPT
Проблема подключения ЧПУ станка к LPT — трудности, возникающие при подключении станочного оборудования с ЧПУ к компьютерным устройствам через LPT-порт.
Вопрос-Ответ
Производство и проектирование новых станков с ЧПУ
Производство и проектирование станков с ЧПУ – процесс разработки и изготовления жестких приборов, предназначенных для выполнения различных работ.
Фрезерный
Как устроены мини станки с ЧПУ для дома?
Принцип работы мини фрезерных станков. Какими возможностями обладают мини станки с ЧПУ для дома?
Какими возможностями обладают мини станки с ЧПУ для дома?
Вопрос-Ответ
Как и где можно пройти обучение для программирования ЧПУ станков
Где производится обучение программированию ЧПУ станков? Чему должны научить ? Какие перспективы после прохождения обучения? Ответы на эти и другие актуальные вопросы найдете в статье.
Вопрос-Ответ
О корректировке инструментов в станках ЧПУ
Вся процедура обработки изделий, выполняемая станками ЧПУ, проходит под контролем оператора, обязанностью которого является корректировка инструмента в ЧПУ.
Вопрос-Ответ
Как происходит генерирование кодов для станков с ЧПУ
Программа для генерирования кодов: для чего нужна и как составляется, разновидности подобных систем и почему для написания программ лучше использовать ПК.
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУИзвините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Токарный
Технические параметры, виды и сборка своими руками токарных станков по дереву
Токарные станки по дереву и его особенности, технические характеристики. Виды, конструктивные элементы, требования к станкам. Сборка своими руками.
Вопрос-Ответ
Характеристика и описание программы для управления ЧПУ станком Mach4
Mach4 программа для управления ЧПУ станками – программа, предназначенная для автономного контроля за станочным оборудованием с ЧПУ.
Фрезерный
Особенности и технические характеристики станка 6М12П
О станке 6М12П: производитель, назначение, габариты. Расположение органов управления, перечень составных частей, электрическая и кинематическая схема.
Расположение органов управления, перечень составных частей, электрическая и кинематическая схема.
Фрезерный
Что из себя представляют фрезерные станки с ЧПУ
Самым распространенным является трехосевой фрезерный станок с ЧПУ, и он очень похож на вертикальный фрезерный автомат. Все перемещения оси контролируются.
Вопрос-Ответ
Особенности профессии оператора станков с ЧПУ
Статья посвящена профессии оператор станков с ЧПУ. Вы узнаете специфику работы операторов и наладчиков, перечь их обязанностей, а также необходимых знаний и навыков для получения квалификации.
Вопрос-Ответ
Составление электрических схем для станков с ЧПУ
Собрав механическую часть станка, для умельца наиболее сложным моментом останется блок управления ЧПУ с приводами и ШД, который надо грамотно укомплектовать и затем смонтировать по схемам.
Фрезерный
Как работает 3d фрезерный станок с ЧПУ?
Конструкция 3д фрезерного станка с ЧПУ. Разновидности оборудования. Как влияют важные элементы конструкции 3d станка на обработку?
Токарный
Технические характеристики, классификация и конструкция токарного кулачкового патрона
Патрон токарный кулачковый: описание, схема. Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Фрезерный
Отличия обработки алюминия на станках ЧПУ
Принципиально важные отличия оборудования ЧПУ по алюминию от тех многих устройств, которые обрабатывают дерево или пластмассу, надо знать и учитывать в работе всем, кто их эксплуатирует.
Лазерный
Изготовление ЧПУ станка из CD-ROM своими руками
Изготовить собственноручно ЧПУ из CD-ROM – вполне реально. Достаточно иметь необходимый багаж знаний, набор комплектующих, немного старания и терпения. И самодельный станок послужит своему конструктору не один год.
Технические характеристики токарно-винторезного станка 16к25
Содержание
- 1 Инструкция по эксплуатации
- 2 Схема кинематическая
- 2.1 Обороты
- 2.2 Подачи
- 3 Основные технические характеристики
- 3.1 Типоразмеры
- 3.2 Механика привода
- 3.3 Шпиндель
- 3.4 Суппорт
- 3.5 Верхние салазки, резцедержатель
- 3.6 Показатели обработки
- 4 Краткая история серии
- 5 Назначение, функциональные возможности
- 5.1 Технические характеристики
- 6 Токарно винторезный станок Б16Д25
- 6.
 1 Дополнительная комплектация станка Б16Д25:
1 Дополнительная комплектация станка Б16Д25: - 6.2 Возможны конструктивные исполнения узлов станка Б16Д25:
- 6.3 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОКАРНОГО СТАНКА Б16Д25, Б16Д25-01, Б16Д25-02
- 6.
- 7 Техника безопасности
- 8 Конструкция станка
- 8.1 Габариты токарно-винторезного станка 16К20
- 8.2 Шпиндель
- 8.3 Шпиндельная бабка
- 8.4 Фартук
- 8.5 Суппорт
- 8.6 Задняя бабка
- 9 Конструкция
- 10 Схема электрическая принципиальная
- 10.1 Суппорт токарно-винторезного станка 16к20
Инструкция по эксплуатации
Инструкция по эксплуатации станка включает полные данные о доступных регулировках параметров выполняемых операций и включена в документацию к оборудованию. Общие правила использования 16к20 включают свод требований к персоналу и особенности применения установки.
- К работе не допускается персонал без достаточной квалификации, не обладающий специальностью, не сдавший экзамен по технике безопасности проведения работ.

- При работе на станке, во избежание травматизма, должен использоваться комплект спецодежды, включающий брюки, спецовку с длинным рукавом и плотно застегиваемыми манжетами, берет и очки. Свисающие части одежды и пряди волос — запрещены.
- Нельзя близко наклоняться к зоне обработки.
- Перед тестовым пуском станка нужно проверить состояние заземления, питающего кабеля, функциональность УЗО, состояние вилки включения.
- Не допускается эксплуатация станка, если температура в помещении ниже 10 градусов Цельсия.
- Не допускается работа станка в помещениях, где воздух содержит большое количество абразивных частиц или окалины.
- При работе с чугунными деталями и заготовками (при их количестве выше 20% от общего числа назначенных в наряде на смену), чтобы избежать повышенного износа оборудования, рекомендуется смазывать трущиеся части через малые интервалы, особенно — элементы направляющих.
- Чтобы сохранить стабильность показателей точности при обработке больших партий деталей, рекомендуется проводить чистовые и черновые операции на разных экземплярах станка и не менять назначение единиц оборудования.

Если следовать требованиям по размещению и тонкостям использования оборудования — станок 16к20 способен проработать 10 лет между капитальными ремонтами, при условии его использования в 2 смены.
После окончания работ, персоналу необходимо убрать остатки стружки, грязь, следы смазки со всех поверхностей станка, привести рабочее место в надлежащее состояние.
Схема кинематическая
Для точности разделим схему на составляющие.
Обороты
Входной вал II коробки скоростей получает крутящий момент от шкива 3, связанного поликлиновым ремнем со шкивом 2, насаженным на конец ротора электродвигателя М1. Сторона вращения шпинделя V задается включенным фрикционом сдвоенной муфты 6.
При сжатии левых дисков реализуются прямые обороты. Момент передается через колесо 4 (5) двухвенцовому блоку (8,9), далее трехвенцовый блок (13, 14, 15) сопрягается с одной из шестерен 10, 11, 12, шпиндельный двойной блок (21, 22) с колесами 18, 19 соответственно.
Перебор задействуют, смещая шпиндельный блок вправо. Цепь от вала IV к V замыкается посредством блока (23, 24), зацепляемого с колесом 16 или 17, пары 25–27. Разное положение блоков: (8, 9), (13, 14, 15), (21, 22) дает 12 частот на шпинделе, еще 12 – получают с помощью перебора.
Цепь от вала IV к V замыкается посредством блока (23, 24), зацепляемого с колесом 16 или 17, пары 25–27. Разное положение блоков: (8, 9), (13, 14, 15), (21, 22) дает 12 частот на шпинделе, еще 12 – получают с помощью перебора.
При сжатии правых дисков муфты 6 соединяются валы II, III посредством промежуточных паразитных шестерен 28, 29, изменяющих направление оборотов на обратное. Далее кинематика идентична прямым оборотам.
Рис. 4. Кинематика
Подачи
Каждому из четырех возможных движений суппорта соответствует своя кинематическая ветвь: продольной, поперечной подач, винторезная, быстрого хода. Вал VIII получает момент со шпинделя посредством передачи 20–32 или узла увеличения шага (перебора), связанных колес 16, 33. От реверсивного механизма, содержащего неподвижные колеса 30, 31; паразитное – 34, подвижное – 35; через гитару (a, b, c, d) сообщается момент приемному валу X механизма подач.
Переключая муфты в различном сочетании с зубчатыми блоками, изменяют обороты конечного вала XV коробки подач. Он передает движение ходовому валу XVI или винту 61. Первый вариант получают за счет двух зубчатых пар, смонтированных на подшипниках, обгонной муфты 67, неподвижных соединенных колес 68, 64. Во втором случае XV, 61 связывает муфта 60.
Он передает движение ходовому валу XVI или винту 61. Первый вариант получают за счет двух зубчатых пар, смонтированных на подшипниках, обгонной муфты 67, неподвижных соединенных колес 68, 64. Во втором случае XV, 61 связывает муфта 60.
Вращение ходового винта 61 преобразовывается маточной гайкой, смонтированной внутри фартука, в прямолинейное движение каретки. Комбинируя переключения муфт, блоков коробки подач, устанавливают необходимый шаг. Часть диапазона получают за счет настройки гитары, отключив коробку муфтами 60, 116.
Вал XVII механизма фартука получает движение от ходового вала со скользящей шестерней 65,по цепочке 69 – 70 – 71, муфта 72, червяк 73, связанный с колесом 74. Замыканием кулачковых полумуфт 77, 84 задают направление вращения XVIII с колесом 94. Последнее, перекатываясь по статичной рейке 95, реализует прямолинейное движение каретки. Муфты 87, 90, связывая вал XVII с винтом 97, обеспечивают подключение подачи, реверс поперечных салазок.
Вращение ходового вала, полученное от двигателя 113 через ременную пару, преобразуется в ускоренный ход каретки. Благодаря обгонной муфте 67 движение может происходить при отсоединенной коробке. Винтами 97, 109, вручную перемещают поперечные, верхние салазки, вращая – 112, выдвигают пиноль.
Благодаря обгонной муфте 67 движение может происходить при отсоединенной коробке. Винтами 97, 109, вручную перемещают поперечные, верхние салазки, вращая – 112, выдвигают пиноль.
Основные технические характеристики
Рассмотрим более подробно каждую характеристику.
Типоразмеры
Токарно винторезный изготовляли 4-х межцентровых длин L: 2000, 1400, 1000, 710 мм. Центра отстоят на 250 мм от плоских направляющих станины.
Габариты представителей ряда L, мм:
- длина – 3795 / 3195 / 2795 / 2505;
- ширина – 1240;
- высота – 1500.
Вес ряда L: 3775, 3315, 3095, 2925 кг.
Механика привода
Интервал оборотов, об/мин:
- прямых – 12,5 – 1600; 24 ступени (2 дублируются), φ = 1,26;
- обратных – 19 – 1900; 11 ступеней.
Интервал подач, мм/об:
- продольных – 0,05 – 2,8;
- поперечных – 0,025 – 1,
Сила подачи, допустимая по прочности, кгс:
- продольная на резцовой державке / упоре – 600 / 800;
- поперечная на резцовой державке / упоре – 360 / 460.

Мощность главного электродвигателя – 11 кВт.
Шпиндель
Присоединительные базы вала по ГОСТ 12593-72 – 6К, прочие сведения содержит рис. 1.
Рис. 1. Шпиндель, размеры присоединений
Суппорт
Предельные хода, мм:
- продольный – 1935 / 1335 / 935 / 645, сообразно L;
- поперечный – 300.
Цена штриха шкалы штурвала, мм:
- каретки – 1 мм;
- поперечных салазок – 0,05 мм на диаметр.
Ускоренный ход, мм/мин:
- каретки – 3800;
- поперечных салазок – 1900.
Наибольшая допускаемая скорость движения, работая по упорам – 250 мм/мин; наименьшая допускаемая продольная скорость – 10 мм/мин.
Верхние салазки, резцедержатель
Ход салазок, мм:
- полный – 150;
- на деление шкалы – 0,05
Поворот градусов:
- полный ± 90;
- на деление шкалы – 1.
Фиксируемых положений резцедержки (закрепленных инструментов) – 4. Сечение державок – 25×25 мм.
Сечение державок – 25×25 мм.
Показатели обработки
Предельный диаметр заготовки, мм:
- над станиной – 500 мм;
- над салазками – 290 мм;
- прутка в центральном отверстии – 50 мм.
Максимальная длина обточки (межцентровая): 1930, 1330, 930, 640 мм, соответственно L. Предельный вес изделия, кг:
- в патроне – 300;
- в центрах – 3775, 3315, 3095, 2925, сообразно L.
Оборудование укомплектовано съемными шестернями, которые устанавливают для обработки перечня резьб, приведенных на табличке панели бабки. Возможно нарезание профилей шагом:
- метрических – 0,5 – 112 мм;
- дюймовых – 56 – 0,5 ниток на дюйм;
- модульных – 0,5 – 112 модуля;
- питчевых – 56 – 0,5 питча.
Точность оценивают, измеряя проточенные образцы. Контролируют постоянство диаметрального сечения, плоскостность торца, равномерность шага нарезанной резьбы. Для класса Н отклонения формы образцов не более: овальность – 6 мкм; конусность – 6 мкм / 100 мм; плоскостность – 12 мкм / 300 мм (только вогнутость).
Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
Назначение, функциональные возможности
16К20 производился Московским станкостроительным заводом «Красный Пролетарий» в период с 1971 по 1986 год. Это одна из наиболее удачных моделей советского станкостроительства, которая стала основой множества модификаций, таких как 16К25, 16К20М, 16К20М и более современных версий с ЧПУ управлением — станок 16К20ФЗ, 16А20Ф3, 16К20Т1.
Данный агрегат способен выполнять следующие технические операции:
- обточка;
- расточка;
- подрезка торцов;
- сверление;
- развертывание;
- зенкерование;
- нарезание резьб (метрической, модульной, питчевой, дюймовой).

Среди эксплуатационных преимуществ данного агрегата в сравнении с тогдашними аналогами выделим надежность, точность обработки, простоту обслуживания, выносливость и высокую производительность.
Общий вид станка 16К20
Универсальный станок 16К20 обладает следующими характерными особенностями:
- жесткую конструкцию станины, которая имеет коробчатую форму и стоит на основании в виде монолитной плиты, станина укомплектована направляющими из каленой стали;
- возможность фиксации обрабатываемых заготовок в патроне либо в центрах;
- усиленная конструкция резцедержателя, обеспечивающая максимально надежную фиксацию рабочего инструмента;
- установленный на прецизионных подшипниках качения шпиндель;
- оснастка множеством ограничительных и блокирующих механизмов, за счет которых достигается безопасность работы;
- наличие масштабных линеек с визирами, дающих возможность оператору выставить резцовые салазки предельно точно;
- комплектация устройством отключения подачи суппорта.

Советскими предприятиями производились аналоги данной модели, наиболее распространенными из которых являются: ЖА-805, МК6058, КА-280 и 16ВТ20. к меню
Технические характеристики
Рассмотрим основные параметры токарного станка 16К20:
- группа точности (в соответствии с ГОСТ №8-82) — Н;
- максимальные диаметры обработки: над станиной — 400 мм, над суппортом — 220 мм;
- высота центров над направляющими — 215 мм;
- длина обрабатываемых деталей при установке в центрах: от 710 до 2000 мм;
- расстояние от центров до резцедержателя — до 225 мм;
- вес обрабатываемых заготовок: в центре — до 130 кг, в патроне — до 200 кг.
Параметры шпиндельного узла 16К20:
- диаметр отверстия — 52 мм;
- диаметр прутка — 50 мм;
- частота вращения шпинделя — от 12 до 1600 об, на реверсном ходу — от 19 до 1900 об/мин;
- количество скоростей шпинделя: на прямом ходу — 22, на реверсном — 11;
- тип конуса шпинделя — Морзе 6К;
- тип конца шпинделя — 6К;
- фланец шпинделя — Ø170;
- максимальный крутящий момент — 1000 Нм.

Конструкция станка 16К20
Параметры подачи:
- длина перемещений: продольного — от 646 до 1935 мм, поперечного — 300 мм;
- скорость перемещений: продольного — 3800, поперечного — 1900 мм/мин;
- диапазон подач: продольных — от 0.05 до 2.9, поперечных — 0.025 до 1.4 мм/об;
- количество подач в обеих направлениях — 42;
- максимальные усилия подачи: продольной — 5584, поперечно — 3530 Н.
Параметры резцовых салазок:
- длина перемещения салазок — 150 мм;
- шаг перемещение на одно деление — 0.05 мм;
- угол поворота — до 90 градусов;
- сечение фиксатора резца — 25*25 мм;
- количество резцов в одной салазке — 4 шт.
Параметры задней бабки:
- тип конуса бабки — Морзе 5;
- максимальное перемещение пиноли — 150 мм;
- шаг перемещения бабки на 1 деление лимба — 0.1;
- величина смещения бабки в поперечном направлении — 15 мм.
На станок установлены 3 электродвигателя: основной — мощностью 11 кВт, мотор насоса подачи СОЖ — 0. 125 кВт и привод быстрой подачи шпинделя — 0.12 кВт. Габариты 16К20 составляют 279*119*150 см, полный вес агрегата — 3010 кг. к меню
125 кВт и привод быстрой подачи шпинделя — 0.12 кВт. Габариты 16К20 составляют 279*119*150 см, полный вес агрегата — 3010 кг. к меню
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Это интересно: Технология лазерной резки металла — освещаем суть
Токарно винторезный станок Б16Д25
Токарно винторезный станок Б16Д25 нормальной и повышенной точности предназначен для выполнения разнообразных токарно-винторезных работ по черным материалам, включая точение конусов и нарезание метрической, модульной, дюймовой и питчевой резьб.
Жесткая конструкция станков, высокий предел чисел оборотов в минуту (2000 об./мин.) дают возможность использовать их как скоростные станки с применением резцов из быстрорежущей стали и твердых сплавов.
Станки имеют устройство для ускоренного перемещения каретки и поперечных салазок суппорта, благодаря чему время на обработку детали сокращается в 1,5 раза.
Дополнительная комплектация станка Б16Д25:
- люнет подвижный (20-110 мм),
- люнет неподвижный (30-160 мм),
- конусная линейка,
- комплект запасных сменных зубчатых колес,
- патрон четырехкулачковый, трехкулачковый, УЦИ,
- оснастка для обработки сфер, центр вращающийся.

Возможны конструктивные исполнения узлов станка Б16Д25:
- вариант исполнения суппорта с приводом на верхние салазки,
- коробка подач исполнения, позволяющего производить нарезку резьб 11 и 19 ниток на дюйм без смены шестерен гитары,
- фартук с приводом ускоренного перемещения каретки и суппорта.
Станок снят с производства.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОКАРНОГО СТАНКА Б16Д25, Б16Д25-01, Б16Д25-02
| Класс точности станка по ГОСТ 8-82 | Н П | Н П | Н П |
| Наибольший диаметр обрабатываемого изделия: | |||
| — над станиной, мм | 500 | 500 | 500 |
| — над суппортом, мм | 290 | 290 | 290 |
| Наибольшая длина обрабатываемого изделия, мм | 1000 | 1500 | 2000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 63 | 63 | 63 |
| Высота резца, мм | 25 | 25 | 25 |
| Количество скоростей шпинделя | 27 | 27 | 27 |
| Количество скоростей, переключаемых без остановки шпинделя | 9 | 9 | 9 |
Скорость быстрых перемещений суппорта, мм/мин. : : | |||
| — продольных | 4000 | 4000 | 4000 |
| — поперечных | 2000 | 2000 | 2000 |
| Шаги нарезаемых резьб: | |||
| — метрических, мм | 0,2 — 224 | 0,2 — 224 | 0,2 — 224 |
| — модульных, модуль | 0,5 — 112 | 0,5 — 112 | 0,5 — 112 |
| — дюймовых, число ниток на 1// | 112 — 0,125 | 112 — 0,125 | 112 — 0,125 |
| Габаритные размеры станка: | |||
| — длина, мм | 2880 | 3300 | 3880 |
| — ширина, мм | 1320 | 1320 | 1320 |
| — высота, мм | 1605 | 1605 | 1605 |
| Род тока питания сети | Переменный трехфазный | ||
| Напряжение, В | 380 | 380 | 380 |
| Частота тока, Гц | 50 | 50 | 50 |
| Количество электродвигателей (с электронасосом) | 3 | 3 | 3 |
| Электродвигатель главного движения | |||
| — мощность, кВт | 11 | 11 | 11 |
| — номинальная частота вращения, мин-1 | 1500 | 1500 | 1500 |
| Электродвигатель быстрых перемещений | |||
| — мощность, кВт | 0,75 | 0,75 | 0,75 |
| — номинальная частота вращения, мин-1 | 1500 | 1500 | 1500 |
| Электродвигатель насоса охлаждения | |||
| — мощность, кВт | 0,125 | 0,125 | 0,125 |
| — частота вращения, мин-1 | 2800 | 2800 | 2800 |
— подача насоса, л/мин. | 22 | 22 | 22 |
| Суммарная мощность всех электродвигателей, кВт | 11,875 | 11,875 | 11,875 |
Автоматическая коробка передач АКП Б16Д25 080.Автоматическая коробка передач применяется в главном приводе металлорежущих станков и предназначена для главного переключения частот вращения шпинделя в процессе резания в широком диапазоне с постоянной мощностью.Привод АКП осуществляется от нерегулируемого или регулируемого электродвигателя.
| Номинальный нагрузочный момент на входном валу, Нм, не менее | 100 |
| Предел частоты вращения выходного вала, мин-1 | 125 — 2000 |
| Номинальная частота вращения, мин-1 | 1000 |
| Количество прямых передач | 9 |
| Коэффициент ряда частот вращения выходного вала | 1,41 |
| Время разгона выходного вала на высшую ступень частоты вращения, сек., не более | 2,5 |
Время торможения с высшей частоты вращения до остановки, сек. , не более , не более | 2,0 |
| Напряжение цепей управления электромагнитными муфтами, В (ток постоянный) | 243,0 |
| Отклонение фактической частоты вращения от номинальной, % | 4,0 |
Отзывов пока нет, но ваш может быть первым. Оставить отзыв
Компания-изготовитель оставляет за собой право на изменение комплектации и места производства товара без уведомления!
Обращаем Ваше внимание на то, что информация на сайте не является публичной офертой!
Техника безопасности
- Осуществлять работу исключительно на винторезных машинах, к которым есть допуск, и исполнять только требуемую работу.
- Сосредоточиться на работе, не прерываясь на ненужные дела и разговоры, не мешать другим работникам.
- Не опираться на функционирующую токарную машину и не давать другим сделать такое действие.
- Не давать разрешение на свое место лицам, не имеющим отношения к конкретной работе. Без санкции мастера не доверять машину другому работнику.

- Увидев несоблюдение правил другим оператором, сделать ему предупреждение об обязательности соблюдать положения инструкции.
- В течение ремонтных работ станка и пусковых механизмов на нем необходимо вывешивать плакат: «Не запускать – ремонт».
- Запрещено производить работу на неисправном и не имеющем требуемых ограждений токарном станке, а также ремонтировать и переделывать машину самому.
- О любом происшествии незамедлительно информировать мастера и пойти в медпункт.
- Чтобы избежать происшествий, загрязнения и попадания стружки в устройства винторезного станка запрещено осуществлять обдув воздухом из шланга обтачиваемой поверхности и машины.
- Запрещено производить работу на токарной машине в рукавицах и перчатках, а также с перебинтованными пальцами без напальчников из резины.
- Размеры и вес обтачиваемого изделия должны отвечать требованиям техпаспорта токарной машины.
- Прочно и жестко крепить обтачиваемое изделие.

- При любом перебое подачи электрической энергии незамедлительно отключить оборудование.
- Если на металлических частях винторезной машины имеется напряжение (чувство тока), электромотор функционирует на 2 фазы (есть гудение), провод заземления оборванный, приостановить работу станка и незамедлительно сообщить мастеру о неисправности электрического оборудования.
- Использовать деревянную решетку и обеспечивать соответствующий уход за ней.
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Конструкция
Модель 16Б16КП была создана на базе выпускавшихся ранее станков 1А616 и 16Б16. Ее положительные характеристики основаны на конструкционных особенностях токарного станка:
- автоматическая коробка передач;
- плавная регулировка скорости резания;
- высокая точность обработки – прецизионный;
- в передней бабке установлено 2 перебора;
- резцедержатель четырехпозиционный с механизмом быстрого отвода;
- автоматический выбор оптимального режима резания благодаря наличию электрического привода на тиристорах.
Справка. Эргономика станка – удобство работы, была значительно улучшена. Токарь управлял всеми операциями, совершая минимум движений.
Токарь управлял всеми операциями, совершая минимум движений.
Передняя бабка:
Справа над станиной расположен самый сложный узел станка – передняя бабка. В ней размещаются узлы:
- коробка скоростей;
- коробка передач;
- шпиндельный узел;
- система смазки разбрызгиванием.
Масло одновременно смазывает и охлаждает шестерни, смывает с них грязь и металлическую пыль.
Важно!
Подшипники заполняются густой смазкой во время каждого профилактического осмотра.
Гитара:
Шестерни, расположенные на концах вала и винта, находятся внутри корпуса передней бабки и закрыты крышкой. Приводятся в движение клиноременной передачей. Набор шестерен зависит от типа нарезаемой резьбы.
Справка. При открывании крышки гитары во время работы станка срабатывает блокировка.
Суппорт:
Суппорт перемещается вдоль станка по направляющим станины. Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Салазки с резцедержателем движутся по направляющим в продольном и поперечном направлении. Одновременное включение подач в 2 перпендикулярных осях блокируется устройством на ручке управления.
Задняя бабка:
Находится справа на станине. К направляющим крепится прижимными планками и винтами. Внутри корпуса, в одной оси со шпинделем, установлена пиноль. Она перемещается вручную маховиком, расположенным сзади, и зажимается с помощью ручки.
Конус пиноли Морзе №2. В нем закрепляют:
- центра;
- сверла;
- зенкера;
- метчик для нарезки внутренней резьбы.
Передвигается задняя бабка по направляющим вручную. Фиксируется на месте планками, расположенными снизу. Они приводятся в рабочее состояние рычагом.
Во время наладки пиноль регулировочными винтами выставляется соосно шпинделю. Допустимое смещение составляет менее 0,01 мм.
Фартук:
Через фартук проходят ходовой вал станка и винт. Кулачковые муфты с коническими шестернями превращают крутящий момент в поступательное движение: прямой, обратный ход суппорта и каретки.
На фартуке находятся ручки управления суппортом, салазками, переключения режимов резания. Величина смещения инструмента относительно детали отсчитывается по делениям лимба и нониуса с точностью до 0,1 мм.
Запускается движения суппорта и салазок вперед и назад джойстиком. Его узел оборудован устройством блокировки одновременного включения рабочего хода в разных направлениях. При нажатии на кнопку в его рукоятке, включается быстрый ход.
По бокам фартука, над направляющей, установлены концевые выключатели. Дойдя до крайней точки, они срабатывают и останавливают суппорт.
Коробка подач:
Точный шаг при нарезании резьбы обеспечивает ходовой винт. Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Коробка передач:
Коробка передач расположена в нижней части передней бабки, под шпиндельным узлом. Она передает крутящий момент на приводной вал коробки подач.
Коробка скоростей:
Автоматическая коробка скоростей находится в задней части передней бабки. Она вращает шпиндель. Наличие в ней двух переборов: 1:4 и 1:16 увеличивает выбор числа оборотов обрабатываемой детали.
Принцип работы:
При нажатии кнопки «Пуск» включаются двигателя. Через кулачковые муфты крутящий момент передается на ведущий вал коробки передач. Он приводит в движение ходовой винт через коробку подач.
Через автоматическую коробку скоростей, передающую вращение с выходного вала коробки передач, приводится в движение шпиндель. Скорость его вращения регулируется ручкой на передней бабке. Она, в свою очередь, переключает шестерни переборов.
Кулачковые муфты, установленные в фартуке, передают суппорту движение. Одновременно с ним перемещается резцедержатель с инструментом.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-.
- F2 – Автомат АЕ-.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).

- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
Схема органов управления токарным станком
Суппорт токарно-винторезного станка 16к20
Суппорт — служит для установки режущего инструмента и сообщения ему движения подачи. Суппорт состоит (рис.4) из каретки продольного перемещения 4, поперечных салазок 5, по воротной части 6, резцовой каретки 7 с резцедержателем 8. Резцовая каретка может устанавливаться под углом к оси центров станка для обработки конических поверхностей.
С этим читают
- Характеристики вертикально-сверлильного станка 2н118
- Технические характеристики токарно-винторезного станка 1к625
- 6р81г станок консольно-фрезерный горизонтальный паспорт, схемы, описание, характеристики
- Токарный станок 16к20
- Обзор широкоуниверсального фрезерного станка 676, описание, паспорт
- Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Обзор токарного станка тв-320: технические характеристики и особенности
- Подробный обзор вертикального консольно-фрезерного станка 6р11
- Круглошлифовальный станок 3м151
Станок токарный 16Д25 (вариант 1) производства СССР. Шильдик, Фирменная бирка Табличка, Табличка с резьбой Название
Описание
Станок токарный 16Д25 (вариант 1) производства СССР. Фирменная табличка, табличка с именной биркой, таблица резьб.
Технические характеристики изделия (станок 16Д25 плиты, станок токарный 16Д25 шильды ):
Материал – алюминий 0,5мм.
Состояние – новый.
Печать – термотрансфер.
Производитель: Украина, компания «ШилдСервис».
Продукт прочный и устойчивый к маслам и растворителям, рассчитан на длительное использование.
Оплатить можно:
– Прямой банковский перевод
Оплата по счету. Счет будет отправлен на электронную почту, указанную при оформлении заказа.
— Банковский перевод Western Union (комиссия за транзакцию должна быть ниже по сравнению с прямым банковским переводом)
Описание машины
Разработчиком и изготовителем токарно-винторезного станка 16Д25 является Алма-Атинский станкостроительный завод, основанный в 1932 году как чугунолитейный завод №1 областного управления легкой промышленности.
С апреля 1942 года после слияния с эвакуированным из Луганска литейно-механическим заводом «20 лет Октября» стал называться Алма-Атинский механический завод N21 имени 20-летия Октябрьской революции Наркомата среднего машиностроения Здание СССР.
В 1945 году Станкостроительный завод имени В.И. 20 лет Октября.
Завод выпускал токарно-винторезные станки: 16Д20, 16Д20П, 16Д20ПФ1, ТВ16, 16Д25, 1Д95, 1Э95, 1М95.
Станки завода Алма-Атинский станкостроительный завод им. 20-летия Октября
-1Д95 — станок токарно-винторезный комбинированный Д до 400мм
-1Э95 — станок токарно-винторезный комбинированный Д до 400мм
-1М95-токарно-винторезный комбинированный Д до 500мм
-16Д20Д95-токарно-винторезный комбинированный Д до 400мм
-16Д25-станок токарно-винторезный комбинированный Д до 500мм
-16Э20 станок комбинированный Д до 400мм
16Д25 Станок токарно-винторезный Универсальный. Назначение и область применения
Производство станков серии 16Д25 начато на Алма-Атинском станкостроительном заводе им. В.И. 20 лет Октября 1986 года.
В.И. 20 лет Октября 1986 года.
Станки токарно-винторезные 16Д25 могут применяться в различных отраслях промышленности на всех видах операций по обработке различных материалов. Техническое обслуживание станков следует проводить с учетом специфики их эксплуатации.
Станок предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и шаговой резьбы. Заготовки устанавливаются в центры или патрон.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обрабатываемой поверхности В6б.
Отклонение от цилиндричности 7 мкм, конусность 20 мкм при длине 300 мм, отклонение от прямолинейности торцевой поверхности при диаметре 300 мм – 16 мкм.
Станок заменяет модель 1К62. По всем качественным показателям (производительность, точность, долговечность, надежность, простота обслуживания, безопасность труда и др.) он превосходит станок модели 1К62. На монолитное основание установлена жесткая коробчатая рама с закаленными шлифованными направляющими.
Шпиндель установлен на прецизионных подшипниках качения. На штативе имеются масштабные линейки с областями для удобства определения величины перемещения резца и поперечного суппорта во время работы. Новая конструкция стойки инструмента улучшает стабильность блокировки. Фартук станка оснащен оригинальным механизмом отключения подачи каретки, обеспечивающим высокую точность остановки на фиксированном упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на машине.
Станок наиболее целесообразно использовать в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства для отделочных и полуотделочных работ.
Станки 16Д25 выполнены на базе базовой модели 16Д20 с максимальной унификацией, имеют одинаковые кинематические схемы и унифицированную конструкцию:
16Д20 — базовая модель станка нормальной точности
16Д20П — станок повышенной точности
16Д20Г — станок нормальной точности с проточкой в станине
16Д25 — станок облегченный нормальной точности с увеличенным диаметром обработки
16Д25Г — станок облегченный нормальной точности с увеличенным диаметром обработки и с проточкой в станине
Различия в технических данных отражены в основных данных станка раздел.
Машины должны эксплуатироваться в закрытых отапливаемых помещениях климатических условий УХЛ4 для стран с умеренным климатом и 04 для стран с тропическим климатом по ГОСТ 15150-69.
Таблички к токарным станкам других моделей Вы можете посмотреть в разделе:
Шильдики на токарные станки различных производителей
Шильдики на токарные станки производства СССР0 в СССР
Шильдики, таблицы ступеней для сверлильных станков производства СССР
Паспорта, электрические схемы, принципиальные схемы, техническая документация на электрооборудование металлорежущих станков shram.kiev.ua
Одной из самых больших проблем при эксплуатации электрооборудования на промышленных предприятиях в наше время является отсутствие технической документации и схем на обслуживаемый парк станков старого типа.
По большей части эксплуатация и ремонт электрооборудования станков производится без схем и паспортов на станок, где-то по памяти и на собственном опыте, где-то «методом тыка», а где-то вообще, как надо. Но поколения меняются, старые работники уходят, а молодежи просто не на что опереться.
Но поколения меняются, старые работники уходят, а молодежи просто не на что опереться.
Время простоя оборудования в случае поломки очень часто сильно увеличивается просто потому, что найти и устранить неисправность без электрической цепи перед глазами гораздо сложнее, чем при наличии полного заводского паспорта на оборудование. Но где теперь найти эти паспорта? Многие машины уже эксплуатируются по 30-40 лет. И очень часто вся техническая документация на них была давно утеряна.
А ведь выход есть. На данный момент у меня около 100 комплектов электронных копий самых распространенных моделей металлорежущих станков.
Теперь вся моя техническая документация по металлорежущим станкам доступна для бесплатного скачивания в полном объеме. Просто у меня был нормальный интернет, свободное время и, соответственно, возможность выкладывать все это добро на файлообменник.
Все файлы сканы с реальных паспортов на оборудование, в виде картинок в формате jpg.
Все ксерокопии паспортов машин на каждую модель содержат:
1. Основные технические характеристики (техническое описание) машины.
2. Цепь представляет собой электрическую цепь.
3. Схема электроустановки.
4. Описание работы принципиальной схемы.
5. Состав электрооборудования с техническими характеристиками.
Например, в паспорте гидрофицированного долбежного станка 7М430 указаны: общий вид станка, назначение и объем станка, распаковка и транспортировка станка, общий вид станка с обозначением органов управления, основные данные машины, краткое описание устройства и работы машины, схемы электрооборудования машины), спецификация электрооборудования, характеристики электродвигателей, инструкция по обслуживанию электрооборудования машины, схема электрическая принципиальная, схема электроустановки.
Все паспорта станков я разбил на отдельные группы и упаковал в 8 zip-архивов.
Скачать все архивы с файлообменника на narod.ru
Полный список паспортов металлорежущих станков и ссылки на архивы
Паспорта станков:
Станок токарно-винторезный модели 1624М (без электрической схемы)
Станок токарный токарно-винторезный модели 6А125
Станок токарно-винторезный универсальный 16Б16П (САМАТ 400) — (без электрической схемы и перечня электрооборудования)
Пинк-пленки 1В62G (16В20)
Токарный станок с вырезанием винтов 16D20 (16D20P, 16D20G, 16D25, 16D25G)
. Станок токарно-отрезной 16К20П
Станок токарно-винторезный 16К25
Автомат револьверно-револьверный одношпиндельный барный модели 1Б140 (1Б125)
Автомат токарный многошпиндельный модель 1Б240-6 (1Б240-6К) — (без схемы)
Токарно-винторезный станок модель 1В62Г
Станок токарно-винторезный универсальный модель 1К62
Станок токарно-винторезный модель 1К625
Станок токарно-винторезный модель 1К62Д
Станок токарно-винторезный универсальный модель 1К62 Станок токарно-винторезный 1М63
Станок токарно-винторезный 1М63Д (без схемы)
Станок токарно-винторезный Модель 1М63МФ101
Станок токарный 1Н318
Станок револьверный модели 1П365 (1П371)
Станок токарный ГС526У
Станок токарно-винторезный специализированный модели ИТ-1М (ИТ-1ГМ)
Станок токарно-винторезный повышенной точности СА564С100
Станок токарно-винторезный модели ТВ-320 (без схемы)
Винт специальный -токарно-отрезной станок повышенной точности модели ФТ-11М
скачать архив с паспортами токарных станков
Станки токарные моделей 1П365 (371), 16А25, 16Б16П, 16Б20, 16Д20 (П, Г, 25,25Г), 16Е20, 16К20, 16К20Г, 16К20П, 16К25: скачать архив с паспортами станков
Станки токарные моделей 1516Ф3-ФАГОР-8035, 1624М, ГС526У, ИТ-1М (ГМ), ЛТ-10(11), СА564С100, СА564С150-02, ТВ-320, ФТ-11М : скачать архив с паспортами станков
Паспорта станков буровых:
Станок вертикально-сверлильный универсальный 2А125
Станок вертикально-сверлильный модель 2Г125
Станок радиально-сверлильный 2К52-1
Станок радиально-сверлильный 2К522
Станок радиально-сверлильный легкий 2ЛУ3У
Станок радиально-сверлильный модель 2М55
Станок радиально-сверлильный модель 2М57 (без схемы вертикал-2)
2 Станок сверлильный (18х2) 9012 схема подключения)
Вертикально-сверлильный станок 2х225
Вертикально-сверлильный станок 2х225
Вертикально-сверлильный станок GS2116
Радиально-сверлильный станок модель GS545
Станки буровые моделей 2А125, 2Г125, 2К52-1, 2К522, 2К552-2, 2Л53У, 2М55, 2М57: скачать архив с паспортами станков буровых
Станки сверлильные моделей 2Н118-1, 2Н125 (135,150), 2Н150, 2С150, ГС545, ГС2112, ГС2116 (508), ГС 520, долбежные 7М430: скачать архив с паспортами сверлильных станков
Паспорта станков фрезерных:
Станок настольно-сверлильно-фрезерный. Модель 520
Модель 520
Инструмент инструментальный широкоуниверсальный фрезерный повышенной точности модель 675ПФ1
Milling machine wide-universal tool model 67K25 OL
Milling machine 6А23
Milling machine 6Е416 (without assembly diagram)
Console-milling machine 6M82 (6M82G, 6M82GB)
Milling machine 6Н81 (6Н81Г)
Vertical cantilever -станок фрезерный 6Р12 (без схемы, только с креплением)
Станок консольно-фрезерный 6Р81 (6Р81Г, 6Р81Ш, 6Р811)
Станок консольно-фрезерный общего назначения 6Р82 (6Р82Г)
Станок консольно-фрезерный общего назначения 6Р83 (6Р83Г, 6Р83Ш)
Станок консольно-фрезерный 6Т12-1 (6Т13-1)
Станок консольно-фрезерный ФА5В
Станок фрезерный консольный специализированный ВМ127 Станок консольно-фрезерный специализированный ВМ127 Станок консольно-фрезерный 9012
Станок деревообрабатывающий фрезерный ВФК-2
Станок фрезерный специализированный ОФ-55
Станок карусельно-фрезерный УФ0803
Станки фрезерные моделей 6А23, 6Е416, 6М82 (Г, ГБ), 6Н81 (Г), 6Р1121, 6Р112 , 13,13Б), 6Р81 (81Г, Ш, 11), 6Р82, 6Р83: скачать архив с паспортами фрезерных станков
Станки фрезерные моделей 6Т12-1 (13-1), 67К25ПР, 675ПФ1, ФА5Б, БМ127, БМ127М, ВФК-2, ГФ2171С5, ОФ-55, УФ0803: скачать архив с паспортами фрезерных станков
Паспорта шлифовальных станков:
Станок внутришлифовальный модель 3225 (3225П)
Станок круглошлифовальный универсальный модель 3В12 (без схемы)
Станок круглошлифовальный модель 3А151 (3А161) -1 (без схемы)
Станок плоскошлифовальный 3Е711В
Станок универсально-шлифовальный 3Е642
Станок круглошлифовальный универсальный 3К12
Станок шлифовально-полировальный ШПА-500 (без схемы) 3Е710В-1, 3Е711В, 3К12, 3К225В (227В), 3225, ШПА-500: скачать архив с паспортами шлифовальных станков
Вашим друзьям не лишним будет узнать эту информацию, поделитесь с ними своей статьей!
Токарное нарезание резьбы – Производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Определите глубину подачи.
• Опишите, как правильно нарезать резьбу.
• Объясните, как рассчитать шаг, глубину и внутренний диаметр, ширину плоскости.
• Опишите, как установить правильные обороты.
• Опишите, как правильно настроить быстросменный редуктор.
• Опишите, как правильно установить составной люнет.
• Опишите, как установить правильную насадку.
• Опишите, как установить нулевое значение для компаунда и перекрестной подачи на обоих циферблатах.
• Опишите операцию нарезания резьбы.
• Опишите развертывание.
• Опишите, как заточить насадку инструмента.
Нарезание резьбы на токарном станке — это процесс, при котором на заготовке образуется спиральный гребень одинакового сечения. Это выполняется путем выполнения последовательных надрезов резьбонарезным инструментом той же формы, что и требуемая форма резьбы.
Практическое упражнение:
1. Для этого практического упражнения по нарезанию резьбы вам понадобится кусок круглого материала, повернутый к внешнему диаметру протектора.
2. С помощью отрезного или специально заточенного инструмента сделайте надрез для протектора, равный его глубине плюс 0,005 дюйма.
3. Приведенная ниже формула даст вам единую глубину для выполнения унифицированных резьб:
d = Р х 0,750
Где d = одинарная глубина
P = Шаг
n = количество витков на дюйм (TPI)
Глубина подачи = 0,75 / n
Чтобы нарезать правильную резьбу на токарном станке, необходимо сначала произвести расчеты, чтобы резьба имела правильные размеры. Следующие диаграммы и формулы будут полезны при расчете размеров резьбы.
Пример. Рассчитайте шаг, глубину, внутренний диаметр и ширину лыски для резьбы ¾-10 NC.
P = 1 / n = 1/10 = 0,100 дюйма
Глубина = 0,7500 x Шаг = 0,7500 x 0,100 = 0,0750 дюйма
Малый диаметр = Большой диаметр – (D + D) = 0,750 – (0,075 + 0,075) = 0,600 дюйма
Ширина плоскости = P / 8 = (1/8) x (1/10) = . 0125 дюйма
0125 дюйма
Процедура нарезания резьбы:
1. Установите скорость примерно на четверть скорости, используемой для поворота.
2. Установите быстросменный редуктор на требуемый шаг резьбы. (количество резьб на дюйм)
Рис. 1. Таблица резьбы и подачи
Рисунок 2. Настройка редуктора
3. Установите остаточную часть на 29 градусов вправо для правой резьбы.
Рисунок 3. 29 градусов
4. Установите насадку для нарезания резьбы под углом 60 градусов и отрегулируйте высоту до центральной точки токарного станка.
Рис. 4. Инструмент для нарезания резьбы под углом 60 градусов
5. Установите насадку и прямые углы на заготовку, используя резьбовой калибр.
Рисунок 5. Использование калибра центра для позиционирования инструмента для обработки резьбы
6. Используя раствор для компоновки, покройте участок резьбы.
Рисунок 6. Компоновка
7. Переместите резьбонарезной инструмент к детали, используя как компаунд, так и поперечную подачу. Установите микрометр на ноль на обоих циферблатах.
Установите микрометр на ноль на обоих циферблатах.
Рисунок 7. Соединение Рисунок 8. Поперечная подача
8. Переместите поперечную подачу на задний инструмент с заготовки, переместите каретку к концу детали и сбросьте поперечную подачу на ноль.
Рис. 9. Конец детали и поперечная подача до нуля
9. Используя только составной микрометр, подайте от 0,001 до 0,002 дюйма.
Рисунок 10: Комбикорм в 0,002 дюйма
10. Включите токарный станок и затяните полугайку.
Рисунок 11: Рычаг включения/выключения и полугайка
11. Сделайте надрез на детали без смазочно-охлаждающей жидкости. Отсоедините полугайку в конце реза, остановите токарный станок и выдвиньте инструмент, используя поперечную подачу. Верните каретку в исходное положение.
Рисунок 12. Исходное положение
12. С помощью калибра или линейки проверьте шаг резьбы. (количество резьб на дюйм)
Рис. 13. Измеритель шага винтов Рис. 14. Измеритель шага винтов(10)
14. Измеритель шага винтов(10)
13. Подайте компаунд размером от 0,005 до 0,020 дюйма для первого прохода, используя смазочно-охлаждающую жидкость. Когда вы приблизитесь к окончательному размеру, уменьшите глубину резания до 0,001–0,002 дюйма.
14. Продолжайте этот процесс, пока инструмент не окажется в пределах 0,010 дюйма от конечной глубины.
Рисунок 15. Операция нарезания резьбы
15. Проверьте размер с помощью микрометра резьбы, резьбомера или трехпроводной системы.
Рис. 16. Измерение по трем проводам
16. Срежьте фаску на конце резьбы, чтобы защитить его от повреждений.
Развертки используются для быстрой и точной доводки просверленных отверстий или отверстий до отверстия заданного размера и для получения хорошего качества поверхности. Расширение может быть выполнено после того, как отверстие было просверлено или расточено в пределах от 0,005 до 0,015 дюйма от конечного размера, поскольку расширитель не предназначен для удаления большого количества материала.
Заготовка устанавливается в патрон на шпинделе передней бабки, а развертка поддерживается задней бабкой.
Скорость токарного станка для машинного развертывания должна быть примерно 1/2 скорости, используемой для сверления.
Расширение с помощью ручного развертки
Отверстие, которое нужно развернуть вручную, должно быть в пределах 0,005 дюйма от требуемого готового размера.
Заготовка крепится к шпинделю передней бабки в патроне, и шпиндель передней бабки блокируется после точной настройки заготовки. Ручная развертка устанавливается в регулируемый ключ для развертки и опирается на центр задней бабки. Поскольку ключ вращается вручную, ручная развертка одновременно подается в отверстие путем поворота маховика задней бабки. Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Развертка с помощью развертки
Отверстие, которое необходимо расширить с помощью машинной развертки, должно быть просверлено или расточено с точностью до 0,010 дюйма от конечного размера, чтобы машинной развертке оставалось только удалить следы режущего инструмента. Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Используйте большое количество смазочно-охлаждающей жидкости для развертывания.
Процедура:
1. Крепко возьмитесь за насадку, поддерживая рукой набор инструментов для шлифовальной машины.
2. Держите насадку под правильным углом, чтобы заточить угол режущей кромки. При этом наклонить нижнюю часть резца к кругу и отшлифовать 10-градусный боковой затыльник или задний угол на режущей кромке. Режущая кромка должна быть около 0,5 дюйма в длину и должна быть примерно на ¼ ширины насадки.
3. Затачивая насадку, перемещайте насадку вперед и назад по поверхности шлифовального круга. Это ускоряет шлифование и предотвращает образование канавок на круге.
4. Во время заточки необходимо часто охлаждать насадку, опуская ее в воду. Никогда не перегревайте инструментальную насадку.
5. Отшлифуйте торцевой режущий угол так, чтобы он образовывал угол чуть менее 90 градусов с боковой режущей кромкой. Держите инструмент так, чтобы угол торцевой режущей кромки и задний задний угол в 15 градусов были отшлифованы одновременно.
6. Проверьте величину торцевой разгрузки, когда насадка находится в держателе инструмента.
7. Держите верхнюю часть насадки примерно под углом 45 градусов к оси круга и отшлифуйте боковую переднюю часть примерно на 14 градусов.
8. Отшлифуйте кончик режущего инструмента по небольшому радиусу, сохраняя одинаковый передний и боковой задний угол.
Передняя грань Боковая шлифовка Радиус заточки
Насадки для токарных станков обычно изготавливаются из четырех материалов:
1. Быстрорежущая сталь
2. Литейные сплавы
3. Цементированные карбиды
4. Керамика
Свойства, которыми обладает каждый из этих материалов, различны, и применение каждого из них зависит от обрабатываемого материала и состояния станка.
Насадки для токарных станков должны обладать следующими свойствами.
1. Они должны быть жесткими.
2. Должны быть износостойкими.
3. Они должны выдерживать высокие температуры, возникающие при резке.
4. Они должны выдерживать удары во время резки.
Режущие инструменты, используемые на токарных станках, обычно представляют собой однолезвийные режущие инструменты, хотя форма инструмента изменяется для различных применений. Та же номенклатура применяется ко всем режущим инструментам.
Процедура:
1. Основание: нижняя поверхность хвостовика инструмента.
2. Режущая кромка: передняя кромка режущей кромки.
3. Лицевая сторона: поверхность, на которую опирается стружка при ее отделении от заготовки.
4. Боковина: поверхность инструмента, прилегающая к режущей кромке и ниже нее.
5. Носик: кончик режущего инструмента, образованный соединением режущей кромки и передней грани.
6. Радиус носа: Радиус, до которого заточен нос. Размер радиуса будет влиять на отделку. Для черновой обработки используется радиус вершины 1/16 дюйма. Для чистовой обработки используется радиус вершины от 1/16 до ⅛ дюйма.
Для чистовой обработки используется радиус вершины от 1/16 до ⅛ дюйма.
7. Острие: Конец инструмента, отшлифованный для резки.
8. Хвостовик: корпус насадки или часть, удерживаемая в держателе инструмента.
9. Углы и зазоры токарных резцов
Надлежащая работа насадки зависит от зазора и переднего угла, которые должны быть отшлифованы на насадке. Хотя эти углы различаются для разных материалов, номенклатура одинакова для всех насадок.
• Угол боковой режущей кромки: угол, который образует режущая кромка со стороной хвостовика инструмента. Этот угол может составлять от 10 до 20 градусов в зависимости от разрезаемого материала. Если угол превышает 30 градусов, инструмент будет вибрировать.
• Конечный угол режущей кромки. Угол, образованный концевой режущей кромкой и линией, расположенной под прямым углом к центральной линии насадки инструмента. Этот угол может составлять от 5 до 30 градусов в зависимости от типа огранки и желаемой отделки. Для черновой обработки под углом от 5 до 15 градусов, для токарных инструментов общего назначения используют угол от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких пропилов вблизи упора или патрона или при повороте к плечу.
Для черновой обработки под углом от 5 до 15 градусов, для токарных инструментов общего назначения используют угол от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких пропилов вблизи упора или патрона или при повороте к плечу.
• Боковой задний угол: угол заточки на боковой поверхности инструмента ниже режущей кромки. Этот угол может быть от 6 до 10 градусов. Боковой зазор на инструментальной насадке позволяет режущему инструменту продвигаться вдоль вращающейся детали и предотвращает трение боковой поверхности о заготовку.
• Конечный задний угол (зазор): угол, отшлифованный ниже носовой части резца, который позволяет режущему инструменту входить в заготовку. Этот угол может составлять от 10 до 15 градусов для резки общего назначения. Этот угол необходимо измерять, когда насадка удерживается в держателе инструмента. Концевой задний угол зависит от твердости и типа материала, а также типа разреза. Концевой задний угол меньше для более твердых материалов, чтобы обеспечить опору под режущей кромкой.
• Боковой передний угол: угол, под которым торец отшлифован от режущей кромки. Этот угол может составлять 14 градусов для насадок инструментов общего назначения. Боковой передний центрирует более острую режущую кромку и позволяет стружке быстро стекать. Для более мягких материалов боковой передний угол обычно увеличивается.
• Задний (верхний) передний угол: обратный наклон поверхности инструмента от носика. Этот угол может составлять около 20 градусов и предусмотрен в держателе инструмента. Задний передний угол позволяет стружке стекать с острия режущего инструмента.
1. Что такое шаг для метчика ¼-20?
2. На какой угол нужно повернуть компаунд для Unified Thread?
3. Объясните, почему вы поворачиваете соединение в вопросе 2.
4. Какая глубина резьбы у винта UNF ½-20?
5. Как бы вы сделали левую резьбу? Об этом не говорится в чтении — подумайте об этом?
6. Какие насадки мы используем для нарезания резьбы?
7.