2А55 станок радиально-сверлильный. Паспорт, схемы, характеристики, описание
Сведения о производителе радиально-сверлильного станка 2А55
Производителем радиально-сверлильных станков 2А55 является Одесский Завод Радиально-Сверлильных Станков, основанный в 1884 году.
C 1928 года Государственный Машиностроительный завод им. В. И. Ленина начал специализироваться на выпуске металлорежущих станков . Был освоен выпуск вертикально-сверлильных станков диаметром сверления до 75 мм.
В ноябре 1946 года был выпущен первый радиально-сверлильный станок диаметром сверления 50 мм. Вслед за этими станками завод стал выпускать радиально-сверлильные станки диаметром сверления 75 и 100 мм, переносные сверлильные станки с поворотной головкой диаметром сверления до 75 мм, хонинговальные станки до диаметра 600 мм, станки глубокого сверления до диаметра 50 мм.
Станки производства Одесского Завода Радиально-Сверлильных Станков ОЗРСС
2А55 станок радиально-сверлильный.
 Назначение и область применения
Назначение и область примененияРадиально-сверлильный станок 2А55 заменил устаревшую модель 255 и был заменен на более совершенную модель — 2Н55.
Радиальный сверлильный станок 2А55 предназначен для получения сквозных и глухих отверстий в деталях с помощью сверл, для развертывания и чистовой обработки отверстий, предварительно полученных литьем или штамповкой, и для выполнения других операций. Главное движение и движение подачи в сверлильном станке сообщаются инструменту.
Принцип работы и особенности конструкции станка
Шпиндель станка 2А55 получает 19 ступеней вращения от коробки скоростей, что обеспечивает свободный выбор скоростей резания в диапазоне от 30 до 1900 об/мин.
Конец шпинделя
— конус морзе КМ5 исполнение 1 (для установки хвостовика инструмента с лапкой) — по ГОСТ 24644 (Концы шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков).Механизм подач обеспечивает 12 подач шпинделя в диапазоне от 0,05 до 2,2 мм/об.
Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяя производить на нем сверление квадратных отверстий, выточку внутренних канавок, вырезку круглых пластин из листа и т.д. При соответствующей оснастке на станке можно выполнять многие операции характерные для расточных станков.
Компоновка станка 2А55 традиционная для радиально-сверлильных станков включает:
- Стационарную плиту с Т-образными пазами для зажима обрабатываемой детали, закрепленную на фундаменте
- Колонна, поворачивающаяся вокруг вертикальной оси на подшипниках цоколя
- Рукав с возможностью вертикального перемещения по колонне и с возможностью вращения вокруг вертикальной оси вместе с колонной
- Сверлильная головка с возможностью горизонтального перемещения по направляющим рукава
- Шпиндель, смонтированный в цилиндрической гильзе, с возможностью вертикального перемещения в корпусе сверлильной головки
- Подача обеспечивается гильзой шпинделя.
 Все остальные перемещения — позиционирующие
Все остальные перемещения — позиционирующие - Все части станков перемещаются с минимальным усилием и фиксируются в рабочем положении посредством гидравлических зажимов
- Все органы управления сосредоточены на панели управления сверлильной головки
- Предварительный набор частоты вращения и подачи шпинделя, а также гидравлическое управление коробками скоростей и подач обеспечивает быстрое изменение режимов
- Фрикционная муфта, встроенная в коробку скоростей, обеспечивает быстрый реверс при нарезке резьб и предохраняет коробку скоростей от перегрузок
- Шпиндель станка уравновешен в любой точке его перемещения
- Штурвальное устройство управления сверлильной головкой имеет возможность выключения механической подачи при достижении заданной глубины сверления
Основные параметры радиально-сверлильного станока 2А55:
- Максимальный диаметр сверления в стали 45: Ø 50 мм
- Наибольшая глубина сверления: 350 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 1500 мм
- Мощность электродвигателя: 4,5 кВт
- Масса станка: 4100 кг
Модификации радиально-сверлильного станка серии 255
- 255 — радиально-сверлильный станок диаметром сверления Ø 50 мм (1955 год)
- 2А55 — радиально-сверлильный станок диаметром сверления Ø 50 мм (1958 год)
- 2Н55, 2Ш55
- 2М55, 2М55-1 — радиально-сверлильный станок диаметром сверления Ø 50 мм (1972 год)
- 2А554, 2А554-2 — радиально-сверлильный станок диаметром сверления Ø 50 мм.
 Производится в настоящее время (1985 год).
Производится в настоящее время (1985 год). - 2А554-1 — радиально-сверлильный станок диаметром сверления Ø 63 мм. Производится в настоящее время.
- 2Н55Ф2, 2М55Ф2 — радиально-сверлильный станок с ЧПУ
Современные аналоги радиально-сверлильного станка 2а55
2С550, 2С550А, SRB50 — Ø50 — производитель Стерлитамак — М.Т.Е. Стерлитамакский станкостроительный завод, ОАО
2К550 — Ø50 — производитель Гомельский завод станочных узлов, РУП
АС2550 — Ø50 — производитель Астраханский станкостроительный завод, ОАО
Габарит рабочего пространства радиально-сверлильного станка 2А55
Габарит рабочего пространства радиально-сверлильного станка 2а55
Фото радиально-сверлильного станка 2А55
Фото радиально-сверлильного станка 2а55
Фото радиально-сверлильного станка 2а55
Фото радиально-сверлильного станка 2а55. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Общий вид и размещение составных частей сверлильного станка 2А55
Общий вид и компоновка радиально-сверлильного станка 2а55
Общий вид и компоновка радиально-сверлильного станка 2а55. Смотреть в увеличенном масштабе
Общий вид и компоновка станка показаны на рис. 30, а.
Основные узлы станка: нижняя плита 1, колонна 2, гильза 3, траверса (рукав) 4, шпиндельная бабка 6 и стол 23.
При работе на радиально-сверлильных станках обрабатываемая заготовка устанавливается на столе 23 или непосредственно на нижней плите 1 станка. Так как заготовка в этом случае неподвижна, то после окончания обработки каждого отверстия необходимо перемещать шпиндель станка в поперечном направлении для обработки других отверстий.
Частота вращения шпинделя радиально-сверлильного станка 2А55 регулируется механическим путем с помощью коробки скоростей в диапазоне от 30 до 1500 об/мин (12 скоростей). Привод подачи радиально-сверлильного станка выполнен от главного двигателя Д1 через коробку подач. Скорость подачи регулируется от 0,05 до 2,2 мм/об, наибольшее усилие подачи F = 20000 H.
Скорость подачи регулируется от 0,05 до 2,2 мм/об, наибольшее усилие подачи F = 20000 H.
Траверса радиально-сверлильного станка может поворачиваться вокруг оси колонны на 360° и вертикально перемещается по колонне на 680 мм со скоростью 1,4 м/мин. Зажим траверсы на колонне производится автоматически. Все органы управления станком сосредоточены на сверлильной головке, что обеспечивает значительное сокращение вспомогательного времени при работе на станке.
Изменение положения шпинделя осуществляется поворотом траверсы 4 и гильзы 3 вокруг оси колонны 2 вручную. При этом шпиндель 13 перемещается по дуге окружности. Кроме того, вращением маховичка 12 вручную шпиндельную бабку и шпиндель можно перемещать по направляющим траверсы относительно оси колонны в радиальном направлении.
Путем поворота траверсы и радиального перемещения шпиндельной бабки можно установить шпиндель в любое место, расположенное на расстоянии 450—1500 мм от оси колонны 2.
Размещение органов управления радиально-сверлильным станком 2А55
Размещение органов управления радиально-сверлильным станком 2а55
Размещение органов управления радиально-сверлильным станком 2а55. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перечень органов управления сверлильного станка 2А55
- Рукоятка переключения скоростей шпинделя
- Рукоятка управления реверсивной муфтой
- Рукоятка переключения подач
- Рукоятка отключения механической и включения ручной подачи шпинделя
- Рукоятка ускоренного подвода шпинделя и включения механической подачи
- Кнопка механизма настройки на глубину сверления
- Кнопка блокировки механизма подачи при нарезании резьбы
- Маховичок перемещения сверлильной головки по рукаву
- Рукоятка крестового элекгропереключателя, переключающая электродвигатели сверлильной головки и механизма подъема рукава
- Кнопочная станция гидравлического зажима сверлильной головки и колонны
- Включение электросети станка
- Включение насоса охлаждения
- Включение местного освещения
- Четырехгранник регулировочного натяжения пружины противовеса шпинделя (находится с задней стороны сверлильной головки)
Кинематическая схема радиально-сверлильного станка 2А55
Кинематическая схема радиально-сверлильного станка 2а55
1.
2. Кинематическая схема радиально-сверлильного станка 2А55. Смотреть в увеличенном масштабе
Кинематическая схема радиально-сверлильного станка 2а55
Кинематическая схема радиально-сверлильного станка 2а55. Смотреть в увеличенном масштабе
Диск 4, действуя на пальцы рычага 10 при помощи зубчатых колес 11—12 и тяги 13, устанавливает в нужное положение трехвенцовое колесо 12—13—14 (см. рис. 29, а).
Включение шпинделя производят поворотом рукоятки 14 (см. рис. 28), управляющей положением фрикционных муфт 47 и 48 (см. рис. 29). Эта рукоятка имеет три рабочих положения: верхнее — для сообщения шпинделю правого вращения, нижнее — для сообщения шпинделю левого вращения и среднее — для выключения шпинделя. Для быстрого прекращения вращения шпинделя одновременно с выключением его включают тормоз 15 (см. рис. 29, а).
Движения в станке: основные — главное движение и вертикальные подачи шпинделя; вспомогательные — быстрый подъем или опускание шпинделя, подъем и опускание рукава, перемещение шпиндельной бабки по направляющим рукава и поворот рукава.
Кинематическая цепь привода главного движения. Для правого вращения шпинделя VIII надо установить рукоятку 8 (см. рис. 30, а) в положение А, а для левого вращения — в положение Б. В первом случае включается муфта Мф1, а во втором — муфта Мф2
Конструкция и характеристика работы основных узлов станка 2А55
Нижняя плита 1
Нижняя плита 1 (рис. 30, а) служит для крепления станка к фундаменту и установки на плиту либо стола 23, либо непосредственно крупных обрабатываемых заготовок. Внутренняя полость плиты используется как резервуар для охлаждающей жидкости. По периметру плиты сделаны канавки для улавливания охлаждающей жидкости. На верхней обработанной поверхности плиты имеются Т-образные пазы для крепления стола или непосредственно обрабатываемой заготовки.
Колонна
Колонна 2 жестко закреплена на нижней плите 1 болтами. На колонне помещен переключатель 16 электродвигателя насоса охлаждающей жидкости и переключатель 17 для включения и отключения станка от электрической сети. Электродвигатель и насос для подачи охлаждающей жидкости расположены на нижней плите за колонной. От насоса жидкость по шлангам и наконечнику 14 подается на инструмент.
Электродвигатель и насос для подачи охлаждающей жидкости расположены на нижней плите за колонной. От насоса жидкость по шлангам и наконечнику 14 подается на инструмент.
Гильза
Гильза 3 для облегчения поворота вращается на колонне 2 на двух радиальных и одном упорном подшипниках качения. Поэтому при отпущенном зажимном хомуте 15 поворот гильзы вместе с траверсой легко производить вручную. Хомут 15 охватывает конические выступы гильзы и колонны. При затяжке хомута поворотом вала с эксцентриком от гидропривода гильза 3 жестко закрепляется на колонне 2. Такое закрепление гильзы производят каждый раз после перемещения шпинделя к следующему обрабатываемому отверстию.
Траверса
Траверса 4 служит для подъема и опускания шпиндельной бабки 6 со шпинделем на высоту, удобную для обработки детали.
Траверса перемещается по цилиндрическим направляющим гильзы 3 при вращении ходового винта 5 (рис. 30, а). От поворота траверсы относительно гильзы его удерживает специальная шпонка. Зажим и разжим траверсы на гильзе происходит автоматически. На винте 8 (рис. 30,б) располагаются две гайки — грузовая 4 и вспомогательная 1. Грузовая гайка может свободно вращаться на подшипниках 5 и 6 вместе с винтом, не производя вертикального перемещения траверсы.
Зажим и разжим траверсы на гильзе происходит автоматически. На винте 8 (рис. 30,б) располагаются две гайки — грузовая 4 и вспомогательная 1. Грузовая гайка может свободно вращаться на подшипниках 5 и 6 вместе с винтом, не производя вертикального перемещения траверсы.
Вспомогательная гайка соединена с планкой 7. Так как эта планка заходит в шпоночный паз а траверсы, то вспомогательная гайка 1 вращаться не может — при вращении винта 8 она поднимается или опускается вместе с планкой 7, поворачивая рычаг 3.
При включении электродвигателя М2 (рис. 31, а) грузовая гайка 4 (рис. 30, 6) вращается вместе с винтом 8, не перемещая траверсы. В это время вспомогательная гайка 1 перемещается по винту 8, поворачивая рычаг 3 и перемещая планку 7 по пазу а. Вместе с рычагом 3 поворачиваются ось 2 и кулачок 1 (рис. 30, в).
При повороте выступ кулачка 1 сходит с ролика 5, освобождая рычаг 6 и соединенный с ним штифтом 4 рычаг 3. Рычаг 6 освобождает два болта 7 и 9, зажимающие нижнюю часть рукава, а рычаг 3 освобождает такие же болты, зажимающие верхнюю его часть.
Зубчатый сектор рычага 1 (рис. 30, г) поворачивает зубчатое колесо 2 и барабанный переключатель 3 для реверса приводного электродвигателя в момент выключения рукояткой 9 (рис. 30, а) крестового переключателя.
Во время освобождения траверсы от зажима ее на гильзе планка 7 (рис. 30, б) перемещается гайкой 1 до положения, при котором ее выступ г (или 6) доходит до зуба в гайке 4. С этого момента планка 7 удерживает выступом в гайку 4 от вращения, вследствие чего винт 8 поднимает или опускает траверсу по цилиндрическим направляющим гильзы. При этом гайки 1 и 4 совместно перемещаются по винту 8 и поэтому дальнейшего поворота рычага 3 не происходит.
После подъема или опускания траверсы в нужное положение рукоятку 9 (рис. 30, а) крестового переключателя переводят в нейтральное положение. При этом барабанный переключатель 3 (рис. 30, г) включает кратковременное обратное вращение приводного электродвигателя до положения, при котором рычаг 3 (рис. 30, б) расположится горизонтально.
При обратном вращении электродвигателя планка 7 отойдет от зуба в грузовой гайки 4, освободив ее для свободного вращения вместе с винтом 8, и кулачок 1 (рис. 30, в), поворачиваясь на оси 2, нажмет своим выступом на ролик 5, повернув рычаг 6 по часовой стрелке, а рычаг 3 против часовой стрелки. При повороте рычага 6 болт 9 нажмет гайкой 8 на правый выступ б траверсы, а болт 7 нажмет головкой а на левый выступ в траверсы, вследствие чего разрезная часть траверсы, изображенная на рис. 30, г, сожмется, и траверса жестко закрепится на гильзе в установленном положении. Одновременно рычаг 3 (рис. 30, в) зажимает такими же двумя болтами верхнюю часть траверсы.
При зажатой траверсе рычаг 3 (рис. 30, б) занимает горизонтальное положение, а барабанный переключатель 3 (рис. 30, г) повернут в положение, при котором он выключит приводной электродвигатель.
Шпиндельная бабка
В шпиндельной бабке 6 (рис. 30, а) помещены шпиндель 13, механизмы главного движения и подач, гидропривод и механизм зажима шпиндельной бабки на направляющих траверсы. На шпиндельной бабке расположены рукоятки управления станком.
На шпиндельной бабке расположены рукоятки управления станком.
Для перемещения шпиндельной бабки по направляющим траверсы нужно отключить гидравлический зажим и вращать вручную маховиком 10 (рис. 31, б) вал 17 и шестерню z = 16. Шестерня z = 16 передает вращение колесу z = 22, находящемуся в зацеплении с рейкой, закрепленной на траверсе. За каждый оборот маховика 10 шпиндельная бабка перемещается в радиальном направлении на величину Sр = 1 * π * 16 * 2 = 100 мм/об.
После перемещения шпиндельной бабки она зажимается на траверсе гидравлическим зажимом.
Вертикальная подача шпинделя производится при вращении червячного колеса 14 (z = 60) (рис. 31, б). Это колесо закреплено на ступице 1, которая торцовыми зубьями а соединена с обоймой 2. Ступица и обойма вместе с червячным колесом при отключенной муфте 13 свободно вращаются на валу 15.
Кроме этого, на валу 15 расположена головка 9 с двумя рукоятками 6; рукоятки могут поворачиваться на осях 11. Короткие плечи рукояток входят в пазы е вала 15.
Короткие плечи рукояток входят в пазы е вала 15.
Для включения подачи шпинделя рукоятки 6 нужно повернуть «от себя». При этом оси 11 головка 9 переместятся также «от себя» и внутренние зубья в головки 9 зацепятся с наружными зубьями б обоймы 2. Муфта 13 включится, передавая вращение от червячного колеса 14 на зубчатое колесо 2 = 13 и гильзу 16 шпинделя.
Для отключения подачи нужно рукоятки 6 повернуть «на себя». При этом короткие плечи рукояток остаются в пазах е вала 15, а длинные плечи перемещают «на себя» оси 11 и головку. 9. Зубья в головки 9 отходят от зубьев б обоймы 2 — муфта 13 отключится, выключив подачу.
Положения муфты 13 фиксируются пружинящей шпонкой 12, которая при отключенном положении муфты заходит в паз д, а при включенном — в паз г.
Автоматическое выключение подач при сверлении отверстий на заданную глубину. Для автоматического выключения подачи на лимбе 5 (рис. 31, б) помещен упор 3 с кнопкой 8, имеющей эксцентрическую втулку, на которую надет зубчатый фиксатор 7. Поворотом кнопки 8 отводят фиксатор 7 из зацепления с наружными зубьями головки 9, после чего лимб 5 можно свободно поворачивать на этой головке.
Поворотом кнопки 8 отводят фиксатор 7 из зацепления с наружными зубьями головки 9, после чего лимб 5 можно свободно поворачивать на этой головке.
После установки лимба 5 в соответствии с заданной глубиной сверления кнопкой 8 поворачивают эксцентрическую втулку и закрепляют фиксатором 7 лимб 5 на головке 9. Затем поворотом рукоятки б «от себя» включают муфту 13.
При включенной муфте 13 головка 9 вращается вместе с лимбом 5 и помещенным на лимбе упором 3, В конце хода упор 3 нажмет на ролик 4, который при помощи рычага автоматически отключит муфту Мф4 (рис. 31, а), и подача прекратится. Подача выключается при выдвинутой «от себя» кнопке 8 (рис. 31, б). При вытянутой «на себя» кнопке 8 упор 3 проходит мимо ролика 4, не выключая подачу.
Стол 23 станка легко устанавливается и снимается с нижней плиты 1. На рис. 30, а показан поворотный стол, верхнюю плоскость которого можно устанавливать под нужным углом к горизонтали. Для этого рукояткой 21 освобождают поворотную часть стола от зажима, а рукояткой 22 поворачивают вокруг оси 18 зубчатый сектор 20 и соединенную с ним поворотную часть стола. Отсчет поворота стола производят по шкале 19. Стол в установленном положении зажимают рукояткой 21.
Отсчет поворота стола производят по шкале 19. Стол в установленном положении зажимают рукояткой 21.
Переключатель скоростей шпинделя сверлильного станка 2а55
Переключатель скоростей шпинделя сверлильного станка 2а55
Переключатель скоростей шпинделя сверлильного станка 2А55. Смотреть в увеличенном масштабе
В станке 2а55 применено однорукояточное управление переключением подвижных блоков коробки скоростей (рис. 30).
Рукоятка 1 (рис. 30, а) управления переключением скоростей помещена на левой боковой поверхности корпуса шпиндельной бабки. Нижний ее конец имеет форму зубчатого сектора и находится в зацеплении с рейкой, расположенной на конце тяги 2. При повороте рукоятки влево тяга 2 перемещается вправо вместе с дисками 3 и 4. В результате этого диск 3 выходит из зацепления с пальцами рычага 6 (рис. 30, б), а диск 4 с пальцами рычага 10. После этого рукоятку 1 Вместе с дисками 3, 4 и 5 поворачивают до тех пор, пока значение нужного числа оборотов, записанное в шкале диска, не расположится против стрелочного указателя. При этом диск 5 воздействует на пальцы рычага 14. Верхний конец рычага имеет вид зубчатого сектора, находящегося в зацеплении с зубчатым колесам 15. Диск 5 поворачивает рычаг, в результате чего зубчатое колесо 16, сидящее на одной оси с зубчатым колесом 15, перемещает тягу 17, а с ней и двухвенцовое колесо 52—58 (см. рис. 29, а) в рабочее положение.
При этом диск 5 воздействует на пальцы рычага 14. Верхний конец рычага имеет вид зубчатого сектора, находящегося в зацеплении с зубчатым колесам 15. Диск 5 поворачивает рычаг, в результате чего зубчатое колесо 16, сидящее на одной оси с зубчатым колесом 15, перемещает тягу 17, а с ней и двухвенцовое колесо 52—58 (см. рис. 29, а) в рабочее положение.
Если теперь рукоятку 1 повернуть вправо, то диски 3 и 4 переместятся влево. Диск 3, действуя на пальцы рычага 6, поворачивает зубчатые колеса 7 и 8 и тем самым вызывает перемещение тяги 9, связанной с трехвенцовым колесом 7—8—54 (см. рис. 29, а).
Настройка и наладка радиально-сверлильного станка 2а55
Обрабатываемая деталь, в зависимости от ее габаритных размеров, крепится на плите или на столе станка. Крепление детали должно быть надежным, так как во время сверления деталь может провернуться и вызвать травму рабочего и повреждение станка.
В соответствии с выполняемой на станке операцией подбирается и устанавливается в шпиндель вспомогательный и режущий инструменты. При последовательной работе несколькими инструментами пользуются быстросменным патроним. В случае нарезания резьбы обязательно устанавливают предохранительный патрон.
При работе тяжелым инструментом следует натянуть пружину противовеса, вращая четырехгранник по часовой стрелке. Регулировка противовеса производится в нижнем положении шпинделя.
Рукав устанавливают на такой высоте, чтобы обработка велась при минимальном вылете пиноли шпинделя.
Выбор режима сверления
На сверлильной головке имеется поворотная таблица, пользуясь которой можно легко выбрать рекомендуемые режимы резания. Таблица состоит из двух дисков: наружного неподвижного и внутреннего подвижного. На неподвижном диске нанесены шкалы рекомендуемых скоростей резания и подач в зависимости от обрабатываемого материала и вида обработки, шкала диаметров инструмента, шкала чисел оборотов шпинделя и шкала настроечных положений рукояток.
На подвижном диске нанесены указательная стрелка и шкала скоростей резания.
Повернув диск до совпадения стрелки с диаметром инструмента, находят число оборотов шпинделя напротив выбранной скорости резания.
Таблица выбора режимов сверлильного станка 2а55
Таблица выбора режимов сверлильного станка 2А55. Смотреть в увеличенном масштабе
В приведенном на рис. 27 примере выбрана скорость резания 18 м/мин, что для сверла диаметром 30 мм даст 190 об/мин шпинделя.
При выборе режимов резания следует иметь в виду динамические параметры станка:
- наибольшую эффективную мощность на шпинделе — 4,5 кВт,
- наибольший крутящий момент на шпинделе—75 кгм,
- наибольшее усилие подачи — 2000 кг.
Однако, выбор режимов, превосходящих эти параметры, не приведет к разрушению деталей станка, так как его силовые узлы снабжены предохранительными устройствами, защищающими механизмы станка от перегрузки. При срабатывании предохранителей нужно снизить режимы.
Органы управления станком приведены на рис. 28, где обозначенные номерами элементы имеют следующие наименования:
28, где обозначенные номерами элементы имеют следующие наименования:
- рукоятка переключения скоростей;
- рукоятка управления реверсивной муфтой;
- рукоятка переключения подач;
- рукоятка отключений механической подачи шпинделя и включения подачи;
- маховичок ручной подачи шпинделя;
- рукоятки ускоренного подвода шпинделя и включения механической подачи;
- кнопки механизма настройки на глубину сверления;
- кнопка блокировки механизма подачи при нарезании резьбы;
- маховичок перемещения сверлильной головки по рукаву;
- рукоятка крестового электропереключателя, управляющего электродвигателями сверлильной головки и механизма подъема рукава;
- кнопочная станция гидравлического зажима сверлильной головки и колонны;
- выключатель электросети станка;
- выключатель насоса охлаждения;
- выключатель местного освещения;
- четырехгранник регулировочного натяжения пружины противовеса шпинделя (находится с задней стороны сверлильной головки).

Настройка коробки скоростей
Коробку скоростей настраивают в следующем порядке:
- устанавливают рукоятку 10 крестового переключателя в положение, соответствующее первой букве настроечного положения рукояток;
- рукоятку 1 переключения скоростей отводят влево, поворачивают ее до совпадения выбранного числа оборотов со стрелкой на корпусе, после чего движением рукоятки до отказа вправо производят переключение зубчатых блоков;
- при включении вращения шпинделя устанавливают рукоятку 2 реверсивной муфты в положение, соответствующее последней букве настроечного положения рукояток.
Переключение скоростей производите при невращающемся шпинделе. В случае затруднения, вызванного встречей торцов зубьев при перемещении шестерен, коротким включением рукоятки муфты проверните зубчатые колеса и затем произведите переключение.
Настройка коробки подач
Коробка подач настраивается рукояткой 3, которая сначала отводится «на себя», поворачивается до совпадения стрелки с выбранной величиной подачи и затем включается «от себя».
Если при обработке необходимо охлаждение инструмента, закрепляют штангу охлаждения таким образом, чтобы струя направлялась в нужное место.
Включение и выключение насоса охлаждения производится пакетным выключателем 13, расположенным на вводном щите в нижней части колонны. Настройка на автоматическое выключение подачи на заданной глубине производится так:
- подводят сверло до упора в поверхность обрабатываемой детали;
- поворотом кнопки 13 (см. рис. 18) освобождают лимб и поворачивают его до совпадения деления, соответствующего заданной глубине сверления, со стрелкой на корпусе сверлильной головки;
- закрепляют лимб кнопкой 13 и вдавливают ее внутрь.
Выключение подачи произойдет, когда при сверлении ноль на лимбе совпадет со стрелкой на корпусе. После автоматического выключения подачи следует не сразу отводить шпиндель, а дать ему досверлить отверстие без механической подачи.
Настройка станка на нарезание резьбы метчиком
При настройке станка на нарезание резьбы метчиком не допускается включение механической подачи. Поворотом рукояток 61 (см. рис. 18) «на себя» выключают механическую подачу и фиксируют это положение механизма кнопкой 10.
Поворотом рукояток 61 (см. рис. 18) «на себя» выключают механическую подачу и фиксируют это положение механизма кнопкой 10.
При больших усилиях подачи выключение подачи передними рукоятками затруднительно и сопряжено с сотрясением станка. Поэтому рекомендуется пользоваться для выключения подачи рукояткой 4 (см. рис. 28) и, дав шпинделю сделать еще несколько оборотов, отключить рукоятки 6 «на себя», после чего выводить шпиндель из просверленного отверстия.
Регулирование станка
Конструкция станка предусматривает возможность регулирования отдельных механизмов, детали которых изнашиваются в процессе эксплуатации.
Ниже даются указания по регулировке основных механизмов станка.
При недостаточном закреплении поворотной части станка на внутренней колонне необходимо подтянуть гайки 16, имеющиеся на тягах 15 хомута (см. рис. 6). Во время регулирования обязательно проверяйте легкость поворота наружной колонны при освобожденном зажиме, т. е. нажав на кнопку «Отжать».
Регулирование зажима рукава на колонне
Регулирование зажима рукава на колонне производится подкладыванием компенсационных шайб под гайки болтов 10 (см. рис. 11). Такой способ позволяет избежать повторного засверливания гаек и болтов. Регулировать зажим рукава нужно в зажатом состоянии.
После регулирования щуп толщиной 0,05 мм не должен проходить в зазор, образуемый между зажатым рукавом и поверхностью колонны у верхнего торца рукава со стороны сверлильной головки.
Скачкообразное перемещение рукава по колонне вызывается повышенным зазором в освобожденном состоянии и регулируется подтяжкой гаек 12 на болтах 11 (см. рис. 11). При зажатом рукаве между цековкой и торцам гайки 12 должен быть зазор 0,3—0,4 мм, причем нижний болт закрепляется свободнее верхнего.
Регулирование зажима головки на направляющих рукава
Зажим головки на направляющих рукава можно регулировать поворотом эксцентриковой втулки 10, которая снабжена зубчатым венцом (см. рис. 12). Положение втулки 10 фиксируется зубчатым фиксатором 11.
рис. 12). Положение втулки 10 фиксируется зубчатым фиксатором 11.
Закрепление головки считается достаточным, если ее нельзя вручную перемещать маховиком по рукаву.
При необходимости уменьшения зазора между корпусом головки и направляющими рукава, надо передвинуть клин 3 (рис. 12), предварительно отвинтив стопор 12. Новое положение клина в корпусе 13 фиксируется стопором 12, хвостовик которого вводится в отверстие, засверленное в клине 3.
Регулирование шпинделя
Повышенный осевой зазор шпинделя устраняется подтяжкой двух гаек 3 (рис. 19). К станку прилагаются два ключа, с помощью которых эта операция легко выполнима.
Для регулирования натяжения пружины, уравновешивающей шпиндель с инструментом, необходимо установить шпиндель в нижнее положение и поворотом четырехгранника произвести регулировку.
После регулировки необходимо совместить риску на квадрате червяка со стрелкой.
Если при работе под нагрузкой перестает вращаться шпиндель или подача идет рывками, вследствие срабатывания предохранительных устройств, то нужно заточить затупившийся режущий инструмент или снизить режим обработки.
Указания о мерах устранения возможных нарушений нормальной работы, относящихся к системам электрооборудования и смазки, приведены соответственно в разделах: «Паспорт электрооборудования станка» и «Смазка станка».
Частичная разборка станка
При разборке механизмов станка для ремонта, помимо общих правил разборки металлорежущих станков, необходимо иметь в виду следующие особенности, специфичные для данного станка.
- Перед тем, как снимать крышку коробки скоростей следует снять все крышки подшипников и фланцы валиков управления, укрепленные на ней.
- Демонтаж вала II реверсивной муфты коробки скоростей производят, предварительно переведя рукоятку муфты в среднее положение. Вал II вынимают вместе с валом I (см. рис. 13).
- Демонтаж маслонасоса следует выполнять в зажатом положении сверлильной головки. Перед тем как снимать насос, снимают корпус плунжера зажима головки.
- При разборке механизма подачи необходимо предварительно удалить кнопочную станцию 16 и сиять маховичок 63 (см.
 рис. 18). Горизонтальный вал с головкой механизма подачи вынимают несколькими резкими рывками рукояток 61.
рис. 18). Горизонтальный вал с головкой механизма подачи вынимают несколькими резкими рывками рукояток 61. - Перед демонтажем корпуса коробки подач необходимо сиять крестовый переключатель во избежание обрыва электропроводов. Контрольные конические штифты, фиксирующие положение корпуса находятся под пробками в средней части корпуса.
- Для поддержания корпуса тельфером или краном в отверстия под пробки завинчивают рым-болты М20.
- Для разборки головки 4 механизма переключения скоростей (см. рис. 15) вывинчивают винт 13, после чего отдают стопор 14. Цилиндрический штифт 15, снабженный резьбовым отверстием М6, можно вытянуть через отверстие в диске 3, закрытое пробкой 16.
- Перед демонтажем шпинделя следует передвинуть его в крайнее нижнее положение и подпереть снизу. Затем вращением четырехгранника противовеса (см. рис. 20) освобождают пружину, и, сняв переднюю крышку коробки подач, отсоединяют замок цепи противовеса от пиноли шпинделя. После удаления горизонтального вала механизма подачи, шпиндель выводят вниз.

- Разборку роликового клина зажима сверлильной головки (см. рис. 12) производит, переместив головку на край рукава и не включая гидравлического зажима, затянув гайками 16 (см. рис. 6) хомут зажима колонны. Затем под шпиндель подводят опору и вращением маховичка подачи подпирают сверлильную головку. Отдав стопорный винт 12 (рис. 12) и повернув рычаг 6 немного назад, вытягивают роликовый клин 3.
Корпус клина 13 снимать категорически запрещается, так как при этом сверлильная головка может упасть с направляющих рукава.
Электрооборудование и электрическая схема радиально-сверлильного станка 2А55
Электрооборудование радиально-сверлильного станка 2А55. Общие сведения
Электрооборудование станка в нормальном исполнении рассчитано на питание от сети 3-фазного тока напряжением 380 или 220 в. частотой 50 пер/сек. По особому заказу электрооборудование может поставляться на другие напряжения и частоту 60 пер/сек., а также в тропическом исполнении.
Станок оборудован пятью электродвигателями (рис.21 и 22).
- 1М — электродвигатель привода шпинделя, тип: А051—4; 4,5 кВт 1440 (1730) об/мин или А0951-4Т; 4,5 кВт 1440 (1730) об/мин в тропическом исполнении
- 2М — электродвигатель перемещения рукава, тип: А041—4; 1,7 кВт 1420 (1710) об/мин или А041-4Т; 1,7 кВт 1420 (1710) об/мин в тропическом исполнении
- ЗМ1, ЗМ2 — электродвигатель зажима колонны и головки ДПТ22-4; 0,5 кВт. 1410 (1690) oб/мин
- Электродвигатель насоса охлаждения, тип: ПА-22; 0,125 кВт 2800 (3400) об/мин или ПА-22Т; 0,125 кВт. 2800 (3400) об/мин в тропическом исполнении
Общая защита от токов короткого замыкания предусматривается предохранителями, установленными в распределительном шкафу потребителя на силу тока 25 А при напряжениях сети 380 … 440 В и 3 А при напряжении 220 В.
Питание цепей управления в станках нормального исполнения производится сетевым напряжением, а в станках тропического исполнения через трансформатор пониженным напряжением 127 в.
Станок снабжен встроенным светильником местного освещения ЛО с лампой на напряжение 36 в.
По особому заказу может быть установлена лампа на напряжение 24 в.
Вводный щит находится в цоколе колонны (рис. 21), на нем размещены вводной пакетный выключатель ВВ, пакетный выключатель ВН и плавкие предохранители 1П электронасоса охлаждения. Четыре остальных электродвигателя и аппаратура управления ими размещены на подвижных частях станка. Питание и защитное заземление их осуществляется через кольцевой токоприемник КТ, расположенный в верхней части колонны. Электродвигатель вращения шпинделя 1М имеет тепловую защиту. Двигатель перемещения рукава 2М, двигатели зажима колонны и головки ЗМ1 и ЗМ2, работающие в кратковременном режиме, тепловой защиты не имеют и снабжены плавкими предохранителями 2П.
Управление двигателями сверлильной головки 1М и перемещения рукава 2М производится от крестового переключателя КП, не имеющего самовозврата в нулевое положение.
Двигатель перемещения рукава 2М выполняет две функции: перемещает рукав и по окончании перемещения зажимает его на колонне. Это осуществляется автоматическим реверсированием двигателя по окончании перемещения рукава и соответствующей конструкцией механизма перемещения (рис. 10).
В связи с тем, что для большинства операций, выполняемых на станке, характерна малая длительность, электродвигатель привода шпинделя может быть нагружен сверх нормальной мощности 4,5 кВт. Допустимая перегрузка определяется на общих основаниях в зависимости от режима работы-
Принципиальная электросхема станка 2а55
Электрическая схема радиально-сверлильного станка 2а55
Электрооборудование и электрическая схема радиально-сверлильного станка 2А55. Смотреть в увеличенном масштабе
Электрооборудование и электрическая схема радиально-сверлильного станка 2А55. Смотреть в увеличенном масштабе
Питание от сети через вводной пакетник ВВ подается на кольцевой токоприемник КТ и через предохранители 1П и пакетник ВН к электронасосу 4М (рис. 23)
Напряжение с контактных колец снимается щетками и подастся к контактам реверсивному магнитному пускателю 1K1—1K2 двигателя привода шпинделя 1М. Через предохранители 2П к реверсивному магнитному пускателю 2К1—2К2 двигателя перемещения рукава 2М и к реверсивному магнитному пускателю 3K1—ЗК2 двигателей зажима колонны и головки 3M1 и ЗМ2.
Через предохранители 2П к реверсивному магнитному пускателю 2К1—2К2 двигателя перемещения рукава 2М и к реверсивному магнитному пускателю 3K1—ЗК2 двигателей зажима колонны и головки 3M1 и ЗМ2.
Одновременно напряжение поступает на цепи управления и местного освещения.
Цепь управления питается через нормально закрытые контакты теплового реле РТ и контакты реле нулевой защиты РН. При нажатии кнопки 1КУ «зажать», включается пускатель ЗK1 который своими контактами замыкает цепь катушки реле РН. Реле РН, включившись, переходит на самопитание и подготавливает питание цепей управления после прекращения нажатия 1КУ.
При исчезновении» напряжения реле РН отключается, предотвращая возможность самозапуска двигателей, включенных крестовым переключателем КП. Восстановление питания цепи управления при появлении напряжения производится повторным нажатием кнопки 1КУ «Зажим».
Включение двигателей 1М и 2М достигается замыканием соответствующих контактов крестового переключателя КП в зависимости от требуемого направления вращения.
При включении КП на перемещение рукава начинает вращаться двигатель 2М, при этом винт перемещения сначала вращается вхолостую, перемещая сидящую на нем гайку 4 (рис. 10). В это время производится отжим рукава и с помощью автоматического переключателя ПАЗ подготавливается автоматический реверс двигателя 2М после выключения крестового переключателя. Реверс необходим (ля автоматического зажима рукава после окончания перемещения, что достигается холостым вращением винта в обратном направлении до зажима рукава и разрыва цепи управления переключателем ПАЗ.
При подъеме и опускании рукава крайние положения ограничиваются конечным выключателем KB, разрывающим цепи катушек 2K1 и 2К2.
Магнитные пускатели 3K1 и ЗК2 двигателей зажима 3M11 и ЗМ2 работают только в период нажатия кнопок 1КУ и 2КУ.
Лампа местного освещения ЛО включается посредством однополюсного выключателя ВО.
На станках в обычном исполнении рукоятка фрикциона в исходном положении нажимает на конечный выключатель ограничителя холостого хода ВХХ, который разрывает цепь управления двигателем 1М. При включении фрикциона ВХХ освобождается и •восстанавливает цепи управления двигателем 1М. На станках тропического исполнения ограничитель холостого хода ВХХ не устанавливается.
При включении фрикциона ВХХ освобождается и •восстанавливает цепи управления двигателем 1М. На станках тропического исполнения ограничитель холостого хода ВХХ не устанавливается.
Блокировки и защиты в электрооборудовании станка 2а55
Общая защита электрооборудования станка от токов короткого замыкания осуществляется предохранителями, установленными в распределительном шкафу потребителя.
Тепловое реле РТ защищает двигатель привода шпинделя от перегрузки при длительной перегрузке.
Плавкие предохранители 1П, 2П, ЗП защищают от токов короткого замыкания цепи двигателей 4М, 2М, ЗМ1; и ЗМ2 и цепи управления и местного освещения.
Реле нулевой защиты РН предохраняет двигатели 1М и 2М от самозапуска при включенном крестовом переключателе и восстановлении подачи напряжения после временного перерыва.
Конечный выключатель КВ ограничивает верхнее и нижнее положения рукава на колонне.
Переключатель зажима ПАЗ обеспечивает автоматический реверс двигателя 2М перемещения рукава при отключении крестового переключателя КП для зажима рукава на колонне.
Примечание. * Здесь и ниже обозначение электрооборудования соответствует принципиальной электросхеме.
**В скобках указаны обороты электродвигателей при частоте 60 пер/сек.
Читайте также: Производители сверлильных станков в России
2А55 станок радиально-сверлильный. Видеоролик.
Технические характеристики сверлильного станка 2А55
| Наименование параметра | 255 | 2а55 | 2н55 | 2м55 | 2а554 |
|---|---|---|---|---|---|
| Основные параметры станка | |||||
| Класс точности станка | Н | Н | Н | Н | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 50 | 50 | 50 | 50 | 50 |
| Наибольший условный диаметр сверления в чугуне, мм | 63 | 63 | 63 | 63 | |
| Диапазон нарезаемой резьбы в стали 45, мм | М52 х 5 | ||||
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 450. ..1500 ..1500 | 450…1500 | 400…1600 | 375…1600 | 375…1600 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 1125 | 1050 | 1200 | 1225 | 1225 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 470…1500 | 470…1500 | 450…1600 | 450…1600 | 450…1600 |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 680 | 680 | 800 | 750 | 750 |
| Скорость вертикального перемещения рукава по колонне, м/мин | 1,4 | 1,4 | 1,4 | ||
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 350 | 350 | 350 | 400 | 400 |
| Угол поворота рукава вокруг колонны, град | 360° | 360° | 360° | 360° | 360° |
| Рамер поверхности плиты (ширина длина), мм | 968 х 2430 | 1000 х 2530 | 1000 х 2555 | 1020 х 2555 | |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | 15 | ||||
| Шпиндель | |||||
| Диаметр гильзы шпинделя, мм | 90 | ||||
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 АТ6 |
| Частота прямого вращения шпинделя, об/мин | 30. | 30…1900 | 20…2000 | 20…2000 | 18…2000 |
| Количество скоростей шпинделя прямого вращения | 19 | 19 | 21 | 21 | 24 |
| Частота обратного вращения шпинделя, об/мин | 34..1700 | 37,4…1900 | |||
| Количество скоростей шпинделя обратного вращения | 18 | ||||
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,03..1,2 | 0,05…2,2 | 0,056…2,5 | 0,056…2,5 | 0,045…5,0 |
| Число ступеней рабочих подач | 18 | 12 | 12 | 12 | 24 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | 1,0…5,0 | ||||
| Перемещение шпинделя на одно деление лимба, мм | 1 | 1 | 1 | 1 | |
| Перемещение шпинделя на оборот лимба, мм | 122 | 122 | 120 | ||
| Наибольший допустимый крутящий момент, кгс*см | 7500 | 7100 | 7100 | 7100 | |
| Наибольшее усилие подачи, кН | 20 | 20 | 20 | 20 | |
| Зажим вращения колонны | Гидро | Гидро | Гидро | Гидро | |
| Зажим рукава на колонне | Электр | Электр | Электр | Электр | |
| Зажим сверлильной головки на рукаве | Гидр | Гидр | Гидр | Гидр | |
Электрооборудование. Привод Привод | |||||
| Количество электродвигателей на станке | 5 | 7 | 6 | 7 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 4,3 (1500) | 4,5 | 4 | 4,5 | 5,5 |
| Электродвигатель привода перемещения рукава, кВт (об/мин) | 1,5 (1500) | 1,7 | 2,2 | 2,2 | 2,2 |
| Электродвигатель привода гидрозажима колонны, кВт (об/мин) | 0,25 (1500) | 0,5 | 0,5 | 0,55 | 0,55 |
| Электродвигатель привода гидрозажима сверлильной головки, кВт (об/мин) | 0,5 | 0,5 | — | — | |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,1 (3000) | 0,125 | 0,125 | 0,125 | 0,125 |
| Электродвигатель набора скоростей, кВт (об/мин) | — | — | 0,15 | 0,15 | 0,15 |
| Электродвигатель набора подач, кВт | — | — | 0,15 | 0,15 | 0,15 |
| Электродвигатель привода ускоренного перемещения шпинделя, кВт | — | — | — | 0,55 | |
| Суммарная мощность установленных электродвигателей, кВт | 8,9 | ||||
| Габариты и масса станка | |||||
| Габариты станка (длина ширина высота), мм | 2500 х 970 х 2250 | 2625 х 968 х 3265 | 2545 х 1000 х 3315 | 2665 х 1020 х 3430 | 2665 х 1030 х 3430 |
| Масса станка, кг | 4300 | 4100 | 4100 | 4700 | 4700 |
- Радиально-сверлильный станок 2А55.
 Руководство к станку. 1965
Руководство к станку. 1965 - Альбом материалов по запасным деталям к радиально-сверлильному станку 2А55
- Лоскутов В.В., Сверлильные и расточные станки, 1981, стр.56
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Бирюков Б.Н. Гидравлическое оборудование металлорежущих станков., 1979
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом), 1972
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Чернов Н.Н.. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Радиально-сверлильный станок – конструкция, характеристики, фото
Радиально-сверлильный компактный станок, обладая даже небольшими габаритами и простотой конструкцией, позволяет решить множество задач, связанных с необходимостью получения отверстий в металлических деталях. Важным качеством является и универсальность подобного оборудования, которым оснащаются как небольшие ремонтные мастерские, так и производственные цеха крупных предприятий.
Важным качеством является и универсальность подобного оборудования, которым оснащаются как небольшие ремонтные мастерские, так и производственные цеха крупных предприятий.
Радиально-сверлильный станок RD 60
Особенности использования станков
Технические возможности радиально-сверлильного станка позволяют выполнять с его помощью различные операции по обработке металла: сверление и рассверливание отверстий различного диаметра, зенкерование, нарезку резьбы, осуществляемую при помощи метчика.
Даже настольный станок данной категории можно оснащать различными рабочими инструментами, которые повышают его функциональность. Оснащенные такими инструментами, радиально-сверлильные станки дают возможность выполнять технологические операции, характерные для оборудования расточной группы.
Различные модели станков данной категории отличают их габариты и технические характеристики. Наиболее распространенными моделями оборудования радиально-сверлильной группы являются: 2М55, 2К52, 2А554, АС2532, 2Н55, 2532Л. Отличия каждой модели подобного оборудования, предназначенного для выполнения типовых работ по металлу, относятся к их мощности, а также к перечню технологических операций, которые они дают возможность осуществлять.
Отличия каждой модели подобного оборудования, предназначенного для выполнения типовых работ по металлу, относятся к их мощности, а также к перечню технологических операций, которые они дают возможность осуществлять.
Универсальность, которой отличаются станки радиально-сверлильной группы, дает возможность успешно использовать их для осуществления ремонтных работ различной степени сложности. Функциональность оборудования данной категории определяется его конструкцией, которая может включать в себя различные системы и элементы.
Радиально-сверлильный станок 2А554
Конструктивные особенности станков
Станки радиально-сверлильной группы — это металлорежущее оборудование, используемое для обработки деталей, обладающих различной конфигурацией и геометрическими размерами, которые изготовлены из чугуна и стали, различных цветных металлов. Такие станки причисляют к оборудованию второго класса, если руководствоваться общепринятой классификацией технических устройств, предназначенных для обработки металла. Наиболее популярные модели оборудования радиально-сверлильной группы (2К52, 2М55, 2А554, АС2532, 2Н55 и 2532Л) позволяют осуществлять сверление отверстий, ось которых располагается под различными углами.
Наиболее популярные модели оборудования радиально-сверлильной группы (2К52, 2М55, 2А554, АС2532, 2Н55 и 2532Л) позволяют осуществлять сверление отверстий, ось которых располагается под различными углами.
Технические возможности радиально-сверлильного станка позволяют выполнять на нем обработку поверхностей любого типа: цилиндрических, конических, резьбовых и торцевых. Настольный станок такой модели чаще всего используется для выполнения черновых, получистовых, а также чистовых технологических операций.
Основными инструментами, которыми оснащаются радиально-сверлильные станки, являются сверла, развертки, зенкера и резьбовые метчики. Для выполнения отдельных технологических операций на станок может быть установлен инструмент специального назначения.
Вышеперечисленные модели, получившие наибольшее распространение, преимущественно используются для обработки внутренних отверстий, которые могут иметь цилиндрическую и даже коническую форму. Детали, которые допускается обрабатывать на оборудовании данных моделей, могут иметь достаточно крупные габариты и неправильную геометрическую форму.
Конструктивные особенности радиально-сверлильных станков делают процесс обработки деталей на них простым и удобным. Деталь на таком станке фиксируется в специальном приспособлении. Конструкция оборудования обеспечивает плавное перемещение режущего инструмента по отношению к обрабатываемой поверхности.
Радиально-сверлильный станок с ЧПУ
Станки данной категории, в том числе и настольные, отличают высокие мощностные характеристики, что дает возможность выполнять на них обработку деталей, изготовленных из различных металлов, стальных заготовок в том числе. Станки радиально-сверлильной группы успешно используются для оснащения предприятий, работающих в различных отраслях промышленности, касается это также автомобиле- и самолетостроения.
Составляющие конструктивные узлы станков
Станки радиально-сверлильной группы, использующиеся на современных промышленных предприятиях, могут относиться к одному из четырех видов по своему конструктивному исполнению.
- Станки моделей 2К52 и 2М55 относятся к категории стационарного оборудования и используются для выполнения технологических операций общего назначения.

- В конструкции станков моделей 2532 и 2А554 присутствует специальная колонна, которая может перемещаться вдоль поверхности обрабатываемой детали, для чего используются специальные направляющие.
- Крупногабаритные станки моделей 2532Л и 2Н55 сами перемещаются вдоль поверхности заготовки, для чего их монтируют на рельсовые направляющие.
- Есть отдельные модели, которые устанавливаются непосредственно в зоне обработки. С помощью такого оборудования можно также выполнять чистовые работы, отличающиеся высокой степенью точности.
Чтобы эффективно и безопасно использовать любую модель данного оборудования, а не только радиально-сверлильный станок с ЧПУ, необходимо очень хорошо разбираться в его устройстве и иметь соответствующую квалификацию.
Конструкция любого станка данной категории, в том числе и настольного, обязательно содержит следующие элементы: надежное основание, на котором фиксируется обрабатываемая деталь, колонна цилиндрической формы, траверса и рабочая головка, в которой закрепляется режущий инструмент.
Колонна радиально-сверлильного станка, на которой фиксируется горизонтальная траверса, при необходимости может совершать вращательные движения. Траверса может перемещаться в горизонтальной плоскости, на данном элементе монтируется сверлильная бабка с рабочим шпинделем, в котором и закрепляется режущий инструмент.
Конструкция такого настольного станка проста и надежна, что становится понятно даже по фото. Это оборудование несложно обслуживать и подвергать требуемому ремонту.
Принципы работы станков
Коробка скоростей и регулировки рабочих передач, которыми оснащен каждый настольный станок радиально-сверлильной группы, располагаются в его сверлильной бабке. Рабочие органы, с помощью которых осуществляется управление работой станка, находятся на его лицевой панели. Обработка деталей на станках данной категории осуществляется за счет вращения режущего инструмента.
Радиально-сверлильный станок 2м57-2
Перед запуском оборудования в работу, используя специальные рукоятки, выставляются параметры скорости вращения инструмента и величина подачи. При выборе параметров обработки, выполняемой на станке радиально-сверлильной группы, учитывают целый ряд факторов: максимальный диаметр отверстия, которое может быть обработано на станке; максимальную величину перемещения шпинделя; номер присоединенного конуса, расположенного во внутренней части шпинделя; количество оборотов, которые может совершать шпиндель; количество ступеней, позволяющих регулировать частоту вращения шпинделя.
При выборе параметров обработки, выполняемой на станке радиально-сверлильной группы, учитывают целый ряд факторов: максимальный диаметр отверстия, которое может быть обработано на станке; максимальную величину перемещения шпинделя; номер присоединенного конуса, расположенного во внутренней части шпинделя; количество оборотов, которые может совершать шпиндель; количество ступеней, позволяющих регулировать частоту вращения шпинделя.
Та мощность, которой обладают станки радиально-сверлильной группы определенной модели, преимущественно зависит от параметров электродвигателя, использованного для его оснащения. Большое значение имеет и стоимость станка, которая зависит как от его технического состояния, так и от функциональных возможностей.
В процессе эксплуатации регулярно возникает необходимость в техническом обслуживании оборудования и его ремонте, выполнением которых должны заниматься только квалифицированные специалисты, обладающие достаточным опытом работы в данном направлении.
Станки радиально-сверлильной группы считаются очень надежным оборудованием, которое позволяет эффективно выполнять обработку деталей, изготовленных из различных металлов. К работе на станках данной категории допускаются специалисты, которые не только имеют соответствующую квалификацию, но и прошли инструктаж по соблюдению техники безопасности.
Радиально-сверлильный станок | ООО ПКФ «СТАНКОГРАД»
Современные станки являются высокотехнологичными устройствами, способными выполнять разнообразные операции и минимизировать ручные трудозатраты.
Если необходимо обеспечить высокую точность высверливания деталей, то радиально-сверлильный станок как нельзя лучше подойдет для выполнения этой задачи.
Возможно Вас также заинтересует следующее
Отрезные станки Точильно-шлифовальные станки Пылеулавливающие агрегаты
Если у вас возникли вопросы или вы заинтересовались нашими услугами, обращайтесь к нам по номеру телефона, указанному в контактах, или с помощью формы обратной связи.
Радиально-сверлильные БУ станки
Сущестуют различные модели бу радиально-сверлильных станков, для выполнения составных частей которых используется высокоуглеродистая сталь. Конструкция многих изделий предусматривает возможность вращения шпинделя (налево и направо) и функцию нарезки резьбы.
Радиально-сверлильные станки подходят как для небольших производств, так и для крупносерийных цехов. С их помощью можно производить различные операции:
- сверлить отверстия в материалах разной плотности;
- нарезать внутреннюю резьбу;
- зенковать поверхности торца;
- обрабатывать предварительно просверленные отверстия путем рассверливания и зенкерования;
- производить дополнительные операции с помощью специальных инструментов.
Станки, которые мы поставляем, являются одними из лучших, так как они обладают рядом ценных эксплуатационных характеристик в виде:
- отсутствия люфтов и биений в станке;
- удобства работы, обусловленного оптимальным расстоянием между шпинделем и опорной стойкой;
- высоким качеством материала, используемого для изготовления шпинделя.

Модели радиально-сверлильных станков выполняют целый ряд операций:
- обрабатывают отверстия в средних корпусных деталях;
- сверлят, рассверливают, зенкуют, развертывают, нарезают резьбу.
Этот станок подходит для единичного и серийного производства.
Сверлильный радиальный станок 2м55 также востребован на многих предприятиях, благодаря его надежности и высокой эффективности.
С помощью радиально-сверлильного станка 2е52 сверлят средние и крупные детали в индивидуальном и серийном производстве. Его применяют в тяжелом машиностроении, станкостроении, судостроении и в других отраслях промышленности. Этот станок может быть переносным или стационарным, то есть, закрепленным на фундаменте.
Станок радиально-сверлильный 2к522 используют для обработки отверстий в мелких, средних и крупногабаритных деталях.
| Характеристика | Значение |
|---|---|
| Диаметр колонны, мм | 60 |
| Длина, мм | 820 |
| Ширина/ глубина, мм | 335 |
| Высота, мм | 930 |
| Вес (ориентировочный), кг | 47 |
| Максимальный диаметр сверления в стали (конструкционная углеродистая), мм | 16 |
| Максимальный диаметр при продолжительном сверлении в стали, мм | 12 |
| Длина рабочей поверхности, мм | 225 |
| Ширина рабочей поверхности, мм | 230 |
| Тип Т-образных пазов | — |
| Размер Т-образных пазов, мм | 14 |
| Поворот стола, ° | — |
| Наклон стола, ° | ±45 |
| Максимальное расстояние от шпинделя до стола, мм | 380 |
| Напряжение питания, В | 230 |
| Максимальное расстояние от шпинделя до основания станка, мм | 550 |
| Длина рабочей поверхности, мм | 430 |
| Ширина рабочей поверхности, мм | 260 |
| Размер Т-образных пазов основания, мм | 14 |
| Выходная мощность двигателя шпинделя, кВт | 0,75 |
| Диапазон часто вращения шпинделя, мин-1 | 390-3000 |
| Количество скоростей | 5 |
| Тип переключения | Ручной |
| Ход пиноли, мм | 80 |
| Патрон в шпинделе | МК 2 |
| Вылет, мм | 115-430 |
Радиально-сверлильные станки МДМ ТЕХНО
Радиально-сверлильные станки по металлу являются одним из самых распространенных классов станочного оборудования, используемого на предприятиях машиностроительной сферы, при единичных работах и серийном производстве. Главное отличие подобной техники – возможность конструкции совместить ось отверстия на заготовке с положением шпинделя в радиальном и круговом положении. Представленные модели в соответствии с конструктивными особенностями подразделяются на следующие типы:
Главное отличие подобной техники – возможность конструкции совместить ось отверстия на заготовке с положением шпинделя в радиальном и круговом положении. Представленные модели в соответствии с конструктивными особенностями подразделяются на следующие типы:
-
оборудование общего назначения;
-
агрегаты, переносимые и используемые для работы на крупных, габаритных деталях и заготовках;
Большинство машин имеют мощные, экономичные электродвигатели, с помощью которых обеспечивается механические операции на металлических заготовках больших диаметров, нарезание резьбы размерами до М25. Каждая модель обладает широким диапазоном частоты вращения шпинделя. Такие характеристики позволяют осуществлять различные виды обрабатывающих работ, выполнять целый ряд вспомогательных технологических заданий.
Агрегаты имеют на оснащении устройства автоматического выталкивания режущих инструментов, зажимы для работы механизма независимой блокировки узлов станка. Диапазон работ, выполнение которых характерно для радиально-сверлильных установок, следующий:
Диапазон работ, выполнение которых характерно для радиально-сверлильных установок, следующий:
-
сверлильные операции по металлу;
-
зенкерование и торцевание кромки готового изделия;
-
рассверливание отверстий до необходимого диаметра;
-
операции по нарезанию резьбы.
Наличие специальной оснастки и дополнительных инструментов позволяют значительно увеличить спектр выполняемых технологических заданий на данной технике.
Специфика и особенности радиально-сверлильных станков
Конструкция оборудования позволяет осуществлять обрабатку на заготовках и деталях больших размеров и сложных геометрических форм. В процессе работы осуществляется не переустановка деталей, а осуществляется перемещение шпинделя в радиальном направлении или вкруговую, повторяя контуры детали.
Представленные в каталоги станки отличаются своими техническими параметрами и характеристиками, такими как мощность двигателя, максимально допустимый диаметр сверления. У многих установок отличаются размер конуса шпинделя, диапазон его вылета и хода. Оборудование может устанавливаться на подготовленный фундамент, иметь специальные механические устройства для перемещения в пределах рабочих участков. Ряд моделей рассчитан для транспортировки на рабочий участок при выполнении монтажных и ремонтно-восстановительных работ. Механизмы соответствуют необходимым стандартам безопасности и качества. Отвечают нормам противопожарной и электротехнической безопасности. На все модели распространяется гарантийное обслуживание, увеличивающее продолжительность эксплуатации установок, сохраняя основные параметры и характеристики.
Сверлильные радиальные станки 2А554, 2А576
Описание
| параметр | 2А554 | 2А576 |
|---|---|---|
| Диаметр сверления в стали, мм | 50 | 80 |
| Диаметр сверления в чугуне, мм | 63 | 100 |
| Крутящий момент шпинделя, нм | 710 | 1600 |
| Осевое усилие на шпинделе, н | 20000 | 32000 |
| Мощность главного двигателя, кВт | 5,5 | 7,5(11) |
| Осевое перемещение шпинделя, мм | 400 | 500 |
| Перемещение головки по рукаву, мм | 1225 | 2000 |
| Перемещение рукава по колонне, мм | 750 | 1100 |
| Вращение рукава вокруг колонны, грд | 360 | |
| Частота вращения шпинделя, об/мин | 18-2000 | 9-1800 |
| К-во частот вращения шпинделя | 24 | |
| Подачи шпинделя на оборот, мм/об | 0,045-5,0 | — |
| Подачи шпинделя в минуту, мм/мин | — | 2-1600 |
| Количество подач шпинделя | 24 | бессступ. |
| Конус шпинделя | МК5 | ISO50 |
| Габаритные размеры, мм | 2665х1030х3430 | 4180х1280х4125 |
| Масса, кг | 4700 | 11850 |
Радиально-сверлильный станок 2А554
Фундаментная плита является основанием станка, на которой неподвижно закреплен цоколь (в нем на подшипниках монтируется вращающаяся колонна). Рукав станка со сверлильной головкой размещен на колонне и перемещается по ней с помощью механизма подъема (спецификация 2М55.00.22.000). В корпусе колонны расположено гидромеханическое устройство (для зажима колонны) и токопроводящее устройство (для питания поворотных и подвижных частей станка).
Сверлильная головка перемещается по направляющим рукава вручную. В нужном положении головка фиксируется установленным на ней механизмом зажима. Сверлильная головка состоит из:
- коробки скоростей и подач,
- механизмов подачи и ускоренного отвода шпинделя,
- шпинделя с противовесом и других узлов.
Посадочные и присоединительные базы станка 2А554
Габариты рабочего пространства радиально-сверлильного станка 2А554
Радиально-сверлильный станок 2А576
Оборудование предназначено для механической обработки отверстий в заготовках больших размеров методами сверления, рассверливания, зенкерования, развертывания и нарезки резьбы метчиками.
Технические особенности:
- жесткость конструкции,
- широкий диапазон оборотов шпинделя
- высокая мощность
Габариты рабочего пространства радиально-сверлильного станка 2А576
| Индекс | A | B | C | D | E | F | G |
|---|---|---|---|---|---|---|---|
| Размер, мм | 500 | 400 — 2000 | 500 — 2500 | 350 | 500 | 4125 | 3005 |
| Радиально-сверлильный станок | 8459290000 |
| Станки металлообрабатывающие: радиально-сверлильный станок | 8459290000 |
| Станки металлообрабатывающие: станки радиально-сверлильные | 8459290000 |
| Станки металлообрабатывающие радиально-сверлильные, | 8459290000 |
| Станок радиально-сверлильный | 8459290000 |
| Станки металлообрабатывающие: станок радиально-сверлильный | 8459290000 |
| Станки металлообрабатывающие: станки радиально-сверлильные, | 8459290000 |
| Станки металлообрабатывающие: Радиально-сверлильный станок | 8459 |
| Станки металлообрабатывающие радиально-сверлильные | 8459290000 |
| Станки радиально-сверлильные | 8459290000 |
| Станки металлообрабатывающие: радиально-сверлильный станок, | 8459290000 |
| Станки металлообрабатывающие: радиально сверлильный станок | 8459290000 |
| Оборудование металлообрабатывающее: радиально-сверлильный станок | 8459290000 |
| Станки металлообрабатывающие: радиально-сверлильные станки | 8459210000 |
| Станки металлообрабатывающее радиально-сверлильные | 8459290000 |
| Станки металлообрабатывающие: радиально-сверлильный станок, модели 2А554 с коробчатым столом | 8459290000 |
| Станки металлообрабатывающие: станки радиально-сверлильные, модели: 2С532, 2С540, 2С550, 2С552, 2С554, 2С560, 2С563, 2С572, 2С576, 2С587, SRB50, АС2532, АС2540, АС2550, 2К550, 2К522-03, 2Л540, 2Л550, 2Л554, 2Л563, ГС545, 2 | 8459290000 |
| Станки радиально — сверлильные, модели: Z3050X16, Z3080X25, Z3040X12/1, Z3040X16/1, Z3140A, Z3050X12/1, Z3050X12/2, Z3050X16/1, Z3040X12/1, Z3050X16/2, Z3150, Z3063X20/1, Z30100X31, Z33100X230D, Z33100Х40, D50 | 8459290000 |
| Оборудование металлообрабатывающее: станки радиально-сверлильные, | 8459290000 |
| Оборудование металлообрабатывающее: Радиально-сверлильный станок, | 8459290000 |
| Оборудование металлообрабатывающее: Станки радиально-сверлильные, | 8459290000 |
| Радиально-сверлильный станок, | 8459290000 |
| Станки металлообрабатывающие: радиально-сверлильные станки, | 8462 |
| Оборудование металлообрабатывающее: радиально-сверлильный станок, | 8459290000 |
| Оборудование металлообрабатывающее промышленное: радиально-сверлильный станок | 8459290000 |
PDF: Радиально-сверлильный станок, типы, принцип работы, детали, механизм • Tri-State Fabricators
Сверлильный станок: Это станок, который используется для сверления отверстий в компонентах или заготовках с помощью сверла биты.
Сверла также называются многоточечными режущими инструментами, которые могут быстро влиять на скорость съема материала (MRR), то есть одноточечный режущий инструмент (например, тот, который используется в токарном станке) может удалять материал медленно, тогда как , многоточечный режущий инструмент удаляет материал с большей скоростью и тем самым увеличивает MRR.
2. Строительство сверлильного станка:
Детали следующие.
1. Основание (станина):
Основание изготовлено из чугуна, который обладает высокой прочностью на сжатие, хорошей износостойкостью и хорошей поглощающей способностью (т.е. поглощает вибрации, возникающие во время работы) и для них по причинам, он действует как основа для сверлильного станка.
2. Столбец: Он расположен точно в центре основания, который может служить опорой для вращения поворотного стола и удерживания системы передачи энергии.
3. Поворотный стол: Он прикреплен к колонне, которая может удерживать тиски в захватах, и, таким образом, заготовка фиксируется в тисках для выполнения операции сверления.
Поворотный стол может перемещаться вверх и вниз посредством вращательного движения и может быть зафиксирован на колонне с помощью стопорной гайки.
4. Система передачи энергии:
Состоит из двигателя, ступенчатого шкива, клинового ремня и шпинделя. Передача мощности объясняется в работе сверлильного станка.
5. Ручное колесо:
При вращении маховика шпиндель перемещается вверх и вниз в вертикальном направлении, чтобы обеспечить необходимое количество подачи для работы.
Здесь вращательное движение преобразуется в поступательное с помощью механизма зубчатой рейки, который описан ниже.
6. Патрон: Используется для удержания сверла.
3. Принцип работы сверлильного станка:
Когда мощность подается на двигатель, шпиндель вращается и, таким образом, ступенчатый шкив, прикрепленный к нему, также вращается.На другом конце прикреплен еще один ступенчатый шкив, который переворачивается для увеличения или уменьшения скорости вращательного движения.
Теперь клиновой ремень помещается между ступенчатыми шкивами, чтобы приводить в действие передачу мощности. Здесь вместо плоского ремня используется клиновой ремень для повышения энергоэффективности.
Теперь вращается и сверло, которое было помещено в патрон и которое было соединено со шпинделем. При вращении шкивов вращается и шпиндель, который может вращать сверло.
Теперь, вращая маховик, шпиндель перемещается вверх и вниз в вертикальном направлении, чтобы обеспечить необходимое количество подачи для работы, и это сверло используется для проделывания отверстий в компоненте, помещенном в машинные тиски.
4.Приводной механизм сверлильного станка: зубчато-реечный механизм
Этот приводной механизм основан на реечно-шестеренном механизме.
реечный механизм в сверлильном станке
Когда маховик вращается, он преобразует вращательное движение в поступательное с помощью зубчатой рейки.
Установка состоит из стойки (с мелкими канавками), шестерни, патрона и сверла. Сверло помещено в патрон, патрон соединен со стойкой, и когда маховик вращается, шестерня вставляется в канавки стойки [показано на рисунке ниже], и, таким образом, вращательное движение преобразуется в линейное движение. и поскольку этот механизм работает с помощью Rack and Pinion, он называется механизмом Rack and Pinion.
Сверло помещено в патрон, патрон соединен со стойкой, и когда маховик вращается, шестерня вставляется в канавки стойки [показано на рисунке ниже], и, таким образом, вращательное движение преобразуется в линейное движение. и поскольку этот механизм работает с помощью Rack and Pinion, он называется механизмом Rack and Pinion.
5.Типы сверлильных станков:
- Радиально-сверлильный станок
- Вертикальный сверлильный станок
- Автоматический сверлильный станок
- Многошпиндельный сверлильный станок
- Станок для глубокого сверления
- Чувствительный сверлильный станок
- Портативный сверлильный станок
- Станок сверлильный
6.Радиально-сверлильный станок
Сверлильный станок предназначен для выполнения круглых отверстий в компонентах с помощью сверл. Но радиально-сверлильный станок предназначен для сверления отверстий на заданном радиальном расстоянии, и это будет использоваться, когда размер компонента большой по высоте.
Когда компонент большой, он не может поместиться по своей конструкции в тисках станка. Следовательно, компонент необходимо положить на землю и повернуть радиальный рычаг сверлильного станка w.r.t компонент для выполнения операции.
Угол сверла составляет 118 градусов.
7. Принцип работы радиально-сверлильного станка:
При подаче питания шпиндель вращается вместе с двигателем. Радиальный рычаг регулируется в зависимости от типа работы и высоты заготовки. Шпиндель соединяется с патроном, а сверло помещается между губками патрона. Сверлильная головка настраивается на заготовку и подаётся подходящая подача.Тогда сверло очень легко вгоняется в заготовку.
Приводной механизм: Реечный механизм
Когда маховик вращается, то шестерня, прикрепленная к рейке, также вращается, что может преобразовывать вращательное движение в линейное, а приводной механизм называется Реечной и Шестеренчатый механизм.
Радиально-сверлильный станок 8. Конструкция радиально-сверлильного станка:
Конструкция радиально-сверлильного станка:
Установка состоит из
- Основание
- Колонна
- Радиальный рычаг
- Двигатель для подъема рычага
- Подъемный винт
- Направляющие
- Двигатель для приводного сверлильного шпинделя
- Сверлильная головка
- Сверлильный шпиндель
- Стол
- Основание: Он изготовлен из чугуна, который обладает высокой прочностью на сжатие и хорошей износостойкостью.Основание используется для поддержки сборки деталей на нем, а также поглощает вибрации, вызываемые деталями машины.
- Столбец: Он точно размещается на одном конце станины, которая может служить опорой для поворота радиального рычага на 360 градусов.
- Радиальный рычаг: Это рычаг, который соединен с колонной. Сверлильная головка перемещается от одного конца к другому по направляющим.
- Двигатель: Он устанавливается на сверлильную головку для приведения в действие рабочего блока (шпиндель сверла)
- Стол: Машинные тиски соединены с поворотным столом, который может удерживать заготовку для дальнейшей работы.

- Маховик или маховик: Он соединен со шпинделем, который используется для перемещения вверх и вниз относительно. заготовка.
- Приводная головка: Обычно она состоит из двух рычагов, которые, варьируя, могут увеличивать или уменьшать скорость патрона.
- Патрон: Один конец патрона соединен со шпинделем, а другой конец соединен со сверлом (инструментом).
- Инструмент — Сверло: Сверло используется для сверления отверстий в образцах.
- Заготовка: Она должна быть закреплена в тисках станка на столе.
Original Source
Радиально-сверлильный станок— Esskay International Machine Tools Blog
Что такое радиально-сверлильный станок?
Радиально-сверлильный станок — это промышленный продукт, специально разработанный и изготовленный для крупных и тяжелых рабочих предметов. Качественный радиально-сверлильный станок в основном предназначен для выполнения сверления в любом заданном месте и положении без перемещения большого и тяжелого рабочего элемента. Колонна этого сверлильного станка с помощью руки облегчает работу, регулируя его положение вверх и вниз. Самая удивительная особенность этого станка — его гибкость, которая упростила сверление больших и тяжелых рабочих предметов в отрасли.
Колонна этого сверлильного станка с помощью руки облегчает работу, регулируя его положение вверх и вниз. Самая удивительная особенность этого станка — его гибкость, которая упростила сверление больших и тяжелых рабочих предметов в отрасли.
Принцип работы
Принцип работы радиально-сверлильного станка в основном такой же, как и у сверлильного станка, в котором вращающийся край, прикрепленный к головке сверла, прикладывает силу к рабочему элементу для создания отверстия и удаления излишков материала.Радиально-сверлильный станок позволяет большому и крупному рабочему элементу располагаться без необходимости переставлять тяжелый и большой предмет, снова и снова сверление выполняется в разных положениях, регулируя положение колонны с помощью рычага.
Детали радиально-сверлильного станка и его значениеВот некоторые из его важных частей:
База Основание станка выполнено из чугуна из-за его необходимой прочности. База поддерживает как столбец, так и таблицу. Рабочий элемент, на котором должна выполняться операция сверления, устанавливается на столе, который устанавливается на другом конце основания. Радиально-сверлильный станок, используемый в тяжелой обрабатывающей промышленности, поставляется с двумя основаниями для поддержки установки и извлечения рабочего элемента с одной стороны и выполнения сверления с другой стороны
База поддерживает как столбец, так и таблицу. Рабочий элемент, на котором должна выполняться операция сверления, устанавливается на столе, который устанавливается на другом конце основания. Радиально-сверлильный станок, используемый в тяжелой обрабатывающей промышленности, поставляется с двумя основаниями для поддержки установки и извлечения рабочего элемента с одной стороны и выполнения сверления с другой стороны
Эта деталь закреплена на одном конце основания. А двигатель размещен наверху колонны, чтобы который позволяет движение руки.Поскольку эта машина должна поддерживать сверление в тяжелых и крупногабаритных изделиях, колонна позволяет установите рычаг для сверления в разных положениях.
Радиальный рычаг Радиальная штанга размещается на колонне и расширяется в горизонтальном положении на всю длину. Радиальный рычаг — это фактически механический инструмент, который поддерживает сверлильную головку.
Сверлильная головка прикреплена на радиальном рычаге, что, в свою очередь, облегчает его регулировку в любом положении на лучевая рука.Сверлильная головка настраивается на рабочий элемент и выполняет поставленную задачу. генерирующего отверстия при приложении силы через силовой мотор. Он работает на разных подачах и скоростях во время сверления. операции.
ШпиндельШпиндель — это та часть станка, которая вращает и удерживает сверлильный патрон. Именно шпиндель отвечает за вращение радиально-сверлильных станков. Теперь, благодаря передовым технологиям, новые станки поддерживают многошпиндельные и многосверлильные головки.
Разница между сверлильным станком на столбах и Радиально-сверлильный станок Станок для сверления колонн Столб сверлильный станок A
Сверлильный станок также известен как сверлильный станок или сверлильный станок. Это
имеет колонну с основанием и кровать
удерживать рабочий элемент. Но досягаемость дрели
ограничено и фиксировано.
Это
имеет колонну с основанием и кровать
удерживать рабочий элемент. Но досягаемость дрели
ограничено и фиксировано.
Радиально-сверлильный станок — это усовершенствованная версия сверлильного станка, специально разработанная для больших и тяжелых рабочих предметов. которые обеспечивают большую степень свободы и гибкость.Эта машина обеспечивает удобство выполнения операции сверления на разном положении тяжелые и большие рабочие предметы, не заставляя их двигаться. И эта машина выбрана из-за его способность позиционировать свою сверлильную головку на рабочих элементах с регулировкой радиального рычага.
Основные типы сверлильных станков
Основные типы сверлильных станковാ 㰊 敭 慴 渠 浡 㵥 䜢 久 剏 • 潣 瑮 湥 㵴 䴢 䡓 䵔 ㄷ ⸵〴∰ 㸠 洼 瑥 慮 敭 ∽ 牐杯 摉 • 潣 瑮 湥 㵴 䘢 潲 楤 潴 潄 畣 敭 瑮 䈼 十 䙅 乏 ⁔ 慦 散 ∽ 敖 摲 湡 ⱡ 䄠 楲 污 ≡ാ 㰊 栯 慥 㹤 䈼 䑏 㹙 搼 癩 愠 楬 湧 ∽ 散 㸢 † 挼 湥 整 㹲 † 琼 扡 敬 戠 牯 敤 〢 • 散 汬 慰 摤 㵧 㜢 †† 琼 ††† 琼 㹤 †††† 瀼 愠 楬 湧 ∽ 散 瑮 牥 䅐 ⁎ 摩 吽 䑂 睯 楄 ぶ ††† 㰠 慮 ≰ 㰾 愯 㰾 匯 䅐 牴 湯 㹧 猼 慰 㹮慂 楳 祔 数 景 䐠 楲 慍 湩 獥 ⼼ 灳 湡 㰾 灳 ††† ☠ 扮 灳 㰻 ⼼ 瑳 潲 杮 㰾 瀯 㹤 †† ⼼ 牴 ാ㰠 琯 扡 敬 ാ 㰠 振 湥 整 㹲 㹶 琼 扡 敬 戠 牯 〢 㸢 † 琼 㹲 †† 琼 㹤 䐠 楲 汬 湩 慭 档 湩 牤 汩 獥 敳 牡 湯 景 琠 敨 洠 潣 湯 ††† 慭 档 湩 畯 摮 椠 桴 慭 档 湩 灯 ⁁ 牤 汩 牰 獩 愠 洠 捡 敮 琠慨 瑴 牵 獮 愠 摮 ††† 摡 慶 据 獥 愠 爠 瑯 牡 ⁹ 潴 汯 潷 歲 楰 捥 吠 敨 瀠 敲 獳 椠 獵 摥 楲 祬 † † 潦 牤 汩 楬 杮 栠 獥 畢 ⁴ 湥 甠 敳 楷 桴 琠 潲 数 潴 汯 Ⱨ 椠 ⁴ 敢 甠 敳 †† 映 牯 浵 敢 景 洠 捡楨 楮 杮 漠 数 慲 楴 湯 吠 敨 ⁴ 潣 浭 湯 洠 捡 楨 漠 数 慲 楴 湯 ൳ †† 瀠 牥 潦 摥 漠 牤 汩 獥 牡 牤 杮浡 湩 Ⱨ 琠 灡 楰 湵 牯 Ⱨ ††† 潣 湵 整 獲 杮 湡 灳 瑯 杮 †† 㰠 㹰 桔 牥 牡 祮 搠 晩 敦 敲瑮 琠 灹 獥 漠 潣 普 杩 牵 瑡 漠 牤 汩 楬 杮 洠 捡 ††† 畢 ⁴ 潭 瑳 湩 慭 档 湩 獥 眠 慦 汬 椠 瑮 牵 戠 潲 摡 挠 瑡 敩 㩳 甠 瑨 ††† 敳 獮 瑩 癩 牰 杩 瑨 慲 湡 慩 異 灲 † †† 戼 ാ †† 㰠 㹰 猼 慰 瑳 汹 㵥 䝋 乕 ⵄ 佃 佌 㩒 ⌠ 晦 㸢 猼 慰 㹮 偕 䥒 䡇 ൔ †† 匠 久 䥓 䥔 䕖 䐠 䱌 倠 䕒 卓 ⼼ 灳 湡 猯㹮 ⼼ 㹰 ††† 琼 扡 敬 戠 牯 敤 㸢 †††† 吼 佂 ††† 㰠 牴 †††† 㰠 摴 ††††† 㰠 ⁰ 污 㵮 挢 湥整 ≲ 㰾 㹢 䤼 䝍 栠 楥 桧 㵣 產 獰 湥 獳 灪 ㄽ ㄵ 戠 牯 㵲 †††††† 猼 慰 㹮 畧 敲 ㄠ 灳 湡‾ 灕 楲 桧 ⁴ 敳 獮 瑩 癩 ††††† 瀠 敲 獳 㹢 ⼼ 摴 ാ †††† 㰠 摴 ‾ 楲 桧 ⁴ 敳 獮 瑩獥 䘨 杩 牵 ⤱ ††††† 獩 愠 氠 杩 瑨 搭 瑵 ⁹ 祴 漠 杮 洠 捡 楨 敮 琠 慨 祬 椠 据 牯 潰 慲 ൳ †† ††† 愠 戠 汥 ⁴ 牤 癩 灳 湩汤 敨 摡 桔 獩 洠 捡 楨 敮 椠 慲 汬 ⁹ 獵 摥 映 †††††† 潭 慲 桧 ⁴ 畤 祴 眠 吠 甠 牰湥 楳 楴 敶 搠 楲 汬 敲 瑩 慮 敭 †††††† 潴 琠 敨 捡 ⁴ 桴 捡 楨 敮 湡 漠 ⁹ 敢 栠 䠠 湡 敦 摥 湩 ൧ ††††† 琠 敨 琠 潯 湩 潴 琠 敨 敩 散 愠 汬 睯 桴 瑡 牯 琠 昢 †† ≬†††† 桴 畣 瑴 湩 捡 楴 湯 桴 敳 獮 瑩 癩 牤 獥 †††††† 慭 瑣 牵 摥 椠 汹 牯 愠 戠 湥 档 猠 祴 敬 㰮 琯 㹤 †††† ⼼ 牴 ാ †† 㰠 戯 ാ †† 㰠 牴 ാ ††† 㰠 摴 㰾 㹢 瑳 汹 㵥 䈢 䍁 ⵄ 佃 佌㩒 ⌠ 晦 晦 〰 㸢 猼 慰 㹮 䥒 †††† 䐠 䥒 䱌 䕒 湡 㰾 猯 慰 㹮 ⼼ 㹢 ††††† 瀼 ‾ † 桔 灵 楲 ⁴ 牤 汩 牰 獥 䘨 杩 牵 ⤲ 椠 ⁹ 祴 †††† 祴 数 漠 牤 杮 洠 捡 ⁹ 湩 潣 灲 牯 瑡 湩 牡 摥搠 楲 敶 猠 楰 摮 敬 ††††† 敨 摡 桔 獩 琠 灹 景 搠 慭 档 湩 獩 甠 敳 敧 †††††† 潨 敬 瀭 潲 畤楣 杮 漠 数 慲 楴 湯 桴 瑡 渦 祴 楰 慣 汬 ♹ 扮 灳 癮 汯 敶 氠 牡 牯 栠 瀠 牡 獴 桔 † 楲 ⁴ 牤 汩 獥 † †† 愠 汬 睯 桴 灯 牥 慨 摮 映 敥 牯 瀠 映 敥 桴 潴 桴 †††† 眠 牯 火 敩 桔 潰 敷 敦 摥 洠 捥 慨 楮 浳 愠 瑵 浯 瑡 愠 癤 湡 散 桴 汯 椠 瑮 ൯ †††† 琠 敨 敩 散 潓 敭 琠 灹 灵 楲 ⁴ 牤汩 牰 獥 敳 牡 污 ††††† 慭 慦 瑣 牵 摥 眠 潴 慭 楴 慴 汢 ⵥ 慲 獩 敭 档 湡 獩 獭 † † ††††† 瀼 ☾ 扮 灳 㰻 瀯 㰾 戯 㰾 琯 㹤 ††††† 琼 㹤 †††††† 瀼 散 䝍 栠 楥 桧 㵴 ‰ 牳㵣 產 牰 杩 瑨 樮 杰 • 楷 瑤 㵨 摲 牥 〽 㰾 㹢 猼 ††††† 楆 畧 敲 湡 ‾ 桧 ⁴ 汩 牰 獥 㱳 戯 㰾瀯 㰾 琯 㹤 †††† ⼼ 牴 ാ †† 㰠 琯 扡 敬 ാ †† 㰠 㹢 ††† 琼 扡 敬 戠 牯 敤 㵲 〢 †††† 琼 ††††† 琼㹤 戼 㰾 灳 湡 猠 ∽ 䅂 䭃 䑎 䌭 䱏 剏 ›昣 晦 て ††††† 䄠 䐠 䥒 䱌 倠 䕒 卓 卓 㰠 慰 㹮 ⼼ 灳 湡 㰾戯 ാ ††††† 㰠 㹰 †† 吠 敨 爠 摡 牡 牤 汩 牰 獥 ⤳ †††††† 琠 牰 摯 捵 潷 歲栠 牯 敳 漠 桴 慭 档 湩 灯 桔 ♥ 扮 灳 瀻 敲 獳 椠 ൳ ††††† 挠 潭 汮 ⁹ 敲 敦 潴 愠 慲 楤 污 敲 獳桔 慲 楤 污 愠 浲 搠 楲 汬 †††††† 牰 獥 污 獷 漠 数 慲 潴 潴 桴 灳 湩 祬 漠 敶 ൲ ††††† 琠 敨 眠 牯 火 敩 散 爠 瑡 敨 桴 湡 洠 癯 桴 歲 潴 琠 敨琠 潯 吠 敨 搠 獥 杩 ൮ ††††† 漠 桴 慲 楤 污 搠 楲 獳 朠 癩 獥 椠 牧 污 漠 ൦ †††††† 瘠 牥 慳 楴 楬祴 獥 数 楣 污 祬 慰 瑲 杲 潴 瀠 獯 瑩 污 ††††† 牤 汩 獬 漠 晦 牥 瀠 映 敥 湯琠 敨 猠 楰 摮 敬 獡 眠 汥 畡 潴 慭 楴 档 ††††† 琠 慲 獩 睯 牥 琠 敨 爠 摡 慩 牡 吠 敨汥 栠 慥 Ɽ 眠 楨 档 椠 慣 ††††† 漠 桴 污 愠 浲 慣 潳 戠 牥 敳 污 桴 朠 癩 湩 ൧ ††††† 琠 敨 洠 捡 楨 敮 愠 摤 景 甠 敳 愠 敶 獲 瑡 汩 牡 ൭ ††††† 搠 楲 瀠 敲挠 湡 戠 煥 極 灰 牴 潩 慴 汢 牯 琠 琠 扡 敬 戼 ⸾ ††††† 桔 獩 朠 癩 獥 琠 琠 敨 数 慲 慲 桴 扡 汩 瑩 ⁹ 潴 ഠ ††††† 搠 楲 汬 椠 瑮 牥 敳 瑣 湩 牯 栠 汯 獥 椠 湯 ⼼ 㹰 †††† ഠ ††††† † 㰠 琯 㹤 ††††† 琼 㹤 †††††† 瀼 愠 楬 湧 ∽ 散 瑮 䤼 䝍 栠 楥 桧 㵴 㤲 ′ 牳 灪 ≧ 眠 摩 ㌽㈰ 戠牯 敤 㵲 㸰 戼 㹲 †††††† 戼 㰾 灳 湡 䘾 杩 牵 㹮 渦 獢 㭰 删 摡 慩 牡 牰 獥 㱳 戯 瀯 琯 㹤 †† † ⼼ 牴 ാ †† 㰠 琯 扡 敬 ാ †† 㰠 牨 ാ †† 㰠 㹰 猼 慰 㵥 䈢 䍁 䝋 佒 乕 ⵄ 佃 㩒 晦 晦 〰 㸢 猼 慰 䍅 䅉 †† 倠剕 佐 䕓 䐠 䥒 䱌 䴠 䍁 䍁 猯 㹮 ⼼ 灳 湡 㰾 瀯 ാ †† 㰠 戯 ാ †† 㰠 桔 畮 扭 牥 漠 祴 数 楣 污 瀠潰 敳 搠 楲 汬 湩 慭 档 湩 獥 桔 †† 瀠 牵 潰 敳 景 琠 琠 灹 獥 漠 牤 汩 楬 杮 捡 楨 敮 慶 祲 捥 異 灲 獯 牤 汩 楬 杮 ††† 慭 档 湩 獥 椠 敤 洠 捡 楨 敮 慣 景 搠 楲 汬 湩 〲 愠 ⁴ 湯 散 漠 ൲ †† 搠 楲 汬 湩 敬 獡 猠 慭 汬 愠 ⸰ 漠 椠 ⼼ 㹰 ††† 戼 ാ †† 㰠 猼 慰 瑳 汹 乕 ⵄ 佃 佌 㩒 ⌠ 〰 㸢 猼 㹮慇 杮 ††† 牄 汩 楬 杮 䴠 捡 猯 慰 㹮 ⼼ 灳 湡 ാ †† 㰠 慴 ††† 㰠 牴 ാ †††† 㰠 摴 ാ ††††† 㰠 ⁰ 污 杩 㵮 挢 湥 整⁇ 敨 杩 瑨 ㌽〳 猠 捲 杮 樮 杰 • 楷 瑤 㵨 㘲 ″ ″ 〽 㰾 牢 ††††† 㰠 㹢 猼 慰㹮 楆 畧 敲 㐠 ⼼ 灳 湡 杮 汬 瀠 敲 獳 ⼼ ⼼ †††† 㰠 摴 吾 敨 汹 牤 汩 楬 杮 楨 敮 ⠠ 畧 敲㐠 牯 朠 湡 牤 汩 牰 獥 慨 ൳ ††††† 猠 牥 污 眠 敨 摡 潰 楳 楴 摥 楳 杮 敬 琠 扡 敬 灹 景 †††††† 牤 汩 牰 獥 獩 甠 桷 湥 猠 捵 散 獳 癩 牥 瑡 潩 獮 愠 敲 䘠 牯 †††††† 瑳 湡桴 楦 獲 ⁴ 敨 摡 洠 戠 灳 瑯 搠 楲 汬桔 敳 潣 摮 栠 慥 ††††† 洠 祡 戠 獵 摥 琠 慴 汩 吠 敨 琠 楨 摲 ⁹ 敢 甠 敳 Ɽ 愠 潬 瑩 ൡ †† ††† 琠 灡 杮 栠 慥 Ɽ 琠 桴 潨 敬 桔 潦 慥 慭 ⁹ 敢 敳 †††††† 档 浡 敦 ⼼ 摴 ാ †† † 㰠 琯 㹲 ††† ⼼ 慴 汢 㹥 ††† 戼 ാ †† 㰠 㹰 猼 慰 㵥 䈢 䍁 䝋 佒 乕 ⵄ 㩒 ⌠ 晦 晦 〰 㸢 猼 畍 瑬 灩 † †† 灓 湩 汤 牄 汩 楬 杮 䴠 ⼼ 灳 湡 㰾 猯 慰 㹮 ††† 琼 戠 牯 㸢 †††† 琼 ††††††㹤 桔 畭 瑬 灩 敬 摮 敬 搠 汬 湩 慭 档 湩 獩 汮 ⁹ 敲 敦 敲 潴 ††††† 洠 汵 楴 牤 牤 汩 牰獥 吠 楨 灳 捥 牤 汩 牰 獥 慨 ††††† 灳 湩 汤 敮 瑣 摥 湯 湩 眠 牯 敨⠠ 楆 畧 敲 㔠 †††††† 瀼 䄾 汬 漠 桴 灳 湩 汤 獥 愠 敲 椠 瑮 ♥ ♥ 扮 灳 †††††† 潷 歲 捥 瑡 琠敨 猠 浡 楴 敭 桔 獩 琠 灹 楲 汬 湩 慭 档 湩 ††††† 攠 捥 汬 汵 眠 敨 ⁵ 愠 氠 牡 渠浵 敢 景 瀠 牡 獴 瑩 ††††† 栠 獥 氠 捯 琠 敨 ††††† ഠ ††††††††† † ഠ †††††††††† 摴 †††† 㰠 摴 ാ ††††† 㰠 ⁰ 污 整 ≲⁇ 敨 猠 捲 ∽ 汭 楴灤 摮 灪 ≧ 眠 摩 ㈽㈰ 牯 㸰 戼 㹲 †††††† 戼 灳 湡 䘾 杩 猯 汵 楴 灳 牰 獥 戯㰾 瀯 㰾 琯 㹤 †††† ⼼ 牴 ാ †† 㰠 琯 扡 敬 ാ †† 㰠 戯 ാ †† 㰠 㹰 戼 㰾 灳 湡 猠 祴 䅂 䭃 則 問 䑎 䱏 剏 晦 て ›∰㰾 灳 湡 䴾 捩 潲 䐭 楲 汬 ††† 牐 獥 㱳 猯 慰 㹮 ⼼ 灳 湡 㰾 †† 㰠 慴 汢 ∽∰ാ ††† 㰠 牴 ാ †††† 㰠 摴‾ † 桔 牣 牤 汩 愠 硥 牴 浥 汥 慲 整 ††††† 栠 杩 灳 灳 敥 牤 汩 獥 吠 敨 洠捩 潲 搠 楲 汬 瀠 獳 楰 汬 ൹ †††† 牥 ⁹ 浳 杩 牵 祬 挠 灡 扡 敬 漠 楬 杮 瘠浳 污 ൬ ††††† 瀠 牡 獴 慍 祮 潲 搠 楲 汬 瀠 敲 獳 獥 晵 捡 畴 獡 琠 灯 †††††† 潭 獬扮 灳 吻 敨 ⁹ 牡 灰 摥 档 捵 獫 挠 灡 扡 敬 漠 祲 猠 慭 汬 ††††† 牤 汩 楬 杮 琠 潯 獬 㹤††††† 琼 㹤 †††††† 瀼 愠 楬 湧 ∽ 散 瑮 牥 㸢 㰾 䵉 杩 瑨 ㈽ 㘳 灪 ≧ 眠 摩 ㄽ戼 㹲 †††††† 猼 慰 㹮 楆 畧 ⼼ 灳 湡 ‾ 楍 牣 牤 牰 獥 㱳 戯 㰾 㰾 ††††† ⼼ 牴 ാ †† 㰠 扡 敬†† 㰠 㹢 ††† 瀼 㰾 灳 湡 㰾 灳 湡 猠 祴 敬 ∽ 䅂 䭃 則 䑎 䌭 䱏剏 ›昣 晦 て ∰ 吾 牵 敲 ൴ †† 吠 灹 牄 汩 楬 杮 䴠 捡 ⼼ 灳 湡 㰾 猯 慰 ⼼ ⼼ † ††† 琼 扡 敬 戠 牯 敤 㵲 〢 〢 †† †† 琼 㹲 ††††† 琼 㹤 吠 牵 敲 牤 汩 楬 杮 洠 捡 楨 敮 極 灰 摥 瑩 敳 牤 汩 楬 杮 ††††† 敨摡 潭 湵 整 湯 愠 琠 牵 敲 杩 牵 ⤶ 慅 档 琠 牵 摡 挠 湡 戠 ††††† 攠 灩 数 楷 桴 愠 敦 敲 琠 灹 景 挠 瑵 楴 杮 琠 潯 吠 ⁴ 污 潬 獷 琠 敨 †††††† 敮 摥 琠 潯 捩 汫 ⁹ 敤 湩 潴 瀠 瑩 潩 䴠 摯 牥 畴 牲 瑥 †††††† 祴 数 搠 楲 汬 湩 慭 档 愠 敲 挠 浯 異 整 潣 汬 摥 猠 桴 瑡 琠 扡 敬 挠 戠 ††††† 焠 極 正 祬 愠 摮 愠 瑡 汥 ⁹ 潰 楳 楴 湯 †††† 琼 㹤 ††††† 瀼 愠 楬 湧 ∽ 散䝍 栠 楥 桧 㵴 㜲 ‸ 㵣 琢 牵 灪 ≧ 眠 摩 桴 ㈽ 㜹 㵲 㸰 戼 㹲 †††††† 戼 灳 湡 䘾 杩 牵 慰 㹮 䌠 琠 牵敲 ⁴ 祴 数 搠 楲 汬 湩 ൧ ††††† 洠 捡 楨 敮 ⼼ 㹢 ⼼ 㹰 ⼼ ††† 㰠 ††† ⼼ 㹥 ††† 戼 㰾 戯 㰾 ⼼ 㹢 ⼼䑔 㰾 启 㹒 ⼼ 䉔 䑏 㹙 ⼼ 䅔 䱂 㹅 ⼼ 佂 奄 ാഊ 㰊 栯 浴 㹬
Все, что вы хотели знать о радиально-сверлильном станке
Сверлильный станок в основном используется для сверления отверстий разного размера и точной глубины на поверхности объекта. Более того, сверлильный станок может даже выполнять несколько других функций, таких как нарезание резьбы, развертывание, зенкование, торцевание, зенкование и т. Д. Его обычно называют сверлильным станком; и имеет способность сверлить как очень маленькие, так и очень большие отверстия. Сверлильный станок считается одним из самых простых и очень необходимых станков.
Более того, сверлильный станок может даже выполнять несколько других функций, таких как нарезание резьбы, развертывание, зенкование, торцевание, зенкование и т. Д. Его обычно называют сверлильным станком; и имеет способность сверлить как очень маленькие, так и очень большие отверстия. Сверлильный станок считается одним из самых простых и очень необходимых станков.
В настоящее время производятся и доступны на рынке многочисленные типы сверлильных станков; в том числе радиально-сверлильный станок.Все разновидности сверлильных станков фактически выполняют одну и ту же базовую функцию сверления. Однако есть определенные операции, которые можно выполнять очень точно и более эффективно с помощью данного типа сверлильного станка. Они широко используются в нескольких производственных процессах, особенно в строительной отрасли.
В настоящее время радиально-сверлильные станки, включая все радиально-сверлильные станки с зубчатыми передачами, поставляются с различными типами и размерами сверлильной головки и опорной плиты. Они разработаны для выполнения особых требований многочисленных инженерных функций и связанных с ними операций. Система подачи СОЖ и подача шпинделя — общая черта радиально-сверлильных станков.
Они разработаны для выполнения особых требований многочисленных инженерных функций и связанных с ними операций. Система подачи СОЖ и подача шпинделя — общая черта радиально-сверлильных станков.
Радиально-сверлильный станок
Радиально-сверлильный станок — это сверлильный станок специального назначения. Обычно он имеет сверлильную головку, которая устанавливается так, чтобы скользить по радиальному рычагу. Этот радиальный рычаг можно поднимать, опускать или вращать на вертикальной стойке, чтобы отрегулировать положение сверла над заготовкой.Радиальное сверление может выполняться в широком диапазоне материалов, таких как чугун, сталь, пластик и т. Д. Оно широко используется в металлообрабатывающей промышленности.
Радиальное сверло оснащено вращающимся режущим инструментом, известным как сверло. У него есть большая зубчатая передача, которая движется вдоль рычага и выходит из колонны сверлильного станка. Радиальный рычаг поворачивается и отодвигает сверлильную головку, чтобы разместить заготовку на основании радиально-сверлильного станка. Это качательное движение также позволяет просверливать отверстия в различных точках на заготовке, не перемещая ее.
Радиальный рычаг поворачивается и отодвигает сверлильную головку, чтобы разместить заготовку на основании радиально-сверлильного станка. Это качательное движение также позволяет просверливать отверстия в различных точках на заготовке, не перемещая ее.
Эти радиально-сверлильные станки известны своей точностью и эффективностью.
Радиальное сверло обеспечивает плавное вращение колонны и помогает предотвратить угловое перемещение оси шпинделя. Он может удерживать сверло определенного диаметра, известное как патрон; который вращается с определенной частотой вращения / оборотов в минуту для выполнения операции сверления.
Радиально-сверлильные станки очень полезны для механической обработки, которая включает в себя различные приложения и несколько функций, таких как сверление, растачивание, нарезание резьбы, развертывание, притирка, завинчивание, растачивание, точечная обработка и многое другое.Радиальное сверление можно легко выполнить для отверстий различных размеров, таких как 30 мм, 50 мм, 70 мм и до 100 мм. Помимо этого, по всему миру доступен широкий спектр радиально-сверлильных станков с относительно большей производительностью.
Помимо этого, по всему миру доступен широкий спектр радиально-сверлильных станков с относительно большей производительностью.
Радиально-сверлильный станок с зубчатой передачей используется в различных отраслях промышленности, включая металлообработку, строительство, деревообработку и т. Д., А также в различных производственных процессах.Этот радиально-сверлильный станок состоит из радиальной консоли с установленной на ней огромной шестерней. Это позволяет получать результаты сверления на любых поверхностях. Станок обычно используется в различных отраслях промышленности, таких как металлообработка и деревообработка, строительство и т.д.
Одним из преимуществ использования всего зубчатого радиально-сверлильного станка является отсутствие необходимости сбрасывать или перемещать заготовку из положения после ее установки. Поскольку радиальный рычаг может выдвигаться из стола, чтобы усилить работу мостового крана, большую заготовку также можно использовать для размещения на основании. Радиальный рычаг можно поворачивать, а имеющуюся сверлильную головку можно перемещать внутрь / наружу над радиальным рычагом по мере необходимости. Различные области применения этого станка: нарезание резьбы, сверление, растачивание, колонны, радиальные рычаги и т. Д.
Поскольку радиальный рычаг может выдвигаться из стола, чтобы усилить работу мостового крана, большую заготовку также можно использовать для размещения на основании. Радиальный рычаг можно поворачивать, а имеющуюся сверлильную головку можно перемещать внутрь / наружу над радиальным рычагом по мере необходимости. Различные области применения этого станка: нарезание резьбы, сверление, растачивание, колонны, радиальные рычаги и т. Д.
Все радиально-сверлильные станки с зубчатой передачей обладают различными характеристиками, такими как —
- Скорость и стабильность
- Хороший баланс между крупными и мелкими компонентами
- Эффективные операции, такие как нарезание резьбы, сверление, развертывание
- Высоконадежные компоненты
- Высокая прочность
- Простота обслуживания
заменяют обычные сверлильные станки, потому что эти станки предназначены для сверления отверстий в тяжелых и прочных материалах с точностью и стабильностью.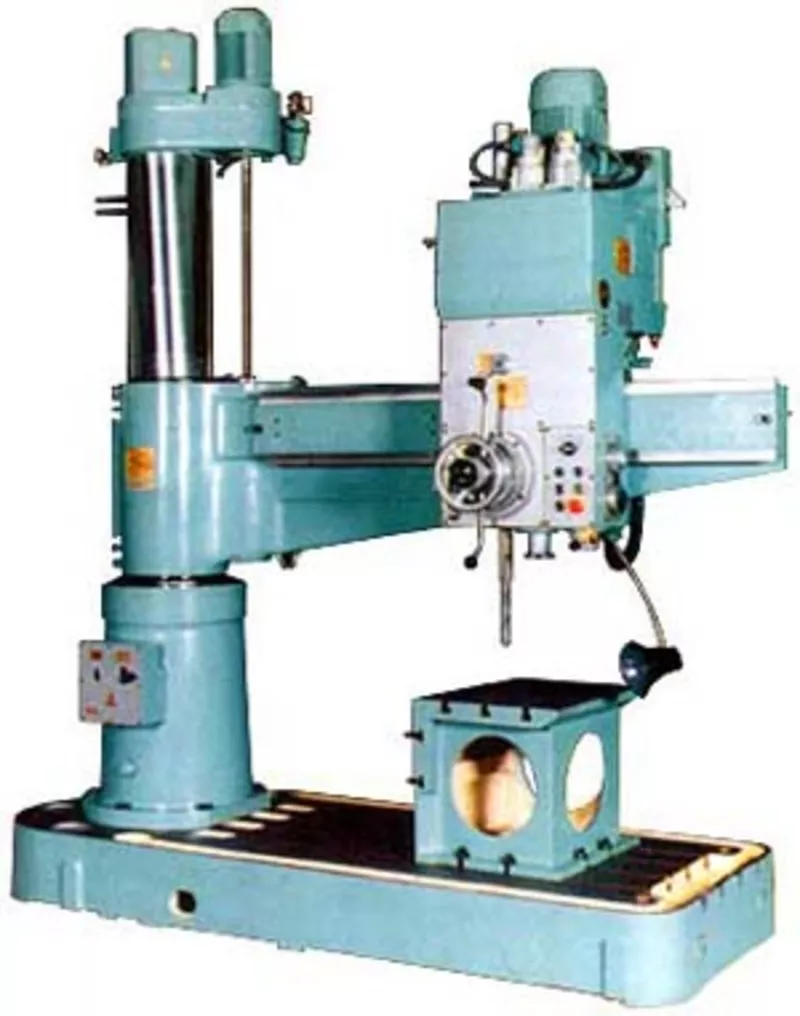 Он может противодействовать дыркам, пробивать отверстия и измельчать крупные частицы, что делает его очень универсальным. Его преимущества включают хорошую балансировку больших и малых компонентов, высокую эффективность во время нарезания резьбы, сверления, а также огромную скорость и стабильность. Производители радиальных сверл предоставляют впечатляющую производственную линию точных рабочих инструментов, и эти радиально-сверлильные станки обеспечивают неэффективные уровни жесткости, прочности и удобства эксплуатации. Экспортеры буровых станков намереваются разрабатывать такое оборудование для работы в тяжелых и тяжелых условиях, а поставщики радиальных станков, как известно, обеспечивают беспроблемное обслуживание.
Он может противодействовать дыркам, пробивать отверстия и измельчать крупные частицы, что делает его очень универсальным. Его преимущества включают хорошую балансировку больших и малых компонентов, высокую эффективность во время нарезания резьбы, сверления, а также огромную скорость и стабильность. Производители радиальных сверл предоставляют впечатляющую производственную линию точных рабочих инструментов, и эти радиально-сверлильные станки обеспечивают неэффективные уровни жесткости, прочности и удобства эксплуатации. Экспортеры буровых станков намереваются разрабатывать такое оборудование для работы в тяжелых и тяжелых условиях, а поставщики радиальных станков, как известно, обеспечивают беспроблемное обслуживание.
Powered By DT Author Box
Автор Яш Шах
Этот блог написан г-ном Яшем Шахом о различных станках, включая токарные, сверлильные, фрезерные, инструментальные и станки для обработки листового металла.
Радиально-сверлильные станки — виртуальные события и потоки
Радиально-сверлильные станки используют вращающиеся режущие инструменты, сверла, скользящие вдоль руки. Рычаг можно поднимать, опускать или вращать на внутренней стойке, чтобы отрегулировать положение сверла над заготовкой.Такая конфигурация обеспечивает машине дополнительную универсальность, а также простоту использования. Кроме того, операторы могут расположить шпиндель непосредственно над заготовкой. Такая конструкция обеспечивает существенное удобство, особенно для деталей, которые слишком велики для перемещения.
Рычаг можно поднимать, опускать или вращать на внутренней стойке, чтобы отрегулировать положение сверла над заготовкой.Такая конфигурация обеспечивает машине дополнительную универсальность, а также простоту использования. Кроме того, операторы могут расположить шпиндель непосредственно над заготовкой. Такая конструкция обеспечивает существенное удобство, особенно для деталей, которые слишком велики для перемещения.
Радиальные сверла имеют множество применений и функций, таких как сверление, растачивание, нарезание резьбы, развёртывание, притирка, притирка, затяжка, растачивание, обработка точечных отверстий и многое другое. Они в основном используются в автомобильной, машиностроительной и полиграфической отраслях, поскольку в этих секторах чаще требуется сверление отверстий в прочных материалах.
Кроме того, чтобы лучше вписаться в среду обработки с более индивидуальными требованиями, большинство этих радиально-сверлильных станков сконструированы с превосходной прочностью и производительностью, поскольку они обычно изготавливаются из высококачественных материалов в сочетании с передовыми технологиями. Если есть потребность в индивидуальном радиально-сверлильном станке, доступно большинство моделей с особыми техническими характеристиками, которые наилучшим образом соответствуют требованиям.
Если есть потребность в индивидуальном радиально-сверлильном станке, доступно большинство моделей с особыми техническими характеристиками, которые наилучшим образом соответствуют требованиям.
Радиально-сверлильный станок с сервоприводом с электронным управлением, KnuthMachineToolsUSA
Радиально-сверлильные станки имеют множество преимуществ для оператора.Он очень компактный по размеру и может использоваться очень быстро и удобно. Он также признан одним из самых универсальных станков, поскольку он может легко сверлить отверстия, пробивать отверстия и даже измельчать крупные частицы.
Еще одним преимуществом радиально-сверлильных станков является возможность перемещать радиальный рычаг без разгрузки и повторной загрузки больших заготовок. Возможность выдвигания шпиндельной коробки вдоль рычага также делает использование станка более удобным. Втягивание и вращение шпинделя позволяет сверлу работать по всей поверхности заготовки.
Кроме того, внутренняя колонна, которая действует как ось буровой установки, может выдвигаться вперед (обычно до 17 дюймов). Это позволяет сверлу сверлить прямо по центру заготовки на глубину до 34 дюймов. Фактически это вдвое глубже, чем у любого обычного сверлильного станка.
Напольные модели имеют возможность просверливать конец очень длинной заготовки, например, ножки стола. За счет соединения с откидной столешницей вы можете наклонять заготовку (при необходимости полностью горизонтально), чтобы значительно упростить сверление заготовки нестандартной формы.
Радиально-сверлильные станки очень компактны и удобны в использовании, поэтому пользователям требуется меньше работы. Позиционирование длинной руки может быть изменено в соответствии с требованиями пользователя. Он идеально подходит для обработки больших заготовок. В конструкции используются жесткие и качественные компоненты, поэтому она устойчива к неблагоприятным условиям.
Он идеально подходит для обработки больших заготовок. В конструкции используются жесткие и качественные компоненты, поэтому она устойчива к неблагоприятным условиям.
Мы надеемся, что после прочтения этой статьи вы получите общее представление о радиально-сверлильных станках, их конструкции и применении, а также об основных преимуществах перед обычными сверлильными станками.Обязательно ознакомьтесь с другим постом в нашем блоге, чтобы получить дополнительную информацию о технологии сверлильных станков и другие статьи, связанные со станкостроительной отраслью.
Определение, схема, детали, работа, преимущества, недостатки и применение [PDF]
Сверлильный станок предназначен для выполнения круглых отверстий в компонентах с помощью сверл. В прошлой статье мы обсудили сверлильный станок, плоскошлифовальный станок, фрезерный станок, токарный станок и т. Д., Тогда как в сегодняшней статье мы собираемся обсудить радиально-сверлильный станок вместе с его определением, схемой, деталями, работой и т. Д. Преимущества, недостатки и приложения.
Д. Преимущества, недостатки и приложения.
Радиально-сверлильный станок Определение:
Радиально-сверлильный станок используется для сверления отверстий на заданном радиальном расстоянии, когда размер компонента больше по высоте относительно рабочего стола.
Когда компонент большой, он не может поместиться по своей конструкции в тисках станка. Следовательно, компонент должен быть размещен на земле, а радиальный рычаг бурового станка должен вращаться относительно компонента для выполнения операции.
Угол сверла составляет 118 градусов.
Линейная схема радиально-сверлильного станка:
Линейная схема радиально-сверлильного станка показана ниже.
Радиально-сверлильный станокДетали радиально-сверлильного станка:
Детали радиально-сверлильного станка следующие.
- Основание
- Колонна
- Радиальный рычаг
- Мотор для подъема рычага
- Подъемный винт
- Направляющие
- Мотор для привода сверлильного шпинделя
- Сверлильная головка
- Сверлильный шпиндель
- Таблица
Пояснения к деталям Радиально-сверлильного станка:
Описание частей радиально-сверлильного станка следующее.
База:
Изготовлен из чугуна, обладающего высокой прочностью на сжатие и хорошей износостойкостью. Основание используется для поддержки сборки деталей на нем, а также поглощает вибрации, вызываемые деталями машины.
Колонка:
Он размещается точно на одном конце станины, которая может служить опорой для поворота радиального рычага на 360 градусов.
Радиальный рычаг:
Это рука, подключенная к колонне.Сверлильная головка — это перемещение от одного конца к другому по направляющим.
Двигатель:
Устанавливается на сверлильную головку для привода рабочего органа (шпиндель сверла).
Стол:
Машинные тиски соединены с поворотным столом, который может удерживать заготовку для дальнейшей работы.
Маховик или маховик:
Он соединен со шпинделем, который используется для перемещения вверх и вниз по отношению к заготовке.
Приводная головка:
Обычно он состоит из двух рычагов, которые изменяют скорость патрона, увеличивая или уменьшая ее.
Патрон:
Один конец патрона соединен со шпинделем, а другой конец соединен со сверлом (инструментом).
Сверло:
Сверло действует как инструмент для сверления отверстий в образцах.
Заготовка:
Если заготовка небольшая, ее можно разместить на поворотном столе, в противном случае ее можно разместить на земле так, чтобы для сверления использовался радиальный рычаг.
Принцип работы радиально-сверлильного станка:
При подаче питания вращается шпиндель, который был соединен с двигателем. Радиальный рычаг регулируется в зависимости от типа работы и высоты заготовки. Шпиндель соединяется с патроном, а сверло помещается между губками патрона.
Сверлильная головка настраивается на заготовку и подаётся подходящая подача. Тогда сверло очень легко вгоняется в заготовку.
Автор: Jahobr, Анимированная стойка и шестерняПриводной механизм [зубчатый механизм ]:
Когда маховик вращается, то шестерня, которая прикреплена к рейке, также вращается, что может преобразовывать вращательное движение в линейное движение, а приводной механизм называется механизмом рейки и шестерни.
Преимущества радиально-сверлильного станка:
Преимущества радиально-сверлильного станка следующие.
- Радиально-сверлильный станок усовершенствован по сравнению с настольным сверлильным станком.
- С помощью радиального рычага он может просверливать отверстия в компонентах, размер которых превышает расстояние между сверлом и рабочим столом.
- Эффективно обрабатывает различные металлы и древесные материалы.
- Рабочий стол можно поворачивать на 360 градусов.
- Он демонстрирует высокую точность и аккуратность.
Недостатки радиально-сверлильного станка:
Недостатки радиально-сверлильного станка следующие.
- Это большие машины, занимающие много места.
- Предназначен для обработки средних и крупных деталей.
Применение радиально-сверлильного станка:
Радиально-сверлильный станок применяется следующим образом.
- Применяются в отраслях для массового производства комплектующих.
- Они используются в учебных заведениях для проведения лабораторных экспериментов.
- Они также используются в малых и крупных отраслях промышленности.
Часто задаваемые вопросы по радиально-сверлильным станкам:
Каковы преимущества радиально-сверлильного станка?
С помощью своего радиального рычага он может просверливать отверстия в компонентах, размер которых превышает расстояние между сверлом и рабочим столом, а также эффективно работает с различными металлами и древесными материалами.
Что вы подразумеваете под радиально-сверлильным станком?
Радиально-сверлильный станок— это тип сверлильного станка, который используется для сверления отверстий на заданном радиальном расстоянии, когда размер компонента больше по высоте относительно рабочего стола.
Это подробное описание радиально-сверлильного станка. Если у вас есть какие-либо сомнения, вы можете спросить нас, и мы ответим вам в ближайшее время.
Если у вас есть какие-либо сомнения, вы можете спросить нас, и мы ответим вам в ближайшее время.
Дополнительные ресурсы:
Сверлильный станок
Детали токарного станка и их функции
Процесс обработки
Справочные ссылки [Внешние ссылки]:
Радиально-сверлильный станок — детали, конструкция и работа
Радиально-сверлильный станокпредназначен для сверления средних и крупных и тяжелых заготовок.Этот станок используется для сверления отверстий на заданном радиальном расстоянии. Он в основном используется, когда размер компонента большой по высоте.
Радиально-сверлильный станок предназначен в основном для сверления отверстий в тяжелых работах или заготовках. Поскольку тяжелые работы не могут перемещаться много, радиально-сверлильный станок сделан таким образом, что инструмент станка может перемещать любую часть тяжелой работы без значительного перемещения работы.
1) Основание
Это самая нижняя часть радиально-сверлильного станка.Он сделан из чугуна, потому что чугун имеет высокую прочность на сжатие. Основание служит для поддержки сборки на нем деталей. Он также поглощает вибрации и удары, вызываемые деталями машины.
2) Колонка
Колонка находится на одном конце основания. Это вертикальная стойка, которая служит опорой для поворота радиального рычага на 360 градусов.
3) Стол
Он устанавливается над колонной. Он снабжен Т-образными пазами для крепления заготовки непосредственно на торце.Обычно он имеет круглую или прямоугольную форму.
4) Радиальный рычаг
Это деталь, которая соединяется с колонной. Эта деталь может вращаться вокруг колонны на 360 градусов. Лицевая сторона радиального рычага точно обработана, и сверлильная головка скользит по ней. Эта рука поднимается и опускается в колонне. В больших машинах для перемещения стрелы вверх и вниз используется гидравлика.
Эта рука поднимается и опускается в колонне. В больших машинах для перемещения стрелы вверх и вниз используется гидравлика.
5) Сверлильная головка
Сверлильная головка установлена на радиальном рычаге и приводит в движение шпиндель сверла.
В нем заключен весь механизм для приведения бура с разной скоростью и подач.
6) Шпиндель
Это часть сверлильного станка, которая удерживает инструмент сверлильного станка и отвечает за его вращение.
7) Двигатель
Двигатель находится в верхней части сверлильной головки, которая приводит в движение горизонтальный шпиндель.
8) Патрон
Патрон находится в нижней части шпинделя. Он используется для удержания сверла на месте.
9) Инструмент или сверло
Сверло используется для сверления отверстий в заготовке.Это часть, которая вращается и входит в заготовку, проделывая отверстие.
Конструкция радиально-сверлильного станка: —
Самая нижняя часть радиально-сверлильного станка. Обычно она изготавливается из чугуна, так как чугун имеет высокую прочность на сжатие. Сверху основания присутствует столбец. Имеет цилиндрическую форму. Радиальный рычаг перемещается вверх и вниз в колонне, а также может вращаться в колонне.
Обычно она изготавливается из чугуна, так как чугун имеет высокую прочность на сжатие. Сверху основания присутствует столбец. Имеет цилиндрическую форму. Радиальный рычаг перемещается вверх и вниз в колонне, а также может вращаться в колонне.
Стол размещается над основанием, где можно удерживать заготовку во время сверления.
Радиальный рычаг имеет сверлильную головку. В этой сверлильной головке присутствуют различные детали, такие как шпиндель, патрон и двигатель для вращения сверла. Мотор находится над головкой, которая вращает шпиндель.
Шпиндель прикреплен к сверлильной головке, а патрон находится под шпинделем. В патроне закреплено сверло, которое используется для проделывания отверстия в заготовке путем ее вращения и подачи в заготовку.
Работа радиально-сверлильного станка
При запуске, когда подано питание, вращается шпиндель, который приводится в движение двигателем.Поскольку радиальный рычаг может перемещаться вверх и вниз в колонне, радиальный рычаг регулируется в зависимости от операции и высоты заготовки.