CDE6266A Токарный станок пионер-Ручной токарный станок-ID товара::1100007446898-russian.alibaba.com
CDE6266A Токарный станок пионер
Описание продукта
Токарный станок серии CDE-A является новым поколением токарного станка разработанным со сочетанием продукции известной английской корпорации 600, внешность станка употребляет популярное изображение прямоугольной поверхности, передные и задные стойки толсто-крепкие. Станина станка обработан высокочасточнымизакалками в поверхности и обработки обтачивания, жесткость закалки G50.Точность шестерни передней бабки достигается до 7 класса, обработана высокочасточной закалкой и высокоточным зубошлифованием.
Технические параметры

 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Информация о компании
Наши преимущества:
|
Наши услуги
У нас есть специальная группа для русского рынка, и можем предоставляем Вам специальные услуги по русски, Вам не нужно дрожать за языка, и у нас хорошие предпродажные и послепродажные услуги, и вовремя решить Ваши вопросы.
|
Связаться со мной
russian.alibaba.com
Универсал-В (ТШ 3-01) Станок токарный настольный схемы, описание, характеристики
Сведения о производителе токарного станка Универсал-В
Токарный настольный многофункциональный станок Универсал-В (ТШ3-01) выпускался на предприятии Воткинский машиностроительный завод, основанный в 1759 году.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки ВМ127 — аналоги станков 6Р13, 6М13, ВМ127М, ВМ130, токарный настольный Универсал-В, а также фрезерные станки с ЧПУ ВМ133, ВМ500ПМФ4.
Станки, выпускаемые Воткинским машиностроительным заводом
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO (За 40 лет продано свыше 600 тысяч станков этой модели).
Токарный станок Универсал производился серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
С 1968 года завод СтанкоКонструкция начал производить токарно-винторезный настольный станок Универсал-2 — значительно усовершенствованный станок Универсал.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
Универсал-В (ТШ 3-01) станок токарно-винторезный настольный многофункциональный. Назначение, область применения
Данный станок является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Токарный станок по металлу Универсал-В предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Универсал-В является настольным токарным станком и предназначается для всевозможных токарных работ:
- проточка и расточка внешних и внутренних цилиндрических, фасонных и конических поверхностей
- сверление отверстий, снятие фасок
- растачивание отверстий
- отрезка
- нарезание резцом метрической резьбы
Особенности конструкции и принцип работы станка
Отличительной особенностью станка является широкая универсальность и возможность переналадки с помощью приспособлений, которые позволяют выполнять следующие работы:
- сверление отверстий
- фрезерование плоскостей, выемок, канавок и т.д.
- шлифование и полирование
- заточку различного ревущего и бытового инструмента
- распиливание листового материала, реек, досок с помощью круглой пилы
- распиливание по контуру с помощью лобзикового устройства
- строгание плоскостей реек, брусков и досок с помощью фуговального устройства
- навивку пружин
- нарезку резьбы плашками и метчиками с ручным вращением шпинделя к др
С помощью несложных приспособлений, изготовленных на станке самим любителем, можно производить и другие работы.
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Благодаря широким возможностям станка использование его в домашних условиях представляет большой интерес и при овладении трудовыми навыками работа на нем доставит большое удовольствие.
Станок можно также широко использовать в школьных кружках, клубах, дворцах пионеров, пионерских лагерях и т.д. для изготовления радиодеталей, моделей самолетов и кораблей, мелких оригинальных вещей домашнего обихода и украшений, индивидуальных игрушек, деталей, игр и др.
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Литая станина, жесткие закаленные направляющие и основные корпусные детали станка изготовлены из качественного модифицированного чугуна с проведенным старением и обеспечивают высокую точность обрабатываемой детали.
В станке Универсал-В инсталлировано устройство, обеспечивающее изменение направления перемещения суппорта без изменения направления вращения шпинделя и его остановки.
Нормы точности по токарным операциям:
- Некруглость обработанного образца-изделия с размерами Ø 30 x 125мм, не более — 20
- Конусность обработанного образца-изделия с размерами Ø 30 x 125мм, не более — 30
- Шероховатость обработанной поверхности Ra, мкм — 1,25 (при чистовых режимах)
Технологические возможности станка Универсал-В могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя.
Производитель станка Универсал-В — завод СтанкоКонструкция г. Москва.
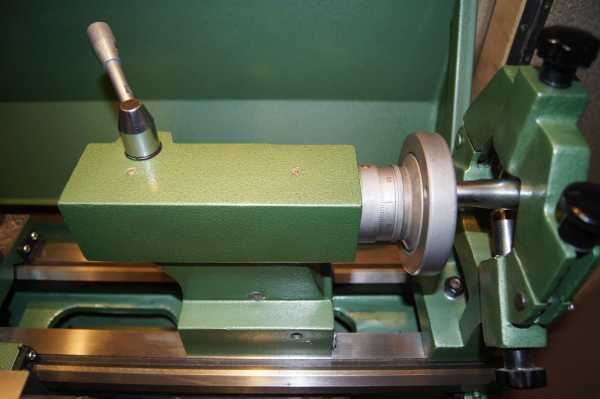
Устройство и работа токарного станка Универсал-В
На станине станка закреплена полая цилиндрическая направляющая. Она является общей базой для основных узлов станка: шпиндельной бабки, суппорта, задней бабки. Другой общей базой для этих узлов является плоская направляющая станины.
В передней части станины под кожухом расположен ходовой винт продольного перемещения суппорта.
На левой стенке передней бабки установлен кронштейн. На нем закреплен электродвигатель привода станка.
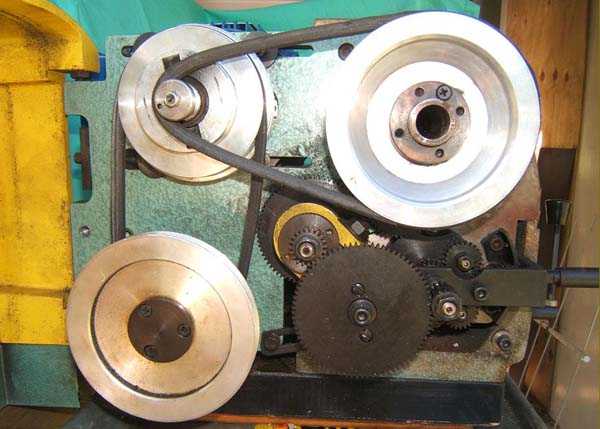
Под кожухом, закрывающим кронштейн, расположены шкивы привода вращения шпинделя и механизм привода подач.
Дополнительные принадлежности к многофункциональному токарному станку Универсал-В. Наладка станка на разные виды обработки
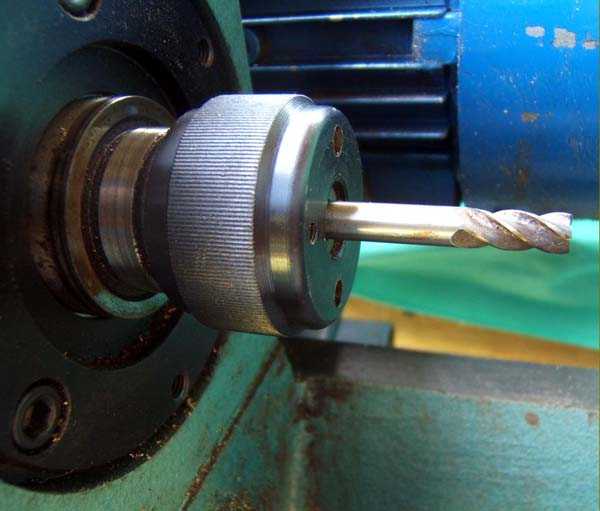
Станок поставляется в токарном исполнении. Дополнительные принадлежности, входящие в комплект поставки (см. табл.7), служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка: фрезерно-сверлильное, шлифовальное, фуговальное и т.д.
Ниже описано устройство дополнительных принадлежностей и приведены способы наладки на различные виды обработки.
Резцедержки
В комплект поставки входят две резцедержки: подвижная и неподвижная.
С помощью подвижной резцедержки, смонтированной на каретке, можно обрабатывать конусные поверхности. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухаря, входящего в один из Т-образных пазов ползуна. В каретке расположены два винта, которые с помощью тех же сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
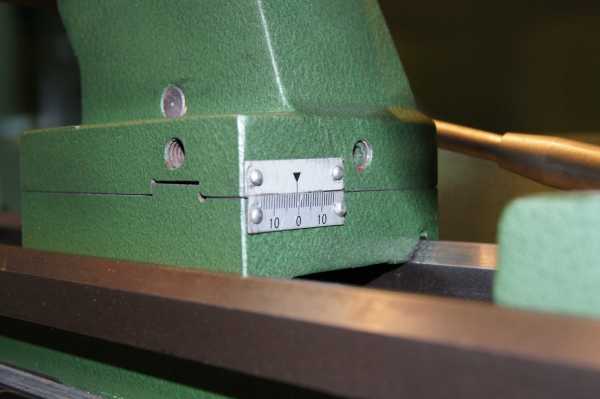
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта в оснований каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки — 1°.
ВНИМАНИЕ! После разворота каретки на требуемый угол, необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше.
Цанговый зажим
Зажим состоит из цанги, гайки и кольца, цанга вставляется в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Фрезерно-сверлильное устройство многофункционального станка Универсал-В
Фрезерно-сверлильное устройство токарного станка Универсал-В
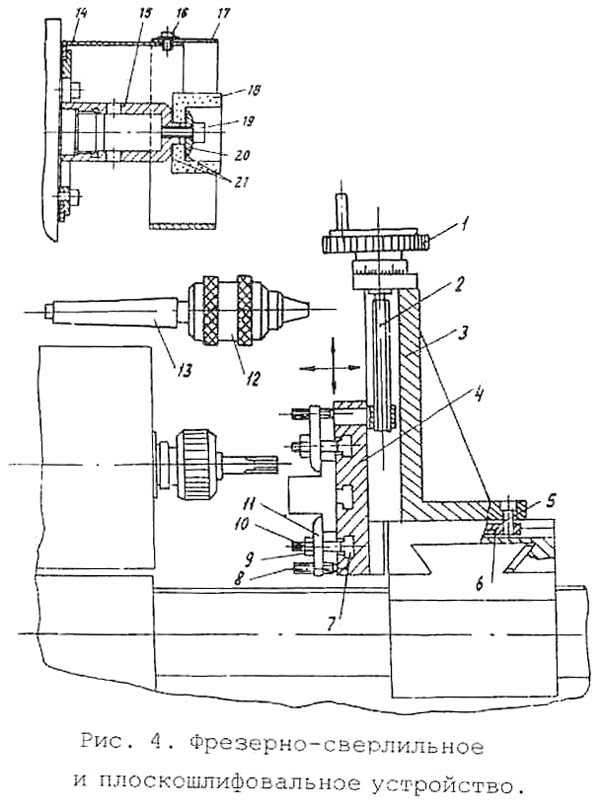
Фрезерно-сверлильное устройство
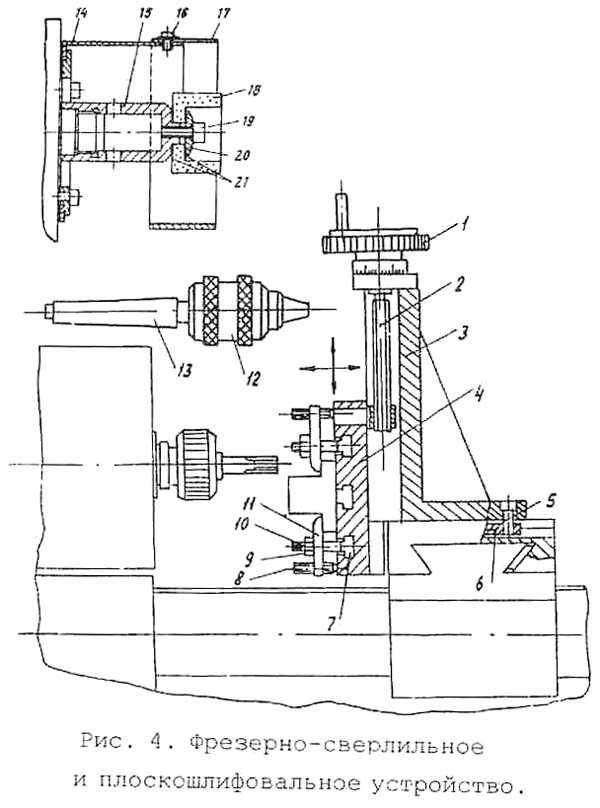
Устройство (рис.4) представляет собой стойку 3, по направляющим которой перемещается стол 4. Перемещение осуществляется вращением, маховичка I, жестко связанного с ходовым винтом 2. Заготовка крепится к столу прихватами 11 с помощью шпилек 10, гаек 9, винтов 8 и сухарей 7, входящих в Т-образные пазы стола. Для того, чтобы наладить станок на фрезерные или сверлильные работы, необходимо стойку закрепить на суппорте станка с помощью планок 6 и винтов 5, как это показано на рис.4.
Концевая фреза или сверло закрепляются в цанговом зажиме или в специальном сверлильном патроне 12, входящем в комплект поставки.
Патрон 12 соединяется со шпинделем с помощью специального хвостовика 13, также входящего в комплект поставки.
Кроме прихватов для закрепления обрабатываемой детали могут быть использованы тиски, которые винтами с помощью сухарей крепятся к столу фрезерно-сверлильного устройства. На неподвижной губке тисков имеется два призматических паза, которые позволяют удобно закреплять детали цилиндрической формы.
Рекомендации по применению:
- при сверлильных работах — сверла 2300-0181 (ГОСТ 10902-77)
- при фрезерных работах — фрезы концевые 2220-0037 (ГОСТ 17025-71): Скорость резания не более 15 м/мин.
- Плоскошлифовальное устройство: Чашечный шлифовальный круг 18 (см. рис. 4) с помощь винта 19 и шайбы 20 крепится на оправке 15. Под круг и под шайбу положены прокладки 21 из картона. Оправка с установленным на ней кругом наворачивается на передний конец шпинделя станка. Затем на кожух 14, находящийся над шпинделем, надевается защитное кольцо 17 и винтами 16 с шайбами фиксируется на нем через пазы, предназначенные для регулировки положения защитного кольца относительно шлифовального круга.
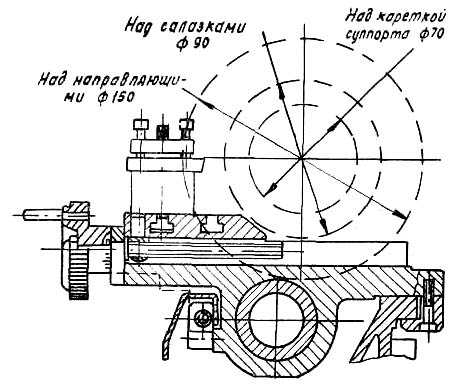
Габариты рабочего пространства токарного станка Универсал-В. Эскиз суппорта
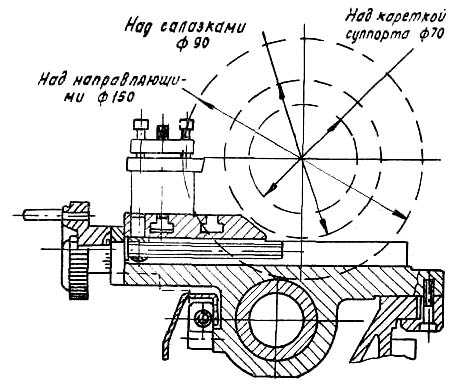
Габариты рабочего пространства токарного станка Универсал-В
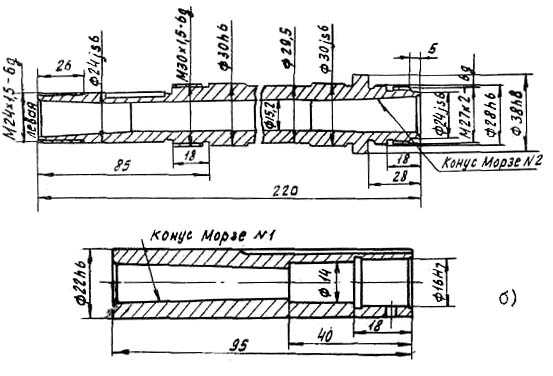
Чертеж шпинделя токарно-винторезного станка Универсал-В
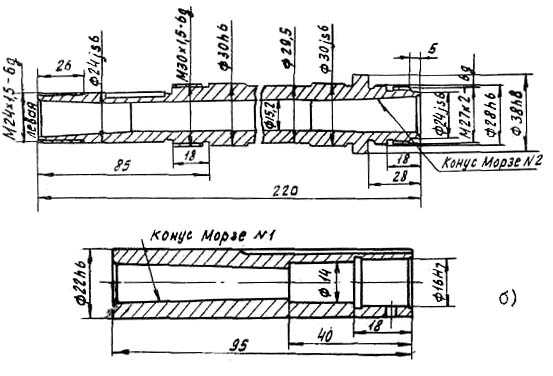
Чертеж шпинделя токарно-винторезного станка Универсал-В
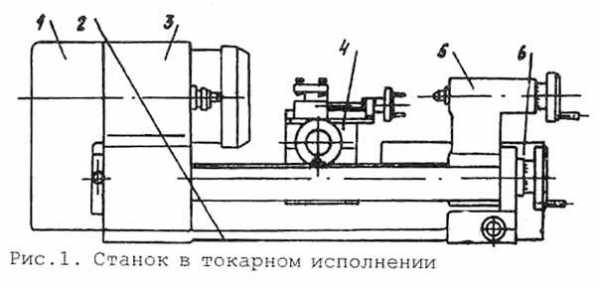
Общий вид токарного станка Универсал-В

Чертеж шпинделя токарно-винторезного станка Универсал-В
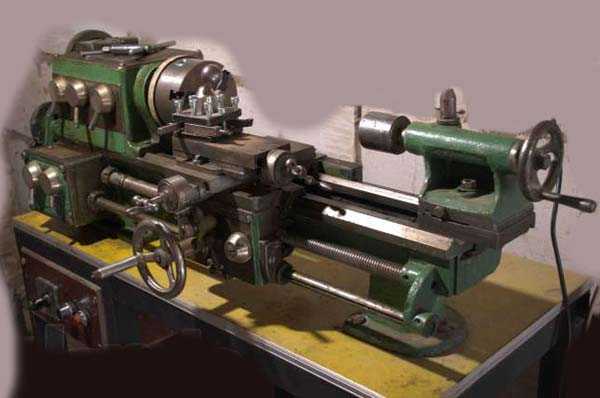
Общий вид токарного станка Универсал-В

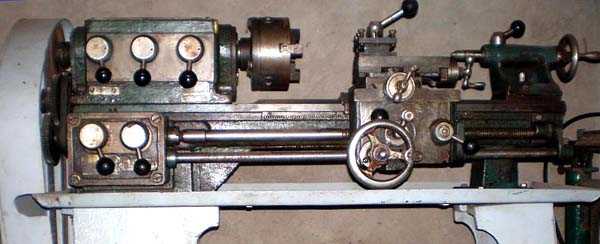
Фото токарно-винторезного станка Универсал-В
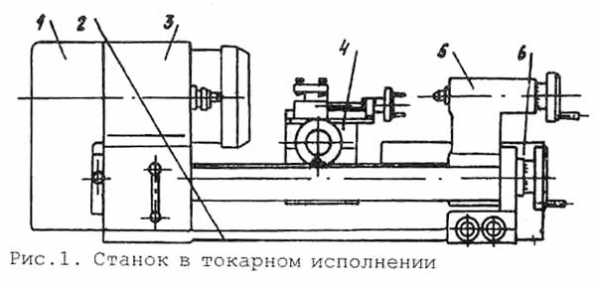
Расположение составных частей токарного станка Универсал-В
Расположение составных частей токарного станка Универсал-В
Список основных узлов станка Универсал-В в токарном исполнении
- привод
- станина
- шпиндельная бабка
- суппорт
- задняя бабка
- коробка электрооборудования
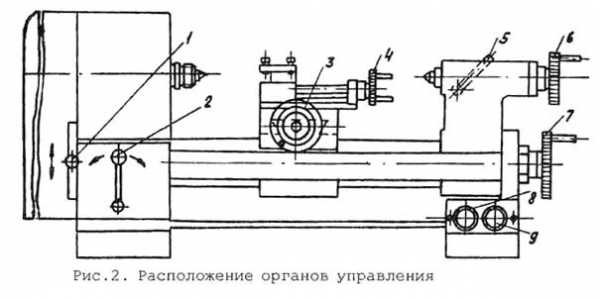
Расположение органов управления токарным станком Универсал-В
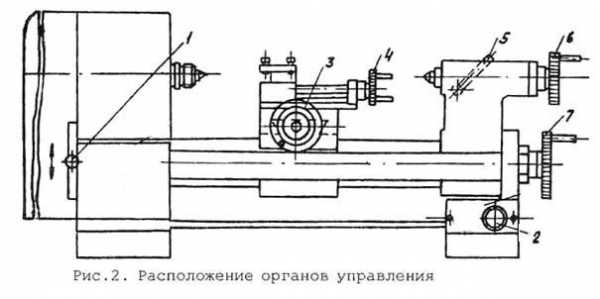
Расположение органов управления токарным станком Универсал-В
Перечень органов управления токарно-винторезного станка Универсал-В
- рукоятка управления движением подачи (включение механической продольной подачи суппорта влево, вправо и выключение ее)
- рукоятка управления главным движением (включение прямого вращения шпинделя, останов и включение обратного вращения)
- маховичок поперечного перемещения суппорта
- маховичок перемещения резцедержки
- рукоятка зажима пиноли
- маховичок перемещения пиноли
- маховичок продольного перемещения суппорта
- кнопка выключения питания электрооборудования станка (красного цвета)
- кнопка включения питания электрооборудования станка (черного цвета)
Схема кинематическая токарно-винторезного станка Универсал-В
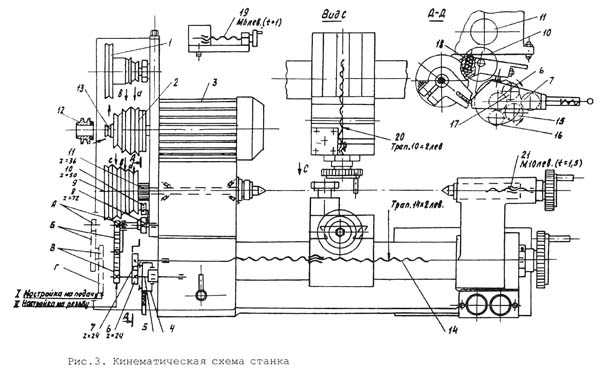
Кинематическая схема токарно-винторезного станка Универсал-В
Схема кинематическая токарно-винторезного станка Универсал-В. Смотреть в увеличенном масштабе
Цепь привода главного движения
В этой цепи вращение шпинделя осуществляется от электродвигателя 3 через клиноременную передачу (см. рис.3) . Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 300 об/мин) можно получить, если шкив 13, жестко сидящий на валу электродвигателя, соединить ремнем с промежуточным шкивом 1, а тот в свою очередь по ручью «а» — со шкивом 2, свободно вращающимся относительно вала электродвигателя. Со шкива 2 по одному из двух свободных ручьев — «в» или «с» — вращение передается непосредственно на шкив 9, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 13 прямо на шкив 9, минуя промежуточные шкивы 1 и 2.
Еще две ступени (525 и 1000 об/мин) можно получить, если на шкив 13 надеть сменный шкив 12 так, чтобы торец, на котором имеются кулачки, был обращен наружу. Со шкива 12, как и в первом случае, вращение передается на промежуточный шкив 1, а с него по ручью «в» — на шкив 2, который передает вращение шкиву 9 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин.) получаются, если вал электродвигателя соединить со шкивом 2 через шкив 12 с помощью кулачков, имеющихся на одном из торцов последнего. Теперь по любому из четырех ручьев вращение можно передать на шкив 9.
Примечание: Cтупень 1200 об/мин может быть получена и без соединения вала электродвигателя со шкивом 2.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется, ходовым винтом 14.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на нем зубчатым колесом II.
Через зубчатое колесо 10 вращение передается зубчатым колесам 8 и А, далее — на промежуточный валик 5. Имеется два варианта передачи вращения на этот валик: первый вариант (на схеме обозначен цифрой I)- через блок зубчатых колес Б-В и колесо Г и второй (на схеме обозначен цифрой II) — через зубчатые колеса Б и В.
Первый вариант используется для осуществления подачи при обычном точении, второй — при нарезании резьбы. С валиком 5 жестко связано зубчатое колесо 6. С этого колеса на колесо 7, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 15 и 16 — и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 17, что обеспечит перемещение суппорта вправо. Все три колеса (15, 16 и 17) смонтированы на поворотном устройстве 4 (см. Д-Д) и находятся в постоянном зацеплении с зубчатым колесом 6 (центральным) . Таким образом, можно осуществить перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключить подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес II и 10 с помощью того же поворотного устройства 4 и пружины 18.
ВНИМАНИЕ! Во избежание поломки зубчатых колес цепи привода подач включение и переключение направления перемещения суппорта следует выполнить при невращающемся шпинделе.
Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме.
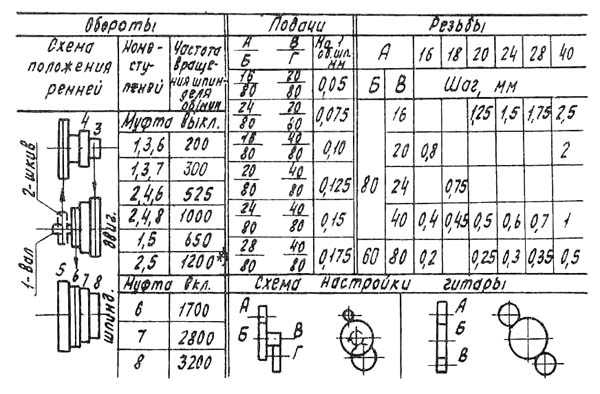
Таблица настройки частоты вращения шпинделя токарного станка Универсал-В
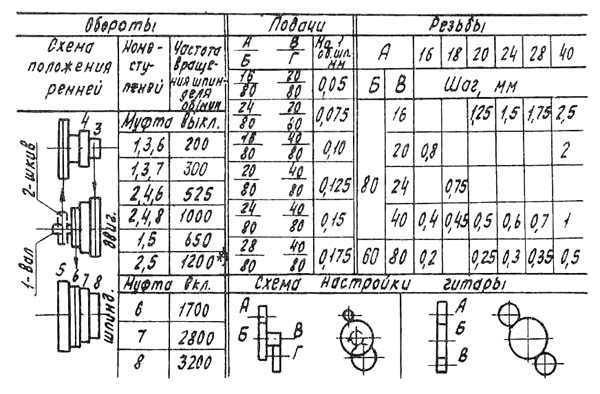
Таблица настройки частоты вращения шпинделя токарного станка Универсал-В
Шпиндельная бабка и привод главного движения токарного станка Универсал-В
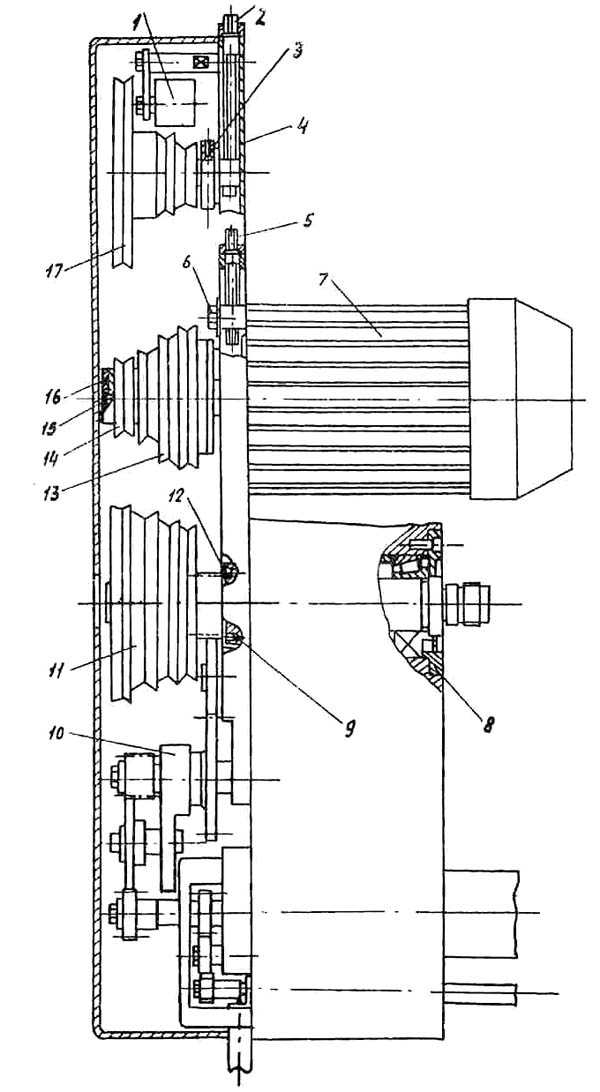
Шпиндельная бабка и привод главного движения токарного станка Универсал-В
Схема расположения точек смазки токарного станка Универсал-В
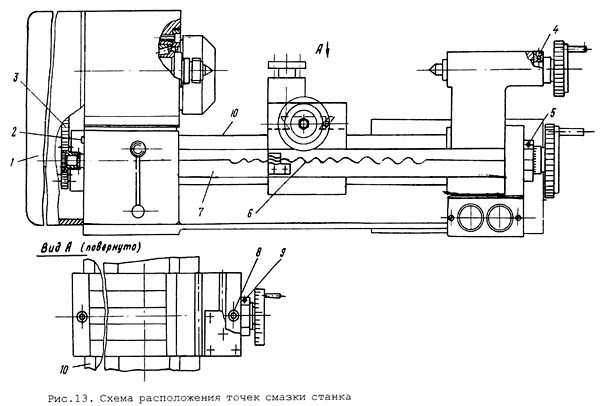
Схема расположения точек смазки токарного станка Универсал-В
Схема электрическая токарного станка Универсал-В
Электрическая схема токарно-винторезного станка Универсал-В
Электрооборудование токарного станка Универсал-В. Общие сведения
По способу защиты от поражения электрическим током электрооборудование станка относится к классу I, т.е. имеет рабочую изоляцию, элемент для заземления и провод с заземляющей жилой для присоединения к источнику питания и заземлению.
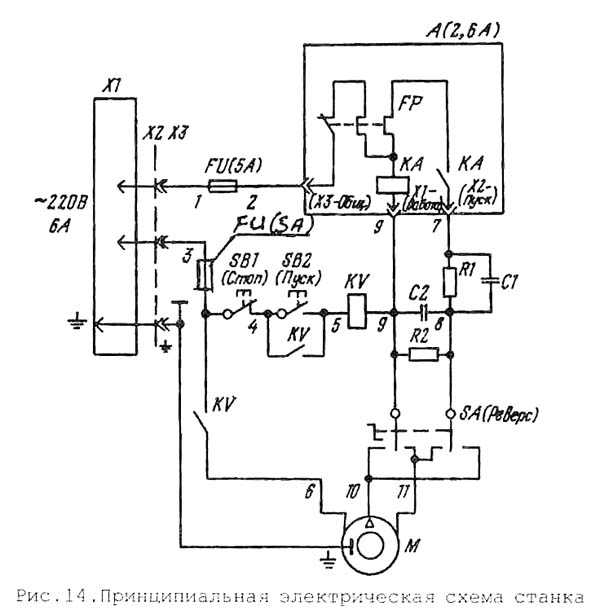
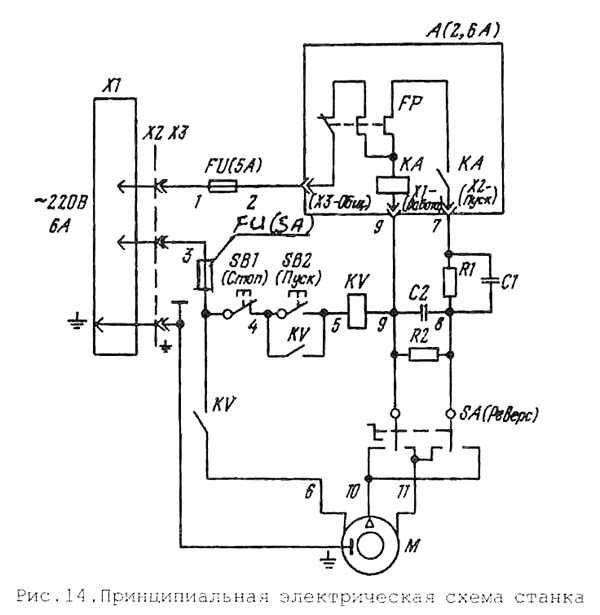
Принципиальная электрическая схема станка приведена на рис.14, перечень элементов электрооборудования — в табл.4. Электроаппаратура расположена в отдельной коробке (см. рис.1, поз.6). Коробка закрыта крышкой. Крышка крепится двумя винтами, один винт находится в центре крышки под резиновым ковриком, другой крепит крышку к станине, обеспечивая заземление крышки.
Описание работы электросхемы токарного станка Универсал-В
Питание электрооборудования осуществляется от однофазной сети переменного тока напряжением 220 В, частотой 50 Гц.
Пуск и останов электродвигателя осуществляется с помощью реле KV (см. рис.14), которое управляется кнопками SB2 (пуск) и SB1 (останов). При пуске реле KV включается и становится на самопитание, подключая своими контактами электродвигатель к сети и обеспечивая нулевую защиту, т.е. отключение электродвигателя при отсутствии напряжения в сети. Защита электродвигателя от перегрузки производится пускозащитным реле А, которое разрывает пусковую цепь, отчего отключается реле KV. Повторный пуск возможен только через 15-50 с, т.е. после возвращения элементов тепловой защиты пускозащитного реле А в исходное положение.
При пуске электродвигателя увеличение его пускового момента происходит за счет подключения контактами пускозащитного реле А пускового конденсатора С1 параллельно рабочему конденсатору С2. После разгона электродвигателя и уменьшения, пускового тока конденсатор С1 отключается.
Реверсирование электродвигателя осуществляется с помощью переключателя SA, который при среднем (вертикальном) положении рукоятки обеспечивает отключение электродвигателя, т.е. его останов даже при включенном реле KV. Рукоятку следует оставлять в нейтральном положении
Универсал-В (ТШ 3-01) Станок токарный настольный. Видеоролик.
Технические характеристики станка Универсал-В
| Наименование параметра | Универсал-В | |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр заготовки над станиной, мм | 150 | |
| Наибольший диаметр заготовки над поперечными направляющими суппорта, мм | 90 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 250 | |
| Рекомендуемая глубина точения за один проход, мм | ||
| Максимальная глубина точения за один проход, мм | ||
| Максимальный размер державки резца, мм | 8 х 8 | |
| Наибольший диаметр сверления по стали, мм | 6 | |
| Передняя бабка. Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 15 | |
| Конус в шпинделе передней бабки | Морзе 2 | |
| Присоединение патрона к шпинделю | М27 | |
| Число ступеней частот прямого вращения шпинделя | 9 | |
| Частота прямого вращения шпинделя, об/мин | 200..3200 | |
| Диаметр изделия, зажимаемого в патроне, мм | 4..70 | |
| Ход гильзы передней бабки, мм | 30 | |
| Суппорт (поперечный ползун). Подачи | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 215 | |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,05 | |
| Наибольшее поперечное перемещение суппорта, мм | 90 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | |
| Наибольшее перемещение резцовых салазок (верхний суппорт, составной ползун), мм | ||
| Угол поворота резцовых салазок, град | ||
| Пределы продольных рабочих подач суппорта, мм/об | 0,05..0,175 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..2,5 | |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | ||
| Задняя бабка | ||
| Наибольшее перемещение пиноли, мм | 30 | |
| Конус задней бабки | Морзе 2 | |
| Электрооборудование | ||
| Номинальное напряжение питания, В | 220 в 50 Гц | |
| Электродвигатель постоянного тока главного привода, кВт | 0,37 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 690 х 410 х 230 | |
| Масса станка, кг | 62 |
Полезные ссылки по теме. Дополнительная информация
Паспорта к настольным токарным станкам
Каталог справочник настольных токарных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Универсал-3М Станок токарный настольный. Паспорт, схема, описание, характеристики
Сведения о производителе токарного станка Универсал-3М
Производителем настольного токарного станка Универсал-3М является завод Московский станкостроительный завод СтанкоКонструкция, основанный в 1932 году.
Начиная с 1964 г. завод приступил к изготовлению эрозионных станков с использованием электрофизико-химических методов обработки. Практически во всех инструментальных цехах различных предприятий используются электроэрозионные станки и, в частности, модели МА96, ЛФ96Ф3, СК96Ф3, 4732Ф3М, 4733Ф3 и современные модели СКЭ200Ф2, СКЭ200Ф3, СКЭ250Ф2, СКЭ250Ф3, СКЭ250Ф5.
Токарный многофункциональный станок Универсал-3М был разработан организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков).
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO (За 40 лет продано свыше 600 тысяч станков этой модели).
Токарный станок Универсал производился серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
С 1968 года завод СтанкоКонструкция начал производить токарно-винторезный настольный станок Универсал-2 — значительно усовершенствованный станок Универсал.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
Универсал-3М станок токарно-винторезный настольный многофункциональный. Назначение, область применения
Данный станок является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Токарный станок по металлу Универсал-3М предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Универсал-3М является настольным токарным станком и предназначается для всевозможных токарных работ:
- проточка и расточка внешних и внутренних цилиндрических, фасонных и конических поверхностей
- сверление отверстий, снятие фасок
- растачивание отверстий
- отрезка
- нарезание резцом метрической резьбы
Отличительной особенностью станка является широкая универсальность и возможность переналадки с помощью приспособлений, которые позволяют выполнять следующие работы:
- сверление отверстий
- фрезерование плоскостей, выемок, канавок и т.д.
- шлифование и полирование
- заточку различного ревущего и бытового инструмента
- распиливание листового материала, реек, досок с помощью круглой пилы
- распиливание по контуру с помощью лобзикового устройства
- строгание плоскостей реек, брусков и досок с помощью фуговального устройства
- навивку пружин
- нарезку резьбы плашками и метчиками с ручным вращением шпинделя к др
С помощью несложных приспособлений, изготовленных на станке самим любителем, можно производить и другие работы.
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Благодаря широким возможностям станка использование его в домашних условиях представляет большой интерес и при овладении трудовыми навыками работа на нем доставит большое удовольствие.
Станок можно также широко использовать в школьных кружках, клубах, дворцах пионеров, пионерских лагерях и т.д. для изготовления радиодеталей, моделей самолетов и кораблей, мелких оригинальных вещей домашнего обихода и украшений, индивидуальных игрушек, деталей, игр и др.
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Литая станина, жесткие закаленные направляющие и основные корпусные детали станка изготовлены из качественного модифицированного чугуна с проведенным старением и обеспечивают высокую точность обрабатываемой детали.
В станке УНИВЕРСАЛ-3М инсталлировано устройство, обеспечивающее изменение направления перемещения суппорта без изменения направления вращения шпинделя и его остановки.
Нормы точности по токарным операциям:
- Некруглость обработанного образца-изделия с размерами Ø30 x 125мм, не более — 20
- Конусность обработанного образца-изделия с размерами Ø30 x 125мм, не более — 30
- Шероховатость обработанной поверхности Ra, мкм — 1,25 (при чистовых режимах)
Технологические возможности станка УНИВЕРСАЛ-3М могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя.
Производитель станка Универсал-3М — завод СтанкоКонструкция г. Москва.
Стандартный комплект поставки
В стандартный комплект поставки настольного станка Универсал-3М входят:
Принадлежности:
- Патрон трёхкулачковый 7100-0001 с фланцем и кольцом в сборе
- Комплект обратных кулачков и ключ к трёхкулачковому патрону 7100-0001
- Патрон сверлильный с ключом 6-В10 или 10–В16 ГОСТ 8522
- Хвостовик к патрону сверлильному
- Резцедержка подвижная
- Резцедержка неподвижная
- Центр вращающийся
- Центр упорный 2шт.
- Патрон поводковый
- Оправка с винтами и прижимом в сборе (для расточных работ)
- Цанга Ф6
- Цанга Ф8
- Устройство плоскошлифовальное
- Фрезерно-сверлильное устройство
- Тиски
- Устройство заточное
- Устройство для работы дисковой пилой
- Поводок для работ по дереву
- Подручник
- Устройство лобзиковое
- Экран
- Кожух патрона
- Масленка полиэтиленовая
Инструмент:
- Ключ рожковый
- Ключи торцовые ГОСТ11737
- 7812-0373 40ХФА Н12х1 S=4
- 7812-0374 40ХФА Н12х1 S=5
- 7812-0375 40ХФА Н12х1 S=6
- Стамеска
- Ключ для квадрата S8
- Ключ торцовый S10х13
- Ручка для ключа S10х13
- Ключ для квадрата S7
- Резец проходной правый (сталь быстрорежущая)
- Резец проходной правый с пластинкой твердого сплава
- Резец подрезной (сталь быстрорежущая)
- Резец расточной (сталь быстрорежущая)
- Резец отрезной (сталь быстрорежущая) 2шт.
- Резец резьбовой наружный (сталь быстрорежущая)
- Резец резьбовой внутренний (сталь быстрорежущая)
- Пила дисковая 3420-0356 ГОСТ 980-80
- Пилка-лобзик L=125 мм. ТУ 205.07.359-81 5шт.
- Сверло спиральное Ø6,0 ГОСТ 10902
- Фреза концевая с цилиндрическим хвостовиком Ø6,0 ГОСТ 17025
Габариты рабочего пространства токарного станка Универсал-3М. Эскиз суппорта
Чертеж шпинделя токарно-винторезного станка Универсал-3М
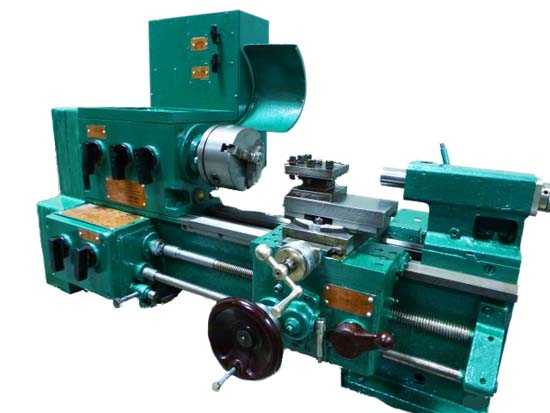
Общий вид токарного станка Универсал-3М




Расположение составных частей токарного станка Универсал-3М
Список составных частей станка Универсал-3М в токарном исполнении
- привод
- станина
- шпиндельная бабка
- суппорт
- задняя бабка
- коробка электрооборудования
Расположение органов управления токарным станком Универсал-3М
Перечень органов управления токарно-винторезного станка Универсал-3М
- рукоятка управления движением подачи (включение механической продольной подачи суппорта влево, вправо и выключение ее)
- рукоятка управления главным движением (включение прямого вращения шпинделя, останов и включение обратного вращения)
- маховичок поперечного перемещения суппорта
- маховичок перемещения резцедержки
- рукоятка зажима пиноли
- маховичок перемещения пиноли
- маховичок продольного перемещения суппорта
- кнопка выключения питания электрооборудования станка (красного цвета)
- кнопка включения питания электрооборудования станка (черного цвета)
Схема кинематическая токарно-винторезного станка Универсал-3М
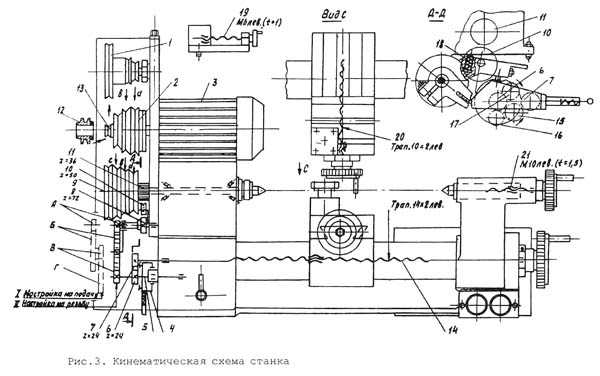
Схема кинематическая токарно-винторезного станка Универсал-3М. Смотреть в увеличенном масштабе
Описание кинематической схемы токарно-винторезного станка Универсал-3М
Цепь привода главного движения
В этой цепи вращение шпинделя осуществляется от электродвигателя 3 через клиноременную передачу (см. рис.3) . Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 300 об/мин) можно получить, если шкив 13, жестко сидящий на валу электродвигателя, соединить ремнем с промежуточным шкивом 1, а тот в свою очередь по ручью «а» — со шкивом 2, свободно вращающимся относительно вала электродвигателя. Со шкива 2 по одному из двух свободных ручьев — «в» или «с» — вращение передается непосредственно на шкив 9, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 13 прямо на шкив 9, минуя промежуточные шкивы 1 и 2.
Еще две ступени (525 и 1000 об/мин) можно получить, если на шкив 13 надеть сменный шкив 12 так, чтобы торец, на котором имеются кулачки, был обращен наружу. Со шкива 12, как и в первом случае, вращение передается на промежуточный шкив 1, а с него по ручью «в» — на шкив 2, который передает вращение шкиву 9 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин.) получаются, если вал электродвигателя соединить со шкивом 2 через шкив 12 с помощью кулачков, имеющихся на одном из торцов последнего. Теперь по любому из четырех ручьев вращение можно передать на шкив 9.
Примечание: Cтупень 1200 об/мин может быть получена и без соединения вала электродвигателя со шкивом 2.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется, ходовым винтом 14.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на нем зубчатым колесом II.
Через зубчатое колесо 10 вращение передается зубчатым колесам 8 и А, далее — на промежуточный валик 5. Имеется два варианта передачи вращения на этот валик: первый вариант (на схеме обозначен цифрой I)- через блок зубчатых колес Б-В и колесо Г и второй (на схеме обозначен цифрой II) — через зубчатые колеса Б и В.
Первый вариант используется для осуществления подачи при обычном точении, второй — при нарезании резьбы. С валиком 5 жестко связано зубчатое колесо 6. С этого колеса на колесо 7, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 15 и 16 — и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 17, что обеспечит перемещение суппорта вправо. Все три колеса (15, 16 и 17) смонтированы на поворотном устройстве 4 (см. Д-Д) и находятся в постоянном зацеплении с зубчатым колесом 6 (центральным) . Таким образом, можно осуществить перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключить подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес II и 10 с помощью того же поворотного устройства 4 и пружины 18.
ВНИМАНИЕ! Во избежание поломки зубчатых колес цепи привода подач включение и переключение направления перемещения суппорта следует выполнить при невращающемся шпинделе.
Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме.
Устройство и работа токарного станка Универсал-3М
На станине станка закреплена полая цилиндрическая направляющая. Она является общей базой для основных узлов станка: шпиндельной бабки, суппорта, задней бабки. Другой общей базой для этих узлов является плоская направляющая станины.
В передней части станины под кожухом расположен ходовой винт продольного перемещения суппорта.
На левой стенке передней бабки установлен кронштейн. На нем закреплен электродвигатель привода станка.
Под кожухом, закрывающим кронштейн, расположены шкивы привода вращения шпинделя и механизм привода подач.
Дополнительные принадлежности к многофункциональному токарному станку Универсал-3М. Наладка станка на разные виды обработки
Станок поставляется в токарном исполнении. Дополнительные принадлежности, входящие в комплект поставки (см. табл.7), служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка: фрезерно-сверлильное, шлифовальное, фуговальное и т.д.
Ниже описано устройство дополнительных принадлежностей и приведены способы наладки на различные виды обработки.
Резцедержки
В комплект поставки входят две резцедержки: подвижная и неподвижная.
С помощью подвижной резцедержки, смонтированной на каретке, можно обрабатывать конусные поверхности. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухаря, входящего в один из Т-образных пазов ползуна. В каретке расположены два винта, которые с помощью тех же сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта в оснований каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки — 1°.
ВНИМАНИЕ! После разворота каретки на требуемый угол, необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше.
Цанговый зажим
Зажим состоит из цанги, гайки и кольца, цанга вставляется в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Фрезерно-сверлильное устройство многофункционального станка Универсал-3М
Фрезерно-сверлильное устройство
Устройство (рис.4) представляет собой стойку 3, по направляющим которой перемещается стол 4. Перемещение осуществляется вращением, маховичка I, жестко связанного с ходовым винтом 2. Заготовка крепится к столу прихватами 11 с помощью шпилек 10, гаек 9, винтов 8 и сухарей 7, входящих в Т-образные пазы стола. Для того, чтобы наладить станок на фрезерные или сверлильные работы, необходимо стойку закрепить на суппорте станка с помощью планок 6 и винтов 5, как это показано на рис.4.
Концевая фреза или сверло закрепляются в цанговом зажиме или в специальном сверлильном патроне 12, входящем в комплект поставки.
Патрон 12 соединяется со шпинделем с помощью специального хвостовика 13, также входящего в комплект поставки.
Кроме прихватов для закрепления обрабатываемой детали могут быть использованы тиски, которые винтами с помощью сухарей крепятся к столу фрезерно-сверлильного устройства. На неподвижной губке тисков имеется два призматических паза, которые позволяют удобно закреплять детали цилиндрической формы.
Рекомендации по применению:
- при сверлильных работах — сверла 2300-0181 (ГОСТ 10902-77)
- при фрезерных работах — фрезы концевые 2220-0037 (ГОСТ 17025-71): Скорость резания не более 15 м/мин.
- Плоскошлифовальное устройство: Чашечный шлифовальный круг 18 (см. рис. 4) с помощь винта 19 и шайбы 20 крепится на оправке 15. Под круг и под шайбу положены прокладки 21 из картона. Оправка с установленным на ней кругом наворачивается на передний конец шпинделя станка. Затем на кожух 14, находящийся над шпинделем, надевается защитное кольцо 17 и винтами 16 с шайбами фиксируется на нем через пазы, предназначенные для регулировки положения защитного кольца относительно шлифовального круга.
Таблица настройки частоты вращения шпинделя токарного станка Универсал-3М
Шпиндельная бабка и привод главного движения токарного станка Универсал-3М
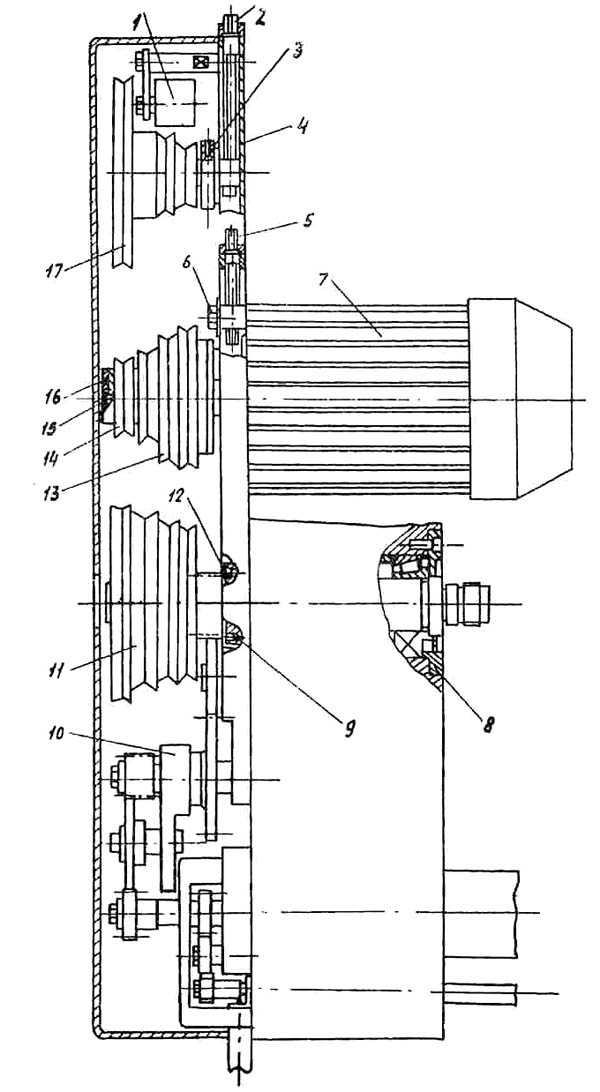
Схема расположения точек смазки токарного станка Универсал-3М
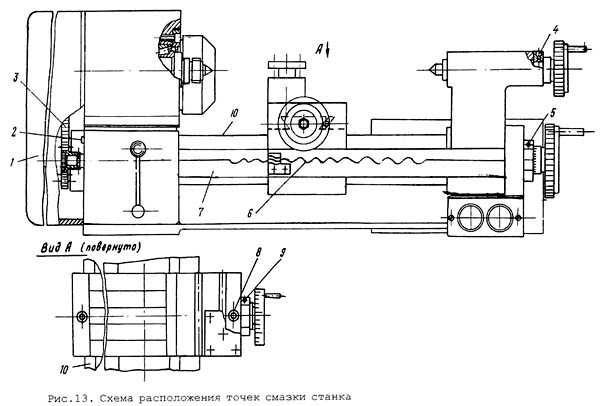
Схема электрическая токарного станка Универсал-3М
Электрооборудование токарного станка Универсал-3М. Общие сведения
По способу защиты от поражения электрическим током электрооборудование станка относится к классу I, т.е. имеет рабочую изоляцию, элемент для заземления и провод с заземляющей жилой для присоединения к источнику питания и заземлению.
Принципиальная электрическая схема станка приведена на рис.14, перечень элементов электрооборудования — в табл.4. Электроаппаратура расположена в отдельной коробке (см. рис.1, поз.6). Коробка закрыта крышкой. Крышка крепится двумя винтами, один винт находится в центре крышки под резиновым ковриком, другой крепит крышку к станине, обеспечивая заземление крышки.
Описание работы электросхемы токарного станка Универсал-3М
Питание электрооборудования осуществляется от однофазной сети переменного тока напряжением 220 В, частотой 50 Гц.
Пуск и останов электродвигателя осуществляется с помощью реле KV (см. рис.14), которое управляется кнопками SB2 (пуск) и SB1 (останов). При пуске реле KV включается и становится на самопитание, подключая своими контактами электродвигатель к сети и обеспечивая нулевую защиту, т.е. отключение электродвигателя при отсутствии напряжения в сети. Защита электродвигателя от перегрузки производится пускозащитным реле А, которое разрывает пусковую цепь, отчего отключается реле KV. Повторный пуск возможен только через 15-50 с, т.е. после возвращения элементов тепловой защиты пускозащитного реле А в исходное положение.
При пуске электродвигателя увеличение его пускового момента происходит за счет подключения контактами пускозащитного реле А пускового конденсатора С1 параллельно рабочему конденсатору С2. После разгона электродвигателя и уменьшения, пускового тока конденсатор С1 отключается.
Реверсирование электродвигателя осуществляется с помощью переключателя SA, который при среднем (вертикальном) положении рукоятки обеспечивает отключение электродвигателя, т.е. его останов даже при включенном реле KV. Рукоятку следует оставлять в нейтральном положении
Токарно-винторезный настольный станок Универсал-3М. Видеоролик
Показан станок Универсал-3 в котором блок конденсаторов и пусковое реле заменено преобразователем частоты.
Из плюсов, плавная регулировка оборотов (от сотни примерно до 4000).
Из минусов низкий момент на малых оборотах.
Технические характеристики станка Универсал-3М
| Наименование параметра | Универсал | Универсал-2 | Универсал-3 | Универсал-3м |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 100 | 125 | 150 | 150 |
| Наибольший диаметр заготовки над суппортом, мм | 50 | 60 | 90 | 90 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 150 | 180 | 250 | 250 |
| Рекомендуемая глубина точения за один проход, мм | ||||
| Максимальная глубина точения за один проход, мм | ||||
| Максимальный размер державки резца, мм | 8 х 8 | 8 х 8 | 8 х 8 | 8 х 8 |
| Наибольший диаметр сверления по стали, мм | 6 | 6 | 6 | 6 |
| Передняя бабка. Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 10 | 15 | 15 |
| Присоединение патрона к шпинделю | М20 | М20 | М27х2 | М27х2 |
| Размер конуса шпинделя | Морзе №1 | Морзе №2 | Морзе №2 | Морзе №2 |
| Число ступеней частот прямого вращения шпинделя | 10 | 11 | 9 | 9 |
| Частота прямого вращения шпинделя, об/мин | 160..2890 | 140..3000 | 200..3200 | 200..3200 |
| Диаметр токарного патрона, мм | 80 | 80 | 80 | 80 |
| Ход гильзы передней бабки, мм | 25 | 30 | — | — |
| Суппорт (поперечный ползун). Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 160 | 160 | 215 | 215 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,05 | 0,05 | ||
| Наибольшее поперечное перемещение суппорта, мм | 55 | 60 | 90 | 90 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,05 | ||
| Наибольшее перемещение резцовых салазок (верхний суппорт, составной ползун), мм | — | — | ||
| Цена деления шкалы поворота резцовых салазок, град | — | — | 1 | 1 |
| Пределы продольных рабочих подач суппорта, мм/об | — | 0,05..0,175 | 0,05..0,175 | 0,05..0,175 |
| Пределы шагов нарезаемых резьб метрических, мм | — | 0,2..2 | 0,2..2,5 | 0,2..2,5 |
| Задняя бабка | ||||
| Наибольшее перемещение пиноли, мм | 20 | 20 | 30 | 30 |
| Конус задней бабки | Морзе 1 | Морзе 1 | Морзе 1 | Морзе 2 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц |
| Электродвигатель главного привода, Вт | 120 | 250 | 370 | 550 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 480 х 318 х 216 | 665 х 352 х 227 | 675 х 410 х 280 | 690 х 410 х 230 |
| Масса станка, кг | 14 | 38 | 60 | 62 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
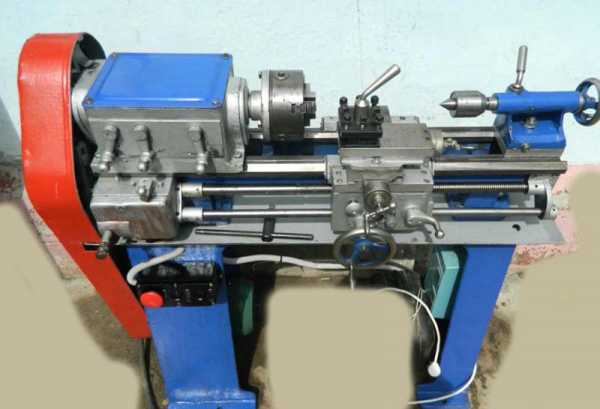
Токарный станок KY250B (CQ6126, Paulimot PM3600) — Токарные станки
Здравствуйте уважаемое сообщество любителей металлообработки.
Решил поделиться своей радостью — пришел долгожданный (после 2,5 месяцев томительного ожидания)
китайский токарный станок KY250B новой модификации (аналоги данного станка — CQ6126, Paulimot PM3600).
Писатель из меня еще тот, да и тема это моя первая, поэтому сильно не пинайте.
Первые впечатления:
Упаковка — станок приехал в фанерном ящике с продавленным дном (180 кг на 9мм фанере), в принципе
я к чему то подобному я был готов, так как уже получал фрезерный станок такой же массой, там ящик
развалился полностью (дно правда осталось целым)
Станок — при беглом взгляде станок понравился, правда был слегка замят поддон из-за слабого дна ящика.
Порадовала не шумная работа станка (в предыдущих версиях (CQ6125) станок работал очень шумно).
Направляющие на поперечном и малом продольном суппортах видели шабер (в ластохвосты еще не заглядывал). Большой продольный суппорт теперь не упирается в защиту двигателя (была проблема в
предыдущих версиях).
Вот первые выборочные фото (остальные в галерее):











Теперь предстоит полностью его разобрать, отмыть (консервационной смазки нет, только масло), смазать, и приступать
к промерам.
Изменено пользователем fidel95www.chipmaker.ru
Школьные токарные станки. Паспорта, схемы, чертежи
Школьные токарные станки — учебные универсальные токарно-винторезные станки используются для всевозможных токарных работ в мастерских школ для политехнического обучения, для малого и среднего бизнеса. Малогабаритные токарные станки применяются, также, для оснащения ПАРМ (передвижная автомобильная ремонтная мастерская) военного и гражданского назначения.
По своим возможностям школьные токарные станки находятся между станками класса «Хобби» и производственными. Даже самые первые школьные токарные станки имеют основные узлы промышленного токарного станка: коробку скоростей и коробку подач. Школьные токарные станки можно использовать на несложных работах в ремонтных мастерских, тогда как «хоббийные» станки не предназначены для этого.
Первые школьные токарные станки ТВШ, ТВШ-2, ТВШ-3, как и множество настольных станков класса «Хобби», производились в мастерских технических учебных заведений, в исправительных трудовых учреждених для несовершеннолетних (ТКН) и на нескольких машиностроительных заводах. Со временем выпуск школьных станков на этих предприятиях был прекращен.
В настоящее время основным производителем школьных токарных станков является Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году. Сегодя завод МАГСО существует в составе ФПГ КомТех-Плюс — http://ktprof.ru.
Завод МАГСО в составе Компании КомТех-Плюс производит, также, учебные фрезерные станки, сверлильные, заточные и токарные станки с ЧПУ.
ТВШ-2 (ТВ-2) Школьный токарный станок
Универсальный токарно-винторезный малогабаритный станок ТВШ-2, один из первых школьных токарников, выпускался в 50..60-х годах прошлого века. Станок умеет резать три резьбы и имеет три подачи.
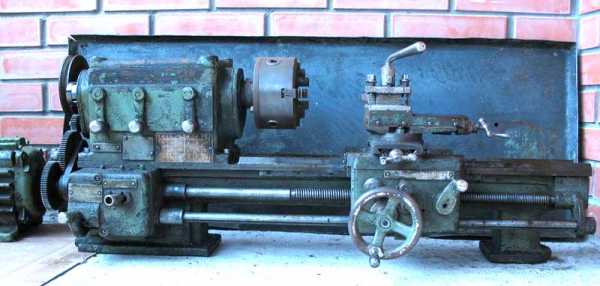
Раннего выпуска универсальный токарно-винторезный станок ТВШ-2 (Чугунная крышка передней бабки).
Позднего выпуска токарно-винторезный станок ТВШ-2 (Штампованная крышка передней бабки).
Модернизация школьного токарного станка ТВШ-2
ТВШ-3 (ТВ-3) Школьный токарный станок
Школьный токарный станок ТВШ-3 (ТВ-3) — модернизированный ТВШ-2.
Производители токарно-винторезного станка модели ТВШ-3 — Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок — ТВ-4.
Общий вид токарно-винторезного станка ТВШ-3

Раннего выпуска универсальный токарно-винторезный станок ТВШ-3.
Позднего выпуска универсальный токарно-винторезный станок ТВШ-3.
ТВ-4 Школьный токарный станок
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.
Общий вид токарно-винторезного станка ТВ-4

ТВ-6 Школьный токарный станок
Производитель токарно-винторезного станка модели ТВ-6 — Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Производителем станка ТВ-6М являлся Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области на Украине.
Общий вид токарно-винторезного станка ТВ-6

Станок ТВ-6 заменил в производстве токарно-винторезный станок ТВ-4.
Внешне констрструкция станков не очень сильно отличается. Основные параметры также не претерпели значительных изменений:ТВ-7 Школьный токарный станок
Производителем станка ТВ-7 являлся Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Учебный токарно-винторезный станок ТВ-7 отличается от станка модели ТВ-6 и ТВ-6М конструкцией передней бабки и коробки скоростей. В станке модели ТВ-7 скорости переключаются переброской приводного ремня и при помощи двухскоростной понижающей коробки. Начиная с этой модели станка учебные станки этой серии получили дополнительно три подачи и три метрических резьбы.
Скорость вращения шпинделя переключается переброской ремней, поэтому исчезли две рукоятки на шпиндельной бабке.
Начиная с модели станка ТВ-7, школьные станки получили 8 подач и научились резать целых 6 резьб.
Общий вид токарно-винторезного станка ТВ-7



ТВ-7М Школьный токарный станок
Производителем учебного токарно-винторезного станка ТВ-7 является Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Модели станков ТВ-7М, ТВ-9, ТВ-11 отличаются только длиной станины и, соответственно, РМЦ. Станки выпускаются без тумб, в настольном варианте.
Межцентровые расстояния токарных станков ТВ-7М, ТВ-9 и ТВ-11:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Общий вид токарно-винторезного станка ТВ-7М
ТВ-9 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-9 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-9 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали 10 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок ТВ-9 отличается от токарных станков и ТВ-7М и ТВ-11 межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Общий вид токарно-винторезного станка ТВ-9

ТВ-11 Школьный токарный станок
Токарно-винторезный настольный станок ТВ-11 выпускался предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Станок ТВ-11 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в том числе точных, в центрах, в патроне, в цанге, для нарезания резьбы при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Станок обеспечивает высокое качество обработанных поверхностей по форме и шероховатости. При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
Улучшенные динамические характеристики станка обеспечивают производительные режимы при черновой обработке.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя станка установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Привод главного движения оснащен частотным преобразователем производства фирмы «MITSUBISHI», позволяющим производить бесступенчатое регулирование частоты вращения шпинделя c высоким моментом.
Станок комплектуется различными принадлежностями и приспособлениями, позволяющими расширить его технологические возможности.
Станок ТВ-11 отличается от токарных станков ТВ-7М и ТВ-9 увеличенным межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок изготавливается класса точности Н.
Общий вид токарно-винторезного станка ТВ-11

16У03П токарный станок повышенной точности
Токарно-винторезный станок 16У03П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
16У04П токарный станок повышенной точности
Токарно-винторезный станок 16У04П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
16У04П Общий вид токарно-винторезного станка


Основные технические характеристики школьных токарных станков
| Наименование параметра | ТВШ-2 (ТВ-2) | ТВШ-3 | ТВ-4 | ТВ-6 | ТВ-7 | ТВ-7М | ТВ-9 | ТВ-11 |
|---|---|---|---|---|---|---|---|---|
| Основные параметры станка | ||||||||
| Класс точности | Н | Н | Н | Н | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 200 | 200 | 220 | 220 | 220 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 90 | 80 | 100 | 100 | 100 | 110 | ||
| Высота центров над плоскими направляющими станины, мм | 100 | 100 | 108 | 108 | 120 | 120 | 120 | 130 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 350 | 350 | 330 | 275 | 525 | 750 |
| Диаметр стандартного патрона, мм | 100 | 100 | 100 | 125 | 125 | 125 | 125 | 160 |
| Наибольшая длина заготовки в патроне, мм | 310 | 250 | 500 | |||||
| Наибольшая масса заготовки, кг | 5 | 10 | ||||||
| Наибольшая высота держателя резца, мм | 10 х 12 | 10 х 12 | 12 х 12 | 16 х 16 | 16 х 16 | 16 х 16 | 16 х 16 | |
| Высота от опорной поверхности резца до линии центров, мм | 14 | 12 | 12 | 18 | 18 | 18 | ||
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 90 | 78 | 78 | |||||
| Шпиндель | ||||||||
| Резьба на переднем конце шпинделя, мм | М36 х 4 | М36 х 4 | М36 х 4 | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 | |
| Диаметр центрирующей поверхности шпинделя, мм | 48 | 48 | 48 | 48 | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 15 | 16 | 12 | 18 | 18 | 18 | 18 | |
| Конус Морзе шпинделя | №2 | №2 | №3 | №3 | №3 | №3 | №3 | |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 6 | 8 | 6 | 6 | б/с | |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60, 90, 130, 190, 350, 500, 730, 1000 | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 | |
| Торможение шпинделя | нет | нет | нет | нет | нет | нет | есть | |
| Блокировка рукояток | нет | нет | нет | нет | есть | есть | есть | |
| Суппорт. Подачи | ||||||||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 300 | 260 | ||||
| Перемещение суппорта продольное на одно деление лимба, мм | нет | 0,5 | 0,5 | 0,25 | 0,25 | 0,25 | 0,25 | |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | 100 | |||||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 50 | 85 | 85 | 85 | 85 | 85 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° | ±40° | ±40° | ±40° | ±40° | |
| Число ступеней продольных подач суппорта | 3 | 3 | 3 | 8 | 6 | 6 | 6 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,04; 0,05; 0,06 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,04..0,31 | |
| Количество нарезаемых резьб метрических | 3 | 3 | 3 | 6 | 6 | 6 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,6; 0,8; 1,0 | 0,8; 1,0; 1,25 | 0,6; 0,8; 1,0 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Задняя бабка | ||||||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 | 65 | 65 | 65 | 65 | |
| Наибольшее поперечное смещение бабки, мм | ±7 | ±5 | ±5 | ±5 | ±5 | ±5 | ±5 | |
| Наличие лимба или линейки, перемещение на одно деление лимба, мм | нет | нет | нет | нет | 0,025 | 0,025 | 0,025 | 0,025 |
| Электрооборудование | ||||||||
| Электродвигатель главного привода, кВт | 0,6 | 0,6/ 1 | 1,1 | 1,1 | 0,75 | 0,75/ 1,1 | 1,1 | |
| Габариты и масса станка | ||||||||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 400 х 1150 | 1100 х 470 х 110 | 1050 х 535 х 1200 | 1120 х 640 х 680 | 1405 х 620 х 730 | 1610 х 620 х 730 | |
| Масса станка, кг | 280 | 280 | 300 | 400 | 220 | 230 | 245 |
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Рубикон, ООО. 2016 г.
stanki-katalog.ru
Профи-550 (Profi 550) Станок токарный настольныйсхемы, описание, характеристики
Поставщиком настольного токарно-винторезного станка Профи 550 (Profi 550) является Tengzhou Uni-tech machinery Co. Ltd., Китай, г. Tengzhou, Shandong.
Профи-550 (Profi 550, cj9526, Sieg C6) станок токарно-винторезный настольный. Назначение, область применения
Токарно-винторезный станок Профи-550 является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Токарный станок по металлу Профи-550 предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Профи-550 является настольным токарным станком и предназначается для всевозможных токарных работ:
- проточка и расточка внешних и внутренних цилиндрических, фасонных и конических поверхностей
- сверление, снятие фасок
- растачивание
- отрезка
- нарезание метрической и дюймовой резьб
Широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок может эксплуатироваться в следующих условиях:
- температура окружающей среды от 10 до 35 °С
- относительная влажность воздуха до 80 % при температуре 25 °С
Литая станина и жесткие закаленные направляющие обеспечивают высокую точность обрабатываемой детали. Он удобен для обработки деталей небольших размеров в мастерских, в сервисном автомобиле, на дому.
В отличие от настольного токарного станка по металлу «Профи-550», станок «Профи-550B» имеет бесступенчатое изменение частоты вращения шпинделя (вариатор).
Стандартная комплектация настольного токарного станка по металлу Profi-550, Profi-550B:
- 3-х кулачковый патрон Ø125 мм
- задний вращающийся центр
- набор сменных зубчатых колес
- комплект ключей
Дополнительные опции:
- подставка для станка
- точильно-шлифовальное устройство
- подвижный и неподвижный люнеты
- накатное устройство
- комплекты резцов из 6 или 11 штук
- планшайба Ø160 мм
- 4-х кулачковый патрон Ø125 мм
- сверлильный патрон Ø13 мм
- цанговый зажим с комплектом цанг
- вращающийся центр
Общий вид токарного станка Профи 550
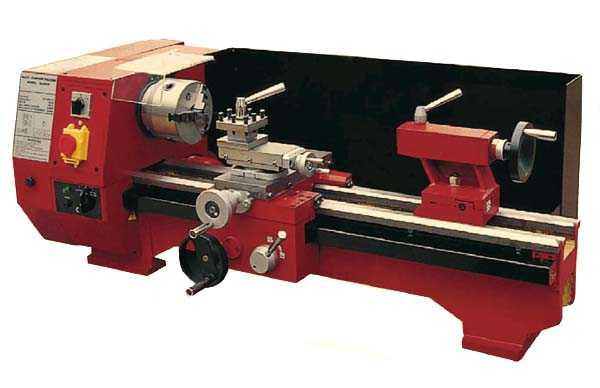
Общий вид токарного станка Profi 550 TOP от компании Bernardo, Австрия

Фото токарного станка Профи 550. Смотреть в увеличенном масштабе
Расположение составных частей токарного станка Профи 550
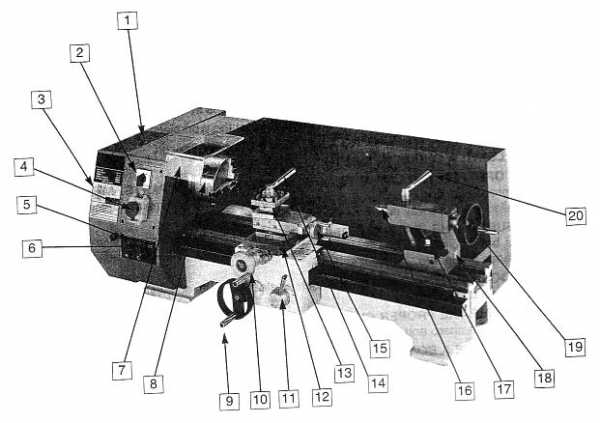
Спецификация составных частей токарного станка Профи 550
- Таблицы скоростей и шага резьбы
- Переключатель прямого/обратного хода
- Серийный номер станка, ярлык безопасности
- Включатель/выключатель. Кнопка экстренного выключения
- Индикатор работы станка
- Селекторный переключатель
- Защитный щиток для глаз на передней бабке
- Токарный патрон
- Маховичок каретки
- Маховичок регулировки поперечного суппорта
- Рычаг автоматической подачи каретки
- Крестовый суппорт
- Резцедержатель
- Крышка резцедержателя
- Маховичок регулировки крестового суппорта
- Задняя бабка
- Зажимной болт задней бабки
- Индикатор выверки шпинделя задней бабки
- Маховичок цилиндра задней бабки
- Фиксирующая ручка задней бабки
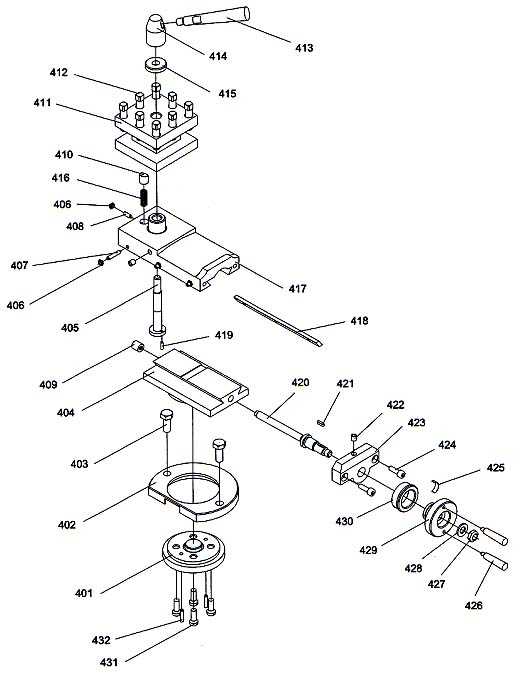
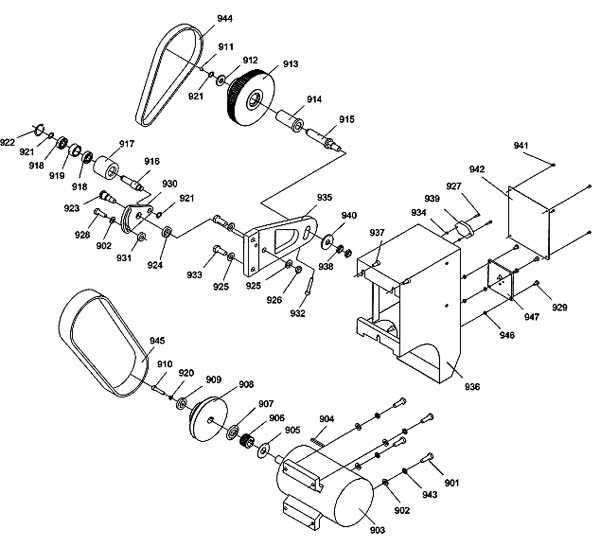
Схема сборки станины токарного станка Профи 550
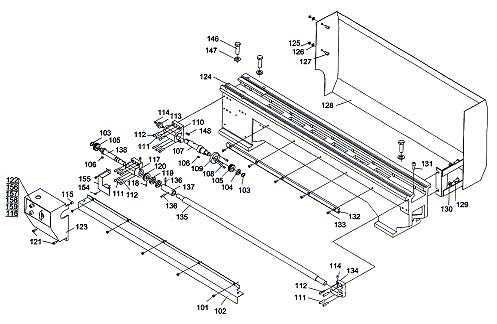
Сборочные единицы станины токарного станка Profi-550
| № — Наименование | № — Наименование |
|---|---|
|
|
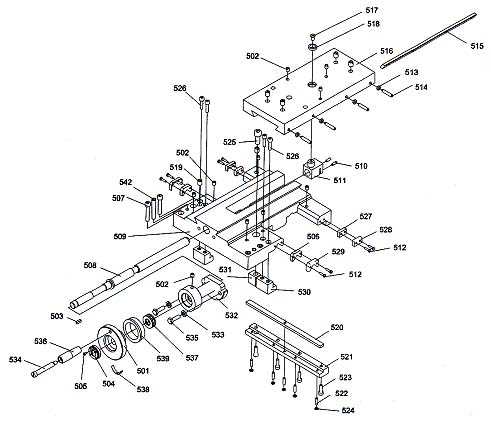
Схема сборки передней бабки токарного станка Профи 550
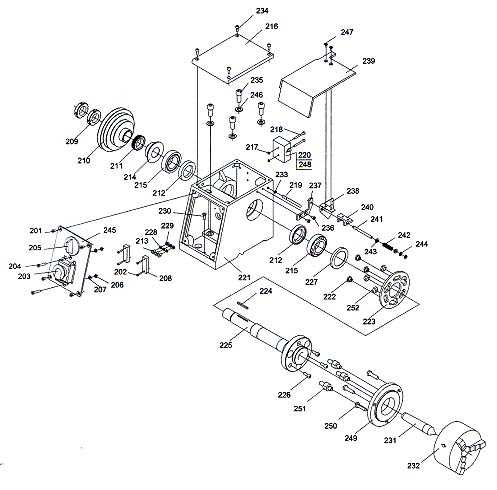
Сборочные единицы передней бабки токарного станка Profi-550
| № — Наименование | № — Наименование |
|---|---|
|
|
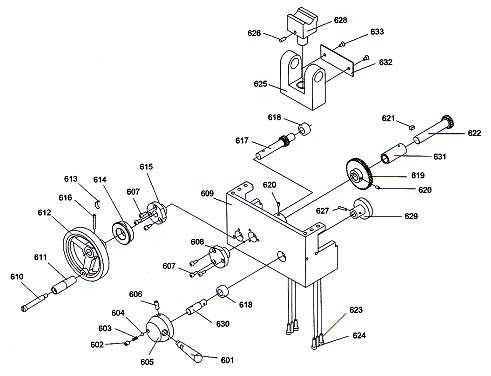
Схема сборки задней бабки токарного станка Профи 550
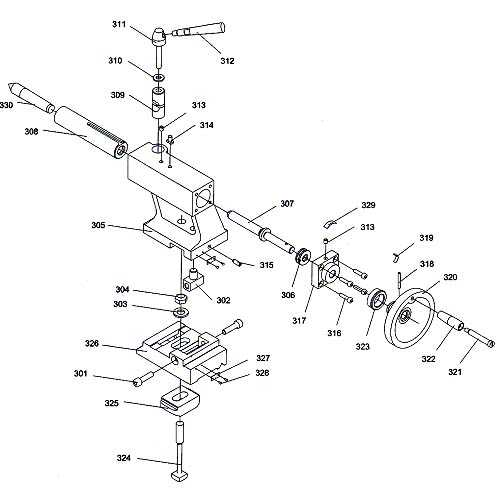
Сборочные единицы задней бабки токарного станка Profi-550
| № — Наименование | № — Наименование |
|---|---|
|
|
Схема сборки резцовых салазок (верхнего суппорта) токарного станка Профи 550
Сборочные единицы резцовых салазок (верхнего суппорта) токарного станка Profi-550
| № — Наименование | № — Наименование |
|---|---|
|
|
Схема сборки суппорта токарного станка Профи 550
Сборочные единицы суппорта токарного станка Profi-550
| № — Наименование | № — Наименование |
|---|---|
|
|
Схема сборки фартука токарного станка Профи 550
Сборочные единицы фартука токарного станка Profi-550
| № — Наименование | № — Наименование |
|---|---|
|
|
Схема сборки коробки подач токарного станка Профи 550
Сборочные единицы коробки подач токарного станка Profi-550
| № — Наименование | № — Наименование |
|---|---|
|
|
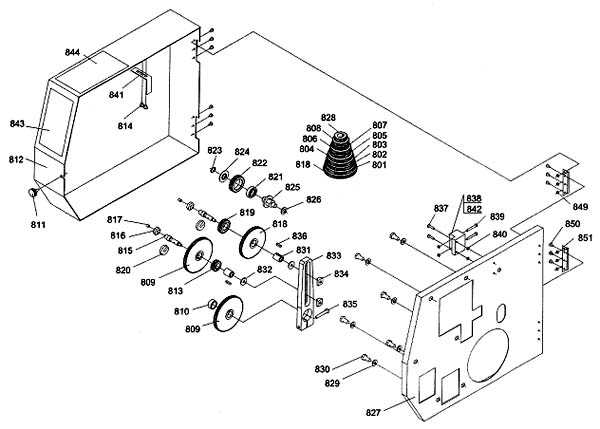
Схема сборки привода и гитары токарного станка Профи 550
Сборочные единицы привода и гитары токарного станка Profi-550
| № — Наименование | № — Наименование |
|---|---|
|
|
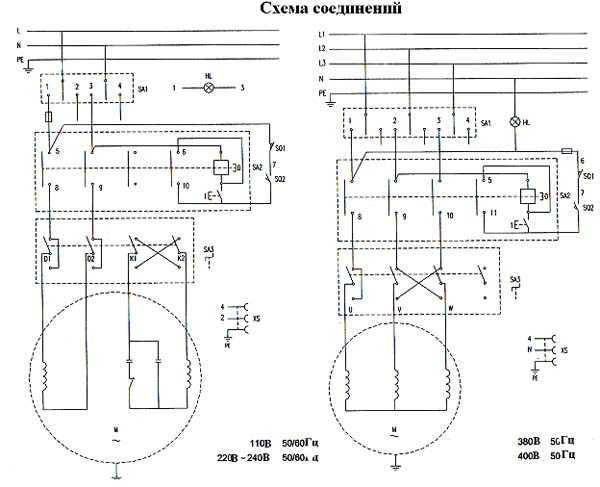
Схема электрическая токарного станка Профи 550
Технические характеристики станка Профи 550
| Наименование параметра | Профи 550 | |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр заготовки над станиной, мм | 250 | |
| Наибольший диаметр заготовки над суппортом, мм | ||
| Наибольшая длина заготовки в центрах (РМЦ), мм | 550 | |
| Рекомендуемая глубина точения за один проход, мм | ||
| Максимальная глубина точения за один проход, мм | ||
| Максимальный размер державки резца, мм | 8 х 8 | |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 40 | |
| Конус шпинделя | № 3 | |
| Число ступеней частот прямого вращения шпинделя | 6 | |
| Частота прямого вращения шпинделя, об/мин | 125, 210, 420, 620, 1000, 2000 | |
| Диаметр токарного патрона, мм | ||
| Суппорт. Подачи | ||
| Наибольшее продольное перемещение каретки суппорта, мм | ||
| Перемещение суппорта продольное на одно деление лимба, мм | ||
| Наибольшее поперечное перемещение суппорта, мм | ||
| Перемещение суппорта поперечное на одно деление лимба, мм | ||
| Угол поворота резцовых салазок, град | ±45° | |
| Пределы продольных рабочих подач суппорта, мм/об | ||
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..3,0 | |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 10..44 | |
| Задняя бабка | ||
| Наибольшее перемещение пиноли, мм | ||
| Конус задней бабки | № 2 | |
| Электрооборудование | ||
| Номинальное напряжение питания, В | 220 в 50 Гц | |
| Электродвигатель постоянного тока главного привода, кВт | 0,55 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1200 х 660 х 600 | |
| Масса станка, кг | 145 |
Связанные ссылки. Дополнительная информация
Каталог справочник настольных токарных станков
Паспорта и схемы к токарным настольным станкам и оборудованию
stanki-katalog.ru