Станок точильно шлифовальный ТШ 2, ТШ 3. Демозал, наличие
Стационарные точильные станки
Данная группа точильно-шлифовальных станков применяется на производствах, причем на всех этапах от заготовительного до сборочного. Используются стационарные точильные станки для заточки резцов, фрез, сверл и т.д., также на них можно производить обдирку, например, литников в литейном производстве или доводку каких-то деталей перед сборкой, либо покраской.
Мощность на данных станках может существенно различаться, а следовательно с ней и стоимость, поэтому мощность – это одно из самых первых с чем нужно определится при приобретении такого станка.
Маркировка или обозначение наждаков ТШ
В названии точильно-шлифовальных станков ТШ скрыты опции, которыми дополнен станок в сравнении со стандартной комплектацией. Поэтому важно разобраться по какому принципу формируется название моделей и сразу в названии видеть, что идет в комплекте со станком.
К точильно-шлифовальным станкам ТШ доступны 2 опции:
- Устройство автоматического отключения двигателя при поднятии защитного экрана (блокировка)
- Пылеулавливающий агрегат (пылесос)
Устройство автоматического отключения (блокировка): данная опция повышает безопасность работы на данном оборудовании. Принцип работы очень прост: конечный выключатель контролирует положение защитного экрана и, если защитный экран находится не в рабочем положении, двигатель не включается. Так же эту опцию используют как выключатель, т.е. после завершения работы можно просто поднять стекло и станок отключится.
Принцип работы очень прост: конечный выключатель контролирует положение защитного экрана и, если защитный экран находится не в рабочем положении, двигатель не включается. Так же эту опцию используют как выключатель, т.е. после завершения работы можно просто поднять стекло и станок отключится.
Пылеулавливающий агрегат – это устройство, которое удаляет из рабочей зоны образующуюся пыль и накапливает её. При использовании пылесоса рабочий не дышит продуктами обработки и в целом в цехе будет намного чище.
Возможно 3 комбинации опций и им присвоили номера:
- только блокировка – «20»
- только пылесос – «25»
- и блокировка и пылесос вместе – «35»
Если опций никаких нет, то либо к названию станка ничего не прибавляют, либо добавляют «10»
Таким образом и формируется маркировка, разберем на конкретном примере:
- ТШ-2М.10 – это ТШ-2М без опций
- ТШ-3.
 25 – это станок ТШ-3 с пылесосом
25 – это станок ТШ-3 с пылесосом - ТШ-4М.35 – это станок ТШ-4 с блокировкой и с пылесосом
- ТШ-2 – это просто ТШ-2 без опций
Есть одно исключение, касается оно ТШ-4.01, но принцип в целом тут тоже соблюден:
- ТШ-4.01 – стандартная комплектация
- ТШ-4.21 – с блокировкой
- ТШ-4.26 – с пылесосом
- ТШ-4.36 – С блокировкой и пылесосом
Позвоните 8-800-100-48-28 или напишите в чат и получите консультацию
Станок точильно-шлифовальный напольный модель ТШ-3
- Точильно-шлифовальный напольный станок предназначен для заточки и доводки инструментов из инструментальной стали, твёрдого сплава и минералокерамики абразивными, алмазными и эльборовыми кругами.
Общая информация о прочих шлифовальных станках ТШ-3
Точильно-шлифовальный напольный станок предназначен для заточки и доводки инструментов из инструментальной стали, твёрдого сплава и минералокерамики абразивными, алмазными и эльборовыми кругами.
Гарантия 12 месяцев.
Технические характеристики прочих шлифовальных станков ТШ-3
| |||||||||||||||||||||||||||||||||||
Продажа прочих шлифовальных станков – пожалуйста, уточняйте наличие товара на складе. Информация о прочих шлифовальных станках размещенная на этом сайте не является публичной офертой.
Информация о прочих шлифовальных станках размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор — ИНТЕРВЕСП,
дата публикации 23.12.2011 12:54, дата последнего изменения 31.10.2013 09:34.
intervesp-stanki.ru © 2002-2021, Все права защищены.
Публикация разрешена с письменного разрешения автора.
Станок точильно-шлифовальный мод.ТШ-3 — Звоните 8-800-555-99-00
Станок точильно-шлифовальный мод.ТШ-3 предназначен для выполнения слесарных работ ( снятие заусенцев, фасок и т.п.). При применении соответствующих приспособлений могут быть использованы для шлифовки и полировки деталей.
Технические характеристики:
| Параметры, единицы измерения |
ТШ-3 |
| Параметры режущего инструмента на керамической связке (по ГОСТ 2424-83) | |
| Наружный диаметр | 400 |
| Диаметр посадочного отверстия круга | 127 |
| Высота круга | 50 |
| Частота вращения шлифовальных кругов, мин-1 |
950 |
| Мощность привода, кВт |
3,0 |
| Габаритные размеры (ДхШхВ), мм |
660х600х1370 |
| Род тока |
Переменный 3-х фазный, 50 Гц, 380 В |
| Масса, кг |
220 |
Доставка товаров по России и странам СНГ осуществляется нашими партнерами, компаниями-грузоперевозчиками, c которыми за многие годы работы у наc сложились тесные партнерские отношения.
Наши партнеры:
-
Транспортная компания «Грузовозофф»
-
Транспортная компания «Автотрейдинг»
-
Транспортная компания «Желдорэкспедиция»
-
Транспортная компания «Гарант»
-
Транспортная компания «Attenta»(«Регион-экспресс»)
-
Транспортная компания «Деловые Линии»
-
Транспортная компания «Байкал-Сервис» («Флагман»)
-
Транспортная компания «Доставкин»
-
Транспортная компания «ПЭК»
- Транспортная компания «СПСР-Экспресс» и многие другие грузоперевозчики.
Будьте уверены, Ваш товар будет доставлен в идеальном виде и в кратчайшие сроки в любую точку мира. Если Вы захотите осуществить доставку через какую-либо другую транспортную компанию, то достаточно предупредить об этом менеджеров при оформлении заказа.
Если Вы захотите осуществить доставку через какую-либо другую транспортную компанию, то достаточно предупредить об этом менеджеров при оформлении заказа.
Мы работаем с организациями и индивидуальными предпринимателями по безналичной форме оплаты.
Цены на продукцию, наличие на складе и сроки поставки можно узнать отправив заявку, содержащую наименование Вашей организации, телефоны и контактное лицо.
Электронная почта Данный адрес e-mail защищен от спам-ботов, Вам необходимо включить Javascript для его просмотра. или уточнить у наших менеджеров по телефонам: (863) 219-13-13, 227-81-71, 290-82-11.
Для выставления счета нам необходимы:
— реквизиты Вашей организации (полное и краткое наименование, ИНН, КПП, юридический адрес, фактический адрес, банковские реквизиты).
применяется в качестве универсальных делительных приспособлений (УДГ) к металлорежущим станкам. В сочетании с различными приборами универсальные делительные головки служат для измерения параметров шлицевых, шпоночных и деталей с элементами зубчатых зацеплений.
Универсальные делительные головки имеют цену деления 2/ 5/ 10/ 30 и 60 сек, для метрологических задач применяют более точные оптические делительные головки (ОДГ).
* Обращаем ваше внимание на то, что www.allstanki.ru (вебсайт) носит исключительно информационный характер и не является публичной офертой. Для получения подробной информации о наличии и стоимости указанных товаров и (или) услуг, пожалуйста, обращайтесь к менеджерам отдела клиентского обслуживания с помощью специальной формы связи или по телефону
Сверлильный станок Edm Top Edm TSH 30 (2213) Станки б / у
КАТЕГОРИЯ Токарная обработка Фрезерование Шлифование / заточка / притирка / снятие заусенцев / полировкаПрессыХоббирование Станки EDMПередачаКаткаТепловая обработка и обработка поверхностейМойкаИзмерированиеПринадлежности для станковЧипы — обработка масла РазноеКомпрессорПиление
TYPEBarloaderBench grinderBroaching machineCenter grinderCenterless grinderCenterless мясорубки cncClinching machineCNC глубокого drillerCnc горизонтального перенос machineCNC latheCNC фрезерное machineCnc многошпиндельные latheCnc заточка machineCNC заучивает LatheCnc нарезания резьбы machineCold формирования machineryCompressorCooling deviceCounting machineCylindrical grinderCylindrical мясорубка cncDeburring / полировки tumblerDouble стороннего grinderDrillerDryerDrying machineEdm drillerElectrochemical удаление заусенцы machineElectroplating / гальванопластики PlantEmeri шлифование machineFly- Пресс-шестеренчатый фрезерный станокИспытатель твердостиХондовый станокКапюшонГоризонтальный обрабатывающий центрГоризонтальный переносГидравлический загрузчик пакетовГидравлический прессГидравлический блокПромышленная мебельВнутренний шлифовальный станок с ЧПУВнутренний шлифовальный станок с ЧПУЧугунный станок Координатно-расточной станокШлифовальный станок с ЧПУЛазерТокарный станокРучной прессМеханический прессМеханический прессМикроскоп г pressProfile projectorRobotSanding machineSawScaleSharpening machineShot-взрывчатое MachineShrink подходит technologySingle-шпиндель latheSorting machineSpark эрозия cncSpecial machineSpline ролик холодного rollingSpotting pressSurface grinderSwiss типа CNC latheTapping machineThermal удаление заусенцы machineThread резка machineThread шлифование machineThreadrolling machineTool presetterTurn мельница centerVacuum cleanerVarious машина accessoriesVarious станкиВертикально Абразивный поток Обработка Разиглевание автоматыВертикальна с ЧПУ latheVertical обработки центрМоечная машинаСварочная машинаЭрозия проволоки
BRANDAcieraAgathonAgieAlmacAlphaAmackerAmacker + SchmidAmsonicAndreas BergerArenaArymaAtec CylAtlas CopcoAverex AutomationAweaBandelinBaublysBenzingerBerg & SchmidBeyelerBigliaBilzBloeschBodenmannBoschBransonBremorBreuning IRCO ProfimatBrotherBumotecCarifCazeneuveCc MachineryCharmillesChevalChevalierChironCincinnatiCitizenCm поверхности TreatmentColchesterComparCp AutomationCrevoisierDamaDepurecoDeutz MwmDiskusDmgDoosanDuretEbosaEfdEkinElbaronElmaEmagEmgEscofierEscomaticEssaEwagExtrude-HoneFanucFeelerFehlmannFerrari (С. б) Fim VulcanoFimatFlottFmbFuturaGalvamatGehringGenexGerGhiringhelliGildemeisterGleasonGleason PfauterGresselHaasHanwhaHardingeHauserHormecHuberHumardHurcoHuronHyundaiIecoIemcaImoberdorfIndexIngersollIsmecaJaggiJewelderKaercherKafoKastoKellenbergerKellerKennametalKitamuraKleinteil ReinigerKoepferKummerKunzmannLam PlanLbmLeadwellLecureuxLeicaLidkopingListaLnsLomiLuder TechnikM2OMafacMahrMarcel AubertMario Di MaioMatsuuraMazakMepsaMettler ToledoMetznerMichael DeckelMicrorexMikromatMikronMillutensilMilzMitutoyoMiyachi EuropeMiyanoMonnier ZahnerMori SayMori SeikiMuratecNaNaberthermNagelNakamuraNationalNikonNordson EfdOerlikonOkkOkumaOlympusOsterwalderParpasPemamoPentaxPeroPetit Жан HenriPfauterPfiffner -. HydromatPianolithPiccoPilousPosaluxPretatProfirollProthPwb SystemsRealmecaRecomaticReicherterReishauerRemResistronicRexrothRobert SpeckRofinRolexRöslerRoxerSafagSamsysSchaublinSchiessSchlupSchmidSchmidtSchmidt-TempoSchneggSchütteSeco — EpbShowaSipSodickSofraperSoloSopremSpinnerStaehliStar techStäubliStruersStsStuartStuderSunnenSvmSylvacSyntakSysmelecTakisawaTbhTbtTeca-PrintTelsonicTesaTeutschmannThyristorTopperTornosTraubTripetTsugamiUltUtmaVibsortVitaxVoetschVoumardWahliWaldnerWalther TrowalWera ProfilatorWesco-KellerWickmanWildWillemin MacodelWirth & GruffatWitechYorkZiersch & Baltrusch
б) Fim VulcanoFimatFlottFmbFuturaGalvamatGehringGenexGerGhiringhelliGildemeisterGleasonGleason PfauterGresselHaasHanwhaHardingeHauserHormecHuberHumardHurcoHuronHyundaiIecoIemcaImoberdorfIndexIngersollIsmecaJaggiJewelderKaercherKafoKastoKellenbergerKellerKennametalKitamuraKleinteil ReinigerKoepferKummerKunzmannLam PlanLbmLeadwellLecureuxLeicaLidkopingListaLnsLomiLuder TechnikM2OMafacMahrMarcel AubertMario Di MaioMatsuuraMazakMepsaMettler ToledoMetznerMichael DeckelMicrorexMikromatMikronMillutensilMilzMitutoyoMiyachi EuropeMiyanoMonnier ZahnerMori SayMori SeikiMuratecNaNaberthermNagelNakamuraNationalNikonNordson EfdOerlikonOkkOkumaOlympusOsterwalderParpasPemamoPentaxPeroPetit Жан HenriPfauterPfiffner -. HydromatPianolithPiccoPilousPosaluxPretatProfirollProthPwb SystemsRealmecaRecomaticReicherterReishauerRemResistronicRexrothRobert SpeckRofinRolexRöslerRoxerSafagSamsysSchaublinSchiessSchlupSchmidSchmidtSchmidt-TempoSchneggSchütteSeco — EpbShowaSipSodickSofraperSoloSopremSpinnerStaehliStar techStäubliStruersStsStuartStuderSunnenSvmSylvacSyntakSysmelecTakisawaTbhTbtTeca-PrintTelsonicTesaTeutschmannThyristorTopperTornosTraubTripetTsugamiUltUtmaVibsortVitaxVoetschVoumardWahliWaldnerWalther TrowalWera ProfilatorWesco-KellerWickmanWildWillemin MacodelWirth & GruffatWitechYorkZiersch & Baltrusch
Ось12345678
121314151617181
22232425262728293031323334353637
ПОИСК
Makita USA — Подробная информация о продукте -XDT14Z
Makita USA — Подробная информация о продукте -XDT14ZЛитий-ионный бесщеточный аккумулятор LXT®, 18 В, 3-скоростной ударный драйвер Quick-Shift Mode ™, только инструмент
- : Quick-Shift Mode ™ использует электронное управление двигателем, чтобы найти наилучший баланс скорости и крутящего момента.

- : Бесщеточный двигатель BL ™ обеспечивает максимальную скорость 3600 об / мин и 1550 дюймов.фунты макс. крутящего момента
- : Компактный и эргономичный дизайн, длина всего 4-5 / 8 дюймов.
- : прорезиненная мягкая ручка для повышенного комфорта при работе
- : Только инструмент (аккумулятор и зарядное устройство в комплект не входят)
- LXT® Lithium-Ion
Пользователи инструментов, которые отсоединяют шнур с помощью Makita 18V LXT®, получают новый уровень удобства, эффективности и производительности.
 В 2005 году компания Makita создала категорию аккумуляторных инструментов с литий-ионным аккумулятором 18 В, и сегодня это крупнейшая в мире линейка аккумуляторных инструментов с напряжением 18 В. Передовая технология Makita дает пользователям инструментов непревзойденную производительность и широту ассортимента благодаря инновациям в технологии двигателей и аккумуляторов, которые отменяют отраслевые стандарты и оставляют позади старое мышление. Благодаря батареям с большим ампер-часом, эффективным щеточным и бесщеточным двигателям и технологии LXT® на 36 В (18 В X2) инструменты Makita 18 V LXT® не только соответствуют требованиям, предъявляемым к сети, но и могут превосходить по производительности проводные, оставаясь при этом на единой беспроводной платформе. питание от самых быстро заряжаемых литий-ионных аккумуляторов 18 В.[Подробнее]
В 2005 году компания Makita создала категорию аккумуляторных инструментов с литий-ионным аккумулятором 18 В, и сегодня это крупнейшая в мире линейка аккумуляторных инструментов с напряжением 18 В. Передовая технология Makita дает пользователям инструментов непревзойденную производительность и широту ассортимента благодаря инновациям в технологии двигателей и аккумуляторов, которые отменяют отраслевые стандарты и оставляют позади старое мышление. Благодаря батареям с большим ампер-часом, эффективным щеточным и бесщеточным двигателям и технологии LXT® на 36 В (18 В X2) инструменты Makita 18 V LXT® не только соответствуют требованиям, предъявляемым к сети, но и могут превосходить по производительности проводные, оставаясь при этом на единой беспроводной платформе. питание от самых быстро заряжаемых литий-ионных аккумуляторов 18 В.[Подробнее]
- Star Protection Computer Controls ™
Аккумуляторные инструменты Makita спроектированы для промышленного применения и для дополнительной защиты при выполнении самых сложных работ.
 Компания Makita создала STAR Protection Computer Controls ™. STAR — это коммуникационная технология, которая отслеживает условия во время использования, позволяя инструменту и батарее обмениваться данными для защиты от перегрузки, чрезмерной разрядки и перегрева.Если STAR обнаруживает условия, которые угрожают перегрузкой, переразрядкой или перегревом инструмента или аккумулятора, инструмент автоматически останавливается. В это время пользователь может перезапустить инструмент, заменить или зарядить аккумулятор и снова запустить инструмент. Когда вы надеваете батарею Makita 18V LXT® со знаком ЗВЕЗДЫ на инструмент Makita, имеющий либо символ ЗВЕЗДЫ, либо желтую клемму, вы получаете преимущества от STAR Protection Computer Controls ™.
Компания Makita создала STAR Protection Computer Controls ™. STAR — это коммуникационная технология, которая отслеживает условия во время использования, позволяя инструменту и батарее обмениваться данными для защиты от перегрузки, чрезмерной разрядки и перегрева.Если STAR обнаруживает условия, которые угрожают перегрузкой, переразрядкой или перегревом инструмента или аккумулятора, инструмент автоматически останавливается. В это время пользователь может перезапустить инструмент, заменить или зарядить аккумулятор и снова запустить инструмент. Когда вы надеваете батарею Makita 18V LXT® со знаком ЗВЕЗДЫ на инструмент Makita, имеющий либо символ ЗВЕЗДЫ, либо желтую клемму, вы получаете преимущества от STAR Protection Computer Controls ™.
- XPT ™ Extreme Protection Technology
Когда работа требует использования вашего инструмента Makita в тяжелых условиях, Makita Extreme Protection Technology (XPT ™) обеспечивает дополнительную защиту.
 XPT ™ — это серия интегрированных уплотнений, предназначенных для отвода пыли и воды для повышения долговечности. Куда бы вы ни отправились, инструменты Makita, оснащенные XPT ™, рассчитаны на повышенную надежность и увеличенный срок службы.
XPT ™ — это серия интегрированных уплотнений, предназначенных для отвода пыли и воды для повышения долговечности. Куда бы вы ни отправились, инструменты Makita, оснащенные XPT ™, рассчитаны на повышенную надежность и увеличенный срок службы.
- Quick Shift Mode ™
Приложения для прецизионного крепления часто требуют, чтобы пользователь остановил или замедлил ударную отвертку непосредственно перед тем, как ввинтить винт на место, чтобы гарантировать отсутствие повреждений крепежа или заготовки.Quick-Shift Mode ™ — решение для точного крепления. Quick-Shift Mode ™ — это автоматический электронный контроллер, который переключает на пониженную передачу и снижает скорость вращения и ударную скорость перед тем, как ввинтить винт на место. Он разработан таким образом, чтобы свести к минимуму отслоение резьбы винта, поломку винта и нарушение работы. Ударные отвертки Makita, оснащенные Quick-Shift Mode ™, идеально подходят для точного крепления, от столярных изделий до установки солнечных панелей и т.
 Д.
Д.
La página que selecciono por el momento no está disponible en español.
Le gustaría:
Технические характеристики и производственный процесс Norton Abrasives
Обновлено Пракашем Патилом, старшим менеджером Grindwell Norton Ltd.
Существует два основных метода резки металла. Резка выполняется одноточечным инструментом, а резка — многоточечным режущим инструментом.Нам хорошо известно, что при выполнении резки с использованием многоточечного режущего инструмента, если удаляемый материал имеет большой объем, то выполняется фрезерование; в то время как, если необходимо удалить меньше материала и улучшить чистоту поверхности, используется шлифовка. В этой статье мы узнаем больше о шлифовальном круге.
В этой статье мы узнаем больше о шлифовальном круге.
Что такое шлифование?
Шлифование — это процесс механической обработки, улучшающий чистоту обработки поверхности и позволяющий получить мелкую стружку.Инструмент, используемый для этого процесса, — шлифовальный круг. Это режущий инструмент, в котором миллионы микроскопических абразивных зерен связаны друг с другом. Здесь каждое абразивное зерно действует как остроконечный инструмент. Как показано на изображении, абразивные зерна удерживаются вместе в пористой структуре шлифовального круга с помощью связующего вещества (связки). Когда эти зерна соприкасаются с обрабатываемой поверхностью, их острые микроскопические края могут разрезать материал на поверхности. Как и любой другой инструмент, зерна теряют свою остроту, и их необходимо регулярно удалять, чтобы новые зерна выходили вперед.Абразивные зерна удерживаются вместе связкой, и во время резки зерна освобождаются от связки. | |
| По мере того, как каждое зерно начинает сокращаться в работе, из него начинает формироваться стружка. Он сгибается и в конечном итоге отрывается от работы. По сравнению с другими процессами обработки стружка, образующаяся во время шлифования, значительно меньше по размеру. Кроме того, поскольку эту задачу одновременно выполняют несколько зерен, образуется множество сколов микроскопических размеров, и удаление материала происходит быстро. |
Шлифовальный круг состоит из следующих элементов: — 1. Абразивные зерна — За счет них происходит резка. 2. Связующий материал — благодаря которому абразивные зерна удерживаются вместе. |
Помимо зерен и связки важную роль играет пористая конструкция круга.Охлаждающая жидкость, попадающая глубоко в него во время резки, не позволяет повысить температуру круга и работы.
Процесс износа круга:
В других процессах обработки износ инструмента представляет собой серьезную проблему. Но при шлифовании это само по себе полезно, потому что, если не произойдет износ круга, новые острые зерна не будут доступны для работы. |
Пока зерна разрезают металл заготовки, зерна дробятся и разрушаются под действием силы, действующей на колесо.В процессе шлифования процесс измельчения абразивных зерен и обнажения острых кромок называется рыхлостью. Когда зерна разрушаются под давлением, появляются новые режущие кромки или обнажаются. Во время этого процесса также удаляется связующий материал, а затупившиеся зерна высвобождаются и удаляются. Таким образом, из-за разрушения, износа и освобождения зерен шлифовальный круг становится самозатачивающимся многоточечным режущим инструментом. |
Дефекты, такие как « загрузка », при которой иногда зерна и стружка свободно прилипают к шлифовальному кругу или « покрываются глазурью » на поверхности круга, которая затупилась из-за нагрева, или деформация в форма круга из-за использования возникает в шлифовальном круге.Чтобы отремонтировать их, следует процесс правки колес.
Изменение характера шлифовального круга.
Примерно 60-70 лет назад шлифовальные станки с ручным или гидравлическим приводом были в моде. Количественные и в некоторой степени качественные потребности того времени были меньше по сравнению с теми, которые преобладали сегодня, поэтому колеса, используемые в те дни, подходили для нужд того времени. Краткая информация об ожидаемом уровне качества работы, произведенной шлифованием, представлена в таблице ниже.
В настоящее время соблюдается правило большого пальца — «грубее, быстрее, больше». Ожидается, что для этой цели будут использоваться зерна большого размера. Ожидается достижение максимально возможной скорости вращения круга или максимально возможной скорости резания.
Ожидается достижение максимально возможной скорости вращения круга или максимально возможной скорости резания.
Детали | До | Сегодняшние потребности | |||
Поверхность | 0.8 uRa | от 0,4 до 0,6 uRa | |||
Superfinish | Ra | Ra | |||
Консистенция | Круглость 2-5 микрон | ||||
Количество партии | Меньше | Больше объема | |||
Количественная потребность отрасли | Тысячи03 | Твердость шлифуемой детали | 40-48 HRC | 58-64 HRC | |
Точность пр. ofile | профилей Допуски были широкими | Очень строгие допуски профилей | |||
Скорость вращения колеса | 33-45 M / S | 45-125 M / S 03 | Шлифовальные трещины | Не учитывались | Шлифовальные трещины абсолютно неприемлемы -Различные методы испытаний -Нитальный тест, значение BN, магнафлюкс, тесты на усталость |
В шлифовальных кругах произошло много изменений чтобы удовлетворить эти потребности.
- Зерна : В обычных зернах использовались оксид алюминия и карбид кремния. Теперь на их месте были разработаны керамические зерна. В настоящее время используются новые марки керамики, такие как Seded Gel (SG), Targa Gel (TG), Norton Quantum (NQ), Cubitron (CU). Новые керамические зерна состоят из множества мелких кристаллов. Когда зерно трескается, мы получаем несколько маленьких режущих кромок в одном зерне, так как его кристаллы также имеют шипы. Если правка шлифовального круга не проводится в надлежащее время, то из-за затупления зерен материал на поверхности шлифовального круга не срезается; вместо этого колесо просто прижимается к этой поверхности.Из-за возникающего трения температура увеличивается. Из-за повышенной температуры поверхность работы становится черной, как если бы она обгорела. Также могут появиться трещины от шлифования (шлифовка). При шлифовании поверхностей под углом 90 ° вероятность возникновения этого явления на вертикальной поверхности высока.
 Чтобы избежать этого, необходимо убедиться, что на поверхности шлифовального круга будут находиться только острые зерна, и должен быть обеспечен доступ охлаждающей жидкости. В кругах с новыми керамическими зернами поверхность круга, полученная после правки, имеет более острые зерна.
Чтобы избежать этого, необходимо убедиться, что на поверхности шлифовального круга будут находиться только острые зерна, и должен быть обеспечен доступ охлаждающей жидкости. В кругах с новыми керамическими зернами поверхность круга, полученная после правки, имеет более острые зерна.
- Связка : Связующий материал выполняет важную задачу по достижению согласованности профиля и требуемой формы профиля. Связка Vitrium (Связка VT3) — это недавно разработанная связка, которая прочнее, чем предыдущие, и может выдерживать высокие скорости и может удовлетворить потребность в удержании зерна в течение более длительного времени в шлифовальных кругах, которые вращаются с высокой скоростью в соответствии с сегодняшними требованиями. Эта связка также обеспечивает зазор от стружки для лучшего удаления стружки, что снижает сцепление или взаимодействие стружки с компонентом.
- Пористость : Поскольку охлаждающая жидкость попадает в открытые пространства шлифовального круга, температура процесса не увеличивается чрезмерно.
 Чем больше количество хладагента размещено в открытых пространствах, тем холоднее будет процесс. Теплопроводность круга должна быть выше из-за более высоких температур, возникающих из-за шлифования, выполняемого на высоких скоростях. Если для этой цели сохранить пористость более высокой, когда шлифовальный круг вращается с высокой скоростью, существует вероятность того, что прочность шлифовального круга может быть меньше.Следовательно, поддерживается правильный баланс этого. Для удовлетворения этих потребностей была разработана пористая керамическая связка VT3-10 / 12 (Vitrium), VTX (Vortex).
Чем больше количество хладагента размещено в открытых пространствах, тем холоднее будет процесс. Теплопроводность круга должна быть выше из-за более высоких температур, возникающих из-за шлифования, выполняемого на высоких скоростях. Если для этой цели сохранить пористость более высокой, когда шлифовальный круг вращается с высокой скоростью, существует вероятность того, что прочность шлифовального круга может быть меньше.Следовательно, поддерживается правильный баланс этого. Для удовлетворения этих потребностей была разработана пористая керамическая связка VT3-10 / 12 (Vitrium), VTX (Vortex).
В настоящее время наблюдается прогресс в направлении цели — «грубее, быстрее, масштабнее». Ожидается, что для этой цели будут использоваться зерна и колеса большого размера. Ожидается достижение максимально возможной скорости вращения круга или максимально возможной скорости резания. до 45, 60, 80, до 125 метров в секунду. Поскольку размер круга также увеличился, достигается пропорционально более высокая скорость резания при тех же оборотах в минуту. Колеса, которые изготавливаются для этой цели, показаны на рисунках. |
 Например, теперь достижимы скорости резки от 33 метров в секунду
Например, теперь достижимы скорости резки от 33 метров в секундуПримеры преимуществ, достигнутых благодаря изменениям в характеристиках круга —
1) Изменение зерна колеса :
Станок: Цилиндрический шлифовальный станок Parishudh. Колесо: Старый тип Размер: 05 / S 700x85x304,8 Спецификация колеса: — A60L5VCL 45M / S: Коричневая марка колеса из оксида алюминия Колесо: Новое-белое Alo Размер: -01 / S5 700x85x304. 8 Спецификация колеса: — 38A60L8VT3 Белый оксид алюминия 38A Работа: Банджо-кожух (корпус дифференциала) Материал: — EN. |
 14B, твердость: — 45-55 HRC
14B, твердость: — 45-55 HRCЗдесь, шлифование выполняется на подшипнике диаметром банджо.
Преимущества:
- Вместо 3, после каждой обработки выполняется 6 работ. Это означает, что срок службы колеса увеличился.
- Время цикла сократилось с 270 до 190 секунд.
- Стоимость работы снижена.
2) Изменение конструкции круга:
Станок: — Studer Круглошлифовальный станок Круг: Старый Размер: — 500x36x203,2 Одно колесо, две настройки. Колесо: Новое Многослойное колесо, полученное путем объединения двух отдельных колес с разными характеристиками и зернистостью. Работа: Узел вентилятора вала турбокомпрессора Материал: Вал: закаленная сталь и вентилятор: Inconel 713C. |
В этом случае вентилятор турбонагнетателя и задний вал собираются сваркой трением. Твердость и материал этих двух деталей различаются.Следовательно, вместо использования двух разных шлифовальных кругов с разными свойствами в двух отдельных шлифовальных установках был использован однослойный круг. Канавка образована одним из многослойных колес, в то время как внешний диаметр вентилятора шлифуется колесом большей ширины.
Твердость и материал этих двух деталей различаются.Следовательно, вместо использования двух разных шлифовальных кругов с разными свойствами в двух отдельных шлифовальных установках был использован однослойный круг. Канавка образована одним из многослойных колес, в то время как внешний диаметр вентилятора шлифуется колесом большей ширины.
Преимущества: —
- Вместо 3500 рабочих мест, теперь на одно колесо производится 4300 рабочих мест.
- Вместо 5 выполняется 7 работ после каждой обработки.
- Эффективность увеличена, так как обе операции выполняются за одну установку вместо двух.
3) Изменение связующего материала : —
Станок: — Parishudh Круглое шлифование. Об / мин: — 1160 Колесо: — Старый тип Размер: — 750x180x304,8 GNO 38A60J8VS3 Колесо: — Новое GNO 38A60I8VT3 Vitrium Bond. Работа: — Вал шестерни Материал: — Твердая сталь Твердость: — 58-62 HRC. |

Из-за неравномерного износа колеса на валу образовывалась конусность. Также после шлифовки уступа на рабочей поверхности можно было увидеть следы прожига и шлифовальные трещины. В качестве решения этой проблемы вместо связки VS3 была использована усовершенствованная связка VT3 (Vitrium).
Преимущества: —
- Вместо 5 выполняется 8 работ после каждой обработки.
- Стоимость единицы уменьшена на 15%.
- Достигнут постоянный рабочий диаметр и исключено образование конуса.
- Срок службы колеса увеличился, а проблема следов прожогов и трещин устранена.
[PDF] КОПИИ РУКОВОДСТВА ПО СТАНКАМ
1 КОПИИ РУКОВОДСТВА К МАШИНАМ Для ценового кольца с указанием номера файла Посетите наш веб-сайт Изготовитель / Изготовитель / Тип …
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY, январь 2013. doc
docКОПИИ РУКОВОДСТВА К МАШИНАМ Для ценового кольца — 01207
28 33 02 с указанием номера файла
Посетите наш веб-сайт — www.rondean.co.uk Производитель / Марка
Товар / Тип
Номер модели и информация
Номер файла
AG JOSEPH PETERMANN ABICOR BINZEL ABWOOD
ВИНТОВАЯ РЕЗКА
10, 10HS
56
MIG / MAG WELDING TOURCH GRINDER & LAPPER GRINDER
1039 464 ABWOOD2 ШЛИФОВАЛЬНЫЙ СТАНОК И ШЛИФОВАЛЬНЫЙ СТАНОК
ADCOCK & SHIPLEY BRIDGEPORT ADCOCK & SHIPLEY ADCOCK & SHIPLEY ADCOCK & SHIPLEY ADCOCK & SHIPLEY ADDISON EMMEGI
VERTICAL MILL
SGHEPEN 5048 CG
1E 2E ЭКСПЛУАТАЦИЯ 2S IES 450, SCA, 500SCA, 550, SCA
3517123
429ALUMASTER EM 300 L Qh22530
466 5318 5318
ГИЛЬОТИНА СЕРИИ MK ИНСТРУКЦИЯ ПО УСТАНОВКЕ И ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ CPGL 350 ВЫПРЯМИТЕЛЬ MK 1A
1061
ADDISON ADIRA ADIRA
AFM AINJEST AIR PRODUCTS AIR PRODUCTS AIR PRODUCTS AIR PRODUCTS AJAND AJAXLE AJAX AJAXLE AJAX AIR PRODUCTS AJAND AJAXLE AJAXLE AJAXLE ALEXANDER ALEXANDER ALEXANDER АЛЬФРЕД HERBERT АЛЬФРЕД HERBERT АЛЬФРЕД HERBERT АЛЬФРЕД HERBERT АЛЬФРЕД HERBERT АЛЬФРЕД HERBERT АЛЬФРЕД HERBERT АЛЬФРЕД Herbert
ГОРИЗОНТАЛЬНЫЙ MILL ГОРИЗОНТАЛЬНЫЙ MILL ГОРИЗОНТАЛЬНЫЙ MILL ГОРИЗОНТАЛЬНЫЙ MILL UP поглаживая АЛЮМИНИЙ SAW SAW NON ЖЕЛЕЗА Aliminium ОТРЕЗАННОЙ CNC гибочный пресс с ЧПУ листогибочный пресс Elec»ДРГ CONCORD CNC КОНТРОЛЬ ГИДРАВЛИЧЕСКИЙ НОЖНИК ВЫСОКОСКОРОСТНОЙ ВИНТ ПРИНАДЛЕЖНОСТЬ ДЛЯ РЕЗКИ АРК СВАРОЧНАЯ МАШИНА ARGON ARC WELDER ARGON ARC СВАРНАЯ РЕЗЕЛЬНАЯ СВАРКА POWER HACK SAW WELDER DRILL MILL ВЕРТИКАЛЬНАЯ ФРЕЗА РАДИАЛЬНАЯ СВЕРЛА ПОВЕРХНОСТЬ ШЛИФОВАЛЬНАЯ СТАНКА VARIOUS EMERKEGENCED ШАПКА STAN LATHE CAPSTAN LATHE CAPSTAN TRATHE WITH PREOPTIVE HEAD AUTO LATHE AUTO LATHE AUTO LATH CAPSTAN LATHE
AJ40 AJSD6, AJHD6, AJHD10, AJHD16 NO: 2, AJ3VD16, NO: 4 БРОШЮРА СХЕМА ЭЛЕКТРИЧЕСКОГО ПОДКЛЮЧЕНИЯ 2S, 4S ГЛАВНЫЙ ИНСТРУМЕНТ №: 1B, 3A №: 2A, 3A №: 1 РАБОЧИЙ №: 1 РАБОЧИЙ НОМЕР ST (1 ИЗДАНИЕ) №: 4 СТАРШИЕ ОПЕРАТОРЫ И 4SE 4 СТАРШИЕ ОПЕРАТОРЫ TH (4 ИЗДАНИЕ) №: 3 НЕТ: 4 ЧАСТИ НОМЕР: 4 ОПЕРАТОРА 2D ОПЕРАТОРА
393 392 394 718
377 373 771374 75136 367 368 364 1049 914 854 714 383 369 360 365 372371370 826 827 193 192 184 185 186 831
1
1
1
1
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. док
док
АЛЬФРЕД ГЕРБЕРТ АЛЬФРЕД ГЕРБЕРТ АЛЬФРЕД ГЕРБЕРТ АЛЬФРЕД ГЕРБЕРТ
револьверный станок револьверный станок револьверный станок револьверный станок
АЛЬФРЕД ГЕРБЕРТ АЛЬФРЕД ГЕРБЕРТ
револьверный станок револьверный станок
АЛЬФРЕД ГЕРБЕРТ
револьверный станок
АЛЬФРЕД ГЕРБЕРТ
револьверный станок
АЛЬФРЕД ГЕРБЕРТ
АЛЬФРЕД ГЕРБЕРТ АЛЬФРЕД ГЕРБЕРТ АЛЬФРЕД ГЕРБЕРТ АЛЬФРЕД ГЕРБЕРТ
револьверный станок электропневматического КОМБИНАЦИЯ револьверный станок КОМБИНАЦИЯ револьверный станок КОМБИНАЦИЯ револьверный станок Covenrty DIEHEAD КОВЕНТРИ резьбонарезныеголовки CPSTAN токарный с роликовым подшипником ГОЛОВКА ФОНДОВЫЙ СВЕРЛО FLASH зенкерной машины КЛЮЧ SEATER СТАНОК
АЛЬФРЕД ГЕРБЕРТ АЛЬФРЕД ХЕРБЕРТ
ТОКАРНО-ТОКАРНЫЙ СТАНОК
АЛЬФРЕД ХЕРБЕРТ АЛЬФРЕД ХЕРБЕРТ АЛЬФРЕД ХЕРБЕРТ АЛИЛАМ АМАДА PROMECAM
GAP BED LATHE TURRET LATHE
GAP BED LATHE TURRET LATHE 9000 SURRET LATHE LATHE 9000 TURRET LATHAD 9000 SURRET LATADA 9000 SURRET LATHADA 9000 DINRETAM 9000 2 ПРЕСС-ТОРМОЗ с ЧПУ
ANILAM ANILAM ANILAM ARBOGA ARBOGA ARBOGA ARBOGA ARCHDALE
DIGITAL READ OUT DIGITAL READ OUT DIGITAL READ OUT DRILL DRILL PRESS BRAKE RADIAL DRILL RADIAL ARCH2 ARNAR
AIRODIRAI РАБОЧИЕ СВЕРЛИЛЬНЫЕ СТАНКИ ПРИНАДЛЕЖНОСТИASQUITH ASQUITH ASQUITH ASQUITH ASTRA MECA ASTRA
ДРЕЛЬ С РАДИАЛЬНОЙ РУКОЯТКОЙ РАДИАЛЬНАЯ СВЕРЛА РАДИАЛЬНАЯ СВАРКА РАДИАЛЬНАЯ СВЕРЛА РАЗДЕЛИТЕЛЬНАЯ ГОЛОВКА UNIVERSAL TOOL GRINDER
ЕДИНИЦЫАУДИТ
АУДИТ УПРАВЛЕНИЯ ЧПУ ANC M268
АЛЬФРЕД ХЕРБЕРТ АЛЬФРЕД ХЕРБЕРТ АЛЬФРЕД ХЕРБЕРТ АЛЬФРЕД ХЕРБЕРТ АЛЬФРЕД ХЕРБЕРТ АЛЬФРЕД ХЕРБЕРТ
ПАРАМЕТРЫ НОМЕР ПАРАМЕТРА 2 И ПАРАМЕТРЫ НОМЕР ПАРАМЕТРА: 1 ) NO: 2S 2SS 2D PARTS ST (1 EDITION) NO: 4 SENIOR PARTS TH (8 EDITION) 2D OPERATORS & E ЛЕКТРИЧЕСКИЙ НОМЕР: 0 ОПЕРАТОРЫ И ЭЛЕКТРИЧЕСКИЕ ДЕТАЛИ 7B РУКОВОДСТВО ДЛЯ ОПЕРАТОРОВ 9B 9B / 30 ОПЕРАТОРЫ НОМЕР ДЕТАЛЕЙ: 4 РАБОЧИЕ ДЕТАЛИ
832191 203 202 190 198 196 197 201 189 565 188 181 900 828
2 ТИП V NO: : 1 7B & 7 ПРЕДУПРЕЖДАЮЩИЕ ЗАПЧАСТИ AUTO JUNIOR OPERATORS AUTO JUNIOR MK 1 и 2 ДЕТАЛИ EDGWICK 6 ½ ”БРОШЮРА ИНСТРУМЕНТАЛЬНОГО ОБОРУДОВАНИЯ БРОШЮРА ПО ИНСТРУМЕНТАМ MINI WIZARD RT450 РУКОВОДСТВО
187 182 242 566
187 182 242 566
187 182 242 566
9000TS2 SA ОПЕРАЦИОННАЯ СЕРИЯ BT SUPER WIZARD G2508 G2512 XKA ER 1830 3 ‘6 ”5’ 14582 14583 РАБОЧИЕ КОМПАКТНЫЕ МОДЕЛИ ARNO 2 СЕРИЯ 2200 МОДЕЛЬ 8265 83651052
DR 1 БУРОВЫЕ И НАБОРНЫЕ УЗЛЫ БРОШЮРА ОПЕРАЦИОННАЯ БРОШЮРА УСТРОЙСТВА ДЛЯ БУРОВОГО ДВИГАТЕЛЯ A2R — ОПЕРАЦИОННАЯ БРОШЮРА A2R E ARS-E / ET ETERNA 80 РАБОЧИЕ ДЕТАЛИ СЕРИИ 10 ”ABS13 ABSE13 FE2EA3 FE4EA3 FE5EA3 БРОШЮРА ДЕТАЛЕЙ И
205 204 241 834 835 376880
44 784 375768 750 752 379 380 910 1038 386 711 467 378 384 3 81 414 715 951 907 952 382
2
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. doc
doc
ПРОГРАММА ОБУЧЕНИЯ AUTO WARD AUTOOL AUTOOL AUTOOL AUTOTOOL AWOODHOUSE & MITCHELL BOC BOC BOC BOC BOC BSA АЛЬФРЕД ХЕРБЕРТ BSA BSA BSA BSA BSA BSA BSA BSA BSA BSA GRT BAND A MATIC
FORLLER TIFF ЦИРКУЛЯРНОЕ точильщик ШЛИФОВ ТУРЕЛЬ MILL дуговой сварки ПЛАЗМЕ СВАРЩИК ИМПУЛЬСНОЕ сварочный аппарат TIG сварки электродуговой сварки АВТОМАТИЧЕСКОГО ВИНТОВОЙ МАШИНАЦИРЮЛЬНИК & COLMAN БОБЕР БОБЕР Бергонзи Биннсом & BERRY Birkett CUTMASTER Birkett CUTMASTER BLISS BLISS BLISS BOMAR (PROSAW) BONEHAM & ТЕРНЕР Bosch Bosch БОСТОН MATTHEWS
АВТОМАТИЧЕСКОГО ВИНТОВОЙ МАШИНА Centerless ШЛИФОВ постукивая & РЕЗЬБОНАРЕЗАНИЕ МАШИНА АВТОМАТ СТАНОК АВТОМАТ ВИНТОВОЙ МАШИНА АВТОМАТ ВИНТОВОЙ МАШИНА АВТОМАТ ВИНТОВОЙ МАШИНА АВТОМАТ ВИНТОВОЙ МАШИНА АВТОМАТ ВИНТОВОЙ МАШИНА АВТОМАТ ВИНТОВОЙ МАШИНА полуавтоматическая машина для обвязки HOBBER ТУРЕЛЬ MILL ТУРЕЛЬ MILL РАДИАЛ ДРЕЛИ СТАНОК ЧОП ПАВ ПАВ ОТРЕЗАННОЙ ПОЛУ АВТОМАТИЧЕСКАЯ ОТРЕЗКА SAW Inclinable & пилорама PRESS Inclinable & пилорама PRESS Inclinable & пилорама PRESS ГОРИЗОНТАЛЬНОГО ДИАПАЗОН SAW HOBBER УГОЛ СТАНОК РУЧНАЯ Ленточная шлифмашина литьевой машину
BOURDON Boxford Boxford Boxford
ПОВЕРХНОСТИ СТАНОК SHAPER СТАНОК СТАНОК
Boxford Boxford
СТАНОК СТАНОК
BRIDGEPORT TRUE TRACE BRIDGEPORT BRIDGEPORT ADCOCK & SHIPLEY BRIDGEPORT ADCOCK & SHIPLEY BRIDGEPORT ADCOCK & SHIPLEY BRIDGEPORT TEXTRON BRIDGEPORT TRUE
479 TCT2 ОПЕРАТОР И ДЕТАЛИ CB RANTS OPERATING & PARTS CB RANTS 21 ARGONARC TOURCH NO: 98L, 138L, 168L РАБОЧИЙ НОМЕР: 98L, 138L, 168L ДЕТАЛИ №: 8 NO: 1, 2, 3, 4, 5 РАБОТА 1 5/8 ”BRT РАБОЧИЕ ИНСТРУМЕНТЫ И ПРИНАДЛЕЖНОСТИ 3/8” ЭКСПЛУАТАЦИЯ 5 / 8 ”¾” РАБОЧИЕ ПРИНАДЛЕЖНОСТИ №: 48 РАБОЧИЕ НОМЕРЫ: 48 ДЕТАЛИ U70 №: 6-10 VBRP MARK II VBRP FS 1000 TB 12 ½ “WPD 18/15 M750 15 МАХОВИК ТИПА 15 ТОНН 21B 40 ТОНН D2C, 55 TON STG 250 DG SE14
801797 800 15 507930 928 331 332 330 699 698 682 697 675 6
695 696 693 692 1006 334 727 328 349 329 908 293 339 340 341 1056 335 892 953 47 GBS100AE BM25BING И ОБСЛУЖИВАНИЕ. PM2 СПИСОК РАБОЧИХ ДЕТАЛЕЙ 8 ”БРОШЮРА И ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ БРОШЮРА MK II AUD BUD CUD VLS / LOO 500VSL ВИНТОВАЯ РЕЗКА ОСНОВНОЙ ЗНАЙТЕ СВОЙ ТОКАРНЫЙ СТАНОК S180 TRACER
PM2 СПИСОК РАБОЧИХ ДЕТАЛЕЙ 8 ”БРОШЮРА И ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ БРОШЮРА MK II AUD BUD CUD VLS / LOO 500VSL ВИНТОВАЯ РЕЗКА ОСНОВНОЙ ЗНАЙТЕ СВОЙ ТОКАРНЫЙ СТАНОК S180 TRACER
856
731 894 МАКСИМУМ
856
731 894
БРОШЮРА BPC320H
676
РАЗЛИЧНОЕ ОБСЛУЖИВАНИЕ
707
MILL
БРОШЮРА
709
MILL
703
MILL SPARGILLS
SPAROLLE BURNE BERNE2
D560 SERVICE & PARTS
701
805
3
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013.док
TRACE BRIDGEPORT BRIDGEPORT
ДРО MILL
BRIDGEPORT
MILL
BRIDGEPORT
MILL
BRIDGEPORT
MILL
BRIDGEPORT
MILL
BRIDGEPORT BRIDGEPORT BRIDGEPORT BRIDGEPORT Brierley Britan ВЕЛИКОБРИТАНСКИЙ THOMSON ХЬЮСТОН
ТУРЕЛЬ MILL ТУРЕЛЬ MILL VERTICAL MILL SPARK ERODER DRILL GRINDER LATHE AC DIRECT ON LINE КОНТАКТОР СТАРТЕР ДЛЯ НЕРЕВЕРСИРУЮЩИХСЯ БАРАБАННЫХ КОРПУСОВ ИНДУКЦИОННЫЕ ДВИГАТЕЛИ АВТОМАТИЧЕСКИЙ ЗАЖИМНЫЙ СТАНОК
СЕРИЯ II РАЗЛИЧНЫЙ ALECTRO 700003
70003 ИНСТРУМЕНТ 70003 70003 70002 7000 BROCHURE677
АВТОМАТИЧЕСКИЙ ЗАЖИМНОЙ ТОКАР
CAL1210 РАБОТАЕТ
678
ПРЕСС-ТОРМОЗ ГИДРАВЛИЧЕСКИЙ ОБОД КОНТАКТОР JOGGLER КОНТАКТОР СТАРТЕР КОНТРОЛЬ ЖЕСТКОСТИ КОМПРЕССОР ЖЕСТКОСТЬ КОМПРЕССОР КОМПРЕССОР ЭЛЕКТРОПОРВОДИТЕЛЬ КОМПРЕССОР КОМПРЕССОР КОМПРЕССОР КОМПРЕССОР КОМПРЕССОР КОМПРЕССОРА ДЖОГЛА NESS TESTER КОМПРЕССОР С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ КОМПРЕССОР КОМПРЕССОРНОЕ ОБОРУДОВАНИЕ ДЛЯ АВТОМАТИЧЕСКОГО ВИНТОВАЯ МАШИНА НАВЕСНОЕ ОБОРУДОВАНИЕ ФРЕЗЕР ДЛЯ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ
ПЕРВАЯ ДАВЛЕНИЕ 52 ТОНН СПЕЦИФИКАЦИЯ И ЭКСПЛУАТАЦИЯ RRT SRRTING VOLVO SRDW BROCHING RRT SRRT RADW SRDW BROCH RRT SRRT RDW SRDW БРОШЮРА РАЗЛИЧНАЯ МОДЕЛЬ R РАБОТАЕТ V COMPACT EH 100 В 200 A
338 657 766 686 687 342 345 346 338 657 766 686 687 342 345 346 361
2A 3A 2B 3B РАЗЛИЧНЫЙ МИКРОФОН 5 БЕЗОПАСНОСТЬ / 8 ”¾” 7/8 ”БРОШЮРА
362 689 688 690 809
СЕРИЯ 16 28” 38 ”
326
8” СЕРИЯ 16 16 ”22” СЕРИЯ 5 CUT MASTER SPIRAL DRIVE ТИП 70 75 77 РАБОТА VS TYPE ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ 1D OB UNIBOHR 2000 (ИНСТРУКЦИЯ) 12 ”460 & 550 ORIGINAL SE SEO CSE CSK CSKO РАЗЛИЧНАЯ БРОШЮРА
348 251 350 353 354 685 1073
BROADBENT BRUTTERWORTH BROADBENT BROOX S BROOMWADE BROOMWADE BROOMWADE BRONX BRONX BROOK БРУКС БРУКС BROOMWADE BROOMWADE BROOMWADE БРАУН & SHARPE БУРЫЙ & SHARPE БРАУН & SHARPE БУРЫЙ & SHARPE БРАУН & SHARPE БУРЫЙ & УОРД
BRYANT BRYANT BRYANT Буллард Буллард Burdett Burdett
плоскошлифовальный станок Одношпиндельный АВТОМАТИЧЕСКОГО СТАНОК зажимных ШЛИФОВ ВНУТРЕННИХ ШЛИФЫ алмазного инструмент СТАНОК ГИДРАВЛИЧЕСКИХ ВНУТРЕННИХ ШЛИФЫ ВНУТРЕННИХ ШЛИФЫ ВЕРТИКАЛЬНОГО револьверный станок ВЕРТИКАЛЬНОГО револьверный станок плоскошлифовального станок Slotter
BURGMASTER BURGMASTER BUSELLATO БАТЛЕР БАТЛЕР БАТЛЕР БАТЛЕР
СВЕРЛА СВЕРЛА ГОРИЗОНТАЛЬНО & ВЕРТИКАЛЬНАЯ бурой КРИВОШИПНО ПРОФИЛИРОВЩИК СТАНОК СТРОГАНИЕ & СТАНОК ПРОФИЛИРОВЩИК Slotter СТАНОК
BRYANT
СЕРИЯ I УСТАНОВКА ГИДРАВЛИЧЕСКОГО ОТСЛЕЖИВАНИЯ НА 180 ГРАДУСОВ СХЕМА ЭЛЕКТРОПРОВОДКИ ERSKINE 2J СХЕМА ЭЛЕКТРОПРОВОДКИ ЭЛЕКТРОБЛОКА ИНСТРУКЦИИ ПО УСТАНОВКЕ СТАНДАРТНОЙ ПАНЕЛИ С ДВУМЯ ДВИГАТЕЛЯМИ С ДВУМЯ ДВИГАТЕЛЯМИ, СХЕМА ЭЛЕКТРОПРОВОДКИ 3 85000 35000 35000 345 9000 355 9000 345 9000 349 7000 345
4
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. док
док
BUTLER BUTLER BUTLER BUTLER BUTLER CVA CVA
SHAPER SHAPER SHAPER SHAPER долбежного МЕХАНИЗМ HOBBER умирающей PRESS
CVA
умирающого PRESS
CVA CADAMCO КАРДИФФ CLT CARLZEISS JENA КАРТЕР & РАЙТ CATERPILLAR CENTAURO
одношпиндеольного AUTOMATIC BELT СТАНОК СТАНОК CAMSHAFT TESTER KEYSEATER SLOT DRILL ВИЛОЧНЫЙ TRUCK вертикальная полоса SAW
Centec Centec
MILL MILL
CHALLENGER CHEVALIER
CHURCHILL CHURCHILL CHURCHILL CHURCHILL CHURCHILL CHURCHILL
SWEEPER AUTOMATIC ТОЧНОСТИ ПОВЕРХНОСТЕЙ СТАНОК SHAPER SHAPER SHAPER СТАНОК СТАНОК АВТОМАТ SPLINESHAFT ГИДРАВЛИЧЕСКИЙ ОБЫЧНАЯ СТАНОК ОБЫЧНАЯ ВНУТРЕННИЙ PRECISION СТАНОК ползун СТАНОК УНИВЕРСАЛЬНЫЙ СТАНОК токарный станок
CHURCHILL СТАНОК
CHURCHILL Цинциннати Цинциннати Цинциннати Цинциннати Цинциннати Цинциннати Цинциннати Цинциннати Цинциннати Цинциннати Цинциннати Цинциннати Цинциннати Цинциннати Цинциннати CIN CINNATI CINCINNATI CINCINNATI
ПОВЕРХНОСТНАЯ ШЛИФОВКА POWER PRESS BORER DRILL PLAIN GRINDER PLAIN GRINDER MILL MILL MILL MILL MILL MILL MILL MILL DIAL TYPE MILL ВЕРТИКАЛЬНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ МЕЛЬНИЦА ВЕРТИКАЛЬНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРАЦИЯ 9000 ФРЕЗЕРНАЯ ФРЕССОВАЯ ПРОФИЛЬНАЯ ФРЕЗЕРНАЯ ПРОФИЛЯ SPIROPOINT СВЕРЛО SHARPENER ТАБЛИЦА ТИП скучной СВЕРЛЯ & фрезу & РЕЗАК ШЛИФЫ ИНСТРУМЕНТ & РЕЗАК ШЛИФЫ
ЧЕРЧИЛЛЯ ReDman ЧЕРЧИЛЛЯ ReDman ЧЕРЧИЛЛЬ ReDman ЧЕРЧИЛЛЬ ЧЕРЧИЛЛЬ
Цинциннати Цинциннати Цинциннати Цинциннати Цинциннати
18 & 2” ХАРАКТЕРИСТИКИ БРОШЮРЫ РАЗЛИЧНЫХ СУПЕР ПРОФИЛИРОВЩИК 18” СУПЕР ПРОФИЛИРОВЩИК 26 ”12” ТОЧНОСТЬ №: 2 МОДЕЛЬ РАБОЧЕГО Пневматического СЦЕПЛЕНИЯ МОДЕЛЬ 10 ТОНН. ОПЕРАТОРЫ МОДЕЛЬ Пневматического СЦЕПЛЕНИЯ 10 ТОНН. НОМЕР ДЕТАЛЕЙ: 8 ДЕТАЛЕЙ SS SC MK III 7 дюймов x 40 дюймов 7 дюймов x 60 дюймов K3 K4 T30 — T60 СТАНДАРТНОЕ ОБСЛУЖИВАНИЕ КОМПАКТНОЕ ОБСЛУЖИВАНИЕ CLASSICO ST500 ST600 ЭКСПЛУАТАЦИЯ 2A 2B БРОШЮРА AUTOMIL MKII (ФОТОКОПИЯ)
ОПЕРАТОРЫ МОДЕЛЬ Пневматического СЦЕПЛЕНИЯ 10 ТОНН. НОМЕР ДЕТАЛЕЙ: 8 ДЕТАЛЕЙ SS SC MK III 7 дюймов x 40 дюймов 7 дюймов x 60 дюймов K3 K4 T30 — T60 СТАНДАРТНОЕ ОБСЛУЖИВАНИЕ КОМПАКТНОЕ ОБСЛУЖИВАНИЕ CLASSICO ST500 ST600 ЭКСПЛУАТАЦИЯ 2A 2B БРОШЮРА AUTOMIL MKII (ФОТОКОПИЯ)
720 356 812 357 358 799 637 723 298 290 289 295 294 941 739
29 6 769
БРОШЮРА FSG
877 667
18 ”24” CR 6 X 18 ”AY NO: 3 SHC
639 638 640 642 641
10” BW HBY РАЗЛИЧНЫЕ VB VBA PBW АВТОМАТИЧЕСКАЯ ЗАЖИМНАЯ РЕЗЬБА ЗАЖИМНЫЙ СТАНОК CA9-10 CA9-16 ИНСТРУМЕНТ 0SB 10 «X 30» РАБОЧИЙ ДИАПАЗОН БРОШЮРА GILBERT 6 «10» ДЕТАЛИ 6 «10» ЭКСПЛУАТАЦИЯ 2MI 1-18 АВТОМАТИЧЕСКАЯ БРОШЮРА 200 ML 200 300 И 300 MI CINEDO БРОШЮРА CINEDO HYDROMATIC LUBRICATION NO: 2 MI NO: 8 МОДЕЛЬ EA 1, 2, 3, 4 HYDRO TEL СЕРИЯ 28 ”HYDRO TEL СЕРИЯ 16” HME GP 150H X 10 РАБОЧИЕ ЧЕРТЕЖИ КЛАПАНЫ HME
306 305 307 302 304 301
1410 СЕРИЯ LM 500 750 1000 GILBERT РУКОВОДСТВО И ЧЕРТЕЖИ ОПЕРАТОРЫ MONOSET OE ЗАПЧАСТИ MONOSET
300303320644 662 659 299 648 317 661314 318 663 649 315 658 316 319 643 804 647 802 651 645 650 653
5
\\ C-pac общие данные \ MANUALS LOG WEB SITE COPY янв 2013. док
док
Цинциннати CLEERVUE CMZ
ИНСТРУМЕНТ & РЕЗАК СТАНОК MACHINE ГВАРДИЯ РУЧНоЙ SWAGER
CMZ CMZ COLCHESTER
РУЧНоГо SWAGER РУЧНОГО SWAGER СТАНОК
Колчестера
СТАНОК приставка для Chipmaster СТУДЕНЧЕСКОГО MASTER ПРИЛОЖЕНИЯ
Колчестер Колчестер Колчестера Колчестер Колчестер Колчестер
СТАНОК СТАНОК СТАНОК СТАНОК СТАНОК СТАНОК СТАНОК СТАНОК СТАНОК (можно использовать оболочки Тон 37 масла в бабке) СТАНОК
COLCHESTER Колчестер
СТАНОК СТАНОК СТАНОК
COLCHESTER Колчестер
СТАНОК СТАНОК СТАНОК
COLCHESTER
LATHE
COLCHESTER COLCHESTER
ТОКАРНО-ТОКАРНЫЙ СТАНОК
COLLY BOMBBED COMAC
БЫСТРАЯ СМЕНА ИНСТРУМЕНТА ЦИКЛ ФРЕЗЕРА КОМПРЕССОР 9000 РЫЧАГОВАЯ КОЛЛЕКЦИЯ 9000 КОЛЛЕКЦИЯ ПРЕДВАРИТЕЛЬНОЙ РОЛИКИ OKE TROUGHTON & SIMMS CORONET
CRAIG & DERRICOTT CRESSEX MODIGS CRESSEX CRESSEX CRESSEX CRESSEX CUNLIFFE DCE UNIMASTER ДЭВИД БРАУН ДЭВИД ДАУЛИНГ ДЕАН СМИТ & ГРЕЙС DSG ДИАН СМИТ & ГРЕЙС ГРЕЙС МОДИЛЛ МОДИЛЛ ОПОРТ МИНИЛЛ ДРАЙН ДРАЙН ДРИВЕР МИЛЛ
БИМ ДРАЙВЕР ДРИВЕР МИЛЛЕР ДРЕЙС
БИМ ДРАЙВ КОНЕЧНЫЙ ВЫКЛЮЧАТЕЛЬ ДРЕЛЬ МОЩНОСТЬ ДАВЛЕНИЕ МОЩНОСТЬ ДАВЛЕНИЕ МОЩНОСТЬ ДАВЛЕНИЕ ПИЛА ХОЛОДНАЯ ПИЛА ПЫЛЬЕВЫЕ УСТРОЙСТВА 8 СТАНЦИЙ TURRET MILL ENGRAVER ГИДРАВЛИЧЕСКОЕ ТОЧЕНИЕ КОПИРОВАНИЯ ГИДРАВЛИЧЕСКОЕ ТОЧЕНИЕ КОПИРОВАНИЯ
СЕРИЯ№: 2 БРОШЮРА CMZ 8 CMZ 5 CMZ 6 (ФОТОГРАФИЯ 4 CMZ 5 CMZ 6 (ФОТОГРАФИЯ 7 CMZ) : FC2 / 74264 МЕТРИЧЕСКАЯ КОРОБКА ПЕРЕДАЧ, ШЕСТЕРНИ И ВАЛ ДИАГРАММА ДЕТАЛЕЙ MASCOT 8 ½ ”БРОШЮРА УСТРОЙСТВА КАПСТАН
313 496 793
ТЕЛЕСКОПИЧЕСКИЙ КОНУСНЫЙ ТОКАР БРОШЮРА BANTAM 1600 MASTER MASTER 1600 MASTER 1600 MASTER 800 20” ЧИПСКОЕ 2500 20 ” MASTIFF 1400
776
СТУДЕНТ 1800 СХЕМА СТУДЕНТА 1800 СТУДЕНТ MKII СТУДЕНТ RHS 6 «X 24» БРОКУР СТУДЕНТ RHS 6 «X 2 4 ”TRIUMPH TRIUMPH 2000 ЧЕРТЕЖ КОНЦЕВОЙ ПЕРЕДАЧИ В СБОРЕ IMPERIAL TRIUMPH 2000 ЧЕРТЕЖ КОНЦЕВОЙ ПЕРЕДАЧИ В СБОРЕ МЕТРИЧЕСКИЙ TRIUMPH 2000 TRIUMPH 2000 DRWN CROSS SLIDE УПРАВЛЯЮЩИЙ ТОРМОЗ ИНСТРУКЦИИ ПО УСТАНОВКЕ КРЕПЛЕНИЯ ТОРМОЗА МОДЕЛИ 9/26
9/26 D 314 E ЭЛЕКТРИЧЕСКИЕ ЧЕРТЕЖИ TON RF25 RF25 RF30792 46 665
322775
671 672 673 654 772 778 777 324 660
664 325 666 668 323 1026
1027 321 909 10010
1044 527000 544 527000 5 УСТАНОВКА РАЗЛИЧНЫЕ РАЗЛИЧНЫЕ ИНСТРУКЦИИ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ РАЗЛИЧНЫЕ ДЕТАЛИ РАЗЛИЧНЫЕ БРОШЮРА CRB 710 NO: 2 UMA70-250669 250 282
713 17 ”21” СТАНКИ БРОШЮРА
283 281 253 291 571
000
283 281 253 291 571
000
283 281 253 291 571
000
283 281 253 291 571
000
283 281 253 291 571
000
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. doc
doc
DSG DEAN SMITH & GRACE DSG DEAN SMITH & GRACE DSG DEAN SMITH & GRACE DSG DEAN SMITH & GRACE DSG DEAN SMITH & GRACE DSG DEAN SMITH & GRACE DSG DEAN SMITH & GRACE DSG DEAN SMITH & GRACE DSG DEAN SMITH & GRACE DSG DEAN SMITH & GRACE GSG DECKEL DELAPENA DELAPENA
HONING HONING
DELAPENA
HONING
DELAPENA DELEPENA Денби Денби Denford
HONING ТРИ СТАНЦИИ ВЕРТИКАЛЬ HONING MILL MILL ЧПУ ТОКАРНЫЕ
Денхой DEWALT DEWALT DEWALT DEWALT DEWALT DEWALT DEWALT DEWALT DEWALT Dewhurst
ТОЛЩИНИК ФУНКЦИОНИРОВАНИЕ ФУНКЦИОНИРОВАНИЕ ПИЛЫ РАДИАЛЬНАЯ ПИЛА ПИЛА РАДИАЛЬНАЯ ПИЛА РАДИАЛЬНАЯ ПИЛА ПИЛА РАДИАЛЬНАЯ ПИЛА ДИАПАЗОН
ДИАФОРМАДЕЛАТЬ ВСЕ (ВСЕ) ДЕЛАТЬ ВСЕ (ДЕЛАТЬ ВСЕ) ДЕЛАТЬ ВСЕ (ДЕЛАТЬ ВСЕ) ДЕЛАТЬ ВСЕ) DOALL DOMINION DOMINION
КОЛЕСОФОРМОВЫЕ СТАНКИ КОНТУР
СТАНОК ДЛЯ ВРЕЗКИ ТОЛЩИНА
DOMINION DOMINION DOMINION
ПИЛЬНЫЕ СТАНКИ А.Л. Woodworker Woodworker
ДОМИНИОН Woodworker
DORMER CENTAPOINT СВЕРЛО ШЛИФОВ
Dowding & КУКЛЫ Dowding Dowding
СТАНОК УНИВЕРСАЛЬНЫЙ Capstan шестеренный HOBBER УНИВЕРСАЛЬНЫЙ МЕХАНИЗМ HOBBER
СТАНОК 13/1 OPERTING
851 СТАНОК
13ZH БРОШЮРА
635
ТОКАРНЫЙ
20 ”РАБОЧИЙ
633
ТОКАРНЫЙ
22” 25 ”РАБОЧИЙ
632
LATHE
000
00000013000
13000
631
ТОКАРНЫЙ
629
ТОКАРНЫЙ
18 ”21” ЭКСПЛУАТАЦИЯ И БРОШЮРА ТИП 15 ТИП 17 РАБОТА
МАШИНА
ТИП 18 ТИП 21 ОПЕРАЦИЯ
000
000 CNC ФРЕЗЕР
FP4MA С ЧПУ CONTOUR 2 BEAMSTROKER ОПЕРАЦИОННАЯ БРОШЮРА МАНДРЕЛИ & Аксессуары БРОШЮРА оправки & АКСЕССУАРЫ М. А. VHM 1 РАБОЧЕГО С ТИП БРОШЮРУ D ТИП БРОШЮРА EASITURN 3 УСТАНОВКИ ПРОГРАММИРОВАНИЕ & ОБСЛУЖИВАНИЕ
А. VHM 1 РАБОЧЕГО С ТИП БРОШЮРУ D ТИП БРОШЮРА EASITURN 3 УСТАНОВКИ ПРОГРАММИРОВАНИЕ & ОБСЛУЖИВАНИЕ
816
горизонтальной полоса ПАВ для резки металла с ЛЕНТОЧНОПИЛЬНОЙ СТАНКОМ
DW742 DW50 DW55 ФОТОКОПИЯ DW50 DW733 1370 DW1251 DW1253 DW320 POWERSHOP РАЗЛИЧНОЙ БРОШЮРОЙ ТОРМОЖЕНИЯ СИСТЕМА INSTA STOP C1 C2 СХЕМА СОЕДИНЕНИЙ ВЕРТИКАЛЬНАЯ
АВТОМАТИЧЕСКИЙ СПИСОК HC 35A АВТОМАТИЧЕСКИЙ HC 9A
ДЕТАЛИ
BAA BM Брошюра 16 X 9 ”DAA 24 X 9” БРОШЮРА DAA 26 ”ET 20” EF БРОШЮРА MINOR OPERATING BROCHURE ELLIOT EW EX (КОПИЯ) SPEC МОДЕЛЬ 84 РАБОЧИЕ ДЕТАЛИ И БРОШЮРА AUTOMATIC ACCURATOOL H7 V4
852
624 625 626 246 627 620 621 844 252485 570 8 486 957 958 1007 959 960 272 99 247 27090 963 807 719 274 273
7
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013.doc
DOWDING DRAPER DROOP & REIN EFI EFI EG&G EDWARDS EDWARDS BESCO EDWARDS BESCO
УНИВЕРСАЛЬНАЯ ПИЛА HOBBER НАСТОЛЬНАЯ ПИЛА ДРЕЛЬ-ДРЕЛЬ DIGITAL READ OUT ПРЯМОЙ ПРИВОД НОЖНИЦ РУЧНАЯ ПЕРЕДАЧА УНИВЕРСАЛЬНАЯ МАШИНА EDH2 9000 9000 ПОВЕРХНОСТНАЯ МАШИНА EDH2 9000 МЕХАНИЧЕСКИЕ СИЛЫ PRESS PRESS BRAKE
ЭДВАРДСА ЭДВАРДС
Рулонов СДВИГ
EISELE ELB SCHLIFF ELB SCHLIFF ELB SCHLIFF ELECTRA Бекум ELEKTRA Бекум ELEKTRA Бекум ELGA ELLIOTT Burdett ELLIOTT Burdett ELLIOTT INVICTA ELLIOTT SPEEDAX ELLIOTT SPEEDAX ELLIOTT ВИКТОРИЯ ELLIOTT ВИКТОРИЯ
METAL циркулярной пилы ЧОПА SAW плоскошлифовальный станок плоскошлифовальный станок плоскошлифовальный станок WELDER вертикальная полоса SAW пылеудаляющий СДВИГ ПОВЕРХНОСТЬ СТАНОК ПОВЕРХНОСТЬ СТАНОК SHAPER ДИАПАЗОН SAW ДИАПАЗОН SAW MILL MILL
ELLIOTT ВИКТОРИЯ ELLIOTT ВИКТОРИЯ ELLIOTT ВИКТОРИЯ ELLIOTT ELLIOTT ELLIOTT ELLIOTT ELLIOTT ELLIOTT ELLIOTT ELLIOTT ELLIOTT ELLIOTT ELLIOTT ELLIOTT ELLIOTT ELLIOTT
ГОРИЗОНТАЛЬНЫЙ И ВЕРТИКАЛЬНЫЙ MILL ГОРИЗОНТАЛЬНЫЙ ВЕРТИКАЛЬНЫЙ MILL ГОРИЗОНТАЛЬНЫЙ MILL расточник ТОРМОЖЕНИЕ ТОРМОЗНАЯ DRILL DRILL DRILL DRILL DRILL FILING & распиловочный ГИДРАВЛИЧЕСКИЙ ПОВЕРХНОСТЬ СТАНОК СТАНОК СТАНОК СТАНОК СТАНОК СТАНОК
ELLIOTT ELLIOTT ELLIOTT
MILL MILL MILL
ELLIOTT
MILL
ELLIOTT ELLIOTT ELLIOTT ELLIOTT
MILL MILL MILL MILL
ELLIOTT
TURRET MILL
ELLIOTT
TURRET MILL
V8 10 ”BTSEC250 FC FG2 ОПЕРАЦИОННАЯ ПЕРЕДАЧА С ДВИГАТЕЛЕМ 6 ДЮЙМОВ С ДВИГАТЕЛЕМ DDBUT FG2 1060 ДВИГАТЕЛЬ С ДВИГАТЕЛЕМ 10”ДЛЯ МЕХАНИЧЕСКОЙ РЕГУЛИРОВКИ BESCO TRUEFOLD 416 4 ‘X 16G BESCO TRUEBEND 20/72 20 TON X 6’ TRH / 24 4 ‘X 1/8 ”TRUECUT DD 3. 5 / 3000 БРОШЮРА ДЕТАЛЕЙ ЭЛЕКТРИЧЕСКОГО ДИАПАЗОНА (КОПИЯ) VMS III SW SW SW SW SWBROCHURE BAS450 OPERATION HYDRASHEAR (ФОТОГРАФИЯ) 70 ДЕТАЛИ 75 77 РАБОЧИЕ 2M 4M 6, 16 ”20” РАБОЧИЕ ДЕТАЛИ 16 ”и 20” ДЕТАЛИ JUNIOR РАБОЧАЯ СХЕМА СОЕДИНЕНИЙ U0 U1 U2 V1 V2 U1 P1 V1 ЧАСТИ U2 P2 V2 ЧАСТИ MO 3A MINI СХЕМА ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ 2 4E 5E РАБОЧИЙ НОМЕР: 4 20 X 8 РАБОЧИЙ 7 ½ ”8 ½” CONCORD 450 РАБОЧИЙ CONCORD 460 M15 M16 РАБОЧИЙ ЧЕРТЕЖИ MS15 MS16 MP15 MT15 РАБОЧИЕ ЧЕРТЕЖИ РАЗЛИЧНЫЕ СЕРИИ 70 СХЕМА ПОДКЛЮЧЕНИЙ STURDIMILL 1100 1100R РАБОЧИЙ ПАРАМЕТР 1250 РАБОЧИЙ ПАРАМЕТР 1250 РАБОЧИЙ ПАРАМЕТР 1250 STURDIMILL 1 U2 ДЕТАЛИ ОБЫЧНАЯ УНИВЕРСАЛЬНАЯ ВЕРТИКАЛЬНАЯ U2 P2 V2 MILMOR 10 ЭКСПЛУАТАЦИЯ И ОБСЛУЖИВАНИЕ MILMOR ЭКСПЛУАТАЦИЯ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
5 / 3000 БРОШЮРА ДЕТАЛЕЙ ЭЛЕКТРИЧЕСКОГО ДИАПАЗОНА (КОПИЯ) VMS III SW SW SW SW SWBROCHURE BAS450 OPERATION HYDRASHEAR (ФОТОГРАФИЯ) 70 ДЕТАЛИ 75 77 РАБОЧИЕ 2M 4M 6, 16 ”20” РАБОЧИЕ ДЕТАЛИ 16 ”и 20” ДЕТАЛИ JUNIOR РАБОЧАЯ СХЕМА СОЕДИНЕНИЙ U0 U1 U2 V1 V2 U1 P1 V1 ЧАСТИ U2 P2 V2 ЧАСТИ MO 3A MINI СХЕМА ЭЛЕКТРИЧЕСКИХ СОЕДИНЕНИЙ 2 4E 5E РАБОЧИЙ НОМЕР: 4 20 X 8 РАБОЧИЙ 7 ½ ”8 ½” CONCORD 450 РАБОЧИЙ CONCORD 460 M15 M16 РАБОЧИЙ ЧЕРТЕЖИ MS15 MS16 MP15 MT15 РАБОЧИЕ ЧЕРТЕЖИ РАЗЛИЧНЫЕ СЕРИИ 70 СХЕМА ПОДКЛЮЧЕНИЙ STURDIMILL 1100 1100R РАБОЧИЙ ПАРАМЕТР 1250 РАБОЧИЙ ПАРАМЕТР 1250 РАБОЧИЙ ПАРАМЕТР 1250 STURDIMILL 1 U2 ДЕТАЛИ ОБЫЧНАЯ УНИВЕРСАЛЬНАЯ ВЕРТИКАЛЬНАЯ U2 P2 V2 MILMOR 10 ЭКСПЛУАТАЦИЯ И ОБСЛУЖИВАНИЕ MILMOR ЭКСПЛУАТАЦИЯ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
275 20 245 413 753767 70 £ 25 264 1019 226 12 227 926 263 224 223A 223B 223C 933 681 6 5480 622 935 597
9 617 97 255 755 754 756 613 256 254 606 601 591 602 608 481 862 6 07 859860 864 861 45 595 5948
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. док
док
ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ЭЛЛИОТТ ELU ELU ELU ELU ЕМСА ЕМСО СТАР ЕМСО ЕМСО электромагнитных помехи МЕС электромагнитных помехи МЕС электромагнитных помех MEC
ОТКРЫТЫХ строгального ПИТАНИЕ Ножовка роторного стола ПРОФИЛИРОВЩИК ПРОФИЛИРОВЩИК профилировщик профилировщик профилировщик профилировщик SHAPER ПОВЕРХНОСТЬ СТАНОК ПОВЕРХНОСТЬ СТАНОК ПОВЕРХНОСТЬ СТАНОК ПОВЕРХНОСТЬ СТАНОК ПОВЕРХНОСТЬ СТАНОК РАЗЛИЧНЫХ Переверните SAW СТАНОК Jointer нарезания RADIAL ARM SAW CNC MILL столяр СТАНОК СТАНОК ПРОБКА BOARD СТАНОК ПРОБКА BOARD СТАНОК AUTO СТАНОК
Ercolina
ПРИТЯЖКА BENDER трубогиб
ESAB ESEWAY
СВАРЩИК ТЕСТЕР ЖЕСТКОСТИ
ETHERMATIC
СИСТЕМА УПРАВЛЕНИЯ ДЛЯ КАПСТАНОВОГО ТОКАРНО-ТОКАРНО-ТОКАРНОГО СТАНКА
WAG
EX CELL O EXCEL FEEDMASTER FELLOWS FERRANTI FLAMEFAST FOBCOE FOBCOE FOBCO 9000 FORSYTH FORSYTH GRINDER 9000 FRIEDRUT ME СВЕРЛИЛЬНАЯ ПИЛА ГИДРАВЛИЧЕСКИЙ ПРЕСС DIE грузило
FRIEDR DECKEL
MILL
FRIEDR DECKEL
MILL
FRIEDR DECKEL FRITZ STUDER FRITZ WERNER
UNIVERSAL MILL ПРОФИЛЬ СТАНОК MILL
FRITZ WERNER FRONIUS
ВЕРТИКАЛЬ MILL MIG WELDER MAG WELDER
GF GEORG FISCHER GF GF GKN
КОПИРОВОЧНЫЙ ТОКАРНЫЙ КОПИРОВОЧНЫЙ ТОКАРНЫЙ СТАНОК КОПИРОВОЧНЫЙ СТАНОК УСТРОЙСТВО ПОДАЧИ ПРОВОЛОКИ
GPE
ТРУБОГИБ
H РАБОЧИЕ 6 ”ДЕТАЛИ 10” 15 ”ЭКСПЛУАТАЦИОННЫЕ 10М 14М 18М 24М ДЕТАЛИ 14М ДЕТАЛИ 14М ДЕТАЛИ 14М 4S 18 ”6S 24” INVICTA 18 ”30” 24 ”БРОШЮРА 20 X 8 618 1018 8/18 ДЕТАЛИ 8/18 РАБОЧИЙ НОМЕР: 1 РАБОЧИЙ КАТАЛОГ TGS171 MWA149 DS 140-10 RAS1601 RAS1603 F1 РУКОВОДСТВО ПО ИНСТРУКТОРАМ EMCO REX ЭКСПЛУАТАЦИЯ 7 СПИСОК ДЕТАЛЕЙ UNIMAT 3 AUTO SPRINT СЕРИЯ S AUTO SPRINT 2 ½ ”АВТО НА ОСНОВЕ WARD 7DS CAPSTAN MEDI MB42 РУКОВОДСТВО И БРОШЮРА РАЗЛИЧНЫЕ R PR RB PRB РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
599 585 600 218 619 215 898 623 217 610 611 611 611 609 614 593 987 262 6 1020 1010 794 249 786 221 220 454 1033 222 592 244
ДЛЯ ТЕРМОКАРБИДНЫХ ИНСТРУМЕНТОВ И ЭЛЕКТРОДОВ WS11 2112 A PL818 NO: 5 БРОШЮРА 7 ДЕТАЛЕЙ 7A РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
7/8 VO EIGHT BROCH BROCH BROCH УНИВЕРСАЛЬНЫЙ ПАНТОГРАФ KF1 KF 2 БРОШЮРА ИЗДЕЛИЯ УНИВЕРСАЛЬНЫЙ ПАНТОГРАФ GK FP1 PSM 150 ДВОЙНОЙ ШПИНДЕЛЬ КОПИЯ 3. 251 2.231 E&D TRANSPULS SYNERGIC 330/450 KDM 7/50 KDM ИНСТРУКЦИОННАЯ КНИГА KDM PARTS ARCMAKER SPRITE 200F 200 HD
251 2.231 E&D TRANSPULS SYNERGIC 330/450 KDM 7/50 KDM ИНСТРУКЦИОННАЯ КНИГА KDM PARTS ARCMAKER SPRITE 200F 200 HD
730
271743615 811 588590 18 674 1066 195 260 259 258 257 416 586 586 233236
9
\\ C-pac-5130 \ общие данные \ РУКОВОДСТВО ЖУРНАЛ ВЕБ-САЙТА КОПИЯ янв 2013.doc
GABRO GABRO GATE GATE PROGRESS GATE
ПАПКА ГИЛЬОТИНА / ВЫРЕЗКИ С ЧПУ 9000 ДОПОЛНИТЕЛЬНОЕ ОТВЕРСТИЕ С ЧПУ 9000 ВЕРТИКАЛЬНОЕ СВЕРЛО 9000 GATE GATE
сверлильная фреза
GATE GATE GATE
фреза TURRET MILL TURRET MILL
GATE
УНИВЕРСАЛЬНАЯ И ВЕРТИКАЛЬНАЯ ФРЕЗА
GATE GATE
ВЕРТИКАЛЬНАЯ ГОРИЗОНТАЛЬНАЯ ВЕРТИКАЛЬНАЯ СТРЕЛА
000ВЕРТИКАЛЬНАЯ ГОРИЗОНТАЛЬНАЯ СТРЕЛА
000ВЕРТИКАЛЬНАЯ ГОРИЗОНТАЛЬНАЯ СТРЕЛА
ШЛИФОВАЛЬНЫЙ СТАНОК
GEKA
HYDRAULIC UNIVERSAL STEELWORKER
GEKA
UNIVERSAL STEELWORKER
GEMCO GEMMO SIMFLON GEO TUCKER GLEAS GETGELET CO Eason Gorton грануляторы GRIDGEPORT
ПРОФИЛИРОВЩИК УНИВЕРСАЛЬНОЙ МЕЛЬНИЦЫ глазков МАШИНА УПРАВЛЕНИЕ гравер ГЕНЕРАТОР ГЕНЕРАТОР MILL MILL
Grimston GRUPPO BOSCATO СОМАТ GUARDSCAN Guilliet Древнеевр Н ERNAULT HEBH ERNAULT Древнеевр НМ
ФОТО электрической машины ГВАРДИЯ SAWBENCH АВТОМАТИЧЕСКОГО Центробежный МЯКОТЬ КОПИРОВАНИЕ БЛОК СТАНОК ГИДРАВЛИЧЕСКОГО ТРУБА SWAGER
HME
ОТКРЫТЫЙ ПЕРЕДНИЙ ПРЕСС
HME (HORDEN MASON & EDWARDS) HME BENTLEY HME
POWER PRESS
HABEGGER
ДРЕЛЬ С ПОМОЩЬЮ ПЕРЕДНИЙ ПЕРЕДНИЙ ШЛИФОВАТЕЛЬ
CAFER PRATESS PRATESS
02 CAFE PRATESS PRATESS
CAF КОПИЯ 2M2 3M2 4M2 БРОШЮРА KR800 I СУВЕРЕННАЯ БРОШЮРА 5BK 4BK 2G 2GS GIEWONT 0 0 SUPER 1 1 SUPER БРОШЮРА OMNIMILL G 05B G 05V БРОШЮРА PBM 4VS GL БРОШЮРА ЦЕПНОЙ ДИАГРАММЫ GIEWONT 4VS GL БРОШЮРА ПРОГРАММЫ GIEWONT 2VR 10 Брошюра о линейке SUPERTEC STP MICROCROP 36 M INICROP MULTICTOP HYD 50 HYD 70 HYD 100 HYD150 ЭКСПЛУАТАЦИЯ 55A 80A РУКОВОДСТВО ОПЕРАТОРА HYDRACROP
896 239 806911 869 238 867 240 865 876868 870 268 758 871866 1011
1053 ARIS NOIS 3 : 2 NO: 710 8 D МОДЕЛИ РАЗЛИЧНЫЕ ИНСТРУКЦИИ ПО УСТАНОВКЕ БЛОКА ERSKINE РАЗЛИЧНЫЕ
РАБОТА С P / HYD BIH BIC HN HN HM 200 РЕКОМЕНДУЕМАЯ ТАБЛИЦА ПЕРЕКЛЮЧЕНИЯ GP ДИАПАЗОН GP12 GP20 GP30 GP30 GP40 GP55 GP75 OH
234 234
803 986214 212 213 1034 569 573СЕРИЯ GH22 HYDRAGRIP СЦЕПЛЕНИЕ И СПЕЦИФИКАЦИЯ F 38 F 64 БРОШЮРА
568 159
HMW 618
172
HALSTEAD METAL WORKS HALSTEAD METAL WORKS
818УГЛОВОЙ ВЫСЕЧНИК
HMW 6S
НИЖНИЙ СЛИП EDWARDS NATIONAL CHUCKING MACHINE
HARDINGE HARDINGE
LATHE LATHE
STRIP DOWN DOWN DOWN DIAGRAMS HC HLV-H HIGH SPEED OPERATORS MANUAL,
H M W 8S
180
171 1013 160 1005 1068
10
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. док
док
ЗАЯЦ
HIGH SPEED PRESS
ЗАЯЦ
ГИДРАВЛИЧЕСКИЙ ПРЕСС
ЗАЯЦ
ГИДРАВЛИЧЕСКИЙ ПРЕСС
HARRISON HEPWORTH ХАРРИСОН ХАРРИСОН
COPY БЛОК ГОРИЗОНТАЛЬНЫЙ MILL СТАНОК
HARRISON ХАРРИСОН ХАРРИСОН
СТАНОК СТАНОК СТАНОК
HARRISON ХАРРИСОН ХАРРИСОН ХАРРИСОН ХАРРИСОН ХАРРИСОН ХАРРИСОН ХАРРИСОН ХАРРИСОН
СТАНОК CAMLESS зажиме СТАНОК СТАНОК СТАНОК СТАНОК СТАНОК СТАНОК СТАНОК СТАНОК СТАНОК
HARRISON
СТАНОК
HARTFORD HASENCLEVER HAUSER ХЕЙЗ Heald Heald
TURRET MILL HIGH SPEED ЭКСЦЕНТРИКОВЫМ ковочного пресса TRANSISTOR SPEED CONTROL UNIT MILL расточник BORER
HEBROCK HEGNER HEIDENHAIN HEIDENHAIN HEIDENHAIN
Кромкооблицовочная пила с ЧПУ КОНТРОЛЬНОЕ УСТРОЙСТВО ИЗМЕРИТЕЛЬНОЕ УПРАВЛЕНИЕ
HEISTEEL HML
НАЧАЛЬНЫЙ ПИНЧ POWER BENDING ROLLS 9000 HWORTHORS PROJEPREN / DEVLIEG ГЕРБЕРТ БС ГЕРБЕРТ БС ГЕРБЕРТ HEPWORTH
Кроппер ГИДРАВЛИЧЕСКОГО КОПИРОВАНИЯ оборудование для MASCOT 1600 ГИДРАВЛИЧЕСКОГО копировальное оборудование
ГЕРБЕРТ
ГИДРАВЛИЧЕСКИХ копировального оборудование ЛОБЗИКОВОГО MILL BAR СТАНОК АВТО РОБОТА НАБОР НАБОР ПРОГРАММА ПОСЛЕДОВАТЕЛЬНОСТЬ CONRTOL револьверного станок
ГЕРБЕРТА ГЕРБЕРТА HERKE ЭЙ HILMOR
ТОКАРНЫЙ СТАНОК ТРУБОГИБОРНЫЙ СТАНОК
БРОШЮРА, РУКОВОДСТВО ПО 5BS (ЭЛЕКТРИЧЕСКИЕ ЧЕРТЕЖИ ОТДЕЛЬНЫ) 5BS 7 ½ ТОННЫ СЕРИИ II (КОПИЯ) 5BS РУКОВОДСТВО БЛОКНЕРА 316 MH2 ПОВОРОТНЫЙ ПЕРЕКЛЮЧАТЕЛЬ ПАНЕЛЬ УПРАВЛЕНИЯ ЦЕНТРАЛЬНОЙ КОЛЕСО 6 ДЮЙМОВ ЦЕНТРАЛЬНОЙ ПАНЕЛИ 6 ДЮЙМОВ L6 17 ”БРОШЮРА 17” ЧЕРТЕЖИ (МЕТРИЧЕСКИЕ ШЕСТЕРНИ) 1A 1B L17 17 ”L5 и L5A M250 M300 ЭЛЕКТРИЧЕСКИЕ ЧЕРТЕЖИ M300 M400 161/2” ФОТОГРАФИЯ M500 21 ”ФОТОКОПИЯ 12” ПОВОРОТНЫЙ ЦЕНТР 6 ”L6 MK III 13” SWING 6 ½ ” CENTER 1300 VEPE С ПНЕВМАТИЧЕСКОЙ БАЛАНСИРОВКОЙ RAM SVC201 SVC 203 OPERATING TRACEMASTER TM 43 3D 46B 47A 48A 49 ДЕТАЛИ MATIC 221222224 321 322 324 421 422 424 KV16S MULTICUT SE TNC 131 VRZ 731 VRZ 771 DOM УСТАНОВКА В ИНСТРУКЦИИ ASY BROCHURE
1023 1000 1032 555 156 554 562 895 893 553 842 551 1060 563 564 841 840 58 59 165 208 717 556572560 955 887 173 1046 710 843
P750 (ПРИШЕЛ С МАШИНОЙ С-7) ТИП 620
1009
ТИП 150
163
ТИП 300 2B-36 3B-48 BRA BRAN BRB 2D AUTO ROBOT ЧАСТИ 4 и 5 ПРЕДВАРИТЕЛЬНЫЕ
161248 327 199 567
CRB2D С УПРАВЛЕНИЕМ С АВТОМАТИЧЕСКИМ УПРАВЛЕНИЕМ -DAN B 9C 9C30 ДЕТАЛИ MK 11 БРОШЮРА СКОРОСТИ И ПОДАЧИ CB76 CB127 Rh4 DB28 DB32 MD2B
200
33 162
311886 209211 940
11
\\ C-pac-5130 \ КОПИЯ ВЕБ-САЙТА ЖУРНАЛА январь 2013 г. док
док
ХИТАЧИ ХОБАРТ HOBROUGH Hodge CLEMCO ООО CRUSADER HOLBROOK HOLHOLBROOK HOLBROHOLBROOK HOLMKVIST & ЛАРССОН HOSAN HUDSON КУЗНИЦА Hydrovane Hydrovane Hydrovane Hymatic Hydrovane Hymatic Hydrovane
РОТОРНАЯ КОМПРЕССОРЫ
IBP ЛЕОНАРД IDM ИНДЕКС ИНДЕКС INDUMA INDUMA Ingar VITORIA INGERSOLL РАЕН INTERLAS
ТРУБА Кромка СТАНОК АВТОМАТ ВИНТОВОЙ МАШИНА АВТОМАТ ВИНТОВОГО СТАНОК MILL MILL плоскошлифовальный станок с воздушным охлаждением компрессора высокой частоты Единицы для сварочного формирователя пРОФИЛИРОВЩИКА INSTA ТОРМОЗА
INVICTA INVICTA J & T ЭЛЕКТРИЧЕСКОГО УПРАВЛЕНИЯ JFO JAROCIN ПОЛЬША J Sirk ДЖЕКСОН Bradwell ЯКОБСНА JAFO Toolmex POLMACH JAFO ДЖЕННЯ JONES & Attwood Вустера JONES & ATWOOD WORCESTER POWER PRESS JONES & SHIPMAN JONES & SHIPMAN JONES & SHIPMAN JONES & SHIPMAN JONES & SHIPMAN JONES & SHIPMAN JONES & SHIPMAN JONES & SHIPMAN JJONES & SHIPMAN
BLANDERDURBAND БЛАНДЕР БЭНДЕРБАНОПЕРАЦИОННАЯ БЕТА MIG RC250 RC320 RC410 2EE TYPE IND 10000 T / IND 10000 S
932 1040210 1076
ТОКАРНО-ТОКАРНО-ТОКАРНОЕ УПЛОТНЕНИЕ КЛЮЧ
BN 17 ОПЕРАТОРЫ DN 15 ОПЕРАТОРЫ МОДЕЛЬ Т ОПЕРАТОРЫ EMB-2 174 550003
АВТОМАТИЧЕСКИЙ ЦИКЛ ДРЕЛЬ WIREWORKER КОМПРЕССОР КОМПРЕССОР КОМПРЕССОР КОМПРЕССОРЫ
350 C1 66 СЕРИЯ 13PU 23PU 9PU 18PU ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ И ТЕХОБСЛУЖИВАНИЮ 7P100 9E100 9PU 18E100 18PU 23P100 LEONARD 35 КОМПОНЕНТЫ МОДУЛЬ 6 МОДУЛЯРНАЯ СЕРИЯ 6 МОДУЛЯРНАЯ СТОРОНА 6 МОДУЛЯРНАЯ КОРОБКА ПЕРЕДАЧИКА 1 30
170 164 176 178 177 561
18 «24» 30 «ОСНОВНЫЕ ДЕТАЛИ 2MR 4MR 5MR 6MR JET BRAKE D4 ЭЛЕКТРИЧЕСКИЕ ЧЕРТЕЖИ FC 25 FC 26 FYC 25 FYC 26
549548 385
MILL
547 548 538 544 543 550278
СТАНОК БАЛАНСИРОВКИ ПОВЕРХНОСТНОШЛИФОВАЛЬНЫЙ СТАНОК
SJ12 ВСЕ МОДЕЛИ F
418150151 14
УНИВЕРСАЛЬНАЯ КОЛЕННАЯ И ОБОДНАЯ МЕЛЬНИЦА НАПРАВЛЯЮЩАЯ МАШИНА 9000 PRINNING LATH3 32 DB 300 ЭЛЕКТРИЧЕСКАЯ СХЕМА 30 ТОНН
88 143 461
НАСТОЛЬНЫЙ ПРЕСС
6 ТОНН
509
1011 ШЛИФОВАЛЬ ДЛЯ ПОВЕРХНОСТИ 1049 ЦИЛИНДРИЧЕСКАЯ ШЛИФОВКА 1049 ГРИЛЬДРИЧЕСКАЯ ШЛИФОВКА 10 1049 X 13 ДИФФИКАЦИОННАЯ ШЛИФОВКА 10 ДЮЙМОВ 1049 X 27 9 ”27 E EIU EIUR РАЗЛИЧНАЯ БРОШЮРА 1300 1302 1305 1307 ЗАПЧАСТИ
144 1012 73 235 336
JONES & SHIPMAN JONES & SHIPMAN JONES & SHIPMAN
ШЛИФОВАЛЬНАЯ ПРИНАДЛЕЖНОСТЬ GRACE GRACE GRACE GRACE ДЛЯ ПОВЕРХНОСТИ GRACE 3000
JONES & SHIPMAN JONES & SHIPMAN JONES & SHIPMAN JJONES & SHIPMAN JONES & SHIPMAN
SURFACE GRINDR ИНСТРУМЕНТ ДЛЯ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ И ФРЕЗЕР ДЛЯ ПОВЕРХНОСТИ ШЛИФОВАЛЬНЫЙ ФРЕЗЕР ДЛЯ ПОВЕРХНОСТЕЙ 130003 130007 OPP
1302GINDER
«» X9 X900 540 ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ 540 ДЕТАЛЕЙ ДЛЯ КОЛЕС WESTWIND ДЛЯ 540 1540 1400 ЦЕПНАЯ СХЕМА 540 л 540 6 ”X 18” 310 8 ”X 16” PERFECT POINT
155 791 152 145 153 154 498 499 1063 148 142 146
12
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. док
док
ДЖОНС ЖЕЛЕЗА ФЕЯ ДЖОНС ЖЕЛЕЗА ФЕЯ ДЖОНС IRONFAIRY ДЖОНС IRONFAIRY ЙОС Хабеггер ДЖОШУА НЕАР КАМА KEARNEY & TRECKER ЦВ KEARNEY & TRECKER МИЛУКИ KEARNEY & TRECKER МИЛУКИ KEARNEY & TRECKER МИЛУКИ KEARNEY & TRECKER МИЛУКИ KEARNEY & TRECKER МИЛУКИ KEARNEY & TRECKER МИЛУКИ KEARNEY & TRECKER МИЛУКОВ KEARNEY & TRECKER МИЛУОКИ KEARNEY & TRECKER KEARNEY & TRECKER KEARNEY & TRECKER Kearns Kearns KEETONA (Keeton) KEETONA КЕЛЛЕР PRATT & УИТНИ КЕЛЛЕР KELLWR PRATT & УИТНИ КЕРРИ
Кран Кран Кран Кран револьверный станок ВИНТОВОЙ РЕЗКИ выпадающее ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК СТАНОК
947 948 950 949 728 774 1029 133
СТАН
2 ½ URT OPERATING EV 996 OPERATING ОДНОСКОРОСТНОЙ АВТОМАТИЧЕСКИЙ 20 26 2 3K ТАБЛИЦА СВИНЦОВ
139
MILL
2CE 2E
138
136 2E
138
СТАН
2E ТАБЛИЦА СВИНЦОВ
140
ВЕРТИКАЛЬНЫЙ СТАН
2 H ДЕТАЛИ
872
ОБЫЧНАЯ УНИВЕРСАЛЬНАЯ ВЕРТИКАЛЬНАЯ ФРЕССА
2Ч РАБОТА
134
ПРОИЗВОДСТВЕННАЯ ВЕРТИКАЛЬНАЯ ФРЕНА
1H 2HL
135
ВЕРТИКАЛЬНАЯ ФРЕЗЕРНАЯ СТАНЦИЯ
000
ФРЕЗА BORER ГОРИЗОНТАЛЬНОЕ ФРЕЗЕРОВАНИЕ РАСТУЧИВАНИЕ СВЕРЛЕНИЕ ГИДРОФОРМА ФАКЕРНЫЙ НОЖНИК ПРЕЦИЗИОННАЯ УСТАНОВКА
1200 3CE 2CES МОДЕЛЬ K ТИП S РАБОЧИЙ ТИП 0
122 121
100 ”x 1/8” 1/8 ”& 14
ПРОФИЛЬНЫЙ ТРЕЙСЕР ПРОФИЛЬНОЙ МАШИНЫ
BG2
131 65
ДРЕЛЬ
100 ЧЕРТЕЖЕЙ СИСТЕМЫ АВТОМАТИЧЕСКОЙ ПОДАЧИ 11 ”ПОВОРОТ 1140 5 ½” ФОТОКОПИЯ 8 ‘X 1/8 ”45XA 60XA J21 40XM E 2 E2 E2 E33
901
KERRY KERRY KINGHORN KINGSLAND KINGSLAND KINGSLAND KITCHEN WALKER KITCHEN & WADE KITCHEN & WADE KITY KONDIA KOPING KOPP ALLSPEEDS KOPP
РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ LATHE LATHE RKer МЕХАНИЧЕСКИХ сталевар УНИВЕРСАЛЬНОЙ сталевар РАДИАЛ СВЕРЛО РАДИАЛ СВЕРЛО РАДИАЛ БУРИЛЬНЫЕ РЕЙСМУСНЫЙ СТАНОК УНИВЕРСАЛЬНОГО MILL Токарного станок с регулируемой скоростью привода с регулируемой скоростью вращение
КРВА КРВА ЛАНГ
ВАРИ ГОЛОВКОЙ ТУРЕЛЬ MILL MILL SLIDING отделочной & SCREWCUTTING Токарного станок ПОВЕРХНОСТИ & карусельный станок токарного станок с притирочными станками
LANG LANG LAPMASTER PAYNE PRODUCTS FLAT LAYCOCK LEES BRADNEW LEITZ LITTLE JOHN
IF6 IF8 IF10 ОПЕРАТОРЫ IF6 IF8 IF10 ДЕТАЛИ IRON FAIRY Брошюры SAPPHIRE 6 PARTS
HYDRAULIC PRESSOR PRODUCTION PROLE
ГИДРАВЛИЧЕСКИЙ ПРЕСС ПРОДУКТ ПРОИЗВОДСТВА ПРОФИЛЬНОГО ПРОИЗВОДИТЕЛЯ
ГИДРАВЛИЧЕСКИЙ ПРЕСС 9000 ПРОФИЛЬНЫЙ ПРОЦЕСС ПРОДУКЦИИ MK2 KOPP DRIVE 3000 SL 30 INT. 48 ”X 12”
48 ”X 12”
912 124
129 825 919 924 120 888 127 125 126 745 141 276 670 1008
J6 JC6
1067 1069118
A4 CA4 13 ”17” ПОВОРОТ 12 ”14”
117 116 114
МОДЕЛЬ 60 ТОНН 40
905 113 112 109
СПИСОК ДЕТАЛЕЙ
13
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013.doc
LUMATIC LUMSDEN LUNA
СМАЗКИ ОБОРУДОВАНИЕ ПОВЕРХНОСТЬ СТАНОК пылеудаляющий столяр
LUNA
плотник
LUNA LVD LVD
ДЕРЕВООБРАБАТЫВАЮЩАЯ TOOLING INFO CNC гибочный пресс
МАКК MANESTY MANESTY MARCHEWICZ MARLCO WH МАРЛИ MATRIX COVENTRY GUAGE & ИНСТРУМЕНТ MAXI MCON MEC BROWN MECHANICY
METAL CUT ВЫКЛЮЧАТЕЛЬНАЯ ПИЛА — ВЫДВИЖНАЯ ПИЛА ПЕРЕДНИЙ ПУАН ТОКАРНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ВИНТОВОЙ ТОКАРНЫЙ СТАНОК УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ ФРЕЗЕРНЫЙ ФРЕЗЕР
MECMAC MEDDINGS MEDDINGS MEDDINGS MEDDMEDDINGS MEDDINGS MEDDINGS 9000 STRIP
ПЕДЕСТАЛЬНАЯ И НАСТОЛЬНАЯ СВЕРЛА СВЕРЛА СВЕРЛА СВЕРЛА
MEDDINGS MEDDINGS SUTCLIFFE MEGA PROSAW METORA STARTRITE MIDDINGS MEGA PROSAWMETORA STARTRITE ДРЕЛЬ СРЕДНЕГО ДВИГАТЕЛЯ MILL Bandsaw ОТРЕЗАННОЙ SAW
MILLER Milnes MITCHELL
СВАРОЧНЫЙ ЦЕНТР СТАНОК СТАНОК
MITCHELL MITCHELL MITCMITCHELL MITCHELL MITSUI SEIKI MITUTOYO MONARCH DS & G
СТАНОК токарный станок токарный станок токарный станок ЛОБЗИКОВЫХ расточник MILL OPTICAL COMPARATOR СТАНОК
MONARCH MONFORTS Монах Ворсли MOOG
LATHE
MORGAN RUSHWORTH MORGAN RUSHWORTH MORGAN RUSHWORTH MORGAN
ТИП 90 МЛ W178 БРОШЮРА ДЕТАЛИ W69 W59 W49 L39 L38 L28 L18 ДЕТАЛИ W69 W59 W49 350 L39 L38 L28 L18 НОВАЯ КОПИРОВКА ПЕРВОГО ДВИГАТЕЛЯ ВР BAND ELEX PP НОМЕР: 31 41 44 49 MAXI 26 PLUS X157 ДЕТАЛИ (ФОТОКОПИЯ) (TOOLMEX POLMACH) FWA32M MMC1500 MB 2 MB4 MF4 MARK II DRILTRU MK II ДЕТАЛИ DRILTRU MK III ДЕТАЛИ L1 MK IV L2 MKII СПИСОК ДЕТАЛЕЙ L1 MKIII ДЕТАЛИ LB1 MARK III LF1 ДЕТАЛИ MARK III M4 MARK III MB10 MB4 MF 4 MK II MF7 MARK II LB1 LB1 / HRM LF1 LF1 / FS MARK III TB4 TF4 / RC TA8 TS MARK VI BS400SA BS360A BS360SA MBS 500 h3 S НЕБОЛЬШОЙ СТАНДАРТ ALPHA BETA DELTA РАБОТА 320 330340 360 13 ”ДЕТАЛИ И ДЕТАЛИ ШЕСТЕРНЯ NM8 NM1 DM10 VM10 DM12 DM8 VM8 GVM6 GVM7 4BM УСТАНОВКА 177 TCM7 130 — 102 УСТАНОВКА 102 1709 1910 2112 2415 25 + 30XS 30 + 36XS 2112CT 25P 30P
115119 589961 £ 15 962 £ 25 846 1059 1048 104 497 577 102 101 10 21 280 904 279 1078 94779 26 243780 519 520 782781518 95 98 1024 96 92 23 286 99 85 93105106108 107 513 22 16
89 90 515 277
ПАПКА КОРОБКИ И ПОДДОНА
KA 200 БРОШЕРНАЯ СЕРИЯ NC 1000 BP100 / 14
ПАПКА КОРОБКИ И ПОДДОНА
BPS 50/16
1017
ПИРАМИДНЫЕ ИЗГИБНЫЕ ВАЛКИ POWER PYRAMID
PBR1250 / 6 1250 X 6MM
1035
POWER SHEAR
AST S OPERATING
849
ЦЕПНО-ВРЕМЕННАЯ СТАНЦИЯ
726
14
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. док
док
Rushworth MORGAN Rushworth MORGAN Rushworth MORGAN Rushworth MORGAN MORSO MULTICO MULTICO MULTICO MULTICO MULTICO мурекс MyFord MyFord
Несимметричных шипорезного шипорезного ДИАПАЗОН SAW PLANER SAWBENCH TIG WELDERS ЦИЛИНДРИЧЕСКОГО СТАНОК ЦИЛИНДРИЧЕСКИХ GRINDER
MyFord MyFord
СТАНКА СТАНОК
MyFord MyFord MyFord НОВОГО БРИТАНИИ
СТАНОК СТАНОК SAW БЫСТРАЯ СМЕНА КОРОБКА SIX SPINDLE AUTOMATIC зажиме МАШИНА ОБЫЧНАЯ ЦИЛИНДРИЧЕС СТАНОК ОБЫЧНАЯ ЦИЛИНДРИЧЕС СТАНОК BLADE СТАНОК DRO ЛОБЗИКОВЫХ расточник ЛОБЗИКОВЫХ расточник ОТРЕЗАННОЙ ГИДРАВЛИЧЕСКИЙ ВЫСОКОСКОР ПРОИЗВОДСТВО ПРЕСС УНИВЕРСАЛЬНЫЙ MILL СДВИГ вертикальная полоса SAW OPTICAL ROTARY И АВТОМАТ INDEXING ТАБЛИЦЫ TURRET DRILL EDGE BANDER LOCKSEAMER LOCKFORMER ПРЕСС-ТОРМОЗА НОЖНИЦЫ SLOTTER POLISHER
NEWALL NEWALL NEWALL NEWALL NEWALL NEWALL NOBLE & LUND NORTON NOVAR ARNO NTE A NAVOD NU ИНСТРУМЕНТЫ OMI OPTICAL MEASURING TOOLS OPRAT OPRATIM 9000 OMZ3000 9000 OCIMAC 9000 OCIMAC 9000 OCIMAC 9000 OCIMAC 9000 PRIMAC 9000 OMZ3000 9000 OCIMAC 9000 OCMAC9 R
ГРАФИК PB3100 / 6 120 ТОНН МОДЕЛЬ 410
БЕГОВЫЙ НОЖНИК
МОДЕЛЬ ASTS 16G
1064
ПРИВОДНОЙ СДВИГ
PUFB 72 ½ ”X 1/8” ЭЛЕКТРИЧЕСКИЕ ДАННЫЕ TM IV. БРОШЮРА STM B 400 PROFESSIONAL 6 ”и 9” OPERATION A FS OPERATION
БРОШЮРА STM B 400 PROFESSIONAL 6 ”и 9” OPERATION A FS OPERATION
937 425
ORCUTT ШЛИФОВАЛЬНАЯ ШЛИФОВКА CO ORCUTT ШЛИФОВАЛЬНАЯ ШЛИФОВКА CO ORCUTT ШЛИФОВАЛЬНАЯ ШЛИФОВАЛЬНАЯ КОРОБКА PMT PERFECT MACHINES PARAMON2000
ПАРАМЕТР PARROLLONKS PARROLLBROKS 9 PARKSON PARKSON PARKSON PARKSONUNIVERSAL MILL MILL MILL MILL MILL MILL
MG 12 MG12HA MG12 HAC БРОШЮРА РУКОВОДСТВА И АВТОМАТИЗАЦИЯ DS4R / ES ECS / 28 ML10 SPEED 10 БРОШЮРА SUPER ML10 SPEED 10 OPERATINF & PARTS
725
716 684938 939 103 86 936
824 829 922 822 879 71
ТИП L ТИП L4 L6 3D TOPAZ РУКОВОДСТВО ПО УСТАНОВКЕ 1520 NO 1 AL / CC 7 ½ — 10 ТОНН 900 03
83 84 82 79 81 74 287 69
1A 10 ‘X ¼ ”ГИДРАВЛИЧЕСКИЕ ДЕТАЛИ 062A 14” 3 КОЛЕСА
387 855 741 13
M16 SHF 380/30 NO 16 PITTSBURG ROLLS РАЗЛИЧНЫЕ МОДЕЛИ ИЗОБРАЖЕНИЯ И ИЗОБРАЖЕНИЯ ИНСТРУКЦИИ ПЕРЕЧЕНЬ ДЕТАЛЕЙ УСТАНОВКА ИНДЕКСА УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМ ЦИКЛОМ И ПОДАЧИ РАЗЛИЧНЫЕ УСТРОЙСТВА
732 35 75 78 999 1071
DEEM PARMAR PIONEER PELMA GOHIL REMIT SAVNA NMT SONEX
63 64
IN 2 2N1 2N2 2V1 2V2 ДЕТАЛИ 2NU 2NP 2V 3M / 3 3V / 3 3N / 3 3V / 3 M1200 1N (4 ЭЛЕМЕНТА DRG’S &30 917 55 736 735 1 2149 67
15
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. док
док
PARKSON
ВЕРТИКАЛЬ MILL
PARKSON PEARSON
MILL листогибочных прессах и НОЖНИЦЫ
PEARSON PEARSON
PRESS BRAKE СДВИГ
PEARSON PEARSON
СДВИГ СДВИГ
PEARSON PEDRAZZOIL
SWING ЛУЧ ГИДРАВЛИЧЕСКИЕ НОЖНИЦЫ MANDREL BENDER
ПЕДРАЗЗОЛИ ПЕДРАЗЗОЛИ ПЕДРАЗЗОЛИ ПЕДРАЗЗОЛИ ПЕДРАЗЗОЛИ ПЕДРАЗЗОЛИ ПЕДРАЗЗОЛИ
ВЫРЕЗАТЬ ПИЛО ОТРЕЗАТЬ ПИЛО ОТРЕЗАТЬ ПИЛО ВЫРЕЗАТЬ ПИЛО ВЫСОКОСКОРОСТНОЙ ДЛЯ АЛЮМИНИЕВОГО ПРОИЗВОДСТВА SCROLL SAW LATHE LATHE
) / 8-Й (3.5 мм) 3/16 ”(5 мм) БРОШЮРА TX1014 МОДЕЛИ TX 10 ‘X ¼” 3/8 TX 103810’ X 3/8 ”½” БРОШЮРА, ИНСТРУМЕНТЫ И ИНФОРМАЦИЯ ПО ПЛОСКОСТИ ИЗГИБА MEC КОРИЧНЕВЫЙ 75 / A NOVA MAJOR BROWN SUPER BROWN MEC BROWN 250 PERRIS 3501047 51 1042 920 921 183 1043 32 285 284 389 388 878 1030
PELTZER & EHLERS PINNACLE POLISH METAL EXPORT AFM POLISH POLLARD CORONA LOWRMATESS PRATT & WHITE PRATEC PRATT & WHITE POLISH PROGRESS PROMECAM ПРЕСС И СДВИГ PROMECAM
VKP200 / 3 MS 18 TUG 40
52 847 787
УНИВЕРСАЛЬНЫЙ ВИНТОВОРЕЗНЫЙ ТОКАРНЫЙ СТАНОК ДРЕЛЬ НАГРЕВАТЕЛЬ СОЕДИНИТЕЛЬНЫЙ СТАНОК
IM636 130M AIL BORING
IM636 130M AIL FIRING BORING
IM636 130M AIL FIRING BORING
IM636 130M / 3 FB2 FB2 / 3
169 57 956 61 110
СВЕРЛЕНИЕ
FB1 FB2
111
ЛЕНТОЧНАЯ ПИЛА СВЕРЛО С РАДИАЛЬНОЙ ПИЛОЙ СВЕРЛО С ПЕРЕДНИМ ХОДОМ ТОРМОЗ 4
METALMASTER I 10 ” БРОШЮРА ВСЕХ МОДЕЛЕЙ RG
2927
810 60 9 0003ГИДРАВЛИЧЕСКИЙ ПРЕСС-ТОРМОЗ
137
PROMECAM
ПРЕСС-ТОРМОЗ
PROTO TRAK
Токарный станок с ЧПУ
PRVOMAJSKAITH (GATE) PRVOMAJSKAITER (SMART) QUALXOMA QUALSKATERS (GATE) PRVOMAJSQUALS (SMA) QUALXOMA QUALSKATER (GJATE) & SMITH
ВЕРТИКАЛЬНЫЙ ФРЕЗ ВЕРТИКАЛЬНЫЙ ФРЕЗ ВЕРТИКАЛЬНЫЙ ФРЕЗОВЫЙ СТАНОК РАДИАЛЬНАЯ СВЕРЛА
ТИП 2 5020 5025 7525 7530 ВВЕРХ 25-12, 25-12A, 35-20, 35-25 TRL & LX2 ПРОГРАММИРОВАНИЕ РАБОЧИЕ ЧАСТИ G 301 ДЕТАЛИ G 301A G 301D ЭКСПЛУАТАЦИЯ G 301B G 305B БРОШЮРА P21 R 3 R4
POWER HACK SAW ДРЕЛЬНО-ЛЕНТОЧНАЯ ПИЛА
722 763 31
QUALTERS & SMITH QUALTERS, SMITH QUALTERS PRENTICE
ЛЕНТОЧНАЯ ПИЛА POWER HACK SAW POWER HACK SAW RADIAL ARM DRILL RADIAL ARM DRILL BANDFACER INDUCTION HEATER HYDRAULIC SURFACE GINDER MITER CROSS Cut SAW DISC SANDER VERTICAL MILL
6 ”ENVOY SAWMA STER 180 180A 260 260A SAWMASTER QSB6W 12 ”SAWMASTER QSH 6 SAWMASTER QSR2 QSR3 4 3E 4E ELK STAG MOOSE ANTELOPE C25 / A H-186 H-248 H-310 BSK ЭКСПЛУАТАЦИЯ И БРОШЮРА DMG250 22V 22VS
000 B3
1072 1057 874 875 873 54 130
913 761 760 764 762 500 312 28 815 261 48
16
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. док
док
REITSCHLE
вакуумирования
РОДОС Ribon РИЧМОНД ВЕСТНИК Ричмонд Ричмонд Риветт ROBLAND ROBLAND
ЖИДКОСТИ МЕХАНИЧЕСКИХ СДВИГ УНИВЕРСАЛЬНЫЙ СТАНОК РАДИАЛ СВЕРЛО УНИВЕРСАЛЬНАЯ МЕЛЬНИЦА УНИВЕРСАЛЬНАЯ МЕЛЬНИЦА РАДИАЛ АРМ СВЕРЛО РАДИАЛ СВЕРЛО СТАНОК Фрезерный станок УНИВЕРСАЛЬНАЯ Woodworker
ROBLAND РОКУЭЛЛ ROSENFORS Rüsch
УНИВЕРСАЛЬНОЙ Woodworker твердомер MILL АВТОМАТИЧЕСКИЕ ЛЕНТОЧНОПИЛЬНОГО СТАНОК
РАССЕЛ RYBURN СОЛЕНЬЕ
COLD ПАВА ТВИН ЛЕСТНИЦА TRENCHER
RYOBI СИМА РОССЯ SIP SIP-SAF БЕЗОПАСНОСТЬ СКАН SAFETSAG SALA ADIGE SAMCO САТУРН SCHAUBLIN SCHULER
РАДИАЛ АРМ лесопилка роторного стол ЛОБЗИКОВОЙ бурый МИГ WELDER ФОТО ELECTRIC GUARD СТАНОК SAW HYTRONIC РЕЗКА PRESS SAW СТАНОК СТАНОК четырехсторонней HIGH SPEED умирающей PRESS фрезерный станок СТАНОК СТАНОК MORTICER PRESS BRAKE ВИЛОЧНЫЙ TRUCK
SCM Scrivener Scrivener Седжвик Седжвик SHELVOKE & Друри SD SHORTE
ROLLOSEAM LOCKFORMER
S HORTE SIMA NOVARA SOCIETA ИНДУСТРИЯ MACCINE ACCESSORI SIMEROM слабину & Парр SMART & BROWN
ГИДРАВЛИЧЕСКИЙ СРЕЗНЫЕ сверлильных головок токарный станок
SMART & BROWN
СТАНОК
SMART & BROWN
SURFACING & SCREWCUTTING СТАНОК ВЕРТИКАЛЬНЫЙ ПОВЕРХНОСТЬ СТАНОК ОТКРЫТЫЙ SIDED ПОВЕРХНОСТЬ СТАНОК несимметричный шипорезный
СНОУ & СО СНОУ СКОРОСТИ ТЭН SPEEDAX SPEEDAX Stanco СТАНКОИМПОРТ СТАНКОИМПОРТ СТАНКОИМПОРТ СТЕНЛИ СТЕНЛИ
ROLLOSEAM LOCKFORMER ЛОБЗИКОВОГО бурый
ЛЕНТОЧНОПИЛЬНОГО СТАНОК ЛЕНТОЧНОПИЛЬНОГО СТАНОК УНИВЕРСАЛЬНОГО ИНСТРУМЕНТ & РЕЗАК ШЛИФОВ КОНСОЛЬНО ТИП MILL ВЕРТИКАЛЬНОГО MILL вертикального консольно ТИП MILL СТАНОК СТАНОК
SKG — 2 ОПЕРАЦИОННЫХ ИНСТРУКЦИИ RUR ½ ”40 мм 03SD NO 2 ДИАГРАММА ДЕТАЛЕЙ (12 СКОРОСТЕЙ) SR 2 ДИАГРАММА ДЕТАЛЕЙ K21 K26 SD21 SDB21 SD26 SDB26 TZ30 T30 X260 X310 JR JS RFE PLAIN RFU UNIVERSAL AS250 ДЕТАЛИ И ИНСТРУКЦИЯ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ МОДУЛЯ ДЛЯ HYDROFEEL 22 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ 22 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ HYDROFEEL 2500 ”V0 VOR U1 U2 U1 / V0 U2 / VOR ROTOPTIC 5A РАБОТАЮЩИЙ MP 5E 180 BL OPTO SCAN M90 РАБОЧИЙ ПРОСАДКА 180 CM500 SB S ДЕТАЛИ ERIES HKS600 65 70 РАБОЧИЕ PE4S 25/450
1016 43 42 41 91 40757 36 37 789 7 889 34 44 1050 38 746 740 411 738 419 4248 229 403 1077 998821 404
T130 ДЕТАЛИ МОДЕЛЬ 1 A МОДЕЛЬ 2 571 ИНСТРУКЦИИ ПО УСТАНОВКЕ 82 100
1022 423 422 523 748 399
НОМЕР: 16 НОМЕР: 18 РАБОЧИЙ НОМЕР: 16 РАБОЧИЙ НОМЕР: 16 РАБОЧИЙ VOA / 55
925
FGH-630 SPK 1024 SS / CC ЭКСПЛУАТАЦИЯ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ L 4 ”БЕЗВИНТОВОЙ МОДЕЛИ A РАБОТА И ДЕТАЛИ
925 68 1070 417 885 402 744
V9 OS VWM РАБОТА (ФОТОКОПИЯ) ДЕТАЛИ 16” 20 ”3B642
409 460 785 603 219 398
2 6000P83 6000P83 6000P83 6000P83 6000P 6P126 6P13 6P136 6T12-1 6T13-1 10 ½ ”БУКЛЕТ ЗАПЧАСТЕЙ 7 8 ½ 10 ½ 12 ½ 14 ½
11 10 9 406 407
17
\\ C-pac-5130 \ общие данные \ ИНТЕРНЕТ-ЖУРНАЛ РУКОВОДСТВА КОПИЯ САЙТА январь 2013. doc
doc
STANLEY STANLEY STARTRITE MEP STARTRITE
ТОКАРНЫЙ СТАРТ НАЧАТЬ МАРШРУТИЗАТОР ПИЛЬНОЕ СВЕРЛЕНИЕ
STARTRITE STARTRITE STARTRITE STARTRITE MEBA STARTRITE MEBA
DRILL DRILL SAW BENCH HORIZONTAL BANDSWHORIZA STARTRITE STARTRITE STARTRITE STARTRITE
ЦИРКУЛЯРНАЯ ПИЛА ГОРИЗОНТАЛЬНАЯ АВТОМАТИЧЕСКАЯ ЛЕНТОЧНАЯ ПИЛА ВЕРТИКАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА ВЕРТИКАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА ГОРИЗОНТАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА ГОРИЗОНТАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА ГОРИЗОНТАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА ВЕРТИКАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА ВЕРТИКАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА
STARTRITE STARTRITE STARTRITE STARTRITE STARTRITE STARTRITE STARTRITE STECO STENNER STENNER STIERLI STUART DAVIS SWEENEY & BLOCKSIDGE SWEENEY & BLOCKSIDGE SWIFT SYKES TMK TOS TOS TOS TOS TOS TOS
THORICKEN DUSTER ПЫЛЬНЫЙ ЭКСПЛУАТАТ ARBOR SAWBENCH TILT ARBOR ВЕРТИКАЛЬНАЯ ЛЕНТОЧНАЯ ПИЛА ТЯЖЕЛЫЙ НАЧАЛЬНЫЙ ПРИЖИМ СИЛОВЫЕ РОЛИКИ ЛЕНТА RE SAW BAND RE SAW (КОПИЯ) ГИДРАВЛИЧЕСКИЙ ГИБЕЛЬ ЦИЛИНДРИЧЕСКИЙ ПРЕССTOS TOS
VERTICAL MILL PRESS TOS
VERTICAL MILL TOS
ПАНЕЛЬ НИТИ чеканка ATTACHMENT МОЩНОСТИ PRESSTAYLOR HOBSON ТЕЙЛОР HOBSON ТЕЙЛОР HOBSON ТЕЙЛОР HOBSON ТЕЙЛОР Tecalemit гаражное оборудование
ПАНТОГРАФ MILL & DIESINKER гравер гравер гравер CHUCK OFF CAR Балансировочный
ИНСТРУКЦИЯ ПО 7” ЗАПЧАСТИ BOOKLET h364 h367 РАБОЧИЕ FALCON 250 EFI GEA РУКОВОДСТВО И ДИАГРАММА MERCURY 5 SPEED SD12 SD12P SD58 SD58P SP 175 MEBA 410 РАБОТА С MEBA SM250 10 ”SM320 12 ¾” БРОШЮРА RKS h300A 301 301 S HB225M HB250M HB330 h325 RVR SERIES 352 352S S1 S5 SERIES V RW-1 30V SC SERIES SC250 SC275 SC315 SC350 CYCLAIR 75 PT260 29E SD310 TA300PS 275 275DS TA1250 S1 S5 S10 T5 T10 V10 HIP БРОШЮРА VHM 36 OPERAT ING & PARTS
408575 77 918 1037 1002 168820 541480 412884 179839 882415942 1054 288 459526 1015 946
CH 6210 SURSEE 418U 418P ОПЕРАЦИОННЫЙ М ДИАПАЗОН БРОШЮРА
3 944 944
3 944 945 1028 4065 630 401
ПРЕСС
РАЗЛИЧНЫЙ КАТАЛОГ
400
ТОКАРНЫЙ СТАНОК ДЛЯ РЕЗКИ ВЕРТИКАЛЬНОЙ ШЕСТЕРНИ MULTITESTER MILL ГОРИЗОНТАЛЬНАЯ ПОВЕРХНОСТЬ ШЛИФОВАЛЬНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ ФРЕЗЕРНАЯ МЕЛЬНИЦА
0700700 L3 FAKBOK FAK FARATMILL02 L3 LENR LENP LESP 25A 40A 63A AD16 303/1 СХЕМА СБОРКИ PF52 80BP ЧЕРТЕЖИ РАСПОЛОЖЕНИЯ 3 DS ПРИНАДЛЕЖНОСТИ БРОШЮРА C CX CXL JH ИНСТРУКЦИЯ OA9752 OA9753 ЭКСПЛУАТАЦИЯ397 410 954 434 444 434 439
397 410 954 434 444 448
397 410 954 434 444 437
397 410 954 434 444 437
397 410 954 434 444 432 552 773
18
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. док
док
Томас Томас Timbrell & РАЙТ ТРАК TRAUB TRENNJAEGER TRIONICS ТРУМПФ СОЕДИНЕНИЕ СОЕДИНЕНИЕ НЕИЗВЕСТНА Urola ВДФ VEREINGTE DREHBANK FABRIKEN СТАНОК ВМБ Värnamo ВЭБ VELOX VELOX VELOX VERO Viceroy (Denford) Viceroy (Denford) Viceroy VOLLMER DORNHAM WM Ридгвей WMW WMW WMW WMW WMW HECKERT WMW HECKERT (Bowes) WMWVEB WTC ECONOCUT WADKIN BURSGREEN WADKIN BURSGREEN WADKIN BURSGREEN WADKIN DOMINION WADKIN
ДИАПАЗОН SAW SAW ОТРЕЗАННОЙ револьверный станок с ЧПУ СТАНОК одношпиндеольные АВТОМАТИЧЕСКИЙ СТАНОК SAW DIGITAL ПОЗИЦИИ DISPLAY SYSTEM Кромкорез Токарные СТАНОК СТАНОК POLISHER КОМБИНАЦИЯ MIG WELDER револьверный станок
SWING 270 315 TECHNICS 2A 3 TRM / DPM A15 A25 ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ 100 TKF 1525-0 МОДЕЛИ ВЫПУСКНИКА 6 ”10” G10F P10F W10F 2 кВА РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ S450 S500
76 881 445 1058 434 426 494 157 43 1041 931000 MILL 9 43 1041 931000 MILL 9 43 1041 931000 ПРЕСС
AMK 13 PARTS FV 2KM OPEN SIDE ECCENTRIC PEEV 25.1 PEEV 40.1 PEEV 55. 1 6 ”ДЕТАЛИ 7 ½” 10 ”РАБОЧИЕ ДЕТАЛИ 9” БРОШЮРА СЕРИИ 2000
1 6 ”ДЕТАЛИ 7 ½” 10 ”РАБОЧИЕ ДЕТАЛИ 9” БРОШЮРА СЕРИИ 2000
516 817 50
TDS ЭКСПЛУАТАЦИЯ
819
TDS ДЕТАЛИ TDS UNILAPP 600 BROCHURE
2002818 DRT 50A FSS 250 X 1000 ДЕТАЛИ SU200 SFW 315 BK63 ЭЛЕКТРИЧЕСКАЯ ИНФОРМАЦИЯ BR 40 X 1250 BR 40 X 1250/1
522492514493503 1051 759 и A
DRT SYSTEMS II IV V EDA 12 ”AGS 6” BER3 150 БРОШЮРА БРОШЮРА KK КАТАЛОГ РАЗЛИЧНЫХ МАШИН DM CC CD JY ЧЕРТЕЖИ РАЗМЕРЫ ЦЕНТРАЛЬНОЙ ПЛИТЫ СТОЛА WN / WNF Lh2 Lh3 Lh4
517 1036 25 265 471 984 266
СИЛОВАЯ ПИЛА АВТОМОБИЛЬНАЯ ПИЛА И ЛЕНТОЧНАЯ МАШИНА АВТОМОБИЛЬНАЯ ПИЛА С МОЩНЫМ ИНСТРУМЕНТОМ ВСЕ ДРУГИЕ МАШИНЫ VICEROY LATHE BELT & DISC SANDER MANUAL CARBIDE SAW GRINDER SAW BLADE SHARPENER MORTICER DRUM TURET LATHE MILL CYLINDRICAL GRINDER SURFACE GRINDER PILLT DRILL RADIAL ARM DRILL TURRET PLACE BEN ВЫСОКОСКОРОСТНАЯ КРЕСТОВАЯ ПИЛА E MOULDER
WADKIN WADKIN WADKIN
Долото-долоторезной диск и шлифовальный станок с лопаткой
WADKIN
ДВУСТОРОННЯЯ ПИЛА WADKIN WADKIN
ДЛЯ СРЕДНЕГО ДВИГАТЕЛЯ WADKIN ПЛАНИРОВКА ПАНЕЛЬ ПАВ ОБРАЗЕЦ МИЛЛЕР РЕЙСМУСНЫЙ СТАНОК SURFACING ТАБЛИЦА РЕЙСМУСНЫЙ СТАНОК РЕЙСМУСНЫЙ СТАНОК РЕЙСМУСНЫЙ СТАНОК РЕЙСМУСНЫЙ СТАНОК РЕЙСМУСНЫЙ СТАНОК СТРОГАНИЕ & формовочной машины РАДИАЛ АРМ ПАВWADKIN WADKIN WADKIN WADKIN WADKIN WADKIN WADKIN WADKIN WADKIN WADKIN
582 По 584 583 450
981 980 996 87 470 992
CP25 CP32 WX BTS ИНСТРУКЦИИ
883 982 973
12 ”BAO / S BT500 ТИП РОЛИКОВОЙ ПОДАЧИ 12” BAO UO / S UO / S БРОШЮРА FB 7 ”X 4” 350BRA
978 979 972 972 972 977
19
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. док
док
WADKIN WADKIN WADKIN WADKIN
РАДИАЛ ARM ПАВ РАВНИНА ТАБЛИЦА МАРШРУТИЗАТОР МАРШРУТИЗАТОР пилорама
WADKIN WADKIN WADKIN WADKIN WADKIN WADKIN WADKIN WADKIN WADKIN WADKIN WADKIN WADKIN УОЛТОН УОЛТОН
пилорама ПАНЕЛЬ пилорама ПАНЕЛЬ пилорама SLIDING ТАБЛИЦА ПАНЕЛЬ пилорама НАКЛОНА ARBOR SAW BENCH ОДНОСТОРОННИЙ ТЕНОНЕР ОДИНОЧНЫЙ ТЕНОНЕР ШПИНДЕЛЬ ШПИНДЕЛЬ ШПИНДЕЛЬ ШПИНДЕЛЬ ШПИНДЕЛЬ ШПИНДЕЛЬ ШПИНДЕЛЬ ШПИНДЕЛЬ ШПИНДЕЛЬ ШПИНДЕЛЬ ШПИНДЕЛЬ МАЛДЕР МАЛДЕР МАЛДЕР WANDTOM SLIP POWER РОЛИКИ POWER SHEAR WANDWARD
револьверный станок револьверный станок ПЛУНЖЕР ЗАПРОГРАММИРОВАННОЕ ДВОЙНОЙ СЛАЙД револьверный станок Пневматическая цанговый патрон АВТОМАТИЧЕСКОГО BAR Патроны BAR FEED ATTACHMENTS
УОРД
Capstan & револьверные станки
УОРД УОРД УОРД УОРД УОРД УОРД УОРД УОРД УОРД
револьверный станок револьверный станок револьверный станок револьверный станок КАПСТАН ТОКАРНЫЙ КАПСТАН ТОКАРНЫЙ КАПСТАН ТОКАРНЫЙ КАПСТАН PSTAN СТАНОК револьверный станок
WARD WARD WARD WARD WARD
револьверный станок револьверный станок револьверный станок КОМБИНАЦИЯ револьверный станок КОМБИНАЦИЯ револьверный станок
WARD
СТАНОК
WARD
ВИЛКА PROGRAMMED DOUBLE SLIDE револьверный станок ПРОБКА PROGRAMMED DOUBLE SLIDE револьверный станок револьверный станок револьверный станок выключается револьверный станок
УОРД УОРД УОРДА УОРДА ВАТТ WEATHHERLEY Цинциннатьте WEBSTER & БЕННЕТТ WEGOMA
350BRA 400BRA НУА LS 20” ПБС 500 БРОШЮРЫ СОЕДИНЕНИЯ ДИАГА 20” BSW Р25 & Р32 SP12 12” Протокол BGP AGS250 AGS300 ЕСА EKA БАЯ БЕН БРОШЮРА BER2 BER4 -150 EQ EX ВМЕСТИМОСТЬ 80–120 ”ДИАМЕТР 4”
976 997 968 991
WPG / 2500/2 РАБОТА (КОПИЯ) TR NO: 1A MAJOR MINOR ECONOMY NO: 2A BROCHURE NO: 16 BROCHURE CHUCK WORK SECOND OP APPLICATION ”СБОРКА И СНЯТИЕ РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ С РУЧНЫМ ИЛИ ВОЗДУХОМ ПОВОРОТ УСТАНОВКА МАЛЕНЬКИЕ ИНСТРУМЕНТЫ, ПРИНАДЛЕЖНОСТИ ПРИНАДЛЕЖНОСТИ И ПРИНАДЛЕЖНОСТИ 2A РАБОЧИЕ ЧАСТИ 2DB 2DS ЭКСПЛУАТАЦИЯ 3DS 3A ЭКСПЛУАТАЦИЯ 7 O ВЫПОЛНЕНИЕ 7 РАБОЧИЙ НОМЕР: 2DB 3DB РАБОЧИЙ НОМЕР: 3DB НОМЕР: 7DS ЭКСПЛУАТАЦИЯ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ 2DS ЧАСТИ 3DS ЧАСТИ 7DS ЧАСТИ 7D РАБОТА ПРЕДЕКТОРА 8 10 10/13 ЭКСПЛУАТАЦИЯ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ОПЕРАТОРЫ КАПСТАНА И ТУРРЕТА 8389
ЭКСПЛУАТАЦИЯ506
NO: 3 РАБОТАЕТ
533
NO: 10 КОМБИНАЦИЯ NO: 8 КОМБИНАЦИЯ NO: 0 NO: 1 NO: 2 NO: 3
452451484
967 1018 975 49 974 21 19 207 983969 970 469 833 225
228 475 765 457 536 504 508540 579 578532 927 487 531 534 534 B 456 476 453 463 923 455 502 505 539
ВЕРТИКАЛЬНАЯ МИКРОПТИЧЕСКАЯ ИЗМЕРИТЕЛЬНАЯ МАШИНА
9000 DORIZONTAL 9242000 XL 9000 BROACHER2 9000 BROACHER2
BORING MILL COPY ROUTER
DH KF 227 OPERATING &
472 729
20
\\ C-pac-5130 \ shared data \ MANUALS LOG WEB SITE COPY янв 2013. док
док
WEGOMA WEILER WEISSER HEILBRONN Wickman
ПАВЫХ СТАНОК СТАНОК АВТОМАТ
Wickman Wickman Scrivener Wickman Scrivener Wickman Scrivener Wickman Scrivener Уикстид Уикстид Уикстид WIEDEMANN Dowding & КУКЛА УИЛСОН
АВТОМАТИЧЕСКИХ 5 ШПИНДЕЛЬ АВТОМАТИЧЕСКОГО Centerless ШЛИФЫ плоскошлифовального станок плоскошлифовальной станок МОЩНОСТЬ Ножовка МОЩНОСТЬ HACK SAW МОЩНОСТИ Ножовка пробивные PRESS фрезерный станок
WILSON WILSON WILSON
СТАНОК пилорама пилорама
WILSON WILTON WILTON
фрезерный станок Ленточные пилы PILLAR DRILL
Вудхаус & MITCHELL ZB ZEATZ Zeva ZIERSCH & BALTRUSCH
СТАНОК DRILL POINT ШЛИФОВАЛЬНЫЙ ВРАЩАЮЩИЙСЯ СТОЛ ПАЯЛЬНАЯ МАШИНА ШЛИФОВКА ПОВЕРХНОСТИ
БРОШЮРА SD23 ДЕТАЛИ (КОПИЯ) LZ / LD220 GOLIATH №: 1 ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ №: 1 ПЕРЕЧЕНЬ ДЕТАЛЕЙ № ДЕТАЛЕЙ: 2C №: 2G 618 824 ИНСТРУКЦИЯ 618 ”ИНСТРУКЦИЯ ECPUCUT 618” ECPUCTION 618 ”ИНСТРУКЦИЯ ECON
903 521 491 483 482 529 473 528 525 420 39 421 495 900 03
ЦЕПНАЯ СХЕМА FQB ДЛЯ КОНТРОЛЛЕРА ИНСТРУКЦИЯ И ДЕТАЛИ ИНСТРУКЦИИ И БРОШЮРА ПО ЭКСПЛУАТАЦИИ JQL BCX FKL 90 3002 3003 3010 VSG 20 МОДЕЛЬ 2015 ОПЕРАЦИОННЫЕ + ДЕТАЛИ 70 JUNIOR
1001
ZB 20 ZB 20 ZB / МОДЕЛЬ 21 PH /
333 1045 512 837
524 8
683 1003 1062 468
21
Китай Индивидуальный двухшнековый экструдер для изготовления пластика Tsh-75 для переработки хлопьев для домашних животных Поставщики и производители и завод
FAQ:
1. В: Каковы функции машин по переработке пластмасс?
В: Каковы функции машин по переработке пластмасс?
A: Оборудование для рециркуляции стирки полиэтиленовой пленки и полипропилена используется для переработки и обработки сельскохозяйственной полиэтиленовой пленки, полиэтиленовых пакетов, хозяйственных пакетов, пакетов для напитков, тканых мешков из полипропилена и некоторых других мягких материалов и т. Д.
2.Q: Где находится собирает отходы для машин по переработке пластмасс?
A: Отходы получают в основном из сельскохозяйственной пленки, городского мусора и растений в тюках или отдельно. Они содержат много загрязнений, таких как земля, почва, песок, камень, клей, трава, масло и некоторые другие загрязнения.
Но, обладая многолетним опытом производства линии промывки, мы можем обещать, что промойте материал достаточно чистым, чтобы отмытый материал попадал в экструдер для изготовления гранул. У нас есть особый дизайн, чтобы гарантировать это.
3.Q: Каковы основные части стиральных машин для рециркуляции пленки PE PP?
A: Ниже представлена стандартная структура оборудования для переработки промывочной пленки PE PP:
Ленточный конвейер — дробилка с водой — винтовой конвейер — плавающая шайба — винтовой конвейер — высокоскоростное трение шайба — высокоскоростная фрикционная шайба — винтовой конвейер — горизонтальная центробежная обезвоживающая машина (или соковыжималка) — система сушки 1 — переходная воронка — система сушки 2 — силос хранения — работа панель
Верх — это стандартная структура линии, мы можем отрегулировать ее, чтобы удалить некоторые части или добавить некоторые части в зависимости от материала или требований клиентов.
4. В: Какая мощность оборудования для рециркуляции пленки PE PP?
A: 500-2000 кг / ч для одной линии мойки
5. В: Какая мощность у стиральных машин для рециркуляции пленки PE PP?
A: 150 квт ~ 480 квт
6. В: Сколько воды требуется для машин для рециркуляции пленки PE PP?
A: 3 ~ 8T в час
7. Q: Сколько места требуется для стиральных машин для рециркуляции пленки PE PP?
A: 100 ~ 400 квадратных метров, вся линия может быть установлена прямой, L-образной или U-образной формой.Мы могли бы спроектировать, как установить машины с учетом площади вашего завода.
8.Q: В каком состоянии находятся конечные продукты машин для рециркуляции пленки PE PP?
A: Размер конечных хлопьев будет 50 ~ 100 мм, а конечный уровень влажности пленочных хлопьев будет ниже 5%.
Хлопья PP PE могут подаваться непосредственно на линию гранулирования / гранулирования для производства гранул / пеллет.
9. В: Из какого материала изготавливаются машины для рециркуляции пленки PE PP?
A: Детали, контактирующие с водой, изготовлены из нержавеющей стали SUS 304 или изготовлены по индивидуальному заказу.
www.dgm-machine.com
Мы — профессиональная компания по производству двухшнекового экструдера для производства пластика Tsh-75 с полным и научным качеством система управления. Наша компания использует сильную техническую силу и высококачественную продукцию как принцип неуклонного прогресса. Мы верим, что будущее будет многообещающим, и надеемся, что сможем долгое время сотрудничать с потребителями во всем мире.
% PDF-1.6 % 1 0 объект > эндобдж 5 0 obj > эндобдж 2 0 obj > / Шрифт> >> / Поля [] >> эндобдж 3 0 obj > транслировать 2014-07-30T13: 33: 21 + 02: 00Canon DR-9050C TWAIN2014-08-06T00: 44: 15 + 02: 002014-08-06T00: 44: 15 + 02: 00Adobe Acrobat 10.1.10 Приложение Paper Capture Plug-in / pdfuuid: f9246abb-061c-424f-9f95-48529df57e20uuid: 667ffa1e-819e-46de-b412-f10bc5f2acdb конечный поток эндобдж 4 0 obj > эндобдж 6 0 obj > эндобдж 7 0 объект > эндобдж 8 0 объект > эндобдж 9 0 объект > эндобдж 10 0 obj > эндобдж 11 0 объект > эндобдж 12 0 объект > эндобдж 13 0 объект > эндобдж 14 0 объект > эндобдж 15 0 объект > / XObject> >> / Аннотации [49 0 R] / Родитель 9 0 R / MediaBox [0 0 595 842] >> эндобдж 16 0 объект > / ProcSet [/ PDF / Text / ImageB / ImageC] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 17 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 18 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 19 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 20 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 21 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 22 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 23 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 24 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 25 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 26 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 27 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 28 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 29 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 30 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 31 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 32 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 33 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 34 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 35 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 36 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 37 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 38 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 39 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 40 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 41 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 42 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 43 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 44 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 45 0 объект > / ProcSet [/ PDF / Text / ImageB] / XObject> >> / Повернуть 0 / Тип / Страница >> эндобдж 46 0 объект > транслировать xX ߋ Fy \ BK0% I, Чb [O JŁBZ K ~; + Pz> j | 3 ~ l 8> w`w ~ йβl l i s; O ^ ۙ ыiZktF ~ hMv6G Զ {~ a> oVlZ [E; oFY5ӄHR_Ѡ {jCu, OVԛPon3B>! 5ED ֜ Vr? 7Z6OxVBO # ٲ o91} R, xn’y}} Z | Bƴ, ~ f GMG 껣 q? R [) -: / Ãl̓A7ʖ1> 4O5 & T% HgyN س}% aѴ94 * + jM1} zu ‘F1 «}? O / FV» / CPR: 9zGva_4? NU> H # LeAteiGxP ! h ּʚ @ t; k] 7F 盭 O [@ # eFpi% 7B_ | & Xy}% HqiVo & ^ R_fģ) V $ 吤 P; 1 = IVJx «| B; E51 92kN @? Y {86 ڪ mOU # T «L
Системы кинетического разложения — KDS
В Азии большое количество пальмовых отходов, также называемых пустыми фруктовыми гроздьями или EFB, доступно с плантаций, где производят пальмовое масло. В сыром виде EFB очень волокнистый и влажный. Если бы его можно было сушить, это было бы отличное топливо для энергетических котлов. FASC Malaysia установила машину KDS на электростанции TSH, работающей на биомассе, мощностью 14 МВт в Кунаке, Малайзия, с целью сушки EFB. Названный KDS MF-777, он сушит и измельчает EFB, чтобы его можно было сжигать в качестве топлива.
В сыром виде EFB очень волокнистый и влажный. Если бы его можно было сушить, это было бы отличное топливо для энергетических котлов. FASC Malaysia установила машину KDS на электростанции TSH, работающей на биомассе, мощностью 14 МВт в Кунаке, Малайзия, с целью сушки EFB. Названный KDS MF-777, он сушит и измельчает EFB, чтобы его можно было сжигать в качестве топлива.
В настоящее время KDS MF-777 обеспечивает только одну шестую часть топлива, необходимого для электростанции TSH. KDS MF-777 перерабатывает 3750 кг / час сырого EFB с влажностью 52% и производит 3000 кг / час измельченного EFB с влажностью 40% — этого достаточно для сжигания на решетке.Потребляемая мощность MF-777 в этих условиях эксплуатации составляет всего 200 кВт. Это означает, что потребление энергии для сушки составляет всего 960 кДж на кг удаляемой воды (= 414 БТЕ / фунт) или только 44% скрытой теплоты воды! Никакая другая технология сушки не может сравниться с KDS MF-777 по низкому энергопотреблению.
Инженерам электростанций хорошо известно, что каждый процент содержания влаги в топливе вызывает снижение производимой электроэнергии на 0,5–1%. Таким образом, расчетное максимально возможное увеличение мощности ТТГ за счет осушки топлива в KDS MF-777 равно 0.84-1,68 МВт. Таким образом, благодаря KDS MF-777 становится возможным чистое увеличение общей генерируемой мощности. Таким образом, стоимость оборудования KDS может быть возмещена за счет дополнительных доходов от увеличения производства электроэнергии.
Таким образом, расчетное максимально возможное увеличение мощности ТТГ за счет осушки топлива в KDS MF-777 равно 0.84-1,68 МВт. Таким образом, благодаря KDS MF-777 становится возможным чистое увеличение общей генерируемой мощности. Таким образом, стоимость оборудования KDS может быть возмещена за счет дополнительных доходов от увеличения производства электроэнергии.
Багасса — это название, данное измельченному сахарному тростнику после удаления из него тростникового сока. Огромное количество жмыха производится в Луизиане (США), Бразилии, Индонезии и Индии. Хотя он содержит 40% воды, он по-прежнему широко используется в качестве котельного топлива в сахарной промышленности.Однако сжигание жома во влажном состоянии значительно снижает эффективность котлов, используемых для подъема пара. KDS демонстрирует наилучшие характеристики сушки при обработке влажных волокнистых материалов, таких как сено люцерны, жмых и отстой от краски. Ограниченные испытания показали, что KDS использует только 1500 килоджоулей энергии для удаления 1 кг воды из жома.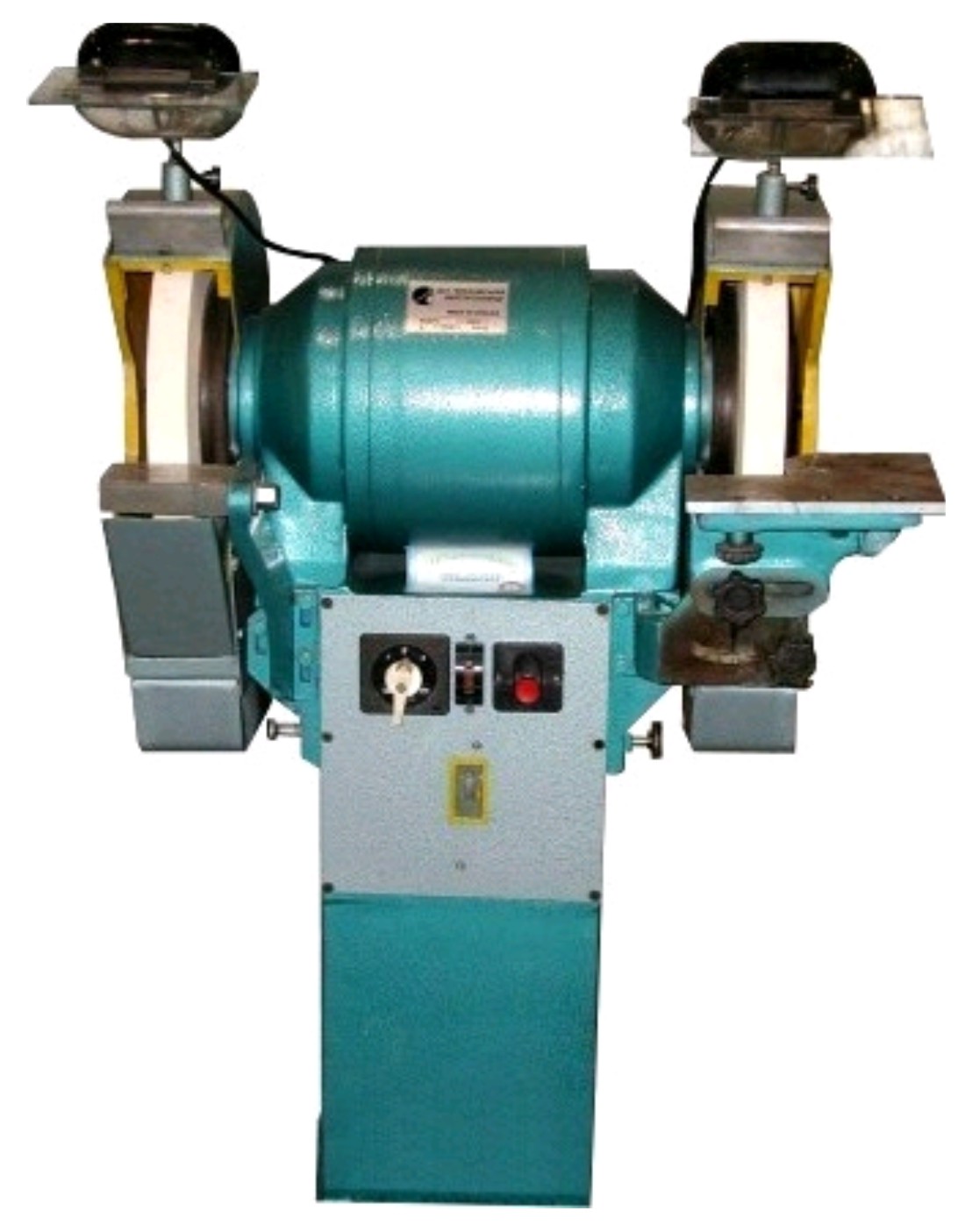 Это ниже, чем скрытая теплота воды, поскольку KDS использует механические силы для обезвоживания жома. Ограниченное тестирование показало, что KDS может сохнуть 0.Подача 75 т / ч жмыха с содержанием воды от 44% до 21% при общей потребляемой мощности 120 кВт.
Это ниже, чем скрытая теплота воды, поскольку KDS использует механические силы для обезвоживания жома. Ограниченное тестирование показало, что KDS может сохнуть 0.Подача 75 т / ч жмыха с содержанием воды от 44% до 21% при общей потребляемой мощности 120 кВт.
Размер частиц продукта можно регулировать от грубых волокон до мелкого порошка. Возможны гораздо более высокие скорости подачи жмыха, если мощность измельчающего двигателя достаточна. Также ожидается, что потребление энергии на тонну сырья станет меньше при более высоких скоростях подачи. Для сена из люцерны, аналогичного волокнистого материала, требуется всего 75 кВтч на тонну измельченной энергии. При таком низком уровне потребления энергии для сушки потребление энергии KDS будет намного меньше, чем валовое увеличение производства электроэнергии, когда для выработки электроэнергии используются котлы, работающие на жмыхе.Другими словами, чистое увеличение термического КПД окупит дополнительную стоимость сушильного оборудования, то есть KDS Micronex ™, через несколько лет. Планируется дополнительное тестирование жмыха в KDS Micronex ™ в Бразилии.
Планируется дополнительное тестирование жмыха в KDS Micronex ™ в Бразилии.
Шлам от производства бумаги и вторичной переработки бумаги (шлам от удаления краски) в больших количествах образуется по всей Северной Америке. В настоящее время общепринятые методы обращения с осадком, связанные с засыпкой и внесением в землю, подвергаются повышенному экологическому контролю и становятся все более дорогостоящими.KDS Micronex ™ может обезвоживать осадок после удаления краски и обеспечивать отделение бумажного волокна от других компонентов бумаги (например, каолиновой глины). Бумажное волокно может быть переработано в топливо или переработано как волокно. Каолиновая глина может быть переработана в процессе производства бумаги или в других промышленных целях. Удаление глины также значительно увеличивает топливную ценность и уменьшает образование золы при сгорании. Совместное предприятие FASC — Alternative Green Energy Systems разработало готовые решения с использованием KDS Micronex ™ для переработки шламов целлюлозно-бумажной промышленности.
Обширные независимые испытания KDS, проведенные в Великобритании, показывают, что скорость подачи 900 кг / час шлама для удаления краски может быть высушена с 38% влажности до 16% при общей потребляемой мощности всего 90 кВт и степени удаления воды 236 кг. / час. Таким образом, удельная потребляемая мощность составила 100 кВтч на метрическую тонну входящего материала и 136 кВтч на тонну выходящего продукта. Энергия водоотведения составила 381 кВтч / тонну или 1373 килоджоуля на кг водоотведения, или 1,373 ГДж / тонну. Следует отметить, что теоретический минимум энергии для удаления воды называется скрытой теплотой воды и составляет около 2258 килоджоулей на кг воды.На практике обычные термические сушилки используют до 3800 килоджоулей энергии для удаления 1 кг воды, то есть 3,8 ГДж / т. Таким образом, KDS использует только 36% энергии, которую обычная сушилка использует в виде тепла. Если предположить, что электроэнергия стоит 0,06 доллара за киловатт-час, а природный газ (самый дешевый из всех традиционных видов топлива для сушилок) стоит 8 долларов за гигаджоуль (фактическая недавняя цена фьючерса на природный газ в Нью-Йорке), стоимость энергии сушки на тонну удаленной воды составит 0,06 x 381 = 22,86 доллара за тонну воды, удаленной в КДС.В обычной сушилке стоимость будет 3,8 x 8 = 30,4 за тонну удаления воды. Таким образом, KDS имеет преимущество в стоимости на 25% по сравнению с обычными сушилками, если исходить из того, что относительные цены на электроэнергию и природный газ останутся прежними. Следует подчеркнуть, что глину и волокнистые компоненты осадка от краски НЕВОЗМОЖНО отделять от осадка после удаления краски, высушенного в барабанной сушилке.
Напротив, KDS производит рыхлый, волокнистый продукт, который позволяет отделить глину от остаточного волокна, которое затем можно сжигать в котлах в качестве топлива.Глину можно кальцинировать и повторно использовать в процессе изготовления бумаги. Аналогичное обширное тестирование, проведенное в Онтарио, Канада, с использованием местного осадка для удаления краски, показало, что осадок после удаления краски может быть высушен при одинаковых скоростях подачи и потреблении энергии от начального содержания воды 50% до конечного содержания воды 15%, т. Е. 370 кг / час при общей потребляемой мощности 100 кВт. Это демонстрирует даже лучшую экономичность, чем при испытаниях в Великобритании, т. Е. Преимущество в цене на 33% по сравнению с сушилкой, работающей на природном газе.
В Северной Америке древесные отходы, непригодные для переработки древесины или целлюлозы, могут стать проблемой для лесной промышленности. Древесные отходы можно эффективно сжигать, и они являются возобновляемым источником энергии; но влажная древесина часто имеет лишь незначительную экономию, поскольку до 40% теплотворной способности древесины используется для сушки влаги в древесной щепе. Технология KDS Micronex ™ является альтернативой традиционным методам сушки древесины. KDS Micronex ™ объединяет операции измельчения и сушки в одной компактной машине, что упрощает процесс.Кроме того, система устойчива к загрязнениям, таким как грязь и камни, которые могут вызвать искрение и возгорание в молотковых мельницах. При измельчении свиного топлива из ели / сосны / пихты (SPF) размером 25 мм и содержанием воды 14% KDS потребляет 150 кВт на каждую тонну в час продукта, имеющего верхний размер 2 мм и средний размер 600 мкм. При использовании 50% влажной древесной щепы SPF или болиголова потребление энергии составляет 300 кВтч / тонну. При потребляемой мощности помола 150 кВт удаляется 135 кг / час воды. ОПИЛКИ: FASC сушит и измельчает влажные опилки от начальной влажности 48% до 15%, а также производит из них мелкий порошок.Было получено 185 кг / час такого мелкодисперсного порошка, имеющего средний размер частиц 250 микрон, при потребляемой мощности измельчения 140 кВт. Этот мелкодисперсный сухой порошок затем был использован для изготовления древесно-пластикового композита.
KDS была взята в аренду как предпочтительное оборудование, потому что не было необходимости в отдельной сушилке или источнике тепла. Молотковые мельницы для такого тонкого помола непригодны. Можно использовать истирающие мельницы, но они требуют предварительной обработки сырья в молотковой мельнице, а их производительность ограничена.В научной статье Holtzapple et al. сообщает, что истирательные мельницы имеют потребность в энергии 261 кВтч / т (0,94 МДж / кг) для измельчения до 850 микрон и 656 кВтч / т (2,36 МДж / кг) для измельчения до максимального размера 106 микрон. Сюда не входит энергия, необходимая для сушки древесины. Экономический анализ показывает, что в данном конкретном случае KDS и обычная технология примерно сопоставимы по стоимости энергии. KDS действительно имеет то преимущество, что не требует тепловложения и сочетает в себе функции как обычной сушилки, так и измельчителя.КОРА: Испытание, в котором кору SPF измельчали и сушили в KDS, показало, что 636 кг / час коры с содержанием воды 50% можно измельчить и высушить с получением 361 кг / час продукта с конечным содержанием влаги 12% и средним размером частиц. диаметр 250 мкм. Скорость удаления воды составляла 277 кг / час (вдвое больше, чем достижимо для древесины), а общая потребляемая мощность составляла 180 кВт. Такое тонкое измельчение до среднего диаметра 250 микрон требуется, если порошок коры должен сжигаться в пылеулавливателе. При затратах на электроэнергию в размере 0,06 доллара США за кВт-ч общая стоимость энергии измельчения и сушки в KDS составила 16 долларов США.98 за метрическую тонну.
Традиционная технология сушки и измельчения влажной древесной коры представляет собой комбинацию барабанной сушилки, молотковой мельницы и истирающей мельницы. При стоимости топлива для сушилки 8 долларов за ГДж и энергопотреблении 3,8 ГДж на тонну воды стоимость сушки в барабанной сушилке составила бы 8,42 доллара в час или 13,24 доллара за метрическую тонну исходного материала. Стоимость измельчения составила бы 6,5 долларов в час или 10,21 долларов за тонну сырья, если исходить из потребности в энергии измельчения в 300 кВтч / тонну молотковой и истирающей мельниц [Ссылка: Holtzapple et al.]. Таким образом, при традиционной технологии общие затраты на сушку и измельчение составили бы 23,45 доллара за тонну сырья. Таким образом, KDS в данном случае имеет преимущество в стоимости на 27% по сравнению с традиционной технологией.
Сапропель, или ил пресноводных водоемов, представляет собой современный геологический осадок, состоящий из останков водных растений и животных в сочетании с остатками высших растений, пыльцой, песком, глиной, привезенными с суши, и растворами различных неорганических веществ. Химический анализ показывает, что в состав сапропеля входят все необходимые для питания растений элементы, которых нет ни в одном другом удобрении.Сапропель содержит значительное количество гумусовых кислот и их солей, устойчивых к биологическому расщеплению, что значительно обогащает гумусовый фонд почвы, материально поддерживающий ее плодородие. Сапропелевые водоросли «добываются» со дна озер и обрабатываются KDS с 80% влажности до 5%. Высушенный материал является ценным почвенным удобрением.
Осадок сточных вод, также называемый сброженным илом или «биологически твердыми веществами», образуется на очистных сооружениях по мере обработки и очистки воды.В настоящее время многие муниципалитеты сталкиваются с проблемами, связанными с экологически и экономичным удалением твердых биологических веществ на очистных сооружениях. KDS Micronex ™ может обезвоживать твердые биологические вещества, чтобы уменьшить их объем и связанные с этим расходы на транспортировку и утилизацию. KDS Micronex ™ сертифицирован Агентством по охране окружающей среды США на способность уничтожать патогены, включая сальмонеллу, электронную кишечную палочку и фекальные колиформные бактерии.
Сухие порошки, производимые KDS Micronex ™, подходят для использования на земле или для использования в качестве источника топлива, где они могут заменить ископаемое топливо.Обширные испытания в Британской Колумбии, Канада, показали, что сброженный ил, содержащий 80% воды, можно перерабатывать со скоростью 300 кг / час, и что полученный продукт содержал только 10-13% воды. Количество фекальных колиформных бактерий постоянно снижалось с более чем 4 миллионов MPN / грамм (наиболее вероятное количество фекальных колиформ на грамм) в необработанном сброженном иле до значительно ниже 1000 MPN / грамм в высушенном продукте. Это означает, что продукт из KDS Micronex ™ соответствует стандартам класса A для твердых биологических веществ, т.е.е., KDS может преобразовывать твердые биологические вещества класса B в твердые биологические вещества класса A, которые гораздо более ценны в качестве удобрений. Потребляемая мощность составляла 500 кВтч на метрическую тонну сброженного сырого ила.
Подробный экономический анализ показывает, что стоимость переработки составит 80 долларов за тонну сброженного осадка, включая амортизацию, затраты на рабочую силу и электроэнергию. Другими словами, себестоимость производства одной тонны сухого продукта составит 400 долларов. По словам ведущего академического исследователя, конкурирующие технологии, которые преобразуют твердые биологические вещества класса B в класс A, имеют затраты на переработку от 400 до 800 долларов за тонну сухого вещества костей.Таким образом, экономика KDS для этого приложения чрезвычайно конкурентоспособна. Хотя это удобрение, полученное из ила, по-прежнему довольно дорогое в производстве, экологические нормы требуют, чтобы ил сточных вод не содержал патогенов. Следовательно, обогащение осадка сточных вод — одно из лучших применений KDS Micronex ™.
Около половины электроэнергии, производимой в Соединенных Штатах, вырабатывается угольными электростанциями. На всех крупных электростанциях уголь сушится и измельчается в шаровой мельнице до размера менее 75 микрон (200 меш) перед сжиганием.Чем суше уголь, тем выше ценность сжигания. Влажность угля может варьироваться от 5 до 50%. Недавние испытания, проведенные FASC, показывают, что битуминозный уголь можно сушить с конечной влажностью от 15% до 4% и измельчать до среднего диаметра 63 микрона (230 меш) при производительности 3 или 4 тонны в час. Энергозатраты на измельчение 30-40 кВт · ч / тонну конкурентоспособны по сравнению с небольшими шаровыми мельницами. В отличие от шаровых мельниц, машина KDS повторно использует эту энергию измельчения для сушки угля, поэтому на самом деле она более эффективна.С помощью KDS Micronex ™ можно увеличить стоимость углей более низкого качества, которые в настоящее время имеют ограниченное применение.
Хотя переработанное стекло уже перерабатывается в больших количествах, стоимость переработанного стекла, как правило, невысока, а транспортные расходы могут сделать переработку неэкономичной. Осколки стекла, поступающие в систему KDS в виде кусков диаметром 2 дюйма или меньше, измельчаются из расчета 1 — 1,5 тонны в час в мелкий порошок. Пудра гладкая и мелкая на ощупь, без острых краев.Максимальный размер частиц составляет около 150 микрон, и примерно половина порошка имеет размер менее 45 микрон. Еще более мелкие частицы были достигнуты с системой KDS при более низких скоростях подачи. В одном из таких испытаний 18% стеклянного порошка, т.е. 200 фунтов / час на выходе, имели размер частиц менее 1 микрона. Требуемая энергия измельчения составляла всего 200 кВт · ч / т. Никакая другая кофемолка не может производить субмикронный стеклянный порошок в таких больших количествах, потребляя при этом так мало энергии. Такой мелкодисперсный стеклянный порошок может иметь высокие цены в качестве промышленного сырья.
Общий объем навоза (коровьего, свиного, куриного и конского) в Соединенных Штатах примерно в 130 раз больше, чем человеческих отходов. Навоз имеет давнюю традицию использования в качестве эффективного удобрения. Однако при современном интенсивном сельскохозяйственном производстве объемы навоза могут превышать способность близлежащих пахотных земель поглощать питательные вещества, содержащиеся в навозе. В средствах массовой информации сообщалось о многочисленных случаях ненадлежащего внесения навоза, загрязняющего как поверхностные, так и подземные воды и серьезно влияющего как на здоровье человека, так и на окружающую среду.
Система KDS может превращать навоз в мелкий сухой порошок, который практически не содержит патогенов и неприятных запахов. В этом сухом состоянии (влажность около 10%) запах значительно уменьшается, и навоз можно хранить, эффективно транспортировать и продавать в качестве удобрения. Во время производства навоз можно смешивать с множеством других минералов и химикатов для производства индивидуальных удобрений. После обработки навоз можно гранулировать для удобного внесения на сельскохозяйственные угодья.Ключевыми преимуществами KDS Micronex ™ являются более низкие эксплуатационные расходы и небольшая занимаемая площадь по сравнению с обычными молотковыми мельницами и вращающимися барабанными сушильными системами. Площадь оборудования FASC составляет около 100 кв. Футов, что составляет примерно 1/5 размера обычных систем. Обычные системы также требуют значительно больше энергии для сушки навоза по сравнению с KDS Micronex ™. Сушеный навоз и другая биомасса также могут иметь ценность в качестве источника топлива. FASC и наше совместное предприятие Alternative Green Energy Systems разработали комплексные решения «под ключ» для экологически чистого и экономичного сжигания навоза и выработки «зеленой» энергии.
Фосфаты — это встречающаяся в природе форма фосфорного элемента, содержащегося во многих фосфатных минералах. В минералогии и геологии фосфат относится к породе или руде, содержащей ионы фосфата. Неорганические фосфаты добывают для получения фосфора для использования в сельском хозяйстве и промышленности. Минерал перерабатывается в KDS вместе с другими материалами для производства ценных удобрений. Недавняя переработка (3/2015) фосфата с 80% -ным содержанием воды и материала размером до 3 дюймов позволила получить выходной материал размером 200-325 меш (74-44 мкм) с 6% -ным содержанием воды.KDS использовал максимум 115 ампер при производительности 1,5 т / час. Производственная мощность может быть увеличена до 4+ тонн / час.
Мясокомбинаты производят много отходов, в том числе костей, при переработке животных в товарное мясо. Несъедобные мясные обрезки от переработки называются субпродуктами. Недавние опасения по поводу коровьего бешенства (BSE) сделали невозможным скармливать эти отходы и субпродукты скоту. Захоронение этих отходов также становится все более трудным.
Недавние испытания, проведенные FASC, показали, что после некоторой предварительной обработки отходы упаковки мяса и субпродукты могут быть преобразованы с помощью KDS Micronex ™ в мелкие, сухие порошки, которые почти полностью свободны от бактерий.Эти отходы необходимо сначала измельчить на кусочки размером 3 см и снова перемешать с полученным сухим продуктом перед подачей в KDS. Когда начальное количество сухого продукта недоступно, процесс можно запустить, подав смесь 50:50 измельченных мясных отходов с зерном или древесными отходами. Продукт можно использовать в качестве корма для рыб или в некоторых случаях даже в качестве корма для кур. Когда мясные отходы и зерно совместно измельчаются и сушатся в KDS до содержания влаги менее 12%, получается питательный продукт. Предыдущие эксперименты FASC с пищевыми отходами из ресторанов и окара также привели к аналогичным выводам.
Люцерна — очень питательная трава, которая широко используется в качестве корма для крупного рогатого скота. Часто люцерну используют как сено и соответственно тюкуют. Также можно гранулировать люцерну и кормить ею крупный рогатый скот. Для гранулирования необходимо сначала измельчить и высушить люцерну. Испытания FASC доказали, что машина KDS S8 может измельчать волокна сена люцерны длиной 25 см и с содержанием воды 25-30% до мелкого порошка размером 3 мм с максимальной потребляемой мощностью 75 кВтч / тонну при сушке до 17% -ное содержание воды.Таким образом, KDS может заменить 3 единицы оборудования — барабанную сушилку, молотковую дробилку и пневмотранспортер. Дальнейшие разработки проводятся для оптимизации применения KDS для измельчения люцерны.
KDS Micronex ™ превосходно измельчает минералы мягких пород до мелких частиц. Известняк, гипс, цеолит (клиноптилолит), ледниковая глина и другие минералы мягких пород перерабатываются в тонкий сухой порошок. Как правило, KDS Micronex ™ измельчает минералы мягких пород до размера частиц менее 75 микрон (менее 200 меш) при производительности более 2-3 тонн в час.Энергопотребление KDS Micronex ™ составляет 35-50 кВт · ч / тонну, что позволяет конкурировать с небольшими горизонтальными шаровыми мельницами, которые не обеспечивают дополнительной сушки.
Машина KDS была выбрана клиентами из Калифорнии и штата Вашингтон для измельчения известняка «растворного качества», фосфоритов и / или гипса. Крупность раствора (менее 75 микрон) необходима при внесении почвенных добавок в сельскохозяйственные культуры через ирригационные системы. KDS Micronex ™ использовался для обработки ледяной глины в мелкий порошок для использования в оздоровительных спа-центрах для ухода за телом.