Ручные станки для профнастила — Profilesteel.ru
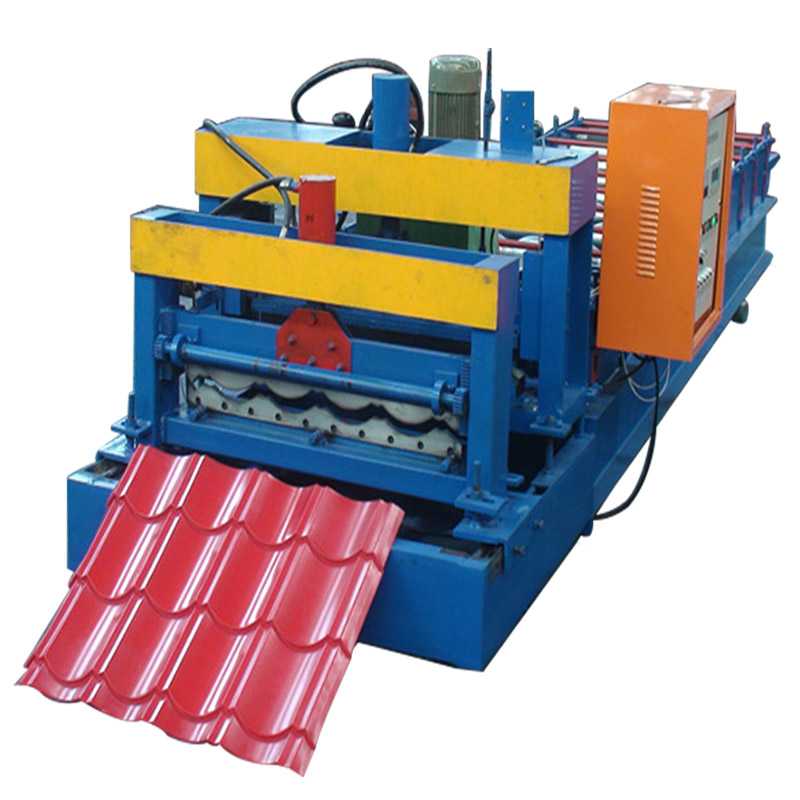
Фабричный ручной станок для профнастила — это надёжный агрегат, который позволяет получать из металлозаготовки профлисты различных фактур. Такие приборы можно встретить в цехах компаний самых разных спецификаций. Одни производят их на продажу, другие — для дальнейшего использования в интересах компании.
Конструкция и схема работы станка ручного типа
Чтобы купить ручной станок для изготовления профнастила именно той конфигурации, которая подойдёт под конкретные условия эксплуатации, нужно внимательно изучить устройство агрегата, познакомиться с его конструктивными особенностями и вникнуть в принцип работы. Только основательный подход позволяет выбрать нужную модель.
Конструкция ручного станка для производства профнастила
Станок ручного типа для получения профлиста в основе своей конструкции имеет три функциональных узла. Это:
-
Гибочный механизм.
 Он надёжно крепится к формованной станине. Данный механизм состоит из комплекса шестеренок и шарниров различного типа, которые в движение приводятся посредством рычагов с ручным управлением. Также к шестерёнкам и шарнирам интегрированы прижимная балка и гибочная матрица (данный элемент является сменным).
Он надёжно крепится к формованной станине. Данный механизм состоит из комплекса шестеренок и шарниров различного типа, которые в движение приводятся посредством рычагов с ручным управлением. Также к шестерёнкам и шарнирам интегрированы прижимная балка и гибочная матрица (данный элемент является сменным).
-
Подающий стол. Данный элемент часто называют задним столом. С него ведётся подача листовой заготовки по направлению к гибочному механизму. На столе нужно разместить лист и постепенно заправлять его в приёмный отсек механизма. В край подающего стола, как правило, интегрирован нож роликового типа. Материал, из которого может быть изготовлен роликовый нож, должен позволять разрезать порядка 25 километров металлического листа (толщина листа 0,5 миллиметра). Чаще всего ножи роликового типа изготавливаются из высокопрочной нержавеющей стали. Периодически нож можно подвергать заточке. Когда заточка уже невозможна или роликовый нож поврежден, должна быть возможность его заменить на аналогичный.

-
Принимающий стол с упорами-креплениями. Из названия понятно, что на данный элемент поступает металлический лист в процессе проката. Упоры такого стола можно настраивать его под конкретный профнастил. Также здесь имеет интегрированная пластина, которая служит для того, чтобы можно было максимально точно задать угол изгиба, который необходимо получить в итоге. Также данная пластина служит дополнительный фиксатором металлического листа.
 Он надёжно крепится к формованной станине. Данный механизм состоит из комплекса шестеренок и шарниров различного типа, которые в движение приводятся посредством рычагов с ручным управлением. Также к шестерёнкам и шарнирам интегрированы прижимная балка и гибочная матрица (данный элемент является сменным).
Он надёжно крепится к формованной станине. Данный механизм состоит из комплекса шестеренок и шарниров различного типа, которые в движение приводятся посредством рычагов с ручным управлением. Также к шестерёнкам и шарнирам интегрированы прижимная балка и гибочная матрица (данный элемент является сменным).
Конструкция ручного станка весьма простая. Это позволяет достаточно легко управлять им, эксплуатация представляется безопасной и надёжной.
Рабочий цикл ручного станка
Качественный профнастил на станке ручного типа можно получить, если агрегат будет работать примерно по следующей схеме:
-
Лист-заготовка из оцинкованной стали располагается на встроенном столе и основательно закрепляется зажимами.
-
Далее происходит формирование волны или трапециевидного изгиба. Для этого используется стальная балка. Как правило, на ручных станках для профнастила можно выбрать силу формирования изгиба (в соответствии с толщиной стального листа).
-
Формирование волны или трапеции контролируется специальными датчиками механического типа. Именно они и останавливают в нужный момент процесс изгибание.
-
Посредством контрольной шкалы осуществляется мониторинг угла сгибания и ход траверсы, соответственно.
-
Когда один изгиб готов, запускается отмотка металлического рулона.
-
Далее все перечисленные пункты повторяются снова.
-
Когда обработана необходимая по длине часть металлического листа, он отрезается интегрированным ножом (гильотинным).

Оснастка станка ручным приводом позволяет управлять процессом одной рукой. Весь процесс от начала и до конца, как правило, не требует серьезных усилий со стороны оператора.
Преимущества и недостатки
Ручной станок для производства профнастила часто приобретают как небольшие частные компании, так и крупные промышленные холдинги. Такая статистика позволяет полагать, что подобные агрегаты имеют ряд существенных преимуществ. А минусы если и есть, то они с лихвой перекрываются плюсами.
Преимущества
Опытные операторы ручных станков для профлиста отмечают следующие преимущества таких приборов:
-
Не нужно подключать агрегат к источнику электроэнергии. Единственный необходимый источник энергии — человек и человеческая сила.
-
Для установки системы нужно небольшое помещение или участок на открытом воздухе под навесом от осадков и солнца.

-
Для запуска производства нужны усилия всего лишь двух рабочих. При отлаженном цикле управлять станком может один человек.
-
Экономическая целесообразность приобретения личного станка для производства профилированных листов для дальнейшего использования компанией.
-
Производство можно наладить даже непосредственно на месте дальнейшего использования профлиста. Например, на крупной стройке.
-
Станку такого типа практически не требуется какое-то специальное техническое обслуживание. Достаточно регулярной смазки и регулировки при необходимости.
-
Относительно низкая цена покупки и эксплуатации. Ручные станки востребованы в Европе. Ведь в европейских странах очень дорогая электроэнергия.
Не случайно даже крупные предприятиям, на которых установлено и автоматизированное оборудование, не отказываются от части и ручных агрегатов.
Недостатки
Несмотря на все преимущества ручных станков для профнастила, есть у них и некоторые недостатки. Минусы следующие:
-
Ограниченность итогового профилированного листа по длине. Как правило, максимальная длина — 200-250 сантиметров.
-
Исходный материал — только оцинкованная сталь. Для использования других исходников необходимы специальные дополнительные матрицы.
-
Одна матрица — один тип профлиста.
Профессионалы из разных стран такие недостатки к критичным не относят.
Обзор ручных станков для изготовления профнастила
В России и странах СНГ востребованы ручные станки для профлиста самых разных конфигурация и производителей. Наибольшим спросом по ряду маркетинговых исследований пользуются следующие модели:
Наибольшим спросом по ряду маркетинговых исследований пользуются следующие модели:
К выбору любого станка нужно подходить профессионально. Если самостоятельно сделать выбор не получается, всегда можно обратиться за помощью к консультантам.
Станок для профнастила ручной и механизированный, листогиб для изготовления и производства, виды, особенности
Содержание статьи:
1. Механические листогибы
2. Механизированные листогибы
3. Технология изготовления профнастила
Профилированные листы из металла или профнастил довольно часто используется в строительстве. Материал является одновременно надежным и недорогим. Как правило, профнастил используют при монтаже временного сооружения (к примеру, складского ангара). Материал также применяют в процессе монтажа кровли и при облицовочных работах. Производство профнастила не предполагает больших трат. Некоторые строительные компании осуществляют изготовление материала прямо на площадках.
Виды оборудования для производства профнастила:
- механические листогибы;
- пневматические;
- гидравлические;
- магнитные;
- полуавтоматические;
- автоматические производственные линии.
Механические листогибы
Для изготовления профилированной поверхности металлического листа используется метод холодной штамповки. Но для начала необходимо подобрать несколько листов с ранее нанесенным цинковым или полимерным покрытием.
Существует специальный станок, на котором изготавливают профнастил в штучном количестве. На нем, в частности, можно гнуть доборные элементы – коньки, ендовы, фартуки и небольшие листы профнастила.
Чтобы привести такой станок в действие, требуется мускульная сила человека.
Рассмотрим технические возможности металлов для обработки:
- Толщина стали не должна превышать 1 миллиметра.

- Максимальная длина листа должна составлять около 2 метров.
- Угол изгиба должен быть равен 150 градусам.
Поместите лист на оборудованном столе, прижмите его планкой и при помощи рычага гните нужный профиль. Ручной станок для производства профнастила относительно недорогой и не занимает много места. Этот станок не подходит для сгибания профилей на полимерных листах, так как можно повредить защитный слой. Уязвимые места покроются ржавчиной, и лист будет протекать.
Механизированные листогибы
Механизированное оборудование представлено пневматическими, магнитными и гидравлическими станками. Область применения механизированного оборудования не отличается от области механического. Однако отзывы значительно лучше. Листогиб имеет электромагнитный прижим заготовки. Это позволяет гнуть стальные, медные и алюминиевые профили. Например, ручной станок для профнастила не гнет заготовку по всей длине и автоматически не определяет угол в 360 градусов.
Пневматический станок включает в себя пуансон. С помощью этого приспособления металлический лист вдавливается в матрицу. Для приведения пуансона в действие необходим сжатый воздух. Мощность такого станка существенно выше, чем у ручного. Это позволяет изготовить профнастил с углом изгиба в 90 градусов, а также автоматически рассчитать длину и толщину.
С помощью гидравлического оборудования для профилированных листов можно получить различные виды профилей. Вместе с этим обеспечивается производство больших объемов профнастила.
Гидравлический пресс действует по тому же принципу, что и пневматический. Листогиб для профнастила может включать числовое программное управление. Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила.
Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила.
Технология изготовления профнастила
Для того чтобы выпустить большую партию профилированных листов с различными характеристиками, используется метод холодного проката.
Производственная линия включает в себя:
- разматыватель;
- прокатный станок;
- ножницы;
- устройство для приема;
- систему автоматического управления процессом.
С помощью универсальных технологий по производству профилированного настила промышленным способом, можно изготовить все профили на одном листе.
Преимуществами такого метода является:
- Отсутствие перекатов и ошибок в геометрии.

- Точная геометрия каждого профиля.
- Равномерное напряжение металла по длине и ширине, а также высокое качество работы (линии профиля не трескаются).
Консольный рулонный разматыватель закрепляется на полу цеха с помощью анкерных болтов. Профнастил изготавливается из рулонного тонколистного металла (сталь). Материал покрыт защитным слоем из полимера, алюминия или меди. Весь рулон устанавливается в разматыватель. После этого лист движется в прокатный стан. Благодаря автоматической системе управления линией можно определить размеры заказа и обрезать рулон. Каждый лист проходит через прокатный стан, после чего формируется профиль. В соответствии с заданным размером, излишки отрезаются при помощи гильотинных ножниц (читайте также: «Станок для производства профнастила»).
Производить и продавать профнастил довольно выгодно. Именно поэтому станки пользуются такой популярностью у различных предприятий.
Именно поэтому станки пользуются такой популярностью у различных предприятий.
Оборудование устанавливается в отдельных цехах, в которых должны соблюдаться определенные требования:
- Использование грузоподъемного устройства, которое устанавливает рулоны на разматыватель. Вручную этот процесс осуществить невозможно.
- Минимальная температура в цеху должна составлять +4 градуса. Это связано с тем, что покрытия из полимеров дают трещины при более низкой температуре.
- Наличие площадей под рулоны, изготовленные заказы и другой материал.
Производство профнастила довольно популярно. Это связано с тем, что профилированный лист по цене значительно дешевле многих кровельных или облицовочных материалов.
При этом срок эксплуатации довольно длительный. Заводы, которые изготавливают профнастил, выпускают также металлочерепицу, металлическую сетку и сайдинг (прочтите статью: «Профлист или металлочерепица: что лучше»).
Если вы решили использовать профилированные листы для монтажа кровли, то не забывайте о звукоизоляции. Потому что во время дождя металл довольно сильно шумит. Профлисты можно приобрести прямо на заводах-изготовителях. Кроме того, вы можете обратиться в специализированные магазины, которые кроме продажи материала, обеспечат его бесплатную доставку.
Коробка по запросу® | Изготовление коробок из гофрированного картона на заказ
Упаковка для электронной коммерции | Индивидуальные транспортировочные коробки
Упаковка по требованию — это концепция упаковки, идеально подходящая для самых разных условий транспортировки. Вместо того, чтобы заказывать готовые коробки, на вашем предприятии устанавливается оборудование Box On Demand, что дает вам возможность изготавливать коробки нужного размера для каждого заказа (как одного, так и нескольких позиций). Каждая система Box On Demand адаптирована для вашей работы, включая нашу запатентованную платформу MATRIX™ для определения размеров и программное обеспечение для картонной упаковки, которые помогают вам минимизировать лишние расходы, максимизировать доход от доставки и повысить удовлетворенность клиентов.
Каждая система Box On Demand адаптирована для вашей работы, включая нашу запатентованную платформу MATRIX™ для определения размеров и программное обеспечение для картонной упаковки, которые помогают вам минимизировать лишние расходы, максимизировать доход от доставки и повысить удовлетворенность клиентов.
Запрос дополнительной информации
Преимущества
Преимущества упаковки подходящего размера
Использование коробки подходящего размера для ваших заказов улучшает защиту продукта и снижает потребность в дорогостоящем заполнении пустот.
Снижаются избыточные транспортные расходы (например, габаритный вес), в каждый грузовик помещается больше коробок (сокращается их углеродный след), а удовлетворенность клиентов повышается за счет уменьшения количества отходов, которые им приходится утилизировать.
Повышение экологичности
Уменьшая размер коробок и количество пустот, используемых в ваших упаковках, система Box On Demand снижает ваши расходы и углеродный след.
Артикул
Меньше отходов, больше места для Lippert Enterprises
Снижение затрат на упаковку и доставку на 20 % и сокращение времени упаковки на 25 % с помощью решения WestRock Box On Demand®.
Липперт Энтерпрайзис
Практический пример
Пример из практики Ames
Американский производитель инструментов Ames столкнулся с проблемой эффективной упаковки продукции различных размеров.
Пример Эймса
Решения
Упаковка может стать проблемой, если ваши продукты постоянно меняются в размерах и имеют широкие возможности настройки или персонализации. Box on Demand — это новый подход к поиску гофроупаковки для компаний, поставляющих сложные и постоянно меняющиеся продукты. С нашей системой коробок по требованию вы можете быстро и с минимальными затратами производить индивидуальную упаковку из гофрированного картона на собственном предприятии. Поскольку вы заказываете необработанный, непереработанный гофрокартон, стоимость упаковки остается неизменной для любой конфигурации, количества или дизайна.
Поскольку вы заказываете необработанный, непереработанный гофрокартон, стоимость упаковки остается неизменной для любой конфигурации, количества или дизайна.
Решения Box On Demand
Машины для производства коробок серии NextMode
Машины для изготовления коробок серии Compack
Автоматические машины для склеивания коробок
Решения для определения размеров коробок по требованию
Box On Demand Rack Pack™
Свяжитесь с нами
Хотите узнать больше?
Если вы заинтересованы в использовании меньшего количества волокна, исключении заполнения пустот и уменьшении расходов на вес DIM, то мы будем рады связаться и обсудить, какие решения подходят для вашего бизнеса. Обратитесь сегодня!
Запросить дополнительную информацию
Что влияет на стоимость изготовления коробки?
Когда производитель предлагает ваши коробки из гофрокартона, он принимает во внимание множество факторов, в частности предоставленные вами спецификации. В этой статье мы рассмотрим, как ваши спецификации влияют на производственные затраты на упаковку.
В этой статье мы рассмотрим, как ваши спецификации влияют на производственные затраты на упаковку.
В предыдущих статьях мы рассмотрели десятки способов снижения затрат на упаковку, в том числе за счет структурного проектирования, логистики и контроля качества. Однако по мере того, как вы уточняете окончательные детали дизайна вашей коробки, крайне важно, чтобы ваши спецификации были определены как можно точнее. Кажущиеся небольшими изменения могут потребовать нового предложения и потенциально иметь значительные финансовые последствия.
Давайте рассмотрим, как эти четыре фактора влияют на цену единицы продукции производителя:
- Материалы
- Заводские накладные расходы
- Конструкция упаковки
- Печать
Материалы являются самой большой стоимостью коробки. ваш материал и количество материала, которое вы используете, в значительной степени повлияют на стоимость ваших коробок.
Стоимость гофрокороба
(США)
Стоимость почтовой рассылки Poly
(Китай)
Использование переработанного содержимого
Количество переработанного содержимого в коробке из гофрокартона зависит от производителя и источника бумаги. Если вы запрашиваете более высокий процент переработанного содержимого, выходящий за рамки типичного диапазона фабрики, материал необходимо будет привезти специально для вашего заказа, что может увеличить ваши расходы.
Если вы запрашиваете более высокий процент переработанного содержимого, выходящий за рамки типичного диапазона фабрики, материал необходимо будет привезти специально для вашего заказа, что может увеличить ваши расходы.
Для коробок процент переработанного содержимого обычно составляет от 30% до 50%. Проверить точные проценты сложно, потому что сырье может колебаться от партии к партии. Если вы хотите обеспечить минимальное количество переработанного содержимого, мы рекомендуем использовать фабрики с сертификатом FSC Recycled. Имейте в виду, что более яркая белая крафт-бумага содержит меньше переработанного содержимого.
Сертифицированные материалы и фабрики
Существует ряд сертификатов упаковки, которые гарантируют, что материал или фабрика соответствуют определенным требованиям. Наиболее распространенными сертификатами коробок в США являются FSC, SFI и ISTA.
Фабрика коробок должна платить за сертификацию для использования сертифицированных материалов, и они должны платить больше за сами материалы, что может увеличить стоимость ваших коробок.
Количество материалов и отходов
Когда производитель знает, сколько коробок вам нужно, он оптимизирует использование наименьшего количества материала с наименьшим количеством отходов таким образом, чтобы это было наиболее эффективно для вашего тиража.
Например, если вы заказываете 20 000 коробок, производитель может изготовить штампы для резки и печатные формы, состоящие из четырех частей (создание 4 коробок за раз). Заготовки (предварительно нарезанные листы гофрированного картона) будут вырезаны по размеру этого инструмента для 4-х частей с наименьшим возможным количеством отходов.
Чтобы использовать еще меньше отходов и, соответственно, меньше материала, очевидным вариантом является уменьшение размера вашей коробки. Менее очевидный вариант — переключение направления открытия. В приведенном ниже примере вы можете видеть, что, хотя эти две коробки имеют одинаковый объем, когда коробка открывается с более короткой стороны, а не с более длинной стороны, она занимает на 10 % меньше материала.
Если вы подходите к конструкции коробки, вы можете оптимизировать ее еще больше. Например, производители по умолчанию производят коробки с рифлением (также известным как гофрирование), идущим вверх и вниз, чтобы придать коробке более жесткую структуру. Но если вы отправляете легкие предметы в коробках меньшего размера, направление гофрирования может быть не столь важным. Если вы согласны с изменением направления гофрирования, вы можете получить больше коробок из каждой заготовки и в целом использовать меньше материала.
Эти две коробки имеют одинаковые внутренние размеры, но когда коробка открывается с более короткой стороны, а не с более длинной стороны, она занимает на 10% меньше материала.
Заводские накладные расходы
Производители платят за оборудование, рабочую силу, электроэнергию и другие услуги, чтобы поддерживать работу своих заводов. Вот как эти расходы влияют на вашу упаковку.
Стоимость оборудования
Заводы с более новыми машинами могут нести более высокие производственные затраты, пока они все еще окупают свое оборудование. Старые машины (хотя они могут нуждаться в дополнительном обслуживании) уже окупились, что может привести к снижению производственных затрат.
Старые машины (хотя они могут нуждаться в дополнительном обслуживании) уже окупились, что может привести к снижению производственных затрат.
Экономия за счет масштаба
Рабочая сила и оборудование, необходимые для установки, такие же, как и для 100 000 коробок, поэтому чем больше единиц вы можете получить за счет затрат на установку, тем будет ниже себестоимость единицы.
Ручное производство
Производство коробок из гофрированного картона является высокоавтоматизированным, но некоторые процессы по-прежнему выполняются преимущественно вручную: трафаретная печать, горячее тиснение, тиснение фольгой, тиснение и тиснение.
Как вы понимаете, чем больше человеческого труда требуется для изготовления ящика, тем больше времени уходит на его изготовление и тем выше стоимость производства.
Количество шагов
Чем больше процессов или операций должно пройти ящик, тем дороже он будет стоить. Например, на некоторых фабриках человек может укладывать гофрированные листы на один конец машины, и машина будет печатать на обеих сторонах и резать коробки.
Например, на некоторых фабриках человек может укладывать гофрированные листы на один конец машины, и машина будет печатать на обеих сторонах и резать коробки.
Но не все машины могут печатать двусторонние и резать за один проход. Каждый раз, когда эту стопку коробок нужно перемещать в машину и вынимать из нее, стоимость рабочей силы увеличивается вместе со временем производства.
Однопроходные машины могут производить больше коробок за меньшее время, поскольку они могут печатать с двух сторон за один проход.
Конструкция упаковки
Количество коробок в партии и способ изготовления коробки определяют размер и мощность ее режущего штампа.
Нестандартные режущие штампы
Для большинства нестандартных коробок требуется нестандартный режущий штамп, за который вы платите как часть инструмента. Стоимость режущего штампа обычно пропорциональна его размеру. Чем больше материала потребуется для его изготовления, тем дороже он будет стоить.
Многоразовые штампы для резки
Одним из факторов, влияющих на скорость производства, является количество изделий, которые можно создать из каждого штампа или печатной формы. Режущая матрица 2-up, 3-up или 4-up требует больших вложений, поскольку требует больше материала. Но при больших количествах эти многокомпонентные режущие штампы окупаются, потому что фабрика может выполнить ваш заказ намного быстрее .
Производители всегда будут запускать столько изделий, сколько это экономически эффективно для производственного цикла. Они рассмотрят количество вашего заказа, прогнозируемое количество этого товара в течение года и размер вашей коробки, чтобы найти оптимальное соотношение цены и эффективности.
Пакетная упаковка
Пакетная упаковка подразумевает группировку нескольких предметов на одном листе для одновременной резки и печати. Это отличная стратегия экономии, если у вас есть несколько изделий из гофрированного картона, которые вы заказываете в одном и том же соотношении.
Например, если у вас есть коробка со специальной вставкой, которая выходит с каждой поставкой, вы можете объединить оба предмета в одну режущую матрицу, чтобы платить за один производственный цикл вместо двух. Имейте в виду, что, поскольку групповые изделия производятся одним тиражом, все они будут изготовлены из одного и того же материала с использованием одного и того же процесса печати.
Если коробку можно совместить с вкладышем, изделия можно будет производить за один проход вместо двух.
Печать и нанесение покрытий
Для большинства крупногабаритных заказов на коробки требуется печать на пластинах. При печати на основе пластин для каждого цвета в вашем дизайне требуется собственная печатная форма, и машины могут обрабатывать до восьми цветов за один проход, в зависимости от продукта и фабрики.
Процесс печати
Флексографская и литографическая печать являются наиболее распространенными способами печати коробок.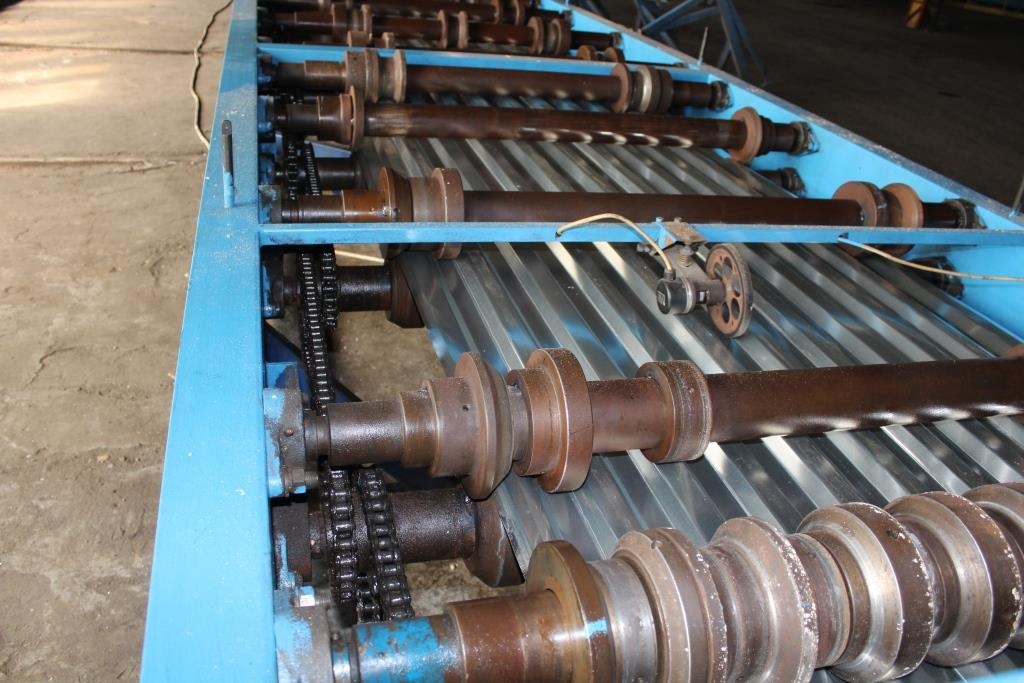 Стоимость этих печатных форм является частью ваших инструментов, которые изготавливаются для ваших конкретных работ на вашей конкретной фабрике. Когда вы меняете иллюстрацию или меняете фабрики, вам, вероятно, придется инвестировать в новые инструменты.
Стоимость этих печатных форм является частью ваших инструментов, которые изготавливаются для ваших конкретных работ на вашей конкретной фабрике. Когда вы меняете иллюстрацию или меняете фабрики, вам, вероятно, придется инвестировать в новые инструменты.
Литографические печатные формы являются исключением, поскольку они рассчитаны только на один производственный цикл. Новые пластины для офсетной печати изготавливаются при каждом производственном цикле, и с вас может взиматься номинальная периодическая плата за установку.
С другой стороны, флексографские пластины служат намного дольше, и производитель часто заменяет их по мере ухудшения качества с течением времени без дополнительных затрат.
Покрытия
Такие покрытия, как водные, софт-тач или УФ, дороже, чем традиционные чернила. Многие покрытия должны проходить через машины медленнее для адекватной сушки или отверждения, и эти машины часто более совершенны. Материалы, время производства и накладные расходы, связанные с покрытиями, могут увеличить стоимость вашей упаковки.
Детали графики
Для дизайна со сложными деталями печати могут потребоваться машины с более точными возможностями печати, которые доступны только на нескольких фабриках. Стоимость, обслуживание и спрос на эти машины могут увеличить ваши затраты на печать.
Основа для чернил
Чернила на водной и масляной основе входят в стандартную комплектацию и стоят меньше, чем альтернативные чернила на основе сои и водорослей. В то время как альтернативные чернила более дорогие из-за заводской доступности, чернила составляют небольшую долю от общей стоимости, что делает увеличение удельной стоимости относительно небольшим.
Цвет чернил
Фабрики уже имеют предварительно смешанные чернила CMYK (голубой, пурпурный, желтый и черный). С другой стороны, цвета Pantone (PMS) должны смешиваться на заказ, поэтому они дороже. Если вы печатаете в системе CMYK, некоторые цвета (особенно оранжевый и фиолетовый) сложно воспроизвести точно, и для точного соответствия потребуются специальные чернила PMS.