Синхронизированный гидравлический листогибочный станок с ЧПУ PBH 160/3100 SMD (Нидерланды)
Прессы серии PBH, оснащенные современными электронными и гидравлическими устройствами, обеспечивают высокоточную и скоростную гибку листового металла. Синхронизация работы гидроцилиндров обеспечивается электромагнитными клапанами, контролируемые системой ЧПУ. Прессы являются базовыми для создания высокомеханизированных и автоматизированных участков обработки листового металла с высоким качеством продукции, хорошей производительностью и удобством в работе.
Краткое описание и основные особенности:
- Рама изготовлена из специальной стали и собрана в коробчатую конструкцию что позволяет обеспечивать высокую жесткость с хорошими показателями точности станка при высокой скорости работы;
- Электро-гидравлическая система, состоящая из мотор-помпы производства Германии и электромагнитных клапанов, полностью контролируемых системой ЧПУ, а так же наличие оптических линеек Heidenhain по оси Y1 и Y2 позволяют достигать полной синхронности работы гидроцилиндров с точностью позиционирования ползуна 0,01 мм;
- Гидравлической компенсацией прогиба рабочего стола, для обеспечения постоянной величины ввода пуансона в матрицу по всей длине гибки, что обеспечивает выполнение заданных параметров сгибания в автоматическом режиме;
- На прессе установлен задний упор с комплектом упорных блоков, перемещение которого обеспечивается за счет высокоточных ШВП и двигателя переменного тока, контролируемых системой ЧПУ;
- Пресс оснащен удобной в эксплуатации и многофункциональной системой ЧПУ, производство Нидерланды, оборудованная мощным и интуитивно понятным графическим интерфейсом, идеальное сочетание простоты и технологической мощности.

- Система ЧПУ – автоматически вычисляет и оптимизирует работу пресса, показывая на графическом дисплее последовательность гибки, выводя на дисплей для оператора каждый шаг работы и сообщает о возможных ошибках, которые может совершить оператор;
- Простое использование интерфейса, предполагает быструю и простою переналадку на новый производственный процесс.
- Все что должен знать оператор – это основные характеристики материала (длина, толщина, вид материала), необходимый профиль изгиба и инструмент которым пользуется;
- Обеспечивает автоматические циклы гибки листового материала;
- Позволяет использовать систему быстрой смены инструмента;
- Обеспечена современная система защиты рабочей зоны.

Стандартная комплектация гибочного пресса:
| Серия PBH |
Гидравлическая система: Rexroth, (Германия), полное управление с ЧПУ всеми электро-гидравлическими системами,включая блок клапанов давления, блок клапанов синхронизации, блок клапанов подачи, масляной насос SUMITOMO, (Япония). |
Устройство ЧПУ: DELEM DA56, (Нидерланды), программирование в режиме 2-мерной графики. Управление 3-мя осями (Y1+Y2+X) |
Перемещение по осям: по оси X 500 мм, скорость 200 мм/сек; перемещение выполняется с помощью ШВП по линейным направляющим от привода серводвигателя; два упора можно вручную отвести влево или вправо вдоль по направляющим; |
Задний упор имеет два упорных блока, регулируемых по высоте и расстоянию между ними |
Система крепления инструмента AMADA-PROMECAM |
Станок оснащен комплектом механических зажимов, для смены инструментов пуансона, на столе, установлена двухручьевая матрица типа 2-V. (включая один набор инструментов на всю длину) |
Две передние поддерживающие опоры |
Боковое защитное ограждение с двух сторон и заднее защитное ограждение |
Выносная педаль управления с кнопкой аварийной остановки |
Инструкция по эксплуатации и обслуживанию станка |
Набор инструмента для обслуживания |
Шестигранник для установки инструмента |
Станок окрашен полиуретановой краской |
CE исполнение |

Электронно-гидравлическая система синхронизации работы цилиндров верхней траверсы и гидравлическая система компенсации прогиба нижней траверсы.
Дополнительные опции:
| Серия PBH |
Две передние поддерживающие опоры с перемещением по линейны направляющим |
Две синхронизированные, управляемые ЧПУ передние поддерживающие опоры |
Дополнительный задний упор (ось Z) |
Увеличение хода заднего упора по оси Х до 750 мм |
Увеличение хода заднего упора по оси Х до 1000 мм |
Система защиты по стандарту СЕ LaserSafe LZS003 |
Специальный инструмент, (4-х, 1-на ручейковая матрица) |
Быстросменный зажим инструмента |
Гидравлический зажим верхнего инструмента |
Гидравлический зажим нижнего инструмента |
Гидравлическая система компенсации прогиба траверсы с управлением гидроцилиндрами компенсации от ЧПУ |
Устройство охлаждение гидравлики (Demostic, Hydac) |
Устройство контроля постоянной температуры масла Demostic |
Смена ЧПУ: |
Изменение конфигурации автоматически управляемых осей:
| Серия PBH |
стандартная конфигурация Y1+Y1+X |
Y1+Y1+X+R (+V) |
Y1+Y1+X+R+Z1+Z2 (+V) |
Y1+Y1+X+R+Z1+Z2+X1 (+V) |
Y1+Y1+X1+X2+R1+R2+Z1+Z2 (+V) |
Передние поддерживающие опоры |
|
Две передние поддерживающие опоры с перемещением по линейны направляющим |
|
Синхронизированные, управляемые ЧПУ передние поддерживающие опоры |
|
система электромагнитных клапанов |
|
гидронасос |
|
гидравлическая система компенсации прогиба траверсы (опция) |
|
механический зажим инструмента |
|
быстросменный зажим инструмента (опция) |
|
двухручейковая матрица |
|
одноручейковая матрица (опция) |
|
четырехручейквая матрица (опция) |
|
гидравлический зажим инструмента (опция) |
|
световая система защиты(опция) |
|
лазерная система защиты (опция) |
Конфигурации автоматически управляемых осей задних упоров:
ось X |
|
оси X+R (опция) |
|
оси X+R+Z1+Z2(опция) |
|
оси X+R+Z1+Z2+X1 (опция) |
|
оси X1+X2+R1+R2+Z1+Z2 (опция) |
Delem DA56 (Нидерланды)
- 2D моделированием процессов гибки
- Дисплей LCD 10,4’’
- Память 32 Мб
- Функция диагностики;
- Автоматическое позиционирование 2-х задних упоров по 6 осям и расчет усилия по заданным параметрам гибки
- Библиотека пуансонов и матриц
- Автоматическая или ручная установка последовательности сгибов
- Автоматическая настройка рабочих скоростей
- Хранение и вызов программ
- Диалоговая программа имеет несколько языков
Таблица определения усилий листогибочного пресса:
В таблице указываются удельное усилие (Р, кН/м), которое необходимо приложить к листовому материалу определённой толщины (S, мм), чтобы получить изгиб необходимого радиуса (R, мм). Данные приводятся для материала длиной 1 м. Таблица рассчитана для листового материала с прочностью o=450 Н/мм2 (углеродистая конструкционная сталь). Результат расчёта усилий необходимо пропорционально изменить в случае, когда показатели прочности имеют другие значения.
Данные приводятся для материала длиной 1 м. Таблица рассчитана для листового материала с прочностью o=450 Н/мм2 (углеродистая конструкционная сталь). Результат расчёта усилий необходимо пропорционально изменить в случае, когда показатели прочности имеют другие значения.
Получаемые профили:
Производитель: SMD
Родина бренда: Нидерланды
| Усилие, кН | 160 |
| Длина рабочего стола, мм | 3100 |
| Расстояние между колоннами, мм | 2600 |
| Глубина зева, мм | 410 |
| Расстояние между столом и траверсой, мм | 480 |
| Ход траверсы, мм | 215 |
| Скорость опуская, рабочая, подъема верхней траверсы, мм/сек | 130/10/110 |
| Объем масленого бака, л | 360 |
| Мощность двигателя, кВт | 11 |
| Габариты (ДхВхШ), мм | 3580х2480х1635 |
| Вес нетто, кг | 10700 |
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Как не ошибиться при выборе листогибочного станка с ЧПУ
Листогиб, как понятно по названию, — это станок, который загибает листы. Он создает детали, путем холодной гибки заготовок из листового металла.
Для чего его используют? Самый понятный пример — вентиляционные коробы.
Все листогибочные станки работают по одной схеме: балка зажимает лист металла, а гибочные траверсы гнут его под давлением. С помощью датчиков линейного перемещения оператор регулирует, где будет сгиб. Иногда дополнительно используют задний упор. Его положение меняют, исходя из размера изгибаемой части.
На российском рынке предлагают 3 вида листогибочных станков:
- Китайские новые.
- Турецкие новые.
- Европейские, но б/у — санкции мешают новым поступлениями.
Дальше, выбираем завод-производителя. Нужно обращать внимание:
- На срок поставки.
- На комплектующие, которые использует производители. Качество.
- Можно ли комплектующие найти в наличии в России.
Компания Lasercut поставляет гибочные станки с ЧПУ под заказ напрямую с завода Wattsan. Wattsan изготавливает для 20 стран мира, а комплектующие его станков всегда в наличии.
А дальше уже выбираем листогибочный станок под СВОИ задачи.
Чтобы выбрать гибочный станок для листового металла, вы должны точно знать, что будете на нем делать.
Рынок предлагает разные варианты листогибов, но для промышленного производства популярны 4 вида:
- электрогидравлический,
- торсионный гидравлический пресс,
- электромеханический,
- механический.
Последние два мы сразу отсечем. Цена электромеханических станков будет значительно выше, а механический уже морально устарел. Они были популярны до выхода на рынок электрогидравлических станков с сервоприводом, которые не уступают механическим в точности.
Мы не станем рассматривать пневматические станки, так как для них проблема работать с большой толщиной от 1,5 мм.
Конечно, есть еще совсем экономичная версия — ручной листогиб, но чтобы привести его в движение, надо приложить физическую силу. А чтобы загнуть металл 2 мм, придется на миг стать самым сильным человеком в мире. А такое подходит скорее для разовых и не слишком сложных задач. Мы же хотим раскрыть тему листогибочного станка для массового, серийного производства.
А чтобы загнуть металл 2 мм, придется на миг стать самым сильным человеком в мире. А такое подходит скорее для разовых и не слишком сложных задач. Мы же хотим раскрыть тему листогибочного станка для массового, серийного производства.
Гидравлический или электрогидравлический гибочный станок?
У гидравлических листогибов, он же торсионный гидравлический пресс, выделяют такие преимущества:
- Экономно потребляет энергию.
- Сгибает листы металла толщиной 0,5-5 мм.
- Обеспечивает безопасную работу.
- Бесперебойно работает в режиме 24/7.
- Не ломается — высокая надежность оборудования.
- Не шумит и не вибрирует при работе.
- Создает детали высокого качества.
Но какой выбрать? Решите, какая точность нужна для ваших задач. Если вы хотите делать ветеринарные столы и мангалы, то вам не нужен четкий угол сгиба. Например, гиб листа 90 градусов, который в реальности на ± пару градусов, никак не повлияет на конечное качество изделия. Так как цель гиба для таких изделий — не идеальная повторяемость во всей партии деталей, а просто хороший гиб. Берите гидравлический листогибочный станок. Он не отличается идеальной точностью и повторяемостью, но довольно просто регулируется и более экономичен для приобретения.
Например, гиб листа 90 градусов, который в реальности на ± пару градусов, никак не повлияет на конечное качество изделия. Так как цель гиба для таких изделий — не идеальная повторяемость во всей партии деталей, а просто хороший гиб. Берите гидравлический листогибочный станок. Он не отличается идеальной точностью и повторяемостью, но довольно просто регулируется и более экономичен для приобретения.
Гидроцилиндры в нем соединены через торсионный вал. Запускается один — второй начинается двигаться синхронно, что обеспечивает очень надежную работу всей гидравлической системы.
Конструкция гидравлического листогибочного станка с торсионными валамиА если вы делаете вентиляционные коробы, то точность важна, так как коробы будут соединяться между собой. Нужна не только точность одной детали, но и повтор этой точности для всей партии. Вентиляционная система состоит из нескольких коробов, если один из них отличается, то змейка не получится. В этом случае берите электрогидравлический листогибочный станок.
В его гидравлической системе установлены пропорциональные клапаны и оптические датчики для синхронизации обоих цилиндров. Именно поэтому он и называется электрогидравлическим, эти элементы и дают супер точность, повторяемость, параллельность и высокое качество конечных изделий.
Вот такие вентиляционные коробы можно и нужно делать на электрогидравлических станках
Выбрать гидравлический или электрогидравлический станок вы можете в каталоге компании Lasercut.
С точностью решили, дальше выбираем тоннаж листогибочного станка, то есть усилие, которое нужно станку, чтобы гнуть металл. А для этого — определить параметры заготовки:
Максимальная длина заготовки → Толщина заготовки → Материал → Минимальный радиус гибки
Правило: расчетный тоннаж + 20%.
Необходимый тоннаж для листогибочного станка — это расчетный тоннаж, который посчитали по таблице или специальному калькулятору для самого толстого материала, который вы собираетесь гнуть + 20%.
Максимальная длина заготовки
Это металлический лист, который помещается в станок. Его размеры влияют на длину гиба, раскрытия, зева, расстояния между рабочими цилиндрами и на тоннаж.
Схема параметров листогибочного станкаВыбрать листогибочный станок Wattsan
Если длина гиба будет больше 1,5 метра, то в станке должна быть предусмотрена система бомбирования. Она следит, чтобы угол гиба по всей длине заготовки был одинаковым. Дело в том, что если давить на металл с бOльшой силой по краям, то в середине появится недогиб. Так работает физика. А система бомбирования делает гибочный стол выпуклым к центру, учитывая давление на лист по краям, и делает гиб равномерный по всей длине. Привод этой системы бывает ручным и моторизированным.
Во всех листогибочных станках Wattsan серии А1 и M1 система бомбирования идет в стандартной комплектации.
Прогиб появляется в момент давления балки на лист. Если образовавшийся зазор не компенсировать таким же прогибом со стороны стола, то деталь по длине будет иметь неровамерный угол.
Что стоит учитывать, если вы возьмете листогибочный станок для длинного материала:
Пресс на длину 1600 метров и без ЧПУ испортит жизнь оператора. Время на наладку займет много — для серийной гибки такое не подойдет.
На производствах обычно вместе с листогибочным оборудованием работает еще и лазерный станок для резки металла, для того чтобы раскроить материал под удобный размер и дальше гнуть его на листогибе.
Толщина заготовки
Тоннаж важен для толщины материала, который вы хотите гнуть. Как вы понимаете, усилие, которое необходимо применить для того, чтобы согнуть алюминия 1 мм и алюминия 5 мм будет разное.
- Сравнение усилий гибки для алюминия 1 мм
- Сравнение усилий гибки для алюминия 5 мм
Такая зависимость есть и с длинной материала. Чем длиннее материал, тем больше нужен тоннаж.
Материал
Для разных металлов нужно разное усилие при гибке. Потому что у каждого металла свои свойства: предел текучести, плотность, пластичность и т. п.
п.
- Сравнение усилий гибки для алюминия и стали
- Сравнение усилий гибки для алюминия и стали
Для того чтобы загнуть 1 мм алюминия и 1 мм стали, понадобятся разное усилие гибки. Алюминий мягче стали, поэтому его легче гнуть.
Минимальный радиус гибки
Работа в холодной гибке требует соблюдения соотношения радиуса изгиба, толщины металла и размера самого листа. Если этого не соблюдать, то уменьшится прочность заготовки, появятся повреждения. Согнете металл, а он возьмет и сломается. Грустно. Брак.
Угол, на которой станок будет гнуть лист, зависит от выбранного инструмента: матрицы и пуансона. На листогибочный станок можно поставить любой инструмент. Не надо учитывать то, есть ли нужный вам инструмент на аппарате, выбирая листогибочный станок. Вы сами выберите инструмент, с которым доставят станок.
Дополнительные опции
Мы рассмотрели основные параметры, которые вы должны знать, выбирая станок для гибки листового металла. Но у листогибочных станков есть дополнительные опции, например, количество осей.
Но у листогибочных станков есть дополнительные опции, например, количество осей.
Для гибки простых изделий — уголков и швеллеров, достаточно заднего упора, перемещаемого по 2 осям Х и R: горизонтальное и вертикальное перемещение.
Но если нужна деталь сложной формы, то купите листогиб, у которого до 6 дополнительных осей.
Схема осей листогибочного станкаНапример, дополнительные оси Z1 и Z2, которые отвечают за линейное перемещение задних упоров влево и вправо.
А еще дополнительной опцией может стать:
- Система ЧПУ или логический контроллер.
- Механическая компенсация прогиба балки, та самая система бомбирования, о которой мы писали выше — ручная или моторизированная.
- Лазерная защита рук оператора и лазерный барьер.
- Система автогиба тяжелых листов.
- Гидравлический зажим инструмента.
- Система контроля температуры масла для цехов с перепадами температур.
- Защитное ограждение станка и не только.

Последнее
Как мы выяснили, главное при выборе листогибочного станка для листового металла — понимать, какую заготовку и как вы хотите ее гнуть: вид материала, его длина, толщина, радиус и сложность изгиба. Не только представлять… А иметь параметры детали, которая должна получиться в конце. Потом решить, какие дополнительные опции нужны и а итоге вы получите конечную цену.
И вот вы выбрали станок: он приехал, предположим, вы даже его распаковали, а дальше что?
При выборе листогибочного станка спросите о пусконаладке, сервисе и обслуживании станка. Это предупредит возможные проблемы со станком, непредвиденные поломки и уменьшит риск простоя производства.
Выбрать и купить листогибочный станок от производителя можно в компании Lasercut. За сервисом тоже обращайтесь к нам.
Модели листогибочных станков для листового металла Wattsan серии А1Станки для гибки оправки | Трубогибы с оправкой Ercolina
Качественные повторяющиеся изгибы
Машины для гибки труб и профилей Ercolina способны изгибать многие материалы радиусом до 1″ x диаметр.
- Сталь
- Нержавеющая сталь
- Алюминий
- Титан
- Латунь
- Экструзия
Улучшенная конструкция
Трубогибы Ercolina более прочные и универсальные, чем традиционные устаревшие технологии «поворотного рычага». Ось гибки расположена непосредственно под пресс-формой и поддерживает ее, что устраняет необходимость в стяжках и предотвращает проскальзывание материала. Усилие изгиба, создаваемое шпинделем, противодействует прижимной матрице, которая постоянно контролируется и автоматически регулируется для постоянного давления на протяжении всего цикла гибки. Внутренняя конструкция гибочного станка серии Giga включает шпиндель и подшипник большого диаметра, что обеспечивает максимальную жесткость. Трубогибочные станки Ercolina с ЧПУ на оправке спроектированы с использованием современных технологий и стандартов станков. Производительность оценивается по размеру материала, а также по модулю сечения, что позволяет заказчику определить истинную производительность машины для применения.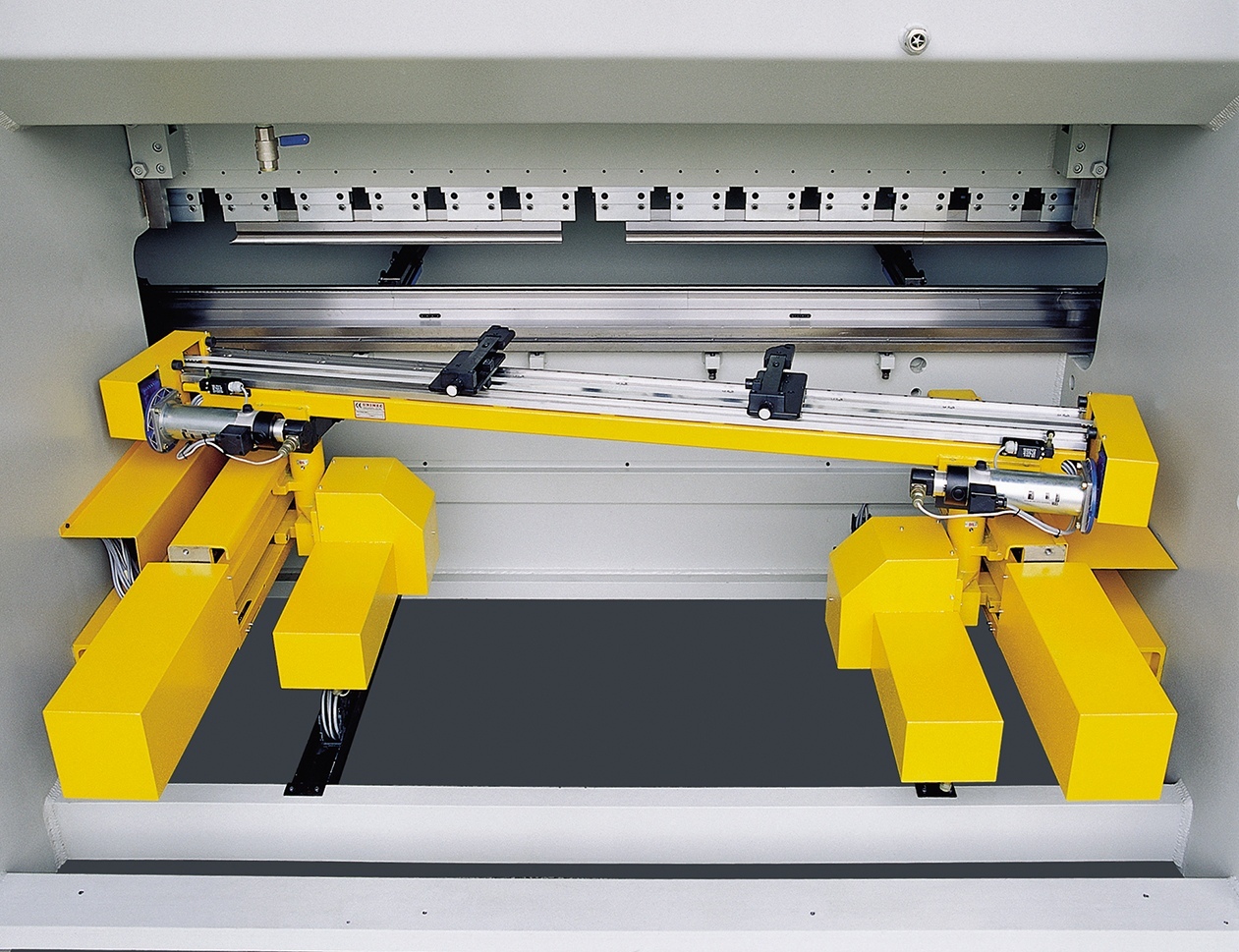 Если вы планируете приобрести станок для гибки труб, труб или профильных оправок для тяжелых условий эксплуатации, обратите внимание на преимущества Ercolina.
Если вы планируете приобрести станок для гибки труб, труб или профильных оправок для тяжелых условий эксплуатации, обратите внимание на преимущества Ercolina.
Традиционные трудности с зажимом поворотного рычага
Зажимной штамп станков с поворотным рычагом монтируется на держателе, опирающемся на салазки, встроенные в верхнюю часть «поворотного рычага». Узел рычага «качается» при вращении гибочной матрицы.) Зажимная матрица при закрытии по своей природе создает огромную смещающую нагрузку на гибочную матрицу. Это может привести к наклону гибочной матрицы. Когда гибочная матрица вращается, этот наклон приводит к постоянно меняющемуся соотношению вне плоскости между гибочной матрицей и как прижимной матрицей, так и зачистной матрицей. Чем старше станок и оснастка, тем хуже становится состояние. Когда гибочная матрица наклоняется под нагрузкой зажима, верхние части поверхности зажима фактически отрываются от заготовки, что приводит к уменьшению усилия зажима.
Поскольку при гибке больших заготовок требуются чрезвычайно высокие зажимные и изгибающие усилия, это явление наклона требует использования верхних стяжек, центральных стоек, множества прижимных болтов и гибочных штампов с фланцем на поворотных гибочных станках. Механизмы зажима рычажного типа, используемые на большинстве трубогибочных станков с поворотным рычагом, создают неопределенное избыточное усилие зажима в его мертвой точке до достижения заблокированного положения сверхмертвой точки. При зажиме механическим устройством с гидравлическим приводом невозможно использовать гидравлические манометры для измерения истинного зажима.
Механизмы зажима рычажного типа, используемые на большинстве трубогибочных станков с поворотным рычагом, создают неопределенное избыточное усилие зажима в его мертвой точке до достижения заблокированного положения сверхмертвой точки. При зажиме механическим устройством с гидравлическим приводом невозможно использовать гидравлические манометры для измерения истинного зажима.
По мере того, как гибочные станки становятся больше, узел поворотного рычага становится непропорционально более массивным, чтобы создавать необходимые усилия зажима и вмещать до 5 гибочных штампов X D. Главная балка гибочного станка с поворотным рычагом находится под прямым углом к салазкам пресс-формы. Эти гибочные станки используют неподвижную основную раму для функций, связанных с переменным расположением осевой линии заготовки, таких как поддержка 3-осевых направляющих каретки и установка экстрактора оправки. Тяжелые нагрузки, создаваемые более крупными заготовками, передаются через излишне сложные и/или непрямые механизмы. Кроме того, рычаг и зажим становятся помехой при продвижении трубы между изгибами. Эта трудность может быть решена либо с помощью откидного зажимного механизма, либо с помощью отдельного поворотного коаксиального поворотного рычага и главного вала, каждый из которых более сложный и слабый, что представляет собой компромисс для устаревшей конструкции машины. Устранение помех зажима механическими средствами увеличивает затраты на техническое обслуживание и снижает надежность.
Кроме того, рычаг и зажим становятся помехой при продвижении трубы между изгибами. Эта трудность может быть решена либо с помощью откидного зажимного механизма, либо с помощью отдельного поворотного коаксиального поворотного рычага и главного вала, каждый из которых более сложный и слабый, что представляет собой компромисс для устаревшей конструкции машины. Устранение помех зажима механическими средствами увеличивает затраты на техническое обслуживание и снижает надежность.
Конструкция с осью C
В перемещении по оси C используется один двухскоростной гидравлический цилиндр для управления функциями изгиба и возврата, простота регулирования, минимальные размеры гибочной головки, что снижает общую занимаемую площадь машины. C Ось приводится в движение двумя цепями, непосредственно соединенными с осью, что устраняет звездочки и люфт в оси. Давление обратного изгиба контролируется на уровне 50 бар в целях безопасности. Ось гибочной головки перемещается для регулировки осевой линии, поддерживая выравнивание оси с кареткой оправки. Ось головки изгиба, регулируемая по радиусу осевой линии формирователя, поддерживает выравнивание оси. Модели с ЧПУ7 имеют моторизованное выравнивание осей для выравнивания гибочной головки, а также загрузки и выгрузки заготовок. Механическая регулировка радиуса центральной линии гибочной головки позволяет столу оправки оставаться неподвижным и жестким. Все литые детали имеют сертифицированную стальную конструкцию GS500 Spheroid. Многочисленные усовершенствования конструкции и патенты устраняют устаревшие механические системы и ненужную массу.
Ось головки изгиба, регулируемая по радиусу осевой линии формирователя, поддерживает выравнивание оси. Модели с ЧПУ7 имеют моторизованное выравнивание осей для выравнивания гибочной головки, а также загрузки и выгрузки заготовок. Механическая регулировка радиуса центральной линии гибочной головки позволяет столу оправки оставаться неподвижным и жестким. Все литые детали имеют сертифицированную стальную конструкцию GS500 Spheroid. Многочисленные усовершенствования конструкции и патенты устраняют устаревшие механические системы и ненужную массу.
Выбор подходящей каретки
Многие менее дорогие и плохо спроектированные гибочные станки не имеют каретки или имеют только модели с ручным управлением. Делительная тележка Ercolina с приводом продвигает и вращает заготовку между гибами. В первую очередь каретка представляет собой погрузочно-разгрузочный механизм, позиционирующий заготовку для каждого изгиба так же точно, как каретка гибочного станка с ЧПУ. Стандарт с позиционирующей задней бабкой для управления перемещениями Y и B, что означает расстояние между изгибами DBB и POB, что означает плоскость изгиба POB Включает стандарт DRO. Задняя бабка с гидравлическим зажимом и разъемной цанговой вместимостью позволяет надежно удерживать материал. Одним из наиболее важных преимуществ каретки с приводом на большом трубогибочном станке является механизированная загрузка, позиционирование и выгрузка тяжелой заготовки, особенно когда трубу или трубку необходимо вытянуть на большое расстояние. над плотно прилегающей оправкой. Базовый трубогиб дополняется балкой каретки без каких-либо конструктивных компромиссов. Поскольку главная балка и приводной цилиндр находятся под направляющей пресс-формы, а не под балкой оправки, как в большинстве гибочных станков, каретка спроектирована с учетом высоты центральной линии инструмента гибочного станка, а не наоборот. Когда каретка добавляется к традиционному гибочному станку с поворотным рычагом, высота центральной линии матрицы для гибки должна быть увеличена, чтобы соответствовать высоте цанги каретки над главной балкой. Эта дополнительная высота инструмента усугубляет риск перекоса матрицы для гибки.
Задняя бабка с гидравлическим зажимом и разъемной цанговой вместимостью позволяет надежно удерживать материал. Одним из наиболее важных преимуществ каретки с приводом на большом трубогибочном станке является механизированная загрузка, позиционирование и выгрузка тяжелой заготовки, особенно когда трубу или трубку необходимо вытянуть на большое расстояние. над плотно прилегающей оправкой. Базовый трубогиб дополняется балкой каретки без каких-либо конструктивных компромиссов. Поскольку главная балка и приводной цилиндр находятся под направляющей пресс-формы, а не под балкой оправки, как в большинстве гибочных станков, каретка спроектирована с учетом высоты центральной линии инструмента гибочного станка, а не наоборот. Когда каретка добавляется к традиционному гибочному станку с поворотным рычагом, высота центральной линии матрицы для гибки должна быть увеличена, чтобы соответствовать высоте цанги каретки над главной балкой. Эта дополнительная высота инструмента усугубляет риск перекоса матрицы для гибки. Длина перемещения и нагрузки также не ограничивается длиной главной балки трубогиба и не требует удлиненной рамы или других модификаций. Каретка движется по ровному грунту, по круговым путям для плавного движения (движение расстояния между изгибами) – приводится в движение мощным гидравлическим двигателем через зубчатую рейку. Вращение патрона (движение в плоскости изгиба) также осуществляется с помощью гидравлического привода. Каретка обеспечивает безопасное и точное позиционирование одним человеком с механическим приводом для перемещения на расстоянии между изгибами и в плоскости изгиба. Позиционирование достигается за счет использования цифровых энкодеров со считыванием для каждой оси. Каретка с приводом устраняет необходимость в дополнительных операторах, снижает трудозатраты и повышает точность. Каретки с механическим приводом идеально подходят для операций с несколькими изгибами, требующих большей точности. Охладитель гидравлического масла работает в переменных температурных условиях.
Длина перемещения и нагрузки также не ограничивается длиной главной балки трубогиба и не требует удлиненной рамы или других модификаций. Каретка движется по ровному грунту, по круговым путям для плавного движения (движение расстояния между изгибами) – приводится в движение мощным гидравлическим двигателем через зубчатую рейку. Вращение патрона (движение в плоскости изгиба) также осуществляется с помощью гидравлического привода. Каретка обеспечивает безопасное и точное позиционирование одним человеком с механическим приводом для перемещения на расстоянии между изгибами и в плоскости изгиба. Позиционирование достигается за счет использования цифровых энкодеров со считыванием для каждой оси. Каретка с приводом устраняет необходимость в дополнительных операторах, снижает трудозатраты и повышает точность. Каретки с механическим приводом идеально подходят для операций с несколькими изгибами, требующих большей точности. Охладитель гидравлического масла работает в переменных температурных условиях.
Материал корпуса гильзы Преимущества зажима
Запатентованная система зажима Ercolina KST монтируется непосредственно над осью изгиба C, устраняя устаревшие системы поворотного рычага и соединительной тяги. Простая инструментальная установка зажима и пресс-формы. В системе зажима грейферного типа используются два цилиндра двойного действия. Один для позиционирования и один для зажима, создающего прямо пропорциональное давление (запатентовано) Не требуется соединительная планка, инструменты поддерживают постоянный баланс давления. Отсутствие наклона гибочной матрицы, вызванного давлением зажима, даже при гибке самых тяжелых или наиболее «критических» заготовок. Встроенное выравнивание зажима в соответствующих монтажных поверхностях механизма зажима и гибочной матрицы гарантирует, что не требуется регулировка установки зажима по вертикали или горизонтали. Поэтому смена инструмента происходит быстрее и проще. Зажим открывается вверх, устраняя помехи для подачи изогнутой заготовки вперед. Усилия зажима являются автономными — они не передаются через крепление матрицы, шпиндель или любую другую часть станка. Таким образом, никогда не возникает перекоса матрицы изгиба, вызванного усилиями зажима. Инструмент остается правильно выровненным, потому что матрица для гибки вращается в горизонтальной плоскости по всему изгибу. Техническое обслуживание станков и инструментов сокращается. Нет направляющих поворотного рычага или рычажных соединений, которые могли бы сработать или сломаться, а также меньшая нагрузка и износ инструментов. Зажим над головой более безопасен. Устранены опасные «точки защемления» между поворотным рычагом и рычагом пресс-формы. Оператор гибочного станка имеет прямой контроль над усилием зажима. Они легко считываются с манометра и легко настраиваются с помощью предохранительного клапана, обеспечивая последовательную и точную настройку.
Усилия зажима являются автономными — они не передаются через крепление матрицы, шпиндель или любую другую часть станка. Таким образом, никогда не возникает перекоса матрицы изгиба, вызванного усилиями зажима. Инструмент остается правильно выровненным, потому что матрица для гибки вращается в горизонтальной плоскости по всему изгибу. Техническое обслуживание станков и инструментов сокращается. Нет направляющих поворотного рычага или рычажных соединений, которые могли бы сработать или сломаться, а также меньшая нагрузка и износ инструментов. Зажим над головой более безопасен. Устранены опасные «точки защемления» между поворотным рычагом и рычагом пресс-формы. Оператор гибочного станка имеет прямой контроль над усилием зажима. Они легко считываются с манометра и легко настраиваются с помощью предохранительного клапана, обеспечивая последовательную и точную настройку.
Функции оправки
Стандартное программируемое ожидаемое извлечение оправки. Безинструментальная установка и регулировка стержня оправки.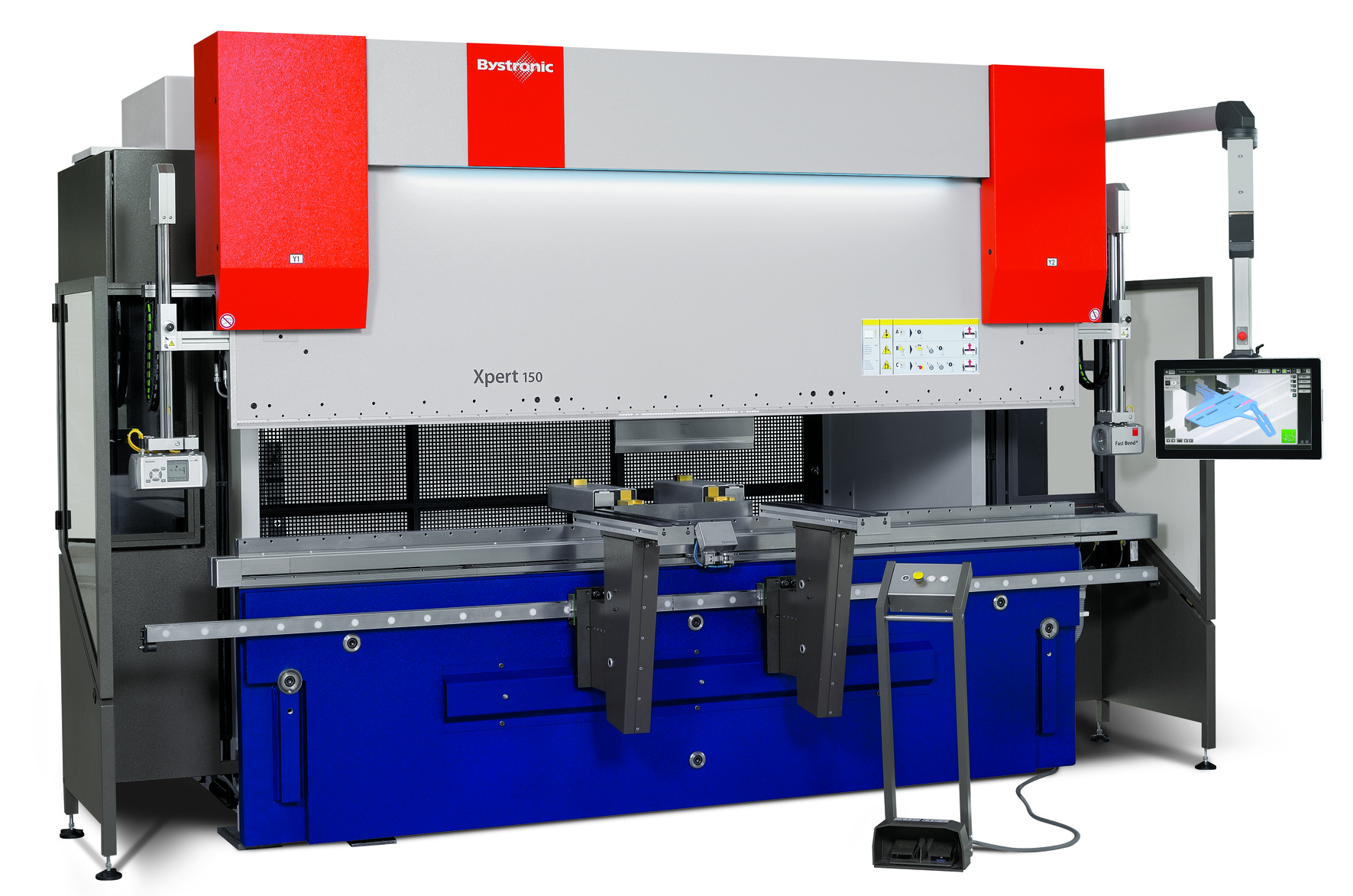 Двадцатифутовая длина нагрузки на оправку и доступный ход каретки позволяют принимать всю длину трубы одним непрерывным движением без подачи сцепки.
Двадцатифутовая длина нагрузки на оправку и доступный ход каретки позволяют принимать всю длину трубы одним непрерывным движением без подачи сцепки.
Система штамповки под давлением
Запатентованная функция предлагает программируемую пресс-форму с автоматическим захватом во время цикла гибки до 180 градусов. Оператор вводит длину пресс-формы, и машина автоматически рассчитывает и выполняет необходимые циклические движения. Цилиндр пресс-формы автоматически компенсирует и регулирует давление на протяжении всего цикла гибки по мере изменения размеров трубы. Система предлагает больший зазор для загрузки и выгрузки труб, регулируемое управление скоростью линейного бустера. Компактная конструкция станка с уменьшенной длиной пресс-формы значительно снижает количество отходов материала в конце гибки. Программируемое внутреннее и внешнее позиционирование пресс-формы.
Функция Booster
Включает в себя постоянное усилие, прикладываемое непосредственно к заготовке через зажим Booster.![]() Для достижения максимального эффекта бустера цилиндр бустера и система его крепления должны быть в состоянии оказывать достаточную нагрузку, чтобы приблизить заготовку к пределу текучести при сжатии. Бустерный зажим устанавливается непосредственно на задней части пресс-формы, что затем обеспечивает непрерывное усиление прочности колонны заготовки при высоких бустерных нагрузках.
Для достижения максимального эффекта бустера цилиндр бустера и система его крепления должны быть в состоянии оказывать достаточную нагрузку, чтобы приблизить заготовку к пределу текучести при сжатии. Бустерный зажим устанавливается непосредственно на задней части пресс-формы, что затем обеспечивает непрерывное усиление прочности колонны заготовки при высоких бустерных нагрузках.
Органы управления
Панель оператора с цветным сенсорным экраном, отображает положение по пяти осям в абсолютном и инкрементальном считываемом значении. Ручное управление функциями зажима, пресс-формы, наддува, оправки, освобождения зажима. Дюймовое и метрическое программирование и дисплей. Ручной и автоматический режим. Ручной пульт дистанционного управления третьего класса или сенсорный экран. Программы в YBC и XYZ с автоматической конвертацией в LRA. Принять значения XYZ CAD с ручным вводом. Обновляемое программное обеспечение машины с USB. Неограниченное хранилище программ с USB, запоминает угол изгиба с индивидуальными настройками пружины. Страница настройки профиля инструмента автоматически создает программу гибки из координат xyz. Рассчитывает длину материала, необходимую для применения, требования к нагрузке на машину на основе спецификаций материала. Рассчитывает растяжение материала и теоретический процент утончения стенки, минимизируя настройку. Полная диагностика функций машины, страница данных параметров машины с 500 запрограммированными значениями и функциями и полный список аварийных сигналов с определенными предупреждениями.
Страница настройки профиля инструмента автоматически создает программу гибки из координат xyz. Рассчитывает длину материала, необходимую для применения, требования к нагрузке на машину на основе спецификаций материала. Рассчитывает растяжение материала и теоретический процент утончения стенки, минимизируя настройку. Полная диагностика функций машины, страница данных параметров машины с 500 запрограммированными значениями и функциями и полный список аварийных сигналов с определенными предупреждениями.
Система лубрикатора оправки
Предназначена для прокачки тяжелой смазки через полый стержень оправки и наружу через отверстия в боковой части оправки в течение всего цикла гибки по мере необходимости. Лубрикатор автоматически управляется с помощью сенсорного экрана и входит в комплект поставки всех моделей Giga Bender.
Мы располагаем самыми качественными трубогибочными станками в отрасли. Запросите расценки на любой из этих гибочных станков или позвоните по телефону 563-391-7700.
COMCO США | Производители трубогибочных станков с ЧПУ
Узнать больше
Специализированные производители оборудования для гибки труб, предлагающие первоклассные гибочные станки с ЧПУ, формирователи концов и автоматические отрезные станки
Узнать больше
Узнать больше
Технологии COMCO охватывают весь спектр производства труб процессы
Узнать больше
Более 1000 машин, установленных в Северной Америке, и более 35 лет опыта работы на рынке с технологическими инновациями, доступными для удовлетворения ваших инженерных потребностей
Узнать больше
Лидерство в отрасли требует надежных решений
Каждый из наших клиентов уникален, и эти отношения рассказывают нашу историю.
COMCO USA: надежные производители 3-D трубогибочных станков с 1986 года
Основана в марте 1965 Японская корпорация COMCO, компания COMCO зарекомендовала себя как надежный производитель оборудования для гибки труб. Наши услуги расширились до Северной Америки в 1986 году, и наша компания стала одним из ведущих производителей оборудования для гибки труб в Соединенных Штатах. Компания COMCO USA со штаб-квартирой в Нэшвилле, штат Теннесси, поставляет качественное оборудование для гибки труб компаниям по всей Северной Америке. В совокупности наша компания имеет более 40 лет инженерного опыта и более 3000 единиц, успешно установленных по всему миру. Типичные примеры продуктов, изготовленных с использованием нашего оборудования для гибки труб, включают автомобильные детали, такие как каркасы и рамы, поручни, компоненты для аэрокосмической отрасли, компоненты для кондиционирования воздуха и многое другое. Чтобы гарантировать, что мы можем удовлетворить широкий спектр потребностей клиентов, мы также предлагаем услуги по проектированию и инжинирингу для производства трубогибочного оборудования на заказ. Мы уделяем особое внимание качеству, производительности, безопасности и долговечности каждого производимого нами трубогибочного оборудования.
Наши услуги расширились до Северной Америки в 1986 году, и наша компания стала одним из ведущих производителей оборудования для гибки труб в Соединенных Штатах. Компания COMCO USA со штаб-квартирой в Нэшвилле, штат Теннесси, поставляет качественное оборудование для гибки труб компаниям по всей Северной Америке. В совокупности наша компания имеет более 40 лет инженерного опыта и более 3000 единиц, успешно установленных по всему миру. Типичные примеры продуктов, изготовленных с использованием нашего оборудования для гибки труб, включают автомобильные детали, такие как каркасы и рамы, поручни, компоненты для аэрокосмической отрасли, компоненты для кондиционирования воздуха и многое другое. Чтобы гарантировать, что мы можем удовлетворить широкий спектр потребностей клиентов, мы также предлагаем услуги по проектированию и инжинирингу для производства трубогибочного оборудования на заказ. Мы уделяем особое внимание качеству, производительности, безопасности и долговечности каждого производимого нами трубогибочного оборудования. Надежные внутренние возможности с использованием такого оборудования, как наш 3D-трубогибочный станок, позволяют нам иметь преимущество перед конкурентами с точки зрения эффективности и возможностей проектирования. Наряду с оборудованием для гибки труб COMCO USA также производит теплообменники на заказ для использования в таких вещах, как промежуточные охладители, радиаторы и системы кондиционирования воздуха автомобилей. Мы применяем одни и те же уровни качества и возможностей к каждому производимому нами теплообменнику. Независимо от того, покупаете ли вы станок для гибки стальных труб с ЧПУ COMCO или теплообменник, вы можете быть уверены, что они оба были изготовлены с использованием современных японских технологий производства, которые неизменно считаются лучшими в мире. Интересно, что мы можем сделать для вашего бизнеса? Позвоните нам сегодня или запросите бесплатное предложение.
Надежные внутренние возможности с использованием такого оборудования, как наш 3D-трубогибочный станок, позволяют нам иметь преимущество перед конкурентами с точки зрения эффективности и возможностей проектирования. Наряду с оборудованием для гибки труб COMCO USA также производит теплообменники на заказ для использования в таких вещах, как промежуточные охладители, радиаторы и системы кондиционирования воздуха автомобилей. Мы применяем одни и те же уровни качества и возможностей к каждому производимому нами теплообменнику. Независимо от того, покупаете ли вы станок для гибки стальных труб с ЧПУ COMCO или теплообменник, вы можете быть уверены, что они оба были изготовлены с использованием современных японских технологий производства, которые неизменно считаются лучшими в мире. Интересно, что мы можем сделать для вашего бизнеса? Позвоните нам сегодня или запросите бесплатное предложение.
Автомобильная промышленность
Продукция Comco используется почти во всех областях ведущих брендов автомобильной промышленности. Honda, Mercedes, BMW и многие другие компании обратились к Comco за разнообразной продукцией. Они доверяют нашему оборудованию все: от каркасов сидений до тормозных магистралей, линий трансмиссии и многого другого. Наши высококачественные машины рассчитаны на длительный срок службы, а после продажи предлагается неограниченное обслуживание.
Honda, Mercedes, BMW и многие другие компании обратились к Comco за разнообразной продукцией. Они доверяют нашему оборудованию все: от каркасов сидений до тормозных магистралей, линий трансмиссии и многого другого. Наши высококачественные машины рассчитаны на длительный срок службы, а после продажи предлагается неограниченное обслуживание.
Самолет
Аэрокосмические технологии должны делать все правильно с первого раза. Вот почему лидеры отрасли, такие как Boeing, American Airlines и Lockheed Martin, доверяют Comco помощь в создании бесперебойной, безопасной и комфортной работы для своих клиентов. Путешествие по воздуху подвергает любой материал суровым испытаниям, и Comco доказала свою способность создавать долговечные продукты, которым можно доверять снова и снова.
ОВКВ
Процессы нагрева, охлаждения и охлаждения требуют материалов, способных выдерживать широкий спектр сред. Вот почему известные бренды HVAC, такие как Carrier и Lennox, используют продукты Comco для различных своих компонентов. True Manufacturing знает, что даже статические условия, такие как холодильные камеры, могут быть трудными для поддержания. Comco предлагает надежные решения даже в самых суровых условиях.
True Manufacturing знает, что даже статические условия, такие как холодильные камеры, могут быть трудными для поддержания. Comco предлагает надежные решения даже в самых суровых условиях.
Медицинские/прочие
Нет места ошибкам, когда на кону чье-то здоровье. Продукция Comco широко используется для изготовления таких важных инструментов, как носилки и больничные койки. Кроме того, Comco также часто используется для поставки материалов для лазерных инструментов, плазменных изделий и многого другого. Мы не относимся к этой ответственности легкомысленно и гордимся тем, что наша технология предоставляет такой широкий спектр услуг.
Теплообменник
Подразделение OKA Products корпорации COMCO уже более четырех десятилетий является технологическим лидером в производстве теплообменников. Многие технологические достижения в области радиаторов охлаждения двигателей, автомобильных конденсаторов и испарителей систем кондиционирования воздуха, радиаторов отопителей, воздухо-воздушных охладителей наддувочного воздуха, маслоохладителей и охладителей системы рециркуляции отработавших газов стали прямым результатом применения производственных технологий и инноваций OKA.