Листогибочные станки с ЧПУ
Главная страница » Оборудование — станки листогибочныеЛистогибочные станки, оснащённые комплексом числового программного управления (ЧПУ), обеспечивают высокое качество деформации металла. Достигается это определённым алгоритмом действий, который определяется заложенной в ЧПУ программой.
Аппаратно-программный комплекс имеет в своём составе контроллеры и управляющую консоль. Это позволяет значительно снизить возможность брака, так как гиб листа металла выполняется с первого раза. Сенсорный экран позволяет отслеживать ход изгиба на всех этапах. Оператор, осуществляющий управление комплексом, имеет возможность задавать и отслеживать точность и правильность выполняемых операций.
Принцип действия листогибочного станка с ЧПУ
Действие листогибочных станков с ЧПУ разного типа, принципиально, ничем не отличается. На нашем сайте о функциональности подобного оборудования мы рассказали в статье «Листогибочный гидравлический станок». Нужно лишь подчеркнуть, что без компьютера, используя лишь традиционно применяемые в механике системы зубчатых колёс, не удалось бы достичь такой высокой синхронности и точности в работе отдельных узлов. И, как следствие, столь высоких показателей производительности труда и качества готовой продукции.

Листогиб «DURMA ADR-25100».
Особенности и преимущества перед другими видами листогибов
Кроме преимуществ, названных в указанной выше статье, следует выделить два других достоинства применения ЧПУ на этом виде оборудования:
- высокая травмозащищённость;
- быстрая настройка оборудования.
Травмозащищённость
Травмозащищённость обеспечивается системой безопасности, которая служит для защиты обслуживающего персонала.
К обязательным механическим атрибутам системы относятся различные ограждения (сетки, чехлы и т. п.) и некоторые механические приспособления. Например, привести станок в движение (начало опускания вниз траверсы со скоростью «свободного падения») возможно, только нажав, одновременно, две разнесённые друг от друга (на ширину размаха рук) кнопки «Пуск». При этом обе руки будут заняты, и возможность травмы станет невозможна. «Умельцы» (чаще всего настройщики оборудования), с целью снижения трудоёмкости, одну кнопку чем-нибудь фиксировали и часто получали травму кисти руки.
Внедрение ЧПУ сделало невозможным применение этого «изобретения». Произошло это благодаря разработке устройства лазерного контроля, которое проверяет, в процессе работы, наличие посторонних предметов (в том числе и руки человека) в рабочей зоне листогиба.
Устройство работает следующим образом. Лазерные лучи образуют «контрольную плоскость» на расстоянии 3…5 мм от рабочего инструмента. Если при движении траверсы вниз в «контрольной зоне» оказывается какой-либо предмет и хотя бы один луч будет пересечён, то система безопасности немедленно остановит балку и весь станок.

Листогиб «PUMA 400-40».
Быстрая настройка оборудования
Таким образом, перенастройка станка заключается для оператора в смене жёстких дисков и загрузке их с пульта управления. Только при переходе на другое изделие, когда требуется замена пуансона и матрицы, к работе приступает настройщик оборудования.
«Минусы» использования листогибов с ЧПУ
Минусов два:
- высокая стоимость оборудования — она увеличивается на стоимость «электронных мозгов»;
- требуется широкообразованный персонал. Оператор должен не только хорошо знать металлообработку, но и быть «на ты» с компьютерной техникой.

Листогиб «TURBObend-rung-01».
Популярные модели
Наиболее популярными являются следующие модели листогибочных станков с ЧПУ:
- листогибочный станок бренда «DURMA» модель «ADR-25100»;
- листогиб бренда «TURBOBEND» марка «Rung 01»;
- станок «PUMA 400-40»
Приобрести листогибочный станок можно по указанным здесь адресам .
ipmet.ru
Система ЧПУ для листогибочных машин
Предлагаем системы ЧПУ для листогибочных машин, а также поставляем укомплектованные листогибы с ЧПУ для оптимизации труда и повышения рентабельности производства. Система ЧПУ способна значительно уменьшить затраты временных и физических ресурсов при работе с листогибами и значительно повысить производительность. Гибочный станок с ЧПУ увеличивает эффективность всего производства, позволяя наращивать объем продукции.
Преимущество системы ЧПУ для листогибочных машин в скорости и минимуме затрат при управлении листогибочным станком. Система визуализирует процесс и облегчает контроль за гибкой металла. Данная программа универсальна и способна быстро перенастраиваться на производство различных моделей деталей и профилей. По умолчанию в базе деталей есть уже заготовленные шаблоны для самых распространённых видов гиба. В случае, когда требуется добавить свою модель, листогибочную машину легко настроить под необходимые параметры.
Для настройки ЧПУ гибочного станка достаточно ввести следующие координаты заготовки: длина, угол и точки гиба, а также необходимость поворота детали в процессе производства. Далее программа сделает всё самостоятельно. Листогибочный станок с ЧПУ превосходит непрограммируемые аналоги и дает возможность вывести производство на новый уровень.
При запуске ЧПУ выбирается нужная конфигурация профиля гибки. Профиль можно выбрать из уже существующих или занести в базу ЧПУ с USB накопителя. После чего выбрав вид профиля ЧПУ переходит в рабочий режим и начинает гибку детали, которая сопровождается выводом на монитор информации о стадии процесса гибки – к примеру: «Поверните заготовку», «Работает упор», «Деталь готова»… Так же в нижней части визуального монитора отображаются положение механического упора и угол гибки детали.
Выбор профиля показан на рисунке ниже:
Процесс гибки металла на листогибе с ЧПУ
На рисунках ниже Вы можете видеть весь процесс гибки листа металла отображаемый на мониторе листогиба с ЧПУ.
Для отображения изображений в максимальном разрешении кликните левой кнопкой мыши на картинке.
Для получения более подробных сведений о работе с листогибочными станками оснащёнными ЧПУ, получения дополнительных характеристик о размерах, способах подключения и т.п. — свяжитесь с нашими специалистами по телефонам указанным в нижней части сайта.
Благодаря системе ЧПУ листогибочной машины возможна имитация гибки металла. Ее можно применять для точной настройки управления производством детали, что позволяет избежать неточностей и отладить работу листогиба для каждой конкретной заготовки. При этом становится возможным процесс гибки различных профилей как круглого, так и овального сечения, что показано на рисунках ниже.
Цена на гибочный станок для листового металла зависит от целого ряда условий. Конечно, гибочный станок для листового металла простого типа, без ЧПУ, будет стоить несколько дешевле. Но станки с ЧПУ намного производительнее и дают гораздо больший выигрыш в доходах по сравнению со своей стоимостью – за счет гораздо большей производительности, точности и скорости, снижающих влияние человеческого фактора. Заказать листогиб с ЧПУ, либо доукомплектовать Ваш листогибочный станок системой ЧПУ можно связавшись с нашими менеджерами по телефонам в нижней части сайта.
azkpo.ru
Синхронизированный гидравлический листогибочный станок с ЧПУ PBH 110/3100 SMD (Нидерланды)
Прессы серии PBH, оснащенные современными электронными и гидравлическими устройствами, обеспечивают высокоточную и скоростную гибку листового металла. Синхронизация работы гидроцилиндров обеспечивается электромагнитными клапанами, контролируемые системой ЧПУ. Прессы являются базовыми для создания высокомеханизированных и автоматизированных участков обработки листового металла с высоким качеством продукции, хорошей производительностью и удобством в работе.
Краткое описание и основные особенности:
- Рама изготовлена из специальной стали и собрана в коробчатую конструкцию что позволяет обеспечивать высокую жесткость с хорошими показателями точности станка при высокой скорости работы;
- Электро-гидравлическая система, состоящая из мотор-помпы производства Германии и электромагнитных клапанов, полностью контролируемых системой ЧПУ, а так же наличие оптических линеек Heidenhain по оси Y1 и Y2 позволяют достигать полной синхронности работы гидроцилиндров с точностью позиционирования ползуна 0,01 мм;
- Гидравлической компенсацией прогиба рабочего стола, для обеспечения постоянной величины ввода пуансона в матрицу по всей длине гибки, что обеспечивает выполнение заданных параметров сгибания в автоматическом режиме;
- На прессе установлен задний упор с комплектом упорных блоков, перемещение которого обеспечивается за счет высокоточных ШВП и двигателя переменного тока, контролируемых системой ЧПУ;
- Пресс оснащен удобной в эксплуатации и многофункциональной системой ЧПУ, производство Нидерланды, оборудованная мощным и интуитивно понятным графическим интерфейсом, идеальное сочетание простоты и технологической мощности.
- Система ЧПУ – автоматически вычисляет и оптимизирует работу пресса, показывая на графическом дисплее последовательность гибки, выводя на дисплей для оператора каждый шаг работы и сообщает о возможных ошибках, которые может совершить оператор;
- Простое использование интерфейса, предполагает быструю и простою переналадку на новый производственный процесс.
- Все что должен знать оператор – это основные характеристики материала (длина, толщина, вид материала), необходимый профиль изгиба и инструмент которым пользуется;
- Обеспечивает автоматические циклы гибки листового материала;
- Позволяет использовать систему быстрой смены инструмента;
- Обеспечена современная система защиты рабочей зоны.
Стандартная комплектация гибочного пресса:
| Серия PBH |
Гидравлическая система: Rexroth, (Германия), полное управление с ЧПУ всеми электро-гидравлическими системами,включая блок клапанов давления, блок клапанов синхронизации, блок клапанов подачи, масляной насос SUMITOMO, (Япония). Электронно — оптические линейки положения ползуна Heidenhain (Германия) с точностью до 0,01мм (ось Y1+Y2) |
Устройство ЧПУ: DELEM DA56, (Нидерланды), программирование в режиме 2-мерной графики. Управление 3-мя осями (Y1+Y2+X) |
Перемещение по осям: по оси X 500 мм, скорость 200 мм/сек; перемещение выполняется с помощью ШВП по линейным направляющим от привода серводвигателя; два упора можно вручную отвести влево или вправо вдоль по направляющим; |
Задний упор имеет два упорных блока, регулируемых по высоте и расстоянию между ними |
Система крепления инструмента AMADA-PROMECAM |
Станок оснащен комплектом механических зажимов, для смены инструментов пуансона, на столе, установлена двухручьевая матрица типа 2-V. (включая один набор инструментов на всю длину) |
Две передние поддерживающие опоры |
Боковое защитное ограждение с двух сторон и заднее защитное ограждение |
Выносная педаль управления с кнопкой аварийной остановки |
Инструкция по эксплуатации и обслуживанию станка |
Набор инструмента для обслуживания |
Шестигранник для установки инструмента |
Станок окрашен полиуретановой краской |
CE исполнение |
Электронно-гидравлическая система синхронизации работы цилиндров верхней траверсы и гидравлическая система компенсации прогиба нижней траверсы.
Дополнительные опции:
| Серия PBH |
Две передние поддерживающие опоры с перемещением по линейны направляющим |
Две синхронизированные, управляемые ЧПУ передние поддерживающие опоры |
Дополнительный задний упор (ось Z) |
Увеличение хода заднего упора по оси Х до 750 мм |
Увеличение хода заднего упора по оси Х до 1000 мм |
Система защиты по стандарту СЕ LaserSafe LZS003 |
Специальный инструмент, (4-х, 1-на ручейковая матрица) |
Быстросменный зажим инструмента |
Гидравлический зажим верхнего инструмента |
Гидравлический зажим нижнего инструмента |
Гидравлическая система компенсации прогиба траверсы с управлением гидроцилиндрами компенсации от ЧПУ |
Устройство охлаждение гидравлики (Demostic, Hydac) |
Устройство контроля постоянной температуры масла Demostic |
Смена ЧПУ: |
Изменение конфигурации автоматически управляемых осей:
| Серия PBH |
стандартная конфигурация Y1+Y1+X |
Y1+Y1+X+R (+V) |
Y1+Y1+X+R+Z1+Z2 (+V) |
Y1+Y1+X+R+Z1+Z2+X1 (+V) |
Y1+Y1+X1+X2+R1+R2+Z1+Z2 (+V) |
Передние поддерживающие опоры |
|
Две передние поддерживающие опоры с перемещением по линейны направляющим |
|
Синхронизированные, управляемые ЧПУ передние поддерживающие опоры |
|
система электромагнитных клапанов |
|
гидронасос |
|
гидравлическая система компенсации прогиба траверсы (опция) |
|
механический зажим инструмента |
|
быстросменный зажим инструмента (опция) |
|
двухручейковая матрица |
|
одноручейковая матрица (опция) |
|
четырехручейквая матрица (опция) |
|
гидравлический зажим инструмента (опция) |
|
световая система защиты(опция) |
|
лазерная система защиты (опция) |
Конфигурации автоматически управляемых осей задних упоров:
ось X |
|
оси X+R (опция) |
|
оси X+R+Z1+Z2(опция) |
|
оси X+R+Z1+Z2+X1 (опция) |
|
оси X1+X2+R1+R2+Z1+Z2 (опция) |
Delem DA56 (Нидерланды)
- 2D моделированием процессов гибки
- Дисплей LCD 10,4’’
- Память 32 Мб
- Функция диагностики;
- Автоматическое позиционирование 2-х задних упоров по 6 осям и расчет усилия по заданным параметрам гибки
- Библиотека пуансонов и матриц
- Автоматическая или ручная установка последовательности сгибов
- Автоматическая настройка рабочих скоростей
- Хранение и вызов программ
- Диалоговая программа имеет несколько языков
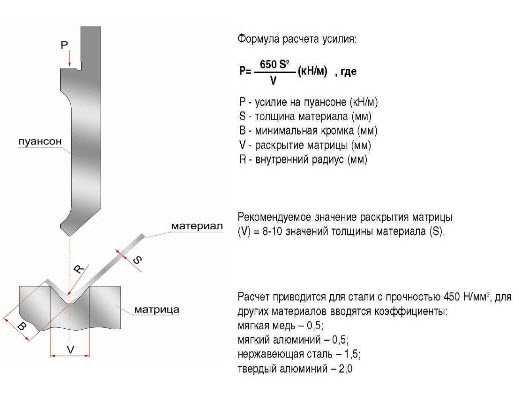
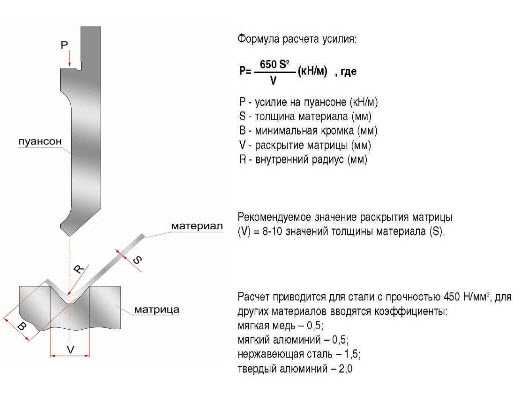
Таблица определения усилий листогибочного пресса:

В таблице указываются удельное усилие (Р, кН/м), которое необходимо приложить к листовому материалу определённой толщины (S, мм), чтобы получить изгиб необходимого радиуса (R, мм). Данные приводятся для материала длиной 1 м. Таблица рассчитана для листового материала с прочностью o=450 Н/мм2 (углеродистая конструкционная сталь). Результат расчёта усилий необходимо пропорционально изменить в случае, когда показатели прочности имеют другие значения.
Получаемые профили:
Производитель: SMD
Родина бренда: Нидерланды
| Технические характеристики гидравлического листогибочного пресса PBH 110/3100 | |
| Усилие, кН | 110 |
| Длина рабочего стола, мм | 3100 |
| Расстояние между колоннами, мм | 2600 |
| Глубина зева, мм | 410 |
| Расстояние между столом и траверсой, мм | 480 |
| Ход траверсы, мм | 215 |
| Скорость опуская, рабочая, подъема верхней траверсы, мм/сек | 130/10/110 |
| Объем масленого бака, л | 260 |
| Мощность двигателя, кВт | 7,5 |
| Габариты (ДхВхШ), мм | 3560х2480х1520 |
| Вес нетто, кг | 8800 |
Отзывы о Синхронизированном гидравлическом листогибочном станке с ЧПУ РВН 110/3100
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
www.stankoff.ru
Синхронизированный гидравлический листогибочный станок с ЧПУ PBH 80/2550 SMD (Нидерланды)
Прессы серии PBH, оснащенные современными электронными и гидравлическими устройствами, обеспечивают высокоточную и скоростную гибку листового металла. Синхронизация работы гидроцилиндров обеспечивается электромагнитными клапанами, контролируемые системой ЧПУ. Прессы являются базовыми для создания высокомеханизированных и автоматизированных участков обработки листового металла с высоким качеством продукции, хорошей производительностью и удобством в работе.
Краткое описание и основные особенности:
- Рама изготовлена из специальной стали и собрана в коробчатую конструкцию что позволяет обеспечивать высокую жесткость с хорошими показателями точности станка при высокой скорости работы;
- Электро-гидравлическая система, состоящая из мотор-помпы производства Германии и электромагнитных клапанов, полностью контролируемых системой ЧПУ, а так же наличие оптических линеек Heidenhain по оси Y1 и Y2 позволяют достигать полной синхронности работы гидроцилиндров с точностью позиционирования ползуна 0,01 мм;
- Гидравлической компенсацией прогиба рабочего стола, для обеспечения постоянной величины ввода пуансона в матрицу по всей длине гибки, что обеспечивает выполнение заданных параметров сгибания в автоматическом режиме;
- На прессе установлен задний упор с комплектом упорных блоков, перемещение которого обеспечивается за счет высокоточных ШВП и двигателя переменного тока, контролируемых системой ЧПУ;
- Пресс оснащен удобной в эксплуатации и многофункциональной системой ЧПУ, производство Нидерланды, оборудованная мощным и интуитивно понятным графическим интерфейсом, идеальное сочетание простоты и технологической мощности.
- Система ЧПУ – автоматически вычисляет и оптимизирует работу пресса, показывая на графическом дисплее последовательность гибки, выводя на дисплей для оператора каждый шаг работы и сообщает о возможных ошибках, которые может совершить оператор;
- Простое использование интерфейса, предполагает быструю и простою переналадку на новый производственный процесс.
- Все что должен знать оператор – это основные характеристики материала (длина, толщина, вид материала), необходимый профиль изгиба и инструмент которым пользуется;
- Обеспечивает автоматические циклы гибки листового материала;
- Позволяет использовать систему быстрой смены инструмента;
- Обеспечена современная система защиты рабочей зоны.
Стандартная комплектация гибочного пресса:
| Серия PBH |
Гидравлическая система: Rexroth, (Германия), полное управление с ЧПУ всеми электро-гидравлическими системами,включая блок клапанов давления, блок клапанов синхронизации, блок клапанов подачи, масляной насос SUMITOMO, (Япония). Электронно — оптические линейки положения ползуна Heidenhain (Германия) с точностью до 0,01мм (ось Y1+Y2) |
Устройство ЧПУ: DELEM DA56, (Нидерланды), программирование в режиме 2-мерной графики. Управление 3-мя осями (Y1+Y2+X) |
Перемещение по осям: по оси X 500 мм, скорость 200 мм/сек; перемещение выполняется с помощью ШВП по линейным направляющим от привода серводвигателя; два упора можно вручную отвести влево или вправо вдоль по направляющим; |
Задний упор имеет два упорных блока, регулируемых по высоте и расстоянию между ними |
Система крепления инструмента AMADA-PROMECAM |
Станок оснащен комплектом механических зажимов, для смены инструментов пуансона, на столе, установлена двухручьевая матрица типа 2-V. (включая один набор инструментов на всю длину) |
Две передние поддерживающие опоры |
Боковое защитное ограждение с двух сторон и заднее защитное ограждение |
Выносная педаль управления с кнопкой аварийной остановки |
Инструкция по эксплуатации и обслуживанию станка |
Набор инструмента для обслуживания |
Шестигранник для установки инструмента |
Станок окрашен полиуретановой краской |
CE исполнение |
Электронно-гидравлическая система синхронизации работы цилиндров верхней траверсы и гидравлическая система компенсации прогиба нижней траверсы.
Дополнительные опции:
| Серия PBH |
Две передние поддерживающие опоры с перемещением по линейны направляющим |
Две синхронизированные, управляемые ЧПУ передние поддерживающие опоры |
Дополнительный задний упор (ось Z) |
Увеличение хода заднего упора по оси Х до 750 мм |
Увеличение хода заднего упора по оси Х до 1000 мм |
Система защиты по стандарту СЕ LaserSafe LZS003 |
Специальный инструмент, (4-х, 1-на ручейковая матрица) |
Быстросменный зажим инструмента |
Гидравлический зажим верхнего инструмента |
Гидравлический зажим нижнего инструмента |
Гидравлическая система компенсации прогиба траверсы с управлением гидроцилиндрами компенсации от ЧПУ |
Устройство охлаждение гидравлики (Demostic, Hydac) |
Устройство контроля постоянной температуры масла Demostic |
Смена ЧПУ: |
Изменение конфигурации автоматически управляемых осей:
| Серия PBH |
стандартная конфигурация Y1+Y1+X |
Y1+Y1+X+R (+V) |
Y1+Y1+X+R+Z1+Z2 (+V) |
Y1+Y1+X+R+Z1+Z2+X1 (+V) |
Y1+Y1+X1+X2+R1+R2+Z1+Z2 (+V) |
Передние поддерживающие опоры |
|
Две передние поддерживающие опоры с перемещением по линейны направляющим |
|
Синхронизированные, управляемые ЧПУ передние поддерживающие опоры |
|
система электромагнитных клапанов |
|
гидронасос |
|
гидравлическая система компенсации прогиба траверсы (опция) |
|
механический зажим инструмента |
|
быстросменный зажим инструмента (опция) |
|
двухручейковая матрица |
|
одноручейковая матрица (опция) |
|
четырехручейквая матрица (опция) |
|
гидравлический зажим инструмента (опция) |
|
световая система защиты(опция) |
|
лазерная система защиты (опция) |
Конфигурации автоматически управляемых осей задних упоров:
ось X |
|
оси X+R (опция) |
|
оси X+R+Z1+Z2(опция) |
|
оси X+R+Z1+Z2+X1 (опция) |
|
оси X1+X2+R1+R2+Z1+Z2 (опция) |
Delem DA56 (Нидерланды)
- 2D моделированием процессов гибки
- Дисплей LCD 10,4’’
- Память 32 Мб
- Функция диагностики;
- Автоматическое позиционирование 2-х задних упоров по 6 осям и расчет усилия по заданным параметрам гибки
- Библиотека пуансонов и матриц
- Автоматическая или ручная установка последовательности сгибов
- Автоматическая настройка рабочих скоростей
- Хранение и вызов программ
- Диалоговая программа имеет несколько языков
Таблица определения усилий листогибочного пресса:
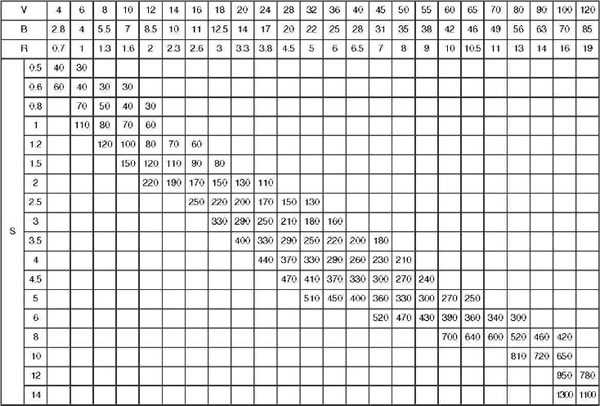
В таблице указываются удельное усилие (Р, кН/м), которое необходимо приложить к листовому материалу определённой толщины (S, мм), чтобы получить изгиб необходимого радиуса (R, мм). Данные приводятся для материала длиной 1 м. Таблица рассчитана для листового материала с прочностью o=450 Н/мм2 (углеродистая конструкционная сталь). Результат расчёта усилий необходимо пропорционально изменить в случае, когда показатели прочности имеют другие значения.
Получаемые профили:
Производитель: SMD
Родина бренда: Нидерланды
| Технические характеристики гидравлического листогибочного пресса PBH 80/2550 | |
| Усилие, кН | 80 |
| Длина рабочего стола, мм | 2550 |
| Расстояние между колоннами, мм | 2150 |
| Глубина зева, мм | 350 |
| Расстояние между столом и траверсой, мм | 440 |
| Ход траверсы, мм | 175 |
| Скорость опуская, рабочая, подъема верхней траверсы, мм/сек | 130/10/110 |
| Объем масленого бака, л | 130 |
| Мощность двигателя, кВт | 5,5 |
| Габариты (ДхВхШ), мм | 3100х2290х1450 |
| Вес нетто, кг | 6300 |
Отзывы о Синхронизированном гидравлическом листогибочном станке с ЧПУ РВН 80/2550
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
www.stankoff.ru
Как выбирать листогибочный станок — 7 важных факторов — Italian Machinery Association
Гибочные станки, оснащенные системами ЧПУ и другое оборудование с ЧПУ бывают разными с точки зрения обработки сырья и технологий, которые используют производители. Поэтому следует тщательно оценивать и анализировать предложение на рынке до принятия решения о покупке. Производителю необходимо отдавать себе отчет в том, для чего применяется листогибочный станок, как он работает, оценивать точность и другие параметры.

Такая оценка очень важна, так как допущенная ошибка может повлечь за собой увеличение производственных расходов. Существует семь важных факторов, которые следует оценить, прежде чем купить листогиб.
Особенности изготавливаемой продукции
Вам следует приобрести листогибочный станок, который сможет помочь вам выполнить стоящие перед обработкой задачи, а не тот, у которого будет минимальный необходимый вам тоннаж и размер стола. Проверьте также типы используемого листа, его максимальную длину и толщину. Если это малоуглеродистая сталь в листах не толще 3 мм и не длиннее 250 мм, то усилие гибки может не превышать 80 тонн.

Однако, если требуется обработка полых заготовок, то следует оценить возможность приобрести листогиб с усилием гибки около 150 тонн. Если вы используете малоуглеродистую сталь толщиной 6 мм и длиной 2500 мм, приобретайте листогиб с усилием гибки в 100 тонн. Для выравнивающей гибки листового металла потребуется мощное оборудование крупного размера. Если длина листа около 1250 мм или короче, то выбирайте небольшие машины, иногда вполовину меньше упомянутых выше, и расходы на покупку значительно уменьшатся. Помните, что длина металлического листа — один из главенствующих факторов выбора листогибочного станка.
Прогиб
Во время гибки, особенно в случае гибки длинных заготовок, гибочному прессу с ЧПУ необходим прогиб, и чем длиннее заготовка, тем он больше. Для примера, при одном и том же усилии гибки прогиб гибочного пресса, сгибающего заготовку длиной 2500 мм в четыре раза больше, чем у пресса, сгибающего лист в 1250 мм длиной. Таким образом, качество готового изделия у меньшего листогиба с меньшим прогибом будет выше. Уменьшение прогиба также сокращает и время подготовки станка.
У большинства современных гибочных станков с ЧПУ уже встроена гидравлическая функция компенсации прогиба во время производства, что значительно помогает оператору и требует меньшей настройки станка. Также это повышает точность гибки и общую эффективность производства. Гидравлическая компенсация прогиба управляется с помощью ЧПУ — гидравлическая смазка поступает в компенсационный цилиндр через магнитный сервоклапан и выталкивает рабочий стол вверх. В то же самое время сила компенсации прогиба увеличивается с усилием гибки, компенсируя прогиб.
Материал
При использовании нержавеющей стали усилие гибки возрастает примерно на 50% (по сравнению с малоуглеродистой сталью). В свою очередь, при использовании мягкого алюминия оно уменьшится в два раза. Производители листогибочных станков с ЧПУ обычно указывают параметры усилия гибки для всей своей линейки оборудования.

Спецификация станка показывает требующееся усилие гибки для листов разных материалов и толщин длиной в 1000 мм.
Радиус
Во время гибки также следует учитывать радиус угла заготовки. Радиус гибки составляет 0.156 от размера V-раскрытия матрицы. Во время воздушной гибки размер V-раскрытия матрицы должен быть в 8 раз больше, чем толщина листа. Например, если вы используете гибочный станок с раскрытием V-образного профиля в 12 мм для гибки листа малоуглеродистой стали толщиной в 1.5 мм, то радиус гибки составит 1.9 мм. Если величина радиуса гибки близка к толщине металла или меньше нее, то необходимо использовать hollowing mold. Усилие в этом случае будет в 4 раза больше, чем при воздушной гибке. При воздушной гибке обратите внимание на величину зазора между матрицей и пуансоном в нижней части хода и компенсации упругости при гибке в 90 градусов.

В случае воздушной гибки на современном листогибочном станке с ЧПУ формирующийся угол упругости будет на 2 градуса меньше. Как сказано выше, радиус гибки составляет 0.156 от размера V-раскрытия матрицы, поэтому при обычной гибке угол составит примерно 86-90 градусов. В нижней части хода следует оставить зазор немного больше толщины металлического листа.
Угол
Причина, по которой улучшается угол формы в использовании большего тоннажа формы для выгибания (в 4 раза больше, чем при воздушной гибке). Это помогает сокращать силу упругости вокруг радиуса гибки. Чеканка — то же самое, что и гибка с использованием нижней формы для выгибания. Единственная разница в том, что передний конец верхнего инструмента становится необходимым радиусом гибки. Усилия упругости удается избежать, так как зазор между верхним и нижним инструментом в нижней части меньше толщины металла, и есть достаточное усилие сгиба (в 10 раз выше, чем при воздушной гибке), а передний кончик верхнего инструмента касается листа. Для того, чтобы выбрать гибочный пресс с наименьшим необходимым тоннажем, лучше выбрать тот, у которого радиус гибки больше толщины используемого листового металла.
Используйте воздушную гибку везде, где можно, так как большой радиус гибки не повлияет на качество готовой продукции и обеспечит долговременный срок службы станка.
Точность
Именно этот фактор помогает определить, нужен ли вам листогибочный пресс, оснащенный ЧПУ. Если требование к точности составляет ±0.5 градусов и не меняется, то следует рассмотреть вопрос о приобретении оборудования с ЧПУ. Точность перепозиционирования ползуна может контролироваться на ±0.01 мм. Для готовой продукции с высочайшими требованиями к точности следует выбирать листогиб, обладающий именно такими параметрами. Однако, у обычного листогиба точность составляет ±0.5 мм. При наличии подходящего инструмента у него все равно будет отклонение в ±2-3 градуса.

Помимо этого, гибочный пресс с ЧПУ дает возможность контролировать переналадку и смыкание инструмента, что немаловажно в случаях обработки множества деталей малого размера.
Контур
Линии контура гибочного станка имеют прямое влияние на точность гибки. Таким образом, следует тщательно проверять контур. Как проверить контур гибочного станка? Это просто. Проверяйте длину от переднего края верхнего контура до плеча рабочего стола и расстояние между нижним контуром и плечом рабочего стала. Для обычного контура отклонение должно лежать в диапазоне ±0.1мм на 10 мм, а общее отклонение длины должно быть меньше, чем ±0.15 мм. Что касается контура для точного шлифования, отклонение должно находиться в диапазоне от ±0.005 мм до 100 мм, а общее отклонение длины не должно быть больше ±0.05мм.

Контур для точного шлифования лучше использовать на гибочном прессе с ЧПУ, а обычный контур — на гибочном прессе с использованием NC-кода.
Информация IMA:
- Italian Machinery Association готова помочь вам выбрать гибочный станок от надежного итальянского производителя с учетом особенностей производственного процесса. Предложение гибочных станков от участников ассоциации в нашем каталоге способно удовлетворить потребности производителя любого уровня — от малого субподрядчика или индивидуального производителя до крупномасштабного автоматизированного завода.
- Если вас интересуют другие материалы о гибке, предлагаем вашему вниманию следующие статьи:
3D-печать и обработка листового металла: будущее вместе?
Гибка без боли в спине: что выбрать?
4 совета для улучшения работы на гибочных прессах
- Если пришло время расширять или обновлять ваши производственные мощности, вы всегда можете обратиться к IMA чтобы приобрести новый гибочный станок от надежного итальянского производителя.
- В некоторых случаях производительность установленных на производстве станков может значительно возрасти, если они оснащены новым качественным инструментом одного из популярных стилей. Ознакомьтесь с предложением гибочного инструмента от Italian Machinery Association.
- Вам необходимы услуги по ремонту, установке, перезапуску станков или обучение операторов вашего оборудования? Сервисная служба IMA обладает обширным опытом и знаниями, чтобы решить любую проблему.
- У вас есть другие вопросы или потребности? Незамедлительно свяжитесь с нами по телефону или электронной почте, или посетите любое из наших представительств.
www.italianmachines.ru
Листогибочный станок с ЧПУ: описание
Листогибочный станок с ЧПУ является современным универсальным средством для производства деталей сложной формы из листового материала (чаще металлического). Подобрать нужное оборудование при наличии огромного количества опций не так просто. Всем нужен долговечный, точный и надежный станок по наиболее выгодной цене.
Конструкция
Рассмотрим устройство листогибочного станка с ЧПУ:
- Рабочие подвижные части.
- Электрическая начинка.
- Программное обеспечение.
Основным рабочим органом листогибочного станка с ЧПУ является траверса. От ее перемещения зависят точные размеры получаемой детали. Так как длина этой балки довольна большая, то для контроля положения используется 2 точки по краям. Установлены 2 датчика контроля перемещения.

В некоторых моделях станков контролируется средняя часть, называемая задним программируемым упором. Точность перемещения траверсы может достигать 0,01 мм. Получаемые изгибы детали зависят от конструктивных особенностей и наличия опций: прямые, полукруглые, с несколькими изгибами.
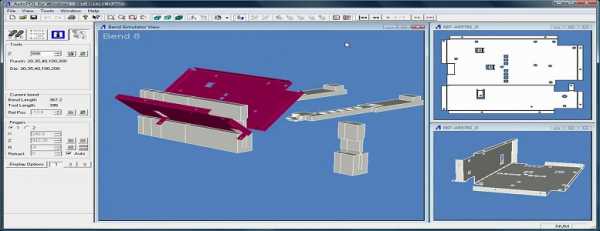
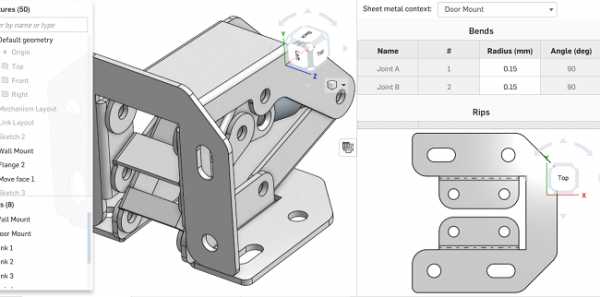
Для отработки технологии и изучения программирования стойки существуют симуляторы листогибочного станка с ЧПУ. Модели на экране представлены в 2D и 3D-видах. Первичная отработка процесса гиба детали на компьютере позволяет снизить риски от ошибок программирования. Это позволит избежать затрат на выпущенный брак и поломку рабочих органов пресса.
Какую модель выбрать?
Основные критерии при выборе листогибочного станка с ЧПУ:
- Размеры рабочего пространства, соответствующие габаритам заготовки: длинна, ширина, толщина листа.
- Тип металла влияет на возможности станка. Рекомендуется приобретать станок, рассчитанный на большую толщину кратную трем. К примеру, гнуть медь можно той траверсой, которая уже не потянет сталь аналогичной толщины. Запас прочности позволит в будущем расширить задачи производства.
- Наличие опций. Одной из таких является возможность установки специальных губок-насадок, чтобы не царапать окрашенные поверхности детали.
- Наличие надстроек для устранения эффекта провисания длинной траверсы. Обычно это становится необходимым при длине станка более 3 м.
- Возможности транспортировки станка.
Листогибочный станок с ЧПУ может быть быстродемонтируемым для перемещения в другую зону производства. Наиболее точными являются стационарные прессы с тяжелыми станинами.
Как работает оборудование?
Траверса перед загибом находится в верхней точке. В ручном режиме заготовку подводят к нужной точке и нажимают педаль. Часто оператор держит кнопки на пульте двумя руками для начала работы пресса. Это является своего рода предохранением от зажима рук в зоне загиба.

К каждому типу материала и его толщине подбирается определенная рабочая скорость движения траверсы. Это необходимо для исключения дефектов при загибе листа. Движение осуществляется от управляемого привода с датчиком перемещения — линейным и угловым — в двигателе.
Два датчика обеспечивают компенсацию люфта в механизмах передачи. Точность перемещения траверсы сравнима с характеристиками линеек. Можно выбрать более дорогостоящие модели с позиционированием оси в несколько микрон.
Описание модели ERMAKSAN
Турецкий листогибочный станок с ЧПУ Power-Bend PRO 2600-100 от производителя Ermaksan имеет невысокую стоимость. К текущей модели можно добавить такую опцию, как ручная система компенсации прогиба листа. Рабочая длина агрегата — до 2600 мм.

Движение осуществляется гидравликой. Передняя чась листа поддерживается двумя упорами. Работа станка от контроллера Cybelec CybTouch 12 PS. Оператор видит на экране 2D-модель процесса. ЧПУ управляет четырьмя осями. Параметры гиба забиваются вручную, остальной процесс рассчитывается автоматически.
Точность позиционирования осуществляется при помощи линейных датчиков с разрешением в 0,01 мм. Аналогичный датчик стоит на управление осью Х, отвечающей за подвод и отвод заднего упора. На станке установлены суппорт передний с Т-образным пазом и система зажима типа Пуансон.
Станок развивает усилие в 100 тонн. Рекомендуется подбирать режимы по мощности в 3 раза превышающие требования технологии. Это снизит вероятность быстрого износа рабочих органов, и расширит возможности производства в будущем. Необходимо помнить, что различные типы металлов при одинаковой толщине гнутся при отличных усилиях.
fb.ru