Станок круглошлифовальный MM2012 — Станкофф.RU
Станок предназначен для качественной шлифовки изделий круглого сечения. Применяется
для производства мебели, изделий хозяйственно-бытового назначения, спортинвентаря и других изделий, в которых используются цилиндрические деревянные детали диаметром от 10 до 60 мм.
Отличительные особенности:
- исключительная простота и надежность конструкции;
- бесступенчатая регулировка скорости подачи при помощи изменения угла наклона подающего обрезиненного ролика;
- качество получаемой поверхности позволяет наносить лакокрасочное покрытие без дополнительной обработки;
-
позволяет выполнять промежуточное (белое) шлифование загрунтованных и лакированных поверхностей.
Страна изготовления: Китай
| Техническая характеристика | |
Диаметр обрабатываемых изделий, мм |
10-60 |
Скорость вращения ленты, м/мин |
890 |
Размер абразивной ленты, мм |
1820х120 |
Мощность двигателя, кВт |
2,2 |
Напряжение, V |
380 |
Габариты, мм |
730х530х1400 |
Масса, кг |
230 |
Отзывы о Станке круглошлифовальном MM2012
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Заказать универсальный круглошлифовальный станок ШУ 321 (RGM 321.M)
Универсальный круглошлифовальный станок мод. ШУ 321 предназначен для обработки наружных, торцевых и внутренних поверхностей высокоточных деталей цилиндрической и конусообразной формы посредством шлифования.
При шлифовании наружных поверхностей деталь может быть закреплена в центрах, либо зажата в патроне. При шлифовании внутренних поверхностей зажим детали производится только в патроне.
Шпиндель станка оборудован специальными гидравлическими опорами, что позволяет достигать шероховатости обрабатываемой поверхности 0,4 мкм и допусков отклонения от круглости обрабатываемой поверхности в поперечном сечении в пределах 0,0025 мм, цилиндричности – в пределах 0,01 мм.
Круглошлифовальный станок оснащён гидравлической системой управления подачей, что позволяет проводить циклическую обработку поверхностей с минимальными затратами основного и вспомогательного технологического времени.
Круглошлифовальный станок обладает удобной системой наладки и управления, позволяющей производить переналадку между однотипными деталями, а также между настройками на шлифование наружных и внутренних поверхностей с минимальными временными затратами.
ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ШУ 321
На круглошлифовальном станке ШУ 321 возможно шлифовать как цилиндрические поверхности, так и конусные поверхности малого угла на вершине. Конусные поверхности обрабатываются при повороте верхнего стола на определенный угол до 11 градусов, который учитывается на соответствующей шкале.
Универсальный круглошлифовальный станок ШУ 321 может обрабатывать и другие технологические группы деталей, приведенные ниже.
Шлифование плоского фланца малой толщины.
Поворачивают переднюю бабку на 90° по шкале (рис.1).
Изделие закрепляют в патроне передней бабки.
После грубой настройки по шкале производят черновое шлифование.
С помощью часового индикатора проверяют отклонения обоих концов фланца, поворачивая переднюю бабку пока показания индикатора не будут одинаковыми.
При частой перенастройке на шлифовку подобных деталей желательно иметь эталонный фланец, с помощью которого настраивается угол поворота передней бабки.
Шлифование конусов большого угла на вершине возможно также при повороте только передней бабки (рис.II). Конусность шлифованной поверхности зависит от угла поворота передней бабки.
Если шлифование конуса большого угла на вершине производится в центрах (рис. III), тогда необходимо поставить поворотную плиту параллельно образующей детали, шлифовальный суппорт повернуть на 90° по отношению к поворотной плите. Подача круга по образующей возможно только механизмом поперечной подачи.
Подача круга по образующей возможно только механизмом поперечной подачи.
Шлифование в патроне конусов с углом около 90° возможно при повороте передней бабки на 90°, поворотной плиты – на половину угла шлифовального конуса и шлифовального суппорта на 90° по отношению к поворотной плите (рис.IV)
Подача диска по образующей конуса должна совершаться медленно с помощью механизма поперечной подачи.
При необходимости шлифовать плоскость для высокого фланца необходимо повернуть переднюю бабку приблизительно на 45°, поворотную плиту — на ту же величину, а шлифовальный суппорт на 90° по отношению к плите.
Подача абразивного круга по шлифуемой поверхности осуществляется механизмом поперечной подачи.
Примечание:
Во всех случаях, когда при настройке станка требуется поворот шлифовального суппорта, правка круга производится после поворота суппорта.
Стандартная комплектация
1. Шлифовальный круг с планшайбой
2. Неподвижный центр – Морз 4 – 2шт
3. Устройство очистки охлаждающей жидкости от стружки
4. Рабочее освещение
5. Комплект быстроизнашивающихся запасных частей (на 5000 часов работы)
6. Комплект слесарно-монтажного инструмента
Опции и дополнительное оборудование
Стойка и оправка для балансирования шлифовального круга
Внутренний шлифовальный шпиндель – комплект
Люнет открытый
Люнет закрытый
Трехкулачковый универсальный патрон ф200 с планшайбой
Заточное устройство для внутреннего и внешнего шпинделя
Круглошлифовальный станок FS-80B High Point по низкой цене, описание с техническими характеристиками, видео работы. Интервесп
- Поставщик: High Point Тайвань
Станок предназначен для качественной шлифовки заготовок круглого сечения как после обработке на круглопалочном станке, так и после промежуточной покраски.
Модель FS-80B
Одна шлифовальная лента; Диаметр обрабатываемых заготовок: 5-80 мм Скорость подачи: 6-20 м/мин Мощность: 2,2 кВт
Модель FS-80B2
Две шлифовальные ленты; Диаметр обрабатываемых заготовок: 5-80 мм;Скорость подачи: 6-20 м/мин Мощность: 2,2 кВт; две абразивных рабочих ленты
Общая информация о круглошлифовальном станке FS-80B
Применяются для производства мебели, изделий хозяйственно-бытового назначения, спортинвентаря и других изделий, в которых используются цилиндрические деревянные детали диаметром от 5 до 80 мм.
Преимущества
| |
Опции, описания
Схема обработки:
Технические характеристики круглошлифовального оборудования FS-80B
| |||||||||||||||||||||||||
Внутрицеховая система аспирации
Промышленные аспирационные установки компании High Class Machinery разработаны с учетом мировых стандартов и требований, с учетом высокой производительности в сочетании с низким потреблением электроэнергии.
Аспирационные установки vf специально созданы для работы внутри цеховых помещений и гарантируют уровень остаточной пыли на выходе в пределах 0,1 мг/м3. Благодаря компактному исполнению и возможности подключения к нескольким станкам они могут полноценно выполнять роль централизованной системы.
Рециркуляционные пылеулавливающие аппараты ПФЦ предназначены для от- соса и очистки воздуха от сухой неслипающейся пыли и стружки.
Рециркуляционные пылеулавливающие аппараты ФЦ-4000, ФЦ-8000, ФЦ-12000предназначены для очистки воздуха от сухой неслипающейся пыли и стружки.
Предназначены для удаления стружки и пыли из зоны обработки и исключения ее попадания в окружающую среду.
Оборудование для централизованных систем аспирации
Шлифовальные ленты
Запчаcти других производителей
Продажа круглошлифовального оборудования – пожалуйста, уточняйте наличие товара на складе. Информация о круглошлифовальном станке размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор — ИНТЕРВЕСП,
дата публикации 01.06.2012 15:25, дата последнего изменения 05.06.2019 10:29.
intervesp-stanki.ru © 2002-2021, Все права защищены.
Публикация разрешена с письменного разрешения автора.
Круглошлифовальные станки: технические характеристики, назначение
Существует достаточно много различного оборудования по обработке металла, которые могут использоваться для шлифования поверхности. Шлифование – механическая обработка, которая позволяет изменить показатель шероховатости поверхности и особенности формы детали. Некоторые модели можно назвать универсальными, их назначение является шлифование деталей различной формы. Наибольшее распространение получили круглошлифовальные станки, назначение которых заключается в шлифовании заготовок цилиндрической формы.
Некоторые модели можно назвать универсальными, их назначение является шлифование деталей различной формы. Наибольшее распространение получили круглошлифовальные станки, назначение которых заключается в шлифовании заготовок цилиндрической формы.
Назначение
Круглошлифовальные станки используется для обработки наружной цилиндрической поверхности, крепление заготовки проводится в центрах и патроне. При этом может проводиться продольная и поперечная подача для достижения необходимого результата. Универсальный вариант исполнения подходит для различных размеров, некоторые виды могут применяться в промышленности для получения особо крупных деталей.
Во время работы универсального станка с центрами направление вращения заготовки противоположно направлению вращения абразивного материала. Подобные модели могут использоваться в различных видах производства.
Стоит отметить, что круглошлифовальный станок используется при конечном этапе производства. Бесцентровые и другие типы моделей проводят шлифование после токарной обработки, фрезерования, сверления и так далее.
Бесцентровые и другие типы моделей проводят шлифование после токарной обработки, фрезерования, сверления и так далее.
Основные параметры
При выборе оборудования следует учитывать его тип, который определяет многие важные параметры шлифования. К основным параметрам можно отнести:
- Возможные размеры устанавливаемого центра. В случае бесцентровой модели важным показателем можно назвать размер стола.
- Диаметр круга и скорость его вращения. Универсальные варианты исполнения можно применять для получения деталей различной формы, они могут быть конусными.
В паспорте указывается вся важная информация. Чертеж и паспорт позволяют определить то, какие технические характеристики имеет конструкция. Чертежи составляются с учетом ГОСТ, как и паспорт.
Вышеприведенная информация должна учитываться при выборе модели, схема круглошлифовального станка отражает все его особенности. Поэтому для определения важных моментов следует рассматривать чертежи и паспорт, составленные по ГОСТ.
Поэтому для определения важных моментов следует рассматривать чертежи и паспорт, составленные по ГОСТ.
Классификация
Определенные моменты, указанные в чертеже и паспорте, определяют следующую классификацию шлифовального оборудования:
- Универсальные имеют поворотный рабочий стол, есть возможность провести поворот заготовки и самого шлифовального круга. Универсальный вариант исполнения снабжается дополнительной бабкой.
- Простые позволяют обрабатывать только определенные заготовки.
Универсальные модели имеют паспорт и чертежи, которые отражают все особенности круглошлифовального станка. По ГОСТ проводится оформление всех подобных документов.
Основные технические характеристики
Существуют основные технические характеристики, которые отражаются в паспорте и чертеже. На основании ГОСТ проводится отображение следующей информации:
- Мощность указывается в кВт. Определяет производительность машины.
- Питаемое напряжение определяет возможность использования в той или ситуации оборудование.
 ГОСТ определяет то, что показатель указывается в Вольтах. Для промышленного применения подходит модель с питанием 380 В, а вот для бытового применения с питанием 220 В.
ГОСТ определяет то, что показатель указывается в Вольтах. Для промышленного применения подходит модель с питанием 380 В, а вот для бытового применения с питанием 220 В. - Размер рабочего стала. Бесцентровые шлиф-станки могут использоваться в определенных случаях.
- Диаметр шлифовального круга. Круг имеет стандартные размеры, которые выбираются согласно ГОСТ.
- Номинальное число оборотов также часто определяется в ГОСТ. Оно имеет важное значение, так как определяет скорость вращения круга.
Подобные моменты следует учитывать при выборе круглошлифовального станка.
ЧПУ
Отдельные варианты исполнения имеют систему автоматизации работы.
Круглошлифовальный станок с ЧПУ
Числовое программное управление позволяет в несколько раз повысить степень автоматизации работы. При этом выделим следующие моменты:
- Высокая точность шлифования. Механизм, который используется для крепления и подачи круга, при автоматической подаче позволяет получать размеры, которые могут иметь отклонение всего несколько сотых миллиметра.

- Значительно повышается производительность. Большая часть этапов технологического процесса выполняются автоматически, а значит – не требуют вмешательства оператора.
- Снижается вероятность возникновения брака. Если снизить то, сколько этапов будет выполнять человек, можно снизить вероятность возникновения проблем.
- Уменьшаются затраты за счет того, что один оператор может обслуживать несколько рабочих мест.
Круглошлифовальный станок с ЧПУ встречается довольно редко, так как он используется в редких случаях в крупносерийном и массовом производстве. Стоимость из-за включения в конструкцию системы числового программного управления значительно повышается, поэтому использовать его нужно только при крупном производстве.
Круглошлифовальный станок: технические характеристики и схемы
Содержание статьи:
Круглошлифовальные станки относятся к классу металлообрабатывающего оборудования. С их помощью выполняют точное шлифование металлических заготовок по внешней поверхности. Конструктивно станки этого типа существенно отличаются от аналогичного оборудования.
С их помощью выполняют точное шлифование металлических заготовок по внешней поверхности. Конструктивно станки этого типа существенно отличаются от аналогичного оборудования.
Конструктивные особенности оборудования
Рабочий блок станка
Принцип работы круглошлифовальных станков основан на прижиме заготовки с помощью направляющего круга либо монтажа в центах. Обработка при этом выполняется путем касания рабочего вращающего абразива с поверхностью детали. Таким образом выполняется равномерное удаление материала с формированием оптимального показателя шероховатости.
Классическая компоновка станка представляет собой сочетание токарного и шлифовального. Для фиксации заготовки в конструкции предусмотрен специальный блок. Это может быть система патронов, удерживающих деталь в горизонтальном положении. Альтернативным вариантом является применение дополнительного круга, который придавливает заготовку к абразиву.
Круглошлифовальный станок имеет следующие преимущества использования:
- возможность обрабатывать детали с различными габаритами.
 При этом важно учитывать их массу;
При этом важно учитывать их массу; - точная настройка параметров. Для обеспечения высокого качества шлифовки рекомендуется приобретать модели с автоматической подачей;
- выбор модели станка под конкретные производственные задачи. Это обеспечит максимальную производительность и снизит себестоимость продукта.
Однако для выбора оптимальной модели станка необходимо детально ознакомиться с их разновидностями и эксплуатационными качествами. Все зависит от конфигурации обрабатываемых деталей, а также требований к качеству шлифования.
Немаловажным моментом является конфигурация абразивного диска – его зернистость, площадь рабочей поверхности. Эти характеристики напрямую влияют на качество шлифовки стальной заготовки.
Виды круглошлифовальных станков
Пример компоновки станка ЗМ151
На практике на круглошлифовальных станках подвергаются обработке заготовки круглого или овального сечения. Шлифовка сложных деталей на этом оборудовании невозможна из-за специфики его конструкции. Это нужно учитывать при выборе модели станка.
Это нужно учитывать при выборе модели станка.
Наиболее распространенными моделями круглошлифовальных станков является оборудование, в котором детали устанавливаются в центрах. Фиксация заготовки выполняется между передней и задней бабкой. Для повышения качества шлифования происходит вращение тела. При контакте его с абразивным диском происходит снятие излишка материала в виде металлической пыли стружки.
Кроме этой методики в последнее время набирают популярность так называемые бесцентровые круглошлифовальные станки. В них заготовка помещается на рабочий лафет и с одной стороны удерживается вспомогательным кругом, а другой подвергается шлифованию основным абразивом. Таким образом можно выполнить качественную тонкую обработку тонкостенных цилиндров или конусов. Степень прижатия регулируется с помощью системы автоматики.
Дополнительно необходимо учитывать такие особенности, которыми обладает круглошлифовальный станок:
- наличие поворотного стола. С его помощью можно осуществлять смещение заготовки относительно абразивного диска в горизонтальной и вертикальной плоскости;
- устройство механизма подач.
 Это может быть автоматизированный комплекс или его механический аналог. В последнем случае станки подобного типа применяют для чернового шлифования;
Это может быть автоматизированный комплекс или его механический аналог. В последнем случае станки подобного типа применяют для чернового шлифования; - возможность фиксации заготовки в центрах, патроне. Этот параметр относится только к оборудованию центрового типа.
В настоящее время выпускается большое количество моделей круглошлифовальных станков. Поэтому помимо выбора по конструктивным параметрам необходимо учитывать технические и эксплуатационные качества оборудования.
Для шлифовки по всей поверхности заготовки круглошлифовальный станок должен иметь механизм смещения абразивного круга. В таком случае учитываются продольные подачи абразива и поперечные детали.
Перечень основных технических характеристик
Круглошлифовальный станок 3М152
В качестве примера можно рассмотреть работу стандартной модели круглошлифовального станка 3М152. В нем обрабатываемая деталь устанавливается в центрах. Аналогичной конструкцией обладает большая часть такого оборудования.
Лучше всего технические характеристики станка условно разделить по его узлам. Конструктивно он состоит из блока фиксации заготовки, обрабатывающего центра (шлифовальная бабка) и системы управления. Средняя масса подобного станка составляет около 8 тонн. При этом он имеет большие габариты, что предъявляет особые условия к монтажу и эксплуатации.
Основные технические параметры:
- максимально допустимые габариты и масса обрабатываемой заготовки;
- диаметры шлифования – минимальный и максимальный;
- расстояние от оси шпинделя передней бабки до поверхности рабочего стола.
Характеристики рабочего стола:
- смещение рабочего стола – максимальная длина;
- параметры ручного ускорения и замедления движения;
- углы поворота по часовой и против часовой стрелки;
- характеристики смещения с помощью гидравлической системы. Это необходимо для обработки массивных деталей.
Фиксация детали происходит между передней и задней бабками. Они должны анализироваться по следующим параметрам:
Они должны анализироваться по следующим параметрам:
- частота вращения;
- для задней бабки — величина смещения пиноли.
Кроме этого учитывается суммарная потребляемая мощность оборудования, возможность установки вспомогательных конструкций и параметры системы охлаждения. Наличие последней является обязательным требованием для промышленных моделей круглошлифовальных станков.
Для поддержания станка в рабочем состоянии необходимо периодически проводить профилактические и ремонтные работы. Особенно важно своевременно наносить смазку на движущиеся части оборудования.
Методы круглого шлифования
Способы наружного шлифования
Для выполнения наружного шлифования можно воспользоваться несколькими методиками. Выбор зависит от желаемого результата, а также фактических характеристик оборудования.
Наиболее распространенным является способ продольной обработки. Заготовка крепится в центрах. С помощью привода передней бабки ей придается вращение. Одновременно с этим механизм подачи обеспечивает продольное смещение детали относительно абразивного круга.
Кроме этого способа современные круглошлифовальные станки могут выполнять следующие типы обработки:
- глубинная. Применяется для шлифовки коротких деталей. За один проход может удаляться до 0,4 мм материала. Основной процесс обработки выполняется конической частью круга;
- врезная. С ее помощью можно эффективно делать обдирочное или чистовое шлифование. Для этого устанавливают широкие абразивные круги. В процессе обработки деталь не смещается относительно инструмента;
- уступами. Это комбинированный вид, сочетающий глубинное и врезное шлифование. Оптимальный вариант для снятия излишка материала с заготовок сложной формы.
Большинство моделей круглошлифовальных станков могут выполнять все вышеперечисленные типы обработки. Важно лишь правильно подобрать характеристики оборудования, чтобы добиться желаемой точности.
В качестве примера можно посмотреть видеоматериал, в котором показана работа круглошлифовального станка с ЧПУ:
| Характеристика | Ед. изм. | SHU321 |
|---|---|---|
| Высота центров | мм | 165 |
| Диаметр обработки | ||
| Наружное шлифование | мм | 8 … 320 |
| Внутреннее шлифование | мм | 30 … 250 |
| Длина обработки | ||
| При наружном шлифовании (в центрах) | мм | 710 |
| при внутреннем шлифовании (в патроне) | мм | 135 |
| Максимальный угол поворота | ||
| По часовой стрелке (в центрах) | град | 3 |
| Против часовой стрелки | град | 11 |
| Размеры шлифовального круга | мм | 400х203х50 |
| Угол поворота шлифовального суппорта | град | +/- 90 |
| Обороты шлифовального суппорта | мин-1 | 1700 |
| Продольная подача | ||
| Наибольшее продольное перемещение стола | мм | 760 |
| Наименьший ход стола между двумя ограничителями | мм | 8 |
| Диапазон продольных подач | мм/мин | 0. 1 … 8 1 … 8 |
| Поперечная подача | ||
| Наибольшее поперечное перемещение стола | мм | 235 |
| Дискретность поперечной подачи | мм | 0.0025 |
| диапазон поперечных подач | мм/мин | 75 … 4000 |
| Передняя бабка с шлифовальным кругом для внутреннего шлифования | ||
| Угол поворота по часовой стрелке | град | 30 |
| Угол поворота против часовой стрелки | град | 90 |
| Диапазон изменения оборотов шлифовального круга | мин-1 | 30 — 400 |
| Размеры шлифовального круга | мм | 30х16х10 |
| Задняя бабка | ||
| Конус задней бабки | Морзе | 4 |
| Ход пиноли | мм | 35 |
| Мощность | ||
| Мощность главного двигателя | кВт | 5. 5 5 |
| Мощность двигателя гидропривода | кВт | 1.5 |
| Мощность двигателя привода передней бабки | кВт | 0.75 |
| Мощность двигателя системы охлаждения | кВт | 0.25 |
| Мощность двигателя системы смазки | кВт | 0.25 |
| Габаритные размеры | ||
| Д х Ш х В | мм | 3175х1880х1700 |
| Масса | кг | 4500 |
| Технические характеристики | RSM 1000 | RSM 1500 | |
| Высота центров | 180 мм | 180 мм | |
max. диаметр шлифования диаметр шлифования |
320 мм | 320 мм | |
| с твёрдым люнетом | 60 мм | 60 мм | |
| min. диаметр шлифования | 8 мм | 8 мм | |
| max. длина шлифования | 1000 мм | 1500 мм | |
| диаметр внутреннего шлифования | с люнетом 35 – 100 мм | ||
| без люнета 30 – 125 мм | |||
| max. глубина внутреннего шлифования | 125 мм | 125 мм | |
| конус рабочей передней бабки | MK 4 | MK 4 | |
| конус задней бабки | MK 4 | MK 4 | |
| max. вес детали между центрами | 150 кг | 150 кг | |
| ход шпинделя задней бабки | 30 мм | 30 мм | |
min. размер шлифовального круга размер шлифовального круга |
0,0025 мм | 0,0025 мм | |
| max. поворот рабочей передней бабки | +90° | +90° | |
| скорость вращения шпинделя | 25, 75, 110, 50, 150, 220 об/мин | ||
| диаметр зажимного патрона | 200 мм | 200 мм | |
| max. продольное перемещение стола | 1000 мм | 1500 мм | |
| max. отклонение рабочего стола | +3° / -7° | +3° / -6° | |
| подача стола | 0,1 — 4 м/мин | 0,1 — 4 м/мин | |
| размер шлифкруга | 400 x 50 x 203 мм | 400 x 50 x 203 мм | |
| холостой ход | 35 м/с | 35 м/с | |
| скорость вращения | 1670 об/мин | 1670 об/мин | |
max. параметр шлаф. бабки параметр шлаф. бабки |
245 мм | 245 мм | |
| быстрая подача / обратный ход | 50 мм | 50 мм | |
| подача на оборот маховичка | 0,5; 2 мм | 0,5; 2 мм | |
| подача на одно деление шкалы | 0,0025; 0,01 мм | 0,0025; 0,01 мм | |
| max. радиус поворота | ± 30° | ± 30° | |
| размеры шлифовальной бабки | max. | 50x25x13 мм | 50x25x13 мм |
| min. | 17x20x6 мм | 17x20x6 мм | |
| скорость вращения | 10000 об/мин | 10000 об/мин | |
| общая мощность приводов | 7,5 кВт | 7,5 кВт | |
| двигатель шлифовального круга | 5,5 кВт | 5,5 кВт | |
| гидравлический двигатель | 0,75 кВт | 0,75 кВт | |
| рабочая передняя бабка | 0,75 кВт | 1,5 кВт | |
| насос охлаждающего средства | 0,12 кВт | 0,12 кВт | |
| габариты | 3605x1810x1515 мм | 4605x1810x1515 мм | |
| масса станка | 3700 кг | 4300 кг | |
Что такое цилиндрическое шлифование?
Что такое цилиндрическое шлифование?
Наружное круглое шлифование является одним из наиболее распространенных процессов шлифования и в основном используется для шлифования осесимметричных деталей. Отличается типом зажима заготовки и направлениями подачи:
Отличается типом зажима заготовки и направлениями подачи:
- Периферийно-поперечное шлифование между центрами (врезное шлифование)
- Периферийно-продольное шлифование между центрами (колебательное шлифование)
- Бесцентрово-периферийно-поперечное шлифование (бесцентровое врезное шлифование)
- Бесцентрово-периферийно-продольное шлифование (бесцентровое шлифование на подаче)
Самый распространенный тип зажима при наружном круглом шлифовании — зажим между центрами.Это означает, что заготовки должны быть центрированы спереди и приводиться в движение с помощью привода заготовки.
Для наружного круглого шлифования длинные, тяжелые или тонкие заготовки должны дополнительно опираться на люнеты, чтобы можно было удовлетворить необходимые требования к форме и геометрии. В серийном производстве таких инструментов, как: сверла, фрезы, ступенчатые сверла, все чаще используется лущение. Здесь резка выполняется за счет более высокой подачи, разделенной на несколько резов и уменьшенного движения подачи (колебательное движение).
При бесцентровом шлифовании заготовка фиксируется в 3 точках. Эта фиксация определяется компонентами шлифовального круга, управляющего круга и опорной линейки. Заготовка одновременно направляется и обрабатывается по периферии. При бесцентровом врезном шлифовании шлифовальный круг движется радиально к заготовке. С помощью этого процесса шлифования производятся следующие детали: струйная игла для систем впрыска, гнезда подшипников распределительных валов, толкатели клапанов для автомобильной промышленности и многие другие.При бесцентровом шлифовании со сквозной подачей, которое является типичным серийным процессом шлифования, производятся поршни для автомобильной промышленности, валы, штоки, а также элементы для промышленности подшипников качения.
Круглое внутреннее шлифование
:Внутреннее круглое шлифование — одна из самых распространенных и наиболее сложных операций шлифования. Здесь проводится различие между:
- Периферийно-поперечное шлифование (врезное шлифование) и
- Периферийное продольное шлифование (колебательное шлифование)
Причины проблем при операциях внутреннего шлифования — большие дуги контакта в зоне контакта между шлифовальным кругом и отверстием заготовки, вибрационное поведение компонентов, участвующих в активном процессе шлифования (высокочастотный шпиндель, оправка для шлифовального круга, заготовки и геометрии отверстия), которые трудно контролировать. При внутреннем цилиндрическом колебательном шлифовании сначала выполняется радиальная подача, а затем колебательное движение, поскольку шлифуемая поверхность обычно уже, чем внутренний шлифовальный круг. Как при колебательном шлифовании, так и при врезном шлифовании необходимо следить за тем, чтобы отношение диаметров внутреннего шлифовального круга составляло 0,7 — 0,8 диаметра отверстия. Это важно для оптимального удаления стружки и подачи СОЖ. Для оправки необходимо соблюдать следующее:
При внутреннем цилиндрическом колебательном шлифовании сначала выполняется радиальная подача, а затем колебательное движение, поскольку шлифуемая поверхность обычно уже, чем внутренний шлифовальный круг. Как при колебательном шлифовании, так и при врезном шлифовании необходимо следить за тем, чтобы отношение диаметров внутреннего шлифовального круга составляло 0,7 — 0,8 диаметра отверстия. Это важно для оптимального удаления стружки и подачи СОЖ. Для оправки необходимо соблюдать следующее:
- Он должен вращаться точно по кругу для уменьшения вибрации
- Следует использовать только закаленный материал, тяжелый металл или металлический вольфрам
- Всегда выбирайте минимально возможную длину оправки
5 видов круглошлифовальных станков
Цилиндрические шлифовальные станки используются для финишной обработки алюминия, карбида, стали и других металлических поверхностей.Прецизионные шлифовальные станки обычно классифицируются по вращению измельчаемого вещества и типу используемого круга. Круглошлифовальный станок используется для измельчения веществ, имеющих центральную ось вращения, таких как коленчатые валы. Существуют различные типы кругового шлифования, каждый из которых имеет различное промышленное применение. Maximum Advantage-Carolinas рассматривает пять наиболее распространенных типов круглошлифовальных станков.
Круглошлифовальный станок используется для измельчения веществ, имеющих центральную ось вращения, таких как коленчатые валы. Существуют различные типы кругового шлифования, каждый из которых имеет различное промышленное применение. Maximum Advantage-Carolinas рассматривает пять наиболее распространенных типов круглошлифовальных станков.
- Станок для внутреннего диаметра: В этих станках используется цанга для измельчения внутренней части вещества.В этом типе круглошлифовального станка используется круг, который меньше ширины материала.
- Станок для наружного диаметра: В этих станках используются центры (концевые узлы) для шлифования внешней поверхности материала. Центры используются для вращения объекта, когда он проходит через шлифовальный круг.
- Плунжерный шлифовальный станок: Это тип станка с наружным диаметром, в котором шлифовальный круг движется радиально по направлению к веществу. Он также известен как шлифовальный станок с подачей.
- Станок для глубинного шлифования: Этот тип круглошлифовального станка удаляет весь кусок материала за один проход через шлифовальный круг. Чаще всего он используется в приложениях, где необходимо сократить время производства.
- Бесцентрово-шлифовальный станок: В этих станках не используются центры или цанга для удержания объекта на месте. Вместо этого они используют для этой цели регулирующий круг, расположенный напротив шлифовального круга.Обычно это используется в приложениях, где необходимо использовать процедуры автоматической загрузки.
Чтобы узнать больше о круглошлифовальных станках или прецизионных шлифовальных станках марки MaxGrind, свяжитесь со специалистами компании Maximum Advantage-Carolinas в нашем офисе Fort Mill, SC.
Цилиндрический шлифовальный станок | MachineMfg
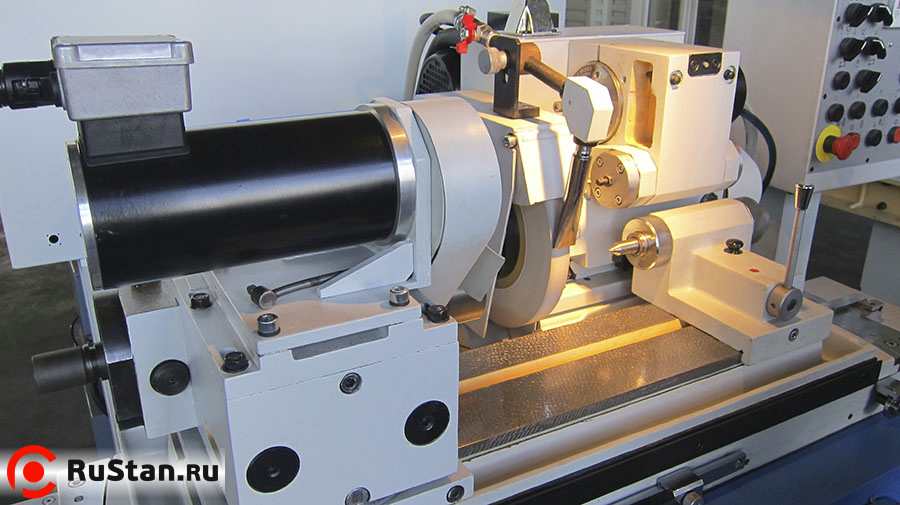
Круглошлифовальный станок — это шлифовальный станок для обработки внешней поверхности заготовки цилиндрической, конической формы и торцевой поверхности уступа.
Основной корпус состоит из корпуса станины, передней части, задней части, шлифовальной головки и пылеулавливающего устройства.
Передний конец головки и угол шлифовальной головки можно использовать для шлифования гильзы, а специальный зажим — для снятия фаски с верхнего ролика.
ВведениеВ 1830-х годах, чтобы приспособиться к закалке и обработке часов, велосипедов, швейных автоматов и других деталей, Великобритания, Германия и США соответственно разработали шлифовальный станок с естественным абразивом.
Изначально эти шлифовальные машины были созданы путем добавления шлифовальных головок к стандартным станкам, таким как токарные и строгальные станки. Они просты по конструкции, имеют низкую жесткость и подвержены вибрации во время шлифования, что требует от оператора высокой квалификации для шлифования прецизионных деталей.
Шлифовальный станок шлифует поверхность заготовки абразивным инструментом.
В большинстве шлифовальных машин используются высокоскоростные вращающиеся шлифовальные круги для шлифования, а некоторые обрабатываются другими абразивами, такими как точильные камни и абразивные ленты, например, хонинговальные станки, суперфинишные станки, ленточно-шлифовальные станки и полировальные станки для шлифовальных станков.
Шлифовальные станки могут обрабатывать материалы с более высокой твердостью, такие как закаленная сталь, твердые сплавы и т. Д., А также могут обрабатывать хрупкие материалы, такие как стекло и гранит.
Шлифовальный станок может выполнять высокоточную шероховатость поверхности с небольшим шлифованием и высокоэффективное шлифование, например, сильное шлифование.
В 1876 году на выставке Paris Expo был представлен универсальный круглошлифовальный станок, изготовленный американской компанией Brown-Sharp. Впервые обладает основными характеристиками современных шлифовальных станков.
Задняя бабка передней бабки закреплена на возвратно-поступательном столе. Станина коробчатой формы увеличивает жесткость станка и имеет приспособление для внутреннего шлифования.
Станина коробчатой формы увеличивает жесткость станка и имеет приспособление для внутреннего шлифования.
В 1883 году компания изготовила шлифовальную головку, установленную на колонне, и рабочий стол для плоскошлифовального станка с возвратно-поступательным движением.
Примерно в 1900 году разработка гидравлической трансмиссии для искусственных абразивов в значительной степени способствовала развитию шлифовальных станков.
С развитием современной промышленной специальной автомобильной промышленности последовательно внедряются различные типы шлифовальных станков.
Например, в начале 20 века компания последовательно разработала цилиндрический станок для внутреннего шлифования блоков цилиндров, станок для шлифования коленчатого вала, станок для шлифования распределительных валов и станок для шлифования поршневых колец с электромагнитной присоской.
Автоматический измерительный прибор был применен на шлифовальном станке в 1908 году.
До и после 1920 года последовательно использовались бесцентровые шлифовальные машины, двусторонние шлифовальные машины, вальцешлифовальные машины, направляющие шлифовальные машины и хонинговальные станки для суперфинишной обработки.
В 1950-х годах появился высокоточный круглошлифовальный станок, который можно было использовать для шлифования зеркал.
В конце 1960-х годов появился плоскошлифовальный станок с большой глубиной резания с медленной подачей и скоростью шлифовального круга 60-80 м / с.
В 1970-х годах широкое распространение получили микропроцессорные устройства с цифровым управлением, адаптивное управление и другие технические шлифовальные станки.
С увеличением количества высокоточных механических деталей с высокой твердостью и развитием прецизионных процессов литья и точной ковки производительность шлифовальных станков и выпуск разновидностей постоянно увеличиваются.
Основными типами шлифовальных станков являются круглошлифовальные станки, внутришлифовальные станки, плоскошлифовальные станки, бесцентрово-шлифовальные станки, заточные станки и т. Д.
Цилиндрические шлифовальные станки являются наиболее широко используемыми и могут обрабатывать различные цилиндрические конические внешние поверхности и шлифовальные машины для торцевых поверхностей уступов.
Универсальный круглошлифовальный станок также имеет приспособление для внутреннего шлифования, которое может шлифовать внутреннюю и внешнюю конические поверхности с большим конусом.
Однако круглошлифовальные станки менее автоматизированы и подходят только для мелкосерийного производства и ремонтных работ.
Внутренний шлифовальный круг имеет высокую скорость вращения шпинделя и может шлифовать цилиндрическую и коническую внутреннюю поверхность отверстия.
Обычные внутренние шлифовальные станки подходят только для единичного и мелкосерийного производства.
В дополнение к автоматическому рабочему циклу, автоматический полуавтоматический станок для внутреннего шлифования может также выполнять автоматические измерения, в основном для массового производства.
Заготовка плоскошлифовального станка обычно зажимается на верстаке или фиксируется на электромагнитном верстаке за счет электромагнитного притяжения, а затем плоскошлифовальный станок обрабатывается периферией или торцом шлифовального круга.
Бесцентрово-шлифовальный станок обычно относится к бесцентровому круглошлифовальному станку, то есть заготовка не центрируется и не зажимается, но заготовка шлифуется внешней круговой поверхностью в качестве установочной поверхности, а заготовка располагается между направляющей шлифовального круга. колеса и опирается на поддон.
Этот тип шлифовального станка отличается высокой производительностью, легко автоматизируется и используется в больших количествах.
Шлифовальный станок предназначен для изготовления инструментов. Существуют универсальные станки для заточки инструмента, станки для заточки сверл, станки для заточки протяжных кромок, станки для заточки кривизны инструмента и т. Д., Которые в основном используются в инструментальных мастерских заводов по производству станков производителей инструментов.
Шлифовальные станки с абразивными лентами используют в качестве шлифовальных инструментов быстродвижущиеся абразивные ленты.Заготовки поддерживаются конвейерными лентами, которые в несколько раз более эффективны, чем другие шлифовальные станки, а потребляемая мощность составляет лишь небольшую часть от потребления других шлифовальных станков.
Применяется в основном для обработки крупногабаритных листов, жаропрочных и труднообрабатываемых материалов, а также массового производства плоских деталей.
Специализированные шлифовальные станки специализируются на шлифовании некоторых типов деталей, таких как коленчатые валы, распределительные валы, шлицевые валы, направляющие рельсы, лопатки, дорожки качения подшипников и резьба шестерен.
Помимо вышеперечисленных категорий, существует множество типов хонинговальных, шлифовальных и координатно-шлифовальных станков.
Принцип работыЗаготовка поддерживается между двумя концами рамы головки и задней бабкой и вращается с помощью шкалы рамы головки для кругового движения подачи.
Передняя бабка и задняя бабка установлены на верстаке для продольного возвратно-поступательного движения подачи.
Верстак разделен на два верхних и нижних слоя, причем верхний верстак можно отрегулировать под небольшим углом для шлифования конической поверхности.
Рама круга с быстро вращающимся шлифовальным кругом используется для движения боковой подачи.
Чтобы уменьшить длину станка, большой круглошлифовальный станок обычно фиксируется, а рама шлифовального круга используется для продольного возвратно-поступательного движения и движения боковой подачи.
Точность шлифования круглошлифовального станка обычно составляет: круглость не более 3 мкм, шероховатость поверхности Ra 0,63 ~ 0,32 мкм; круглошлифовальный станок высокой точности может достигать круглости 0.1 мкм и Ra 0,01 мкм соответственно.
Классификация круглошлифовальных станковКруглошлифовальный станок подразделяется на врезной круглошлифовальный станок, торцевой круглошлифовальный станок и универсальный круглошлифовальный станок.
Погружной цилиндрический шлифовальный станок
Когда длина шлифовальной части заготовки меньше ширины шлифовального круга, шлифовальный круг должен непрерывно подаваться только в поперечном направлении и не должен перемещаться относительно заготовки в осевом направлении. Производительность шлифовального станка высокая.
Производительность шлифовального станка высокая.
Станок концевой круглошлифовальный
Рама круга наклонена под углом вокруг вертикальной оси, а поверхность шлифовального круга разделена на две шлифовальные поверхности, параллельные и перпендикулярные оси заготовки, при этом внешний круг и торец заплечика заготовки могут быть одновременно грунт, который обычно используется для массового производства.
Универсальный круглошлифовальный станок
Рама шлифовального круга оснащена приспособлением для внутреннего шлифования.Рама шлифовального круга и рама головки можно отрегулировать под углом относительно вертикальной оси. Шпиндель также может вращаться на раме головки в дополнение к вращению циферблата. Этот вид шлифовального станка может расширить диапазон обработки, отшлифовать внутреннее отверстие, а также внутренний и внешний конус с большим конусом, что подходит для производства мелких и средних партий и штучного производства.
Кроме того, существуют круглошлифовальные станки с двойным шлифовальным кругом и многошлифовальные станки для наружного шлифования, которые могут одновременно шлифовать две или более шейки, что подходит для массового производства.
S конструкцияОсновной корпус состоит из станины, передней части, задней части, шлифовальной головки, устройства для сбора пыли и т.п.
Передняя головка, шлифовальная головка с возможностью поворота, используется для шлифования гильзы и верхнего ролика
Специальные детали для снятия фаски, динамической балансировочной рамы и детектора верхнего ролика заказываются заказчиком.
C классификация- Станок круглошлифовальный обыкновенный
Самый распространенный круглошлифовальный станок, общая шероховатость обработки Ra может достигать Ra0.4.
- Круглошлифовальный станок с ЧПУ
Круглошлифовальный станок с ЧПУ предварительно запрограммирован в соответствии с требованиями обработки, и система управления отправляет числовые информационные инструкции для обработки, в основном для шлифования круглошлифовального станка и конического станка для наружного шлифования.
с ЧПУ обычно обладают характеристиками обобщения, высокой степени модульности, высокой точности, высокой жесткости, высокой эффективности и высокой адаптируемости.
- Круглошлифовальный станок прецизионный
По сравнению с обычным круглошлифовальным станком эффективность шлифования может быть значительно улучшена, а качество обработки заготовки может быть улучшено, что снижает затраты на рабочую силу.
- Обычные модели круглошлифовальных станков: M1320-520, M1320-750, M1332B-1000, M1332B-1500, M1332B-2000.
- Универсальный круглошлифовальный станок модели: M1420-520, M1420-750, M1432B-1000, M1432B-1500, M1432B-2000
- Подшипник шпинделя шлифовального круга использует конический подшипник динамического давления с масляным клином, а шпиндель шлифовального круга по-прежнему имеет высокую жесткость подшипника при низкой скорости.

- Направляющая рамы колеса использует направляющую с перекрестными роликами, а полуавтоматический механизм подачи реализуется с помощью вращающегося масляного цилиндра.
- Вал задней бабки имеет характеристики жесткости без зазора, а электрическая коробка и охлаждающая коробка гидравлической коробки отделены от станка.
- Индикатор насыщенного помола и фильтр охлаждающей жидкости.
- Скорость рамы головки имеет бесступенчатое регулирование скорости переменного тока.
- Электрический использует программируемый логический контроллер (ПЛК), с функцией самодиагностики, обслуживание очень удобно.
- Дополнительный автоматический измерительный прибор.
Цилиндрические шлифовальные станки в основном используются для прецизионного шлифования торцевых, наружных и конических поверхностей партий деталей валов и являются основным оборудованием в автомобильной моторной промышленности.
Он также подходит для обработки деталей валов небольшими партиями и с высокими требованиями к точности в цехах военной, аэрокосмической и общей прецизионной обработки.
(1) Он используется в текстильной прядильной промышленности, в машинах для толстой пряжи, в ленточных машинах, гребнечесальных машинах, текстурных машинах и других устройствах обработки верхних валков.
(2) Используется в производстве офисного коммуникационного оборудования, факсов, копиров, принтеров, режущих плоттеров и других резиновых роликов.
(3) Применимо к автоматическому конвейерному устройству для полиграфической, пищевой, фармацевтической промышленности, верхнему ролику, обработке пластика.
Поделиться — это забота!
Цилиндрический шлифовальный станок | Цифровая платформа IMTS
Что такое цилиндрическая шлифовальная машина?
Цилиндрическая шлифовальная машина — это специальная форма шлифовальной машины, используемая для придания формы внешней стороне объекта. Он может работать с различными формами, такими как цилиндры, шатуны, кулачки или коленчатые валы. Цилиндрические шлифовальные машины можно разделить на категории по их рабочему механизму: поперечное шлифование и врезное шлифование. Их также можно классифицировать по способу закрепления. Шлифовальные круги, охлаждающая жидкость, техническое обслуживание и другие параметры шлифования могут варьироваться в зависимости от области применения.
Он может работать с различными формами, такими как цилиндры, шатуны, кулачки или коленчатые валы. Цилиндрические шлифовальные машины можно разделить на категории по их рабочему механизму: поперечное шлифование и врезное шлифование. Их также можно классифицировать по способу закрепления. Шлифовальные круги, охлаждающая жидкость, техническое обслуживание и другие параметры шлифования могут варьироваться в зависимости от области применения.
Хотя круглое шлифование — обычная операция для доведения готовых деталей до допусков, оператор должен быть знаком с самим станком.Это включает в себя знание того, как использовать различные колеса, методы крепления и охлаждающие жидкости для достижения желаемого результата. Базовое ноу-хау имеет решающее значение для уменьшения количества брака, повышения качества помола и производительности, а также снижения затрат.
Как работает цилиндрическая шлифовальная машина?
Конструкция круглошлифовального станка состоит из пяти основных компонентов: передней бабки, задней бабки, шлифовального круга, шлифовальной бабки и стола. Продвинутые модели могут управляться компьютером (например.грамм. Цилиндрические шлифовальные станки с ЧПУ) или с несколькими колесами.
Продвинутые модели могут управляться компьютером (например.грамм. Цилиндрические шлифовальные станки с ЧПУ) или с несколькими колесами.
Передняя и задняя бабки устанавливаются на столе и перемещаются в боковом направлении. Таблица состоит из верхнего и нижнего яруса. Верхний стол можно отрегулировать под небольшим углом для выполнения конического шлифования. Высокоскоростной вращающийся шлифовальный круг вместе с рамой круга используется для движения боковой подачи.
При приведении всего в движение заготовка сначала поддерживается между передней и задней бабками и быстро вращается между центрами.Шлифовальный круг, который вращается с различной скоростью относительно заготовки для выполнения шлифования, прикреплен к шлифовальной бабке. Это приводит в движение шлифовальный станок либо врезным, либо в поперечном движении.
См. Видео ниже для более подробного ознакомления с конструкцией и работой цилиндрических шлифовальных машин:
Цилиндрический шлифовальный станок, E-tech
Типы цилиндрических шлифовальных машин
Существует большое разнообразие цилиндрических шлифовальных машин, но по существу их можно разделить на три группы.
Погружной цилиндрический шлифовальный станок
Этот тип шлифовального станка отличается высокой производительностью. Когда шлифуемая деталь меньше ширины шлифовального круга, требуется, чтобы шлифовальный круг подавался только в поперечном направлении, и заготовка не должна перемещаться относительно круга в осевом направлении.
Рисунок 1. Погружной цилиндрический шлифовальный станок с ЧПУ, Supertec
Угловой цилиндрический шлифовальный станок
Угловой подход подходит для выполнения требований жестких допусков на углы или конусность, а также для одновременного создания требуемых граней и диаметров.Этот тип шлифовальных машин быстрый, тихий и мощный, что отлично подходит для крупносерийного производства. Этот тип станка также подойдет для некоторых задач, связанных с погружением различных форм.
Этот тип станка также подойдет для некоторых задач, связанных с погружением различных форм.
Рис. 2. Угловой цилиндрический шлифовальный станок с ЧПУ, Supertec
Универсальный цилиндрический шлифовальный станок
Универсальный цилиндрический шлифовальный станок подходит для производства штучных изделий в малых и средних объемах. Он обладает повышенной универсальностью, что позволяет шлифовать внутреннее отверстие с большим конусом. Рама круга дополнена приспособлением для внутреннего шлифования.Рама колеса и рама головы могут быть наклонены под углом вокруг вертикальной оси.
Рис. 3. Универсальный цилиндрический шлифовальный станок, E-Tech Machinery
Области применения цилиндрических шлифовальных машин
Цилиндрический шлифовальный станок был разработан совместно с развитием промышленности и соответствующими технологиями. В любых приложениях, где требуется чрезвычайно точная обработка металла, цилиндрический шлифовальный станок способен обеспечить высокий уровень точности обработки. Цилиндрические шлифовальные машины широко используются в следующих отраслях:
Цилиндрические шлифовальные машины широко используются в следующих отраслях:
Автомобильная промышленность
Шлифование картера двигателя — наиболее популярное применение для цилиндрического шлифования. Другие автомобильные детали, которые обычно шлифуются с помощью цилиндрической шлифовальной машины, включают амортизаторы, кривошип и распределительные валы.
Текстильная промышленность
Круглошлифовальные станки широко используются в текстильной промышленности для обработки пряжи. Операция часто выполняется в сочетании с другим оборудованием, таким как текстурирующая машина, гребнечесальная машина, машина для толстой пряжи и т. Д.
Медицинская промышленность
Цилиндрические шлифовальные машины часто используются в ортопедическом сегменте для имплантатов, таких как бедренные колени, подносы для большеберцовой кости и т. Д. Используемые станки обычно оснащены ЧПУ с несколькими осями.
Прочие
Цилиндрические шлифовальные машины также используются в других секторах, таких как военная и аэрокосмическая. Они также часто используются для производства различного офисного и коммуникационного оборудования, такого как копировальные аппараты, принтеры, аппараты для лица и т. Д.
Заключительные слова
Для пользователей, выбирающих подходящую цилиндрическую шлифовальную машину, ключевым моментом является система управления. Большинство круглошлифовальных станков теперь управляются контроллерами с ЧПУ или ЧПУ, чтобы устранить проблемы, которые были бы у обычного шлифовального станка. Прежде чем смотреть в шпиндель, колесо, рабочий стол и т. Д., Вам необходимо сначала проверить блок управления, чтобы обеспечить плавный и скоординированный рабочий процесс.
Нужна помощь в поиске следующей цилиндрической шлифовальной машины?Выставка IMTS объединяет производителей со всего мира.Отправьте нам сообщение с вашими требованиями, и наши эксперты IMTS с радостью ответят на ваши вопросы.
ShapeSmart NP3 + Цилиндрический шлифовальный станок
Точность инструмента напрямую зависит от точности изготовления используемых заготовок. На рынке появилась новинка, позволяющая создавать сложные геометрические формы с точной соосностью и точностью размеров: круглошлифовальный станок ShapeSmart NP3 + от Rollomatic. Благодаря модульной конструкции машину можно легко адаптировать к любым требованиям и бюджету.
Рынок требует еще большей гибкости, меньших объемов партии и повышения эффективности производства. Производители удовлетворяют этот спрос, предлагая высокоточные инструменты как важный фактор производительности. «Но только те, кто вступает в гонку с идеально подготовленными бланками, имеют шанс на поул-позицию в первой формуле прецизионных тяжеловесов. Высокое качество твердого сплава является одним из факторов, но только шлифование на современных круглошлифовальных станках обеспечивает отличную основу для высокоточных фрезерных, сверлильных или пробивных инструментов », — говорит Дэмиен Вундерлин, руководитель отдела маркетинга и продаж Rollomatic SA в Ле-Ландероне, Швейцария. .«Поэтому мы расширили одну из наших классических моделей с эргономической и технической точки зрения, получив в результате ShapeSmart NP3 +, мощный, но экономичный круглошлифовальный станок».
Доступный с тремя или четырьмя осями, ShapeSmart NP3 + удовлетворяет обычные требования для высокоточного круглошлифовального станка в диапазоне шлифования от 0,025 до 25,0 мм в диаметре. Он работает по принципу шлифования и может одновременно выполнять черновую и чистовую обработку.Компания Rollomatic изначально изобрела эту технологию и снова обеспечивает невиданную ранее мощность в круглом шлифовании в сочетании с микроточностью: именно так система направляющих заготовки гарантирует концентричность в диапазоне микрометров. Даже экстремальные длины / диаметры — например, для сверл для глубокого сверления или других специальных применений — не проблема для NP3 + до 400xD.
Пользователи требуют сверхвысокой точности. Швейцарская компания добивается этого, постоянно оптимизируя конструкцию машины и оптимальным образом адаптируя отдельные компоненты.По сравнению с популярной моделью-предшественником, NP3, некоторые детали были снова улучшены. Например, Rollomatic использует панель Fanuc с 15-дюймовым дисплеем и встроенный компьютер для управления машиной. Как комментирует Вундерлин: «Благодаря новой панели управления и интегрированному ПК мы смогли еще больше повысить удобство использования для оператора. Кроме того, новая панель управления и ПК позволяют интегрировать систему измерения в процессе, так что ShapeSmart NP3 + поддерживает даже узкие допуски, поскольку любые потенциальные отклонения будут исправляться автоматически.Это гарантирует пользователям оптимальную воспроизводимость и зеркальную полировку поверхностей в автоматическом режиме — даже для инструментов сложной геометрии ».
Подъемно-складной инструментальный погрузчик позволяет без участия оператора шлифовать все, от небольших до крупных партий, поскольку он может обрабатывать до 1360 заготовок длиной до 300 мм. С помощью диспетчера заданий можно автоматически запрограммировать и изготовить 10 различных профилей инструментов. Благодаря встроенному флипперу оба конца заготовки можно шлифовать на длину до 200 мм.Регулировка положения шлифовального круга может быть легко и автоматически выполнена с помощью системы контроля зазора. Трехмерный измерительный щуп облегчает определение конечного положения инструмента, что может использоваться, например, в качестве второй операции для зачистки и шлифования поднутрений на шлифованных концевых фрезах. Действительно, ступеньки, конусы и радиусы могут быть полностью обработаны за один зажим.
Weldon Шлифовальные машины с ЧПУ | ID Grinders
Обработка самых требовательных приложений
Полная линейка из 8 универсальных моделей шлифовальных станков с ЧПУ
Все шлифовальные станки с ЧПУ Weldon специально сконфигурированы, настроены и запрограммированы для удовлетворения самых взыскательных требований конечного пользователя.Наши возможности включают не только обычное шлифование, но и высокоскоростное суперабразивное шлифование, где мы являемся лидерами отрасли по стандартам точности и производительности.
Ассортимент продукцииWeldon предлагает жизнеспособное решение практически для любой задачи внешнего или внутреннего цилиндрического шлифования деталей диаметром от 0,100 до 16 дюймов и от нескольких унций до 1000 фунтов. Уникальные особенности станков Weldon и обширный опыт работы с суперабразивами позволяют успешно обрабатывать такие труднообрабатываемые материалы, как карбид, керамика, экзотические аэрокосмические сплавы и твердые инструментальные стали.
Все шлифовальные станки с ЧПУ Weldon могут регулярно и автоматически шлифовать контуры, конусы, фаски, скругления, радиусы, уступы и прямые диаметры за одну установку и одну непрерывную операцию. У них есть возможности для работы OD / ID в одной установке; ID контурное изображение; и нешлифовальное шлифование… все с отличными результатами по производительности и качеству. Все шлифовальные станки Weldon достаточно прочны для выполнения больших производственных работ, а их возможности ЧПУ обеспечивают чрезвычайно быстрое время настройки, что может сделать рентабельным завершение даже самых маленьких партий.
Перед отгрузкой все машины проходят испытания и квалификацию на реальных производственных деталях пользователя. После отгрузки инженер Weldon выезжает на место установки, чтобы помочь с запуском и провести обучение на месте оператора, программиста и обслуживающего персонала.
Когда вы обращаетесь к Weldon за вашими требованиями к шлифованию с ЧПУ, вы получаете следующие важные преимущества:
- Повышение производительности и эффективности
- улучшенное качество деталей
- Улучшенный контроль процесса измельчения
- простое управление, требующее меньше навыков оператора
- Быстрая окупаемость ваших инвестиций
Вы можете быть уверены в том, что ваш поставщик шлифовальных станков решает самые сложные в отрасли задачи шлифования с ЧПУ с момента появления ЧПУ в начале 1970-х годов.
Передовые технологии открывают новые возможности для цилиндрического шлифования
Хотя цилиндрическое шлифование использовалось в течение некоторого времени, его возможности могут быть не полностью оценены. Благодаря новой технологии шлифовальных кругов, средствам управления, материалам и процессам правки, охлаждающей жидкости и насосам, а также более интеллектуальному программному обеспечению, с современными станками стоит познакомиться.
Инженер Okuma по приложениям Робби Уильямс управляет устройством управления OSP-P300G на шлифовальном станке GP15W, входящем в серию GPW / GAW компании.Цилиндрические шлифовальные станки стали более гибкими и простыми в эксплуатации благодаря многоколесным станкам, которые позволяют использовать одну настройку для сложного процесса для датчиков, которые измеряют детали на станке для поддержания критических допусков.
Один из процессов, который набирает обороты, — это шлифовка с отслаиванием, при которой удаляется большое количество стали или карбида за один проход с использованием высоких скоростей подачи и скорости шпинделя, как на токарном станке.
Между тем охлаждающие жидкости на масляной основе пользуются у некоторых пользователей более предпочтительными, чем вода.Усовершенствованные охладители и нагреватели поддерживают стабильные рабочие температуры, жизненно важные для соответствия более жестким требованиям, предъявляемым к компонентам аэрокосмической, автомобильной и других отраслей, изготовленным из сверхтвердых карбидов, керамики или материалов с покрытием. Насосы с программируемой переменной частотой обеспечивают точное количество охлаждающей жидкости, когда она больше всего необходима.
Более сложные шарнирные или стационарные датчики могут измерять сложные характеристики деталей — длину, выступы, конусность, внешний диаметр (OD) и даже внутренние отверстия — с компенсацией температуры и износа колеса, и все это без разжима детали.
Все это составляет современную линейку цилиндрических шлифовальных машин, которые ловко обрабатывают детали, такие как валы и шестерни, или мелкие, как шарико-винтовые передачи, резьбы и режущие инструменты.
Подачи, скорости и гибкость
Стремление ускорить наладку шлифовального станка и производство деталей, а также расширить возможности его применения привело к значительным модернизациям.
Например, станки Studer от United Grinding North America (Майамисбург, Огайо) обеспечивают новый уровень гибкости, сказал Ханс Уэлчи, вице-президент по продажам цилиндрических изделий.Современная деталь может быть частично покрыта карбидом или другим материалом с помощью высокоскоростного кислородного топлива (HVOF), для чего потребуется алмазный круг для этой секции. Подложка из сплава или стали требует другого колеса. При настройке с несколькими колесами шлифовальный станок может обрабатывать всю деталь, избегая множественных настроек и проблем с биением.
Станки Studer также просят шлифовать больше подшипников, особенно для аэрокосмической промышленности. С одной установкой станок может шлифовать наружный диаметр кольца и внутреннюю часть дорожки качения с одинаковым зажимом в системе башмаков.По словам Уэлчи, шлифовальные станки для подшипников традиционно выполняли разные функции на трех или четырех станках.
Он также отметил, что линейка Studer имеет более точные линейные шкалы с градуировкой в нанометрах вместо микрон.
Между тем, осознавая, что для некоторых режущих инструментов изначально требуется круглая круглая шлифовка, ANCA Inc. (Виксом, штат Мичиган) усовершенствовала свои станки, чтобы они могли вращать шпиндельную бабку со скоростью до 3000 об / мин или вмещать 10 ″ (254 мм). ) диаметр колеса. Машины ANCA также имеют функцию контроля в процессе.
На шлифовальных станках для инструментов и фрез возможность первого этапа круглого шлифования «хорошая особенность», — сказал президент ANCA Рассел Риддифорд. Это сводит к минимуму количество переналадок или «переносов» инструмента от одного станка к другому.
АссортиментANCA включает MX7 Linear и более крупный TX7 Linear, которые можно использовать для шлифования ряда деталей, включая ведущие шестерни для валов рулевого управления с гидроусилителем, опорные подшипники, косозубые шестерни и твердосплавные заготовки для режущих инструментов, таких как концевые фрезы и сверла.MX7 имеет до шести станций колесных пакетов для настройки нескольких операций; Ячейка TX7 имеет от двух до 21 колесных пар.
«У вас есть библиотека колес, к которой вы можете обратиться», — сказал Риддифорд. «Вы можете приказать машине получить пакет колес № 15 и выполнить эту конкретную операцию, а время смены колеса составляет около 12 секунд». Установка и регулировка колес перед эксплуатацией может занять около 15 минут.
Он отметил, что шлифование кожуры с помощью цилиндрических машин набирает обороты благодаря своей способности удалять несколько миллиметров материала за один проход.«Мы много работаем с поставщиками шлифовальных кругов», — отметил Риддифорд. «Большое внимание уделяется шлифованию с отслаиванием и способности шлифовального круга удерживать кромку в течение длительных периодов времени, чтобы обеспечить такое массовое удаление материала».
Скорость подачи для шлифования кожуры «довольно агрессивна», — продолжил он. Станок рассчитывает оптимальную частоту вращения шпинделя, когда оператор вводит в контроллер отснятый материал.
Детали и процессы
Среди недавних дополнений в репертуаре круглошлифовальных работ — замена хромирования покрытиями HVOF, сказал Роб Титус, специалист по шлифовальным машинам Okuma America Corp.(Шарлотта, Северная Каролина). В частности, этот процесс очень эффективно используется в аэрокосмической промышленности.
Раньше конечные пользователи хромировали детали, шлифуя хром, чтобы сохранить прочность при окончательной сборке. По его словам, HVOF включает распыление смеси карбида хрома на детали — например, на низкоуглеродистую сталь — что позволяет получить более ровное и стабильное покрытие и повысить износостойкость.
Измельчитель ANCA MX7 и погрузчик RoboMate.Титус отметил, что потенциальным препятствием для оптимального использования кругового шлифования часто является практика использования устаревших технологических спецификаций, ограничивающих принятие текущих скоростей шлифования.Он пояснил, что современные суперабразивные колеса могут подаваться с расходом Q-prime, превышающим 5 мм3 / мин, в то время как аэрокосмические спецификации, разработанные в 1980-х годах, могут быть основаны на 2,5 Q-prime.
«Технология шлифования немного отличается от остального мира механической обработки», — пояснил Титус, отметив, что есть особенности и методы, которые более мелкие клиенты или те, кто не использует шлифование в качестве основного процесса, могут не использовать и не извлекать из них выгоду. .
Например, датчики акустической эмиссии используются в станках Okuma и других производителей оборудования более 25 лет.Они отслеживают, когда шлифовальный круг касается заготовки, чтобы замедлить круг до скорости шлифования, а также когда шлифовальный круг касается круга во время правки. Но Титус все еще встречает клиентов, которые о них не слышали.
В автомобильной промышленности шлифовальные машины приспосабливаются к более жестким допускам и более легким компонентам, — сказал Шейн Фаррант, национальный менеджер по продукции шлифовальных машин компании Toyoda Machinery USA (Арлингтон-Хайтс, Иллинойс). Toyoda специализируется на производстве распредвалов и коленчатых валов.
«Различные отрасли промышленности представляют новые материалы, с которыми мы можем работать, что приятно видеть и бросает вызов нам и нашим клиентам в плане прикладных решений. Во многих случаях мы обращаемся к производителям шлифовальных кругов за рекомендациями по работе с материалами, отличными от наших обычных мягких и закаленных сталей и чугуна ».
Одежда для успеха
Существует множество методов для восстановления режущего действия или регулировки круга на цилиндрической шлифовальной машине, в том числе одноточечная, вальцовая, дробящая в процессе, когда круг находится в контакте с деталью, и постобработка, сказал Риддифорд из ANCA.Производители шлифовальных кругов разрабатывают устройства, которые минимизируют количество требуемых правок и работают дольше и усерднее.
Колеса из оксида алюминия являются более традиционным и относительно менее дорогим вариантом, обычно используются для обработки стали и гибки в том, что касается правки с различными профилями и формами.
«Состав этих колес с точки зрения их соединений и других химических веществ варьируется в зависимости от области применения», — сказал Риддифорд. «Вы можете использовать более крупный абразивный круг для черновой обработки, а затем более мелкий абразивный круг для чистовой обработки.”
Оптимизация срока службы колес и производительности зависит от множества факторов, отметил он: частичный пробег; прислушиваясь к рулю; осмотр деталей, сходящих с машины; мониторинг данных контроллера ЧПУ, который отслеживает потребляемую мощность колеса, которая увеличивается по мере затупления колеса; и использование программного обеспечения, которое регулирует обороты, чтобы колесо работало в заданном диапазоне параметров.
Поставщики шлифовальных кругов, такие как 3M и Saint-Gobain, «дадут вам хорошую информацию об отправной точке с точки зрения скорости и подачи», — сказал он, направляя пользователей, где их круги работают лучше всего.«Но затем вы устанавливаете этот шлифовальный круг на два разных станка, и он, вероятно, будет работать по-разному на обоих. Это может зависеть, например, от того, является ли одна машина более жесткой, чем другая ».
Для облегчения исследований и разработок кругов два более крупных станка ANCA находятся в американских лабораториях ведущих производителей шлифовальных кругов, которые вместе с ними разрабатывают и тестируют свои продукты.
Чтобы шлифовальные круги работали с оптимальным эффектом, United Grinding представляет версию 2.0 своей технологии WireDress для агрегатов с алмазной связкой или кубическим нитридом бора (CBN) на металлической связке.
WireDress — это электроэрозионный метод удаления связующего материала с суперабразивных колес, пояснил Уэлчи, позволяющий получать более острые колеса с более простыми в изготовлении профилями. Представляемая меньшая и менее навязчивая версия подходит для машин Studer. Эта технология позволяет лучше контролировать форму, профиль и точность шлифовальных кругов по сравнению с традиционными методами.
«На обычном колесе мы в основном используем одноточечный комод», — пояснил Ульчи. «Если это колесо с покрытием, вы не можете его поправить — вы не можете повлиять на форму или геометрию.Если это круг на керамической связке, вы можете использовать дисковый правочный станок и обрабатывать форму, но вы ограничены в том, какой тип профиля у вас есть — обычно это прямая форма или базовый профиль. Если это алмазный круг на полимерной связке, вам останется только отточить круг с помощью шлифовального круга из карбида кремния ».
Однако при использовании метода электрического разряда WireDress искры, генерируемые проволокой, удаляют связь между алмазными частицами металлического круга, обнажая алмазное зерно или зерно CBN и улучшая шлифовальную способность круга.«Он очищает соединение без давления или отклонения», и все это с помощью простого программирования на ЧПУ.
Это особенно полезно для создания формы резьбы с очень мелким шагом на круге для получения резьбы на твердосплавной заготовке, — добавил он.
Сохраняйте спокойствие
Исторически, согласно Riddiford компании ANCA, охлаждающие жидкости на водной основе предпочитались для шлифования наружных диаметров, но для некоторых пользователей на первый план выходит масло, которое лучше для колес, отделки поверхности и машины в целом.
«Теперь нефть имеет очень высокую скорость воспламенения, — пояснил он.«Гораздо безопаснее использовать масло в качестве основной охлаждающей жидкости, особенно при шлифовании кожуры, которое требует хорошей смазывающей способности».
Прядильная установка Chevalier SMART-B1224III.Важность охлаждающей жидкости выходит далеко за рамки простого охлаждения детали.
«Положение охлаждающей жидкости имеет решающее значение во всех операциях шлифования, особенно на наружном диаметре, — сказал он. «Форсунки, которые направляют охлаждающую жидкость на колесо, должны быть в нужном месте», чтобы обеспечить охлаждение в точке контакта между колесом и деталью.Для удаления образующихся частиц или стружки требуется надлежащий поток охлаждающей жидкости.
Из разных материалов образуется разная стружка, добавил он. Например, при внешнем шлифовании нержавеющих сталей образуется волокнистая стружка, а при термообработке заготовки образуются частицы, подобные мелкому песку.
Хотя доступны более густые синтетические или обычные смазочно-охлаждающие жидкости, идеальное масло должно быть жидким и маловязким с высокими температурами вспышки, — посоветовал он. «Многие шлифовальные круги были разработаны на основе охлаждающей жидкости на масляной основе.«А производители шлифовального масла, такие как Oelheld и Blaser SwissLube,« постоянно работают над химическим составом своих охлаждающих жидкостей ».
Охлаждающие жидкости также зависят от области применения, продолжил он; Для карбида может потребоваться нечто иное, чем нержавеющая сталь. В то время как мастерская может искать охлаждающую жидкость со средними характеристиками для ряда шлифовальных работ, производственный цикл, посвященный только карбиду, позволит использовать охлаждающую жидкость более высокого качества.
Масло «абсолютно» лучше для процесса измельчения, сказал Титус из Okuma.«Если вы поговорите с производителем шлифовального круга о суперабразивном шлифовальном круге, он скажет:« Я бы хотел, чтобы он работал в масле, потому что он будет работать намного лучше и прослужит намного дольше »». % клиентов компании предпочитают воду в качестве охлаждающей жидкости из-за воздействия на окружающую среду утилизации нефти. Кроме того, необходимое оборудование для пожаротушения в машинах требует дополнительных затрат.
Усовершенствованная конструкция шлифовальной машины помогает уменьшить проблемы теплового смещения. По словам Фарранта, компания Toyoda изменила конструкцию отливки, чтобы контролировать колебания температуры в производственной атмосфере, изолировав отливку от охлаждающей жидкости стальной пластиной с воздушным зазором.
Для отвода охлаждающей жидкости компания Toyoda добавила канал под шлифовальной головкой, чтобы исключить скопление жидкости вокруг шлифовальной головки. «Термическая стабильность помогает сократить количество смещений, необходимых, когда операторы возвращаются после перерыва или во время периода прогрева машины», — сказал Фаррант.
Программное обеспечение и датчики
Расчет подачи и скорости, времени зажигания и других параметров процесса для обеспечения желаемой точности и качества поверхности требует, чтобы программное обеспечение для шлифования было более технологичным, сообщил Уэлчи из United Grinding.Отсутствие квалифицированных операторов требует, чтобы программное обеспечение позволяло цилиндрическим шлифовальным машинам рассчитывать, как шлифовать и насколько быстро.
В дополнение к библиотекам колес и профилей колес, программное обеспечение United Grinding предлагает опцию быстрой настройки, которая использует систему датчиков станка для измерения деталей, не касаясь каждого колеса к заготовке, и немедленно калибрует станок. Время настройки может быть сокращено до 10% с одним колесом и до 90% с четырьмя колесами. Кроме того, программное обеспечение может устанавливать скорость подачи и скорость, а также методы шлифования, что позволяет быстро получить хорошую деталь, при этом оператору не потребуется полдня для настройки правильной настройки.По словам Уэлчи, пользователь может создать деталь за 10 минут, а не за 30 минут.
Поворотный стол Chevalier SMART-B2460III.Еще одна важная функция программного обеспечения — это балансировка колес, сказал Риддифорд из ANCA; его компания предлагает пакет программного обеспечения, который включает внутримашинную балансировку для предотвращения вибрации и гармоник. Имея свои станки для шлифования деталей диаметром от 20 тысячных до 6 дюймов, «мы постоянно работаем над улучшением программного обеспечения с точки зрения ускорения шлифования станков», в частности, за счет ускорения настройки.
Между тем, особенности Индустрии 4.0, появляющиеся во всех секторах производства, переходят на шлифовальные станки с датчиками, отслеживающими процессы и износ компонентов и прогнозирующими, когда детали машин должны быть отремонтированы или заменены.
«Мы видим, что все больше клиентов нуждаются в какой-то системе автоматизации», — сказал Ульчи. «При круглом шлифовании с его короткими циклами обычно не говорят об обработке без выключения света». Тем не менее, модуль автоматизации flexLoad от United Grinding позволяет оператору хранить на складе достаточно деталей, чтобы измельчитель мог работать от 30 минут до часа без присмотра.
Chevalier Machinery Inc. (Санта-Фе-Спрингс, Калифорния) предлагает два запатентованных программных решения для шлифования. Диалоговая графическая программа компании предлагает стиль настройки «Вопросы и ответы», который спрашивает оператора, что требуется для работы, а затем создает программу. «Любой, у кого нет опыта в проектировании, программировании или эксплуатации ЧПУ, может использовать его», — сказал Джонсон Лан, вице-президент по продажам. Chevalier также предлагает систему связи iMachine, которая использует MT-LINKi для мониторинга данных о производительности, предотвращения простоев и прогнозирования производственных проблем.«Удаленный мониторинг фабрики не только повысит производительность, но и даст систематически контролируемые результаты», — отметил Лан.
Chevalier также предлагает два датчика шпинделя, один для автоматической балансировки, а другой для измерителя нагрузки шпинделя для определения цикла правки круга. «Заказчики могут использовать это как индикатор для обслуживания машины», — сказал Лан.
По словам Титуса, шлифовальные станки Okuma присоединились к его токарно-фрезерным станкам и включают в себя систему управления OSP-P300G с открытой архитектурой на базе Windows, которая «очень подходит для Industry 4.0. ” Вместе с этим поставляется пакет диалогового программирования с ЧПУ, «снижающий потребность в специальном программисте для станка. Оператор просматривает серию меню и заполняет пробелы, и на основе этих входных данных создается программа ЧПУ », — сказал он.
И в Toyoda мониторинг заводов в целом, а также машин по отдельности был в центре внимания в течение последнего года или около того, сказал Фаррант. Многие проблемы, связанные со шлифованием, можно выявить до того, как они возникнут, путем мониторинга вибрации, шума и температуры отливок, охлаждающей жидкости и смазочных материалов.
Такой мониторинг входит в стандартную комплектацию шлифовальных машин Toyoda в виде AAA-модуля Toyopuc, который обеспечивает возможность подключения на заводе. Недавно представленная система управления Toyopuc-Touch «помогает облегчить разговорные аспекты управления с оператором», — сказал Фаррант. С точки зрения технического обслуживания система управления позволяет легко отслеживать неисправности в лестнице для быстрой диагностики, например, вплоть до неисправного провода, а руководства по шлифовальной машине доступны одним нажатием кнопки на панели управления.
В конечном счете, «мы хотим иметь возможность запустить цикл и позволить машине работать как можно дольше без какого-либо вмешательства».
Об авторе: Джефф Джордано работал редактором SME с 2016 года и журналистом в сфере производства и технологий с 2005 года.