2А614, 2А614-1 станок горизонтально-расточной универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе горизонтально-расточного станка модели 2А614
Производитель горизонтально-расточного станка модели 2А614 Ленинградский станкостроительный завод им. Свердлова, основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Станки 2А614-1-1, 2Л614-1, 2Л615-1, 2М614-1, 2М615-1, 2Н614-1, 2Н615-1 выпускались, также, на Чаренцаванском станкостроительном заводе.
Станки производства Ленинградского станкостроительного завода им. Свердлова
- 2А470 — станок координатно-расточной двухстоечный особо высокой точности, 1400 х 2240
- 2А614 — станок горизонтально-расточной универсальный, Ø 80
- 2А620 — станок горизонтально-расточной универсальный, Ø 90
- 2А620Ф1 — станок горизонтально-расточной с УЦИ, Ø 90
- 2А620Ф2 — станок горизонтально-расточной с ЧПУ, Ø 90
- 2А622 — станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф1 — станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф2 — станок горизонтально-расточной с ЧПУ, Ø 110
- 2А622Ф4 — станок горизонтально-расточной с ЧПУ, Ø 110
- 2А656Ф11, 2А656РФ11 — станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 2В460 — станок координатно-расточной двухстоечный, 1000 х 1600
- 2В622Ф4 — станок горизонтально-расточной с ЧПУ, Ø 125
- 2Е460
- 2Е470 — станок координатно-расточной двухстоечный, 1400 х 2240
- 2Е656, 2Е656Р — станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 262Г — станок горизонтально-расточной универсальный, Ø 85
- 2620, 2620А — станок горизонтально-расточной универсальный, Ø 90
- 2622, 2622А — станок горизонтально-расточной универсальный, Ø 110
- 2657 — станок горизонтально-расточной универсальный, Ø 150
- 6441Б — станок копировально-фрезерный горизонтальный с электронным управлением, 630 х 1200
- 6652 — станок продольно-фрезерный двухстоечный четырехшпиндельный, 1250 х 4250
2А614 Горизонтально-расточной станок универсальный.
 Назначение и область применения
Назначение и область примененияУниверсальные горизонтально-расточные станки 2А614 заменили устаревшие станки моделей 2614, 2615.
Станки горизонтально-расточные модели 2А614-1, 2A615-1 предназначены для обработки корпусных деталей массой до 2000 кг, с точными отверстиями, связанными между собой точными межосевыми расстояниями.
Станки 2А614 обладают большой универсальностью. На них можно производить сверление, растачивание, зенкерование и развертывание отверстий, фрезерование плоскостей и пазов, а также обтачивание торцов, растачивание отверстий и обработку кольцевых канавок радиальным суппортом планшайбы (станок 2A614-1). Станок 2A614-1 по заказу потребителя может быть изготовлен с резьбонарезным устройством. Наличие механизированного зажима инструмента, жесткость, виброустойчивость, быстроходность и удобство в управлении станком позволяют вести на них точную производительную обработку с наименьшей затратой машинного и вспомогательного времени.
Расточные станки 2А614 снабжены неподвижной передней стойкой и встроенным поворотным столом, имеющим продольное и поперечное перемещение относительно оси шпинделя.
Конструкция станков 2А614 позволяет производить фрезерование по восьмиугольному контуру с двумя подачами: поперечной — стола и вертикальной — шпиндельной бабки, а также фрезерование с круговой подачей стола.
Станок 2A614-1, в отличие от станка 2A615-1, оснащен встроенной планшайбой с радиальным суппортом.
Шпиндель и планшайба приводятся во вращение от электродвигателя переменного тока через зубчатую коробку скоростей, снабженную однорукояточным селективным механизмом. Подачи осуществляются от электродвигателя постоянного тока с широким диапазоном регулирования. Конструкция привода позволяет изменять величину подачи на ходу, без остановки станка.
Станки предназначены для работы в инструментальных и механических цехах.
Класс точности станка Н.
Точность деления на поворотном столе ±5′.
Шероховатость обработанной поверхности V3—V7.
Конструктивные и эксплуатационные особенности станков:
- расточный шпиндель с твердой азотированной поверхностью в стальных закаленных втулках большой длины;
- повышенная жесткость, виброустойчивость шпинделя;
- механизированный зажим инструмента;
- шариковинтовые пары;
- закаленные токами высокой частоты боковые направляющие качения для подвижных узлов;
- специальная прецизионная опора качения поворотного стола;
- автоматический поворот стола через 90°;
- автоматический зажим и отжим подвижных узлов станка на направляющих;
- подвесной жесткий электрический пульт;
- телескопическая защита направляющих;
- электрический штурвал для точной установки подвижных узлов с чувствительностью до 0,005 мм;
- централизованная, автоматизированная смазка направляющих;
- тиристорный привод подач.
Станки могут быть оснащены различными системами числового программного управления как отечественного, так и зарубежного производства.
2А614 Посадочные и присоединительные базы горизонтально-расточного станка
Посадочные и присоединительные базы расточного станка 2А614
2А614 Общий вид горизонтально-расточного станка
Фото горизонтально-расточного станка 2А614
2А614 Расположение составных частей горизонтально-расточного станка
Расположение составных частей горизонтально-расточного станка 2А614
Перечень составных частей горизонтально-расточного станка 2А614
- * Стойка задняя с люнетом — 2A614-1.13.000
- Стол — 2A614-1.22.000
- Планшайба — 2М614.32.001
- Пульт управления — 2М614.75.000
- Подвеска пульта — 2M614.74.000
- Стойка передняя — 2А614-1.12.000
- Бабка шпиндельная — 2A614-1.30.000
- Шкаф электрооборудования — 2A614-1.92.000
- Станция смазки — 2M614.14.000
- Коробка распределительная — 2A614-1.51.000
- Станина — 2А614-1.
 11.000
11.000 - Сани продольные — 2A614-1.21.000
* поставляется по требованию заказчика за отдельную плату
2А614 Расположение органов управления горизонтально-расточным станком
Расположение органов управления горизонтально-расточным станком 2А614
Перечень органов управления горизонтально-расточным станком 2А614
- Маховичок тонкой ручной подачи люнета задней стойки
- Рукоятка зажима люнета задней стойки
- Кнопки быстрых установочных перемещений люнета задней стойки
- Кнопки быстрых установочных перемещений люнета задней стойки
- Рукоятка зажима поворотного стола
- Рукоятка зажима поперечных салазок стола
- Рукоятка включения нарезания резьбы (в станках с резьбонарезным устройством)
- Рукоятка установки величины подачи
- Рукоятка установки частоты вращения шпинделя и планшайбы
- Рукоятка зажима шпиндельной бабки
- Рукоятка включения вращения планшайбы
- Рукоятка ручных перемещений всех подвижных органов (штурвал)
- Рукоятка зажима продольных саней стола
- Рукоятка ручного проворота поворотного стола
- Рукоятка зажима задней стойки
- Рукоятка перемещения задней стойки
2А614 Пульт управления горизонтально-расточным станком
Пульт управления горизонтально-расточным станком 2А614
Пульт управления горизонтально-расточным станком 2А614
- Кнопка СТОП ПОДАЧИ
- Кнопки включения рабочей подачи при включенном главном приводе
- Кнопки установочных перемещний рабочих органов
- Кнопки включения рабочей подачи при включенном главном приводе
- Кнопки быстрых установочных перемещений рабочих органов
- Кнопки установочных перемещний рабочих органов
- Кнопки быстрых установочных перемещений рабочих органов
- Переключатель выбора рабочих органов:
- стол и шпиндель вдоль
- шпиндель
- стол поперек
- бабка шпиндельная
- суппорт планшайбы
- контурное фрезерование
- тонкая — перемещение любого органа
- грубая — перемещение шпинделя
 Направление вращения шпинделя и планшайбы по часовой стрелке
Направление вращения шпинделя и планшайбы по часовой стрелке2А614 Кинематическая схема горизонтально-расточного станка
Кинематическая схема горизонтально-расточного станка 2А614
Схема кинематическая горизонтально-расточного станка 2А614. Смотреть в увеличенном масштабе
2А614 Кинематические цепи горизонтально-расточного станка
Кинематические цепи станков позволяют осуществлять:
- вращение и толчковый проворот шпинделя, а для станков 2A614-1 также вращение и толчковый проворот планшайбы с радиальным суппортом (цепь главного движения)
- рабочую подачу, а также установочные и быстрые перемещения всех рабочих органов (стола вдоль и поперек относительно оси шпинделя, шпиндельной бабки, шпинделя, а также суппорта планшайбы у станков 2А614-1
- быстрый поворот стола от отдельного электродвигатели
- ручные перемещения всех рабочих органов от одного штурвала, находящегося на шпиндельной бабке
- установочные быстрые перемещения люнета задней стойки от отдельного электродвигателя
Вращение шпинделя и планшайбы осуществляется от двухоскоростного электродвигателя через коробку скоростей, обеспечивавшую получение 20 ступеней частоты вращения шпинделя и 15 ступеней частот вращения планшайбы.
Привод подач включает в себя электродвигатель постоянного тока, работающий в широком диапазоне регулирования. Постоянство выбранной подачи обеспечивается наличием электрической обратной связи (см. раздел «Электрооборудование»).
Кинематическая схема станка дает полное представление о порядке передачи движений от электродвигателей к исполнительным органам станка.
Общая компоновка станка 2А614
В станках применена наиболее распространенная для данного типоразмера станков компоновка с неподвижной передней стойкой, закрепленной на станине станка. По вертикальным направляющи передней стойки перемещается шпиндельная бабка, в которой находятся: коробка скоростей с главным электродвигателем, шпиндельное устройство с механизмом осевого перемещения шпинделя и т.д.
На направляющих станины расположен стол, имеющий продольное, поперечное (по отношении к шпинделю) и круговое движение. В станине под шпиндельной бабкой, перед передней стойкой, расположена распределительная коробка о электродвигателем подач.
Смазка коробки скоростей и распределительной коробки производится централизованно от станции смазки, находящейся у правого торца станины. Смазка включается автоматически при включении электродвигателя главного движения или электродвигателя подач.
Смазка всех направляющих производятся также автоматически от плунжерных насосов во время перемещения рабочих органов.
Направлявшие станины, а также поперечные направлявшие стола защищены от загрязнения и попадания стружки телескопическими щитками.
Конструкция универсальных горизонтально-расточных станков 2А614
Привод главного движения (рис. 8) размещен в корпусе шпиндельной бабки. Все валы привода вращаются на подшипниках качения. Зубчатые колеса подвергнуты термической обработке, что в сочетании со шлифованным профилем зубьев обеспечивает длительную работоспособность при сохранении первоначальной точности.
Конструкция зубчатых блоков обеспечивает замену в случае повреждения любого венца без замены всего блока. Все подвижные зубчатые колеса перемещаются на шлицевых или гладких (без шпонок) валах.
Все подвижные зубчатые колеса перемещаются на шлицевых или гладких (без шпонок) валах.
Шпиндельное устройство состоит из расточного и полого фрезерного шпинделей. Шпиндель I сопрягается со стальники калеными втулками 5 и 12, что обеспечивает длительное сохранение точности устройства. Фрезерный шпиндель 9 вращается на подшипниках качения высокой точности, допускающих регулировку их радиального зазора. Вращение шпинделю передается зубчатым колесом 10 или 11. Станки 2A614-1 снабжены планшайбой 3 с радиальным суппортом 4. Вращение на гильзу 6 планшайбы передается зубчатым колесом 7. Передний конец фрезерного шпинделя 9 снабжен фланцем 2.
Привод перемещения суппорта планшайбы представлен на рис.11. Планшайба 8 представляет из себя корпусную чугунную деталь, неподвижно закрепленную на гильзе. По направлявшим планшайбы в радиальном направлении перемещается суппорт 3, имеющий два Т-образных паза для закрепления на нем инструмента. От зубчатого колеса 10 через шариковую предохранительную муфту 9, конические зубчатые колеса 1 и 2 движение передается на винт 7, который находится в зацеплении с рейкой 4, жестко закрепленной на суппорте планшайбы. Реечно-винтовой привод суппорта снабжен устройство» выбора зазоров, что устраняет возможность произвольного перемещения суппорта при вращении планшайбы и влияет на точность и чистоту обработки.
Реечно-винтовой привод суппорта снабжен устройство» выбора зазоров, что устраняет возможность произвольного перемещения суппорта при вращении планшайбы и влияет на точность и чистоту обработки.
Механизм переключения скоростей — селектор (рис. 12) обеспечивает включение любой частоты вращения шпинделя или планшайбы при помощи подвижных блоков зубчатых колес и изменения скорости вращения приводного электродвигателя.
Механизм перемещения всех трех блоков зубчатых колес одинаков. Рычаг 7 своим сухарем 6 заходит в паз перемещаемого зубчатого колеса. На другом конце рычага имеется палец 9, входящий в паз барабана 8. С барабаном связано зубчатое колесо I, находящееся в постоянном зацеплении с зубчатыми рейками 2 и 3. Фигурные концы реек упираются в диск селектора II, имеющего на концентрических окружностях ряд отверстий разного размера, выполненных в определенной последовательности. В зависимости от положения диска селектора рейки могут занимать вполне определенное фиксированное положение. Изменение положения роек 2 и 3 вызывает проворот зубчатого колеса I, a , следовательно, барабана 8. Фигурный паз барабана при провороте увлекает палец 9, вызывая перемещение рычага 7 и переключение блока зубчатых колес.
Изменение положения роек 2 и 3 вызывает проворот зубчатого колеса I, a , следовательно, барабана 8. Фигурный паз барабана при провороте увлекает палец 9, вызывая перемещение рычага 7 и переключение блока зубчатых колес.
Изменение скорости вращения двухскоростного электродвигателя осуществляется конечным выключателем 18, на который воздействует палец 17, одним концом упирающийся в диск селектора или проходящие в его отверстие.
Рукоятку 13 выводят в крайнее положение. При этом, под действием пружины 10, валик 12 перемещается влево, воздействуя на конечный выключатель 16. Контакторы конечного выключателя разомкнутся и электродвигатель коробки скоростей отключится. Одновременно благодаря зубчатому колесу 15 и рейке 14, диск II отводится, освобождая концы зубчатых реек и пальцы 17 и 20.
Вращением рукоятки вокруг оси валика 12 устанавливают требуемую частоту вращения. Вместе с рукояткой 13 вращается диск 11. При возвращении рукоятки в фиксированное положение происходит перемещение зубчатых блоков и включение требуемой частоты вращения электродвигателя.
Если в процессе перемещения зубчатых блоков торцы зубъев одного из переключаемых зубчатых колес упрутся в торцы зубьев соответствующего неподвижного зубчатого колеса, рукоятка остановится, не доходя до фиксированного положения. При этом валик 12 переместится вправо, воздействуя на конечный выключатель 16. Произойдет импульсное включение электродвигателя коробки скоростей, зубчатые колеса провернутся и войдут в зацепление.
При подходе рукоятки 13 к фиксированному положению диск воздействует на соответствующие контакты конечных выключателей 18 и 19, обеспечивая работу электрической схемы. Для облегчения ввода зубьев в зацепление и уменьшения износа торцов при переключении схемой предусмотрен автоматический реверс импульсного вращения.
Вариатор служит для регулирования скорости вращения электродвигателя подач. Зубчатое колесо 4 (рис. 12) осуществляет механическую связь между селектором и вариатором, что обеспечивает сохранение величины подачи при изменении частоты вращения шпинделя. Изменение величины подачи осуществляется рукояткой 5.
Изменение величины подачи осуществляется рукояткой 5.
Штурвальное устройство (рис. 13) служит для осуществления ручных перемещений всех подвижных органов станка. Шпиндель может иметь две скорости ручных перемещений: быстрого (грубая подача) и медленного (тонкая подача). Все остальные органы имеют только тонкую подачу. Кнопка включения штурвального устройства и тумблер переключения с тонкой подачи на грубую находятся на пульте управление станком.
При вращении штурвала 13 через зубчатые конические передачи движение передается на валы 3 и 7. В случае, если включена электромагнитная муфта 2 тонкой подачи, то вращение через зубчатые колеса 4 и 5 передается на вертикальный вал 6 и далее в распределительную коробку станка, где уже включена соответствующая кинематическая цепь подачи выбранного органа (тонкая подача шпинделя и суппорта планшайбы происходит от вертикального вала 6, минуя распределительную коробку). Если же включена электромагнитная муфта 8, то через зубчатое колесо 10 шпинделю сообщается быстрое перемещение.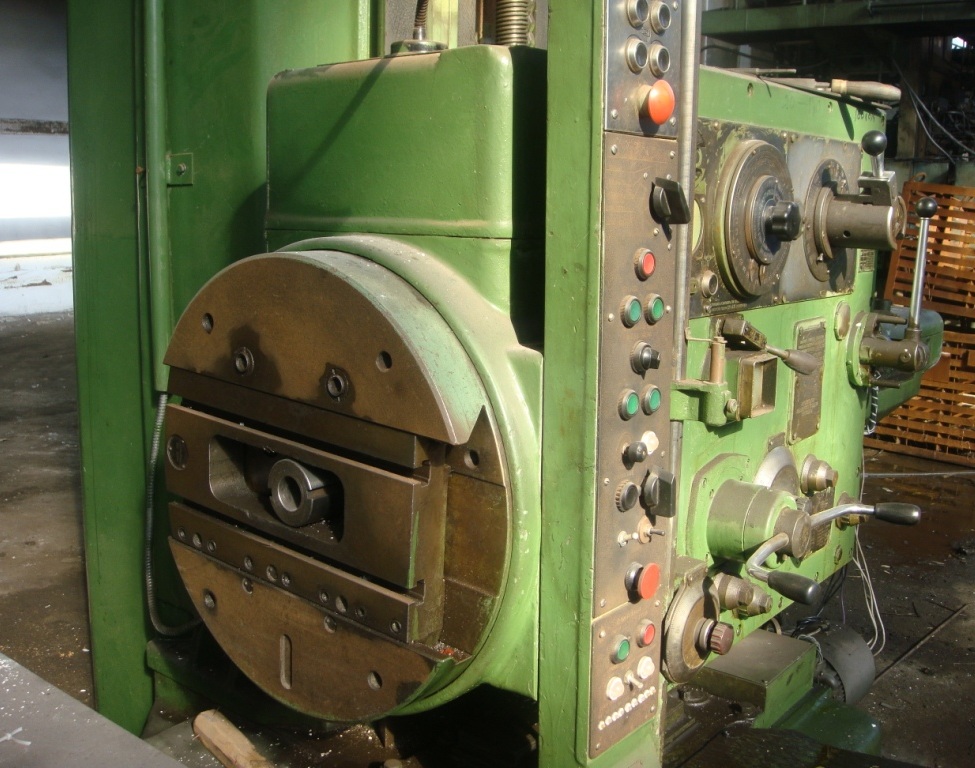 В этом случае за один оборот штурвала шпиндель получает 20 мм осевого перемещения.
В этом случае за один оборот штурвала шпиндель получает 20 мм осевого перемещения.
2А614 Установочный чертеж горизонтально-расточного станка
Установочный чертеж горизонтально-расточного станка 2А614
Читайте также: Обозначения кинематических схем металлорежущих станков
Технические характеристики горизонтально-расточных станков 2А614-1-1
| Наименование параметра | 2А614-1 | 2А615-1 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станков по ГОСТ 8-77 | Н | Н |
| Диаметр выдвижного расточного шпинделя, мм | 80 | 80 |
| Наибольший диаметр расточки шпинделем, мм | ||
| Наибольший диаметр расточки суппортом планшайбы, мм | — | |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | — | |
| Точность установки координат, мм | ||
| Точность установки поворотного стола, сек | ||
| Наибольший диаметр сверла (по конусу), мм | ||
| Стол | ||
| Рабочая поверхность встроенного поворотного стола, мм | 1000 х 1000 | 1000 х 1000 |
| Наибольшая масса обрабатываемого изделия, кг | 2000 | 2000 |
| Наибольшее перемещение стола (продольное / поперечное), мм | 800/ 1000 | 800/ 1000 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,26. ..2000 ..2000 | 1,26…2000 |
| Наибольшее усиление подачи стола (вдоль и поперек), кН | 10 | 10 |
| Деление шкалы лимба, мм | ||
| Деление шкалы лимба поворота стола, град | ||
| Выключающие упоры | есть | есть |
| Скорость быстрых продольных перемещений стола, м/мин | 5,0 | 5,0 |
| Скорость быстрых поперечных перемещений стола, м/мин | 5,0 | 5,0 |
| Скорость быстрых установочных круговых перемещений стола, об/мин | ||
| Шпиндельная бабка, выдвижной шпиндель, планшайба | ||
| Наибольшее горизонтальное (осевое) перемещение выдвижного шпинделя, мм | 500 | 500 |
| Частота вращения шпинделя, об/мин | 20..1600 | 20..1600 |
| Количество скоростей шпинделя | 20 | 20 |
| Пределы рабочих подач шпинделя, мм/мин | 1,26. | 1,26…2000 |
| Конец выдвижного шпинделя по ГОСТ 24644-81 с конусом для крепления инструмента | 40АТ5 | 40АТ5 |
| Конец выдвижного шпинделя по ГОСТ 6569-75 с конусом для крепления инструмента | Морзе 5 | Морзе 5 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,5…800 | — |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,26..2000 | 1,26..2000 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 800 | 800 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 5,0 | 5,0 |
| Скорость быстрых перемещений шпинделя, м/мин | 5,0 | 5,0 |
| Скорость вращения планшайбы, об/мин | 6,3..200 | — |
| Количество скоростей планшайбы | 16 | 16 |
| Возможность отключения вращения планшайбы | есть | — |
| Возможность одновременной подачи суппорта и шпинделя | ||
| Наибольшее перемещение радиального суппорта планшайбы, мм | 125 | — |
| Скорость быстрых перемещений радиального суппорта, м/мин | 2 | — |
| Наибольший крутящий момент на шпинделе, Н*м | 865 | 865 |
| Наибольший крутящий момент на планшайбе, Н*м | 1300 | — |
| Наибольшее усиление подачи шпинделя, кН | 7,5 | 7,5 |
| Наибольшее усиление подачи суппорта, кН | ||
| Наибольшее усиление подачи бабки, кН | ||
| Нарезаемая метрическая резьба, мм | ||
| Нарезаемая дюймовая резьба, число ниток на 1″ | ||
| Электрооборудование, привод | ||
| Напряжение силовой цепи, В | ~380/220В 50Гц | ~380/220В 50Гц |
| Напряжение цепей управления, В | ~110; -24 | ~110; -24 |
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения, кВт | 6 | 6 |
| Электродвигатель привода поворота стола, кВт | 0,8 | 0,8 |
| Электродвигатель привода подачи (постоянного тока), Нм | 21 | 21 |
| Электродвигатель привода насоса СОЖ, кВт | 0,12 | 0,12 |
| Электродвигатель привода люнета, кВт | 0,27 | 0,27 |
| Суммарная мощность электродвигателей, кВт | ||
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 4518 х 2950 х 2870 | 4518 х 2950 х 2870 |
| Масса станка, кг | 8500 | 8500 |
- Бернштейн-Коган В.
 С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969 - Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.
 В. Расточное дело, 1960
В. Расточное дело, 1960
Список литературы:
Связанные ссылки. Дополнительная информация
Паспорт 2А614-1 Станок горизонтально-расточной (Чаренцаванск)
Наименование издания:
Книга 1: Руководство по эксплуатации — 72 Страницы
Книга 2: Электрооборудование станка — 128 Страниц
Выпуск издания: Чаренцаванский станкостроительный завод
Год выпуска издания: 1986
Кол-во книг (папок): 2
Кол-во страниц: 200
Стоимость: Договорная
Описание: Полный комплект документации
Книга 1: Руководство по эксплуатации
Содержание:
Техническое описание
1. Назначение и область применения станка
2. Состав станка
3. Устройство и работа станка и его составных частей
4. Система смазки
5. Указания мер по технике безопасности
6. Порядок установки
Порядок установки
7. Настройка, наладка и режимы работы
8. Регулирование
9. Расположение подшипников
Паспорт
10. Общие сведения
11. Основные технические данные и характеристики
— Габаритные размеры станка в плане
— Габаритные размеры рабочего пространства станка
12. Сведения о ремонте станка
13. Сведения об изменениях в станке
14. Комплект поставки
15. Свидетельство о приёмке
16. Свидетельство о консервации
17. Свидетельство об упаковке
19. Рисунки
— Расположение составных частей станка
— Расположение органов управления
— Пульт управления
— Схема кинематическая станка 2А614-1
— Схема кинематическая станка 2А615-1
— Привод главного движения
— Устройство шпиндельное станка 2А614-1
— Устройство шпиндельное станка 2А615-1
— Привод перемещения суппорта планшайбы
— Механизм переключения скоростей
— Устройство штурвальное
— Вал распределительный и дифференциал станка 2А614-1
— Вал распределительный станка 2А615-1
— Механизм осевого перемещения шпинделя
— Коробка распределительная
— Стол
— Схема смазки принципиальная
— Схема транспортировки
— Установка станка
— Монтаж противовеса
— Устройство блокировки шпиндельной бабки от падения
— Зажим шпиндельной бабки
— Салазки поперечные
— Схема расположения подшипников
— Размеры основные расточных шпинделей
— Размеры основные фрезерных шпинделей
— Размеры основные планшайбы 2А614-1
— Размеры основные поворотного стола
— План габаритный
Книга 2: Электрооборудование станка
1. Общие сведения
Общие сведения
Органы управления и их назначение
2. Первоначальный пуск станка
3. Электрическая схема описание
4. Защита и блокировки в схеме управления станком
5. Специальные режимы
6. Указания по монтажу и эксплуатации
7. Инструкция по эксплуатации электрооборудования
8. Техническая характеристика электрооборудования
Схемы электрические расточного станка:
— Схема электрическая принципиальная станка (2А614-1.90.080.Э3)
— Схема электрическая принципиальная станка (2А614-1.90.080-1.Э3)
— Блок питания. Схема электрическая принципиальная (2А622.970.000.Э3)
— Блок питания. Схема электрическая соединений (2А622.970.000.Э4)
— Электрошкаф. Схема электрическая соединений (2А614-1.90.083.Э4)
— Панель №1. Схема электрическая соединений (2А614-1.90.081.Э4)
— Панель №2. Схема электрическая соединений (2А614-1.90.082.Э4)
— Станина-стойка. Схема электрическая соединений (2А614-1.90.085.Э4)
— Пульт подвесной. Схема электрическая соединений (2А614-1.90.086-1.Э4)
Схема электрическая соединений (2А614-1.90.086-1.Э4)
— Вариатор подач. Схема электрическая соединений (2А614-1.90.087.Э4)
Расточные станки для продажи на Liberty Metal & Machines Private Limited
Фильтры
Все категорииГенераторы с коническими зубчатыми колесами (20)Расточные станки (13)Бесцентрово-шлифовальные станки (11)Токарные станки с ЧПУ (3)Токарные станки (1)Круглошлифовальные станки (134) Круглошлифовальные станки (1)Сверлильные станки (45)Станки для торцевания и центровки (2)Станки для чистовой обработки зубчатых колес (8)Зубофрезерные станки (40)Зубофрезы (25)Зубонарезные станки (1)Шлифовальные станки (39)Горизонтально-расточной станок (1) Внутришлифовальные станки (24)Координатно-расточные станки (3)Токарные станки (88)Сверхмощные токарные станки (3)Токарные станки (4)Обрабатывающие центры (1)Обрабатывающий центр (13)Станки (1)Фрезерный станок (19)2)Плоско-фрезерный станок (3)Радиально-сверлильный станок (1)Долбежные станки (11)Плоскошлифовальные станки (79)Инструментально-шлифовальные станки (37)Различные (20)Вертикальные токарные станки (4)
Горизонтально-сверлильный станок Stanko 2A614
- Нью-Дели, Индия
Свяжитесь с нами по цене
Станко (Россия) производит горизонтально-сверлильный станок в отличном рабочем состоянии. Модель м...
Модель м...
Подробнее
Горизонтально-сверлильный станок TOS 63 мм
- Нью-Дели, Индия
Свяжитесь с нами для уточнения цены
TOS (Чехия) Горизонтально-сверлильный станок WH 63 в отличном рабочем состоянии. Станок ...
Подробнее
WMW Union BFT 903 Горизонтально-сверлильный станок
- Нью-Дели, Индия
Свяжитесь с нами, чтобы узнать цену
WMW-Union (Германия) производит горизонтально-сверлильный станок в отличном рабочем состоянии. Модель т...
Узнать больше
Горизонтально-сверлильный станок TOS WH 63
- Нью-Дели, Индия
Свяжитесь с нами, чтобы узнать цену
TOS (Чехия) Горизонтально-сверлильный станок WH 63 в отличном рабочем состоянии. Шпиндель ...
Подробнее
TOS W100A H-сверлильный станок
- Нью-Дели, Индия
Свяжитесь с нами, чтобы узнать цену
TOS (Чехия) Горизонтально-сверлильный станок W100A в отличном рабочем состоянии. Шпиндель ...
Шпиндель ...
Узнать больше
Координатно-сверлильный станок SIP MP-3K
- Нью-Дели, Индия
Свяжитесь с нами, чтобы узнать цену
SIP (Швейцария) производит высокоточный вертикально-сверлильный станок в отличном рабочем состоянии....
Подробнее
Горизонтально-сверлильный станок TOS W100A
9 Нью-Дели, Индия
Свяжитесь с нами, чтобы узнать цену
Горизонтально-сверлильный станок TOS (Чехия) в отличном рабочем состоянии.0009
- Нью-Дели, Индия
Свяжитесь с нами, чтобы узнать цену
Отличное состояние (WMW-Union) (BFT-100/IV) (Горизонтально-сверлильный станок) находится в Нью-Дели, Ин...
Узнать больше
Сверлильный станок WMW Union BFT80
- Нью-Дели, Индия
Свяжитесь с нами, чтобы узнать цену
Отличное состояние Сверлильный станок WMW-Union BFT 80, расположенный в Нью-Дели, Индия. Пожалуйста, нажмите req...
Узнать больше
Сверлильный станок WMW BFT-125/III
- Нью-Дели, Индия
Свяжитесь с нами, чтобы узнать цену
Расточной станок WMW-Union BFT-125/III в отличном состоянии, расположенный в Нью-Дели, Индия. Пожалуйста, нажмите...
Пожалуйста, нажмите...
Подробнее
Горизонтально-сверлильный станок Pama AL100
- Нью-Дели, Индия
Свяжитесь с нами, чтобы узнать цену
Горизонтально-сверлильный станок Pama AL 100 в отличном состоянии, расположен в Нью-Дели, Индия. Пожалуйста, c...
Узнать больше
Горизонтально-сверлильный станок TOS W100
- Нью-Дели, Индия
Свяжитесь с нами, чтобы узнать цену
Горизонтально-сверлильный станок TOS W100 в отличном состоянии, расположенный в Нью-Дели, Индия. Пожалуйста, нажмите...
Узнайте больше
Горизонтально-сверлильный станок Ceruti AC-85
- Нью-Дели, Индия
Свяжитесь с нами, чтобы узнать цену
Отличное состояние Горизонтально-сверлильный станок Ceruti AC-85 находится в Нью-Дели, Индия. Пожалуйста, кл...
Узнать больше
Станко 2А622-1 Расточной станок настольного типа Подержанные станки
- Описание
- Технические характеристики
- Об этом продавце
ДИАМЕТР ШПИНДЕЛЯ: 110 мм ISO 50 - МОРЗЕ 6 РАЗМЕРЫ
СТОЛ: 1250x1120 мм
ВЕРТИКАЛЬНЫЙ ХОД: 1000 мм
ТЕЛЕСКОПИЧЕСКАЯ ОПРАВКА: 710 мм
ПОПЕРЕЧНАЯ КАНАЛА: 1250 мм
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Ось X | 710 мм |
| Ось Y | 1250 мм |
| Ось Z | 1000 мм |
| Кондукторный тип | нет |
| Длина стола | 1250 мм |
| Ширина стола | 1120 мм |
| Диаметр шпинделя | 110 мм |
Макс. скорость шпинделя скорость шпинделя | 1250 об/мин |
| Мощность двигателя шпинделя | 10 кВт |
| Капитальный ремонт | № |
| ------------------- | |
| Вес | 19000 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | отлично |
| По местным нормам | --------- |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2018 |
| Предложения онлайн | 17 |
| Последнее действие | 17 апреля 2023 г. |
Описание
Диаметр шпинделя: 110 мм ISO 50 - Морс 6 измерений
Таблица: 1250x1120 мм
Вертикальный ход: 1000 мм
Телескопическая мантри.0181 Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
