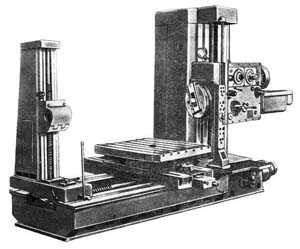
 Сведения о производителе горизонтально-расточного станка 2620ВПроизводителем горизонтально-расточных станков моделей 2620В Ивановский завод тяжелого станкостроения, основанный в 1953 году. 21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ). Станки производства Ивановского завода тяжелого станкостроения ИЗТС2620В станок горизонтально-расточный универсальный. Назначение и область примененияНачало серийного производства станка 1973 год. В настоящее время станок не производится. Станок универсальный горизонтально-расточный 2620В предназначен для обработки корпусных деталей из черных и цветных металлов, имеющих точные отверстия, связанные между собой точными межосевыми расстояниями. Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 3000 кг. На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом, фрезерование торцовыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом при продольном движении стола. Особенности конструкции станка 2620ВСтанок модели 2620В предназначен для обработки корпусных деталей, имеет неподвижную переднюю стойку, поворотный стол с продольным и поперечным перемещением относительно оси шпинделя и планшайбу с радиальным суппортом. На станке можно производить сверление, зенкерование, растачивание и развертывание отверстий, связанных между собой точными координатами, обтачивание торцов, протачивание канавок и выступов радиальным суппортом при подаче стола, а также непрерывным фрезерованием с обходом по прямолинейному контуру при помощи переключателя на пульте управления. Станок характеризуется повышенной жесткостью и виброустойчивостыо шпиндельной системы. Выдвижной расточной шпиндель с твердой азотированной поверхностью перемещается в стальных закаленных направляющих втулках большой длины, что повышает его жесткость, виброустойчивость и обеспечивает длительное сохранение точности. Шпиндель смонтирован на прецизионных подшипниках качения. Скорость шпинделя переключается однорукояточным селективным механизмом со специальным устройством, автоматически защищающим торцы зубьев от износа во время переключения. Управление станком осуществляется с центрального пульта, жестко закрепленного на станине, и вспомогательного переносного пульта управления. Центральный ручной привод используется для тонких установочных перемещений всех подвижных органов и быстрого осевого перемещения шпинделя. Привод подач широкого диапазона 1 :800 от электродвигателя постоянного тока позволяет изменять подачу во всем диапазоне без переключения каких-либо муфт или зубчатых колес. Величина и направление подачи регулируются переключениями с пульта при помощи электромагнитных муфт. При работе на тяжелых обдирочных режимах стол и бабка, фиксируются однорукояточными зажимами. При чистовой обработке фиксация стола и бабки, а также точное их перемещение по направляющим осуществляется специальными упругими устройствами, исключающими необходимость применения зажимов. Координаты перемещений шпиндельной бабки, люнета, задней стойки и стола в поперечном направлении, а также при повороте стола на 90° отсчитываются при помощи навесных оптических устройств с ценой деления 0,01 мм и точностью установки координат. ±0,025 мм на длине 100 мм и ±0,07 мм на длине 1000 мм. Применение оптических устройств значительно повышает точность установки подвижных органов, уменьшает утомляемость зрения рабочего и сокращает вспомогательное время. За отдельную плату со станком потребителю поставляются: устройство для повторной установки по координатам, резьбонарезное приспособление и вращающаяся опора люнета. Точность обработки изделий на горизонтально-расточном станке 2620В:
Класс точности станка Н. Шероховатость обработанной поверхности V 6. Модификации горизонтально-расточного станка 2620В
Производители горизонтально-расточного станка 2620
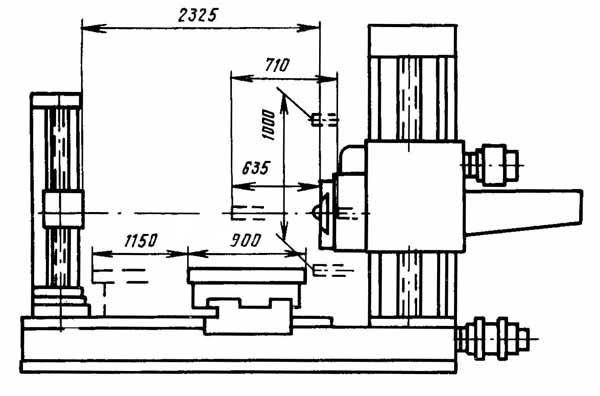
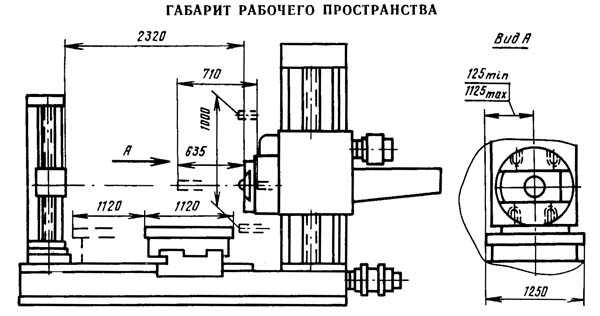
Габарит рабочего пространства горизонтально-расточного станка 2620В
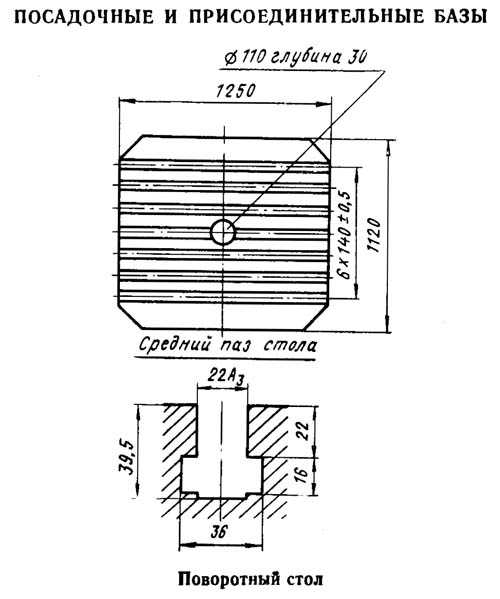
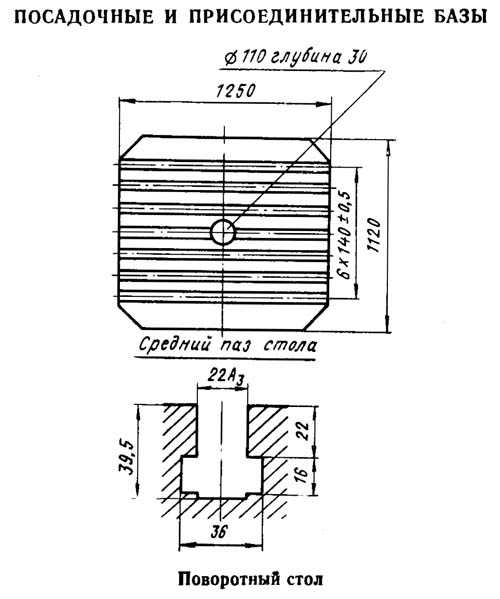
Габарит рабочего пространства станка 2620в Посадочные и присоединительные базы горизонтально-расточного станка 2620В. Поворотный стол
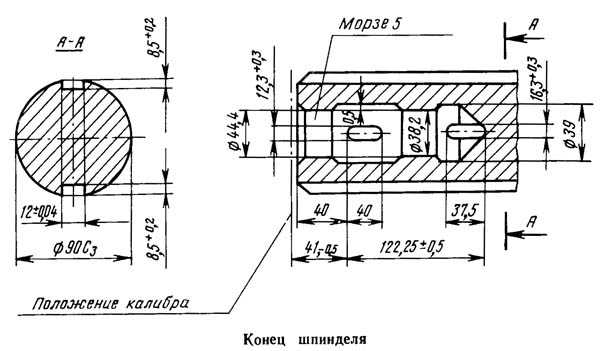
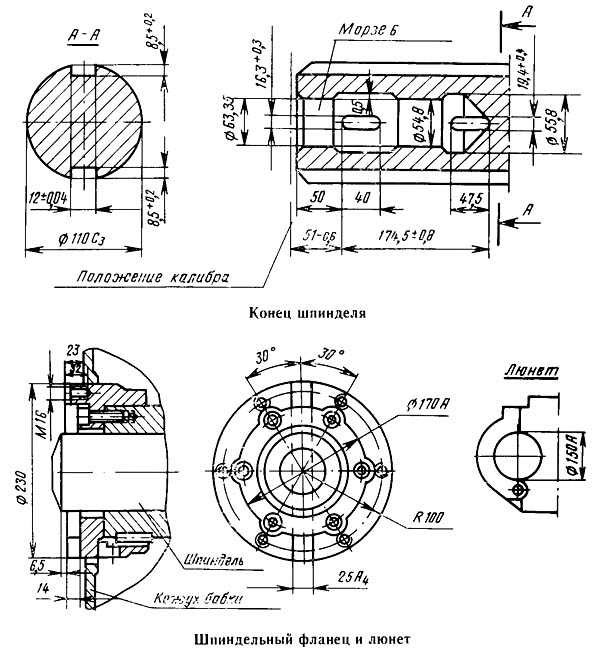
Поворотный стол горизонтально-расточного станка 2620в Посадочные и присоединительные базы горизонтально-расточного станка 2620В. Конец шпинделя
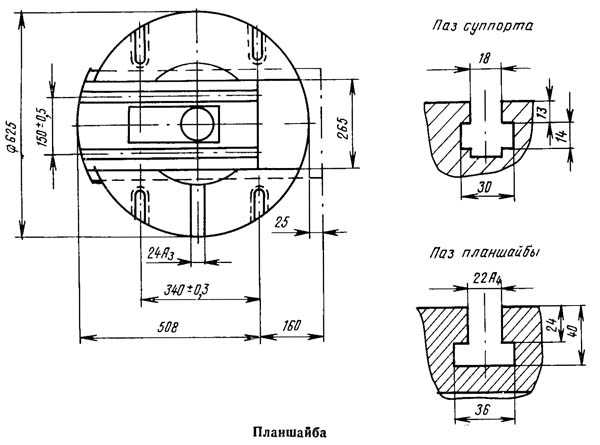
Конец шпинделя горизонтально-расточного станка 2620в Посадочные и присоединительные базы горизонтально-расточного станка 2620В. Планшайба радиальная встроенная
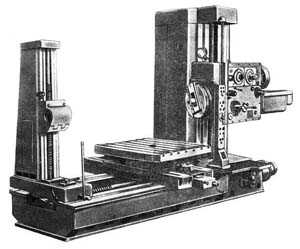
Планшайба радиальная встроенная расточного станка 2620в Фото горизонтально-расточного станка 2620В
Фото горизонтально-расточного станка 2620в
Фото горизонтально-расточного станка 2620в
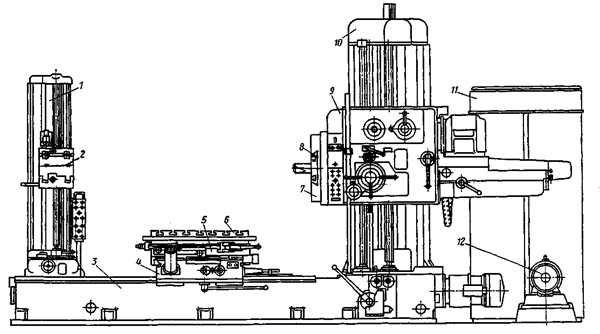
Фото горизонтально-расточного станка 2620в Фото горизонтально-расточного станка 2620В. Смотреть в увеличенном масштабе Расположение составных частей горизонтально-расточного станка 2620В
Расположение составных частей расточного станка 2620в Перечень составных частей горизонтально-расточного станка 2620В
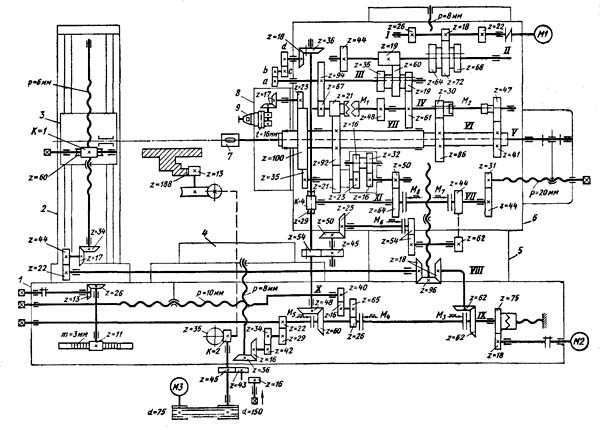
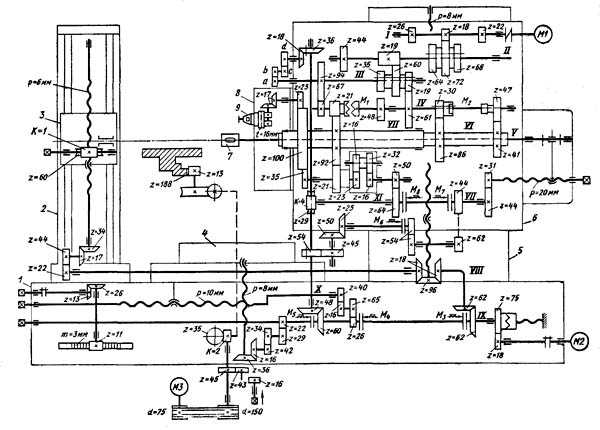
Кинематическая схема горизонтально-расточного станка 2620В
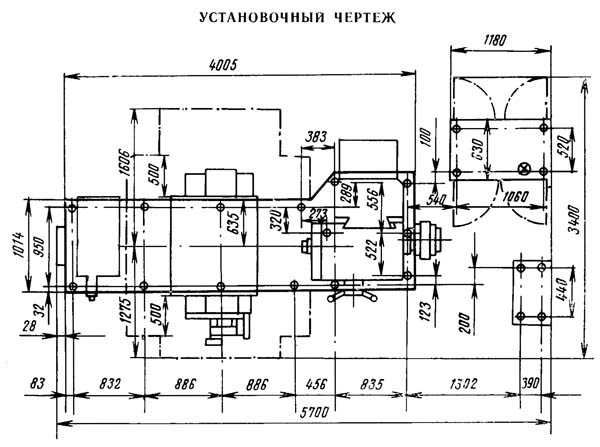
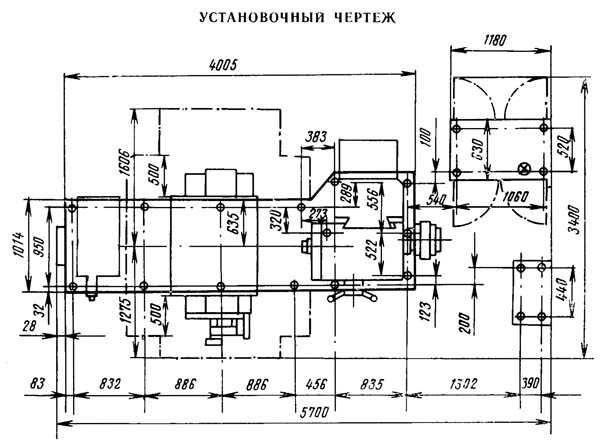
Кинематическая схема расточного станка 2620в Кинематическая схема горизонтально-расточного станка 2620в. Смотреть в увеличенном масштабе Установочный чертеж горизонтально-расточного станка 2620В
Установочный чертеж расточного станка 2620в 2620В горизонтально расточной станок. Видеоролик.Технические характеристики горизонтально-расточных станков 2620В
Связанные ссылки Паспорта горизонтально-расточных станков Каталог горизонтально-расточных станков Справочник деревообрабатывающих станков Справочник КПО Купить каталог, справочник, базу данных: Прайс-лист информационных изданий | ПродукцияНовости |



stanki-katalog.ru
Руководство горизонтально расточной станок 2620 с2
Сведения о производителе горизонтально-расточного станка 2620
Производителем горизонтально-расточных станков моделей 2620, 2620А, 2622, 2622А является Ленинградский станкостроительный завод им. Свердлова , основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
В 2003 г. в отношении предприятия была возбуждена процедура банкротства
В 2004 г — банкротство завода. Торговая марка продана предприятию Киров-Станкомаш, ООО
Горизонтально-расточные станки. Общие сведения
Синонимы: горизонтально-расточный станок, горизонтально-расточной станок, horizontal boring machine.
Расточные станки предназначаются для обработки деталей в условиях единичного и серийного производств. Это — широкоуниверсальные станки, на которых можно производить черновое и чистовое растачивание отверстий, обтачивание наружных цилиндрических поверхностей и торцов отверстий, сверление, зенкерование и развертывание отверстий, фрезерование плоскостей, нарезание резьбы и другие операции. Большое разнообразие различных видов обработки, производимых на расточных станках, позволяет в ряде случаев проводить полную обработку детали без перестановки ее на другие станки, что особенно важно для тяжелого машиностроения.
Характерной особенностью расточных станков является наличие горизонтального (или вертикального) шпинделя, который совершает движение осевой подачи. В шпинделе крепится режущий инструмент — борштанга с резцами, сверло, зенкер, фреза, метчик и др. В последнее время широкое применение начинают получать расточные станки с программным управлением, что сокращает время на переналадку станка, повышает производительность труда и улучшает качество обработки.
В зависимости от характера выполняемых операций, назначения и конструктивных особенностей расточные станки можно подразделить на универсальные и специализированные. В свою очередь, универсальные станки разделяются на
- станки горизонтально-расточные
- координатно-расточные
- станки алмазно-расточные (отделочно-расточные)
Для всех типов станков наиболее существенным параметром, определяющим все основные размеры станка, является диаметр расточного шпинделя.
Формообразующими движениями в расточных станках являются: вращение шпинделя и движение подачи. Подача сообщается либо инструменту, либо заготовке, в зависимости от условий обработки. Вспомогательными движениями являются:
- установочные перемещения шпиндельной бабки в вертикальном направлении
- установочные перемещения стола в продольном и поперечном направлениях
- установочное перемещение задней стойки с люнетом, перемещение люнета по стойке и т. д
Горизонтально-расточные станки бывают трех видов:
- с неподвижной передней стойкой
- с передней стойкой, передвигающейся в одном направлении
- с передней стойкой, передвигающейся в двух направлениях
Расточные станки с диаметром шпинделя до 125 мм изготовляются с неподвижной передней стойкой и поворотным столом, перемещающимся в продольном и поперечном направлениях.
Тяжелые расточные станки с диаметром шпинделя свыше 125 мм имеют переднюю стойку, перемещающуюся в одном или двух направлениях.
Самые крупные расточные станки с диаметром шпинделя свыше 220 мм изготовляются с передней стойкой, перемещающейся в продольном и поперечном направлениях, и неподвижной плитой, предназначенной для установки обрабатываемых деталей.
Наиболее распространенными из горизонтально-расточных станков являются гамма станков с неподвижной передней стойкой.
2620, 2620А, 2622, 2622А горизонтально-расточные станки. Назначение и область применения
Станки моделей 2620, 2620А, 2622 и 2622А (общего размера) предназначены для обработки корпусных деталей, имеющих точные отверстия, связанные между собой точными расстояниями.
Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 2000 кг.
На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом (модели 2620 и 2620А), фрезерование торцовыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом (модели 2620 и 2620А) при продольном движении стола.
Механизм электроостанова позволяет производить повторную установку координат по упорам с точностью до 0,05 мм, что в значительном ряде случаев исключает необходимость применения дорогостоящих кондукторов при обработке партий повторяющихся деталей.
В зависимости от требований, предъявляемых к отсчету и установке по координатам, станки имеют два исполнения:
- с оптическим устройством
- с механизмом точного электроостанова
Исполнения горизонтально-расточного станка 2620
- Станки моделей 2620 и 2620А имеет радиальный суппорт на встроенной планшайбе и нормальный выдвижной шпиндель диаметром 90 мм и отличаются большей универсальностью. Они, преимущественно, предназначаются для работ, требующих применения радиальн
barmintea.ru
Расточной станок 2620
Введение.
Горизонтально-расточный станок 2620 предназначен для комплексной обработки сложных корпусных деталей из черных и цветных металлов. На станке производится сверление, зенкерование, развертывание отверстий, растачивание отверстий консольными и двух опорными оправками, фрезерование плоскостей (в том числе по прямоугольному контуру), нарезание резьб, обтачивание торцов и цилиндрических поверхностей с помощью радиального суппорта планшайбы. Расшифровка букв в модели: В — наличие задней стойки Г — без задней стойки
Наименование параметров | Ед.изм. | Величины |
Диаметр шпинделя | мм. | 90 |
Внутренний конус шпинделя |
| Морзе №5 |
Размеры рабочей поверхности стола: |
|
|
— длина | мм. | 1130 |
— ширина | мм. | 944 |
Наибольшие перемещения: | мм. |
|
— бабки |
| 1000 |
— шпинделя |
| 710 |
— стола поперек/вдоль |
| 1000/1090 |
— суппорта планшайбы (радиально) |
| 170 |
Скорость вращения шпинделя | об/мин | 12,5-1000 |
Количество скоростей вращения шпинделя |
| 22 |
Скорость вращения планшайбы | об/мин | 8-200 |
Количество скоростей вращения планшайбы |
| 15 |
Наибольший крутящий момент на шпинделе |
| 308 |
Наибольший крутящий момент на планшайбе |
| 467 |
Диапазон подачи стола вдоль/поперек | мм. | 1,4-1110 |
Диапазон подачи шпинделя | мм. | 2,2-1760 |
Диапазон подачи радиального суппорта | мм. | 0,88-700 |
Наибольшее усиление подачи: | кг. |
|
— шпинделя |
| 1500 |
— бабки стола вдоль и поперек |
| 2000 |
— суппорта |
| 700 |
Наибольший рекомендуемый диаметр растачиваемого отверстия: | мм. |
|
— шпинделем |
| 320 |
— суппортом |
| 600 |
Наибольший рекомендуемый диаметр обтачиваемого торца суппортом | мм. | 530 |
Нарезаемые резьбы: |
|
|
— метрические(шаг) | мм. | 1-10 |
— дюймовые | число ниток на 1″ | 4-20 |
Мощность главного двигателя | КВт | 10 |
Мощность двигателя масленого насоса | КВт | 1,5 |
Максимальный вес обрабатываемого изделия | кг. | 2000 |
Габаритные размеры станка: | мм. |
|
— длина |
| 5700 |
— ширина |
| 300 |
— высота |
| 300 |
Масса станка | кг. | 12 500 |
Принцип действия.
 Назначение. Для управления
и защиты ЭП
универсального горизонтально-расточного
станка среднего размера.
Назначение. Для управления
и защиты ЭП
универсального горизонтально-расточного
станка среднего размера.
Принципиальная электрическая схема силовой цепи расточного станка.
Примечания:
1. Главное движение — вращение расточного шпинделя осуществляется от двухскоростного АД мощностью 10 кВт при 1460/980 об/мин.
2. Частоту вращения шпинделя можно изменять в пределах от 12,5 до 1600 об/мин с помощью коробки скоростей и переключения числа пар полюсов двигателя.
Основные элементы схемы
ДШ и ДН — приводные АД с короткозамкнутым ротором шпинделя и
насоса смазки.
РКС — реле контроля скорости шпинделя, для контроля торможения…
КН — контактор насоса.
КШВ1 и КШН1 — реверсивные контакторы шпинделя «вперед» и «назад».
КШМ — контактор шпинделя малой скорости, для подключения обмотки статора, соединенной в «треугольник».
КШБ1 и КШБ2 — контакторы шпинделя большой скорости, для подключения обмотки статора, соединенной в «двойную звезду».
КШВ2 и КШН2 — контакторы шпинделя «вперед» и «назад», для управления шпинделем при наладке.
РТ1 и РТ2 — реле тормозные, для подготовки цепей контакторов КШН2 и КШВ2 к торможению.
РВС — реле времени, для контроля времени разгона ДШ на малой скорости с переключением, по истечении времени, на большую скорость.
РПС — реле переключения скоростей.
ВК1, ВК2 — выключатели коробки скоростей, для переключения скоростей в шпиндельной коробке при остановленном двигателе.
Органы управления.
Кн.П и Кн.Н — кнопки выбора направления вращения шпинделя «вперед» и «назад».
Кн.С — копка «стоп», для полной остановки станка. Кн.Т-В и Кн.Т-Н — кнопки «толчок-вперед» и « толчок-назад» для управления ДШ при наладке.
ВК1 и ВК2 — выключатели коробки скоростей, механические, для переключения скоростей.
Режимы управления.
Полуавтоматический (основной) — от Кн.В, Кн.Н и Кн.С.
Ручной (при наладке) — Кн.Т-В и Кн.Т-Н.
Работа схемы.
Исходное состояние.
Поданы все виды питания (3 ~ 380 В и 1 — 220 В, 50 Гц), установлен режим работы на большой скорости (ВК1 и ВК2 — замкнуты). При этом, РПС ↑ — подготовится цепь РТ1 ↑ (РПС).
Схема готова к работе.
Примечание — Схема управления главным приводом представлена в упрощенном виде.
Пуск.
Кн.В ↑↓ — собирается цепь КШВ1
— готовятся цепи КН и КШН1.
КШВ1↑ — готовится силовая сеть ДШ для движения «вперед» (КШВ1:1..3), ^_7
— собирается цепь КН (КШВ1:4),
— блокируется цепь КШН1 (КШВ 1:5),
— готовится цепь РТ1 (КШВ1:6).
КН↑ — подключается к сети ДН и пускается (КН: 1…3),
— становится на самопитание (КН:4),
— собирается цепь КШМ и РВС (КН:5),
— блокируется цепь КШВ2 (КН:б).
КШМ| — подключается к сети ДШ (КШМ: 1… 3) на движение «вперед»,
— блокируется цепь КШН2 (КШМ:4).
РВС↑ — начат отчет времени работы на малой скорости работы ДШ.
Статорные обмотки (ДШ) соединены в «треугольник», идет разгон на малой скорости при вращении «вперед».
По истечении выдержки времени:
— размыкается цепь КШМ (РВС:1),
— собирается цепь КШБ1 (РВС:2),
-блокируется цепь КШН2 (РВС:3).
КШМ ↓ —кратковременно отключается от сети ДШ (КШМ:1…3),
— готовится цепь КШН2 (КШМ:4).
КШБ1↑ — подключается к сети ДШ на большой скорости (КШБ1:1…3),
— собирается цепь |КШБ2|(КШБ1:4).
КШБ2 ↑ — соединяются статорные обмотки ДШ в «двойную звезду» (КШБ2:1…2).
Двигатель шпинделя разгоняется на «двойной звезде» и выходит на естественную характеристику, вращаясь «вперед».
Во время пуска ДШ сработает РКС (РКС:1) и соберется цепь РТ1
РТ1↑ — блокируется цепь РТ2 (РТ 1:1),
— становится на самолитание (РТ1:2),
— готовится цепь КШН2 (РТ1:3).
Таким образом подготовлена цепь торможения на случай остановки или переключения скоростей.
Наладка.
Поворот шпинделя в нужное положение производится кратковременным нажатием «Кн.Т-В или Кн.Т-Н».
При этом КШВ2↑ или КШН2↑ на короткое время, достаточное для поворота шпинделя.
В цепь статора вводятся резисторы Rп, ограничивающие пусковой ток и обеспечивающие плавный пуск.
При наладочных режимах двигатель насоса смазки (ДН) не пускается.
Защита.
От токов КЗ
— силовая сеть двигателей (Пр. 1.. .6),
— цепи управления (Пр.7).
От перегрузки
—двигатель шпинделя (РТШ1, РТШ2),
—двигатель насоса (РТН1,РТН2).
Блокировки.
— цепей противоположного назначения (КШВ1 и КШН1, РТ1 и РТ2, КШВ2 и КШН2),
— возможность переключения скоростей в шпиндельной коробке только при отключенном двигателе (ВК1).
Питание.
3 ~ 380 В, 50 Гц — силовая сеть двигателей, 1 ~ 220 В, 50 Гц — цепи управления. Вывод
Система управления главным приводом универсального горизонтально-расточного станка обеспечивает:
— возможность вращения шпинделя в обоих направлениях,
— рабочий и наладочный режимы,
— одновременное включение приводов шпинделя и насоса смазки,
— возможность переключения скоростей в шпиндельной коробке,
— переключение числа пар полюсов у двигателя шпинделя,
— быструю остановку двигателя шпинделя при торможении противовключением,
— блокировки цепей противоположного назначения,
— защиту цепей от токов КЗ и двигателей — от перегрузок.
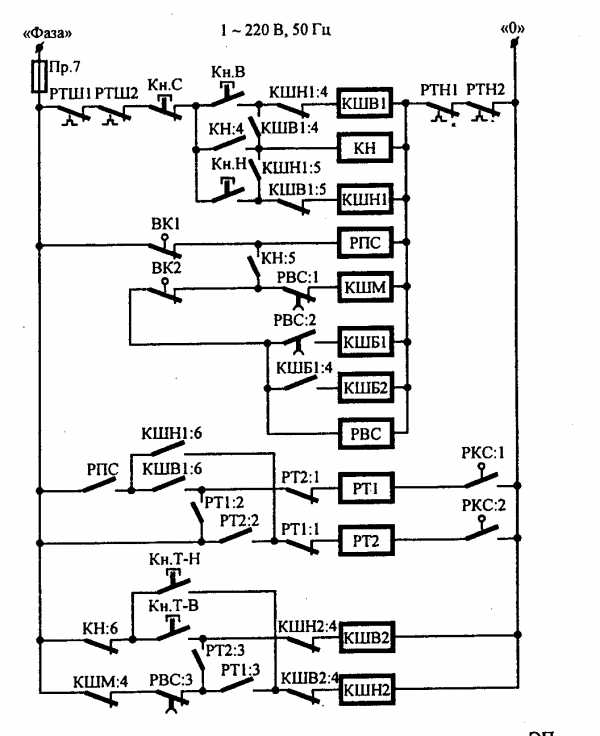
Принципиальная электрическая схема управления ЭП расточного станка.
Расчет нагрузки силового электрооборудования.
Найдем вращающий
момент  :
:
Определим
номинальное скольжение  :
:
Скольжение,
соответсвующее критическому моменту  :
:
Определим
максимальный (критический) момент  :
:
Пусковой ток  :
:
Определим пусковой
момент  :
:
Определим ток,
потребляемый электродвигателем из сети
при номинальной нагрузке  :
:
Определим мощность,
потребляемую электродвигателем из сети
при номинальной нагрузке  :
:
Выбираем плавкий предохранитель:
Выбираем тип плавкого предохранителя ПР-2-60 с номинальным током предохранителя 60А и плавкой вставки 25А.
Ток уставок  максимально-токовых расцепителей
выбирается для асинхронных электродвигателей
с короткозамкнутым ротором из следующего
соотношения:
максимально-токовых расцепителей
выбирается для асинхронных электродвигателей
с короткозамкнутым ротором из следующего
соотношения:
Ток уставок  электротепловых реле принимается в
зависимости от допустимой перегрузки
двигателя по отношению к номинальному
току двигателя:
электротепловых реле принимается в
зависимости от допустимой перегрузки
двигателя по отношению к номинальному
току двигателя:
На основании расчета выбираем асинхронный двигатель с короткозамкнутым ротором типа АИМР132М2У2, автоматический воздушный выключатель типа А-3720 на номинальный ток 100А, пускатель электромагнитный серии ПМЛ-21004 номинальное напряжение 380/500В. Для защиты двигателя от перегрузки выбираем тепловое реле ТРН10, номинальный ток 50А, кнопки управления КУ700/2.
По таблице исходя из номинального тока двигателя определяем сечение жилы для кабелей с тремя медными жилами с резиновой и пластмассовой изоляцией: S=2,5 мм2 с током 35А.
Определяем марку кабеля ВВБГ (с резиновой или пластмассовой изоляцией и оболочкой, применяемой при опасности механических повреждений при эксплуатации). Прокладка в помещениях (тоннелях), каналах, шахтах, коллекторах, производственных помещениях и др.: сухих, сырых, частично затапливаемых.
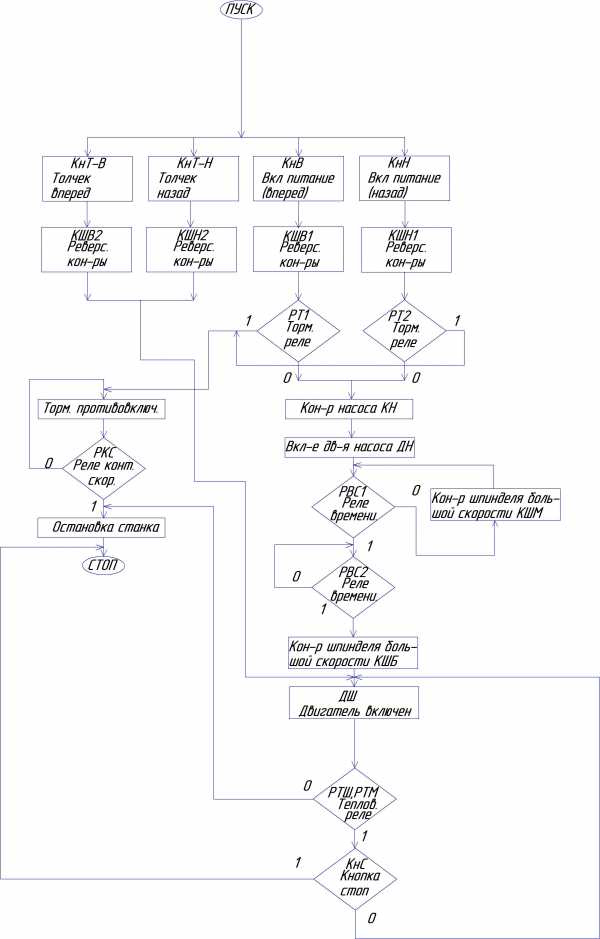
Алгоритм работы оборудования.
Логические схемы описывают последовательность операций в порядке их выполнения. Каждой операции соответствует определенный оператор, после исполнения которого осуществляется переход к следующему оператору.
Структурные логические выражения для выходных и промежуточных переменных.
Присвоим буквенные обозначения для входных переменных:
Кн.С=а1 Кн.В=а2
Кн.Н=а3 ВК1=а4
ВК2=а5 РКС:1=а6
РКС:2=а7 Кн.Т-Н=а8
Кн.Т-В=а9 РПС=а10
РТН=а11
РТш=а12
Присвоим буквенные обозначения для выходных переменных:
КШВ1=в КН=с
КШН1=d КШМ=е
КШБ1=f КШБ2=g
КШВ2=h КШН2=i
Присвоим буквенные обозначения для промежуточных переменных:
РВС=Р1 РТ1=Р2
РТ2=Р3
Выражения для выходных переменных:
Выражения для промежуточных переменных:
Минимизация ФАЛ.
Перевод выражения к виду СДНФ.
Построение карты Карно.

000
001
011
010
110
111
101
100
00
0
0
0
0
0
1
0
0
001
0
0
0
0
0
0
0
0
11
0
0
0
0
0
0
0
0
10
0
0
0
0
0
1
0
1
По карте Карно производим минимизацию ФАЛ.
По полученным выражениям построим структурную схему управления.
Структурная схема управления.


Преобразование ФАЛ к виду 2И-НЕ и 2ИЛИ-НЕ.
Штрих Шеффера:
Стрелка Пирса:
Штрих Шеффера:

С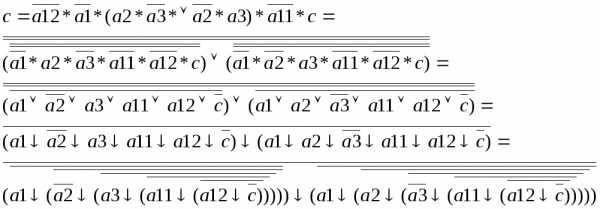 трелка
Пирса
трелка
Пирса
Штрих Шеффера:
Стрелка Пирса:
Штрих Шеффера:
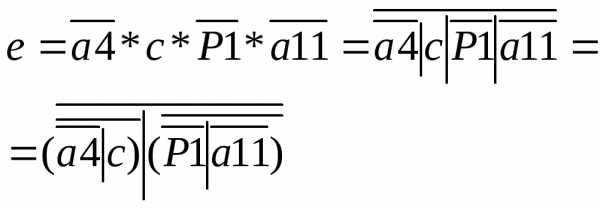
Стрелка Пирса:

Штрих Шеффера:
Стрелка Пирса:
Штрих Шеффера:
Стрелка Пирса:
Штрих Шеффера:
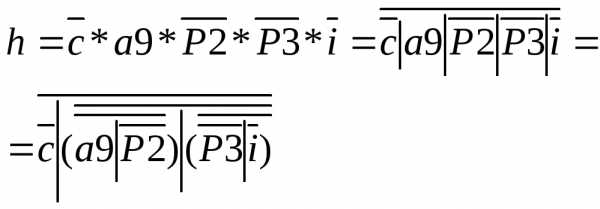
Стрелка Пирса:
Штрих Шеффера:
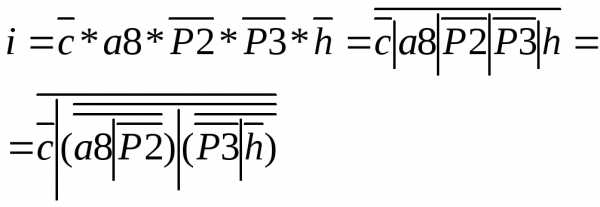
Стрелка Пирса:
Штрих Шеффера:
Стрелка Пирса:
Штрих Шеффера:
Стрелка Пирса:
Штрих Шеффера:
Стрелка Пирса:
Построение структурной схемы преобразованной ФАЛ.
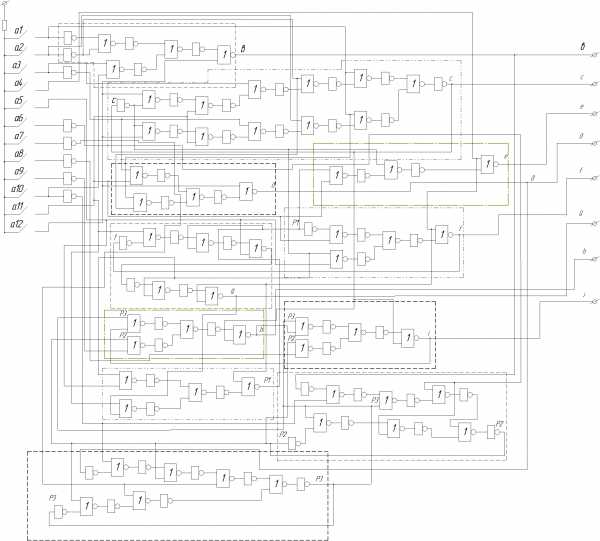
Выбор микросхем.
Выбираем микросхемы типа: К561ЛЕ5 – четыре логических элемента 2 или-не.
Вход 1,5,8,12 | Вход 2,6,9,13 | Выход 3,4,10,11 |
0 | 0 | 1 |
0 | 1 | 0 |
1 | 0 | 0 |
1 | 1 | 0 |
Iпот=0,5мкА
Iвх=1мкА
Iвых=0,3мкА
Общее количество: 29 штук.

Выбор усилителя.
Выбираем усилитель постоянного тока типа: КР119УТ1
Uвх мах=0,5В
Iвх=1мА
Uвх обр =3В
Iпот=2,5мкА
studfiles.net
Горизонтально-расточной станок 2620А | ЭлеМаш
Информация Технические характеристики Видео
По вопросам приобретения металлообрабатывающего б/у оборудования обращайтесь по телефону: +375 (29) 691-07-41.
Горизонтально-расточной станок 2620А б/у 1969 г.в. Модернизация 2013 г.
Новая электрика, установлена система УЦИ EASSON на 4-оси.
Гарантия на новую электрику 1 год.
Технические характеристики являются справочными. Точную информацию при покупке товара уточняйте у наших менеджеров.
Чтобы приобрести товар, оставьте заявку на сайте или свяжитесь с нашими менеджерами в России или Беларуси. Технические характеристики:
| Параметр | Ед. измерения | Значение | |
| Диаметр выдвижного шпинделя | мм. | 90 | |
| Внутренний конус в шпинделе | Морзе № 5 | ||
| Наибольшее осевое перемещение шпинделя | мм. | 710 | |
| Наибольшее перемещение радиального суппорта | мм. | 170 | |
| Диаметр планшайбы | мм. | 625 | |
| Размеры рабочей поверхности, стола (длина X ширина) | мм. | 1120X900 | |
| Наибольшее перемещение стола | продольное | мм. | 1150 |
| поперечное | мм. | 1000 | |
| Пределы чисел оборотов шпинделя в минуту | 12,5—2000 | ||
| Пределы чисел оборотов планшайбы в минуту | 8—200 | ||
| Пределы подач | выдвижного шпинделя | мм/мин. | 2,2—1760 |
| шпиндельной бабки, стола | мм/мин. | 1,4—1110 | |
| радиального суппорта | мм/мин. | 0,88—700 | |
| Наибольшее вертикальное перемещение шпиндельной бабки | мм. | 1000 | |
| Быстрые установочные перемещения | шпиндельной бабки, стола | мм/мин. | 2200 |
| выдвижного шпинделя | мм/мин. | 3480 | |
| радиального суппорта | мм/мин. | 1390 | |
| Нарезаемые резьбы | метрическая | шаг в мм. | 1—10 |
| дюймовая | число ниток на 1 дюйм | 4—20 | |
| Наибольший допустимый вес изделия | кг. | 2000 | |
| Наибольший крутящий момент | на шпинделе | кг/см. | 30800 |
| на планшайбе | кг/см. | 46700 | |
| Наибольшее допустимое усилие подачи | кг. | 1500 | |
| Мощность главного электродвигателя | кВт. | 7,5/10 | |
| Габариты станка (длина X ширина X высота) | мм. | 5470 X 2985 Х 3010 | |
| Вес станка | кг. | 10870 | |
Технические характеристики являются справочными. Точную информацию при покупке товара уточняйте у наших менеджеров.
Чтобы приобрести товар, оставьте заявку на сайте или свяжитесь с нашими менеджерами в России или Беларуси. Видео по данному оборудованию не найдено!
Информация Технические характеристики Видео
elemash-m.ru
 Сведения о производителе горизонтально-расточного станка 2622ВПроизводителем горизонтально-расточных станков моделей 2622В Ивановский завод тяжелого станкостроения, основанный в 1953 году. 21 ноября 1958 года введена в эксплуатацию первая очередь Ивановского завода расточных станков. В 1958 году был налажен выпуск узлов и комплектующих для ленинградского станкостроительного Завода имени Свердлова. Со временем, на заводе был начат выпуск простых горизонтально-расточных станков по чертежам того же завода. Оснастив производство необходимой базой, станкостроители перешли на производство более сложной продукции — обрабатывающих центров (ОЦ). Станки производства Ивановского завода тяжелого станкостроения ИЗТС2622В станок горизонтально-расточный универсальный. Назначение и область примененияНачало серийного производства станка 1973 год. В настоящее время станок не производится. Станок универсальный горизонтально-расточный 2622В предназначен для обработки корпусных деталей из черных и цветных металлов, имеющих точные отверстия, связанные между собой точными межосевыми расстояниями. Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 3000 кг. На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом (модель 2620В), фрезерование торцовыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом (модель 2620В) при продольном движении стола. Особенности конструкции станка 2622ВСтанок модели 2622В предназначен для обработки корпусных деталей, имеет неподвижную переднюю стойку, поворотный стол с продольным и поперечным перемещением относительно оси шпинделя и планшайбу с радиальным суппортом. На станке можно производить сверление, зенкерование, растачивание и развертывание отверстий, связанных между собой точными координатами, обтачивание торцов, протачивание канавок и выступов радиальным суппортом при подаче стола, а также непрерывным фрезерованием с обходом по прямолинейному контуру при помощи переключателя на пульте управления. Станок характеризуется повышенной жесткостью и виброустойчивостыо шпиндельной системы. Выдвижной расточной шпиндель с твердой азотированной поверхностью перемещается в стальных закаленных направляющих втулках большой длины, что повышает его жесткость, виброустойчивость и обеспечивает длительное сохранение точности. Шпиндель смонтирован на прецизионных подшипниках качения. Скорость шпинделя переключается однорукояточным селективным механизмом со специальным устройством, автоматически защищающим торцы зубьев от износа во время переключения. Управление станком осуществляется с центрального пульта, жестко закрепленного на станине, и вспомогательного переносного пульта управления. Центральный ручной привод используется для тонких установочных перемещений всех подвижных органов и быстрого осевого перемещения шпинделя. Привод подач широкого диапазона 1 :800 от электродвигателя постоянного тока позволяет изменять подачу во всем диапазоне без переключения каких-либо муфт или зубчатых колес. Величина и направление подачи регулируются переключениями с пульта при помощи электромагнитных муфт. При работе на тяжелых обдирочных режимах стол и бабка, фиксируются однорукояточными зажимами. При чистовой обработке фиксация стола и бабки, а также точное их перемещение по направляющим осуществляется специальными упругими устройствами, исключающими необходимость применения зажимов. Координаты перемещений шпиндельной бабки, люнета, задней стойки и стола в поперечном направлении, а также при повороте стола на 90° отсчитываются при помощи навесных оптических устройств с ценой деления 0,01 мм и точностью установки координат. ±0,025 мм на длине 100 мм и ±0,07 мм на длине 1000 мм. Применение оптических устройств значительно повышает точность установки подвижных органов, уменьшает утомляемость зрения рабочего и сокращает вспомогательное время. За отдельную плату со станком потребителю поставляются: устройство для повторной установки по координатам, резьбонарезное приспособление и вращающаяся опора люнета. Точность обработки изделий на горизонтально-расточном станке 2622В:
Класс точности станка Н. Шероховатость обработанной поверхности V 6. Модификации горизонтально-расточного станка 2622В
Производители горизонтально-расточного станка 2620
Габарит рабочего пространства горизонтально-расточного станка 2622В
Габарит рабочего пространства станка 2622В Посадочные и присоединительные базы горизонтально-расточного станка 2622В. Поворотный стол
Поворотный стол горизонтально-расточного станка 2622В Посадочные и присоединительные базы горизонтально-расточного станка 2622В. Конец шпинделя
Конец шпинделя горизонтально-расточного станка 2622В Фото горизонтально-расточного станка 2622В
Фото горизонтально-расточного станка 2620В
Фото горизонтально-расточного станка 2620В
Фото горизонтально-расточного станка 2620В Фото горизонтально-расточного станка 2622В. Смотреть в увеличенном масштабе Расположение составных частей горизонтально-расточного станка 2622В
Расположение составных частей расточного станка 2622В Перечень составных частей горизонтально-расточного станка 2622В
Кинематическая схема горизонтально-расточного станка 2622В
Кинематическая схема расточного станка 2622В Кинематическая схема горизонтально-расточного станка 2622В. Смотреть в увеличенном масштабе Установочный чертеж горизонтально-расточного станка 2622В
Установочный чертеж расточного станка 2622В 2622В горизонтально расточной станок. Видеоролик.Технические характеристики горизонтально-расточных станков 2622В
Связанные ссылки Паспорта горизонтально-расточных станков Каталог горизонтально-расточных станков Справочник деревообрабатывающих станков Справочник КПО Купить каталог, справочник, базу данных: Прайс-лист информационных изданий | ПродукцияНовости |




stanki-katalog.ru
Паспорт на станок расточной 2620. Горизонтально-расточные станки. Общие сведения. Горизонтально расточной станок с ЧПУ Skoda w200
Сведения о производителе горизонтально-расточного станка 2620
Производителем горизонтально-расточных станков моделей 2620, 2620А, 2622, 2622А является Ленинградский станкостроительный завод им. Свердлова , основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
Гидравлическая муфта и тормоз, быстро на поперечной и продольной подаче. Поставляемые аксессуары: 3-полосная самосверляющая платформа Ø 800 мм. Комбинированная компенсация. Контрактная система охлаждения с половинным сиденьем. Галогенные лампы. Клавиши обслуживания. Шпиндельный узел установлен на высокоточных шарикоподшипниках. Инструментальная горелка с двигателем. Оснащен обтекателем, состоящим из съемных панелей для выполнения операций по техническому обслуживанию. Электрическое и электронное оборудование размещается в гардеробе, оборудованном системой кондиционирования.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
В 2003 г. в отношении предприятия была возбуждена процедура банкротства
Гидравлическая и центральная система смазки. Поставляемые принадлежности Артикул 20 Арт. Шпиндель 21 с гидравлическим движением Чип-экстрактор с 22 сборной тележкой. Две коаксиальные пружины позволяют обойти как коноид, так и разряд ядра с одним размещением. Настройка наконечника выполняется быстро и точно благодаря самоцентрируемому шпинделю с 6 спицами. Три ортогональных движения, которые перемещают головку двигателя, скользят, точны и защищены с помощью механических распылителей с использованием резиновых ограждений и сильфонов.
На центральном слайде имеется четыре масляных фильтра для смазки продольного перемещения. Полукруглое основание, на котором установлена головка шпинделя, измельчается и защищается скребковым порошком, установленным на самой головке; его движение является гладким, а его фиксация является надежной и точной. Электрическая система построена в соответствии с действующими действующими правилами. Каждое оборудование обслуживается специализированными и специализированными телеуслугами. Шлифование шлифовального круга должно выполняться путем вставки в автоцентр одного или нескольких цилиндрических алмазов с цилиндрическим стержнем, перемещая продольную ось.
В 2004 г — банкротство завода. Торговая марка продана предприятию Киров-Станкомаш, ООО
Горизонтально-расточные станки. Общие сведения
Синонимы: горизонтально-расточный станок, горизонтально-расточной станок, horizontal boring machine.
Расточные станки предназначаются для обработки деталей в условиях единичного и серийного производств. Это — широкоуниверсальные станки, на которых можно производить черновое и чистовое растачивание отверстий, обтачивание наружных цилиндрических поверхностей и торцов отверстий, сверление, зенкерование и развертывание отверстий, фрезерование плоскостей, нарезание резьбы и другие операции. Большое разнообразие различных видов обработки, производимых на расточных станках, позволяет в ряде случаев проводить полную обработку детали без перестановки ее на другие станки, что особенно важно для тяжелого машиностроения.
Продольное перемещение Пересечение Вертикальное перемещение Вращение головки двигателя Угол поворота Угол поворота. Номинальная скорость шлифовального круга Вес Размеры. Двойной кулачок позволяет затачивать наконечники и инструменты с помощью ряда острых краев от 1 до 6, как нечетных, так и четных.
Заточка заточки Угол затачивания Количество поворотов Размер шлифовального круга Размер размеров Мощность двигателя ~ 50 Гц Вес. Для столовых приборов и режущих инструментов Легкий, удобный и практичный, предназначенный для прорезания, самым простым и эффективным способом, гравюр и инструментов для гравировки, будь то в сверхтвердых или твердых металлах различной формы, с лучами и без них, с одной или несколькими режущими кромками и с углами изгиба как положительные, так и отрицательные. Универсальная головка снабжена 24-точечным разделительным диском, чтобы он мог получить несколько углов поворота и деления.
Характерной особенностью расточных станков является наличие горизонтального (или вертикального) шпинделя, который совершает движение осевой подачи. В шпинделе крепится режущий инструмент — борштанга с резцами, сверло, зенкер, фреза, метчик и др. В последнее время широкое применение начинают получать расточные станки с программным управлением, что сокращает время на переналадку станка, повышает производительность труда и улучшает качество обработки.
Горизонтально расточной станок с ЧПУ Skoda w200
Вращение колеблется от 180 ° до 360 °. Машина позволяет затачивать с нижнего угла скоса, радиус гребня. Размер инструмента Материал Горизонтальный угол заострения Угол заострения Радиус Вертикальный угол заострения Число оборотов Размер шлифовального круга Размер размеров Мощность двигателя ~ 50 Гц Вес.
Предназначен для снятия фасок и всех деталей с правильными геометрическими формами. Он также используется для приготовления фасок для сварочных шнуров. Производительность снятия фаски 45 ° Обработанные материалы с поставляемыми инструментами Размеры стола Количество вращающихся лезвий Размеры резака Размеры габарита Мощность двигателя Мощность ~ 50 Гц Вес.
В зависимости от характера выполняемых операций, назначения и конструктивных особенностей расточные станки можно подразделить на универсальные и специализированные. В свою очередь, универсальные станки разделяются на
- станки горизонтально-расточные
- координатно-расточные
- станки алмазно-расточные (отделочно-расточные)
Для всех типов станков наиболее существенным параметром, определяющим все основные размеры станка, является диаметр расточного шпинделя.
Столбец колонны и колонны: изготовлен из чугуна монолитного чугуна самого высокого качества с ребрами в точках, подверженных наибольшим напряжениям, чтобы обеспечить максимальную жесткость головки шлифовального круга. Главный приводной вал: изготовлен из внешнего и динамически сбалансированного вентилируемого 3-фазного специального двигателя, большой шпиндель которого вращается на специальных подшипниках, подходящих для высоких скоростей с автоматической съемкой игр. Колонка: Чугун, поворотный на специальном рычаге с помощью регулируемых больших конических роликовых подшипников, чтобы обеспечить максимальную жесткость при изгибе.
Формообразующими движениями в расточных станках являются: вращение шпинделя и движение подачи. Подача сообщается либо инструменту, либо заготовке, в зависимости от условий обработки. Вспомогательными движениями являются:
- установочные перемещения шпиндельной бабки в вертикальном направлении
- установочные перемещения стола в продольном и поперечном направлениях
- установочное перемещение задней стойки с люнетом, перемещение люнета по стойке и т. д
Горизонтально-расточные станки бывают трех видов:
Быстрая вертикальная подача: это достигается с помощью градуированного маховичка, действующего на пару винтовых передач, чтобы обеспечить продвижение на 2 мм на каждом круге. Вертикальная микрометрическая по
stroyew.ru
Тип документации: руководство по эксплуатации
Дополнительная информация: Дополнительная документация (нажмите на ссылку, чтобы просмотреть): Инструкции по скачиванию паспорта: Перед скачиванием обязательно ознакомьтесь с пользовательским соглашением. Нажатие ссылки «скачать с файлообменника» означает полное и безоговорочное согласие со всеми пунктами пользовательского соглашения.
Скачать паспорт на 2620, 2620А, 2622, 2622А с файлообменника Документ скачан 2408 раз(а) |
www.xn--80akollgcgac.xn--p1ai