Фрезерование, фрезерный станок — описание, классификация :: ТОЧМЕХ
Фрезерные станки
Фрезерные станки — универсальный инструмент с многолезвийным режущим инструментом — фрезой; главное движение — вращение фрезы. Шпиндель, несущий фрезу, вертикален, но его во многих случаях можно устанавливать под углом к заготовке. Движение стола, осуществляемое вручную или с помощью механического привода, точно контролируется по градуированным лимбам на ходовых винтах и по прецизионным шкалам с оптическим увеличением.
Фрезерная оправка (вал, несущий фрезу) горизонтальна. Стол, на котором закрепляется обрабатываемая деталь с необходимой оснасткой, может быть либо «простым», т.е. с перемещением по трем осям, либо универсальным, т.е. допускающим и угловые повороты.
Рис. 1. Фрезерный станок, резание шпоночной канавки на небольшом валу. Левой рукой рабочий подает стол (вместе с деталью) в продольном направлении, а правой — по вертикали. То и другое, а также поперечная подача могут осуществляться автоматически. 1 — оправка; 2 — фреза; 3 — тиски; 4 — деталь; 5 — стол.
То и другое, а также поперечная подача могут осуществляться автоматически. 1 — оправка; 2 — фреза; 3 — тиски; 4 — деталь; 5 — стол.
Фрезерные станки с ЧПУ
На фрезерных станках с ЧПУ предусматривается автоматическое управление перемещением стола и скоростью шпинделя. В некоторых случаях сам шпиндель устанавливается на салазках, допускающих его независимое перемещение в осевом или вертикальном направлении. Фрезерный станок с ЧПУ такого типа позволяет серийно и с высокой точностью обрабатывать трехмерные поверхности, например, лопастей воздушных винтов и лопаток турбин.
Копировально-фрезерные станки обрабатывают сложные криволинейные поверхности, например, пуансонов и матриц для штампования листового металла, форм для литья под давлением и экструдирования. Индикаторный щуп проходит по фигурному профилю копира, а рабочая фреза передает этот профиль обрабатываемой детали.
Классификация фрезерных станков
В зависимости от вида обработки фрезерные станки разделяются на девять групп.
Наиболее распространенными типами являются горизонтальные, универсальные и вертикальные фрезерные станки.
Горизонтальные консольно — фрезерные станки
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может переме-шаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно — фрезерные станки
Универсальные консольно — фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно — фрезерные станки
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпенди-кулярно к оси шпинделя и в вертикальном направлении.
Стол может перемещаться в горизонтальном направлении перпенди-кулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно — фрезерные станки
В отличие от универсальных станков имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно — фрезерные станки
Имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Продольно — фрезерные станки
Имеют стол, который может перемещаться только в продольном направлении по направляющим поверхностям станины. Вертикальные и поперечные перемещения получают шпиндельные бабки и шпиндели. Могут иметь, до двух вертикальных и до двух горизонтальных шпинделей при одно- и двухстоечном исполнениях.
Объемно — фрезерные станки
По принципу действия делятся на станки прямого и следящею копирования, осуществляемого путем ощупывания модели копировальным пальнем, а также программного управления, работающие одновременно и непрерывно по трем взаимно перпендикулярным координатам.
Фрезерные станки непрерывного действия
Непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели), установочно перемещающиеся по вертикали, и круглый стол, который может непрерывно вращаться со скоростью рабочей подачи, закрепление и обработка заготовок многопозиционные. Примером может служить станок модели 6А23 с диаметром стола
Шпоночно — фрезерные станки
Имеют вертикальный шпиндель, осуществляющий вращательное и одновременно с ним планетарное движение. Диаметр планетарного движения может изменяться в соответствии с заданной шириной шпоночного гнезда. Стол перемещается возвратно-поступательно в продольном направлении. Рабочий цикл автоматизирован. Примерами этих станков могут быть станки моделей 6Д91, 6Д92 и т. д.
Фрезерные станки: общие сведения, классификация, обозначение
- Фрезерные станки: общие сведения, классификация, обозначение
- Станки консольно-фрезерные
- Консольно-фрезерные станки, выпускаемые в СССР и СНГ
- Условные обозначения серийно выпускаемых металлорежущих станков
Содержание
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)
- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис.
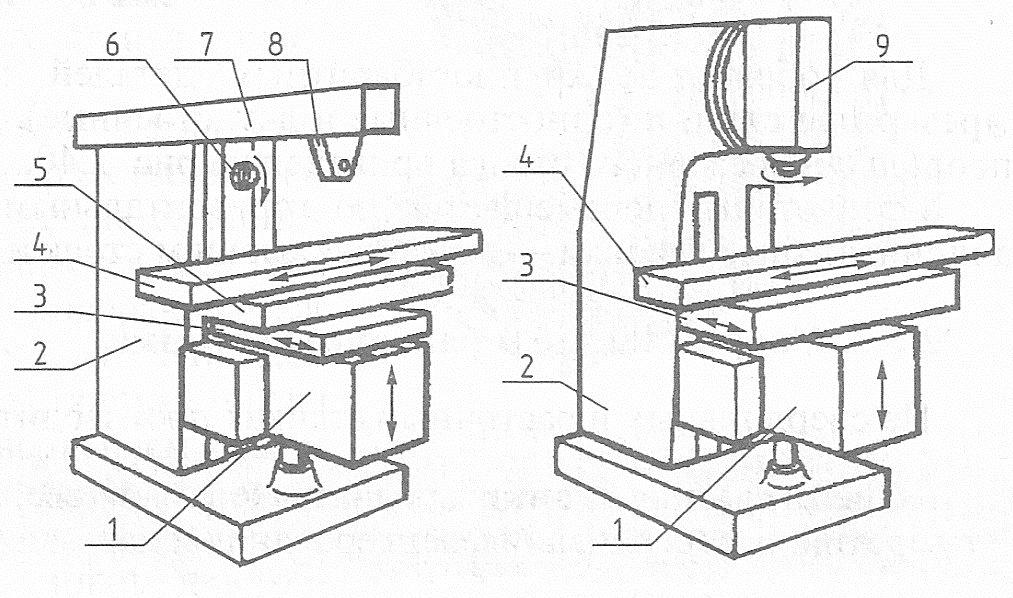
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный, не меняющий своего места шпиндель 2. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от Универсального консольного фрезерного станка рабочий стол не поворачивается вокруг вертикальной оси.
ШирокоУниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Станки консольно-фрезерные
Консольно-фрезерные станки — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях.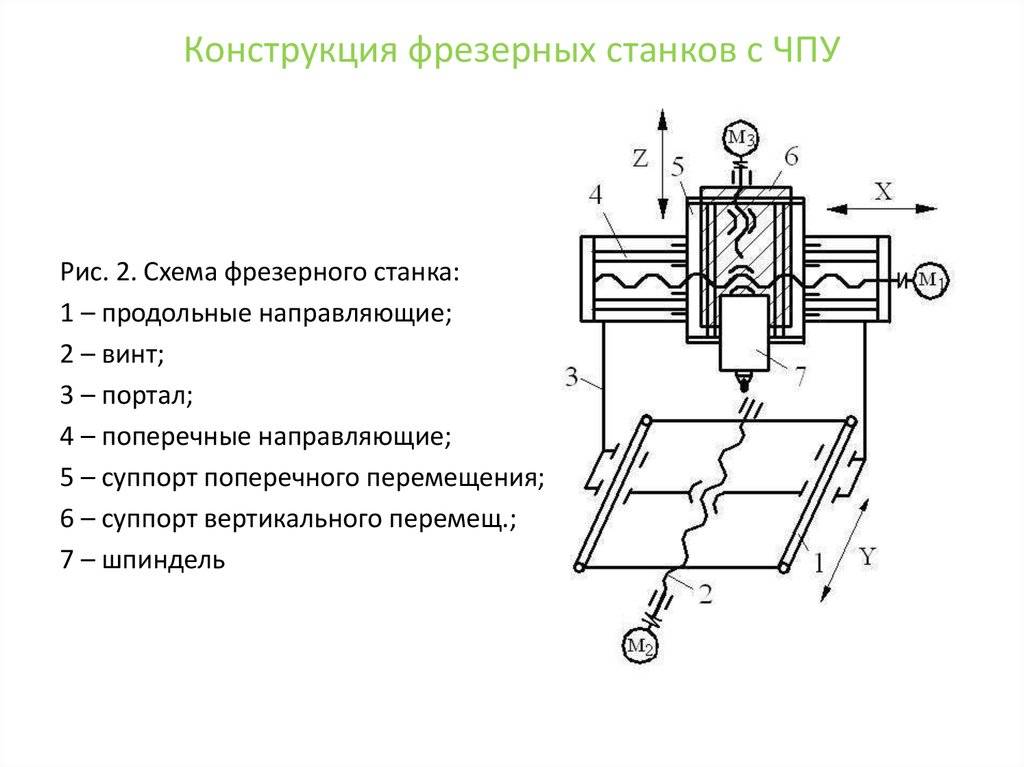 При этом возможна одновременная работа горизонтального и вертикального шпинделей
При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | 0 | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | 0 | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | 0 | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | 0 | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
ВМЗ — Воткинский машиностроительный завод. В настоящее время — Воткинский Завод, ОАО
В настоящее время — Воткинский Завод, ОАО
ГЗФС — Горьковский завод фрезерных станков. В настоящее время — Завод Фрезерных Станков ЗФС, ООО
ДЗФС — Дмитровский завод фрезерных станков. В настоящее время — Дмитровский завод фрезерных станков ДЗФС, ООО
УЗТС — Ульяновский завод тяжелых и уникальных станков УЗТС. В настоящее время — Ульяновский завод тяжелых и уникальных станков УЗТС, ООО
ВСЗ — Воронежский станкостроительный завод.
Жальгирис — Вильнюсский станкостроительный завод «Жальгирис»
Условные обозначения серийно выпускаемых металлорежущих станков
Более подробно — Условные обозначения серийно выпускаемых фрезерных станков.
6 — фрезерный станок (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 — горизонтально-фрезерный)
1 – исполнение станка — типоразмер (0, 1, 2, 3, 4) (1 — размер рабочего стола — 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
П – повышенная точность станка — (н, п, в, а, с) по ГОСТ 8-82
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Рубикон, ООО
Читайте также: Заводы производители фрезерных станков в России
Связанные ссылки
Паспорта и схемы к вертикальным фрезерным станкам и оборудованию
Каталог справочник вертикальных фрезерных станков и их аналогов
Фрезерование ( Станок ) | Определение, части, операции, типы и методы
Содержание
- Фрезерование (машина) является основой обрабатывающей промышленности.
- Фрезерный станок вращается с высокой скоростью и благодаря множеству режущих кромок удаляет металл с очень высокой скоростью.

- Этот станок также может одновременно вмещать один или несколько фрез.
- Он превосходит другие станки по точности и лучшему качеству поверхности и предназначен для обработки различных станков в инструментальном цехе.
- Первая фреза (машина) появилась примерно в 1770 и имела французское происхождение.
- Фреза была впервые разработана Жаком де Вокансоном в 1782 году.
Определение фрезерного станка
- Фрезерный станок (станок) — это станок, который используется для удаления металла, когда заготовка подается против вращающегося многогранного резца.
- Это можно сделать, изменяя направление под углом к оси, скорость режущей головки и давление.
- Фрезерование может выполняться на различных станках.
Читайте также:
- Токарный станок: введение, определение, детали, типы, операции и т.
 д.
д. - Токарный станок с токарным станком: введение, отличия, принцип работы и т. д.
- Термическая обработка: определение, типы, методы и т. д.
Принципал и работа фрезерного станка Принципал
- А фрезерование (машина) удаление металла путем вращения многогранного режущего инструмента по отношению к заготовке.
- Заготовка или задания фиксируются на рабочем столе, а подача осуществляется против инструмента.
Таблице может быть дано три типа движения:
1. Продольный перекрестный мудрый
2. Вертикальные движения
3. Ротационные движения
Рис. 0063
- Заготовка жестко закреплена на столе станка, а многозубая фреза будет вращаться либо на шпинделе.
- Фреза имеет множество режущих кромок и вращается с высокой скоростью.
- Заготовку можно подавать в продольном, вертикальном или поперечном направлении.

- Для дальнейшей обработки зубья удаляют металл с рабочей поверхности для получения желаемой формы, такой как плоская, круглая или изогнутая.
- Это следующие основные части фрезерного станка: —
Изображение. Основные части фрезерования (машина)
1. Основание
2. столбец
3. колено
4. Механизм подачи питания
5. Haddle
6. Таблица
7. Spindle
8. Over Arm
9. Arbor
10. Ram
1. Base
- Base — самая нижняя часть для поддержки машины.

- Это тусклый металлический метательный станок, точно обработанный на его верхней и нижней поверхности и заполняющий в качестве установочной части для различных частей, которые опираются на него.
2. Стойка
- Вертикальная часть крепится к основанию.
- Сегмент имеет коробчатую форму , сильно ребристый внутри и содержит все приводные инструменты для подачи вала и стола.
- Передняя вертикальная грань колонны снабжена вертикальными направляющими, которые могут быть квадратными или типа типа «ласточкин хвост» .
- Колено изготовлено из чугуна и скользит вверх и вниз по вертикальным направляющим ( направляющие ) на лицевой стороне колонны.
3. Колено
- Колено представляет собой несгибаемый метательный элемент из темного железа, который скользит по всем вертикальным методам лицевой части сечения.

- Колено содержит систему подачи стола и различные элементы управления для ее работы.
- Верхняя часть колена формирует направляющую для сиденья, обеспечивая поперечное перемещение стола.
4. Механизм принудительной подачи
- Колено содержит компонент принудительной подачи.
- Используется для управления продольной ( левой и правой ) , поперечной ( входной и выходной ) и вертикальной ( вверх и вниз ) подач.
5. Седло
- Седло присутствует на колене, которое поддерживает стол.
- Доказывает движение по осям X и Y с помощью ходового винта.
6. Стол
- Стол находится в верхней части седла и может перемещаться по осям X .

- Содержит несколько T – пазов для установки заготовок или зажимных приспособлений и приспособлений.
7. Шпиндель
- Шпиндель представляет собой полый вал, который используется для удержания и привода режущих инструментов.
- На торце шпинделя, расположенном рядом со столом, имеется внутренний конус.
8. Надплечье
- Это горизонтальная балка, расположенная на верхней грани колонны.
- Это может быть цельная отливка, которая скользит по верхней поверхности колонны.
- Он может состоять из пары трубчатых стержней, которые проходят через отверстия в сегменте.
9. Оправка
- Оправка имеет масляный резервуар, который смазывает поверхности подшипников.
- Предотвращает подпружинивание внешнего конца вала во время резания.

- Оправка также помогает совместить внешний конец оправки со шпинделем.
10. Поршень
- Отбойный молоток , к которому крепится обрабатывающая головка, может располагаться впереди и сзади по пути скольжения в самой высокой точке секции.
- Это следующие различные операции, которые могут выполняться на фрезерной машине (машине) : —
1. Операция торцевого фрезерования
- Это операция по получению плоской поверхности, перпендикулярной оси вращающейся фрезы.
- Операция выполняется торцевой фрезой.
2. Операция плоского фрезерования
- Операция получения ровной, плоской, горизонтальной поверхности, параллельной оси вращения.

- Это также называется фрезерованием плиты или поверхности.
- Используется плоская фреза.
3. Операция торцевого фрезерования
- Это операция изготовления плоской поверхности, которая может быть вертикальной, горизонтальной или наклонной по отношению к поверхности стола.
- Концевая фреза Фреза используется.
- Используются фрезы для изготовления пазов, канавок или шпоночных направляющих.
4. Боковое фрезерование
- Это процесс механической обработки, при котором получается плоская вертикальная поверхность по бокам заготовки.
5. Фрезерование пазов
- Это операция по изготовлению пазов типа T – пазы, плоские пазы и т.д.
6. Угловое фрезерование
- Это операция по изготовлению всех типов угловых надрезов, таких как V-образные пазы, канавки, насечки и угловые поверхности.

- Производство V-образных блоков и т. д.
7. Фасонное фрезерование
- Это процесс обработки специального контура ( контур ) , состоящего из кривых, прямых линий или полностью из кривых за один проход.
- Эта операция выполняется с использованием выпуклых, вогнутых и угловых фрез.
- После механической обработки фасонная поверхность проверяется с помощью развертки .
8. Фрезерование с двух сторон
- Это процесс, при котором две боковые фрезы используются для одновременной обработки двух противоположных сторон заготовки.
- Фрезерный станок очень часто используется для изготовления квадратных или шестиугольных поверхностей.
9. Операция группового фрезерования
- Это процесс обработки, при котором две или более фрезы используются вместе для одновременного выполнения различных операций.

10. Операция фрезерования профиля
- Операция воспроизведения контура шаблона или сложной формы шаблона штампа на заготовке.
11. Фрезерование на пиле
- Фрезерование на пиле — это операция по изготовлению узких пазов или канавок на заготовке с помощью фрезы для пилы.
12. Зубофрезерование
- Зубонарезание выполняется на фрезерном станке с помощью фрезы формы .
- Фреза может быть цилиндрического типа или концевой фрезой. Профиль фрезы точно соответствует межзубью шестерни.
- Точно так же разделенные зубья такелажа вырезаются на чистом аппарате, удерживая работу на всеохватывающей изолирующей головке и затем заказывая ее.
13. Винтовое фрезерование
- Винтовое фрезерование — это операция изготовления винтовых канавок или канавок по периферии цилиндрической или конической заготовки.

- Обычные примеры работ, выполненных винтовое фрезерование операции: Изготовление винтовых фрез, винтовых зубчатых колес, нарезание винтовых канавок или канавок на заготовке сверла или развертке.
14. Операция фрезерования кулачков
- Фрезерование кулачков — это операция изготовления кулачков на фрезерном станке с использованием универсальной делительной головки и вертикально-фрезерной насадки.
- Ось кулачка может быть установлена от нуля до градусов по отношению к поверхности стола для получения различного подъема кулачка.
- Кулачки используются для открытия и закрытия клапанов в двигателях внутреннего сгорания.
15. Фрезерование резьбы
- Фрезерование резьбы — это операция изготовления резьбы с использованием одно- или многозаходной фрезы.
- Операция выполняется на специальных резьбофрезерных станках для получения точной резьбы в малых или больших количествах.

- В соответствии с их общей конструкцией это следующая классификация или типы фрезерных (машинных) :-
1. Тип колонны и колена
a. Ручной фрезерный станок
b. Обычный ( Горизонтальный ) Фрезерный станок
c. Универсальный фрезерный станок
d. Универсальный фрезерный станок
e. Вертикально-фрезерный станок
2. Производство станины с неподвижной станиной
a. Симплексное фрезерование (станок)
b. Дуплексное фрезерование (машина)
c. Триплекс фрезерный станок
3 . Строгальный станок, тип
4. Специальный тип
Специальный тип
a. Фрезерный станок с поворотным столом
b. Фрезерование барабанное (машина)
c. Планетарно-фрезерный станок
d. Фрезерование с пантографом, профилированием и трассировкой (машина)
1. Тип колонны и колена
а. Ручное фрезерование (машина) б. в. Универсально-фрезерный (станок) д. Универсальный фрезерный станок (станок) эл. Вертикально-фрезерный (станок) 2. Изготовление фрезерных станков с фиксированной станиной  Обычный (горизонтальный) фрезерный станок
Обычный (горизонтальный) фрезерный станок 
сравнительно большие, тяжелые и жесткие и радикально отличаются от колонного и коленного типа конструкцией крепления стола.

а. Симплексное фрезерование (станок)
Источник: mte.us.com
- В симплексном станке шпиндельная головка или шпиндель могут двигаться только в одном направлении.
- В основном движется в вертикальном направлении.
б. Двустороннее фрезерование (машина)
Источник изображения: Indiamart.com
- В этой машине вал может двигаться как вертикально, так и плоско.
в. Триплексное фрезерование (станок)
- В триплексном станке шпиндель может перемещаться во всех трех направлениях по осям X, Y и Z.
3 . Строгальный станок типа
- В основном используется для торцевания в массовом производстве.
- Эти машины похожи на 9Фрезерная станина 0006 типа , за исключением того, что она может быть установлена на станок с различными фрезами и шпиндельными головками.

Источник: Indiamart.com
- Эти фрезы могут одновременно выполнять операции торцовки.
4. Специальный тип
- Эти машины представляют собой современные фрезерные станки, разработанные для облегчения фрезерных операций в соответствии с заданием.
- Ниже приведены специальные типы фрезерных станков:
а. Стол фрезерный поворотный (станок)
- Является модификацией вертикального станка для обработки плоских поверхностей в серийном режиме.
- Фреза может быть установлена на разной высоте по отношению к заготовке таким образом, что когда один резец выполняет черновую обработку деталей, другой выполняет их чистовую обработку.
б. Барабанное фрезерование (станок)
- Используется только для производственных работ.
- Этот тип машины имеет вертикальный центральный барабан, который вращается вокруг горизонтальной оси так же, как Колесо парома .

- В процессе работы барабан – аппарат постепенно поворачивается, передавая нейтрализующие поворотные ножи.
в. Планетарное фрезерование (станок)
- В этом станке заготовка удерживается неподвижно, в то время как фрезы движутся по планетарной траектории для обработки цилиндрической поверхности на заготовке либо внутри, либо снаружи, либо одновременно.
д. Фрезерование с пантографом, профилированием и трассировкой (машина)
- Пантограф
- Пантограф представляет собой механизм, который обычно состоит из четырех стержней или звеньев, соединенных в форме параллелограмма.
Источник изображения : Indiamart.com
- Он скручивает так, чтобы клиент мог нарисовать картинку, одновременно рисуя как минимум две ее копии..
- Профилирование
- Профилировочный станок копирует в полный размер шаблон, прикрепленный к станку.
- Это практически вертикально-фрезерный станок (станок) станочного типа, в котором шпиндель можно регулировать по вертикали, а режущую головку по горизонтали поперек стола.
- Движение фрезы регулируется закаленным направляющим штифтом.
- Управляемый трассировщик
- Трассировщик управляемый 9Фрезерный станок 0007 воспроизводит неправильные или сложные формы штампов, пресс-форм и т. д. за счет синхронизированных движений фрезы и копирующего элемента.
Существует два основных метода фрезерования (машины):
1. Попутное или обычное фрезерование 7 0
6 попутное фрезерование
1. Встречное или обычное фрезерование
- Встречное фрезерование также называется обычным фрезерованием .

- В процессе встречного фрезерования направление вращения фрезы противоположно направлению движения подачи.
- Если фреза вращается по часовой стрелке, движение подачи будет происходить вправо.
- Толщина стружки наименьшая в начале резания и наибольшая в конце.
- Сила нарезки изменяется от нуля до максимальной величины.
Преимущества встречного фрезерования
- На фрезу не влияет песчаная поверхность заготовки.
- Не требует компенсатора люфта .
- Нарост на кромке ( BUE ) Фрагменты отсутствуют на обрабатываемой поверхности.
- Нагрузки на зубья действуют постепенно.
Недостатки
- Склонность режущей силы поднимать работу с установок и некачественная отделка поверхности.
2. Попутное или попутное фрезерование
- Также известно как попутное фрезерование.

- При попутном фрезеровании заготовка обрабатывается справа налево при вращении фрезы по часовой стрелке.
- Толщина стружки максимальна в начале резания и минимальна в конце.
- Меньшее трение и, следовательно, меньшее тепловыделение на контактной поверхности фрезы и заготовки.
Преимущества
- Затупление инструмента меньше.
- Обеспечивает лучшее качество поверхности.
- Плоская заготовка легко поддается механической обработке.
- Характеризуется меньшей склонностью к вибрации и вибрации.
- Крепление простое и менее дорогое.
Недостатки
- Толщина стружки максимальна в точке контакта зуба с заготовкой.
Разница между встречным и попутным фрезерованием
| С.НО. | Встречное фрезерование | Попутное фрезерование |
1. | Он также известен как обычное фрезерование. | Он также известен как попутное фрезерование. |
| 2. | При этом фрезеровании фреза вращается против направления подачи. | При этом фрезеровании фреза вращается в направлении подачи. |
| 3. | Размер стружки по ширине равен нулю при начальном резании и увеличивается с подачей. Это будет максимально в конце подачи. | Размер стружки максимален в начале резания и уменьшается с подачей. Это обнулится в конце подачи. |
| 4. | Скорость износа инструмента больше, потому что инструмент движется против подачи. | Скорость износа инструмента меньше, потому что фреза вращается с подачей. |
| 5. | Стружка падает перед режущим инструментом. | Стружка падает позади инструмента. |
6. | Дает меньше чистоты поверхности. | Это обеспечивает лучшую чистоту поверхности . |
| 7. | Стружка отводится вверх с помощью инструмента. | Стружка сносится вниз с помощью инструмента. |
| 8. | Тепло распространяется на заготовку, что вызывает изменение свойств металла. | Тепло рассеивается на стружку, не меняет свойства заготовки. |
| 9. | Стойкость инструмента меньше. | Стойкость инструмента больше. |
| 10. | Также известен как традиционный способ резки поверхности. | Это нетрадиционный способ резки заготовки. |
| 11. | Используется высококачественная смазочно-охлаждающая жидкость. | Используется простая смазочно-охлаждающая жидкость. |
| 12. | Из-за восходящей силы инструмента используются высокопрочные зажимные приспособления и приспособления. | Из-за усилия инструмента, направленного вниз, используются обычные зажимные приспособления и приспособления. |
| 13. | Требует высокой силы резания. | Требуется небольшое усилие резания. |
| 14. | Режущие силы действуют вверх. | Силы резания действуют вниз. |
| 15. | В основном применяется для резки латуни, бронзы и черных металлов. | В основном применяется для алюминия и алюминиевых сплавов. |
- A фреза — это режущий инструмент для фрезерования (станок), который доступен во многих формах и стандартах.
- Зубья могут быть прямыми или с углом наклона спирали, а угол спирали помогает фрезе для медленного зацепления инструмента для распределения усилий.

Существуют следующие широкие диапазоны фрезетов:-
1. Простые кареты
2. End Mills
3. Face Mill
4. Mill Mill .0003 5. Полые мельницы 6. Металлические разрежные пила и угловые фрезы 10. Т-образные фрезы, фрезы типа «ласточкин хвост», выпуклые, одинарные и двойные скругляющие углы 1. Плоские фрезы 2. Концевые фрезы 3. Торцевая фреза 4. Слябовый стан 5. Полые фрезы 6. Пила для продольной резки металла 7. Боковые и торцевые фрезы 8. Цилиндрические боковые и торцевые канавки, винтовые канавки 9. Кусачки одинарные, двойные и равнополочные 10. Т-образные, ласточкин хвост, выпуклые, одинарные и двойные закругляющие фрезы Фрезерные станки — это станки, в которых используется вращающаяся фреза для выполнения различных операций по удалению материала из металлов, пластмасс и других материалов. Фрезерные станки могут быть ручными или с ЧПУ (или с числовым программным управлением). В некоторых фрезерных станках шпиндель ориентирован вертикально. Эти станки называются вертикально-фрезерными станками. Наиболее распространенной конфигурацией ручного вертикально-фрезерного станка является коленная фреза. Коленные фрезы имеют большой опорный элемент, называемый «коленом», который поддерживает заготовку и перемещается вертикально вдоль оси шпинделя. Вертикальные фрезерные станки с ЧПУ, оснащенные автоматическим устройством смены инструмента и другими вариантами автоматизации, обычно называются «вертикальными обрабатывающими центрами» или VMC. Фрезерные станки другой категории имеют горизонтальное расположение шпинделя. Это так называемые горизонтальные мельницы. Горизонтальные станки часто изготавливаются с более жесткой рамой, чем вертикальные станки, а горизонтальные фрезерные станки с ЧПУ часто используются с зажимными приспособлениями, называемыми «надгробными плитами», которые позволяют закреплять и обрабатывать множество деталей одновременно. Горизонтальные станки с устройством смены инструмента и другими вариантами автоматизации называются «горизонтальными обрабатывающими центрами» или HMC. Некоторые фрезерные станки представляют собой нечто среднее между фрезерным станком и токарным станком. Эти станки, называемые «фрезерно-токарными» или «токарно-фрезерными», могут выполнять резку так же, как это делает фрезерный станок, но они также могут вращать заготовку с высокой скоростью, как на токарном станке. Ручные фрезерные станки имеют ряд подвижных соединений, что позволяет устанавливать их в различные конфигурации. Однако эти машины обычно ограничены тремя основными осями движения. Они относятся к осям X, Y и Z. Движение по оси Z параллельно оси шпинделя. Ось X представляет собой движение стола и обычно параллельна полу, а ось Y представляет собой движение, перпендикулярное осям X и Z. Вот это движение седла внутрь и наружу машины. На станках с ЧПУ может быть три, четыре, пять и даже больше осей движения. Опять же, легче всего найти движение по оси Z. Будь то вертикальный или горизонтальный фрезерный станок, ось Z почти всегда параллельна шпинделю. Ось X обычно самая длинная и часто параллельна полу.


Введение в фрезерные станки – примечания по инструментам
При фрезеровании инструмент вращается и перемещается через заготовку.
 Горизонтальная ориентация шпинделя во многих случаях способствует падению стружки, не мешающей режущему инструменту.
Горизонтальная ориентация шпинделя во многих случаях способствует падению стружки, не мешающей режущему инструменту. 