Назначение и классификация фрезерных станков
Выбрать станок самостоятельно — довольно непростая задача, которая, к тому же отнимет большое количество времени. В данной статье представлена классификация фрезерных станков по нескольким признакам, что поможет сделать выбор станка более быстрым и простым.
Виды выполняемых работ
Фрезерный станок работает за счет вращательного (главного) движения фрезы, установленной в шпинделе, и поступательного (движения подачи) заготовки, которая крепится к столу. Используя его, вы можете подправить размеры или изменить форму металлических, деревянных или пластмассовых заготовок. Фрезеровка необходима при изготовлении многих изделий в различных сферах: от моделирования и производства деталей машин до изготовления стильной мебели и элементов рекламной продукции.
Также возможно использование различных типов фрез, вспомогательного оборудования. Подобрав соответствующий режущий инструмент, вы сможете обработать различные заготовки: поверхности деталей и их криволинейные контуры и скосы, пазы и уступы, резьбу и многое другое.
Станки по металлу

Фрезерные станки по металлу можно классифицировать по нескольким признакам. Их можно разделить на группы в зависимости от количества шпинделей, конструкции рабочего стола или области применения. Далее рассмотрим каждую группу подробней.
По числу шпинделей
Фрезерные станки могут быть как с одним шпинделем (вертикально-фрезерные), так и с двумя (универсальные).
В вертикально-фрезерных станках шпиндель вмонтирован в фрезерную головку, которая располагается вертикально относительно рабочего стола. На станках такого типа можно обрабатывать и плоские поверхности, и поверхности сложной формы, а также осуществлять растачивание и зенковку, сверлить отверстия и делать пазы и канавки на заготовках. Возможно использование режущих инструментов различной формы.
Подходящий вертикально-фрезерный станок можно подобрать по мощности двигателя, размеру рабочего стола или наличию дополнительных функций. Среди таких особенностей стоит отметить:
- модели с автоматической подачей пиноли шпинделя — сверление больших отверстий выполнять легче и быстрей;
- с редуктором, шестерни которого расположены в масляной ванне — качество фрезеровки выше, благодаря плавному ходу и передаче крутящего момента без проскальзывания.
Отдельно стоит отметить оборудование Jet серии JTM для интенсивной работы. Такие станки имеют несколько преимуществ: автоматическая подача рабочего стола поможет повысить производительность, а устройство подвода смазочно-охлаждающих жидкостей увеличивает срок службы и уменьшает износ деталей.
В универсальных фрезерных станках два шпинделя расположены вертикально и горизонтально. На них возможно использование всех видов фрез (в том числе дисковых). Вы сможете работать с деталями, изготовленными из различного металла, будь то: сталь, чугун или цветной металл. А с помощью дисковой фрезы вы сможете разрезать заготовки или изготавливать открытые шпоночные канавки.
Для такого типа характерно наличие большого рабочего стола (длиной от полутора метров) что позволяет обрабатывать крупные заготовки. А механизированная подача стола облегчит работу фрезеровщика, так как сам стол будет перемещаться автоматически. Рабочему же необходимо лишь нажать на кнопку пневматического устройства для остановки движения.
Еще одним неоспоримым преимуществом универсальных моделей является способность вертикальной фрезерной головки поворачиваться под различными углами, что позволяет обрабатывать скосы без переустановки детали. Это сокращает время работы и увеличивает производительность. Однако такие станки имеют более высокую стоимость по сравнению с вертикально-фрезерными. Такая стоимость оправдана при серийном производстве, благодаря большим функциональным возможностям.
По конструкции рабочего стола
Рабочий стол консольных станков способен перемещаться по салазкам, смонтированным на консоли, в продольном направлении. При этом салазки перемещаются по направляющим консоли в поперечном направлении. Сама консоль, закрепленная на станине, перемещается вертикально по направляющим. Благодаря этому, появляется возможность использования горизонтального шпинделя.
Бесконсольные станки оснащены лишь салазками, закрепленными на станине. Перемещение стола возможно только в горизонтальном направлении (продольном и поперечном). Поэтому выполнить сложные фасонные поверхности на таких станках затруднительно. Однако они обеспечивают высокую жесткость, что позволяет работать с тяжелыми заготовками. На бесконсольных станках можно выполнять пазы, а также горизонтальные, вертикальные и наклонные поверхности.
В станках непрерывного действия (карусельные, барабанные) рабочий стол поворачивается вокруг своей оси. Установка и закрепление детали на таких моделях осуществляется без остановки движения. Они отличаются высокой производительностью и применяются на производстве.
По применению
Профессиональные станки используются в мастерских и на производстве, для них характерна длительная ежедневная работа. У двигателей высокая мощность (так, мощность промышленных станков Jet от 1300 Вт). Такие типы требуют трехфазного подключения к сети. Вертикально-фрезерные станки, весом от 165 кг, и все универсальные установки относятся к профессиональному оборудованию.
Бытовые станки имеют небольшой вес (40-165 кг). Для них характерна простая конструкция, перемещение стола маховиками и ручная подача пиноли. Компактные размеры и низкая цена — также неоспоримые плюсы данного типа. Бытовые станки подключают к однофазной сети 220 В. Также большинство моделей такого типа выполняют настольными.
Станки для деревообработки
Для обработки древесины применяют станки с вертикально расположенным шпинделем, который может иметь верхнее или нижнее расположение. Машины с верхним расположением шпинделя широко распространены на предприятиях, осуществляющих производство мебели или дверей. Стоит отметить, что особенно активно применяются фрезерно-копировальные установки. С помощью таких машин можно вырезать орнаменты и филенки, а также получать криволинейный контур.
Изготовление пазов, шипов и профилирование деталей выполняют на моделях с нижним расположением шпинделя.
Модели, предназначенные для деревообработки, также подразделяются на профессиональные и бытовые. Если вам не нужна профессиональная модель, даже при ограниченном бюджете можно подобрать оборудование для изготовления деталей и профилирования кромок. Так, под фрезерным столом можно закрепить ручной фрезер. Можно также подобрать компактный стол, который устанавливается на верстак. Преимущество такого решения — экономия пространства, а также возможность убрать оборудование после завершения работы на хранение.
Если же в вашем распоряжении есть просторная мастерская, вам подойдет стационарный стол. Основное преимущество такого стола перед переносным — большой размер крышки. На таких моделях удобно обрабатывать крупные заготовки.
Выбор станка

Мы рассмотрели несколько классификаций фрезерных станков. Подводя итоги, можно выделить критерии, на которые стоит обратить внимание при покупке такого оборудования:
- положение и количество шпинделей;
- конструкция рабочего стола;
- количество осей или степеней свободы (от двух до пяти) — зависит от того, насколько сложная конфигурация будет у обрабатываемой детали, а также от количества ее переустановок;
- точность обработки детали — на этот показатель влияют жесткость узлов конструкции, точное позиционирование детали и др.;
- мощность — на мощных моделях возможна обработка высокопрочных сталей и сплавов;
- частота вращения шпинделя — зависит от материала обрабатываемой детали и от желаемого качества получаемой поверхности;
- размер рабочей зоны — подбирается в зависимости от габаритов заготовок.
С помощью приведенной классификации и обозначенных критериев сделать выбор фрезерного станка намного проще. В каталоге на нашем сайте с помощью фильтров вы сможете отобрать варианты с подходящими параметрами. Также вы можете обратиться за консультацией к нашим специалистам, которые ответят на интересующие вопросы.
ruevit-m.ru
Фрезерование, фрезерный станок — описание, классификация :: ТОЧМЕХ
Фрезерные станки
Фрезерные станки — универсальный инструмент с многолезвийным режущим инструментом — фрезой; главное движение — вращение фрезы. Шпиндель, несущий фрезу, вертикален, но его во многих случаях можно устанавливать под углом к заготовке. Движение стола, осуществляемое вручную или с помощью механического привода, точно контролируется по градуированным лимбам на ходовых винтах и по прецизионным шкалам с оптическим увеличением.
Фрезерная оправка (вал, несущий фрезу) горизонтальна. Стол, на котором закрепляется обрабатываемая деталь с необходимой оснасткой, может быть либо «простым», т.е. с перемещением по трем осям, либо универсальным, т.е. допускающим и угловые повороты.
На фрезерных станках с ЧПУ предусматривается автоматическое управление перемещением стола и скоростью шпинделя. В некоторых случаях сам шпиндель устанавливается на салазках, допускающих его независимое перемещение в осевом или вертикальном направлении. Фрезерный станок с ЧПУ такого типа позволяет серийно и с высокой точностью обрабатывать трехмерные поверхности, например, лопастей воздушных винтов и лопаток турбин.
Копировально-фрезерные станки обрабатывают сложные криволинейные поверхности, например, пуансонов и матриц для штампования листового металла, форм для литья под давлением и экструдирования. Индикаторный щуп проходит по фигурному профилю копира, а рабочая фреза передает этот профиль обрабатываемой детали.
Классификация фрезерных станков
В зависимости от вида обработки фрезерные станки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих фрезерные станки по их типам.
Наиболее распространенными типами являются горизонтальные, универсальные и вертикальные фрезерные станки.

Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может переме-шаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно — фрезерные станки
Универсальные консольно — фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно — фрезерные станки
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпенди-кулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно — фрезерные станки
В отличие от универсальных станков имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.

Имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Продольно — фрезерные станки
Имеют стол, который может перемещаться только в продольном направлении по направляющим поверхностям станины. Вертикальные и поперечные перемещения получают шпиндельные бабки и шпиндели. Могут иметь, до двух вертикальных и до двух горизонтальных шпинделей при одно- и двухстоечном исполнениях.
Объемно — фрезерные станки
По принципу действия делятся на станки прямого и следящею копирования, осуществляемого путем ощупывания модели копировальным пальнем, а также программного управления, работающие одновременно и непрерывно по трем взаимно перпендикулярным координатам.
Фрезерные станки непрерывного действия
Непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели), установочно перемещающиеся по вертикали, и круглый стол, который может непрерывно вращаться со скоростью рабочей подачи, закрепление и обработка заготовок многопозиционные. Примером может служить станок модели 6А23 с диаметром стола
Шпоночно — фрезерные станки
Имеют вертикальный шпиндель, осуществляющий вращательное и одновременно с ним планетарное движение. Диаметр планетарного движения может изменяться в соответствии с заданной шириной шпоночного гнезда. Стол перемещается возвратно-поступательно в продольном направлении. Рабочий цикл автоматизирован. Примерами этих станков могут быть станки моделей 6Д91, 6Д92 и т. д.
Другие статьи по сходной тематике
tochmeh.ru
Назначение и преимущества фрезерных станков
Краткое описание
Фрезерные станки с ЧПУ применяются для производства деталей для изделий машиностроения и приборостроения, а также из дерева. Они широко используются в мебельном производстве, где требуются элементы мебели сложной конфигурации. С помощью таких станков обрабатывают также камень, композиционные и другие материалы.
Современный подобный станок представляет собой высокотехнологический, автоматизированный аппарат. Он позволяет экономно раскраивать твердые материалы, быстро обрабатывать профили, нарезать резьбу, выполнять другие операции. Используется такой станок там, где деталям необходимо придать нужную и точную форму, тщательно их обработать.
Конструктивные отличия
Конструктивно фрезерные станки с ЧПУ отличаются от таких же станков с ручным управлением наличием системы электронного управления им. У них шпиндель может располагаться вертикально или горизонтально, а фрезерный стол имеет значительные возможности перемещения для изменения своих координат. Возможности таких перемещений зависят от мощности энергетического оборудования станка. Станки могут быть с одним или несколькими инструментами, которые в шпинделе закрепляются вручную или автоматически.
Применение
Управление технологическим процессом может осуществляться в двух или трехмерном пространстве, когда необходима исключительная точность обработки, как это делается в авиационной промышленности. В зависимости от заказа на детали станки оснащаются двигателями различной мощности. Это позволяет обеспечить оптимальный расход электроэнергии при изготовлении качественных деталей.
В производстве применяются преимущественно такие группы станков, которые отличаются компоновкой:
- продольно-фрезерные;
- вертикально-фрезерные;
- консольно-фрезерные;
- инструментальные;
- широкоуниверсальные.
Эти станки применяют в основном при обработке деталейпутем фрезерования или сверления. Основным режущим элементом является вращающаяся фреза, зубцы которой делаются из сплава особой прочности. Во время работы фреза вступает в контакт с заготовкой и воздействует на нее, вырезая кусочки металла или другого твердого материала. При этом благодаря помощи системы числового программного управления обеспечивается точность контакта и направление движения фрезы. Эти показатели существенно превосходят операции, осуществляемые на станках с ручным управлением.
Преимущества
Способности вращения рабочего стола и фрез делают процесс работы над материалом высокоточным и высокоэффективным. Современные фрезерные станки обладают рабочими столешницами, способными вращаться в вертикальной или в горизонтальной плоскостях. Такие столешницы, вращающиеся под прямым углом к осям шпинделей, позволяют выполнять самые сложные операции по обработке поверхностей. Двухшпиндельный консольный станок вертикального типа, например, позволяет работать с заготовками самых сложных форм. Это могут быть наклонные или вертикальные поверхности больших деталей. Таким операциям помогает система, перемещающая заготовку вдоль ее оси, которая устанавливается на многих станках.
ЧПУ позволяет оператору задавать и корректировать перемещение деталей, нужные обороты фрез и скорость перемещения, угол поворота столешницы. Это обеспечивается доступным языком программирования для работы с ЧПУ, позволяющим быстро освоить работу с системой любому оператору.
Возможности фрезерного станка с ЧПУ позволяют обеспечить высокоэффективное функционирование такого фрезерного станка по сравнению с производительностью станка, управляемого фрезеровщиком.
Фрезерные станки с ЧПУ обладают такими достоинствами:
- высокой производительностью и качеством обработки
- удобство управления технологическим процессом
- выполнение задач без участия оператора
- возможность обработки на одном станке разных материалов
- многофункциональностью.
Вместе с тем, не смотря на автоматическое управление, большинство этих станков может управляться оператором. Это необходимо при поломке или сбоя в электронике, а также для чрезвычайно точной обработки отдельных деталей.
На многих современных предприятиях все чаще используют универсальные станки с ЧПУ, которые наряду с фрезерованием могут выполнять другие операции. Однако такие станки предполагают использование заготовок небольшого веса.
moistanki.ru
:: Теоретические положения :: Фрезерная обработка заготовок :: Консольно-фрезерные станки
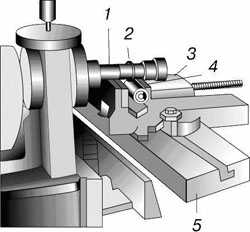
Установка скоростей шпинделя (а). Установка необходимой частоты вращения шпинделя осуществляется поворотом рукоятки 1 до момента, пока в прорези 2 не покажется необходимая цифра рядом с буквами «А» или «Б». После этого нужно поставить рукоятку переключения перебора 3 в необходимое положение, ориентируясь по укрепленным около рукоятки табличкам с буквами «А» и «Б».
Установка подачи стола (б). Установка необходимой подачи стола осуществляется поворотом рукоятки 1 на консоли до момента, пока против указателя 2 не остановится необходимая цифра в ряду, помеченном буквами «А» и «Б». После этого нужно поставить рукоятку переключения перебора 3 в соответствующее положение, ориентируясь по укрепленным около рукоятки табличкам с буквами «А» и «Б».
Кинематическая схема станка
Кинематическая схема станка с помощью условных обозначений элементов кинематической цепи показывает возможные пути передачи движения от его источников (электродвигателей) к рабочим органам станка – шпинделю и столу, осуществляющим перемещение инструмента и детали в процессе обработки.
Коробка скоростей
Коробка скоростей состоит из трех основных валов, смонтированных на шарикоподшипниках в отдельном корпусе. Вал I (на кинематических схемах валы обозначаются римскими цифрами) связан с валом закрепленного на корпусе коробки скоростей фланцевого электродвигателя упругой муфтой и несет на себе подвижный блок шестерен 1-2; вал III имеет два блока шестерен 8-9 и 10-11. За счет переключения блоков шестерен получается восемь скоростей вращения (одна на валу I, две на валу II, восемь на валу III).
От коробки скоростей к шпинделю вращение передается тремя клиновыми ремнями, что обеспечивает плавность работы шпинделя.
Шестерня 16 шпинделя имеет на торце кулачки и может скользит на шпонке. При переключении шестерня 16 занимает два рабочих положения: в одном положении включается перебор (механизм, изменяющий частоту вращения сразу в несколько раз, обычно 2-4-6-8) из шестерен 16-18 и 17-19. Во втором положении шестерня 16 сцепляется кулачками с кулачками шпинделя. Таким образом, шпиндель имеет два диапазона частот вращения от 65 до 300 об/мин и от 380 до 1800 об/мин.
Коробка подач, редуктор реверса и механизм переключения подач
Механизм подачи станка состоит из четырех узлов: коробки подач, редуктора, коробки реверса и механизма переключения подач.
Коробка подач состоит из трех валов, смонтированных в отдельном корпусе: вала VIII, связанного упругой муфтой с валом закрепленного на корпусе коробки фланцевого электродвигателя, он является общим для коробки подач и редуктора: вала XIII, которому вал VIII сообщает ускоренное вращение. Вал VIII несет подвижный блок шестерен 21-22 в коробке подач и винтовую шестерню 23 в редукторе. Третьим является вал X, по которому скользят два блока шестерен 29-30 и 31-32, кроме того, на конце его консольно насажена шестерня 38, входящая в полость редуктора. За счет переключения блоков шестерен получается восемь скоростей вращения.
Переключение блоков шестерен осуществляется аналогично коробке скоростей торцевым кулачком 130. Связанным с механизмом переключения подач.
Редуктор имеет назначение понизить скорости вращения, сообщаемые коробкой подач, и обеспечить возможность включения ускоренной подачи в любой момент.
Движение рабочей подачи передается от шестерни 33 и коробки подач через промежуточный вал XI на червячное колесо 43. Червячное колесо сидит на валу XIII редуктора на подшипниках и заклинивается на нем с помощью муфты обгона (позволяет передавать ускоренное движение без остановки рабочего хода) 131.
Ускоренное вращение передается к валу XIII через винтовые шестерни 23-44. Шестерня 44 сидит на валу XIII на подшипниках и может вращать вал только при включении фрикционной муфты 132. Включение фрикционной муфты осуществляется рычагом 111 снаружи консоли., при этом размыкается муфта обгона и вал XIII отключается от червячного колеса.
В редукторе имеется также вал XIV с эксцентриком для привода масло-насоса, получающий вращение с постоянной скоростью от шестерни 45, насаженной на винтовую шестерню 44.
От главного вала редуктора вращение через паразитную шестерню 47 передается в коробку реверса.
Коробка реверса выполняется отдельным узлом и устанавливается в консоли через окно спереди. Назначение ее – получаемое от редуктора движение передать к ходовым винтам продольного, поперечного и вертикального перемещений стола.
На приемном валу XVI установлена шариковая предохранительная муфта механизма подачи 133, отрегулированная на предельный крутящий момент. При превышении допустимого усилия подачи пружины муфты сжимаются, и шарики выходят из зацепления.
От приемного вала XVI коробки реверса непосредственным зацеплением передается вращение одного направления шестернями 53 и 56, а вращение обратного направления передастся через промежуточный вал XVII шестернями 54 и 57.
Шестерни 53 и 54 свободно сидят на винте XVIII поперечной подачи, а шестерни 56 и 57 также свободно сидят на валу XIX, передающем вращение к винту XX вертикальной подачи. С помощью кулачковых муфт 134 и 135, переключаемых рукоятками с рабочего места, четыре названные шестерни могут цепляться с винтом ХVIII и валом XIX, благодаря чему осуществляются механические подачи: поперечная вперед и назад, вертикальная вверх и вниз.
На наружных концах валов XVIII и XIX свободно сидят и сцепляются с валами с помощью кулачковых муфт маховичок 110 и рукоятка 109 для ручных перемещений в поперечном и вертикальном направлениях. Включение кулачковых муфт маховичка, рукоятки и муфт 134 и 135 сблокировано так, что работа от руки невозможна, пока не выключена механическая подача.
Консоль
Консоль представляет собой коробчатую отливку, внутри которой размещаются узлы механизма подачи. С левой стороны крепится фланцем коробка подач с привинченным к ней редуктором. Спереди также фланцем крепятся узлы коробки реверса и механизма переключения подач.
В расточках корпуса консоли монтируются коническая зубчатая передача 58-59 к винту подъема и два промежуточных вала XXI и XXII с шестернями 61, 62 и 63, передающим движение в салазки. Вал XXII крепится вместе с шестеренкой 63 во фланце, который запрессован в расточку консоли сверху. Шестерня 63 выступает над консолью и сцепляется с длинной шестеренкой 64 салазок, сохраняя зацепление в продолжение всего поперечного хода.
Стол и салазки
В расточках нижней части корпуса салазок установлена длинная шестерня 64, паразитная шестерня 65 и валик – коническая шестерня 67 с зубчатым колесом 66. Длинная шестерня, зацепляясь с зубчатым колесом, передает вращение на валик XXV и далее через коническую передачу 67-68 – на вертикальный вал XXVI. Коническая шестерня 69, насаженная на верхнем конце вала XXVI, вращает в противоположных направлениях два конических колеса 70 и 71. Передача движения от колес 70 и 71 на ходовой винт XVII осуществляется при помощи кулачковой муфты 143. Включение производится рукояткой 107, выключение может быть как от руки, так и от упоров стола. Стол станка имеет устройство автоматического устранения люфта (зазора) между витками ходового винта и его гайки.
Принцип устройства и его действие состоят в следующем.
Бронзовая гайка состоит из двух частей. На цилиндрической поверхности каждой части нарезаны зубья, сцепленные с двумя рейками 145. Рейки 145, в свою очередь связанные между собой шестеренкой 75, поджимаются к гайкам пружинами.
Во время фрезерования усилие подачи на винте вызывает трение в витках одной части гайки и за счет трения поворачивает ее на некоторый угол. Точно такой же поворот, но в обратном направлении делает вторая часть. Таким образом, обе части гайки навинчиваются на ходовой винт и, упираясь в подпятники, как бы растягивают винт – люфт в витках в это время выбирается. По окончаИИ резания пружины подают гайки в обратном направлении и разворачивают гайки, чем обеспечивается легкость вращения винта в гайке при холостых ходах.
media.ls.urfu.ru
Сверлильно-фрезерный станок по металлу: устройство, назначение
Любому предприятию, изготавливающему детали из металла, необходим сверлильно-фрезерный станок. Он позволяет с одной установки производить сверловку и фрезерные операции. Для домашних и ремонтных мастерских выпускаются настольные модели. Компактный сверлильно-фрезерный агрегат занимает мало место и заменяет сразу 2 станка. Для производства сложных и однотипных деталей подойдет модель с ЧПУ.
Устройство оборудования
Совместить воедино сверлильный и фрезерный станки несложно. Конструкция одностоечных моделей обоих видов оборудования одинаковая. Инструмент вращается и обрабатывает деталь, закрепленную на столе. Основные узлы:
- основание;
- колонна;
- суппорт;
- электродвигатель;
- коробка передач;
- блок управления;
- шпиндельный узел;
- стол.
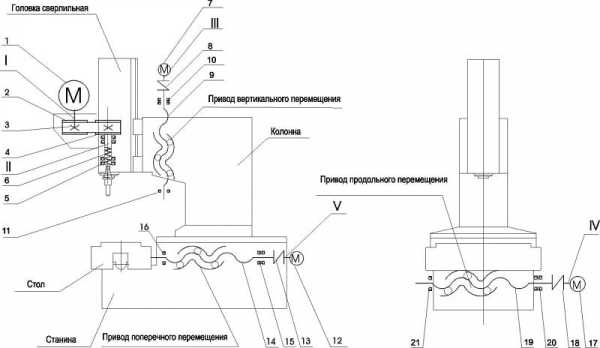
У сверлильно-фрезерного станка настольного основание низкое и плоское. Напольные типы имеют тумбы. По вертикальной колонне поднимается и опускается суппорт со шпинделем. На стойке зубчатая рейка, шестерня установлена на шпиндельном узле. Вращательный момент передается от электродвигателя на инструмент. Вертикальное перемещение вращающегося инструмента происходит за счет движения суппорта по колонне. Горизонтальное движение шпиндельной головки осуществляется по направляющим суппорта перпендикулярно движением стола. Инструмент, фрезы и сверла крепятся к шпинделю с помощью патрона.
Заготовка устанавливается на столе и фиксируется болтами и гайками. Используются Т-образные пазы в плите. Мелкие и сложные по форме заготовки фиксируются в тисках, которые входят в комплект сверлильно фрезерного оборудования.
Для выполнения однотипных операций и изготовления большого количества сложных деталей подходит сверлильно-фрезерный станок с ЧПУ. Оператор набирает программу, по которой затем самостоятельно работает станок. Подключить компьютер можно к маленькому настольному сверлильно-фрезерному оборудованию. Числовое программное управление расширяет возможности станка. Деталь обрабатывается по 3-м сторонам. Производится нарезка шлицев и гребней. Нарезка шлицев на длинных деталях типа вал осуществляется с помощью шпинделя и суппорта, установленных на столе.
Назначение сверлильно-фрезерных станков
На фрезерно-сверлильном станке с одной установки осуществляется обработка детали, производятся операции сверления и фрезерования по плоскости. Оборудование предназначено для производства запчастей, востребованных при ремонте машин и различных механизмов, самостоятельного создания оригинальных приспособлений. В частных мастерских возможно изготовление небольших партий деталей. На предприятиях с массовым производством продукции совмещенные модели типа сверлильно-фрезерного оборудования не применяются, или устанавливаются напольные агрегаты с ЧПУ.
На фрезерно-расточных станках выполняются следующие операции:
- сверление;
- фрезерование;
- расточка;
- зенкование;
- нарезка резьбы;
- выборка пазов;
- фрезерование шлицев;
- нарезка гребней.
Использование лепестковых шлифовальных кругов конической и дисковой формы позволяет производить на сверлильно фрезерном оборудовании шлифовку по плоскости и внутри отверстий. Устанавливаются круги, предназначенные для болгарок и фрезеров.

Для выполнения операций меняется инструмент, в зависимости от вида обработки. В ремонтных мастерских и у частных предпринимателей популярностью пользуется ФС 1 – станок настольный сверлильно-фрезерный. Он предназначен для обработки заготовок высотой до 200 мм и длиной 450 мм. На нем производят сверление, нарезку резьб метчиком и фрезерование по плоскостям, включая торцы. Управление у ФС 1 ручное. Вращение от двигателя на шпиндель передается ремнями.
На сверлильно фрезерном оборудовании изготавливаются детали типа:
- плиты;
- сухари;
- шпонки;
- рычаги;
- башмаки;
- корпуса.
Точность выполнения фрезерования и чистота обработки позволяют делать шаблоны различной конфигурации для обработки металлических и деревянных деталей с применением копиров. Фигурными фрезами выполняются пазы:
- прямоугольные;
- Т-образные;
- ласточкин хвост.
При подключении к станку ЧПУ, нарезаются шлицы не валах, изготавливаются зубчатые рейки крепежные болты с фигурными головками под пазы на плитах.

Станки сверлильно-фрезерные могут кроме металла обрабатывать гипс, камень, дерево. Их используют на строительстве при прокладке трасс коммуникаций. Оборудование подходит для вырезания вентиляционных отверстий, нарезания в фитингах резьбы, выборке углублений в кирпиче.
Рекомендации по выбору
Для домашнего творчества и небольших мастерских, включая ремонтные организации, подойдут настольные сверлильно фрезерные станки по металлу с ручным управлением. Они полностью справятся с реставрацией старых и изготовлением новых деталей для ремонта автомобилей, мотоблоков, других домашних механизмов. С помощью настольного оборудования можно изготавливать различные конструкции и приспособления для увеличения количества выполняемых операций настольными и ручными станками.
Популярным является настольное оборудование серии СФ-16. Сверлильно-фрезерные станки модернизировались, и каждая новая модель является более удобной, с большими возможностями по обработке.
У настольного агрегата СФ-16 скорость шпинделя переключается перекидыванием ремней. Всего положений 6. При этом на нем можно обрабатывать детали высотой до 400 мм. Данная модель имеет самый большой стол 320×900 мм.
Следующая модель СФ-16-02 сверлильно-фрезерный станок, в котором для переключения количества оборотов шпинделя имеется коробка передач и 9 скоростей. Стол меньше, всего 250×650 мм. Максимальная высота обрабатываемой заготовки 200 мм.
СФ-16-05 отличается от 02 модели обработка высокого качества и наклоняемая шпиндельная головка. Сверление и другие операции могут проводиться под углом до 45 градусов.
На всех моделях серии СФ-16 выполняются операции:
- фрезерование;
- сверление;
- нарезание резьб;
- развертывание;
- зенкование.
Первые модели настольного оборудования СФ-16 выпускалось Стерлитамакским машиностроительным предприятием еще в 1941 году. В настоящее время завод производит несколько моделей сверлильно фрезерных станков с ЧПУ.
Зарубежное настольное сверлильно-фрезерное оборудование широко представлено в магазинах белорусскими моделями ВМС-029. Модели с ручным управлением, контролируемой на пиноли глубиной сверления. Скорости переключаются перекидыванием клинового ремня. Основное предназначение – несложная обработка стальных, бронзовых и дюралевых заготовок.
Установки с ЧПУ поставляются в основном компанией Ajan Tlektronik. Выпускаются несколько моделей настольного и напольного размещения. Они могут работать самостоятельно и подключаться к конвейеру. Отличаются высокой производительностью. Отдельно поступают от компании и сверлильные малогабаритные агрегаты с ЧПУ.
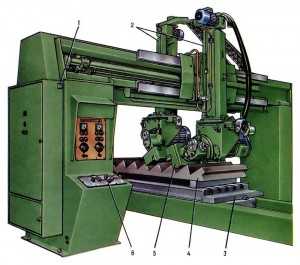
Сильно отличается внешне и своим назначением серия 164 фрезерных станков. Трехшпиндельный агрегат предназначен для изготовления водоотводящих каналов и вентиляционных отверстий в трубах. Используется при прокладке систем вентиляции и водопроводов.
Модели серии WS-164 напольные с ручным управлением. Габариты по площади 1250×1150 мм. Расстояние от пола до верхней точки примерно 1900 мм.
Высокооборотистые шпинделя вращаются каждый от своего двигателя, установленного на шпиндельной головке. Они синхронизированы и запускаются с одной кнопки. В начальной точке обработки упоры фиксируются пружинами. Упоры в стартовой точке поджимаются и фиксируются пружинами. Регулировка расстояния режущей кромки инструмента от оси обрабатываемой трубы производится независимо на каждом шпинделе.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Назначение фрезерных станков
Фрезерное оборудование применяется в производстве огромного количества продукции. Современные станки применяются даже в 3D обработке. Станки бывают с нижним или верхним расположением шпинделя, карусельные, копировальные и модельные. У каждого станка своё функциональное предназначение. По всем станкам можно получить консультацию у менеджера компании INTERLASER.
Известный факт, что фрезерное оборудование применяется в индустрии огромного количества всевозможных производств, а иногда без такого оборудования предприятие не может обойтись вообще. Фрезерные станки предназначены для реализации самых разных фрезерных, сверлильных, гравировальных и сверлильно-присадочных работ. Также эти станки используются с целью раскроя материала ровного и криволинейного формата, для создания художественного паркета и при изготовлении витражей.
При помощи фрезерных станков выполняют рельефные работы, например, различная резьба по дереву разных пород. Посредством данного оборудования формируют специальные формы непосредственно под вакуумную формовку. Такие станки успешно используют при изготовлении печатных плат. Фрезерное оборудование полноценно поддерживает формат 3D-обработки.
В конструкцию фрезерного станка входят:
Цельнометаллическая жесткая станина, где присутствуют шлифованные металлические Т-слоты. Данный элемент очень важен, так как имеет повышенную прочность, что непосредственно отлично подавляет вибрации. Именно благодаря этому достигаются высокие показатели качества обработки. Высокоточные рельсовые направляющие оборудования обладают элементами качения. Таким образом, осуществляются плавные и точные движения органов фрезерного станка во время рабочего процесса, что способствует значительному возрастанию ресурса агрегата.
Для увеличения показателей точности, жесткости и долговечности на всех осях фрезерного оборудования установлены шарико-винтовые передачи. Фрезерный станок можно оснастить системой ШД (шаговых двигателей) и стандартом серво двигателей. От возможности попадания стружки на направляющие агрегата и ходовые винты при обработке заготовки, разработана специальная защита, что, безусловно, продлевает срок их эксплуатации. В свою очередь для надежного крепления заготовки применяются вакуумные площадки и Т-слоты.
Как уже было сказано, фрезерные станки предназначены для рельефной, профильной и плоской обработки самых разных изделий из пластмассы, металла, дерева и других материалов, именно поэтому на сегодняшний день они считаются самым распространенным оборудованием среди обрабатывающих станков. Основная характеристика фрезерных станков – это высокая производительность, высокое качество и, конечно же, возможность обрабатывать детали произвольной формы.
Технологические классификации фрезерных станков:
Фрезерные станки бывают: с нижним и верхним расположением шпинделя, карусельные, копировальные и модельные.
Фрезерные станки, у которых шпиндель расположен внизу, предназначены для выполнения таких работ как, например: фасонная и плоская криволинейная обработка кромок деталей. Однако при этом следует учесть, что продольную резку лучше всего выполнять на специализированном фрезерно-продольном станке. Фрезерное оборудование с нижним расположением шпинделя существуют с:
- ручной подачей для непосредственного фрезерования по линейке;
- шипорезной кареткой, для производства на концах различных деталей специальных шипов и проушин;
- механической подачей.
Фрезерные станки – карусельные позволяют фрезеровать кромки деталей, выполнять криволинейную обработку деталей и в том числе по контуру. Также стоит отметить и то, что такие станки позволяют производить фигурную обработку деталей непосредственно по копирам, в самых различных сферах производства. Карусельные фрезерные станки подразделяют на: карусельные с нижним расположением шпинделя и карусельные с верхним расположением шпинделя. Такие станки оснащаются шлифовальными головками, что соответственно позволяет обрабатывать детали с повышенными требованиями к шероховатости поверхности.
Модельные фрезерные станки способны фрезеровать верхние и боковые поверхности различных деталей, а также сверлить, растачивать, обтачивать литейные модели, на крупных специализированных литейных производствах.
В настоящее время фрезерное оборудование с нижним расположением шпинделя является наиболее популярным. Благодаря своей универсальности они получили огромную популярность и востребованность практически во всех сферах промышленности. Такие фрезерные станки позволяют качественно выполнять плоское, профильное и криволинейное фрезерование кромок.
Характеристики и возможности фрезерных станков можно узнать по обусловленному шифру, а именно: первая цифра обозначает группу станка, вторая цифра ее тип, третья/четвертая цифры обозначают размеры станка. Также для более основательного ознакомления с фрезерными станками можно проконсультироваться с инженерами-менеджерами компании INTERLASER.
interlaser.ru
Фрезерные станки – принцип действия и основные возможности — Информация
 Технология фрезерования является одной из самых высокотехнологичных методик обработки металлов. Большинство конструктивно сложных элементов в машиностроении изготавливается сегодня именно на фрезерных станках, поскольку те позволяют вытачивать детали практически любой формы.
Технология фрезерования является одной из самых высокотехнологичных методик обработки металлов. Большинство конструктивно сложных элементов в машиностроении изготавливается сегодня именно на фрезерных станках, поскольку те позволяют вытачивать детали практически любой формы.
Фрезерование это не просто сверление или пиление, это работа в объеме. Обработка ведётся с помощью фрезы, специального многолезвийного резца, вращающегося на высокой скорости.
При этом конструкция станка обеспечивает взаимное поступательное движение заготовки и резца. Технология позволяет создавать детали сложной конфигурации, изготовление которых иными способами невозможно или нецелесообразно. В качестве прототипа может выступать как реальная модель, так и программная, заложенная в памяти управляющего компьютера. К слову, технология фрезерования не нова, она была разработана в конце XVII века, предположительно, немецкими или австрийскими мастерами.
Принцип работы фрезерного станка
Главным действующим элементом является фреза – резец специальной формы, пребывающий в непрерывном вращательном движении.
Фреза устанавливается на шпиндель, как правило, расположенный строго горизонтально или вертикально. В некоторых конструкциях шпиндель может находиться под определённым углом к заготовке.
Заготовка жестко закрепляется на станочном столе, который способен не только перемещаться в трёх плоскостях, но и поворачиваться на определённые углы.
В простейшем случае стол двигается вручную, при этом контроль осуществляется с помощью прецизионной шкалы или специальной оптики. В современных промышленных системах его приводят в движение сервоприводы, управляемые компьютерной программой.
Виды фрезерования:
- Торцовое. Отличается высокой скоростью обработки;
- Концевое. Применяется для изготовления пазов;
- Фасонное. Позволяет получать сложные профили.
Выбор метода фрезерования осуществляется исходя из поставленных целей. Для обработки больших поверхностей подходит первый метод. Вторым способом изготавливаются разнообразные элементы: пазы, канавки, колодцы, как сквозные, так и выходящие только на одну поверхность. Фасонное фрезерование позволяет изготавливать достаточно сложные конструктивные элементы, как то шестерни, ходовые рельсы и компоненты червячных передач.
Есть и другие критерии классификации, зависящие от того, какую особенность требуется подчеркнуть. По способу крепления заготовки выделяют горизонтальные и вертикальные стенки. В последнее время всё большую популярность набирают универсальные устройства, позволяющие закрепить заготовку вертикально, горизонтально и даже под произвольным углом.
Узнать подробнее: http://www.intervesp-stanki.ru/catalog/frezernye_stanki_s_chpu.htm
Также читайте:
mlzavod.ru