Технические характеристики и сфера применения фрезерных станков с ЧПУ — MULTICUT
Обновлено: 18.12.2022
Создание станков с числовым программным управлением значительно повлияло не только на сферу металлообработки, но и на работу с другими материалами. Установки нового поколения способны обеспечить повышенную точность фрезеровки различных материалов, что приводит к значительному увеличению производительности труда. Применение станков с ЧПУ не требует непрерывного контроля и наблюдения оператором. Таким образом, по максимуму исключается человеческий фактор и связанные с ним сбои в производстве. Поэтому процесс обработки заготовок проходит беспрерывно и в строгом соответствии заданной программе, а результат работы отличается высокой точностью.
В статье мы рассмотрим важнейшие технические характеристики фрезерных станков с ЧПУ и основные сферы их применения.
Основные технические характеристики
Достоинства передового оборудования с числовым программным управлением на фоне застарелых моделей неоспоримы. Однако высокая цена подобных станков заставляет уделять особое внимание деталям, чтобы при покупке оборудования исключить вероятность неправильного выбора. Прежде чем окончательно определяться с фрезерным станком стоит ознакомиться с его основными техническими характеристиками. Это в конечном результате поспособствует максимально эффективному использованию фрезера с ЧПУ.
Однако высокая цена подобных станков заставляет уделять особое внимание деталям, чтобы при покупке оборудования исключить вероятность неправильного выбора. Прежде чем окончательно определяться с фрезерным станком стоит ознакомиться с его основными техническими характеристиками. Это в конечном результате поспособствует максимально эффективному использованию фрезера с ЧПУ.
Габариты заготовки
Одно из главных условий высококачественной фрезеровки заготовок на установке с ЧПУ — их полная обработка за один заход без переналадки. Подбор оптимально подходящих для целей каждого конкретного производства габаритов рабочего поля фрезерной установки способствует достижению максимальной точности обработки и повышению производительности. В таком случае необходимо учитывать и длину шпиндельного хода; этот показатель влияет на допустимую максимальную толщину обрабатываемой детали.
Портал
На качественную обработку деталей в большой степени влияет материал, из которого изготовлен портал. Установка алюминиевых порталов приводит к снижению общей стоимости всего оборудования. Но при этом цельнолитые чугунные модели способны обеспечить высокую надежность и жесткость конструкции, зачастую в отличие от алюминия.
Установка алюминиевых порталов приводит к снижению общей стоимости всего оборудования. Но при этом цельнолитые чугунные модели способны обеспечить высокую надежность и жесткость конструкции, зачастую в отличие от алюминия.
Шпиндель
Эта часть фрезерного станка стоит недешево, но экономить на ее покупке нет смысла. Разумно будет выбирать шпиндель, способный обеспечить некоторый запас мощности. В идеале он должен быть снабжен охладительной системой. Целесообразным вариантом считается приобретение шпинделя, изготовленного на известном производстве с широкой сетью сервисных центров в вашей стране.
Привод портала
Перемещение портала в современных фрезерах с числовым управлением происходит благодаря наличию шаговых и серводвигателей. Шаговые двигатели более демократичны по цене, но обработка при этом не будет отличаться сверхвысокой точностью. Второй вариант представляет собой высокоскоростное устройство, которое лишено такого недостатка, как пропуск шага.
Смена инструмента
В случае, когда на фрезерной установке с ЧПУ планируется выполнять обработку одного типа или схожие виды работ, в частой замене инструмента нет необходимости. Поэтому целесообразно отдать предпочтение моделям, где замена осуществляется вручную.
Когда же при обработке одной заготовки используются разные инструменты, возникает необходимость в приобретении фрезерных станков, оборудованных полуавтоматическим или автоматическим механизмом смены инструмента. Таким образом удастся добиться высокой точности обработки и значительно ускорить производственный процесс за счет сокращения периода исполнения технологической операции.
Пройти тест
Сферы применения фрезерных станков с ЧПУ
Список отраслей, в которых использование фрезерных станков с ЧПУ нельзя заменить другим видом обработки, довольно широк.
Обработка дерева
На оборудовании с ЧПУ можно одинаково качественно выполнять как эстетическую обработку древесины, так и производить крупные детали. При помощи фрезерных установок возможно нанесение на поверхность рельефов различной степени сложности, выполнение фигурной резки, производство составляющих частей корпусной мебели.
Металлообработка
В сфере обработки метала использование фрезерных установок с ЧПУ на производстве особенно важно. Даже самый опытный работник не способен наносить гравировку, выполнять шлифовку и рельефы на поверхности металлов наравне с фрезером. С применением современного оборудования технологический процесс проходит максимально быстро, а работа выполняется точно и качественно.
Рекламная продукция
Некоторые носители наружной рекламы, в частности билборды, световые надписи, вывески и прочие конструкции, изготавливают с применением фрезеров.
Архитектура и проектирование
Фрезерный станок может оказаться необходимым для создания макетов и литьевых форм различных объектов (транспортных средств, сооружений или оборудования).
3D-обработка
Применение фрезера с ЧПУ позволяет быстро и качественно изготовить матрицы и штампы из различных материалов для производства серийной рекламной, обувной, литейной и прочих видов продукции. Широкие возможности фрезерных станков способствуют быстрой и качественной обработке элементов прототипа при его проектировании и созданию форм для серийного производства.
Электроника
Еще одна область применения современных фрезерных установок с ЧПУ — производство электроники. Станки способны обрабатывать такие составляющие элементы, как платы или чипсеты. Впоследствии из этих частей собирают готовые приборы.
Машиностроительная отрасль
Фрезерные установки с ЧПУ широко применяют в процессе изготовления транспортных средств. При производстве отдельных деталей автомобилей удается повысить общее качество и надежность моделей. Фрезеры служат для обработки силовых элементов, ребер жесткости, элементов обвеса корпуса. Технические возможности оборудования позволяют достигать ювелирной точности при изготовлении алюминиевых заготовок и элементов из карбона.
Ювелирное дело
Почти все виды изделий (монеты, сувенирная продукция, украшения) подлежат обработке с помощью фрезерных станков. Установки способны выполнять высокоточную гравировку на драгоценных металлах и камнях.
В заключение
Область применения станков с ЧПУ достаточно обширна. Фрезерные установки отличаются универсальностью, многофункциональностью, высокой эффективностью и точностью производимой обработки. Эти преимущества делают современное оборудование востребованным на производствах в большом количестве отраслей человеческой деятельности.

Читайте также
Обновлено: 18.02.2023
Фрезы для деревообрабатывающих станков с ЧПУ
Рабочий режущий инструмент станков с ЧПУ — это фреза. Конструктивно она является вращающейся деталью с заточенными зубьями. Фрезы для станков с ЧПУ по дереву производят из разных сплавов и делят на категории. Их выбор зависит от характеристик обрабатываемой поверхности, типа работы и степени твердости древесины. Правильно выбрать подходящий инструмент для программных станков поможет наша статья, которая познакомит вас с типами фрез и их назначением…
Подробнее
Обновлено: 06.02.2023
Характеристики шагового двигателя
Шаговое устройство — бесщеточный двигатель с несколькими обмотками, функционирующий по синхронному принципу. Принцип работы шагового двигателя заключается в поочередной активации обмоток, которые обеспечивают вращение / остановку ротора…
Подробнее
Обновлено: 06.02.2023
Специфика сверлильных станков с ЧПУ
Современные сверлильные станки с ЧПУ используются на производствах, на которых в больших объемах осуществляется обработка деталей всевозможного назначения, например, на мебельных фабриках.
Подробнее
Обновлено: 15.02.2023
Программы для станков с ЧПУ
Станок с ЧПУ (числовым программным управлением) — сложное устройство, позволяющее создавать детали различных форм из дерева, металла или пластмассы. Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья…
Подробнее
Особенности правильного выбора фрезерного станка с ЧПУ: советы и рекомендации
Существует широкий ассортимент фрезерных ЧПУ-станков, которые предназначены для выполнения разного рода работ. Выбор фрезерного станка с ЧПУ профессионалы осуществляют, руководствуясь богатым опытом и профильными навыками. ..
..
Подробнее
Возврат к списку
Поделиться:
679 Станок фрезерный широкоуниверсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе фрезерного широкоуниверсального станка 679
Фрезерный широкоуниверсальный инструментальный станок 679 выпускался предприятиями:
- Одесский завод фрезерных станков, ЗФС
- Иркутский станкостроительный завод
Станки, выпускаемые предприятием — Иркутский станкостроительный завод, ИСЗ
- 6М76П — станок фрезерный универсальный повышенной точности 250 х 800
- 67К25 — станок фрезерный универсальный 320 х 800
- 676 — станок фрезерный универсальный 250 х 800
- 676П — станок фрезерный универсальный повышенной точности 250 х 800
- 679 — станок фрезерный универсальный 250 х 800
679 станок инструментальный фрезерный широкоуниверсальный.
 Назначение и область применения
Назначение и область примененияФрезерный станок 679 разработан в 1949 году Одесским заводом фрезерных станков, ЗФС. За основу был взят фрезерный станок немецкой фирмы Deckel — FP1. Станок 679 был заменен на более совершенную модель 675.
Универсально-фрезерный станок модели 679 отличается от общеизвестных консольных горизонтальных либо вертикальных фрезерных станков — широкой универсальностью и повышенной точностью. Эти отличия обуславливают целесообразность использования станка главным образом в инструментальных и ремонтных цехах машиностроительных предприятий.
Инструментальный универсально-фрезерный станок модель 679 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и для вертикального и наклонного фрезерования.
На станке возможно выполнение разнообразных фрезерных работ, а также расточных, сверлильных, разметочных и других операций в условиях индивидуального и мелкосерийного производства.
Принцип работы и особенности конструкции станка
679Наличие большого количества приспособлений и вспомогательного инструмента, прилагаемых к станку, обеспечивает возможность обработки деталей сложной конфигурации с высокой точностью.
Техническая характеристика станка 679, широкий ряд оборотов и подач, наличие механических движений подачи — обуславливают экономичную обработку различных деталей, за счет применения высоких режимов резания и снижения вспомогательного времени.
Наличие горизонтального шпинделя и поворотного вертикального шпинделя, а также ряда прилагаемых к станку приспособлений (углового универсального стола, делительной головки, круглого делительного стола, горизонтального стола и др.) делают станок широко универсальным и весьма удобным при изготовлении приспособлений, инструментов, штампов, прессформ и прочих изделий.
Большим преимуществом станка 679 является возможность обработки детали с одной установки под разными углами, как горизонтальным, так и вертикальным шпинделями.
Размеры обрабатываемых поверхностей деталей определены в основных паспортных данных станка. К станку приложены за отдельную плату, не входящую в стоимость станка:
1. Долбёжная, головка, позволяющая производить долбёжные работы под любым углом в пределах ± 45° относительно вертикальной оси.
Основные характеристики фрезерного широкоуниверсального станка 679
Разработчик: Одесский завод фрезерных станков, ЗФС
Производитель: Одесский завод фрезерных станков, ЗФС или Иркутский механический (станкостроительный) завод, ИМЗ.
Фрезерный станок 679 производился с 1949 года по ГОСТ 154-41, 155-41.
- Стол угловой горизонтальный — 270 х 700 мм
- Расстояние от оси горизонтального шпинделя до поверхности стола — 30..360 мм
- Расстояние от торца вертикального шпинделя до поверхности стола — 0..265 мм
- Расстояние от станины до оси вертикального шпинделя — 155..355 мм
- Наибольший продольный ход стола (X) — 300 мм
- Наибольший поперечный ход шпиндельной бабки вертикального шпинделя (Y) — 200 мм
- Наибольший вертикальный ход стола (Z) — 330 мм
- Конец шпинделя — Конус Морзе 4 (КМ 4)
- Пределы частот вращения горизонтального шпинделя — 110.
 .1230 об/мин
.1230 об/мин - Пределы частот вращения вертикального шпинделя — 150..1660 об/мин
- Электродвигатель привода шпинделя — 2,8 кВт; 1420 об/мин
- Вес станка — 1,19 т.
679 Габаритные размеры рабочего пространства фрезерного станка
Габаритные размеры рабочего пространства фрезерного станка 679
679 Посадочные и присоединительные базы фрезерного станка
Посадочные и присоединительные базы фрезерного станка 679
Общий вид фрезерного станка 679
Фото фрезерного станка 679
Фото фрезерного станка 679
Фото фрезерного станка 679
Фото фрезерного станка 679
Фото фрезерного станка Deckel FP1
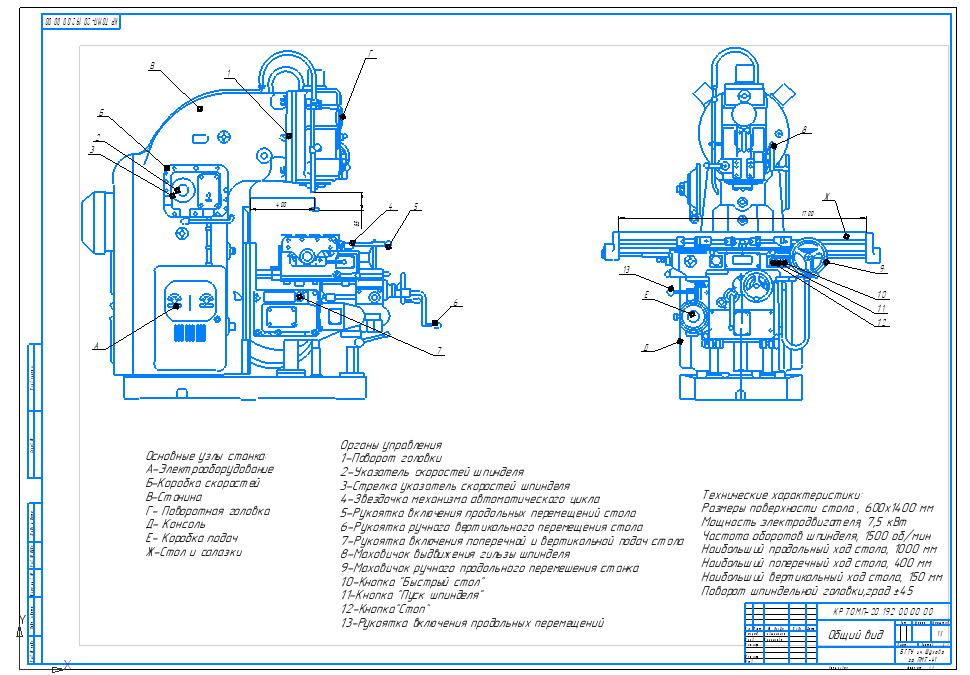
Расположение составных частей фрезерного станка 679
Расположение составных частей фрезерного станка 679
Перечень составных частей широкоуниверсального фрезерного станка 679
- Станина
- Коробка скоростей
- Коробка подач
- Корпус суппорта
- Корпус горизонтального шпинделя
- Вертикальная головка
- Горизонтальный стол
По горизонтальным направляющим на торце станины перемещается корпус горизонтального шпинделя (5).
Вертикальная головка (6) устанавливается и крепится к переднему торцу корпуса горизонтальной бабки. Этот узел съемный и устанавливается на станке только при необходимости производить обработку деталей вертикальным шпинделем.
По вертикальным направляющим станины перемещается корпус суппорта (4), а по горизонтальным направляющим суппорта — салазки.
Вертикальная плоскость салазок является основной базовой рабочей поверхностью, на которую, в зависимости от выполняемой работы, устанавливаются обрабатываемые детали или прилагаемые к станку принадлежности для их крепления.
В вертикальной базовой плоскости салазок может крепиться горизонтальный стол (7), предназначенный для установки обрабатываемых изделий на его горизонтальной плоскости.
Для обработки наклонно расположенных плоскостей вместо горизонтального стола может крепиться угловой универсальный стол.
Для делительных работ служат делительная головка и делительный круглый стол, которые устанавливаются на базовой плоскости.
Расположение органов управления фрезерным станком 679
Расположение органов управления фрезерным станком 679
Расположение органов управления фрезерным станком 679. Смотреть в увеличенном масштабе
Перечень органов управления фрезерным станком 679
- Зажим хобота горизонтальной бабки
- Зажим вертикальной головки
- Ручная подача вертикального шпинделя
- Зажим реечной гильзы вертикального шпинделя
- Ручная подача горизонтальной бабки
- Механическая подача горизонтальной бабки
- Ручное вращение шпинделя
- Переключение скоростей
- Переключение подач
- Ручная продольная подача стола
- Пуск и остановка главного двигателя
- Механические подачи стола (вертикальная и продольная)
- Ручная вертикальная подача стола
- Зажим трубки системы охлаждения
- Зажим горизонтальной бабки
- Включение насоса охлаждения
- Включение главного двигателя
- Зажим стола от горизонтального перемещения
- Зажим стола от вертикального перемещения
- Зажим конусов инструментов и патронов
679 Схема кинематическая фрезерного станка
Кинематическая схема фрезерного станка 679
1. Схема кинематическая фрезерного станка 679. Смотреть в увеличенном масштабе
Схема кинематическая фрезерного станка 679. Смотреть в увеличенном масштабе
2. Схема кинематическая фрезерного станка 679. Смотреть в увеличенном масштабе
3. Схема кинематическая фрезерного станка 679. Смотреть в увеличенном масштабе
Устройство и работа фрезерного станка 679
Кинематическая схема (рис. 7) станка состоит из следующих цепей:
- а. цепь главного движения;
- б. цепь подач.
Цепь главного движения фрезерного станка 679
От электродвигателя, мощностью 2,8 кВт, движение передается на вал 1 клинноременной передачей. От вала I через шестерни коробки скоростей, сидящих на валах II и III, зубчатое колесо 56, сидящее на валу IV, через зубчатое колесо 47 передается вращение горизонтальному шпинделю V.
Вертикальный шпиндель VII получает вращение от вала V через коническую пару 41,42, вал VI и цилиндрическую пару 43,44. Осевое перемещение вертикального шпинделя осуществляется рукояткой реечной шестерни (46), перемещающей гильзу с рейкой (45) вручную.
Различное положение двойных зубчатых колес коробки скоростей (1—2; 3—4; 10—11) позволяет сообщить восемь различных чисел оборотов (см. таблицу 1) горизонтальному шпинделю (от 110 до 1230 об/мин.) и восемь чисел оборотов (см. таблицу 2) вертикальному шпинделю (от 150 до 1660 об/мин.).
Приведенные в таблицах 1 и 2 числа оборотов составляют стандартный ряд; отклонения фактических значений чисел оборотов от стандартного ряда колеблются в пределах 5%.
Цепь подач фрезерного станка 679
Привод подач станка устроен следующим образом.
Механические перемещения стола осуществляются механизмом подач, получающим вращение от вала 1 коробки скоростей через цилиндрические зубчатые колеса 12; 15; 16; 17 и коробку подач.
От вала XI через цепную передачу 58; 59 вращение передается валу XII, конической паре 60; 61, вертикальному валу XIII.
Зубчатые колеса 33; 34 передают вращение свободно сидящим колесам 31 и 35, а через колесо 30—зубчатым колесам 29 и 32.
Продольное механическое перемещение стола осуществляется включением муфты вала XV с муфтой зубчатого колеса 31 (перемещение влево) —и с муфтой колеса 32 — (перемещение вправо). Через коническую пару 27; 28 вращение сообщается винту продольного хода XVI.
Через коническую пару 27; 28 вращение сообщается винту продольного хода XVI.
Ручное продольное перемещение стола осуществляется двумя рукоятками, сидящими на концах винта XVI.
Вертикальное механическое перемещение суппорта со столом вверх производится включением муфты винта XIV с муфтой шестерни 29, а вниз — с муфтой шестерни 35.
Ручное вертикальное перемещение суппорта осуществляется маховичком, сидящим на валу XVII через коническую пару 37; 36 и вертикальным винтом XIV.
Поперечное механическое перемещение горизонтальной бабки, заменяющее обычно принятое в фрезерных станках поперечное Перемещение стола по консоли, осуществляется следующим образом: от вала XI коробки подач через цепную передачу 57; 53 вращение передается валу XVIII, на котором свободно сидят конические зубчатые колеса 52, 54.
Включением муфты вала XVIII с муфтой колеса 54 вращение передается цилиндрической зубчатой паре 50; 51 и гайке 49. При этом горизонтальная бабка, несущая винт 48, перемещается вперед (к рабочему столу). При включении муфты вала XVIII с муфтой колеса 52 горизонтальной бабке сообщается движение в обратную сторону.
При включении муфты вала XVIII с муфтой колеса 52 горизонтальной бабке сообщается движение в обратную сторону.
Ручное перемещение горизонтальной бабки производится Маховичком, сидящим на валу XIX.
В зависимости от произведенных переключений двойных зубчатых колес 13—14; 18—19; 20—21 валу XI можно сообщить восемь разных чисел оборотов. В результате получаем восемь продольных подач (см. таблицу 3), восемь вертикальных подач (см. таблицу 4) и восемь поперечных подач (см. таблицу 5).
Подачи выражаются значениями стандартного ряда. Отклонение фактических величин минутных подач от стандартных значений колеблется, как и для чисел оборотов шпинделей, в пределах 5 %.
Схема электрическая принципиальная фрезерного станка 679
Читайте также: Производители фрезерных станков в России
679 Станок фрезерный широкоуниверсальный. Видеоролик.
Технические характеристики фрезерного станка 679
| Наименование параметра | 679 | 676П | 6М76П |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | П | П |
| Размеры горизонтального (углового) стола, мм | 270 х 700 | 250 х 800 | 250 х 800 |
| Размеры вертикального стола, мм | 260 х 710 | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 30. .360 .360 | 80..460 | 80..430 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..265 | 0..380 | 0..370 |
| Вылет оси вертикального шпинделя, мм | 155..355 | 125..375 | 125..375 |
| Наибольший продольный ход стола (X), мм | 300 | 400 | 400 |
| Наибольший поперечный ход шпиндельной (горизонтальной) бабки вертикального шпинделя (Y), мм | 200 | 250 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 330 | 380 | 380 |
| Вертикальный и горизонтальный шпиндели | |||
| Частота вращения горизонтального шпинделя, об/мин | 110..1230 | 50..1630 | 50..1630 |
| Частота вращения вертикального шпинделя, об/мин | 150. .1660 .1660 | 63..2040 | 63..2040 |
| Количество скоростей горизонтального и вертикального шпинделя | 8 | 16 | 16 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,05 |
| Цена деления линеек, мм | 1,0 | 1,0 | 1,0 |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | Морзе 4 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | 25..285 | 13..395 | 13..395 |
| Количество подач шпиндельной бабки | 8 | 16 | 16 |
| Ускоренный ход шпиндельной бабки, м/мин | нет | 0,9 | 0,93 |
| Зажим-отжим инструмента | Ручной | Ручной | Механиз |
| Торможение шпинделя | нет | нет | |
| Вертикальная фрезерная головка | |||
| Наибольшее осевое перемещение гильзы вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±45 | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 55 | ||
| Стол угловой горизонтальный | |||
| Количество подач стола в продольном и вертикальном направлении | 8 | 16 | 16 |
| Пределы продольных и вертикальных подач стола (X, Y), мм/мин | 25. .285 .285 | 13..395 | 13..395 |
| Ускоренный ход стола в продольном и вертикальном направлении, м/мин | нет | 0,935 | 0,935 |
| Число Т — образных пазов | 5 | 5 | |
| Масса углового горизонтального стола | 65 | ||
| Угловой универсальный стол | |||
| Размеры горизонтального универсального стола, мм | 250 х 600 | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±30° | ±20° | ±20° |
| Наклон длинной стороны, град | ±45° | ±45° | ±45° |
| Наклон короткой стороны, град | ±30° | ±30° | ±30° |
| Масса углового горизонтального стола | нет | 55 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 2 | 2 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,2 | 2,2 |
| Электродвигатель зажима инструмента вертикального шпинделя, кВт | — | 0,24 | |
| Электродвигатель зажима инструмента горизонтального шпинделя, кВт | — | 0,24 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 2,32 | 2,56 | |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1400 х 1650 | 1282 х 1215 х 1780 | 1350 х 1230 х 2060 |
| Масса станка полная, кг | 1190 | 910 | 1160 |
- Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Одесса, 1955
- Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Иркутск, 1961
- Аврутин С.
 В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962 - Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.
 Г. Наладка фрезерных станков,1975
Г. Наладка фрезерных станков,1975 - Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Обзор, характеристики, типы [Пояснено с изображением]
Производственная наука
Напишите комментарий к записи Фрезерование | Обзор, характеристики, типы [Пояснено с изображением]
Содержание
Фрезерование – Обзор
Фрезерные станки, пожалуй, наиболее широко используются в производстве после токарных станков.
Однако, фрезерные станки используют многоточечный режущий инструмент, а токарные станки используют одноточечный режущий инструмент.
Что такое фрезерование?
Фрезерный станок использует фрезу с несколькими зубьями, эти зубья (один за другим) входят в зацепление с заготовкой в течение очень короткого промежутка времени. Это приводит к небольшому размеру стружки и изменению толщины стружки. Чистота поверхности, полученная в процессе фрезерования, обычно очень хорошего качества.
Характеристики фрезерования- Прерывистая резка
- Маленький размер чипсов
- Разница в толщине стружки
Колено и стойка типа
- Горизонтальный
- Вертикальный
- Универсальный
- Револьверный тип
Производство (кровать) тип
- Симплекс
- Дуплекс
- Триплекс
Фрезы Plano
Специальный тип
- Поворотный стол
- Тип барабана
- Копировально-фрезерные (прошивные станки)
- Станки для фрезерования шпоночных пазов
- Станки для фрезерования шлицевых валов
На основе конструкции
- сплошной
- Вставной зуб
На основе крепления
- На оправке
- На хвостовике
- Носовая установка
На основе ротации
- Правое вращение (против часовой стрелки)
- Левое вращение (по часовой стрелке)
На основе спирали
- Правая спираль
- Левая спираль
- Встречное фрезерование (обычное фрезерование)
Это тип фрезерования, при котором направление вращения круга и движения заготовки противоположны. Вы можете обратиться к изображению ниже, чтобы понять концепцию и разницу между встречным и попутным фрезерованием.
Вы можете обратиться к изображению ниже, чтобы понять концепцию и разницу между встречным и попутным фрезерованием.
- Попутное фрезерование (попутное фрезерование)
При этом типе фрезерования направление вращения колеса и движения заготовки совпадают.
С помощью этой диаграммы, показывающей прямое и попутное фрезерование, вы сможете лучше понять процесс.
Преимущества попутного фрезерования- Подходит для тонких и трудно удерживаемых деталей машин
- Заготовку не нужно сильно зажимать
- Консистенция поддерживается специально для тонких деталей
- Требует на 20 % меньше энергии, чем встречное фрезерование
- Используется для фрезерования глубоких и тонких пазов
- Нельзя использовать, если на станке не установлен компенсатор люфта
- Нельзя использовать для фрезерования твердых материалов, так как это может повредить фрезу
Источники изображений
Вертикально-попутное фрезерование
Конструктивные характеристики вертикально-фрезерного станка
Перейти к основному содержанию
Цинмин ГаоЦинмин Гао
Генеральный директор по станкостроению unimillingmachine.
 com
comОпубликовано 29 июля 2017 г.
+ Подписаться
Вертикально-фрезерный станок мощный металлорежущий #Фрезерный станок . Его жесткость высока, диапазон скоростей подачи широк, он может выдерживать резку при больших нагрузках.
Рассмотрим функции вертикально-фрезерного станка во-первых. Фрезерный шпиндель с конусным отверстием может быть напрямую или за счет установки приспособлений для достижения обработки различных частей плоскости, уклона, канавки, отверстия и так далее. Это идеальное производственное оборудование для машиностроения, производства пресс-форм, приборостроения, автомобилестроения и других отраслей промышленности.
Роль этой машины велика благодаря ее собственным характеристикам. Давайте посмотрим на конструктивные характеристики фрезерного станка.
1, основание фрезерного станка, фюзеляж, стол, салазки, подъемный ползунок, шпиндельная коробка и другие основные компоненты изготовлены из высокопрочных материалов и обработаны искусственным старением для обеспечения долгосрочной стабильности станка. .
.
2, вертикальная фрезерная головка может поворачиваться в вертикальной плоскости для регулировки ± 45 °, расширяя диапазон обработки станка. Подшипник шпинделя представляет собой конический роликовый подшипник, и его несущая способность высока. И главный вал использует торможение с потреблением энергии, тормозной момент большой, а остановка быстрая и надежная.
3, стол в трех направлениях X, Y, Z имеет ручную подачу, моторную подачу и мобильную быструю перемотку вперед тремя способами. Скорость подачи может соответствовать различным требованиям обработки. Быстрая подача позволяет заготовке быстро достигать позиции обработки, обработка становится удобной и быстрой, а время обработки сокращается.
4, рельсы станка проходят закалку, прецизионную шлифовку и зачистку, а также принудительную смазку, что повышает точность и может продлить срок службы.
5, смазочное устройство может принудительно смазывать винт и направляющую, чтобы уменьшить износ машины и обеспечить эффективную работу машины. В то же время система охлаждения путем регулировки сопла для изменения размера охлаждающей жидкости для удовлетворения различных потребностей обработки.
В то же время система охлаждения путем регулировки сопла для изменения размера охлаждающей жидкости для удовлетворения различных потребностей обработки.
6, вертикальный разработка и производство фрезерных станков в соответствии с принципами инженерии человека, просты в эксплуатации. Панель управления разработана с визуальными символами, что делает ее простой и интуитивно понятной.
Фрезерный станок отличается ярким, широким спектром применения, является очень важным оборудованием для машинной обработки. Только освоив конструктивные особенности и преимущества обработки вертикально-фрезерных станков, мы сможем лучше выбрать подходящие для себя станки.
Что вы знаете о конструкции токарного станка?
15 января 2018 г.
Как выбрать наиболее подходящие станки для домашнего использования?
5 января 2018 г.
Конус шпинделя, что нужно знать при выборе универсального фрезерного станка!
25 декабря 2017 г.
5 советов по покупке универсально-фрезерных станков!
16 декабря 2017 г.
Аппаратное обеспечение системы ЧПУ фрезерного станка
30 октября 2017 г.
Фрезерный станок с ЧПУ
28 октября 2017 г.
