Фрезерный станок с ЧПУ Beaver 1212 AT3
Главная \ Магазин
Артикул: нет
- Описание
Технические характеристики Beaver 1212 AT3:
| Характеристика | Beaver 1212AT3 |
| Размеры рабочего стола, мм | 1340 х 1540 |
| Размеры зоны обработки X и Y, наибольшие, мм | 1220х 1220 |
| Перемещение шпинделя по оси Z, мм | 120 |
| Посадочный диаметр инструмента, наибольший, мм | 16 |
| Скорость подачи, (бесступенчатая), м/мин | 0 — 10 |
| Разрешение XY, мм | <0,01 |
| Частота вращения шпинделя, об/мин | 0 — 24000 |
| Мощность шпинделя, кВт | 3 |
| Напряжение, В | 380 |
| Частота тока, Гц | 50 |
| Общая установленная мощность, кВт | 4,5 |
| Габаритные размеры, мм | 1850 х 1850 х 1450 |
| Масса, кг | 450 |
НАЗНАЧЕНИЕ:
Предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезе-рование).
ВИДЫ ОБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ:
Древесина мягких и твердых пород, композитные материалы (ДСП, ДВП, МДФ), «Alucobond», «Dibond», любые полистиролы( в том числе ПВХ и полистиролы с поликарбона-том), гетинакс, искусственный камень, цветной металл, акриловое стекло и оргстекло, мо-дельный пластик.
СХЕМА ОБРАБОТКИ
КОМПЛЕКТАЦИЯ
| № | Наименование | Кол-во, шт | Примечание |
| 1 | Ящик для инструмента | 1 | |
| 2 | Фреза для обработки дерева/МДФ/ДСП | 4 | |
| 3 | Цанга | 4 | ER25 (Ø3.17;Ø4;Ø6;Ø12.7) |
| 4 | Набор ключей | 1 | |
| 5 | Прижим для крепления деталей | 8 | |
| 6 | Программное обеспечение «Type3» | 1 | |
| 7 | Система аспирации | 1 | |
| 8 | Руководство пользователя | 1 |
ОБЛАСТЬ ПРИМЕНЕНИЯ
- МЕБЕЛЬНОЕ ПРОИЗВОДСТВО
Простые и сложные фасады( в том числе с художественной резьбой), накладки на мебель, эле-менты эксклюзивной мебели со сложной резьбой. Криволинейный раскрой ДСП, ДВП, МДФ, в том числе ламинированных.
Криволинейный раскрой ДСП, ДВП, МДФ, в том числе ламинированных. - ОТДЕЛКА ИНТЕРЬЕРОВ
Элементы каминов и бильярдных столов, барельефы, канделябры, лестницы, плинтуса и мно-гое другое, все это с резьбой любой сложности. - ОТДЕЛКА ЭКСТЕРЬЕРОВ
Фигурные наличники на окна и двери с прорезной резьбой декоративные элементы для украшения деревянных домов и бань - ЭКСКЛЮЗИВНЫЕ ИЗДЕЛИЯ
Рамы для зеркал, панно, изображения людей и зверей, сувенирная продукция, шкатулки, письменные наборы, часы и так далее. - ПРОИЗВОДСТВО ДВЕРЕЙ
Фрезерование криволинейных вырезов в филенчатых дверях под стекло и филенку изготовление филенок, в том числе эксклюзивных с глубокой художественной резьбой инкрустация дверей вставками из ценных пород дерева, накладки на железные двери и т.д. изготовление эксклюзивных дверей из ценных пород древесины. - МОДЕЛЬНОЕ ПРОИЗВОДСТВО
Изготовление мастер моделей, литьевых моделей, прототипов изделий, форм для вакуумной формовки, штампов и клише из различных материалов, включая алюминий, латунь, бронзу, «CEBATOOL» и модельный пластик.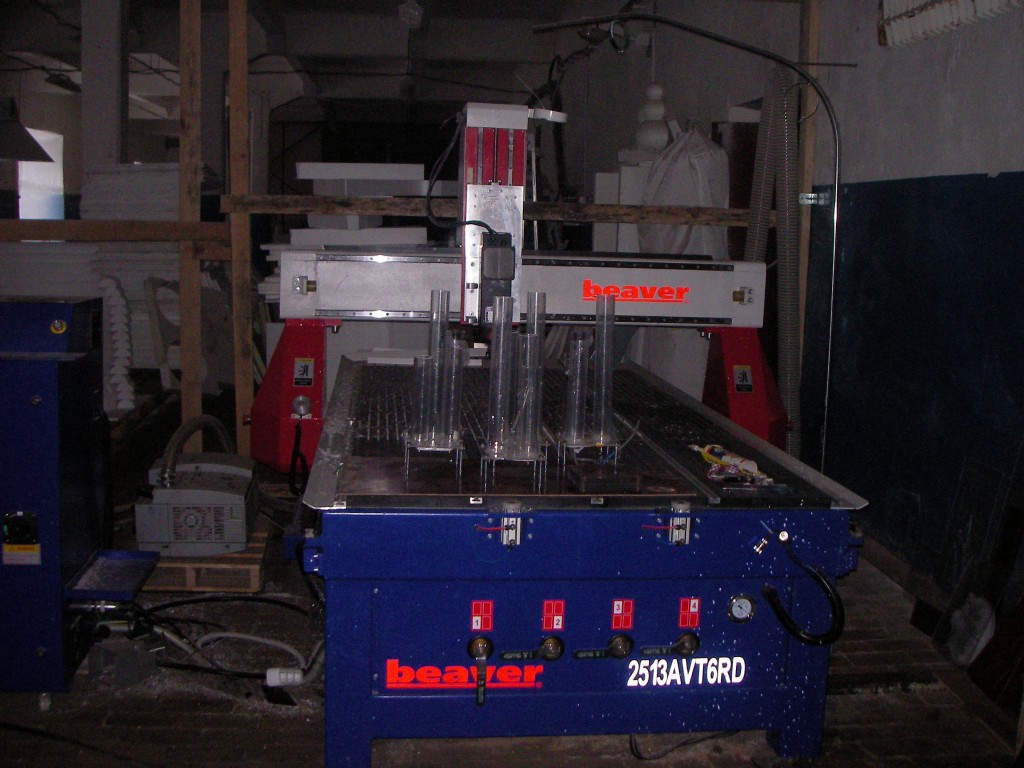
- РЕКЛАМА
Криволинейный раскрой листовых пластиков, ПВХ, акрила и других материалов. Вырезка букв, логотипов, подставок, эмблем и т.д.
| Цельносварная массивная станина Выполнена из профилей прямоугольного сечения, что обеспечивает высокую степень жесткости конструкции станка, устойчивость к статическим и динамическим нагрузкам, поглощает вибрацию при работе. Достигается высокая точность и качество при обработке заготовок больших размеров. | |
| Высокоточные линейныенаправляющиеповышенной жесткости (HIWIN, Тайвань). За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения портала, суппорта и высокооборотного шпинделя по осям X, Y и Z. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров. | |
| Шпиндель фирмы «HSD» (Италия) За счет высокой частоты вращения (18 000 об/мин) и мощности (3 кВт) обеспечивается обработка деталей из древесины различных пород, а также: пластика, акрилового стекла для изготовления рекламы и сувенирной продукции с высоким качеством.  Охлаждение двигателя принудительное от вентилятора, работающего независимо от режимов работы станка. Расширяются технологические возможности использования станка. Охлаждение двигателя принудительное от вентилятора, работающего независимо от режимов работы станка. Расширяются технологические возможности использования станка. | |
| ДАТЧИК ИЗМЕРЕНИЯ И КАЛИБРОВКИ ДЛИНЫ ИНСТРУМЕНТА Обеспечивает существенную экономию времени и уменьшение времени простоя станка за счет: — высокой точности измерения длины инструмента; — автоматизации расчета и ввода коррекции на инструмент; Это приводит к отсутствию ошибок, связанных с неточными действиями оператора и снижению объема брака. | |
| Цанговый зажим инструмента. Позволяет быстро осуществлять смену инструмента с различными посадочными диаметрами (от 3 до 12 мм) при обработке изделий сложной конфигурации. Сокращается время переналадки станка и возрастает производительность работы. | |
| Высокопрецизионные винтовые пары. Полностью исключается люфт и обеспечивается высокоточное перемещение портала, суппорта и шпинделя по осям X, Y и Z при выполнении обработки по программе с использованием ЧПУ сложных изделий с высокой степенью точности.  | |
| Стойка ЧПУ Стойка управления оснащена комплектующими ведущих мировых производителей (Delta, Schneider, Omron, Telemecanique) скомпонована в отдельный блок, изолированный от вибраций, перегрева и других внешних воздействий. | |
| Частотный преобразователь Предназначен для управления приводами, где требуется высокая точность регулирования скорости и широкий диапазон управления. Они обеспечивают достижение максимального момента на валу двигателя и возможность прямого управления этим моментом. | |
| Шаговые двигатели Перемещения по осям x, y, z Индивидуальный привод перемещения портала, суппорта и шпинделя по осям X, Y и Z обеспечивает высокую точность перемещения и считывания размера, что позволяет эффективно использовать ЧПУ для работы станка. Все двигатели синхронизированы через центральный процессор. | |
Алюминиевый Рабочий СТОЛ С «Т» — Пазами с защитным слоем из рексилона. Все это дает максимальную гибкость и широчайшие возможности при фиксации заготовок различных размеров | |
| ЗАЩИТНЫЕ КАБЕЛЕУКЛАДЧИКИ Обеспечивают защиту кабелей от внешних повреждений (защищает от механических повреждений при падении габаритных обрезков), что увеличивает ресурс работы станка и повышает уровень безопасности на производстве. | |
| АСПИРАЦИЯ Пылеулавливающий агрегат производительностью 1500 м3/час входит в комплектацию станка вместе с воздуховодами, штангодержателем и аспирационным кожухом на шпиндель. Позволяет эффективно удалять стружку и пыль из зоны обработки. | |
| Программное обеспечение TYPE 3 программное обеспечение type3 является мощным и удобным рабочим инструментом и предназначено для создания программ для любых видов работ, в т.ч. обработки металла, дерева и камня всех видов. предусматривает возможности создания как простых 2-х мерных деталей, так и сложных 5-ти мерных компонентов.  Возможности
 Встроенная подсказка для выбора необходимого инструмента позволяет экономить время, как начинающим, так и продвинутым пользователям. Встроенная подсказка для выбора необходимого инструмента позволяет экономить время, как начинающим, так и продвинутым пользователям. |
Назад
2_3_Beaver 24AVTP9 — Деревообрабатывающие и мебельные станки в Кировской области
НАЗНАЧЕНИЕ:
Станок предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D фрезерование).
ВИДЫ ОБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ:
Древесина любых пород, композитные материалы (ДСП, ДВП, МДФ, фанера и т.д.), «Alucobond», «Dibond», любые полистиролы (в том числе ПВХ и полистиролы с поликарбонатом), гетинакс, искусственный камень, цветной металл, акриловое стекло и оргстекло, модельный пластик и т.п.
Технические характеристики:
| Размеры рабочего стола, мм | 1260 х 2500 |
| Размеры вакуумного стола, мм | 1220 х 2440 |
| Размеры зоны обработки X и Y, наибольшие, мм | 1220 х 2440 |
| Перемещение шпинделя по оси Z, мм | 200* |
| Тип передачи по осям X, Y | косозубая шестерня-рейка |
| Тип рабочего стола | Комбинированный вакуумный с «Т»- пазами крепления |
| Тип электродвигателей перемещения | шаговые |
| Система смены инструмента | Полуавтоматическая (универсальный патрон ISO30, смена по нажатию кнопки) |
| Максимальная скорость рабочего хода, м/мин | 0 — 15** |
| Максимальная скорость холостого хода, м/мин | 0 – 25 |
| Частота вращения шпинделя, об/мин | 0 – 24 000 |
| Мощность шпинделя, кВт | 9,0 |
| Тип охлаждения шпинделя | воздушное (независимое) |
| Тип цанги | ER32 |
| Посадочный диаметр инструмента, наибольший, мм | 20 |
| Производительность вакуумного насоса, м3/час | 160 |
| Мощность вакуумного насоса, кВт | 5,5 |
| Напряжение, В | 380 |
| Частота тока, Гц | 50 |
| Общая установленная мощность, кВт | 15,7 |
| Габаритные размеры станка в упаковке, мм | 3140х2130х1250 |
| Масса станка (брутто), кг | 1380 |
* данное значение зависит от множества факторов, таких как обрабатываемый материал, инструмент, глубина фрезерования и т. д.
д.
КОМПЛЕКТАЦИЯ:
| № | Наименование | Кол-во, шт. | Примечание |
| 1 | Электрошпиндель «СSS» | 1 | 9,0 кВт 24 000 об/мин, ER32 |
| 2 | Инструментальный патрон | 1 | ISO30 |
| 3 | Частотный преобразователь для плавного изменения оборотов электрошпинделя «Delta» | 1 | |
| 4 | Электрошкаф с эмулятором стойки NC-Studio (плата управления) | 1 | |
| 5 | Датчик измерения и калибровки инструмента | 1 | Автоматическое позиционирование |
| 6 | Комбинированный вакуумный стол с «T-пазами» для возможности механической фиксации | 1 | 4 вакуумных зоны, 1 манометр |
| 7 | Вакуумный пластинчато-роторный насос (Китай) | 1 | 5,5 кВт — 160 м3/ч |
| 8 | Шаговые электродвигатели осевого перемещения | 4 | |
| 9 | Линейные направляющие premium-класса «THK» (Япония) по осям X, Y, Z (комплект) | 3 | |
| 10 | Необслуживаемые подшипники premium-класса c интегрированными картриджами смазки «THK –LACS» (Япония) по осям X, Y, Z (комплект) | 3 | |
| 11 | Кожухи для защиты направляющих по оси Х | 2 | |
| 12 | Прецизионная шариковинтовая передача по оси Z – «PMI» (Тайвань) | 1 | |
| 13 | Косозубые передачи по осям X, Y premium-класса «WMH-Herion» (Германия) (комплект) | 2 | |
| 14 | Необслуживаемые планетарные редукторы «SHIMPO-NIDEC» (Япония) по осям X, Y | 3 | |
| 15 | Узел многоступенчатой подготовки сжатого воздуха | 1 | |
| 16 | Пакет безопасности (аварийные кнопки на стойке и портале) | 1 | |
| 17 | Набор фрез для обработки дерева/МДФ/ДСП | 1 | |
| 18 | Набор цанг | 1 | ER32 |
| 19 | Набор гаечных ключей для обслуживания станка | 1 | |
| 20 | Струбцина для механического крепления деталей | 8 | |
| 21 | Кронштейн для фиксации патрона при замене инструмента | 1 | |
| 22 | Ящик с ЗИП | 1 | |
| 23 | Аспирационный кожух на электрошпиндель | 1 | Пылеулавливающий агрегат в комплекте со станком не поставляется |
| 24 | Руководство пользователя | 1 | на русском языке |
ОБЛАСТЬ ПРИМЕНЕНИЯ:
1. Мебельное производство:
Мебельное производство:
- Простые и сложные фасады (в том числе с художественной резьбой), накладки на мебель, элементы эксклюзивной мебели со сложной резьбой. Криволинейный раскрой ДСП, ДВП, МДФ, в том числе ламинированных;
2. Отделка интерьеров:
- Элементы каминов и бильярдных столов, барельефы и многое другое, все это с резьбой любой сложности;
3. Отделка экстерьеров:
- Фигурные наличники на окна и двери с резьбой насквозь;
- Декоративные элементы для украшения деревянных домов, бань, ресторанов и гостиниц;
- Балясины из доски для отделки веранд и беседок, ограды и т.д.;
4. Эксклюзивные изделия:
- Художественная резьба (изображения людей и зверей), сувенирная продукция, шкатулки, письменные наборы, часы и т.д.;
5. Производство дверей:
- Фрезерование криволинейных вырезов в филенчатых дверях под стекло и филенку;
- Изготовление филенок, в том числе эксклюзивных с глубокой художественной резьбой;
- Инкрустация дверей вставками из ценных пород дерева, накладки на железные двери и т.
 д.;
д.; - Изготовление инкрустация для дверей из ценных пород дерева;
6. Модельное производство:
- Изготовление мастер моделей, литьевых моделей, прототипов изделий, форм для вакуумной формовки, штампов и клише из различных материалов, включая алюминий, латунь, бронзу и модельный пластик;
7. Реклама:
- Криволинейный раскрой листовых пластиков, ПВХ, акрила и других материалов. Вырезка букв, логотипов, подставок, эмблем и т.д.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ), они лучше известны своими самыми продаваемыми и широко экспортируемыми обычными мельницами Mk. 1, Мк. 2, В, ВБ, ВБРП, ПАЛ и Мк. 5 типов турелей. Машина намного крупнее и прочнее, чем оригинальная 19-я.В 40-х годах была разработана модель «А» с круглым поршнем, более поздние модели предназначались для серьезного промышленного использования в цехах, а не в инструментальном цехе или экспериментальном отделе. Система идентификации модели, используемая на мельниках, сбивала с толку: безымянный «MK. 1», за которым следовал «Mk. 2», также обозначался как «V», «VB» и VBRP — все используемые идентификаторы случайно в брошюрах и руководствах. Однако это не должно вызывать беспокойства — у этих конкретных моделей было мало действительно существенных механических отличий, которые были изданы в одном Руководстве по эксплуатации, техническому обслуживанию и запасным частям, включая 19-ю модель.68 PAL, более дешевая версия с более легкой вертикальной головкой. Совсем другой машиной был Mk. 5 miller, это значительно обновленная версия, для которой было выпущено отдельное издание.
), они лучше известны своими самыми продаваемыми и широко экспортируемыми обычными мельницами Mk. 1, Мк. 2, В, ВБ, ВБРП, ПАЛ и Мк. 5 типов турелей. Машина намного крупнее и прочнее, чем оригинальная 19-я.В 40-х годах была разработана модель «А» с круглым поршнем, более поздние модели предназначались для серьезного промышленного использования в цехах, а не в инструментальном цехе или экспериментальном отделе. Система идентификации модели, используемая на мельниках, сбивала с толку: безымянный «MK. 1», за которым следовал «Mk. 2», также обозначался как «V», «VB» и VBRP — все используемые идентификаторы случайно в брошюрах и руководствах. Однако это не должно вызывать беспокойства — у этих конкретных моделей было мало действительно существенных механических отличий, которые были изданы в одном Руководстве по эксплуатации, техническому обслуживанию и запасным частям, включая 19-ю модель.68 PAL, более дешевая версия с более легкой вертикальной головкой. Совсем другой машиной был Mk. 5 miller, это значительно обновленная версия, для которой было выпущено отдельное издание. Данные по эксплуатации и техническому обслуживанию для других моделей можно найти здесь.
Данные по эксплуатации и техническому обслуживанию для других моделей можно найти здесь.  Мк. 1 также был ограничен столами длиной 48 и 56 дюймов с ходом поперечной подачи 12 или 18 дюймов. Хотя следующие примечания относятся к Mk. 2 они также могут быть применены, в общих чертах, к Mk. 1 и 1968 PAL, последняя представляет собой удешевленную версию с вертикальной головкой более простой конструкции.
Мк. 1 также был ограничен столами длиной 48 и 56 дюймов с ходом поперечной подачи 12 или 18 дюймов. Хотя следующие примечания относятся к Mk. 2 они также могут быть применены, в общих чертах, к Mk. 1 и 1968 PAL, последняя представляет собой удешевленную версию с вертикальной головкой более простой конструкции.  с. на каждой скорости. Изредка встречаются машины и с двигателем мощностью 1,5 л.с. двигатель (хотя, насколько известно автору, они никогда не рекламировались) и вполне могли предназначаться для использования в учебных заведениях или просто для более легких работ. Были предусмотрены восемь или десять скоростей шпинделя, расположенных в высоком и низком диапазонах от 70 до 375 об / мин. и от 570 до 3000 об/мин. соответственно. Первоначальный привод от двигателя осуществлялся 4-х или 5-ступенчатым V-образным шкивом к промежуточному шкиву, прикрепленному к нижней части которого был зубчатый шкив. Затем зубчатый ремень передал привод к верхней части узла задней передачи с закаленными шестернями, погруженными в масло, а затем через шестишлицевую втулку к шпинделю. Все шкивы и валы с главными шестернями были динамически сбалансированы для плавного хода. В конечном итоге также стала доступна головка с регулируемой скоростью в комплекте с тахометром, и изображение этого устройства (установленного как центральный блок из 3) можно увидеть ниже на этой странице.
с. на каждой скорости. Изредка встречаются машины и с двигателем мощностью 1,5 л.с. двигатель (хотя, насколько известно автору, они никогда не рекламировались) и вполне могли предназначаться для использования в учебных заведениях или просто для более легких работ. Были предусмотрены восемь или десять скоростей шпинделя, расположенных в высоком и низком диапазонах от 70 до 375 об / мин. и от 570 до 3000 об/мин. соответственно. Первоначальный привод от двигателя осуществлялся 4-х или 5-ступенчатым V-образным шкивом к промежуточному шкиву, прикрепленному к нижней части которого был зубчатый шкив. Затем зубчатый ремень передал привод к верхней части узла задней передачи с закаленными шестернями, погруженными в масло, а затем через шестишлицевую втулку к шпинделю. Все шкивы и валы с главными шестернями были динамически сбалансированы для плавного хода. В конечном итоге также стала доступна головка с регулируемой скоростью в комплекте с тахометром, и изображение этого устройства (установленного как центральный блок из 3) можно увидеть ниже на этой странице. Покрытая твердым хромом пиноль вращалась в прецизионных радиально-упорных подшипниках с ходом 5 дюймов под управлением маховика точной подачи с микрометрическим циферблатом, быстрой подачи с рычажным приводом и приводом через предохранительную муфту как вверх, так и вниз. . Были доступны три скорости механической подачи: 0,0021 дюйма, 0,0045 дюйма и 0,0086 дюйма с автоматическим отводом, установленным только для нижней подачи. Бивер также построил токарно-винторезный станок с реверсивным редуктором 4,5 x 20 дюймов обычной конструкции, но прочной конструкции. подробности можно найти здесь
Покрытая твердым хромом пиноль вращалась в прецизионных радиально-упорных подшипниках с ходом 5 дюймов под управлением маховика точной подачи с микрометрическим циферблатом, быстрой подачи с рычажным приводом и приводом через предохранительную муфту как вверх, так и вниз. . Были доступны три скорости механической подачи: 0,0021 дюйма, 0,0045 дюйма и 0,0086 дюйма с автоматическим отводом, установленным только для нижней подачи. Бивер также построил токарно-винторезный станок с реверсивным редуктором 4,5 x 20 дюймов обычной конструкции, но прочной конструкции. подробности можно найти здесь  2 и Мк. 2 Револьверно-фрезерный станок VBPR
2 и Мк. 2 Револьверно-фрезерный станок VBPR 
 Площадь контакта между седлом и коленом была достаточно большой, 105 кв. дюймов, и эта цифра в сочетании с квадратными направляющими позволила производителям заявить, что машина идеально подходит для гидравлического копирования. точка в жизни модели, вероятно, в 1966 конструкция направляющих поперечного скольжения была изменена: центральная приподнятая секция (которая также использовалась в самой ранней модели A) была перемещена на правую сторону. Стол приводился в движение червячной передачей от двигателя мощностью 0,33 л.с. и имел 9 скоростей подачи от 0,4 дюйма до 12,6 дюйма в минуту при мощности 50 циклов и от 0,72 дюйма до 15,8 дюйма в минуту при мощности 60 циклов. Скорость подачи была изменена, как и на всех более ранних фрезах Beaver, путем снятия панели и замены зубчатых колес, которые были прикреплены к их валам с помощью быстросъемных стопорных пружин. Иногда опционально, а в других случаях из-за изменений в спецификации скорость подачи составляет от 0,5 дюйма до 4,5 дюйма и от 1 дюйма до 9″ в минуту также были доступны.
Площадь контакта между седлом и коленом была достаточно большой, 105 кв. дюймов, и эта цифра в сочетании с квадратными направляющими позволила производителям заявить, что машина идеально подходит для гидравлического копирования. точка в жизни модели, вероятно, в 1966 конструкция направляющих поперечного скольжения была изменена: центральная приподнятая секция (которая также использовалась в самой ранней модели A) была перемещена на правую сторону. Стол приводился в движение червячной передачей от двигателя мощностью 0,33 л.с. и имел 9 скоростей подачи от 0,4 дюйма до 12,6 дюйма в минуту при мощности 50 циклов и от 0,72 дюйма до 15,8 дюйма в минуту при мощности 60 циклов. Скорость подачи была изменена, как и на всех более ранних фрезах Beaver, путем снятия панели и замены зубчатых колес, которые были прикреплены к их валам с помощью быстросъемных стопорных пружин. Иногда опционально, а в других случаях из-за изменений в спецификации скорость подачи составляет от 0,5 дюйма до 4,5 дюйма и от 1 дюйма до 9″ в минуту также были доступны. «Рапидный» двигатель вернул стол со скоростью 100 дюймов в минуту при мощности 50 циклов и 110 дюймов в минуту при 60 циклах. Головка и ходовые винты и т. д. имеют размеры в дюймах. Подающие винты могут изнашиваться почти до разрушения, при этом изменение шага по их длине составляет всего 0,003 дюйма (только что закончил изготовление нового комплекта. Не слишком сложно…)
«Рапидный» двигатель вернул стол со скоростью 100 дюймов в минуту при мощности 50 циклов и 110 дюймов в минуту при 60 циклах. Головка и ходовые винты и т. д. имеют размеры в дюймах. Подающие винты могут изнашиваться почти до разрушения, при этом изменение шага по их длине составляет всего 0,003 дюйма (только что закончил изготовление нового комплекта. Не слишком сложно…)  Пренебрежение может привести к износу или поломке шестерни.
Пренебрежение может привести к износу или поломке шестерни.  Предусмотрено 8 или 10 скоростей шпинделя, расположенных в высоком и низком диапазонах (работа через «заднюю шестерню» с закаленными, погруженными в масло шестернями и ременной передачей) от 70 до 375 об/мин и от 570 до 3000 об/мин соответственно.0200
Предусмотрено 8 или 10 скоростей шпинделя, расположенных в высоком и низком диапазонах (работа через «заднюю шестерню» с закаленными, погруженными в масло шестернями и ременной передачей) от 70 до 375 об/мин и от 570 до 3000 об/мин соответственно.0200 толстый.
толстый.  Продольный винт проходил через хорошо расположенные двойные гайки, которые действовали как компенсаторы люфта, позволяя использовать машину для техники «попутного фрезерования», которой обычно следует избегать. Зона контакта седла с коленом на Mk. 2 был полезно большим, 105 кв. дюймов.
Продольный винт проходил через хорошо расположенные двойные гайки, которые действовали как компенсаторы люфта, позволяя использовать машину для техники «попутного фрезерования», которой обычно следует избегать. Зона контакта седла с коленом на Mk. 2 был полезно большим, 105 кв. дюймов.  с.
с. 
 и циферблатные тестовые индикаторы. Для предохранения хрупких циферблатных индикаторов от случайных повреждений они были снабжены откидными металлическими крышками.
и циферблатные тестовые индикаторы. Для предохранения хрупких циферблатных индикаторов от случайных повреждений они были снабжены откидными металлическими крышками. 
Общий | Фрезерный станок Beaver | Практик-механик
Бретт Джонс
Пластик
- #1
В субботу пойду смотреть мельницу Beaver (модель не знаю). Хотелось бы услышать мнение людей знающих эту машину. Мне любопытно, на что я должен обращать внимание при осмотре, на что-нибудь особенное или уникальное для этой мельницы.
Спасибо.
9100
Алмаз
- #2
У меня более дешевая модель с двойными ремнями и коническими шкивами вместо задней передачи, как у Bridgeport. Это было довольно точно, когда я купил его новым, 40 лет назад. У него квадратные направляющие на колене, что очень плохо, потому что вам нужно блокировать с двух сторон. Система понижения мощности ужасна и часто проскальзывает. У меня он проработал только два дня, когда он вонзился прямо в стол, потому что у него фрикционный стопор, а не положительный, как у Bridgeport. В целом, он кажется типичным для британской инженерной мысли, тщательно сделанным и точным, но никогда не доработанным и полным ошибок. Насколько я знаю, они появились в США только в тот период, когда Бриджпорт настолько отставал в поставках, что они оставили место для иностранных конкурентов, так что каждому, кого вы найдете, вероятно, около 40 лет. Если он изношен, у вас будет неточная мельница, полная жуков.
Система понижения мощности ужасна и часто проскальзывает. У меня он проработал только два дня, когда он вонзился прямо в стол, потому что у него фрикционный стопор, а не положительный, как у Bridgeport. В целом, он кажется типичным для британской инженерной мысли, тщательно сделанным и точным, но никогда не доработанным и полным ошибок. Насколько я знаю, они появились в США только в тот период, когда Бриджпорт настолько отставал в поставках, что они оставили место для иностранных конкурентов, так что каждому, кого вы найдете, вероятно, около 40 лет. Если он изношен, у вас будет неточная мельница, полная жуков.
Билл
Капюшон
Нержавеющая сталь
- #3
У меня есть ЧПУ NC5, и, на мой взгляд, он намного превосходит мой ЧПУ Bridgeport серии 1 по качеству и жесткости. Это более крупная машина, поэтому, возможно, было бы не совсем справедливо сравнивать ее с Bridgeport.
Это более крупная машина, поэтому, возможно, было бы не совсем справедливо сравнивать ее с Bridgeport.
У него 4-дюймовая пиноль, у него настоящий редуктор, что означает, что шпиндель работает одинаково, будь то в главном или заднем редукторе, имеет коробчатые направляющие, а не ласточкины хвосты, и, на мой взгляд, его инженерия намного превосходит Бриджпорт, один маленький Например, в шкивах установлены правильные латунные втулки вместо пластиковых в Бриджпорте.
Капюшон
Питер Нил
Горячекатаный
- #4
Много информации здесь: http://www.lathes.co.uk/beaver/index. html.
html.
Несмотря на неудачный опыт использования 9100-х, общее мнение таково, что они намного прочнее и лучше построены, чем Bridgy, и способны выполнять более тяжелую работу.
Однако компания Beaver Machine Tools прекратила свою деятельность несколько лет назад, поэтому запасные части могут быть труднодоступны. 902:00 У меня самого его нет, так как даже здесь, в Великобритании, было проще купить Bridgeport.
Питер
Капюшон
Нержавеющая сталь
- #5
Запасные части довольно легко достать в Великобритании, насколько я понимаю, хотя единственное, что мне нужно было достать, это ремень, и в конце концов он даже не понадобился, так как я установил сервопривод переменного тока на шпиндель. Место, где я получил ремень, это www.machinesupportservices.com, и парень там, кажется, знает о них все, если я правильно помню, он раньше работал на Beaver и, возможно, даже покупал запасные части.
Место, где я получил ремень, это www.machinesupportservices.com, и парень там, кажется, знает о них все, если я правильно помню, он раньше работал на Beaver и, возможно, даже покупал запасные части.
Капюшон
томкеннед
Пластик
- #6
Возможный владелец NC5
Худ сказал:
У меня есть ЧПУ NC5, и, на мой взгляд, он намного превосходит мой ЧПУ Bridgeport серии 1 по качеству и жесткости. Это более крупный станок, поэтому, возможно, было бы не совсем справедливо сравнивать его с Bridgeport.

У него 4-дюймовая пиноль, у него настоящий редуктор, что означает, что шпиндель работает одинаково, будь то в главном или заднем редукторе, имеет коробчатые направляющие, а не ласточкины хвосты, и, на мой взгляд, его инженерия намного превосходит Бриджпорт, один маленький Например, в шкивах установлены правильные латунные втулки вместо пластиковых в Бриджпорте.Капюшон
Нажмите, чтобы развернуть…
Здравствуйте,
Приятно слышать такие теплые слова о NC5, надеюсь, он у меня появится. Я прочитал, что у вас может быть руководство/информация по NC5, и задался вопросом, можно ли им поделиться. Впервые на этом форуме, поэтому приносим извинения, если это неправильный маршрут для этого запроса.
Спасибо
Том