EMU-200 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка EMU-200
Производитель токарного станка модели EMU-200 — Кебаньский завод Станкостроительного объединения, Венгрия, Будапешт.
EMU-200 станок токарно-винторезный универсальный. Назначение, область применения
Существует два исполнения токарно-винторезного станка EMU-200.
- EMU-200-R — Токарно-винторезный станок нормальной точности
- EMU-200 RFP — Токарно-винторезный станок повышенной точности (прецизионный)
Станок повышенной точности модели EMU-200 RFP имеет некоторые конструктивные отличия от станка модели EMU-200-R, самыми существенными из которых являются нижеследующие:
- Для плавного вращения шпинделя вместо клиновых ремней применяется плоский ремень
- Узлы станка выполнены с повышенной точностью
- Поверхности скольжения тонко шаброваны так, что обеспечивается минимально 25 пятен на квадратный дюйм
- Точность геометрической формы изделия удовлетворяет требования по допускам IT7
- По сравнению с токарно-винторезным станком нормальной точности, предписания по приемке токарно-винторезного станка повышенной точности более строгие
Общий вид токарно-винторезного станка EMU-200
Фото токарно-винторезного станка EMU-200. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Расположение органов управления токарно-винторезным станком EMU-200
Перечень органов управления токарно-винторезным станком EMU-200
- Реверсивная рукоятка подачи
- Рукоятка переключения привода шпинделя через перебор и непосредственно
- Штыковой диск
- Рукоятка переключения продольной, поперечной подач и ходового винта
- Маховичок винта поперечных салазок
- Зажимная рукоятка резцедержателя
- Маховичок перемещения суппорта
- Рукоятка резцовых салазок
- Зажимная рукоятка пиноли задней бабки
- Зажимная рукоятка задней бабки
- Рукоятка для регулировки задней бабки в боковом направлении
- Маховичок пиноли
- Ручка переключения ходовых винта и валика
- Ручка «А»
- Ручка «В»
- Ручка «С»
- Лимб вариатора
- Регулировка чисел оборотов
- Рычажок выключения и включения подач
- Реверсивный переключатель
- Вводной выключатель
- Сигнальная лампа
Кинематическая схема токарно-винторезного станка EMU-200
Схема кинематическая токарно-винторезного станка EMU-200. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Передняя бабка. Коробка скоростей токарно-винторезного станка EMU-200
Коробка скоростей токарно-винторезного станка EMU-200. Скачать в увеличенном масштабе
Коробка скоростей токарно-винторезного станка EMU-200. Скачать в увеличенном масштабе
Шпиндель вращается впереди на двухрядном цилиндрическом роликоподшипнике, а сзади — на радиально-упорном шарикоподшипнике. Осевые усилия воспринимаются радиально-упорными шарикоподшипниками. Шпиндель разгружен от тянущего усилия клинового ремня, благодаря чему повышается точность вращения шпинделя» Для защиты ремней от масла, пространство, вмещающее ремни, изолировано лабиринтовыми уплотнительными кольцами.
Отверстие шпинделя позволяет пропускать пруток диаметром Ø 25 мм. Конец шпинделя выполнен с коротким конусом, его поверхности прилегания закалены. Закрепление инструмента или приспособления облегчается смонтированном на шпиндель штыковым диском. В шпиндель можно через переходную втулку закрепить инструмент или же центр с конусом Морзе 2.
В передней бабке встроен перебор, при включении которого число оборотов шпинделя понижается. Передаточное отношение перебора 1:6,8. Выключение и включение перебора может производиться только при неподвижном шпинделе.
Для смазки подшипников и зубчатых колес передней бабки служит масло, разбрызгиваемое шестерней погружающейся в масляную ванну.
Разбрызгиваемое масло улавливается раковинами и подача масла ко всем местам смазки обеспечивается трубами.
Коробка подач токарно-винторезного станка EMU-200
Коробка подач токарно-винторезного станка EMU-200. Скачать в увеличенном масштабе
Коробка подач включает в себя шестерни, создающие число оборотов ходового винта для нарезания резьб и ходового валика — для подачи. Первичный вал получает вращение от шпинделя через постоянную передачу 1:2 и сменные шестерни.
Коробка подач с передвижными блоками шестерен механическим управлением, закрытого выполнения. Смазка подшипников и шестерен производится разбрызгиванием.
Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке (рис. 8).
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
Суппорт токарно-винторезного станка EMU-200
Суппорт токарно-винторезного станка EMU-200. Скачать в увеличенном масштабе
Суппорт состоит из нижних салазок, поперечных салазок и поворачивающихся вокруг вертикальной оси резцовых салазок. На резцовых салазках имеется четырехрезцовый резцедержатель, который можно повернуть и установить в в требуемое положение после ослабления гайки.
Благодаря поворачиванию резцовых салазок обеспечиваются возможность обработки наружных и внутренних конусов.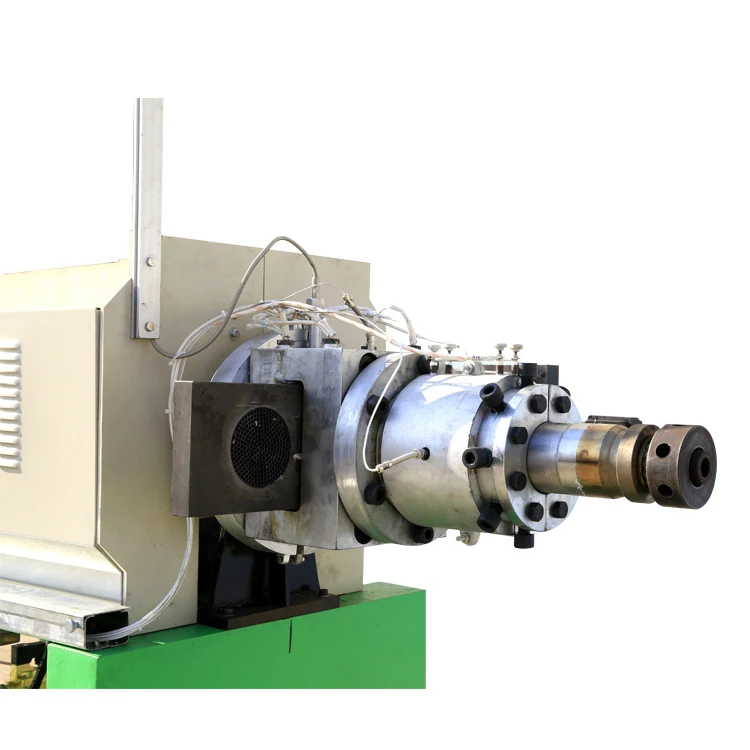
Вариатор токарно-винторезного станка EMU-200
Вариатор токарно-винторезного станка EMU-200. Скачать в увеличенном масштабе
Вариатор расположен в основании станка. Он обеспечивает бесступенчатую регулировку чисел оборотов шпинделя на ходу. Вариатор представляет собой единый узел.
Благодаря разбрызгиванию, масло, заправляемое до уровня маслоуказателя, смазывает все вращающиеся части вариатора. Установка чисел оборотов может производиться поворачиванием единственной рукоятки, при работе, и отрегулированное число оборотов может отсчитываться по лимбу. Регулировка и изменение чисел оборотов могут производиться только на ходу.
Фартук токарно-винторезного станка EMU-200
Фартук привинчен к нижним салазкам и перемещается вместе с последними. Он имеет механизм, исключающий одновременное включение ходовых винтов и валика.
Механическая подача выключается при наталкивании. Вращающиеся детали фартука смонтированы на самосмазывающихся подшипниках
Задняя бабка токарно-винторезного станка EMU-200
Пиноль задней бабки пригодна для закрепления инструмента с хвостовиком Морзе 2. Верхняя часть заднем бабки в небольшой мере может регулироваться в поперечном направлении, благодаря чему можно обрабатывать пологие конусы по длинным изделиям.
Верхняя часть заднем бабки в небольшой мере может регулироваться в поперечном направлении, благодаря чему можно обрабатывать пологие конусы по длинным изделиям.
Схема электрическая принципиальная станка EMU-200
Схема электрическая токарно-винторезного станка EMU-200. Смотреть в увеличенном масштабе
Описание электрооборудования станка EMU-200
Данные сети питания:
- Напряжение сети 380 В, 50 Гц
- Максимальная рабочая сила тока 5 А
- Максимальная пусковая сила тока 20 А
- Номинальная сила тока главного плавкого предохранителя /тугоплавкового/ 10 А
Описание работы электрооборудования
Для облегчения обозрения соединений на рис. 5 показывается принципиальная схема электрооборудования станка. Сеть подключается к клеммам RST клеммной колодки. Защита станка от короткого замыкания осуществляется плавкими предохранителями. Двигатель насоса и трансформатор также защищаются предохранителями.
Включенное положение вводного выключателя показывается красной сигнальной лампой. Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Пуск двигателя привода, а также реверсирование осуществляются при помощи реверсивного переключателя FJ. Для пуска насосов охлаждающей жидкости служит выключатель PSZ.
При исчезновении напряжения двигателя запускаются снова только в том случае, если переключатель FJ и выключатель PSZ были предварительно установлены в положение «О».
Работа, станка и органы обслуживания
Со включением электродвигателя запускается также и шпиндель. Остановка и реверсирование шпинделя производятся электрически, остановкой и реверсированием электродвигателя.
Допустимое число реверсов шпинделя нижеследующее: при 90-130 об/мин. шпинделя 600 реверсов в час, при 140-380 об/мин. шпинделя — 400 реверсов в час.
шпинделя — 400 реверсов в час.
Число оборотов шпинделя — Возможны два случая;
- а) Число оборотов 90-480 об/мин. В этом случае рукоятку переключения привода шпинделя через перебор или непосредственного привода /18. рис. 8/ повернуть направо. После этого, переводом реверсивной рукоятки 36 налево или направо, включить прямое или обратное направления вращения двигателя и вместе с ним — шпинделя. Только после этого разрешается поворачивать рукоятку 34 регулировки чисел оборотов до тех пор, пока соответствующая величина числа оборотов на лимбе скоростей шпинделя 33 не совместится с указателем,
- б) Требуемое число оборотов 630-315 об/мин.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода /18/ перевести налево, а затем, после пуска двигателя, отрегулировать требуемое число оборотов.
Правому положению рукоятки соответствует на лимбе скоростей шпинделя /33/ более низкие, а левому положению рукоятки — более высокие числа оборотов.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода разрешается переключать только при неподвижном шпинделе, а рукоятку регулировки чисел оборотов — только при вращающемся шпинделе.
Реверсирование шпинделя осуществляется реверсированием двигателя /переключатель 36/.
Станок можно остановить так, что рукоятку переключателя 36 переводят в нейтральное положение
Токарно-винторезный универсальный станок EMU-200. Видеоролик.
Технические характеристики универсального токарного станка EMU-200
| Наименование параметра | EMU-200 | |
|---|---|---|
| Основные технические данные станка | ||
| Класс точности по ГОСТ 8-82 | Н | |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 200 | |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 80 | |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 200 | |
| Высота центров, мм | ||
| Наибольший диаметр заготовки обрабатываемой в люнете, мм | ||
| Наибольшая длина устанавливаемой детали РМЦ, мм | 350 | |
| Наибольшие размеры обрабатываемой детали, мм | Ø80 х 350 | |
| Ширина станины, мм | 170 | |
| Шпиндель | ||
| Частота прямого/ обратного вращения шпинделя, об/мин | 90. .3150 .3150 | |
| Диаметр отверстия в шпинделе, мм | 25 | |
| Конец шпинделя | MSZ 5038 | |
| Размер внутреннего конуса шпинделя | Морзе 4 | |
| Количество прямых/ обратных скоростей шпинделя | б/с | |
| Наибольший крутящий момент на шпинделе, кНм | ||
| Торможение шпинделя | ||
| Суппорт. Подачи | ||
| Наибольшее поперечное перемещение, мм | 160 | |
| Количество подач | 32 | |
| Пределы продольных подач, мм/об | 0,01..0,52 | |
| Пределы поперечных подач, мм/об | 0,005..0,26 | |
| Пределы/ количество шагов метрических резьб, мм | 0,2..3,5 19 шт | |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 28. .8 8 шт .8 8 шт | |
| Пределы/ количество шагов модульных резьб, модуль | 0,5..1,75 5 шт | |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | ||
| Наибольшее усилие резания при продольной/ поперечной подаче, кН | ||
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | ||
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | ||
| Резцовые салазки. Резцедержка | ||
| Наибольшее перемещение резцовых салазок, мм | ||
| Поперечное сечение резца, мм | 12 х 12 | |
| Цена деления лимба при перемещении резцовых салазок, мм | ||
| Расстояние от основания резца до линии центров, мм | 10 | |
| Задняя бабка | ||
| Наибольшее перемещение пиноли, мм | ||
| Электроборудование станка | ||
| Сеть питания | 380 В, 50 Гц | |
| Вспомогательное напряжение, В | 24 В, 50 Гц | |
| Количество электродвигателей на станке | ||
| Электродвигатель главного движения, кВт/ об/мин | 1,5 | |
| Электродвигатель быстрых перемещений, кВт/ об/мин | ||
| Электродвигатель насоса СОЖ, кВт/ об/мин | ||
| Суммарная мощность электродвигателей, кВт | ||
| Габариты и масса станка | ||
| Габариты станка (длина, ширина, высота), мм | 1230 х 560 х 1300 | |
| Масса станка, кг | 640 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
Технические характеристики токарного станка EMU-200-RFP / Токарные станки / Stanok-online.ru
Рубрикатор
Разделы документации
Токарные станки
В описании технических характеристик прецизионного токарно-винторезного станка модели EMU-200-RFP приводятся следующие параметры:
— Наибольший диаметр обрабатываемого изделия;
— Расстояние между центрами;
— Диаметр отверстия шпинделя;
— Наибольшее перемещение поперечных салазок и др.;
Механика станка:
— Пределы чисел оборотов шпинделя;
— Количество подач;
— Количество скоростей шпинделя;
— Пределы продольных и поперечных подач;
— Нарезаемые резьбы;
В описании технических характеристик станка EMU-200-R приводятся следующие данные электрооборудования:
— Электрооборудование может работать на переменном токе;
— Мощность двигателя привода;
— Число оборотов электродвигателя привода;
— Устройство местного освещения;
В описании технических характеристик станка EMU-200-R приводятся следующие габаритные размеры станка:
— Полная длина, ширина, высота станка;
— Вес станка;
— Размеры упаковочного ящика;
— Вес упаковочного ящика;
Скачать бесплатно технические характеристики токарного станка EMU-200-RFP
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк «ОКА» — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация — *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
 Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
Услуги
все
Металлообработка, токарные работы, фрезерные работы, конструкторские работы
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
Производство крученой сетки из проволоки
Сетки изготавливаются из низкоуглеродистой термически обработанной проволоки без покрытия или оцинкованной
Металлообработка
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Токарный станок cart EMU 200 | Festima.
 Ru
RuТовары для дома
Таблица Список Лента
Станок в рабочем состоянии.
Мы нашли это объявление 3 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Перейти к объявлению
Тип жалобы ДругоеНарушение авторских правЗапрещенная информацияОбъявление неактульноПорнографияСпам
Комментарий
Показать оригинал
Еще объявления
Продам в рабочем состояний, комплектный
Ремонт и строительство
5 часов назад Источник
Рабочее место, для изготовления точных часовых деталей, деталей измирительных приборов, элементов ювилирных изделей и т.д. Токарный станок АТМ-2 в отличном состоянии, цанги 8шт, тело цанги на 8мм, электродвигатель на 220в, 60вт, 8000об, обороты регулируются.кнопкой включения и регулирования. Добавить обороты дополнительно можно перекинув ремень на разные шкивы Имеется ножка крепления и регулирования станка по высоте. Рабочее место испытано в работе, удобное. Упаковка позволяет легко убрать, перенести и хранить, с переди с левой стороны обшит чистой медной фольгой (фото видно), антимагнитной для защиты кисти руки от стружки.( мелкая стружка не собирается, кисть руки ложится на чистую без стружки медь, при работе). Фото 10. Сравните АТМ 2 г.Харьков с редким часовым станком Частех г. Горький…
Рабочее место испытано в работе, удобное. Упаковка позволяет легко убрать, перенести и хранить, с переди с левой стороны обшит чистой медной фольгой (фото видно), антимагнитной для защиты кисти руки от стружки.( мелкая стружка не собирается, кисть руки ложится на чистую без стружки медь, при работе). Фото 10. Сравните АТМ 2 г.Харьков с редким часовым станком Частех г. Горький…
Ремонт и строительство
13 часов назад Источник
В отличном состоянии,станина без ступеней,Все функции работают,полностью комплект.
Ремонт и строительство
2 дня назад Источник
Станок токарный ProCraft VMM 800, напряжение 220V, винтонарезной, мини, с возможностью размещения на столе, рабочий, был в использовании незначительное время, в идеальном состоянии, чистый, почти новый. Имеется руководство по эксплуатации изделия. Вместе с заводской комплектацией в комплекте: 1.Кулачки наружные (ЗИП). 2.Набор шестерен для нарезки резьб. 3. Патрон для сверления до диаметров 16 мм вместе с конусом КМ2 (новый). 4.Резец правый проходной упорный сплав Т5К10 (новый). 5.Резец отрезной сплав Т5К10. 6. Конус КМ2 – центр вращения (новый). 7. Конус КМ2 упорный. 8.Ключи 6-гранные, набор. 9.Сверло центровочное диаметр 3,5мм. (60°). 10.Масленка-пластиковая бутылочка. Фото соответствует фактическому состоянию товара.
3. Патрон для сверления до диаметров 16 мм вместе с конусом КМ2 (новый). 4.Резец правый проходной упорный сплав Т5К10 (новый). 5.Резец отрезной сплав Т5К10. 6. Конус КМ2 – центр вращения (новый). 7. Конус КМ2 упорный. 8.Ключи 6-гранные, набор. 9.Сверло центровочное диаметр 3,5мм. (60°). 10.Масленка-пластиковая бутылочка. Фото соответствует фактическому состоянию товара.
Ремонт и строительство
2 дня назад Источник
Рабочее состояние, торг, обмен на токарный станок или электроинструмент.
Бытовая техника
2 дня назад Источник
Токарный станок тв 125 п. Рабочий.
Ремонт и строительство
4 дня назад Источник
В отличном состоянии
Ремонт и строительство
5 дней назад Источник
Токарный станок по дереву заводской, возможен обмен на настольный заводской
Ремонт и строительство
5 дней назад Источник
Токарный станок ТВ 4. в идеальном состоянии
в идеальном состоянии
Ремонт и строительство
6 дней назад Источник
Токарный станок 550 вт, с копиром, резцы в комплекте
Ремонт и строительство
6 дней назад Источник
Продам токарный станок ТВ16 полностью в рабочем и техническом состояние, вся электроника работает двигатель не греется шестерни не шумят, есть несколько резцов, торг уместен.
Ремонт и строительство
7 дней назад Источник
Продам настольный токарный станок 1д601.История-Купил,обслужил,поигрался,наигрался,продаю.Все крутится,вертится.Переслать не могу.
Ремонт и строительство
7 дней назад Источник
Продам настольный токарный станок польского производства TSA- 16, полностью исправен и комплектен ( двигатель от стиральной машины работает от 220 в.)
Ремонт и строительство
7 дней назад Источник
Резцы диам. 16мм патрон 130мм цена без частотника с частотником дамфос2.2кв +15т
16мм патрон 130мм цена без частотника с частотником дамфос2.2кв +15т
Ремонт и строительство
7 дней назад Источник
Токарный станок полностью в рабочем состоянии. В комплекте отдам резцы, сменные шестерёнки для наризания разных резьб, вращающийся центр в заднюю бабку.
Ремонт и строительство
8 дней назад Источник
Рабочий. Нет ускоренной подачи.
Ремонт и строительство
8 дней назад Источник
Покупал 15 лет тому назад доих пос стиит не используется комплект полный
Ремонт и строительство
8 дней назад Источник
продам токарный станок, аналог Тв16, в рабочем состоянии, не большой размер, может поместиться на балконе, использовали не много, подключен, можно проверить на месте. размеры на фото
Ремонт и строительство
8 дней назад Источник
Комплект на фото,в тумбе мотор. Плюс ящички.
Плюс ящички.
Ремонт и строительство
9 дней назад Источник
Тв-7 полностью комплектный и в рабочем состоянии. Переделан на 220в — стоит частотник на 1.5 кВт. Много всяких резцов, большая часть со сменными пластинами. Вращающийся центр, сверлильный патрон, центровки. Продаю в связи с переездом.
Ремонт и строительство
10 дней назад Источник
Внимание! Festima.Ru является поисковиком по объявлениям с популярных площадок. Мы не производим реализацию товара, не храним изображения и персональные данные. Все изображения принадлежат их авторам Отказ от ответственности
Войти
Все сервисы становятся доступными без ограничений
Сможете пользоваться сервисом Festima.Ru на разных устройствах.
Это удобно и бесплатно
ИЖ-250П Станок токарно-винторезный повышенной точности.
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описаниеСведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный, Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУ, Ø 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный, Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный, Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный, Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный, Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный, Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320 - 1711ИФФ3
— станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230 - 1715ИФФ3
— станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320 - 1336м
— станок токарно-револьверный, Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный, Ø 400 - ИЖ-250
— станок токарно-винторезный универсальный, Ø 250 - ИЖ-250П
— станок токарно-винторезный повышенной точности, Ø 250 - ИТ-42
— станок токарный с ЧПУ, Ø 320 - ТП500Ф3, ТП1000Ф3
— станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 — станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели — конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1963 год.
Начало серийного выпуска — 1963 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка ИЖ-250П
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка ИЖ-250П
- Пределы продольных подач — 0,07.
 .2,17 мм/об
.2,17 мм/об - Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Описание электрооборудования станка EMU-200
Данные сети питания:
- Напряжение сети 380 В, 50 Гц
- Максимальная рабочая сила тока 5 А
- Максимальная пусковая сила тока 20 А
- Номинальная сила тока главного плавкого предохранителя /тугоплавкового/ 10 А
Описание работы электрооборудования
Для облегчения обозрения соединений на рис. 5 показывается принципиальная схема электрооборудования станка. Сеть подключается к клеммам RST клеммной колодки. Защита станка от короткого замыкания осуществляется плавкими предохранителями. Двигатель насоса и трансформатор также защищаются предохранителями.
Включенное положение вводного выключателя показывается красной сигнальной лампой. Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Пуск двигателя привода, а также реверсирование осуществляются при помощи реверсивного переключателя FJ. Для пуска насосов охлаждающей жидкости служит выключатель PSZ.
При исчезновении напряжения двигателя запускаются снова только в том случае, если переключатель FJ и выключатель PSZ были предварительно установлены в положение “О”.
Работа, станка и органы обслуживания
Со включением электродвигателя запускается также и шпиндель. Остановка и реверсирование шпинделя производятся электрически, остановкой и реверсированием электродвигателя.
Допустимое число реверсов шпинделя нижеследующее: при 90-130 об/мин. шпинделя 600 реверсов в час, при 140-380 об/мин. шпинделя – 400 реверсов в час.
шпинделя – 400 реверсов в час.
Число оборотов шпинделя – Возможны два случая;
- а) Число оборотов 90-480 об/мин. В этом случае рукоятку переключения привода шпинделя через перебор или непосредственного привода /18. рис. 8/ повернуть направо. После этого, переводом реверсивной рукоятки 36 налево или направо, включить прямое или обратное направления вращения двигателя и вместе с ним – шпинделя. Только после этого разрешается поворачивать рукоятку 34 регулировки чисел оборотов до тех пор, пока соответствующая величина числа оборотов на лимбе скоростей шпинделя 33 не совместится с указателем,
- б) Требуемое число оборотов 630-315 об/мин.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода /18/ перевести налево, а затем, после пуска двигателя, отрегулировать требуемое число оборотов.
Правому положению рукоятки соответствует на лимбе скоростей шпинделя /33/ более низкие, а левому положению рукоятки – более высокие числа оборотов.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода разрешается переключать только при неподвижном шпинделе, а рукоятку регулировки чисел оборотов – только при вращающемся шпинделе.
Реверсирование шпинделя осуществляется реверсированием двигателя /переключатель 36/.
Станок можно остановить так, что рукоятку переключателя 36 переводят в нейтральное положение
Габариты рабочего пространства токарного станка ИЖ-250П
Габариты рабочего пространства токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П
Станина токарного станка ИЖ-250П
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Общий вид токарно-винторезного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.
Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами
При работе с устройством стоит обратить внимание на такие моменты:
- Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.

- Подключение к сети осуществляется пакетным переключателем.
- Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Электрической схемой установки предусмотрена защита от перегрева. Срабатывая во время работы, система отключает двигатели только после ее завершения. Вращения главного вала возобновляются не раньше возврата переключателя теплового реле в начальное положение.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
Republished by Blog Post Promoter
Расположение органов управления токарно-винторезным станком ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Перечень органов управления станком ИЖ-250П
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
Схема смазки токарно-винторезным станком ИЖ-250П
Конструкторские особенности строения
Составные части станка
Перечень составных частей
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
Конструкция основных узлов токарного станк ИЖ-250П
ИЖ-250П Передняя бабка токарного станка
Передняя бабка токарно-винторезного станка ИЖ-250П
ИЖ-250П Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250П
ИЖ-250П Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250П
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором.
 Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Технические характеристики токарно-винторезного станка ИЖ-250П
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07. .2,17 .2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности ИЖ250П.
 Руководство к станку, Ижмаш, 1963
Руководство к станку, Ижмаш, 1963 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба.
 Способы нарезания многозаходных резьб на токарном станке
Способы нарезания многозаходных резьб на токарном станке - Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Назначение и описание агрегата
Станок токарно-винторезный 250ИТВМ.01отличается приличным по величине набором функций, а также вменяемой ценой. Такой агрегат легко обтачивает небольшие металлические заготовки. Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Указанное оборудование выпускалось станкостроительным заводом ИжмашСтанко (Ижевск). Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Вся рассматриваемая нами серия станков разрабатывалась на основе конструктивно и технически удачной схемы агрегата ИЖ1И611П. Они выполняют разнообразные виды токарных операций с фиксацией детали патроном, цанговым зажимом либо вращающимися центрами, производят нарезку резьбы дюймовой, метрической и модульной резьбы.
Основной привод выполнен электродвигателем, работающим на клиноременную передачу (одиночную и поликлиновую) или зубчатый редуктор (12-и ступенчатый).
В корпус передней бабки монтируют:
- Шпиндельный узел, объединенный со входным шкивом.
- Комплекты зубчатых колес (два) – перебор (с передаточным соотношением 1 : и звено, увеличивающее шаги для резьбы.
Повысить производительность работ на станке позволяет отказ от пробного прохода с последующими замерами деталей. Это новшество реализовано в токарном станке ИЖ250ИТВМФ1. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
- Отражения величины размера (в мм, дюймах) с дискретностью в 0,1 – 100 мкм.
- Учета компенсационных поправок, учитывающих изнашивание трущихся пар станочного агрегата и кромки режущего инструмента.
Точный отсчет для поперечной подачи (до 0,005 мм/об) осуществляется механизмом типа «верньер». Это маховик с нониусной шкалой. Коробка подач в состоянии менять скорость резца при нарезании резьбы, точении и остальных операциях. Причем делает это в достаточно широких пределах. Резьба с высокой точностью нарезается при условии прямого подключения ходового винта к гитаре (без участия коробки подачи).
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ПАСПОРТА К СТАНКАМ И ОБОРУДОВАНИЮ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..
.. ..
.. ..
.. Изготовитель:
«Рост…
Изготовитель:
«Рост… б. кому-нибуть будет
интересно,качес…
б. кому-нибуть будет
интересно,качес… ..
.. ..
..Токарно-винторезный станок 250ИТВМ: технические характеристики, паспорт
Описание электрооборудования станка EMU-200
Данные сети питания:
- Напряжение сети 380 В, 50 Гц
- Максимальная рабочая сила тока 5 А
- Максимальная пусковая сила тока 20 А
- Номинальная сила тока главного плавкого предохранителя /тугоплавкового/ 10 А
Описание работы электрооборудования
Для облегчения обозрения соединений на рис. 5 показывается принципиальная схема электрооборудования станка. Сеть подключается к клеммам RST клеммной колодки. Защита станка от короткого замыкания осуществляется плавкими предохранителями. Двигатель насоса и трансформатор также защищаются предохранителями.
Защита станка от короткого замыкания осуществляется плавкими предохранителями. Двигатель насоса и трансформатор также защищаются предохранителями.
Включенное положение вводного выключателя показывается красной сигнальной лампой. Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Пуск двигателя привода, а также реверсирование осуществляются при помощи реверсивного переключателя FJ. Для пуска насосов охлаждающей жидкости служит выключатель PSZ.
При исчезновении напряжения двигателя запускаются снова только в том случае, если переключатель FJ и выключатель PSZ были предварительно установлены в положение “О”.
Работа, станка и органы обслуживания
Со включением электродвигателя запускается также и шпиндель. Остановка и реверсирование шпинделя производятся электрически, остановкой и реверсированием электродвигателя.
Остановка и реверсирование шпинделя производятся электрически, остановкой и реверсированием электродвигателя.
Допустимое число реверсов шпинделя нижеследующее: при 90-130 об/мин. шпинделя 600 реверсов в час, при 140-380 об/мин. шпинделя – 400 реверсов в час.
Число оборотов шпинделя – Возможны два случая;
- а) Число оборотов 90-480 об/мин. В этом случае рукоятку переключения привода шпинделя через перебор или непосредственного привода /18. рис. 8/ повернуть направо. После этого, переводом реверсивной рукоятки 36 налево или направо, включить прямое или обратное направления вращения двигателя и вместе с ним – шпинделя. Только после этого разрешается поворачивать рукоятку 34 регулировки чисел оборотов до тех пор, пока соответствующая величина числа оборотов на лимбе скоростей шпинделя 33 не совместится с указателем,
- б) Требуемое число оборотов 630-315 об/мин.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода /18/ перевести налево, а затем, после пуска двигателя, отрегулировать требуемое число оборотов.
Правому положению рукоятки соответствует на лимбе скоростей шпинделя /33/ более низкие, а левому положению рукоятки – более высокие числа оборотов.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода разрешается переключать только при неподвижном шпинделе, а рукоятку регулировки чисел оборотов – только при вращающемся шпинделе.
Реверсирование шпинделя осуществляется реверсированием двигателя /переключатель 36/.
Станок можно остановить так, что рукоятку переключателя 36 переводят в нейтральное положение
Технические характеристики токарно-винторезных станков 250-ИТП
| Наименование параметра | 1И611П | 250-ИТП | 250-ИТВ | 250ИТВМ.01 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | В | В |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 260 | 300 | 300 | 300 |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 240 | 240 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 168 | 168 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Наибольшая длина обточки, мм | 500 | |||
| Высота центров, мм | 135 | 150 | 150 | 150 |
| Высота резца, мм | 16 х 16 | 16 х 16 | 16 х 16 | 16 х 16 |
| Шпидель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 | 25 |
| Наибольший диаметр прутка, мм | 24 | 24 | 24 | 24 |
| Число ступеней частот прямого вращения шпинделя | 21 | 18 | 18 | 21 |
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 20. .2000 (21) .2000 (21) | 63..3150 (18) | 63..3150 (18) | 25..2500 (21) |
| Размер внутреннего конуса в шпинделе (ГОСТ 13214) | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4К | 4К | 4 |
| Подачи | ||||
| Наибольшая длина хода каретки, мм | 500 | 500 | 500 | 500 |
| Наибольшее поперечное перемещение суппорта, мм | 180 | 170 | 170 | 165 |
| Продольное перемещение суппорта за один оборот лимба, мм | 20 | 20 | 20 | |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,02 | 0,02 | 0,05 |
| Поперечное перемещение суппорта за один оборот лимба, мм | 3 | 2 | 2 | 3 |
| Число ступеней продольных подач | 25 | 24 | 24 | 21 |
| Пределы рабочих подач продольных, мм/об | 0,01. .3 (25) .3 (25) | 0,01..1,5 | 0,01..1,5 | 0,01..1,8 |
| Число ступеней поперечных подач | 25 | 24 | 24 | 21 |
| Пределы рабочих подач поперечных, мм/об | 0,005..1,5 | 0,005..0,75 | 0,005..0,75 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Наибольшее допустимое тяговое усилие, Н (кг) | 5000 (500) | 5000 (500) | ||
| Количество нарезаемых резьб метрических | 33 | 30 | 30 | 33 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 (33) | 0,2..24 (30) | 0,2..24 (30) | 0,2..48 (33) |
| Количество нарезаемых резьб дюймовых | 26 | 21 | 21 | 26 |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 24..0,5 (26) | 24..1 (21) | 24..1 (21) | 24. .0,5 (26) .0,5 (26) |
| Количество нарезаемых резьб модульных | 35 | 21 | 21 | 25 |
| Пределы шагов нарезаемых резьб модульных, модули | 0,2..30 (35) | 0,2..6 (21) | 0,2..6 (21) | 0,2..12 (25) |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Верхние салазки суппорта (Резцовые салазки) | ||||
| Наибольшее перемещение салазок, мм | 120 | 120 | ||
| Цена деления лимба перемещения салазок, мм | 0,05 | 0,02 | 0,02 | |
| Перемещение салазок за один оборот лимба, мм | 3 | |||
| Резьбоуказатель | нет | нет | нет | нет |
| Блокировка | есть | есть | есть | есть |
| Предохранение от перегрузок | есть | есть | есть | есть |
| Выключающие упоры продольные и поперечные | есть | есть | есть | есть |
| Быстрый ход | нет | нет | нет | нет |
| Задняя бабка | ||||
| Центр в пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | ||
| Цена деления линейки/ лимба перемещения пиноли задней бабки, мм | 1/ 0,05 | 1/ 0,05 | ||
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3 (1420) | 3 (1430) | 3 (1430) | 3 (1410) |
| Тип электродвигателя главного привода | АОЛ2-32-4 | АИР100S4ПУ3 | ||
| Мощность электродвигателя станции смазки, кВт (об/мин) | 0,08 (1390) | 0,09 (2700) | 0,09 (2700) | 0,09 (1350) |
| Тип электродвигателя гидростанции | АОЛ-012-4 | |||
| Тип станции смазки | С48-12М | С48-12М | ||
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,15 (2800) | 0,12 (2800) | 0,12 (2800) | 0,18 (3000) |
| Насос охлаждения (помпа) | ПА-22 | ПА-25МС | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1770_970_1300 | 1790_810_1400 | ||
| Масса станка, кг | 1120 | 1180 |
Список литературы:
Станок специальный токарный 250ИТП, 250ИТВ, 250ИТВФ1. Руководство по эксплуатации 250 ИТП.00.000 РЭ, 1985
Руководство по эксплуатации 250 ИТП.00.000 РЭ, 1985
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Конструкторские особенности строения
Составные части станка
Перечень составных частей
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
Назначение и описание агрегата
Станок токарно-винторезный 250ИТВМ.01отличается приличным по величине набором функций, а также вменяемой ценой. Такой агрегат легко обтачивает небольшие металлические заготовки. Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Указанное оборудование выпускалось станкостроительным заводом ИжмашСтанко (Ижевск). Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Вся рассматриваемая нами серия станков разрабатывалась на основе конструктивно и технически удачной схемы агрегата ИЖ1И611П. Они выполняют разнообразные виды токарных операций с фиксацией детали патроном, цанговым зажимом либо вращающимися центрами, производят нарезку резьбы дюймовой, метрической и модульной резьбы.
Основной привод выполнен электродвигателем, работающим на клиноременную передачу (одиночную и поликлиновую) или зубчатый редуктор (12-и ступенчатый).
В корпус передней бабки монтируют:
- Шпиндельный узел, объединенный со входным шкивом.
- Комплекты зубчатых колес (два) – перебор (с передаточным соотношением 1 : 8) и звено, увеличивающее шаги для резьбы.
Повысить производительность работ на станке позволяет отказ от пробного прохода с последующими замерами деталей. Это новшество реализовано в токарном станке ИЖ250ИТВМФ1. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
- Отражения величины размера (в мм, дюймах) с дискретностью в 0,1 – 100 мкм.
- Учета компенсационных поправок, учитывающих изнашивание трущихся пар станочного агрегата и кромки режущего инструмента.

Точный отсчет для поперечной подачи (до 0,005 мм/об) осуществляется механизмом типа «верньер». Это маховик с нониусной шкалой. Коробка подач в состоянии менять скорость резца при нарезании резьбы, точении и остальных операциях. Причем делает это в достаточно широких пределах. Резьба с высокой точностью нарезается при условии прямого подключения ходового винта к гитаре (без участия коробки подачи).
Габариты рабочего пространства токарного станка ИЖ-250
Габариты рабочего пространства токарного станка ИЖ-250
Токарно-винторезный станок 250ИТВМ.01 представляет собой агрегат для выполнения технологических операций. Он используется для точения, одного из основных методов по обработке металлов резанием и преимущественно в промышленных условиях, в рамках производственных предприятий разного масштаба.
Токарный станок модели ИЖ250ИТВМ, благодаря относительно небольшим габаритным размерам занимает немного площади производственного участка. Его энергопотребление не велико. Агрегат при обработке дает точность размеров деталей класса «В» (высокая). Это оборудование изготовлено качественно и может эксплуатироваться длительное время. Его предпочтительнее применять:
Агрегат при обработке дает точность размеров деталей класса «В» (высокая). Это оборудование изготовлено качественно и может эксплуатироваться длительное время. Его предпочтительнее применять:
- Для единичного выпуска изделий небольшого размера в условиях приборостроительного или инструментального производства.
- Для получистовой или финишной обработки.
С целью предупреждения последующих нештатных или аварийных ситуаций приобретайте станки после обслуживания/восстановительного ремонта.
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
Назначение ИЖ 250
Токарный станок по металлу ИЖ 250 обеспечивает высококачественное исполнение заключительных операций. Чтобы произвести точение, не требующее большой точности, и, оказывающее солидные нагрузки на станок, стоит выбрать другую модификацию оборудования – 250 ИТП. Для удовлетворения спроса Ижмаш выпустил несколько модернизированных вариантов ИЖ 250:
- ИЖ 250 ИТВМ.03 имеет большее расстояние между центрами, позволяющее легко обрабатывать детали нестандартной формы.
- ИЖ 250 ИТВМФ1 – агрегат, имеющий цифровой индикатор, что повышает удобство, точность и эффективность работы.
- ИЖ 250 ИТПМ используется для токарных операций невысокой точности.
250ИТВМ Станок токарно-винторезный высокой точности универсальный. Назначение и область применения
Станки токарно-винторезные моделей 250ИТВМ предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций. Станок модели 250ИТВМФ1 оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Оснащение станка УЦИ позволяет:
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.

- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Сведения о производителе токарно-винторезного станка 250ИТВМ
Производитель токарного станка 250ИТВМ — Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П — станок токарно-винторезный повышенной точности универсальный Ø 270
- 1И611ПМФ3 — станок токарный с ЧПУØ 320
- 1ИС611В — станок токарно-винторезный высокой точности универсальный Ø 270
- 95-ТВ (95ТВ) — станок токарно-винторезный Ø 250
- 95ТС-1 (ИС1-1) — станок токарно-винторезный повышенной точности универсальный Ø 250
- 161-А, 161-АМ (Удмурт-2) — станок токарно-винторезный универсальный Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) — станок токарно-винторезный высокой точности универсальный Ø 300
- 250ИТВМ (ИЖ 250ИТВМ) — станок токарно-винторезный высокой точности универсальный Ø 300
- 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности Ø 300
- 250ИТВМ Ф2 — станок токарный с оперативной системой управления ОСУ Ø 320
- 1336м — станок токарно-револьверный Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) — станок токарно-винторезный универсальныйØ 400
- ИЖ-250, ИЖ-250П — станок токарно-винторезный повышенной точности универсальный Ø 250
- ИТ-42 — станок токарный с ЧПУ Ø 320
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Сведения о производителе токарно-винторезного станка ИЖ-250
Токарное оборудование, известное не только в Российской Федерации, но и далеко за ее пределами, производилось на Ижевском машиностроительном заводе. При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
ИЖ 250 использовался практически повсеместно на крупных предприятиях. Но также, если позволяли производственные мощности, применяли в небольших компаниях.
Специалисты Ижмаша, работящие в то время, пытались создать профессиональный и многопрофильный агрегат, который имел бы относительно небольшие размер и был удобен в использовании. Выпускалось несколько вариаций.
Сейчас варианты ИТВМ03, ИТПМ и ИТВМФ1 с завода не встретить в продаже. Но на некоторых ресурсах продаются старые, отремонтированные агрегаты.
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.
Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами
При работе с устройством стоит обратить внимание на такие моменты:
- Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.

- Подключение к сети осуществляется пакетным переключателем.
- Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Электрической схемой установки предусмотрена защита от перегрева. Срабатывая во время работы, система отключает двигатели только после ее завершения. Вращения главного вала возобновляются не раньше возврата переключателя теплового реле в начальное положение.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
Republished by Blog Post Promoter
95ТС-1 (ИС1-1) токарно-винторезный станок универсальный повышенной точности.
 Назначение и область применения
Назначение и область примененияТокарный станок 95ТС-1 повышенной точности изготовлен на базе станка 1И611П.
Универсальный токарно-винторезный станок 95ТС-1 повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб
Станок 95ТС-1 применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 95ТС-1 обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне
- наружное и внутреннее шлифование деталей в центрах и патроне
Главное отличие от многих других токарных станков – коробка скоростей, конструктивно схожа с коробкой скоростей фрезерных станков 675-676 и рукоятка включения продольной – поперечной подачи.
Станок производился с середины 60х годов. В отличие от современных станков имеет закруглённые углы на передней бабке.
Все станки этой серии имеют калёные направляющие. Достаточно надёжны и точны. Имеет автономную систему смазки, работающую от электрической гидростанции.
Старые модели, на вторичном рынке имеются изобильно. Это весьма массовое изделие. Цены колеблются от 25 000руб до 130 000руб и более.
Особенности конструкции станка
Универсальная коробка подач даёт возможность нарезать все метрические резьбы и распространённые дюймовые и модульные резьбы без смены шестерён на гитаре;
Преселективное управление скоростями шпинделя позволяет подготовить последующее переключение во время работы станка;
Исключается необходимость обслуживания с задней стороны станка, что важно при ограниченных производственных площадях;
Сварной контейнер со встроенным электрооборудованием и емкостью СОЖ;
Объемный стружкосборник, удобное удаление стружки;
Преселективное управление скоростями шпинделя;
Предохранительное устройство от перегрузки механизма подач;
Механизм-верньер для точного отсчета поперечного перемещения суппорта;
фрезерное приспособление, устанавливаемое на поперечной каретке суппорта;
Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой;
Беззазорная фиксация резцовой головки обеспечивает высокую жёсткость и точность установки;
Ходовой винт смазывается автоматически при нарезании резьбы;
Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла;
Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы;
Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жёсткому упору при точении
Конструкция и модификации станка
Внешний вид
Функциональное назначение токарных станков модели ИЖ-250 широкое. С их помощью можно выполнять обработку заготовок методом вращения. При этом деталь крепится в цанге, центрах или патроне. Дополнительно предусмотрена возможность формирования резьбы различного типа.
С их помощью можно выполнять обработку заготовок методом вращения. При этом деталь крепится в цанге, центрах или патроне. Дополнительно предусмотрена возможность формирования резьбы различного типа.
Конструкция оборудования стандартная, но имеет ряд особенностей. К ним относятся широкий диапазон переключения передач и подач режущего инструмента, возможность заранее выставить режим работы, который включится в определенный промежуток времени. Для удобства управления предусмотрен мнемонический механизм. Во время формирования резьбы смазка ходового винта выполняется автоматически.
Кроме этого, существует несколько типов модернизации станка, которые отличаются техническими и эксплуатационными качествами, а также комплектацией.
- ИЖ-250ИТВФ1. Оснащен блоком цифровой индикации. С его помощью можно существенно повысить производительность труда, так как рабочий не тратит время на измерение фактических размеров обрабатываемой детали;
- ИЖ-250ИТП. Предназначен для выполнения грубой обработки.
 Эта модель изготавливается только по особому заказу.
Эта модель изготавливается только по особому заказу.
Во всех типах оборудования установлен редуктор с двенадцатью скоростями. Для привода применяются клиновые ремни повышенной надежности. Переключение блока шестерен происходит при смещении дисков, в которых есть отверстия под фиксирующие пальцы.
Повышение точности формирования резьбы осуществляется с помощью механизма-верньера, установленного на станок ИЖ-250. Дополнительно предусмотрена схема соединения гитары с ходовым винтом. Он позволяет повысить точность обработки.
Наибольшую популярность станки этой серии получили для комплектации производственных линий, специализирующихся на приборостроении. Это обусловлено возможностью индивидуальной комплектации и изменением некоторых параметров станка при заказе на заводе-производителе.
Расположение составных частей станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
Расположение основных узлов токарного станка 250итвм.01
Перечень составных частей станка 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМФ1
01, 250ИТВМ.03, 250ИТВМФ1- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
Устройство станка
Электрооборудование токарного станка ИЖ250
Станину изготавливают методом литья, она имеет усиления в виде П-образного ребра и устанавливается на прочной тумбе. Материал для станины служит хромоникелевый чугун. Станина снабжена 4-а направляющими (две – призматические, остальные – плоские). Последние подвергнуты поверхностной закалке ТВЧ и шлифовке. Внутри тумбы размещен электропривод, вращающий редуктор, автоматическая смазочная станция и система подачи СОЖ (смазочно-охлаждающая жидкость).
Внутри тумбы размещен электропривод, вращающий редуктор, автоматическая смазочная станция и система подачи СОЖ (смазочно-охлаждающая жидкость).
В соответствии с кинематической схемой станка редуктору отводится роль коробки скоростей, приводящейся с помощью электродвигателя, закрепленного на фланце. Для фиксации редуктора в тумбе имеется промежуточный кронштейн.
У редуктора есть устройство предварительного выбора оборотов. Эта процедура реализуется без останова станка. Рукояткой проворачивают маховик, связанный с двумя дисками, с помощью которых выбирают число оборотов. Диски образуют набор отверстий для пальцев с рычагами, перекидывающими блоки шестерен. Для приостановки вращения зубчатых колес (до скорости менее 100 об/мин) эта рукоятка слегка оттягивается к себе (ощущение сопротивления), выдерживается пауза. Затем усилием в том же направлении (к себе до отказа) включают передачу. На малых оборотах эта процедура делается одним движением ручки.
Для упрощения переброски или смены приводного ремня (без необходимости разбирать весь узел) его шкив смещен в левую половину корпуса задней бабки. Базой для монтажа последней принят штифт, установленный внизу шпинделя. Этот элемент контрит сам шпиндельный узел в случае разогрева нагреве последнего и облегчает контроль положения его оси вращения. Момент вращения к шпинделю станка приходит прямо от шкива либо через шестерни перебора. Впереди на корпус бабки вынесена ручка переключений между зубчатой муфтой и перебором. Блок не даст включить их в одно время. Во избежание поломки шестерен не двигайте ручку до полной остановки шпиндельного узла. В конструкции передней бабки предусмотрено звено, которое увеличивает шаг выполняемой резьбы.
Базой для монтажа последней принят штифт, установленный внизу шпинделя. Этот элемент контрит сам шпиндельный узел в случае разогрева нагреве последнего и облегчает контроль положения его оси вращения. Момент вращения к шпинделю станка приходит прямо от шкива либо через шестерни перебора. Впереди на корпус бабки вынесена ручка переключений между зубчатой муфтой и перебором. Блок не даст включить их в одно время. Во избежание поломки шестерен не двигайте ручку до полной остановки шпиндельного узла. В конструкции передней бабки предусмотрено звено, которое увеличивает шаг выполняемой резьбы.
С помощью коробки подач настраивают процессы по нарезке резьбы или переключают подачи во время точения. Размер всех поперечных подач вдвое меньше аналогичных продольных. Редуктор вращает входной вал указанной коробки посредством сменного комплекта шестерен (резьба) или ремня (все остальные операции). Переключение подачи при оборотах шпинделя менее 100 об/мин допускается с ходу. Если скорость выше – то только на выбеге (уменьшении скорости) шпинделя за счет кратковременного выключения вращения на станке с помощью предусмотренной рукоятки.
Слева на торцевой поверхности передней бабки крепят гитару. Из-за наличия блокировки включить зубчатую передачу вместе с ременной невозможно.
Застопорить заднюю бабку можно поворотом ее рукоятки. Усилие зажима можно отрегулировать с помощью гаек. Надежности прижима поспособствует добавочный винт. Проточка коротких конусов на станке облегчается тем, что есть возможность сместить корпус задней бабки по отношению к оси центров станка. Смещение делается на величину не более + — (10 мм) специальным винтом. Для контроля положения оси центров станка по горизонтали (относительно станинных направляющих) совмещают соответствующие бобышки на корпусе и поддоне задней бабки. Фиксацию пиноли выполняют посредством ее ручки.
К основным функциям фартука относят: реализация движения подачи (продольной или поперечной) для суппорта посредством ходового вала; порезка резьбовых поверхностей – от ходового винта. Поэтому фартук снабжен 4-я муфтами, которые включают прямые или обратные подачи. Ускоренного перегона резца у этих моделей станков нет.
Ускоренного перегона резца у этих моделей станков нет.
Крестообразный суппорт в процессе работы станка ходит вдоль заготовки с помощью станинных направляющих, а поперек нее – по аналогичным элементам каретки. Продольные перемещения реализуются ручным либо механическим способом. Сверху на суппорте стоит основной резцедержатель с четырьмя местами под резцы. Под заказ возможна дополнительная поставка заднего одноместного резцедержателя для поперечной каретки.
Для закрытия зоны резания от летящих стружек установлено защитное ограждение с проемом из прочного прозрачного полимера. Ее монтируют с помощью стойки с регулируемой высотой. В случае резания заготовок из хрупкого материала применяют дополнительный защитный экран, который крепится к основному справа.
Сведения о производителе токарно-винторезного станка 250ИТВМ.01
Производитель токарного станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1 – , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы “Леве” с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Kart MSZ Budapest EMU 200 Токарно-центральный станок
Kart MSZ Budapest EMU 200 Токарно-центральный станок- Регистрация
- Логин
Марко Бак
ВМВ АГ
Вот уже 25 лет авторитетные компании доверяют нашему ноу-хау как специалисту по бывшим в употреблении станкам и установкам.
 Благодаря десятилетиям присутствия на рынке мы знаем о растущем спросе на машины всегда более высокого качества. Это приводит к все более комплексному ремонту, который в прошлом уже сводился к капитальному ремонту и модернизации. Для дальнейшего расширения этой области была основана компания WMW AG Maschinenbau.
Благодаря десятилетиям присутствия на рынке мы знаем о растущем спросе на машины всегда более высокого качества. Это приводит к все более комплексному ремонту, который в прошлом уже сводился к капитальному ремонту и модернизации. Для дальнейшего расширения этой области была основана компания WMW AG Maschinenbau.Посмотреть все объявления
Контактная информация
[email protected]
https://www.wmwag.com
Берлин / Германия
Распечатать страницу (Получить предложение)
Отчет
Карт MSZ Budapest EMU 200 Токарно-центральный станок
- 2 года назад
- 100
цена по запросу
Обзор
Предложение
Артикул: 0300395
Тип управления: обычный
База доставки: EXW, бесплатно на грузовике
Место хранения: Лейпциг 4
Срок поставки: немедленно
17 диаметр поворота над станиной: 200 мм
диаметр поворота над суппортом: 100 мм
длина обточки: 400 мм
проход шпинделя: 23 мм
центральная высота: 100 мм
оборотов в минуту: 2 штуфена/шаг об/мин
диапазон оборотов за минуту: 100 и 1100 об/мин
7
подача:: 3 Stufen/Step
общая потребляемая мощность: 1,62 кВт
вес машины прибл. : 0,7 т
: 0,7 т
занимаемая площадь машины прибл.: L:1,3 x B:0, 6 В:1,3 м
дополнительная информация:
— оборудование с 3-х кулачковым патроном D=130мм
— возможна нарезка резьбы
— отсутствует регулировка оборотов между электродвигателем и коробкой передач. Коробка передач приводится в действие непосредственно двигателем главного шпинделя и подачи.
Машина работает.
Технические характеристики
| Цена : Цена по запросу | Код продукта: 3378 |
| Производитель : Карт мсз будапешт | Модель: ЭМУ 200 |
| Год : 1971 | Статус: собран и работает |
| Происхождение : Венгрия | Продолжительность : — |
| Дата последней редакции: — | Расположение : — |
Дата добавления :
07. 11.2019 11.2019 |
Видео
Нет доступных видео
Пока нет комментариев.
Оставить комментарий Пожалуйста Зарегистрируйтесь или Авторизоваться
Для этой машины нет подходящего специалиста
Найти эксперта
Новейшие машины на рынке
8000,00 долларов США
4-осевой фрезерный станок с ЧПУ Hermle UWF 1000
Уезд Сисак-Мославина , Хорватия (Хрватска)
- Собран и работает
- 1984
цена по запросу
Вертикальный обрабатывающий центр Microcut 1370 B
Местоположение Город , Страна
- В сборе и в рабочем состоянии
- 2008
цена по запросу
Горизонтальный обрабатывающий центр Toshiba BMC 63E
Местоположение Город , Страна
- В сборе и в рабочем состоянии
- —
8 285,00 €
Вертикальный обрабатывающий центр Matsuura MC 600 V
Местоположение Город , Страна
- Собран и работает
- 1990
цена по запросу
Токарный станок Heid DN 40
Местоположение Город , Страна
- В сборе и в рабочем состоянии
- —
11 046,00 €
Токарный станок с ЧПУ Boehringer VDF 180C
Расположение Город , Страна
- Собран и работает
- 1986
цена по запросу
Фрезерный станок с ЧПУ Tos Kurim FSS 80
Местоположение Город , Страна
- В сборе и в рабочем состоянии
- 1988
цена по запросу
Зубофрезерный станок Cugir FD320
Брашовский уезд , Румыния
- Собран и работает
- 1981
80 000,00 евро
Одноголовочная автоматическая линия намотки и термоусадочной упаковки (Ref.
 Sh30217)
Sh30217)Denizli , Турция
- Разобранный и рабочий
- 2006
Полный комплект подъемника Old Man Emu для LandCruiser серии 200
Полный комплект подъемника Old Man Emu для LandCruiser серии 200 — DPG OFF-ROAD Перейти к содержимомуDPG OFF-ROAD
Facebook-f YouTube
Есть вопросы? Мы готовы. Позвоните нам сегодня.
Пн. – Чт. 9:00–17:00 по центральному поясному времени
Звоните (316) 776-9900
Телефон для вопросов и доступности
@
Specifications
DPG Super Ultimate Kit
285/75R16 tires
4.56 Gears
Warn winch
RockHard Rear Bumper/Tire carrier
Bushwacker Flares
Garvin/Wilderness Rack with ARB Awning and Waterpak 4 -галлонный солнечный душ
Съемные канистры Morryde (1 топливо и 1 вода)
Буксируемый автодом
Я сделал этот подъемный комплект более десяти лет назад с помощью моего соседа.
Я бы сказал, что решение купить комплект DPG для моего XJ было основано исключительно на качестве и долговечности сборки TJ.
Я был очень доволен TJ, и у меня не было проблем с лифт-комплектом в течение 10 с лишним лет.
Технические характеристики
Сегодня впервые выехал на джипе после того, как закончили подъемник. Пошел классно! Быстрые дискотеки и кабели были в полном разгаре. Хотела поблагодарить вас за ответы на все мои вопросы и за все советы. Сегодня у меня был взрыв в моей первой поездке по бездорожью. Очень доволен тем, как все это работало сегодня.
Технические характеристики
2,5-дюймовый комплект Ultimate XJ OME Hybrid
29,5-дюймовые шины
До ПослеНаконец-то доделал этот 2,5-дюймовый окончательный комплект, и она едет лучше, чем на стоке! Спасибо за советы и рекомендации по выбору правильного комплекта для покупки.
Это поможет мне продолжать Джипин на долгие годы!
Технические характеристики
Вот фотографии ПОСЛЕ установки купленного у вас комплекта! Внедорожные фотографии и видео из моего отпуска на прошлой неделе в Риджуэе, Колорадо. В этом году мы ездили с ним по бездорожью в Орей, Монтроуз, Лейк-Сити, Риджуэй, Теллурайд и в районе Дуранго / Сильвертон. Я не могу рекомендовать вашу продукцию достаточно человек! Этот 21-летний квадратный кузов с пробегом 225 000 миль проехал КАК НОВЫЙ АВТОМОБИЛЬ на I-70 всю дорогу! Он разрушил все препятствия, которые я ставил перед ним на бездорожье (легкие вещи, умеренные скалы и даже несколько сложных линий через шельфовые скалы / валуны!) Эта машина сразу вернулась на шоссе со скоростью 65 миль в час. БЕЗ ПРОБЛЕМ! У меня было 4 разных Cherokee за последние 15 лет, и я говорю вам прямо сейчас — этот лифт-кит — ЛУЧШАЯ отдача для настоящей машины с двойной угрозой!
До
После
Технические характеристики
Комплект DPG Ultimate Hybrid (без лифта кузова)
265/75R16 Dura Tracs
До ПослеВсе детали установлены.
Это стоило ожидания. Спасибо, что направили меня к нужным частям!
Технические характеристики
Подъемный комплект Old Man Emu с пружинами HD
Задний бампер LOD с шиной Carrier
Передний бампер HD Barricade со встроенной девчонкой Smitty 12K
Поручни Rock со встроенной ступенькой
Багажник на крыше Gobi
бытовой холодильник и все остальное, необходимое для кемпингаЛитиевые батареи емкостью 200 ампер-час
Шины 35 x 12,5 для открытых выгулов с черными дисками Rhino
Технические характеристики
2006 Jeep Wrangler X
Комплект DPG Off-Road OME Ultimate Kit
Шины 33×12,5×15 bfg ko2s
«Я установил комплект в январе 2017 года.
«Я очень доволен этим комплектом и чувствую, что не мог принять лучшего решения!
Высота дорожного просвета великолепна для всего, для чего он мне нужен, и ход такой же плавный, как у стока!
Я постоянно получаю дополнения к нему, и людям нравится высота дорожного просвета.
Низкий центр тяжести этого комплекта подчеркивает всю разницу на дороге и бездорожье.
Еще раз спасибо, Дирк, за рекомендации и помощь в любых вопросах, которые у меня были на долгом пути!”
Specifications
2001 Jeep TJ
DPG Super Ultimate Kit
35″ Mtr kevlar tires
Front and rear lockers, 4.88 gears
Metal Cloak fenders and rock sliders, custom rear tire carrier, winch
«Я очень впечатлен и доволен ходовыми качествами и возможностями суперкомплекта, который у вас есть. Спасибо, мне нравится!»
Specifications
2014 Jeep Wrangler Unlimited
DPG Spartan Series Ultimate Hybrid Suspension System
35″ BFG MTK02’s
Bumper, Winch, Roof Rack
“Jeep rides a million times better than a budget boost! Дирк был просто услужливым и терпеливым, когда по телефону отвечал на мой миллион вопросов!»
Specifications
2020 Jeep Wrangler Rubicon Unlimited Diesel
DPG Super Ultimate Hybrid Suspension Kit w/BP-51 Shocks
Fuel Wheels with 33’s (Looking for 35’s)
Rugged Ridge Front and rear bumpers
Rock Slide Engineering Горные ползунки с выдвижными ступеньками.
«Я хочу поблагодарить вас за все ваши советы и рекомендации при выборе правильного подъемника для моего Jeep JLRDU 2020 года. Использование средних пружин сзади и усиленных пружин спереди было именно тем, что нам было нужно, чтобы компенсировать вес дизельного двигателя. Лифт был точно 2,5 дюйма спереди и сзади, проставки не требовались. Ваши рекомендации использовать амортизаторы BP-51 были точными. Какая потрясающая поездка!!!
Спасибо, что помогли мне сделать мой джип таким удовольствием от вождения!!”
Specifications
2003 Jeep Wrangler Rubicon
DPG Super Ultimate Hybrid Suspension System
33×12.50-15 General Grabber X34 Tires
Mammoth Boulder Wheels
“Wanted to give you some feedback on my TJ project . Одним словом… ВЕЛИКОЛЕПНО!
Я полностью удовлетворен результатами этого проекта, основанного на вашем гибридном пакете OME TJ… есть несколько вещей, которые я добавил, чтобы сделать мой TJ таким, каким я хотел его видеть. На дороге он не слишком мягкий, не слишком жесткий и полностью комфортный с добавленной высотой. Ходовые качества этого пакета идеальны, возможности для бездорожья намного лучше, чем у стокового, и он просто круто выглядит!
На дороге он не слишком мягкий, не слишком жесткий и полностью комфортный с добавленной высотой. Ходовые качества этого пакета идеальны, возможности для бездорожья намного лучше, чем у стокового, и он просто круто выглядит!
Спасибо за ваши знания в выборе запчастей и советы. Это очень помогло мне начать двигаться в правильном направлении и в конечном итоге привело к успешной сборке».
ДО ФОТОГРАФИИ
ПОСЛЕ ФОТОГРАФИИ
Технические характеристики
1999 Jeep Wrangler TJ
Гибридная подвеска DPG Super Ultimate
Коричневые опоры двигателя
Ступицы блокировки спереди из сплава США
0017Mickey Thompson Deegan 38 Pro 4 Wheels 3.63 Back -Spack 15 × 8
Cooper Mastercraft Courser Tyres 33 × 12,50 × 15
Teraflex Super Short Sye
Tom Woods CV BERUTESHAFT
Classic Classic Tubes SSS BRAKE
Tom Woods CV PREPRIPEST
Classic Classic Tubes SSS Brake Line
Дуга Poison spyder Brawler
Полозья рулевого механизма Poison spyder
Передние косынки Dana 30
Dana 44 задние с рундуком
Фары дальнего света PIAA LP 550
Кожухи дифференциала Ruff Stuff
Шестерня и зубчатый венец Revolution с передаточным числом 4:56
Передние рулевые тяги и тяга Currie correct lync
«Рама Jeep была очищена и загрунтована эпоксидным грунтом PPG, а сверху покрыта черным уретаном. Внутри всех внутренних областей рамы я использовал космолайн черный. Передняя и задняя оси были окрашены порошковой краской, а также керамический выхлоп и несколько других компонентов двигателя».
Внутри всех внутренних областей рамы я использовал космолайн черный. Передняя и задняя оси были окрашены порошковой краской, а также керамический выхлоп и несколько других компонентов двигателя».
Технические характеристики
Jeep Wrangler TJ Rubicon 2006 г. Спасибо за помощь, Дирк».
Технические характеристики
2006 Jeep Wrangler Rubicon TJ
DPG Ultimate Hybrid Hybrid Survension Kit
33 × 12.50-15 BFG
«Получил 33×12.50 на W/O W. Установка BFG с грузоподъемностью C полностью изменила плавность хода и управляемость. (имели шины с рейтингом E)
Вы лучшие, и большое спасибо за всю вашу помощь».
Specifications
2009 Jeep Wrangler JK
STOCK suspension with JKS Quicker Swaybar Disconnects for off-road flex
33″ tires
Trimmed fender flares
Factory Rubicon Rocker Guards (shortened)
«Этот джип едет и ездит как стоковый, потому что он есть!
Более широкая стойка от неоригинальных колес очень устойчива.
Ездит, едет и ведет себя очень хорошо — как на дороге, так и на бездорожье при сверхмалом бюджете!»

Посмотрите видео об обрезке расширителя крыла здесь
Технические характеристики
2002 Jeep Wrangler TJ
4.88 Gears
ARB Locker Задний Dana 44
Limited Slip Front Dana 30
35 ″ BFG )
Ultimate Hybrid Kit от DPG
«После установки новой подвески DPG и завершения регулировки; TJ отлично держит дорогу, управляемость плотная, а смертельное колебание отсутствует. Когда я изначально заказывал комплект подвески, я связался с Дирком из DPG. Дирк помог модифицировать комплект подвески Ultimate TJ Hybrid, чтобы он соответствовал моим конкретным потребностям TJ. Его «шпаргалка», которая шла в комплекте, оказалась очень полезной!
Дирк, я заказал у тебя комплект Ultimate TJ Hybrid с длительным путешествием еще в мае. В итоге дошли руки до установки в июле.
Просто хотел сказать спасибо за вашу помощь. Ваши рекомендации по катушкам, доставке деталей и шпаргалке были идеальными. Все работает как шарм! Спасибо еще раз!»
Specifications
2006 Jeep Wrangler LJ Unlimited
DPG Ultimate Hybrid kit with Brown Dog motor mount upgrade
General Grabber ATX 33×12.5″
Rugged Ridge Heavy Duty Tailgate Hinge
“Thanks again for all the help с комплектом. Я порекомендовал вас паре местных джиперов, с которыми познакомился за последние пару месяцев».
2015 Wrangler Unlimited Sport
До После После«Мы искали лифт-комплект, который бы придал нам привлекательный внешний вид, но при этом был бы комфортным, так как это машина для ежедневного использования. Мы выбрали 2.5 Spartan Series Ultimate Kit с амортизаторами Old Man Emu. Этот джип едет так потрясающе. Изначально у меня были Nitto 31 до подъема.
Когда мы купили джип, на нем уже были 20-дюймовые диски, так что пока оставьте их. Как только подъемник был установлен, мы добавили 33x1250x20 BFG K02. Не мог и мечтать о лучшем джипе. Мы очень рады, что выбрали DPG. Дирк был великолепен и ответил на все наши вопросы.
Specifications
2004 Jeep Wrangler Unlimited LJ
DPG Old Man Emu Ultimate Hybrid kit
17″ AEV Pintler 5×4.5
Dick Cepeck Trail Country 285/70/17
“Thanks for all the input on комплект, Прошло полтора года с момента установки, и OME Ultimate по-прежнему отлично ездит по шоссе и идеально подходит для тех трасс, которые мы с женой преодолеваем. Я просмотрел кучу разных подъемников и еще ни разу не пожалел, что купил этот гибрид OME/JKS. Я указываю каждому, кто спрашивает, на каком подъемнике я работаю».
Технические характеристики
2001 Jeep Cherokee XJ
Комплект DPG 3,5″ Ultimate Hybrid
31-дюймовые шины Dick Cepek на колесах Jeep, посвященных 65-летию
До После
Передние и задние двухступенчатые цилиндрические пружины
В основе любой настоящей системы подвески Jeep® лежат винтовые пружины правильной конструкции. Не все используют свой Jeep® для одних и тех же целей, поэтому вам нужна система, которая адаптируется к разным ландшафтам как на дороге, так и на бездорожье. Разрабатывая настроенные наборы пружин с двойными витками, витки JSPEC™ обеспечивают наилучшие характеристики в любой ситуации. Независимо от того, загружены ли вы снаряжением для недельной экспедиции, бегом налегке для веселого ползания по скалам или загружены несколькими друзьями для поездки на пляж, катушки JSPEC ™ обеспечат вам желаемую поездку и производительность, в которой вы нуждаетесь.
Не все используют свой Jeep® для одних и тех же целей, поэтому вам нужна система, которая адаптируется к разным ландшафтам как на дороге, так и на бездорожье. Разрабатывая настроенные наборы пружин с двойными витками, витки JSPEC™ обеспечивают наилучшие характеристики в любой ситуации. Независимо от того, загружены ли вы снаряжением для недельной экспедиции, бегом налегке для веселого ползания по скалам или загружены несколькими друзьями для поездки на пляж, катушки JSPEC ™ обеспечат вам желаемую поездку и производительность, в которой вы нуждаетесь.
Регулируемая передняя рулевая рейка JKS
Когда вы думаете о регулируемых рулевых тягах Jeep®, вы думаете о JKS. В течение многих лет владельцы Jeep® во всем мире доверяли регулируемым рулевым тягам JKS за их прочность, посадку, функциональность и долговечность. По этим причинам совершенно очевидно, что передняя регулируемая поперечная балка JKS является неотъемлемой частью всех систем подвески JSPEC™ JK. Регулируемая поперечная балка JKS затмевает заводскую конструкцию благодаря использованию резиновых втулок, рассчитанных по твердости, на каждом конце поперечины для плавной и бесшумной работы. Резьбовой регулируемый конец 1-1/4″-12 обеспечивает точную регулировку и превосходную прочность в сочетании с трубкой DOM со стенкой 1-1/2″ x 3/8″, направляющей, изготовленной на станке с ЧПУ. Добавление регулируемой гусеницы по сравнению с кронштейном для перемещения также позволяет синхронизировать углы поворота рулевого колеса JK, обеспечивая отличную управляемость и контролируя неровности.
Регулируемая поперечная балка JKS затмевает заводскую конструкцию благодаря использованию резиновых втулок, рассчитанных по твердости, на каждом конце поперечины для плавной и бесшумной работы. Резьбовой регулируемый конец 1-1/4″-12 обеспечивает точную регулировку и превосходную прочность в сочетании с трубкой DOM со стенкой 1-1/2″ x 3/8″, направляющей, изготовленной на станке с ЧПУ. Добавление регулируемой гусеницы по сравнению с кронштейном для перемещения также позволяет синхронизировать углы поворота рулевого колеса JK, обеспечивая отличную управляемость и контролируя неровности.
Кронштейны для перемещения передних рычагов
Кронштейны для перемещения передних рычагов JSPEC™ уменьшают рабочие углы передних рычагов, позволяя передней подвеске более естественно преодолевать неровности и неровности на дороге. Силы лучше направляются на винтовые пружины и амортизаторы, где они могут поглощаться и контролироваться, а не на рычаги управления и раму, где они больше ощущаются и создают менее контролируемое ощущение управляемости (грубая езда). Верхние и нижние монтажные отверстия рычага управления расположены точно так, чтобы обеспечить правильный кастер. На моделях JK 2012–2016 годов новая геометрия увеличивает зазор между передним карданным валом и выхлопом при полном провисании подвески, а также улучшает рабочие углы ШРУСа переднего карданного вала за счет полного хода колеса (все модели). Кронштейны для перемещения рычагов управления JSPEC™ изготовлены из сверхпрочной стали 7GA и полностью упакованы и сварены для обеспечения большей прочности по сравнению с конструкциями, состоящими из двух частей на болтах. Кронштейны устанавливаются внутри заводских верхних и нижних опор рычагов с помощью заводского оборудования. Тяжелая коробчатая конструкция, нижняя опора со складками и приваренные манжеты придают дополнительную уверенность как на дороге, так и на бездорожье.
Верхние и нижние монтажные отверстия рычага управления расположены точно так, чтобы обеспечить правильный кастер. На моделях JK 2012–2016 годов новая геометрия увеличивает зазор между передним карданным валом и выхлопом при полном провисании подвески, а также улучшает рабочие углы ШРУСа переднего карданного вала за счет полного хода колеса (все модели). Кронштейны для перемещения рычагов управления JSPEC™ изготовлены из сверхпрочной стали 7GA и полностью упакованы и сварены для обеспечения большей прочности по сравнению с конструкциями, состоящими из двух частей на болтах. Кронштейны устанавливаются внутри заводских верхних и нижних опор рычагов с помощью заводского оборудования. Тяжелая коробчатая конструкция, нижняя опора со складками и приваренные манжеты придают дополнительную уверенность как на дороге, так и на бездорожье.
Быстрые разъединители переднего стабилизатора JKS
Флагманским продуктом JKS Manufacturing является Quicker Disconnect. Компания JKS была автором концепции отключения стабилизатора поперечной устойчивости. Эта первоначальная концепция была усовершенствована с помощью конструкции Quicker Disconnect, которая до сих пор остается лучшей на рынке системой отключения стабилизатора поперечной устойчивости. Регулируемая длина и смазка с помощью эксклюзивного полигибкого шарика JKS, концы с большим смещением, Quicker Disconnect — это все, что вам нужно в отсоединении стабилизатора поперечной устойчивости. Крепежные шпильки из нержавеющей стали обеспечивают точку крепления для каждого конца звеньев и позволяют легко снимать и устанавливать их. Для владельцев JK Rubicon в комплект входит дополнительное оборудование для болтового соединения стабилизатора поперечной устойчивости, что позволяет вам воспользоваться преимуществами этих звеньев, сохраняя при этом функцию установленной на заводе электронной системы отключения стабилизатора поперечной устойчивости.
Эта первоначальная концепция была усовершенствована с помощью конструкции Quicker Disconnect, которая до сих пор остается лучшей на рынке системой отключения стабилизатора поперечной устойчивости. Регулируемая длина и смазка с помощью эксклюзивного полигибкого шарика JKS, концы с большим смещением, Quicker Disconnect — это все, что вам нужно в отсоединении стабилизатора поперечной устойчивости. Крепежные шпильки из нержавеющей стали обеспечивают точку крепления для каждого конца звеньев и позволяют легко снимать и устанавливать их. Для владельцев JK Rubicon в комплект входит дополнительное оборудование для болтового соединения стабилизатора поперечной устойчивости, что позволяет вам воспользоваться преимуществами этих звеньев, сохраняя при этом функцию установленной на заводе электронной системы отключения стабилизатора поперечной устойчивости.
Перемещение передних и задних тормозных магистралей
Что вы можете сказать о перемещении тормозных магистралей? Что ж, это необходимо каждый раз, когда JK поднимается намного более чем на 2 дюйма, особенно с амортизаторами с более длинным ходом. В большинстве комплектов, представленных на рынке, эти элементы являются второстепенными, но не в комплектах JSPEC™. Кронштейны тормозной магистрали JKS, входящие в состав подвесных систем JK JSPEC™, используют заводские монтажные отверстия тормозной магистрали и установочные выступы. Это гарантирует, что кронштейны не будут вращаться и в конечном итоге ослабнут. Кронштейны были разработаны специально для работы с ударными длинами, используемыми с каждой системой JSPEC™. Результатом является достаточная длина при полном отклонении оси с минимальными изменениями заводской трассировки.
В большинстве комплектов, представленных на рынке, эти элементы являются второстепенными, но не в комплектах JSPEC™. Кронштейны тормозной магистрали JKS, входящие в состав подвесных систем JK JSPEC™, используют заводские монтажные отверстия тормозной магистрали и установочные выступы. Это гарантирует, что кронштейны не будут вращаться и в конечном итоге ослабнут. Кронштейны были разработаны специально для работы с ударными длинами, используемыми с каждой системой JSPEC™. Результатом является достаточная длина при полном отклонении оси с минимальными изменениями заводской трассировки.
Кронштейн задней поперечной рулевой тяги
Как и в случае с передней подвеской, для задней подвески требуется модификация заводской поперечной рулевой тяги, чтобы компенсировать новую высоту дорожного просвета. В то время как передняя часть получает новую гусеницу, задняя часть регулируется с помощью кронштейна для перемещения гусеницы. Кронштейн релокации был выбран здесь по нескольким причинам. Во-первых, подняв положение крепления поперечины на оси, мы выравниваем угол наклона поперечины и немного корректируем высоту центра крена, что улучшает управляемость и крен кузова. Во-вторых, новый кронштейн для перемещения рулевой тяги можно использовать как заводскую распорку кронштейна оси. Заводское крепление поперечной балки заднего моста было известным слабым звеном с тех пор, как JK был впервые построен в 2007 году. Благодаря изготовлению нового кронштейна для перемещения из сверхпрочной стали 3/16″ и закреплению непосредственно на трубе оси, заводской кронштейн был усилен. и до задачи обработки новой высоты подъема системы подвески JSPEC™.
Во-первых, подняв положение крепления поперечины на оси, мы выравниваем угол наклона поперечины и немного корректируем высоту центра крена, что улучшает управляемость и крен кузова. Во-вторых, новый кронштейн для перемещения рулевой тяги можно использовать как заводскую распорку кронштейна оси. Заводское крепление поперечной балки заднего моста было известным слабым звеном с тех пор, как JK был впервые построен в 2007 году. Благодаря изготовлению нового кронштейна для перемещения из сверхпрочной стали 3/16″ и закреплению непосредственно на трубе оси, заводской кронштейн был усилен. и до задачи обработки новой высоты подъема системы подвески JSPEC™.
Удлинители переднего и заднего отбойника
Удлинители переднего и заднего отбойника, такие как кронштейны для перемещения тормозной магистрали, являются еще одним компонентом, которому обычно не уделяется много внимания в большинстве подъемных «комплектов» на рынке. Удлинители отбойников в системах подвески JK JSPEC™ были сделаны специально для максимального увеличения хода подвески при сохранении безопасных пределов сжатия как для цилиндрических пружин, так и для амортизаторов Fox 2. 0. Передние удлинители изготовлены из 2-3/4-дюймовых алюминиевых заготовок, а задние удлинители изготовлены из толстостенной стальной прямоугольной трубы. Оба комплекта крепятся непосредственно к оси и созданы для того, чтобы выдерживать нагрузки, с которыми теперь может справиться ваш новый JK, оборудованный JSPEC™.
0. Передние удлинители изготовлены из 2-3/4-дюймовых алюминиевых заготовок, а задние удлинители изготовлены из толстостенной стальной прямоугольной трубы. Оба комплекта крепятся непосредственно к оси и созданы для того, чтобы выдерживать нагрузки, с которыми теперь может справиться ваш новый JK, оборудованный JSPEC™.
Передние и задние двухступенчатые цилиндрические пружины
В основе любой настоящей системы подвески Jeep® лежат винтовые пружины правильной конструкции. Не все используют свой Jeep® для одних и тех же целей, поэтому вам нужна система, которая адаптируется к разным ландшафтам как на дороге, так и на бездорожье. Разрабатывая настроенные наборы пружин с двойными витками, витки JSPEC™ обеспечивают наилучшие характеристики в любой ситуации. Независимо от того, загружены ли вы снаряжением для недельной экспедиции, бегом налегке для веселого ползания по скалам или загружены несколькими друзьями для поездки на пляж, катушки JSPEC ™ обеспечат вам желаемую поездку и производительность, в которой вы нуждаетесь.
Регулируемая передняя рулевая рейка JKS
Когда вы думаете о регулируемых рулевых тягах Jeep®, вы думаете о JKS. В течение многих лет владельцы Jeep® во всем мире доверяли регулируемым рулевым тягам JKS за их прочность, посадку, функциональность и долговечность. По этим причинам совершенно очевидно, что передняя регулируемая поперечная балка JKS является неотъемлемой частью всех систем подвески JSPEC™ JK. Регулируемая поперечная балка JKS затмевает заводскую конструкцию благодаря использованию резиновых втулок, рассчитанных по твердости, на каждом конце поперечины для плавной и бесшумной работы. Резьбовой регулируемый конец 1-1/4″-12 обеспечивает точную регулировку и превосходную прочность в сочетании с трубкой DOM со стенкой 1-1/2″ x 3/8″, направляющей, изготовленной на станке с ЧПУ. Добавление регулируемой гусеницы по сравнению с кронштейном для перемещения также позволяет синхронизировать углы поворота рулевого колеса JK, обеспечивая отличную управляемость и контролируя неровности.
Быстрые разъединители переднего стабилизатора JKS
Флагманским продуктом JKS Manufacturing является Quicker Disconnect. Компания JKS была автором концепции отключения стабилизатора поперечной устойчивости. Эта первоначальная концепция была усовершенствована с помощью конструкции Quicker Disconnect, которая до сих пор остается лучшей на рынке системой отключения стабилизатора поперечной устойчивости. Регулируемая длина и смазка с помощью эксклюзивного полигибкого шарика JKS, концы с большим смещением, Quicker Disconnect — это все, что вам нужно в отсоединении стабилизатора поперечной устойчивости. Крепежные шпильки из нержавеющей стали обеспечивают точку крепления для каждого конца звеньев и позволяют легко снимать и устанавливать их. Для владельцев JK Rubicon в комплект входит дополнительное оборудование для болтового соединения стабилизатора поперечной устойчивости, что позволяет вам воспользоваться преимуществами этих звеньев, сохраняя при этом функцию установленной на заводе электронной системы отключения стабилизатора поперечной устойчивости.
JKS Поперечные рычаги J-Link
- Превосходная прочность по сравнению с OEM-поворотными рычагами и может использоваться с OEM-поворотными рычагами.
- Сформирован в соответствии с заводским профилем переднего рычага, что обеспечивает достаточный зазор для шин большого размера.
- Изготовлен из трубы DOM со стенкой 2″ x 1/4″. Резиновые втулки марки Premium Clevite®
- поглощают шум и уменьшают вибрации, обеспечивая тихую и комфортную езду. Прочное порошковое покрытие
- обеспечивает превосходную защиту от коррозии и мусора.
JKS Передняя и задняя опора крепления рулевой тяги
Любой, кто ездил на JK, знает, что крепления поперечной рулевой тяги могут быть первым слабым звеном, которое поддается при интенсивном движении по бездорожью. Добавление привариваемых косынок передней и задней поперечной балки в сочетании с многоточечными кронштейнами для перемещения поперечной рулевой тяги JKS делает слабые заводские крепления практически неразрушимыми. Да, они приварены, но это ключ к их прочности. Кроме того, проще приварить наши косынки в магазине, чем пытаться приварить сломанный заводской кронштейн на трассе.
Да, они приварены, но это ключ к их прочности. Кроме того, проще приварить наши косынки в магазине, чем пытаться приварить сломанный заводской кронштейн на трассе.
Перекидная тяга JKS + Кронштейн передней рулевой тяги
Перекидная тяга JSPEC™ выравнивает углы поворота рулевого колеса в сочетании с высотой подъема 2 дюйма и выше, обеспечивая лучшую производительность и более надежное ощущение рулевого управления по сравнению с заводской настройкой. Тяга JSPEC™ напрямую заменяет заводскую тягу и использует заводскую регулировочную втулку и конец поперечной рулевой тяги на рукоятке сошки. Эта установка требует высверливания конического отверстия рулевого рычага в поворотном кулаке со стороны пассажира и установки прецизионной конической вставки. Мы даже включили ступенчатое сверло 7/8”, чтобы упростить этот процесс и не требовать покупки дорогого сверла для завершения установки. Новая вставка имеет рифленую внешнюю поверхность и посадку с небольшим натягом, что делает ее чрезвычайно прочной и исключает любую возможность люфта или ослабления. Вставку также можно повторно использовать в противоположном положении, если когда-либо потребуется вернуть Jeep к исходной настройке рулевого управления. Чтобы должным образом дополнить новые углы поворота, обеспечиваемые переворотом тяги, в комплект поставки входит передний кронштейн гусеницы. Новый кронштейн крепится к заводскому креплению оси рулевой рейки. Он не только адаптирует заводское крепление для правильного угла наклона рулевой рейки, но также усиливает заводскую настройку, привязываясь к оси с помощью U-образного болта, встроенного в конструкцию. Новое расположение гусеницы идеально имитирует угол тяги и устраняет подруливание.
Вставку также можно повторно использовать в противоположном положении, если когда-либо потребуется вернуть Jeep к исходной настройке рулевого управления. Чтобы должным образом дополнить новые углы поворота, обеспечиваемые переворотом тяги, в комплект поставки входит передний кронштейн гусеницы. Новый кронштейн крепится к заводскому креплению оси рулевой рейки. Он не только адаптирует заводское крепление для правильного угла наклона рулевой рейки, но также усиливает заводскую настройку, привязываясь к оси с помощью U-образного болта, встроенного в конструкцию. Новое расположение гусеницы идеально имитирует угол тяги и устраняет подруливание.
Перемещение передних и задних тормозных магистралей
Что вы можете сказать о перемещении тормозных магистралей? Что ж, это необходимо каждый раз, когда JK поднимается намного более чем на 2 дюйма, особенно с амортизаторами с более длинным ходом. В большинстве комплектов, представленных на рынке, эти элементы являются второстепенными, но не в комплектах JSPEC™. Кронштейны тормозной магистрали JKS, входящие в состав подвесных систем JK JSPEC™, используют заводские монтажные отверстия тормозной магистрали и установочные выступы. Это гарантирует, что кронштейны не будут вращаться и в конечном итоге ослабнут. Кронштейны были разработаны специально для работы с ударными длинами, используемыми с каждой системой JSPEC™. Результатом является достаточная длина при полном отклонении оси с минимальными изменениями заводской трассировки.
Кронштейны тормозной магистрали JKS, входящие в состав подвесных систем JK JSPEC™, используют заводские монтажные отверстия тормозной магистрали и установочные выступы. Это гарантирует, что кронштейны не будут вращаться и в конечном итоге ослабнут. Кронштейны были разработаны специально для работы с ударными длинами, используемыми с каждой системой JSPEC™. Результатом является достаточная длина при полном отклонении оси с минимальными изменениями заводской трассировки.
Удлинители переднего и заднего отбойника
Удлинители переднего и заднего отбойника, такие как кронштейны для перемещения тормозной магистрали, являются еще одним компонентом, которому обычно не уделяется много внимания в большинстве подъемных «комплектов» на рынке. Удлинители отбойников в системах подвески JK JSPEC™ были сделаны специально для максимального увеличения хода подвески при сохранении безопасных пределов сжатия как для цилиндрических пружин, так и для амортизаторов Fox 2. 0. Передние удлинители изготовлены из 2-3/4-дюймовых алюминиевых заготовок, а задние удлинители изготовлены из толстостенной стальной прямоугольной трубы. Оба комплекта крепятся непосредственно к оси и созданы для того, чтобы выдерживать нагрузки, с которыми теперь может справиться ваш новый JK, оборудованный JSPEC™.
0. Передние удлинители изготовлены из 2-3/4-дюймовых алюминиевых заготовок, а задние удлинители изготовлены из толстостенной стальной прямоугольной трубы. Оба комплекта крепятся непосредственно к оси и созданы для того, чтобы выдерживать нагрузки, с которыми теперь может справиться ваш новый JK, оборудованный JSPEC™.
Передние и задние двухступенчатые цилиндрические пружины
В основе любой настоящей системы подвески Jeep® лежат винтовые пружины правильной конструкции. Не все используют свой Jeep® для одних и тех же целей, поэтому вам нужна система, которая адаптируется к разным ландшафтам как на дороге, так и на бездорожье. Разрабатывая настроенные наборы пружин с двойными витками, витки JSPEC™ обеспечивают наилучшие характеристики в любой ситуации. Независимо от того, загружены ли вы снаряжением для недельной экспедиции, бегом налегке для веселого ползания по скалам или загружены несколькими друзьями для поездки на пляж, катушки JSPEC ™ обеспечат вам желаемую поездку и производительность, в которой вы нуждаетесь.
Регулируемая передняя рулевая рейка JKS
Когда вы думаете о регулируемых рулевых тягах Jeep®, вы думаете о JKS. В течение многих лет владельцы Jeep® во всем мире доверяли регулируемым рулевым тягам JKS за их прочность, посадку, функциональность и долговечность. По этим причинам совершенно очевидно, что передняя регулируемая поперечная балка JKS является неотъемлемой частью всех систем подвески JSPEC™ JK. Регулируемая поперечная балка JKS затмевает заводскую конструкцию благодаря использованию резиновых втулок, рассчитанных по твердости, на каждом конце поперечины для плавной и бесшумной работы. Резьбовой регулируемый конец 1-1/4″-12 обеспечивает точную регулировку и превосходную прочность в сочетании с трубкой DOM со стенкой 1-1/2″ x 3/8″, направляющей, изготовленной на станке с ЧПУ. Добавление регулируемой гусеницы по сравнению с кронштейном для перемещения также позволяет синхронизировать углы поворота рулевого колеса JK, обеспечивая отличную управляемость и контролируя неровности.
Быстрые разъединители переднего стабилизатора JKS
Флагманским продуктом JKS Manufacturing является Quicker Disconnect. Компания JKS была автором концепции отключения стабилизатора поперечной устойчивости. Эта первоначальная концепция была усовершенствована с помощью конструкции Quicker Disconnect, которая до сих пор остается лучшей на рынке системой отключения стабилизатора поперечной устойчивости. Регулируемая длина и смазка с помощью эксклюзивного полигибкого шарика JKS, концы с большим смещением, Quicker Disconnect — это все, что вам нужно в отсоединении стабилизатора поперечной устойчивости. Крепежные шпильки из нержавеющей стали обеспечивают точку крепления для каждого конца звеньев и позволяют легко снимать и устанавливать их. Для владельцев JK Rubicon в комплект входит дополнительное оборудование для болтового соединения стабилизатора поперечной устойчивости, что позволяет вам воспользоваться преимуществами этих звеньев, сохраняя при этом функцию установленной на заводе электронной системы отключения стабилизатора поперечной устойчивости.
Перемещение передних и задних тормозных магистралей
Что вы можете сказать о перемещении тормозных магистралей? Что ж, это необходимо каждый раз, когда JK поднимается намного более чем на 2 дюйма, особенно с амортизаторами с более длинным ходом. В большинстве комплектов, представленных на рынке, эти элементы являются второстепенными, но не в комплектах JSPEC™. Кронштейны тормозной магистрали JKS, входящие в состав подвесных систем JK JSPEC™, используют заводские монтажные отверстия тормозной магистрали и установочные выступы. Это гарантирует, что кронштейны не будут вращаться и в конечном итоге ослабнут. Кронштейны были разработаны специально для работы с ударными длинами, используемыми с каждой системой JSPEC™. Результатом является достаточная длина при полном отклонении оси с минимальными изменениями заводской трассировки.
Кронштейн задней поперечной рулевой тяги
Как и в случае с передней подвеской, для задней подвески требуется модификация заводской поперечной рулевой тяги, чтобы компенсировать новую высоту дорожного просвета. В то время как передняя часть получает новую гусеницу, задняя часть регулируется с помощью кронштейна для перемещения гусеницы. Кронштейн релокации был выбран здесь по нескольким причинам. Во-первых, подняв положение крепления поперечины на оси, мы выравниваем угол наклона поперечины и немного корректируем высоту центра крена, что улучшает управляемость и крен кузова. Во-вторых, новый кронштейн для перемещения рулевой тяги можно использовать как заводскую распорку кронштейна оси. Заводское крепление поперечной балки заднего моста было известным слабым звеном с тех пор, как JK был впервые построен в 2007 году. Благодаря изготовлению нового кронштейна для перемещения из сверхпрочной стали 3/16″ и закреплению непосредственно на трубе оси, заводской кронштейн был усилен. и до задачи обработки новой высоты подъема системы подвески JSPEC™.
В то время как передняя часть получает новую гусеницу, задняя часть регулируется с помощью кронштейна для перемещения гусеницы. Кронштейн релокации был выбран здесь по нескольким причинам. Во-первых, подняв положение крепления поперечины на оси, мы выравниваем угол наклона поперечины и немного корректируем высоту центра крена, что улучшает управляемость и крен кузова. Во-вторых, новый кронштейн для перемещения рулевой тяги можно использовать как заводскую распорку кронштейна оси. Заводское крепление поперечной балки заднего моста было известным слабым звеном с тех пор, как JK был впервые построен в 2007 году. Благодаря изготовлению нового кронштейна для перемещения из сверхпрочной стали 3/16″ и закреплению непосредственно на трубе оси, заводской кронштейн был усилен. и до задачи обработки новой высоты подъема системы подвески JSPEC™.
Удлинители переднего и заднего отбойника
Удлинители переднего и заднего отбойника, такие как кронштейны для перемещения тормозной магистрали, являются еще одним компонентом, которому обычно не уделяется много внимания в большинстве подъемных «комплектов» на рынке. Удлинители отбойников в системах подвески JK JSPEC™ были сделаны специально для максимального увеличения хода подвески при сохранении безопасных пределов сжатия как для цилиндрических пружин, так и для амортизаторов Fox 2.0. Передние удлинители изготовлены из 2-3/4-дюймовых алюминиевых заготовок, а задние удлинители изготовлены из толстостенной стальной прямоугольной трубы. Оба комплекта крепятся непосредственно к оси и созданы для того, чтобы выдерживать нагрузки, с которыми теперь может справиться ваш новый JK, оборудованный JSPEC™.
Удлинители отбойников в системах подвески JK JSPEC™ были сделаны специально для максимального увеличения хода подвески при сохранении безопасных пределов сжатия как для цилиндрических пружин, так и для амортизаторов Fox 2.0. Передние удлинители изготовлены из 2-3/4-дюймовых алюминиевых заготовок, а задние удлинители изготовлены из толстостенной стальной прямоугольной трубы. Оба комплекта крепятся непосредственно к оси и созданы для того, чтобы выдерживать нагрузки, с которыми теперь может справиться ваш новый JK, оборудованный JSPEC™.
Технические характеристики
2016 Jeep Wrangler JK
DPG Spartan Series Ultimate Kit
33 ″ Cooper St Maxx (35 -й наступающий…)
«I установил DPGS SPARTEN SPARTEN SPARTEN SPARTAN SPARTAN SPARTAN SPARTAN SPARTAN SPARTAN SPARTAN SPARTAN SPARTAN. Комплект поднял его между 2,5 и 3 дюймами. Оси отцентрированы под рамой, идеально сидят и отлично смотрятся. Кроме того, все новые детали более мощные, чем стандартные. Все, что входит в комплект, не только помогает в подъеме, но и является частью модернизации. Что касается шин, то сейчас у нас есть 33-е, и это выглядит великолепно, но есть много места для 35-х, и это будет следующим. Мы с женой были обеспокоены управляемостью по шоссе до установки. Нам совершенно не о чем было беспокоиться. Эта штука едет и управляется так же хорошо, как заводская, если не лучше! Из-за нашей нынешней ситуации моей жене приходилось проезжать на нем по шоссе 350 миль в неделю в течение первых 4 недель после установки. Это сработало идеально. Сразу после этого я проехал между 3 штатами, в том числе по бездорожью в Озарке. Сыграл Круто! Отсоединяемые стержни Sway очень легко отсоединяются, и… Удивительно, насколько больше гибкости было у нашего Wrangler. У нас был взрыв!
Все, что входит в комплект, не только помогает в подъеме, но и является частью модернизации. Что касается шин, то сейчас у нас есть 33-е, и это выглядит великолепно, но есть много места для 35-х, и это будет следующим. Мы с женой были обеспокоены управляемостью по шоссе до установки. Нам совершенно не о чем было беспокоиться. Эта штука едет и управляется так же хорошо, как заводская, если не лучше! Из-за нашей нынешней ситуации моей жене приходилось проезжать на нем по шоссе 350 миль в неделю в течение первых 4 недель после установки. Это сработало идеально. Сразу после этого я проехал между 3 штатами, в том числе по бездорожью в Озарке. Сыграл Круто! Отсоединяемые стержни Sway очень легко отсоединяются, и… Удивительно, насколько больше гибкости было у нашего Wrangler. У нас был взрыв!
Мы довольны не только продуктом, но и обслуживанием клиентов на самом высоком уровне. Я не думаю, что мог бы просить о чем-то лучшем. Мы на 100% довольны нашими новыми запчастями для Jeep!”
ДО
До
ПОСЛЕ
После После После
УСТАНОВЛЕННЫЕ ШИНЫ MILESTAR PATAGONIA 35″
Технические характеристики
Jeep Cherokee XJ 1998 года выпуска
Комплект DPG 2,5″ Ultimate Hybrid
30×9. 50-15 Cooper STT Pro на колесах Jeep Ravine
50-15 Cooper STT Pro на колесах Jeep Ravine
«Jeep Cherokee XJ Sport 1998 года выпуска. Я пошел с вашим гибридным комплектом Old Man Emu 2.5 ″, который вы рекомендовали, и я ЛЮБЛЮ ЭТО! Едет лучше стока. Я езжу с Cooper STT Pros (30×9.50R15), они намотаны на колеса Jeep Ravine. Колеса окрашены порошковой краской в серебристый цвет Burton. Я поставил несколько гоночных сидений для комфорта. Мне также очень нравятся бамперы Rigid LED Truck-Lites и JCR. Также добавлены вентиляционные отверстия Chrysler LeBaron Hood. Я живу в Майноте, Северная Дакота, и зимой они используют соль, поэтому у меня есть комплект колес Jeep Ecco, который я использую тогда. Честно говоря, я нечасто езжу на нем зимой из-за соли, но когда приходит весна, это КРУТО!»
Технические характеристики
Транспортное средство: ’00 Jeep Wrangler
Двигатель: 4.0L I-6
Индукция: Завод TBI с Edge Trail Jammer Kit
. Pro-Rock 60
Pro-Rock 60
Задняя подвеска: Tera CRD60R
Подвеска: Передняя: Rubicon Express на длинном рычаге; сзади: нестандартная листовая рессора
Кольцевая шестерня: 5,38
Tires/wheels: 40×13.50R17LT Goodyear
Wrangler M/TRs/17×8.5-inch Walker Evans bead locks
Article from 4WD & Sport Utility Magazine
As Jeep enthusiasts and builders , нас иногда спрашивают, есть ли какая-то рифма или причина в том, почему мы делаем то, что делаем. Дирк Сандерс, владелец DPG Off-Road, хотел построить джип двойного назначения по двум причинам. Во-первых, он хотел показать своим клиентам, что можно сделать с TJ, используя достаточное количество нестандартных деталей и легкодоступных запасных частей с болтовым креплением от его компании. Во-вторых, он хотел построить автомобиль как можно более пригодным для движения по бездорожью, но в то же время сохранить некоторую пригодность для движения по шоссе.
Отправная точка
Чтобы начать проект, Дирк взял уже хорошо собранный Jeep TJ ’00, оснащенный подвеской с длинными рычагами, воздушными блокировками и 35-дюймовыми шинами. Первым делом на повестке дня было убрать все эти компоненты и начать с нуля. Начиная с рамы, задняя часть была сокращена и расширена, в результате чего колесная база Wrangler увеличилась до 108 дюймов. Более длинная колесная база обеспечивает большую устойчивость, чем автомобиль с короткой колесной базой, и повышает способность автомобиля преодолевать вертикальные препятствия. Передняя ось была заменена на Dynatrac Pro-Rock 60 с 5,38 передачами, воздушным замком ARB, полуосями с 35 шлицами и ступицами премиум-класса Warn. Задний мост Dana 44 был заменен на Tera CRD60R, также рассчитанный на 5,38, воздушный замок ARB, 35-шлицевые полуоси Moser и 8,8-дюймовые дисковые тормоза Ford.
Первым делом на повестке дня было убрать все эти компоненты и начать с нуля. Начиная с рамы, задняя часть была сокращена и расширена, в результате чего колесная база Wrangler увеличилась до 108 дюймов. Более длинная колесная база обеспечивает большую устойчивость, чем автомобиль с короткой колесной базой, и повышает способность автомобиля преодолевать вертикальные препятствия. Передняя ось была заменена на Dynatrac Pro-Rock 60 с 5,38 передачами, воздушным замком ARB, полуосями с 35 шлицами и ступицами премиум-класса Warn. Задний мост Dana 44 был заменен на Tera CRD60R, также рассчитанный на 5,38, воздушный замок ARB, 35-шлицевые полуоси Moser и 8,8-дюймовые дисковые тормоза Ford.
Нижняя часть
Передняя подвеска была построена с использованием комплекта длинных рычагов Rubicon Express, модифицированных верхних амортизаторов с амортизаторами Bilstein 5150, стабилизатора поперечной устойчивости Currie Anti-Rock и регулируемой гусеницы Bullet-Proof Steering. бар. Заводской рулевой механизм был снят с болтов и заменен на гидроусилитель рулевого управления PSC и насос, а изготовленная на заказ установка с высоким рулевым управлением была изготовлена с использованием 1-тонных наконечников поперечной рулевой тяги Chevy. Задняя подвеска была изготовлена из листовых рессор Old Man Emu, листьев OME от Jeep Cherokee и пружин M.O.R.E. тяговый стержень, который был прикреплен к специальной поперечине и специальным амортизаторам с амортизаторами Bilstein 5150.
бар. Заводской рулевой механизм был снят с болтов и заменен на гидроусилитель рулевого управления PSC и насос, а изготовленная на заказ установка с высоким рулевым управлением была изготовлена с использованием 1-тонных наконечников поперечной рулевой тяги Chevy. Задняя подвеска была изготовлена из листовых рессор Old Man Emu, листьев OME от Jeep Cherokee и пружин M.O.R.E. тяговый стержень, который был прикреплен к специальной поперечине и специальным амортизаторам с амортизаторами Bilstein 5150.
Мощность и крутящий момент
Дирк соединил раздаточную коробку Atlas II 4.3 для пониженной передачи с заводским 4.0L и пятиступенчатой коробкой передач NV3550. Комплект K&N FIPK пропускает больше воздуха на впуск, а выхлоп Flowmaster был добавлен для улучшения аспирации. Карданные валы High Angle Driveline 1350 CV использовались спереди и сзади для передачи мощности от трансмиссии к осям.
Классные моды
В кузов TJ было внесено несколько изменений, что сделало его более удобным для эксплуатации. Чтобы начать модификации, переднее крыло было вырезано и сплющено, чтобы приспособить сочленение и массивные 40-дюймовые шины. Задние крылья были обрезаны для соревнований, а рокеры Poison Spyder Custom Crusher Corners Rocker Knockers (защиты коромысла) защищают установку от неприятных опасностей на трассе. В поисках большего дорожного просвета и лучшего угла съезда бензобак был перемещен вверх и в специальный корпус. Дирк изготовил на заказ держатель запасного колеса; он закреплен на петлях с помощью гидравлических подъемников и откидывается, поэтому шину можно легко снять. Специальные петли задней двери были изготовлены из нижних дверных петель TJ, чтобы более эффективно работать с задними крыльями спортивного покроя. В качестве последнего штриха на решетку радиатора, вентиляционные отверстия капота и пороги Rocker Knockers нанесли аэрозоль Arma-Coat.
Чтобы начать модификации, переднее крыло было вырезано и сплющено, чтобы приспособить сочленение и массивные 40-дюймовые шины. Задние крылья были обрезаны для соревнований, а рокеры Poison Spyder Custom Crusher Corners Rocker Knockers (защиты коромысла) защищают установку от неприятных опасностей на трассе. В поисках большего дорожного просвета и лучшего угла съезда бензобак был перемещен вверх и в специальный корпус. Дирк изготовил на заказ держатель запасного колеса; он закреплен на петлях с помощью гидравлических подъемников и откидывается, поэтому шину можно легко снять. Специальные петли задней двери были изготовлены из нижних дверных петель TJ, чтобы более эффективно работать с задними крыльями спортивного покроя. В качестве последнего штриха на решетку радиатора, вентиляционные отверстия капота и пороги Rocker Knockers нанесли аэрозоль Arma-Coat.
Дирк, безусловно, объяснил нам, почему он построил Project Double Duty, когда ехал на фотосессию. TJ предлагал удобную езду по шоссе и исключительно хорошо справлялся с опасностями на знаменитых тропах Моава.
SPECIFICATIONS
Custom/Hybrid 8″ Suspension
37″ wrangler MRTs
Geared and Locked
Fully bed lined exterior
BEFORE ROLLOVER
ПОСЛЕ ПРОВЕРКИ
Технические характеристики
Передняя подвеска для длинной рычага Rubicon Expres Задняя замена
Этот джип использовался ежедневно и жестко.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Гибридная подвеска OME/JKS/DPG 4,5″
35″ x 12,50/15 Toyo Open Country MTs
4,88 Шестерни и блокираторы
Настоящая двойная установка для ежедневного вождения/прицепа
Опубликовано в журнале Four Wheel Drive Sport Utility Magazine в июне 2006 г.
буровых установок в нашей сфере деятельности. Многие из них представляют собой хорошо сконструированные машины, созданные с учетом производительности и внедорожных возможностей, но некоторые все еще придерживаются менталитета «поднимите его на Луну», который неизменно поднимает автомобиль на 10 футов в воздух, поэтому 35-дюймовый шины никогда не касаются крыльев. Хотя это может создать достаточно места для больших шин, это не снижает внедорожных качеств автомобиля, поскольку центр тяжести поднимается до уровня глазного яблока, а угол опрокидывания превышается на лежачих полицейских. Итак, как правильно оборудовать 4×4, чтобы он соответствовал 35-м? Дж. Д. Сандерс ’98 Cherokee должен дать вам несколько идей.
Хотя это может создать достаточно места для больших шин, это не снижает внедорожных качеств автомобиля, поскольку центр тяжести поднимается до уровня глазного яблока, а угол опрокидывания превышается на лежачих полицейских. Итак, как правильно оборудовать 4×4, чтобы он соответствовал 35-м? Дж. Д. Сандерс ’98 Cherokee должен дать вам несколько идей.
Вертикальный XJ компании J.D. был разработан таким образом, чтобы быть как можно более низким и широким, чтобы поддерживать низкий центр тяжести. Это не только облегчает проблемы с опрокидыванием, но и обеспечивает отличную управляемость на улице, а также отличную устойчивость и возможности на бездорожье. Подъемная система Cherokee была разработана компанией DPG Off-Road в Роуз-Хиллз, штат Канзас, где Джей Ди работает техником. амортизаторы вместе с регулируемыми рычагами JKS и регулируемой поперечной балкой. После того, как компоненты подвески были на месте, Джей Ди достал пилу и начал подрезать крылья, чтобы у подвески и хода шин было достаточно места для полного шарнирного соединения без помех. В целом система обеспечивает подъем на 4-1 / 2 дюйма и очищает 35-дюймовые шины Toyo Open Country M / T.
В целом система обеспечивает подъем на 4-1 / 2 дюйма и очищает 35-дюймовые шины Toyo Open Country M / T.
Установив подъемную систему и множество других деталей для модернизации, Джей Ди продолжает устранять недостатки в своем Cherokee. Однако он быстро обнаружил, что эффективная система подвески позволяет вам на несколько шагов вперед в игре. Этот вертикальный XJ, созданный с учетом низких посадок, отлично справляется со своей задачей».
Подвесная система JSPEC™ J Konnect 3,5 дюйма предназначена для владельцев JK Wrangler, которым нужно все; кульминация нашего опыта в создании подвесок для JK, которые подчеркивают сильные стороны JK Wrangler и устраняют его недостатки. Сочетая некоторые из наших самых известных обновлений, готовых к бездорожью, с нашими популярными модификациями, удобными для ежедневного вождения, J Konnect превратит ваш JK в пригородный автомобиль, которым вы не боитесь управлять! Эта система включает в себя наши простые и почти неразрушимые рычаги управления J Link и нашу специальную комбинацию распорок передней и задней поперечной рулевой тяги JSPEC™, которая гарантирует, что ваш Jeep выедет из любой точки, с которой он столкнется. Наше перекидное звено сглаживает рулевую тягу и трак, уменьшая давление на рулевой механизм, связанное с подъемом джипа, и исключая подруливание на неровностях. Система J Konnect по-прежнему является самой быстрой и простой установкой в своем роде, но в ней есть несколько ключевых компонентов, требующих сварки. Обновления для J Konnect включают в себя некоторые из хорошо известных хардкорных обновлений JKS для бездорожья, которые требуют опыта опытного установщика.
Наше перекидное звено сглаживает рулевую тягу и трак, уменьшая давление на рулевой механизм, связанное с подъемом джипа, и исключая подруливание на неровностях. Система J Konnect по-прежнему является самой быстрой и простой установкой в своем роде, но в ней есть несколько ключевых компонентов, требующих сварки. Обновления для J Konnect включают в себя некоторые из хорошо известных хардкорных обновлений JKS для бездорожья, которые требуют опыта опытного установщика.
Передние и задние двухступенчатые цилиндрические пружины
В основе любой настоящей системы подвески Jeep® лежат винтовые пружины правильной конструкции. Не все используют свой Jeep® для одних и тех же целей, поэтому вам нужна система, которая адаптируется к разным ландшафтам как на дороге, так и на бездорожье. Разрабатывая настроенные наборы пружин с двойными витками, витки JSPEC™ обеспечивают наилучшие характеристики в любой ситуации. Независимо от того, загружены ли вы снаряжением для недельной экспедиции, бегом налегке для веселого ползания по скалам или загружены несколькими друзьями для поездки на пляж, катушки JSPEC ™ обеспечат вам желаемую поездку и производительность, в которой вы нуждаетесь.
Передние и задние амортизаторы Fox 2.0 Adventure Series
Большой набор винтовых пружин бесполезен, если у вас нет набора амортизаторов для управления ими. При разработке амортизатора, который будет работать в гармонии со спиральными пружинами JSPEC™, мы выбрали лучшее, FOX. Амортизаторы Fox 2.0 Adventure Series обеспечивают качественную езду и полный контроль независимо от того, по какой местности вы едете. Конструкция IFP (внутренний плавающий поршень) отделяет высокопроизводительное масло для амортизаторов от заряда газообразного азота под давлением 200 фунтов на квадратный дюйм. Это разделение, обеспечиваемое IFP, устраняет аэрацию масла, что обеспечивает более длительную работу демпфирующего слоя без выцветания. В сочетании с набором двухступенчатых цилиндрических пружин JSPEC™ эти амортизаторы обеспечивают впечатляющую производительность и адаптируемость к любой местности.
Регулируемая передняя рулевая рейка JKS
Когда вы думаете о регулируемых рулевых тягах Jeep®, вы думаете о JKS. В течение многих лет владельцы Jeep® во всем мире доверяли регулируемым рулевым тягам JKS за их прочность, посадку, функциональность и долговечность. По этим причинам совершенно очевидно, что передняя регулируемая поперечная балка JKS является неотъемлемой частью всех систем подвески JSPEC™ JK. Регулируемая поперечная балка JKS затмевает заводскую конструкцию благодаря использованию резиновых втулок, рассчитанных по твердости, на каждом конце поперечины для плавной и бесшумной работы. Резьбовой регулируемый конец 1-1/4″-12 обеспечивает точную регулировку и превосходную прочность в сочетании с трубкой DOM со стенкой 1-1/2″ x 3/8″, направляющей, изготовленной на станке с ЧПУ. Добавление регулируемой гусеницы по сравнению с кронштейном для перемещения также позволяет синхронизировать углы поворота рулевого колеса JK, обеспечивая отличную управляемость и контролируя неровности.
В течение многих лет владельцы Jeep® во всем мире доверяли регулируемым рулевым тягам JKS за их прочность, посадку, функциональность и долговечность. По этим причинам совершенно очевидно, что передняя регулируемая поперечная балка JKS является неотъемлемой частью всех систем подвески JSPEC™ JK. Регулируемая поперечная балка JKS затмевает заводскую конструкцию благодаря использованию резиновых втулок, рассчитанных по твердости, на каждом конце поперечины для плавной и бесшумной работы. Резьбовой регулируемый конец 1-1/4″-12 обеспечивает точную регулировку и превосходную прочность в сочетании с трубкой DOM со стенкой 1-1/2″ x 3/8″, направляющей, изготовленной на станке с ЧПУ. Добавление регулируемой гусеницы по сравнению с кронштейном для перемещения также позволяет синхронизировать углы поворота рулевого колеса JK, обеспечивая отличную управляемость и контролируя неровности.
Быстрые разъединители переднего стабилизатора JKS
Флагманским продуктом JKS Manufacturing является Quicker Disconnect. Компания JKS была автором концепции отключения стабилизатора поперечной устойчивости. Эта первоначальная концепция была усовершенствована с помощью конструкции Quicker Disconnect, которая до сих пор остается лучшей на рынке системой отключения стабилизатора поперечной устойчивости. Регулируемая длина и смазка с помощью эксклюзивного полигибкого шарика JKS, концы с большим смещением, Quicker Disconnect — это все, что вам нужно в отсоединении стабилизатора поперечной устойчивости. Крепежные шпильки из нержавеющей стали обеспечивают точку крепления для каждого конца звеньев и позволяют легко снимать и устанавливать их. Для владельцев JK Rubicon в комплект входит дополнительное оборудование для болтового соединения стабилизатора поперечной устойчивости, что позволяет вам воспользоваться преимуществами этих звеньев, сохраняя при этом функцию установленной на заводе электронной системы отключения стабилизатора поперечной устойчивости.
Компания JKS была автором концепции отключения стабилизатора поперечной устойчивости. Эта первоначальная концепция была усовершенствована с помощью конструкции Quicker Disconnect, которая до сих пор остается лучшей на рынке системой отключения стабилизатора поперечной устойчивости. Регулируемая длина и смазка с помощью эксклюзивного полигибкого шарика JKS, концы с большим смещением, Quicker Disconnect — это все, что вам нужно в отсоединении стабилизатора поперечной устойчивости. Крепежные шпильки из нержавеющей стали обеспечивают точку крепления для каждого конца звеньев и позволяют легко снимать и устанавливать их. Для владельцев JK Rubicon в комплект входит дополнительное оборудование для болтового соединения стабилизатора поперечной устойчивости, что позволяет вам воспользоваться преимуществами этих звеньев, сохраняя при этом функцию установленной на заводе электронной системы отключения стабилизатора поперечной устойчивости.
Рычаги JKS J-Link
- Повышенная прочность по сравнению с рычагами подвески OEM и может использоваться с верхними рычагами OEM.

- Сформирован в соответствии с заводским профилем переднего рычага, что обеспечивает достаточный зазор для шин большого размера.
- Изготовлен из трубы DOM со стенкой 2″ x 1/4″. Резиновые втулки марки Premium Clevite®
- поглощают шум и уменьшают вибрации, обеспечивая тихую и комфортную езду. Прочное порошковое покрытие
- обеспечивает превосходную защиту от коррозии и мусора.
JKS Передняя и задняя опора крепления рулевой тяги
Любой, кто ездил на JK, знает, что крепления поперечной рулевой тяги могут быть первым слабым звеном, которое поддается при интенсивном движении по бездорожью. Добавление привариваемых косынок передней и задней поперечной балки в сочетании с многоточечными кронштейнами для перемещения поперечной рулевой тяги JKS делает слабые заводские крепления практически неразрушимыми. Да, они приварены, но это ключ к их прочности. Кроме того, проще приварить наши косынки в магазине, чем пытаться приварить сломанный заводской кронштейн на трассе.
Перекидная тяга JKS + Кронштейн передней рулевой тяги
Перекидная тяга JSPEC™ сглаживает углы поворота рулевого колеса в сочетании с высотой подъема 2 дюйма и выше, обеспечивая лучшую производительность и более надежное ощущение рулевого управления по сравнению с заводской настройкой. Тяга JSPEC™ напрямую заменяет заводскую тягу и использует заводскую регулировочную втулку и конец поперечной рулевой тяги на рукоятке сошки. Эта установка требует высверливания конического отверстия рулевого рычага в поворотном кулаке со стороны пассажира и установки прецизионной конической вставки. Мы даже включили ступенчатое сверло 7/8”, чтобы упростить этот процесс и не требовать покупки дорогого сверла для завершения установки. Новая вставка имеет рифленую внешнюю поверхность и посадку с небольшим натягом, что делает ее чрезвычайно прочной и исключает любую возможность люфта или ослабления. Вставку также можно повторно использовать в противоположном положении, если когда-либо потребуется вернуть Jeep к исходной настройке рулевого управления. Чтобы должным образом дополнить новые углы поворота, обеспечиваемые переворотом тяги, в комплект поставки входит передний кронштейн гусеницы. Новый кронштейн крепится к заводскому креплению оси рулевой рейки. Он не только адаптирует заводское крепление для правильного угла наклона рулевой рейки, но также усиливает заводскую настройку, привязываясь к оси с помощью U-образного болта, встроенного в конструкцию. Новое расположение гусеницы идеально имитирует угол тяги и устраняет подруливание.
Чтобы должным образом дополнить новые углы поворота, обеспечиваемые переворотом тяги, в комплект поставки входит передний кронштейн гусеницы. Новый кронштейн крепится к заводскому креплению оси рулевой рейки. Он не только адаптирует заводское крепление для правильного угла наклона рулевой рейки, но также усиливает заводскую настройку, привязываясь к оси с помощью U-образного болта, встроенного в конструкцию. Новое расположение гусеницы идеально имитирует угол тяги и устраняет подруливание.
Перемещение передних и задних тормозных магистралей
Что вы можете сказать о перемещении тормозных магистралей? Что ж, это необходимо каждый раз, когда JK поднимается намного более чем на 2 дюйма, особенно с амортизаторами с более длинным ходом. В большинстве комплектов, представленных на рынке, эти элементы являются второстепенными, но не в комплектах JSPEC™. Кронштейны тормозной магистрали JKS, входящие в состав подвесных систем JK JSPEC™, используют заводские монтажные отверстия тормозной магистрали и установочные выступы. Это гарантирует, что кронштейны не будут вращаться и в конечном итоге ослабнут. Кронштейны были разработаны специально для работы с ударными длинами, используемыми с каждой системой JSPEC™. Результатом является достаточная длина при полном отклонении оси с минимальными изменениями заводской трассировки.
Это гарантирует, что кронштейны не будут вращаться и в конечном итоге ослабнут. Кронштейны были разработаны специально для работы с ударными длинами, используемыми с каждой системой JSPEC™. Результатом является достаточная длина при полном отклонении оси с минимальными изменениями заводской трассировки.
Удлинители переднего и заднего отбойника
Удлинители переднего и заднего отбойника, такие как кронштейны для перемещения тормозной магистрали, являются еще одним компонентом, которому обычно не уделяется много внимания в большинстве лифтовых «комплектов» на рынке. Удлинители отбойников в системах подвески JK JSPEC™ были сделаны специально для максимального увеличения хода подвески при сохранении безопасных пределов сжатия как для цилиндрических пружин, так и для амортизаторов Fox 2.0. Передние удлинители изготовлены из 2-3/4-дюймовых алюминиевых заготовок, а задние удлинители изготовлены из толстостенной стальной прямоугольной трубы. Оба комплекта крепятся непосредственно к оси и созданы для того, чтобы выдерживать нагрузки, с которыми теперь может справиться ваш новый JK, оборудованный JSPEC™.
Системы JSPEC™ JKontrol выводят ежедневного водителя на новый уровень, применяя внедорожный опыт JKS для городских маневров. Система J Kontrol включает в себя мощные кронштейны для перемещения рычагов JKS с перекидным комплектом в стиле OEM для идеального сочетания долговечности, комфорта на дороге и непревзойденной управляемости на улице. Мы потратили время, чтобы воссоздать идею кронштейна поперечного рычага, который не только сглаживает углы переднего рычага и корректирует выравнивание, но и соответствует высоким стандартам JKS как прочный высококачественный компонент, способный выдержать удары по бездорожью. Комплект перекидного звена выравнивает звено тяги, полностью устраняя любые намеки на подруливание, и имеет чистую, простую установку с подгонкой и отделкой OEM. Как и любая система JSPEC™, системы J Kontrol полностью настраиваются в соответствии с вашими потребностями.
Передние и задние двухступенчатые цилиндрические пружины
В основе любой настоящей системы подвески Jeep® лежат винтовые пружины правильной конструкции. Не все используют свой Jeep® для одних и тех же целей, поэтому вам нужна система, которая адаптируется к разным ландшафтам как на дороге, так и на бездорожье. Разрабатывая настроенные наборы пружин с двойными витками, витки JSPEC™ обеспечивают наилучшие характеристики в любой ситуации. Независимо от того, загружены ли вы снаряжением для недельной экспедиции, бегом налегке для веселого ползания по скалам или загружены несколькими друзьями для поездки на пляж, катушки JSPEC ™ обеспечат вам желаемую поездку и производительность, в которой вы нуждаетесь.
Не все используют свой Jeep® для одних и тех же целей, поэтому вам нужна система, которая адаптируется к разным ландшафтам как на дороге, так и на бездорожье. Разрабатывая настроенные наборы пружин с двойными витками, витки JSPEC™ обеспечивают наилучшие характеристики в любой ситуации. Независимо от того, загружены ли вы снаряжением для недельной экспедиции, бегом налегке для веселого ползания по скалам или загружены несколькими друзьями для поездки на пляж, катушки JSPEC ™ обеспечат вам желаемую поездку и производительность, в которой вы нуждаетесь.
Передние и задние амортизаторы Fox 2.0 Adventure Series
Большой набор винтовых пружин бесполезен, если у вас нет набора амортизаторов для управления ими. При разработке амортизатора, который будет работать в гармонии со спиральными пружинами JSPEC™, мы выбрали лучшее, FOX. Амортизаторы Fox Adventure Series обеспечивают качественную езду и полный контроль независимо от того, по какой местности вы сталкиваетесь. Конструкция IFP (внутренний плавающий поршень) отделяет высокопроизводительное масло для амортизаторов от заряда газообразного азота под давлением 200 фунтов на квадратный дюйм. Это разделение, обеспечиваемое IFP, устраняет аэрацию масла, что обеспечивает более длительную работу демпфирующего слоя без выцветания. В сочетании с набором двухступенчатых цилиндрических пружин JSPEC™ эти амортизаторы обеспечивают впечатляющую производительность и адаптируемость к любой местности.
Это разделение, обеспечиваемое IFP, устраняет аэрацию масла, что обеспечивает более длительную работу демпфирующего слоя без выцветания. В сочетании с набором двухступенчатых цилиндрических пружин JSPEC™ эти амортизаторы обеспечивают впечатляющую производительность и адаптируемость к любой местности.
Регулируемая передняя рулевая рейка JKS
Когда вы думаете о регулируемых рулевых тягах Jeep®, вы думаете о JKS. В течение многих лет владельцы Jeep® во всем мире доверяли регулируемым рулевым тягам JKS за их прочность, посадку, функциональность и долговечность. По этим причинам совершенно очевидно, что передняя регулируемая поперечная балка JKS является неотъемлемой частью всех систем подвески JSPEC™ JK. Регулируемая поперечная балка JKS затмевает заводскую конструкцию благодаря использованию резиновых втулок, рассчитанных по твердости, на каждом конце поперечины для плавной и бесшумной работы. Резьбовой регулируемый конец 1-1/4″-12 обеспечивает точную регулировку и превосходную прочность в сочетании с трубкой DOM со стенкой 1-1/2″ x 3/8″, направляющей, изготовленной на станке с ЧПУ. Добавление регулируемой гусеницы по сравнению с кронштейном для перемещения также позволяет синхронизировать углы поворота рулевого колеса JK, обеспечивая отличную управляемость и контролируя неровности.
Добавление регулируемой гусеницы по сравнению с кронштейном для перемещения также позволяет синхронизировать углы поворота рулевого колеса JK, обеспечивая отличную управляемость и контролируя неровности.
Кронштейны для перемещения передних рычагов
Кронштейны для перемещения передних рычагов JSPEC™ уменьшают рабочие углы передних рычагов, позволяя передней подвеске более естественно преодолевать неровности и неровности на дороге. Силы лучше направляются на винтовые пружины и амортизаторы, где они могут поглощаться и контролироваться, а не на рычаги управления и раму, где они больше ощущаются и создают менее контролируемое ощущение управляемости (грубая езда). Верхние и нижние монтажные отверстия рычага управления расположены точно так, чтобы обеспечить правильный кастер. На моделях JK 2012–2016 годов новая геометрия увеличивает зазор между передним карданным валом и выхлопом при полном провисании подвески, а также улучшает рабочие углы ШРУСа переднего карданного вала за счет полного хода колеса (все модели). Кронштейны для перемещения рычагов управления JSPEC™ изготовлены из сверхпрочной стали 7GA и полностью упакованы и сварены для обеспечения большей прочности по сравнению с конструкциями, состоящими из двух частей на болтах. Кронштейны устанавливаются внутри заводских верхних и нижних опор рычагов с помощью заводского оборудования. Тяжелая коробчатая конструкция, нижняя опора со складками и приваренные манжеты придают дополнительную уверенность как на дороге, так и на бездорожье.
Кронштейны для перемещения рычагов управления JSPEC™ изготовлены из сверхпрочной стали 7GA и полностью упакованы и сварены для обеспечения большей прочности по сравнению с конструкциями, состоящими из двух частей на болтах. Кронштейны устанавливаются внутри заводских верхних и нижних опор рычагов с помощью заводского оборудования. Тяжелая коробчатая конструкция, нижняя опора со складками и приваренные манжеты придают дополнительную уверенность как на дороге, так и на бездорожье.
Быстрые разъединители переднего стабилизатора JKS
Флагманским продуктом JKS Manufacturing является Quicker Disconnect. Компания JKS была автором концепции отключения стабилизатора поперечной устойчивости. Эта первоначальная концепция была усовершенствована с помощью конструкции Quicker Disconnect, которая до сих пор остается лучшей на рынке системой отключения стабилизатора поперечной устойчивости. Регулируемая длина и смазка с помощью эксклюзивного полигибкого шарика JKS, концы с большим смещением, Quicker Disconnect — это все, что вам нужно в отсоединении стабилизатора поперечной устойчивости. Крепежные шпильки из нержавеющей стали обеспечивают точку крепления для каждого конца звеньев и позволяют легко снимать и устанавливать их. Для владельцев JK Rubicon в комплект входит дополнительное оборудование для болтового соединения стабилизатора поперечной устойчивости, что позволяет вам воспользоваться преимуществами этих звеньев, сохраняя при этом функцию установленной на заводе электронной системы отключения стабилизатора поперечной устойчивости.
Крепежные шпильки из нержавеющей стали обеспечивают точку крепления для каждого конца звеньев и позволяют легко снимать и устанавливать их. Для владельцев JK Rubicon в комплект входит дополнительное оборудование для болтового соединения стабилизатора поперечной устойчивости, что позволяет вам воспользоваться преимуществами этих звеньев, сохраняя при этом функцию установленной на заводе электронной системы отключения стабилизатора поперечной устойчивости.
Перемещение передних и задних тормозных магистралей
Что вы можете сказать о перемещении тормозных магистралей? Что ж, это необходимо каждый раз, когда JK поднимается намного более чем на 2 дюйма, особенно с амортизаторами с более длинным ходом. В большинстве комплектов, представленных на рынке, эти элементы являются второстепенными, но не в комплектах JSPEC™. Кронштейны тормозной магистрали JKS, входящие в состав подвесных систем JK JSPEC™, используют заводские монтажные отверстия тормозной магистрали и установочные выступы. Это гарантирует, что кронштейны не будут вращаться и в конечном итоге ослабнут. Кронштейны были разработаны специально для работы с ударными длинами, используемыми с каждой системой JSPEC™. Результатом является достаточная длина при полном отклонении оси с минимальными изменениями заводской трассировки.
Это гарантирует, что кронштейны не будут вращаться и в конечном итоге ослабнут. Кронштейны были разработаны специально для работы с ударными длинами, используемыми с каждой системой JSPEC™. Результатом является достаточная длина при полном отклонении оси с минимальными изменениями заводской трассировки.
Кронштейн задней поперечной рулевой тяги
Как и в случае с передней подвеской, для задней подвески требуется модификация заводской поперечной рулевой тяги, чтобы компенсировать новую высоту дорожного просвета. В то время как передняя часть получает новую гусеницу, задняя часть регулируется с помощью кронштейна для перемещения гусеницы. Кронштейн релокации был выбран здесь по нескольким причинам. Во-первых, подняв положение крепления поперечины на оси, мы выравниваем угол наклона поперечины и немного корректируем высоту центра крена, что улучшает управляемость и крен кузова. Во-вторых, новый кронштейн для перемещения рулевой тяги можно использовать как заводскую распорку кронштейна оси. Заводское крепление поперечной балки заднего моста было известным слабым звеном с тех пор, как JK был впервые построен в 2007 году. Благодаря изготовлению нового кронштейна для перемещения из сверхпрочной стали 3/16″ и закреплению непосредственно на трубе оси, заводской кронштейн был усилен. и до задачи обработки новой высоты подъема системы подвески JSPEC™.
Заводское крепление поперечной балки заднего моста было известным слабым звеном с тех пор, как JK был впервые построен в 2007 году. Благодаря изготовлению нового кронштейна для перемещения из сверхпрочной стали 3/16″ и закреплению непосредственно на трубе оси, заводской кронштейн был усилен. и до задачи обработки новой высоты подъема системы подвески JSPEC™.
Удлинители переднего и заднего отбойника
Удлинители переднего и заднего отбойника, такие как кронштейны для перемещения тормозной магистрали, являются еще одним компонентом, которому обычно не уделяется много внимания в большинстве лифтовых «комплектов» на рынке. Удлинители отбойников в системах подвески JK JSPEC™ были сделаны специально для максимального увеличения хода подвески при сохранении безопасных пределов сжатия как для цилиндрических пружин, так и для амортизаторов Fox 2.0. Передние удлинители изготовлены из 2-3/4-дюймовых алюминиевых заготовок, а задние удлинители изготовлены из толстостенной стальной прямоугольной трубы. Оба комплекта крепятся непосредственно к оси и созданы для того, чтобы выдерживать нагрузки, с которыми теперь может справиться ваш новый JK, оборудованный JSPEC™.
Оба комплекта крепятся непосредственно к оси и созданы для того, чтобы выдерживать нагрузки, с которыми теперь может справиться ваш новый JK, оборудованный JSPEC™.
JSPEC™ — это идеальная система подвески двойного назначения для владельца JK, который хочет построить колесный JK Wrangler для ежедневной езды и выходных. Никаких дополнительных компонентов не требуется, чтобы создать хорошо воспитанный джип, способный справляться с ежедневными поездками на работу, а также справляться с бездорожьем. Системы подвески JSPEC™ также являются идеальной отправной точкой для внедорожников, которые хотят настроить свой JK Wrangler, оборудованный JSpec, с модульной конструкцией, которую можно модернизировать с помощью рычагов подвески JKS, кронштейнов, улучшенного рулевого управления, распорок, косынок и лежачих полицейских. чтобы адаптировать характеристики вашего Jeep к вашим потребностям.
Передние и задние двухступенчатые цилиндрические пружины
В основе любой настоящей системы подвески Jeep® лежат винтовые пружины правильной конструкции. Не все используют свой Jeep® для одних и тех же целей, поэтому вам нужна система, которая адаптируется к разным ландшафтам как на дороге, так и на бездорожье. Разрабатывая настроенные наборы пружин с двойными витками, витки JSPEC™ обеспечивают наилучшие характеристики в любой ситуации. Независимо от того, загружены ли вы снаряжением для недельной экспедиции, бегом налегке для веселого ползания по скалам или загружены несколькими друзьями для поездки на пляж, катушки JSPEC ™ обеспечат вам желаемую поездку и производительность, в которой вы нуждаетесь.
Передние и задние амортизаторы Fox Adventure Series
Большой набор цилиндрических пружин бесполезен, если у вас нет набора амортизаторов для управления ими. При разработке амортизатора, который будет работать в гармонии со спиральными пружинами JSPEC™, мы выбрали лучшее, FOX. Амортизаторы Fox 2.0 Adventure Series обеспечивают качественную езду и полный контроль независимо от того, по какой местности вы едете. Конструкция IFP (внутренний плавающий поршень) отделяет высокопроизводительное масло для амортизаторов от заряда газообразного азота под давлением 200 фунтов на квадратный дюйм. Это разделение, обеспечиваемое IFP, устраняет аэрацию масла, что обеспечивает более длительную работу демпфирующего слоя без выцветания. В сочетании с набором двухступенчатых цилиндрических пружин JSPEC™ эти амортизаторы обеспечивают впечатляющую производительность и адаптируемость к любой местности.
Регулируемая передняя рулевая рейка JKS
Когда вы думаете о регулируемых рулевых тягах Jeep®, вы думаете о JKS. В течение многих лет владельцы Jeep® во всем мире доверяли регулируемым рулевым тягам JKS за их прочность, посадку, функциональность и долговечность. По этим причинам совершенно очевидно, что передняя регулируемая поперечная балка JKS является неотъемлемой частью всех систем подвески JSPEC™ JK. Регулируемая поперечная балка JKS затмевает заводскую конструкцию благодаря использованию резиновых втулок, рассчитанных по твердости, на каждом конце поперечины для плавной и бесшумной работы. Резьбовой регулируемый конец 1-1/4″-12 обеспечивает точную регулировку и превосходную прочность в сочетании с трубкой DOM со стенкой 1-1/2″ x 3/8″, направляющей, изготовленной на станке с ЧПУ. Добавление регулируемой гусеницы по сравнению с кронштейном для перемещения также позволяет синхронизировать углы поворота рулевого колеса JK, обеспечивая отличную управляемость и контролируя неровности.
Быстрые разъединители переднего стабилизатора JKS
Флагманским продуктом JKS Manufacturing является Quicker Disconnect. Компания JKS была автором концепции отключения стабилизатора поперечной устойчивости. Эта первоначальная концепция была усовершенствована с помощью конструкции Quicker Disconnect, которая до сих пор остается лучшей на рынке системой отключения стабилизатора поперечной устойчивости. Регулируемая длина и смазка с помощью эксклюзивного полигибкого шарика JKS, концы с большим смещением, Quicker Disconnect — это все, что вам нужно в отсоединении стабилизатора поперечной устойчивости. Крепежные шпильки из нержавеющей стали обеспечивают точку крепления для каждого конца звеньев и позволяют легко снимать и устанавливать их. Для владельцев JK Rubicon в комплект входит дополнительное оборудование для болтового соединения стабилизатора поперечной устойчивости, что позволяет вам воспользоваться преимуществами этих звеньев, сохраняя при этом функцию установленной на заводе электронной системы отключения стабилизатора поперечной устойчивости.
Перемещение передних и задних тормозных магистралей
Что вы можете сказать о перемещении тормозных магистралей? Что ж, это необходимо каждый раз, когда JK поднимается намного более чем на 2 дюйма, особенно с амортизаторами с более длинным ходом. В большинстве комплектов, представленных на рынке, эти элементы являются второстепенными, но не в комплектах JSPEC™. Кронштейны тормозной магистрали JKS, входящие в состав подвесных систем JK JSPEC™, используют заводские монтажные отверстия тормозной магистрали и установочные выступы. Это гарантирует, что кронштейны не будут вращаться и в конечном итоге ослабнут. Кронштейны были разработаны специально для работы с ударными длинами, используемыми с каждой системой JSPEC™. Результатом является достаточная длина при полном отклонении оси с минимальными изменениями заводской трассировки.
Кронштейн задней поперечной рулевой тяги
Как и в случае с передней подвеской, для задней подвески требуется модификация заводской поперечной рулевой тяги, чтобы компенсировать новую высоту дорожного просвета. В то время как передняя часть получает новую гусеницу, задняя часть регулируется с помощью кронштейна для перемещения гусеницы. Кронштейн релокации был выбран здесь по нескольким причинам. Во-первых, подняв положение крепления поперечины на оси, мы выравниваем угол наклона поперечины и немного корректируем высоту центра крена, что улучшает управляемость и крен кузова. Во-вторых, новый кронштейн для перемещения рулевой тяги можно использовать как заводскую распорку кронштейна оси. Заводское крепление поперечной балки заднего моста было известным слабым звеном с тех пор, как JK был впервые построен в 2007 году. Благодаря изготовлению нового кронштейна для перемещения из сверхпрочной стали 3/16″ и закреплению непосредственно на трубе оси, заводской кронштейн был усилен. и до задачи обработки новой высоты подъема системы подвески JSPEC™.
Удлинители переднего и заднего отбойника
Удлинители переднего и заднего отбойника, такие как кронштейны для перемещения тормозной магистрали, являются еще одним компонентом, которому обычно не уделяется много внимания в большинстве лифтовых «комплектов» на рынке. Удлинители отбойников в системах подвески JK JSPEC™ были сделаны специально для максимального увеличения хода подвески при сохранении безопасных пределов сжатия как для цилиндрических пружин, так и для амортизаторов Fox 2.0. Передние удлинители изготовлены из 2-3/4-дюймовых алюминиевых заготовок, а задние удлинители изготовлены из толстостенной стальной прямоугольной трубы. Оба комплекта крепятся непосредственно к оси и созданы для того, чтобы выдерживать нагрузки, с которыми теперь может справиться ваш новый JK, оборудованный JSPEC™.
JSPEC™ — это идеальная система подвески двойного назначения для владельца JK, который хочет построить колесный JK Wrangler для ежедневной езды и выходных. Никаких дополнительных компонентов не требуется, чтобы создать хорошо воспитанный джип, способный справляться с ежедневными поездками на работу, а также справляться с бездорожьем. Системы подвески JSPEC™ также являются идеальной отправной точкой для внедорожников, которые хотят настроить свой JK Wrangler, оборудованный JSpec, с модульной конструкцией, которую можно модернизировать с помощью рычагов подвески JKS, кронштейнов, улучшенного рулевого управления, распорок, косынок и лежачих полицейских. чтобы адаптировать характеристики вашего Jeep к вашим потребностям.
Передние и задние двухступенчатые цилиндрические пружины
В основе любой настоящей системы подвески Jeep® лежат винтовые пружины правильной конструкции. Не все используют свой Jeep® для одних и тех же целей, поэтому вам нужна система, которая адаптируется к разным ландшафтам как на дороге, так и на бездорожье. Разрабатывая настроенные наборы пружин с двойными витками, витки JSPEC™ обеспечивают наилучшие характеристики в любой ситуации. Независимо от того, загружены ли вы снаряжением для недельной экспедиции, бегом налегке для веселого ползания по скалам или загружены несколькими друзьями для поездки на пляж, катушки JSPEC ™ обеспечат вам желаемую поездку и производительность, в которой вы нуждаетесь.
Передние и задние амортизаторы Fox 2.0 Adventure Series
Большой набор винтовых пружин бесполезен, если у вас нет набора амортизаторов для управления ими. При разработке амортизатора, который будет работать в гармонии со спиральными пружинами JSPEC™, мы выбрали лучшее, FOX. Амортизаторы Fox 2.0 Adventure Series обеспечивают качественную езду и полный контроль независимо от того, по какой местности вы едете. Конструкция IFP (внутренний плавающий поршень) отделяет высокопроизводительное масло для амортизаторов от заряда газообразного азота под давлением 200 фунтов на квадратный дюйм. Это разделение, обеспечиваемое IFP, устраняет аэрацию масла, что обеспечивает более длительную работу демпфирующего слоя без выцветания. В сочетании с набором двухступенчатых цилиндрических пружин JSPEC™ эти амортизаторы обеспечивают впечатляющую производительность и адаптируемость к любой местности.
Регулируемая передняя рулевая рейка JKS
Когда вы думаете о регулируемых рулевых тягах Jeep®, вы думаете о JKS. В течение многих лет владельцы Jeep® во всем мире доверяли регулируемым рулевым тягам JKS за их прочность, посадку, функциональность и долговечность. По этим причинам совершенно очевидно, что передняя регулируемая поперечная балка JKS является неотъемлемой частью всех систем подвески JSPEC™ JK. Регулируемая поперечная балка JKS затмевает заводскую конструкцию благодаря использованию резиновых втулок, рассчитанных по твердости, на каждом конце поперечины для плавной и бесшумной работы. Резьбовой регулируемый конец 1-1/4″-12 обеспечивает точную регулировку и превосходную прочность в сочетании с трубкой DOM со стенкой 1-1/2″ x 3/8″, направляющей, изготовленной на станке с ЧПУ. Добавление регулируемой гусеницы по сравнению с кронштейном для перемещения также позволяет синхронизировать углы поворота рулевого колеса JK, обеспечивая отличную управляемость и контролируя неровности.
Быстрые разъединители переднего стабилизатора JKS
Флагманским продуктом JKS Manufacturing является Quicker Disconnect. Компания JKS была автором концепции отключения стабилизатора поперечной устойчивости. Эта первоначальная концепция была усовершенствована с помощью конструкции Quicker Disconnect, которая до сих пор остается лучшей на рынке системой отключения стабилизатора поперечной устойчивости. Регулируемая длина и смазка с помощью эксклюзивного полигибкого шарика JKS, концы с большим смещением, Quicker Disconnect — это все, что вам нужно в отсоединении стабилизатора поперечной устойчивости. Крепежные шпильки из нержавеющей стали обеспечивают точку крепления для каждого конца звеньев и позволяют легко снимать и устанавливать их. Для владельцев JK Rubicon в комплект входит дополнительное оборудование для болтового соединения стабилизатора поперечной устойчивости, что позволяет вам воспользоваться преимуществами этих звеньев, сохраняя при этом функцию установленной на заводе электронной системы отключения стабилизатора поперечной устойчивости.
Перемещение передних и задних тормозных магистралей
Что вы можете сказать о перемещении тормозных магистралей? Что ж, это необходимо каждый раз, когда JK поднимается намного более чем на 2 дюйма, особенно с амортизаторами с более длинным ходом. В большинстве комплектов, представленных на рынке, эти элементы являются второстепенными, но не в комплектах JSPEC™. Кронштейны тормозной магистрали JKS, входящие в состав подвесных систем JK JSPEC™, используют заводские монтажные отверстия тормозной магистрали и установочные выступы. Это гарантирует, что кронштейны не будут вращаться и в конечном итоге ослабнут. Кронштейны были разработаны специально для работы с ударными длинами, используемыми с каждой системой JSPEC™. Результатом является достаточная длина при полном отклонении оси с минимальными изменениями заводской трассировки.
Кронштейн задней поперечной рулевой тяги
Как и в случае с передней подвеской, для задней подвески требуется модификация заводской поперечной рулевой тяги, чтобы компенсировать новую высоту дорожного просвета. В то время как передняя часть получает новую гусеницу, задняя часть регулируется с помощью кронштейна для перемещения гусеницы. Кронштейн релокации был выбран здесь по нескольким причинам. Во-первых, подняв положение крепления поперечины на оси, мы выравниваем угол наклона поперечины и немного корректируем высоту центра крена, что улучшает управляемость и крен кузова. Во-вторых, новый кронштейн для перемещения рулевой тяги можно использовать как заводскую распорку кронштейна оси. Заводское крепление поперечной балки заднего моста было известным слабым звеном с тех пор, как JK был впервые построен в 2007 году. Благодаря изготовлению нового кронштейна для перемещения из сверхпрочной стали 3/16″ и закреплению непосредственно на трубе оси, заводской кронштейн был усилен. и до задачи обработки новой высоты подъема системы подвески JSPEC™.
Удлинители переднего и заднего отбойника
Удлинители переднего и заднего отбойника, такие как кронштейны для перемещения тормозной магистрали, являются еще одним компонентом, которому обычно не уделяется много внимания в большинстве лифтовых «комплектов» на рынке. Удлинители отбойников в системах подвески JK JSPEC™ были сделаны специально для максимального увеличения хода подвески при сохранении безопасных пределов сжатия как для цилиндрических пружин, так и для амортизаторов Fox 2.0. Передние удлинители изготовлены из 2-3/4-дюймовых алюминиевых заготовок, а задние удлинители изготовлены из толстостенной стальной прямоугольной трубы. Оба комплекта крепятся непосредственно к оси и созданы для того, чтобы выдерживать нагрузки, с которыми теперь может справиться ваш новый JK, оборудованный JSPEC™.
Технические характеристики
2006 Jeep Wrangler Unlimited LJ
Гибридный комплект DPG Ultimate (без BL и MML)
31″ BFG ATK02 на заводских колесах
! Спасибо!»
До После
Технические характеристики
Jeep Wrangler Unlimited LJ 2006 года выпуска
Гибридный комплект DPG Super Ultimate (без BL и MML)
32-дюймовые шины Goodyear Wrangler MTR на Hutchinson Beadlocks
« Полная модернизация подвески, которую я приобрел у вас, отлично работает и превратила мой джип в чрезвычайно способную машину для бездорожья».
До После После После После
Технические характеристики
Jeep Wrangler TJ 2000 года выпуска
Комплект DPG Ultimate с улучшенным амортизатором OME Long Travel
Нижние рычаги JKS
Удлиненные тормозные магистрали
33×12,50-15 MT Extreme Country Tyres
«Езда потрясающая. Все части очень хорошо собраны, и установка довольно проста. Очень рад, что решил потратить деньги на этот комплект, а не на что-то другое! Это отличное сочетание комфорта на дороге и потрясающего бездорожья».
«Я завершил установку моего 3,5-дюймового подъемного комплекта Old Man Emu, который я получил от вас. Я очень доволен всеми аспектами этого комплекта».
ДО
ПОСЛЕ
Specifications
1997 Jeep Cherokee
DPG 3.5 Super Ultimate OME Hybrid Kit
Rugged Ridge Sway bar bushings kit
Rusty’s 1 inch drop transmission crossmember
Brown Dog rubber engine mounts and new OEM transmission mount
Bushwhacker Flat расширители колесных арок
Колеса Desert Rattler Tracker II. 15×8 с выносом 3,625
Индивидуальные логотипы на центральной крышке с сайта http://3dcarstickers.com
32×11. 5r15 Шины Falken Wildpeak A/T3W
Жгут проводов фар Putco
Корпуса ламп Hella h5
«Я купил джип в 1997 году, и до этой постройки он стоял на складе».
ЗАВЕРШЕНО
Технические характеристики
2001 Cherokee Sport
Гибридный комплект 3.5 HD Ultimate XJ Old Man Emu
Диски Pro Comp 15×8 4,5″ BS
31×10,5 Шины BFG K02
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Комплект DPG Super Ultimate Hybrid OME
Tweaked с шинами 35″
Шестерни и блокираторы
Бамперы и броня
7ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
5-дюймовый комплект Rubicon Express/DPG Extreme Duty Hybrid XJ с амортизаторами OME Long Travel
Шины Cooper STT Pro 33″ x 12,50/15
Дуга BullBar (обрезанная) ARB (обрезанная) с лебедкой Warn
Задний бампер Custom с поворотным держателем для шин жгут проводов
RE Вал SYE/CV
Мы построили этот XJ более десяти лет назад! До сих пор езжу КАЖДЫЙ день и катаюсь по выходным. Дома на скорости 75 миль в час или в скалах!
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Подвеска Rubicon Express 5,5″ для тяжелых условий эксплуатации с амортизаторами OME Long Travel
33 x 12.50/15 Goodyear Mtrs
Полная обрезка на крыло
4.56 Шестерни и шкафчики
Safari Snorkel с настраиванием Air Canister
Dilderness Series Rup
LOUVERED HOUD
7 КрышкаLOUVERED HOOD
7.Технические характеристики
Spartan Series OME/JKS Ultimate JK Hybrid Kit
35 ″ Cooper STT Pro на 17 ″ Dirty Life 9303MGD DT-1 Dual Tech Racing Wheels
4.56 и шкафчики
ТРИЛИ.0017
Передний и задний бамперы ARB
Комплект светодиодов IPF 900 1
Технические характеристики
Jeep Wrangler TJ 2000 года
Гибридный комплект DPG Super Ultimate (без BL и MML)
32×11,50-15 BFG AT’s
«Мы очень довольны внешним видом и ездой. Мы считаем, что пропорции идеальны».
До
После
Технические характеристики
2004 Jeep TJ Rubicon
Комплект DPG Ultimate без подъемника кузова и крепления двигателя
Шины 285-75R16
Стабилизатор рулевого управления OME SD48 HD
Убраны BL и MML, так как этот джип не будет серьезно использоваться не будет отключать стабилизатор.
До
После
Прежде чем отправить нам сообщение, ПРОЧИТАЙТЕ весь раздел ниже!
Обсуждение приостановки НИКОГДА не бывает таким простым, как думает большинство людей. Пожалуйста, не пишите нам по электронной почте с этими вопросами, так как этот процесс занимает вечность, и мы не можем поддерживать многочисленные разговоры между несколькими клиентами по электронной почте! Наши пакеты гибридной подвески настроены для ВАШЕГО автомобиля.
Многие опции и обновления недороги или даже БЕСПЛАТНЫ, но весь комплект должен быть собран правильно, чтобы ВАШ автомобиль продемонстрировал оптимальные ходовые качества, управляемость и производительность. Быстрый телефонный звонок экономит нам много времени по сравнению с несколькими электронными письмами! Если вам нужна стоимость доставки конкретного продукта в конкретный штат и почтовый индекс , электронная почта отлично подходит. Если у вас есть вопросы о типах и длине амортизаторов, жесткости пружин, высоте подъема, какой комплект/компоненты лучше всего подходят для вас и т.д. и т.п., ЗВОНИТЕ! Спасибо!
По техническим вопросам подвески ОБЯЗАТЕЛЬНО ЗВОНИТЕ!!!! С понедельника по четверг: с 9:00 до 17:00 (CST) E-mail: [email protected] DPG Off-Road Почтовый ящик 190 Роуз Хилл, Канзас 67133
ЭМУ ПЛАСТИКС (ТЕКС) ЛИМИТЕД, ИНК.
На предприятии EMU Plastics по литью пластмасс под давлением с климат-контролем площадью 40 000 квадратных футов установлены современные машины ENGEL, в том числе семнадцать однократных машин для литья под давлением от 22 до 500 тонн и четыре вертикальных машины для литья под давлением от 100 до 160 тонн. В приведенном ниже списке перечислены некоторые из наших машин и их возможности.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TOYOTA LAND CRUISER 200 SERIES OLD MAN EMU BP-51 РЕГУЛИРУЕМЫЙ ВНУТРЕННИЙ B — Mule Expedition Outfitters
от ARB
862,00 $
Артикул BP51
ПЕРЕДНИЙ ВОДИТЕЛЬ COILOVER — $ 862,00
ПЕРЕДНИЙ ПАССАЖИРСКИЙ КОНДИЦИОНЕР — $862. 00
ЗАДНИЙ АМОРТИЗАТОР — $550.00
КОМПЛЕКТ ПЕРЕДНЕГО КРЕПЛЕНИЯ — $68.00
КОМПЛЕКТ ЗАДНЕГО КРЕПЛЕНИЯ БЕЗ KDSS — $91.00
КОМПЛЕКТ ЗАДНЕГО КРЕПЛЕНИЯ С KDSS — $66.00
ПЕРЕДНИЙ ВОДИТЕЛЬ
ПЕРЕДНИЙ ПАССАЖИР
ЗАДНИЙ АМОРТИЗАТОР
КОМПЛЕКТ ПЕРЕДНЕГО КРЕПЛЕНИЯ
КОМПЛЕКТ ЗАДНЕГО КРЕПЛЕНИЯ БЕЗ KDSS
КОМПЛЕКТ ЗАДНЕГО КРЕПЛЕНИЯ С KDSS
1 2 3 4 5 6 7 8 9 10+ Количество
Значок шеврона внизКоличество
Поделись этим:BP-51 (БАЙПАС ДИАМЕТР ОТВЕРСТИЯ 51 ММ) АМОРТИЗАТОРЫ
Ассортимент высокопроизводительных байпасных амортизаторов BP-51 является результатом исчерпывающего процесса разработки, направленного на обеспечение максимального комфорта и контроля. Амортизаторы BP-51, спроектированные, разработанные и протестированные полностью собственными силами командой инженеров Old Man Emu из ARB, предназначены для конкретных автомобилей и используют существующие места крепления, чтобы обеспечить простую установку без необходимости дополнительной модификации автомобиля. В отличие от большинства других регулируемых амортизаторов, которые обеспечивают регулировку только сжатия, модельный ряд BP-51 позволяет на автомобиле независимо регулировать отскок и сжатие, предлагая лучшую в своем классе настройку плавности хода, которая может быть адаптирована к индивидуальному транспортному средству или требованиям к поездке.
БАЙПАСНАЯ ТЕХНОЛОГИЯ
В дополнение к чувствительному к скорости демпфированию, используемому в большинстве амортизаторов, где чем быстрее движется поршень, тем выше уровень демпфирования, амортизаторы BP-51 также генерируют демпфирование в зависимости от положения поршень внутри корпуса амортизатора через их перепускную конструкцию. В то время как большинство амортизаторов создают демпфирование только за счет жидкости, протекающей через поршень, BP-51 предлагает альтернативный путь от одной камеры к другой вокруг поршня в виде перепускных каналов. Часть жидкости проходит через поршень, а часть жидкости обходит поршень в перепускных каналах. Это позволяет амортизатору сочетать в себе лучшее из обоих миров: комфортную и плавную езду при обычном вождении и более контролируемую езду по более сложной местности. С более высокими уровнями демпфирования, создаваемыми на каждом конце хода, поршень замедляется по мере приближения к полному сжатию и расширению, предотвращая резкий удар по отбойнику и позволяя легче поглощать более крупные неровности и гофры.
Все амортизаторы BP-51 производятся компанией ARB. Для достижения этой цели были вложены значительные средства в современное оборудование для механической обработки и твердого анодирования, что позволяет компании ARB полностью контролировать процесс для обеспечения максимально возможного качества. Корпуса амортизаторов BP-51 изготавливаются с использованием авиационного анодированного алюминия (6061), который рассеивает тепло более эффективно, чем сталь или легированная сталь, и обеспечивает превосходную коррозионную стойкость. В процессе разработки были проведены обширные лабораторные, реальные и разрушающие испытания, чтобы гарантировать, что надежность, долговечность и производительность соответствуют безупречным стандартам ARB.
ПРИМЕЧАНИЯ ПО ПРИМЕНЕНИЮ:
— Амортизаторы рассчитаны на подъем 1-2 дюйма
— Требуется комплект для крепления на переднюю часть автомобиля — требуется только один комплект для двух передних койловеров
— Задние амортизаторы продаются отдельно — требуется два
— Задняя часть на автомобиль Требуется монтажный комплект — требуется только один комплект для двух задних амортизаторов
— Задний монтажный комплект VM80010004 для автомобилей без KDSS, VM80010005 для
для автомобилей с KDSS
Carson Hocevar — Максимальное облегчение боли Blue-Emu 200 Race Advance
Поиск
Race Advance — Максимальное облегчение боли Blu-Emu 200 (200 кругов/105 миль) | Мартинсвилл Спидвей
Четверг, 7 апреля | Мартинсвилл, Вирджиния | 8:00 вечера. ET
ТВ: FS1 | Радио: Motor Racing Network (MRN), Sirius XM Ch. 90
Команда: № 42 MG Machinery/PlainsCapital Bank Chevrolet Silverado
Водитель: Карсон Хосевар (Портедж, Мичиган) | Начальник бригады: Фил Гулд
Следите за командой: @NieceMotorsport; @CarsonHocevar
Хосевар о своем первом старте на шорт-треке в сезоне 2022 года: «Я чувствую себя довольно уверенно, отправляясь в Мартинсвилл на этой неделе. Прошлой осенью мы были в первых рядах, прежде чем пенальти отбросило нас назад, но мы сплотились, чтобы вернуться в топ-10. Наша команда под номером 42 показала хорошую скорость в прошлом году, и я знаю, что в этом году мы выводим на трассу еще более лучший грузовик — мы добились больших успехов в межсезонье. Надеюсь, мы сможем перейти от хорошего к великому, извлечь выгоду из нескольких очков этапа и, наконец, повесить победный баннер в магазине Niece Motorsports».
Hocevar на гоночной трассе Martinsville Speedway: Хосевар делает свой третий старт в карьере на гоночной трассе Martinsville Speedway в серии NASCAR Camping World Truck Series в четверг вечером. Он имеет средний результат 12,5 на шорт-треке в Вирджинии, заняв 13-е место в 2020 году и 12-е место в сезоне новичка в 2021 году. пять кругов на пути к топ-15. В гонке прошлого сезона он стартовал восьмым и лидировал в четырех кругах, прежде чем финишировал 12-м.
На грузовике: Hocevar и Chevrolet Silverado № 42 будут использовать схему окраски Premier Security Solutions для Blue-Emu Maximum Pain Relief 200, которая состоится в четверг. Хосевар удерживал свою стартовую позицию в топ-10 на протяжении большей части первого этапа, прежде чем скатиться с шестого места на девятом круге для запланированной остановки на четырех шинах перед окончанием первого этапа. Вернувшись на поле на 19-м месте, Хосевар пересек линию 16-го на первом этапе и решил не участвовать в пит-стопе на перерыве этапа, что позволило ему возобновить второй этап на шестом месте.
Хосевар пробился сквозь пробки на первых двух кругах второго этапа и поднялся на четвертое место, а на 21-м круге осторожно заехал на пит-лейн из-за четырех шин и топлива. Он занял 11 позиций с момента перезапуска до конца второго этапа, набрав три очка этапа и заняв восьмое место.
За десять кругов до конца Хосевар снова стартовал третьим и быстро пробился на второе место, сделав пас на ближней дистанции в первом повороте. При следующем перезапуске за пределами первого ряда Хосевар был отброшен на гоночную трассу и откатился на восьмое место, прежде чем в конечном итоге перезапуститься на 10-м месте в первом овертайме. Несмотря на то, что гонка закончилась с осторожностью во втором овертайме, Хосевар смог обеспечить себе второе место в топ-10 сезона, заняв восьмое место.
Информация о Niece Motorsports:
Niece Motorsports принадлежит ветерану Корпуса морской пехоты США Элу Племяннице. В 2022 году Niece Motorsports вступает в свой седьмой сезон в серии NASCAR Camping World Truck Series. Племяннице также принадлежит Niece Equipment, которая уже более 40 лет предоставляет клиентам надежную продукцию по конкурентоспособным ценам. Репутация Niece Equipment основана на обслуживании, честности и надежности. Компания предлагает грузовики для воды и горюче-смазочных материалов, которые спроектированы с учетом качества и долговечности для строительной и горнодобывающей промышленности. Следите за командой в Facebook и Instagram @NieceMotorsports, а также в Twitter @NieceMotorsport.
Для запросов СМИ: [email protected] www.niecemotorsports.com
О компании Premier Security Solutions:
Компания Premier Security Solutions, основанная в 2013 году бывшим офицером полиции Флинта из Мичигана, стремится предотвращать и пресекать незаконную деятельность своих клиентов. создать безопасный кампус и обеспечить безопасную среду. Компания полностью привержена участию и защите общества. Premier сотрудничает со многими общественными организациями, такими как шериф округа Дженеси Крис Суонсон и его организация G.H.O.S.T. команда по борьбе с торговлей людьми. Premier предоставляет широкий спектр услуг по обеспечению безопасности, включая школьный кампус K-12, промышленную логистику, корпоративную безопасность и безопасность мероприятий, а также современный центр мониторинга и все виды обучения по вопросам безопасности как для сотрудников правоохранительных органов, так и для гражданских лиц. Для получения дополнительной информации посетите сайт www.premiersecurity.solutions/
Взгляды и мнения, выраженные в этой статье, принадлежат автору и не обязательно отражают официальную политику или позицию SpeedwayMedia.com.