Раскрой металла — плюсы и минусы современных способов
В зависимости от решаемых задач при изготовлении заготовок, в различных областях промышленного производства раскрой металла может выполняться с разной степенью точности. Сотые доли миллиметра необходимые в точном машиностроение, автомобилестроении и авиации, не обязательны для строительства с допусками в 1мм и более.
Но в любом случае, точная порезка металла сократит трудоемкость изготовления, так как операции по доводке фрезеровкой уже не понадобятся.
Наиболее распространенные способы
- Рубка гильотиной. Разнообразие видов оборудования на рынке позволяет качественно выполнять резку металла от 0,45 мм до 2,5мм простым механическим устройством, до 20 мм электрическими или пневматическими гильотинными ножницами. Гильотинные ножницы выполняют чистый прямой рез, толщина пропила в зависимости от класса оборудования может быть разной.
Недорогие механические гильотины, как станок для раскроя листового металла, популярны в строительстве для и изготовления деталей кровли из оцинкованного листа или металлочерепицы, оконных отливов и карнизных свесов, обшивки парапетов.
Гидравлические, пневматические и электромеханические гильотины используется в технологическом цикле при изготовлении листового проката, для мерной порезки профилированных листов, раскроя рулонного металла. Основной недостаток — только прямой рез.

- Резка металла ленточными и дисковыми пилами. Наиболее известный инструмент, очень популярный для решения задач, не требующих высокой точности — углошлифовальная машина «болгарка». Стационарные пилы с большим диаметром дисков дают более точные размеры и активно используются при мелкосерийном изготовлении металлоизделий в промышленности и строительстве. Толщина пропила составляет до 8 мм, что следует учитывать при раскрое. Одно из главных преимуществ — возможность резки под углом, фигурный криволинейный рез получить очень затруднительно.
- Просечные прессы. В зависимости от мощности, применяются в промышленном производстве и изготовлении строительных алюминиевых конструкций, или же для финишной обработки листового проката, при изготовлении, например, просечно-вытяжных листов.
- Газокислородная резка. Благодаря высокой производительности наиболее популярный вид раскроя металла. Применяется во всех отраслях промышленности. Недостатком является широкий рез с окалиной и неровностями, невозможность раскроить тонкий листовой прокат
Общее свойство для вышеперечисленных методов — одинаковый принцип обработки и для черного, и для цветного проката и нержавейки. Исключение — алюминиевый лист при газокислородной резке.
Лазерная и плазменная резка
Одним из главных достоинств, кроме высокой производительности плазменной и лазерной резки металлов является возможность выполнения сложного фигурного реза в листовом материале.
Раскрой проката плазморезом
Плазменный раскрой металла выполняется посредством интенсивного нагревания металла вдоль реза энергией электродуги с последующим удалением расплава плазменным потоком. За счет высокой температуры режущего потока ионизированного газа (15-30 тыс. градусов Цельсия), метод обладает высокой скоростью резки. Это наиболее эффективный термический способ резки листового металла.
Перечисляя достоинства плазменного раскроя металла, кроме высокой точности реза, стоит отметить:
- Возможность раскроя заготовок сложной формы, в том числе по шаблону;
- Отсутствие термальной деформации листа;
- Высокую повторяемость для однотипных деталей, с допуском по контуру до 0,5мм;
- Экологичность и безопасность процесса;
- Возможность обработки черного и цветного проката, нержавейки с большим диапазоном толщин.
Плазменный раскрой листового металла возможен для:
- Алюминиевого проката толщиной до 120 мм;
- Меди и сплавов (бронзы) до 80 мм;
- Легированных сталей — до 50 мм.
Различия по максимально возможной толщине обработки связаны с различной теплопроводностью цветных и черных металлов. С увеличением толщины листа, экономическая целесообразность снижается в связи с большим расходом ресурсов (электротока).
К недостаткам плазменного раскроя можно отнести:
- Увеличение твердости кромок в результате термического нагрева;
- Зону побежалости, радужного изменения цвета, по краям реза.
На рынке представлено оборудование разного класса, в том числе и для ручной плазменной резки. Раскрой черного и цветного металла выполняется контактными аппаратами, электродуга возникает между электродом и обрабатываемым листом.
Устройство для плазменной резки состоит из:
- Плазмотрона, преобразовывающего энергию электродуги в тепловую энергию плазмы;
- Источника питания;
- Компрессора или газового баллона для обеспечения струи газа или воздушной смеси
Для плазменной резки требуется высокая квалификация, обеспечить постоянство зазора между соплом и поверхностью листа достаточно трудно, неравномерность движения резака также может привести к наплывам по краям и появлению окалины.
Лазерный раскрой листового проката
Лазерный раскрой металла обеспечивается за счет сфокусированного излучения с концентрацией тепловой энергии в области резки. В результате — высокоточные тонкие резы, позволяющие раскроить лазером множество деталей с минимальными зазорами между разметкой. Процесс резки роботизирован. Лазер выполняет сложные перемещения согласно электронному чертежу, заложенному в программное управление без малейших отклонений по контуру.
К преимуществам лазерного раскроя можно отнести:
- Воспроизведение замкнутых криволинейных контуров любой сложности;
- Экономия материала за счет плотного расположения деталей на листе и программного раскроя с минимальной вероятностью ошибки;
- Отсутствие механического и продолжительного термического воздействия, края деталей не деформируются, отсутствуют цвета побежалости;
- Перпендикулярность кромки, низкий коэффициент шероховатости поверхности.
Негативными параметрами являются:
- Максимально возможная толщина резки — 20мм;
- Снижение производительности при резке металла с высокими отражающими свойствами, например, полированной нержавеющей стали, уменьшающие мощность воздействия лазера.
Лазерный раскрой листовой стали широко используется при изготовлении деталей с максимальными требованиями к точности геометрической формы и повторяемости, в автомобилестроении, точном приборостроении, а также для создания эксклюзивных элементов декора, резных решеток и держателей.
Плазменный и лазерный раскрой листового проката не так давно получил относительно широкое распространение, любые наработки, специфические навыки, опыт и просто теоретические соображения было бы интересно обсудить совместно. Надеемся увидеть ваше мнение в комментариях.
wikimetall.ru
Станки продольно поперечной резки металла
Каталог товаров
Сделайте магазин лучше!Ответьте на несколько вопросов, ваше мнение важно для нас
{«c»:»bitrix:news.list»,»t»:»banner_left»,»p»:{«IBLOCK_TYPE»:»content»,»IBLOCK_ID»:»11″,»NEWS_COUNT»:»5″,»SORT_BY1″:»RAND»,»SORT_ORDER1″:»ASC»,»SORT_BY2″:»ACTIVE_FROM»,»SORT_ORDER2″:»DESC»,»FILTER_NAME»:»»,»FIELD_CODE»:[«»,»»],»PROPERTY_CODE»:[«URL»,»»],»CHECK_DATES»:»Y»,»DETAIL_URL»:»»,»AJAX_MODE»:»N»,»AJAX_OPTION_SHADOW»:»Y»,»AJAX_OPTION_JUMP»:»N»,»AJAX_OPTION_STYLE»:»Y»,»AJAX_OPTION_HISTORY»:»N»,»CACHE_TYPE»:»N»,»CACHE_TIME»:»86400″,»CACHE_FILTER»:»N»,»CACHE_GROUPS»:»Y»,»PREVIEW_TRUNCATE_LEN»:»»,»ACTIVE_DATE_FORMAT»:»d.m.Y»,»DISPLAY_PANEL»:»N»,»SET_TITLE»:»N»,»SET_STATUS_404″:»N»,»INCLUDE_IBLOCK_INTO_CHAIN»:»N»,»ADD_SECTIONS_CHAIN»:»N»,»HIDE_LINK_WHEN_NO_DETAIL»:»N»,»PARENT_SECTION»:»»,»PARENT_SECTION_CODE»:»»,»DISPLAY_NAME»:»N»,»DISPLAY_DATE»:»N»,»DISPLAY_TOP_PAGER»:»N»,»DISPLAY_BOTTOM_PAGER»:»N»,»PAGER_SHOW_ALWAYS»:»N»,»PAGER_TEMPLATE»:»»,»PAGER_DESC_NUMBERING»:»N»,»PAGER_DESC_NUMBERING_CACHE_TIME»:»3600″,»PAGER_SHOW_ALL»:»N»,»AJAX_OPTION_ADDITIONAL»:»»,»COMPONENT_TEMPLATE»:»banner_left»,»SET_BROWSER_TITLE»:»Y»,»SET_META_KEYWORDS»:»Y»,»SET_META_DESCRIPTION»:»Y»,»SET_LAST_MODIFIED»:»N»,»INCLUDE_SUBSECTIONS»:»Y»,»PAGER_TITLE»:»\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,»PAGER_BASE_LINK_ENABLE»:»N»,»SHOW_404″:»N»,»MESSAGE_404″:»»}}
{«c»:»altop:catalog.top»,»t»:»discount_left»,»p»:{«DISPLAY_IMG_WIDTH»:»178″,»DISPLAY_IMG_HEIGHT»:»178″,»SHARPEN»:»30″,»IBLOCK_TYPE»:»catalog»,»IBLOCK_ID»:»6″,»ELEMENT_SORT_FIELD»:»rand»,»ELEMENT_SORT_ORDER»:»asc»,»ELEMENT_SORT_FIELD2″:»»,»ELEMENT_SORT_ORDER2″:»»,»SECTION_URL»:»»,»DETAIL_URL»:»»,»BASKET_URL»:»\/personal\/cart\/»,»ACTION_VARIABLE»:»action»,»PRODUCT_ID_VARIABLE»:»id»,»PRODUCT_QUANTITY_VARIABLE»:»quantity»,»PRODUCT_PROPS_VARIABLE»:»prop»,»SECTION_ID_VARIABLE»:»SECTION_ID»,»DISPLAY_COMPARE»:»Y»,»ELEMENT_COUNT»:»3″,»LINE_ELEMENT_COUNT»:»»,»PROPERTY_CODE»:[«NEWPRODUCT»,»SALELEADER»,»DISCOUNT»,»MANUFACTURER»,»»],»PROPERTY_CODE_MOD»:[«»,»»],»FLAG_PROPERTY_CODE»:»DISCOUNT»,»OFFERS_LIMIT»:»»,»PRICE_CODE»:[«BASE»],»USE_PRICE_COUNT»:»N»,»SHOW_PRICE_COUNT»:»1″,»PRICE_VAT_INCLUDE»:»Y»,»PRODUCT_PROPERTIES»:[],»USE_PRODUCT_QUANTITY»:»Y»,»CACHE_TYPE»:»A»,»CACHE_TIME»:»86400″,»CACHE_NOTES»:»»,»CACHE_GROUPS»:»Y»,»HIDE_NOT_AVAILABLE»:»N»,»CONVERT_CURRENCY»:»Y»,»CURRENCY_ID»:»RUB»,»COMPONENT_TEMPLATE»:»discount_left»,»OFFERS_FIELD_CODE»:[«»,»»],»OFFERS_PROPERTY_CODE»:[«»,»»],»OFFERS_SORT_FIELD»:»sort»,»OFFERS_SORT_ORDER»:»asc»,»OFFERS_SORT_FIELD2″:»id»,»OFFERS_SORT_ORDER2″:»desc»,»OFFERS_CART_PROPERTIES»:[]}}
Производители
{«c»:»bitrix:news.list»,»t»:»vendors_left»,»p»:{«IBLOCK_TYPE»:»catalog»,»IBLOCK_ID»:»4″,»NEWS_COUNT»:»10″,»SORT_BY1″:»NAME»,»SORT_ORDER1″:»ASC»,»SORT_BY2″:»SORT»,»SORT_ORDER2″:»ASC»,»FILTER_NAME»:»»,»FIELD_CODE»:[],»PROPERTY_CODE»:[],»CHECK_DATES»:»Y»,»DETAIL_URL»:»\/vendors\/#ELEMENT_CODE#\/»,»AJAX_MODE»:»N»,»AJAX_OPTION_SHADOW»:»Y»,»AJAX_OPTION_JUMP»:»N»,»AJAX_OPTION_STYLE»:»Y»,»AJAX_OPTION_HISTORY»:»N»,»CACHE_TYPE»:»A»,»CACHE_TIME»:»86400″,»CACHE_FILTER»:»N»,»CACHE_GROUPS»:»Y»,»PREVIEW_TRUNCATE_LEN»:»»,»ACTIVE_DATE_FORMAT»:»d.m.Y»,»DISPLAY_PANEL»:»N»,»SET_TITLE»:»N»,»SET_STATUS_404″:»N»,»INCLUDE_IBLOCK_INTO_CHAIN»:»N»,»ADD_SECTIONS_CHAIN»:»N»,»HIDE_LINK_WHEN_NO_DETAIL»:»N»,»PARENT_SECTION»:»»,»PARENT_SECTION_CODE»:»»,»DISPLAY_NAME»:»Y»,»DISPLAY_DATE»:»N»,»DISPLAY_TOP_PAGER»:»N»,»DISPLAY_BOTTOM_PAGER»:»N»,»PAGER_SHOW_ALWAYS»:»N»,»PAGER_TEMPLATE»:»»,»PAGER_DESC_NUMBERING»:»N»,»PAGER_DESC_NUMBERING_CACHE_TIME»:»3600″,»PAGER_SHOW_ALL»:»N»,»AJAX_OPTION_ADDITIONAL»:»»}}
Будьте в курсе!
Новости, обзоры и акции
{«c»:»bitrix:news.list»,»t»:»stati_left»,»p»:{«IBLOCK_TYPE»:»content»,»IBLOCK_ID»:»10″,»NEWS_COUNT»:»3″,»SORT_BY1″:»ACTIVE_FROM»,»SORT_ORDER1″:»DESC»,»SORT_BY2″:»SORT»,»SORT_ORDER2″:»ASC»,»FILTER_NAME»:»»,»FIELD_CODE»:[«»,»»],»PROPERTY_CODE»:[«»,»»],»CHECK_DATES»:»Y»,»DETAIL_URL»:»\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/»,»AJAX_MODE»:»N»,»AJAX_OPTION_SHADOW»:»Y»,»AJAX_OPTION_JUMP»:»N»,»AJAX_OPTION_STYLE»:»Y»,»AJAX_OPTION_HISTORY»:»N»,»CACHE_TYPE»:»A»,»CACHE_TIME»:»86400″,»CACHE_FILTER»:»N»,»CACHE_GROUPS»:»Y»,»PREVIEW_TRUNCATE_LEN»:»»,»ACTIVE_DATE_FORMAT»:»d.m.Y»,»DISPLAY_PANEL»:»N»,»SET_TITLE»:»N»,»SET_STATUS_404″:»N»,»INCLUDE_IBLOCK_INTO_CHAIN»:»N»,»ADD_SECTIONS_CHAIN»:»N»,»HIDE_LINK_WHEN_NO_DETAIL»:»N»,»PARENT_SECTION»:»»,»PARENT_SECTION_CODE»:»»,»DISPLAY_NAME»:»Y»,»DISPLAY_DATE»:»Y»,»DISPLAY_TOP_PAGER»:»N»,»DISPLAY_BOTTOM_PAGER»:»N»,»PAGER_SHOW_ALWAYS»:»N»,»PAGER_TEMPLATE»:»»,»PAGER_DESC_NUMBERING»:»N»,»PAGER_DESC_NUMBERING_CACHE_TIME»:»3600″,»PAGER_SHOW_ALL»:»N»,»AJAX_OPTION_ADDITIONAL»:»»,»COMPONENT_TEMPLATE»:»stati_left»,»SET_BROWSER_TITLE»:»Y»,»SET_META_KEYWORDS»:»Y»,»SET_META_DESCRIPTION»:»Y»,»SET_LAST_MODIFIED»:»N»,»INCLUDE_SUBSECTIONS»:»Y»,»PAGER_TITLE»:»\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,»PAGER_BASE_LINK_ENABLE»:»N»,»SHOW_404″:»N»,»MESSAGE_404″:»»}}
{«c»:»bitrix:news.list»,»t»:»stati_left»,»p»:{«IBLOCK_TYPE»:»content»,»IBLOCK_ID»:»19″,»NEWS_COUNT»:»3″,»SORT_BY1″:»ACTIVE_FROM»,»SORT_ORDER1″:»DESC»,»SORT_BY2″:»SORT»,»SORT_ORDER2″:»ASC»,»FILTER_NAME»:»»,»FIELD_CODE»:[«»,»»],»PROPERTY_CODE»:[«»,»»],»CHECK_DATES»:»Y»,»DETAIL_URL»:»\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/»,»AJAX_MODE»:»N»,»AJAX_OPTION_SHADOW»:»Y»,»AJAX_OPTION_JUMP»:»N»,»AJAX_OPTION_STYLE»:»Y»,»AJAX_OPTION_HISTORY»:»N»,»CACHE_TYPE»:»A»,»CACHE_TIME»:»86400″,»CACHE_FILTER»:»N»,»CACHE_GROUPS»:»Y»,»PREVIEW_TRUNCATE_LEN»:»»,»ACTIVE_DATE_FORMAT»:»d.m.Y»,»DISPLAY_PANEL»:»N»,»SET_TITLE»:»N»,»SET_STATUS_404″:»N»,»INCLUDE_IBLOCK_INTO_CHAIN»:»N»,»ADD_SECTIONS_CHAIN»:»N»,»HIDE_LINK_WHEN_NO_DETAIL»:»N»,»PARENT_SECTION»:»»,»PARENT_SECTION_CODE»:»»,»DISPLAY_NAME»:»Y»,»DISPLAY_DATE»:»Y»,»DISPLAY_TOP_PAGER»:»N»,»DISPLAY_BOTTOM_PAGER»:»N»,»PAGER_SHOW_ALWAYS»:»N»,»PAGER_TEMPLATE»:»»,»PAGER_DESC_NUMBERING»:»N»,»PAGER_DESC_NUMBERING_CACHE_TIME»:»3600″,»PAGER_SHOW_ALL»:»N»,»AJAX_OPTION_ADDITIONAL»:»»,»COMPONENT_TEMPLATE»:»stati_left»,»SET_BROWSER_TITLE»:»Y»,»SET_META_KEYWORDS»:»Y»,»SET_META_DESCRIPTION»:»Y»,»SET_LAST_MODIFIED»:»N»,»INCLUDE_SUBSECTIONS»:»Y»,»PAGER_TITLE»:»\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,»PAGER_BASE_LINK_ENABLE»:»N»,»SHOW_404″:»N»,»MESSAGE_404″:»»}}
youmet.ru
Станки для раскроя листового металла
Листовой металл широко применяется в промышленности. Из него изготавливают почтовые ящики, короба для агрегатов, кузова для автомобилей, корпуса для речных и морских судов, самолетов и многое другое. Для получения малоразмерных изделий или деталей зачастую используется станки для раскроя металла.
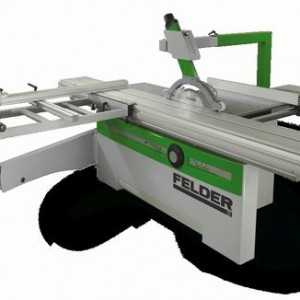
Планшетный станок

Для прямолинейного раскроя металлического листа используются планшетные станки. Планшетный станок KEENCUT, Steel TraK настолько компактен, что весит всего 52 килограмма и может быть установлен на пол с опорой на стену. Металлический лист для раскроя устанавливают в станок вертикально. Для обеспечения точности реза листа станок оборудован удобным поворотным механизмом смены режущих лезвий, двухколесным резаком, быстро переустанавливаемыми точными концевыми ограничителями хода.
Универсальный крепеж позволяет легко менять рабочий инструмент , а уникальная откидная шарнирная конструкция опоры подвижной части, которая дает возможность легко чистить и смазывать как опору, так и направляющую. Крепкий и надежный зажим с ограничением усилия обеспечивает, при необходимости, прочную фиксацию подвижной части. Благодаря противовесу в конструкции подвижной части она легко перемещается вертикально вручную и не съезжает вниз под собственной тяжестью. Станок позволяет кроить алюминиевый лист толщиной до 1,6 мм, а также листы композитных и пластиковых материалов.
Станок для горизонтального раскроя с ручным приводом
Станки для раскроя СПР-1250/3-Р используются для линейного разреза листового материала толщиной 0,8 мм и шириной 1,25 метра с помощью ручного привода – вращая рукоятку. Обычное место использования – стройплощадка. Удобен при частых перемещениях благодаря отсутствию ножек. Его можно устанавливать как на вестак, так и на стол, даже на козлы. Возможно дополнительно приобрести подставку под станок.
Производительность при работе на таком станке может десятикратно превышать результаты работы с ручными ножницами. Наличие у верхних ножей упругих опорных роликов способствует получению чистого, высококачественного реза. У станка имеются направляющие подачи, приемный стол и оснастка для быстрой смены трех пар ножей. Возможна дополнительная комплектация поперечным дисковым ручным резаком. Конструкция крепежа ножей позволяет легко снимать их для заточки и замены.
Фрезерный станок для фигурного раскроя
Фрезерные станки HSC Portatec позволяют кроить из листового металла изделия сложной конфигурации. Фирма Portatec разрабатывает и изготавливает установки для раскроя листового металла большого формата (ширина до 4 м и длина до 20 м). Этот изготовитель станков стремится к гибкому сочетанию передовых технических методов, простоты эксплуатации, отличного качества и высокой надежности.

Новая технология закрепления и удержания металлической заготовки обеспечивает филигранное фрезерование изделий при высокой скорости подачи исходного материала. Благодаря созданию специфической воздушной подушки образуется поток воздуха, сдувающий стружку из-под фрезы. Происходит эффективный отвод тепла от режущей кромки, что обеспечивает высокое качество среза при высокой производительности. В процессе кроя листа скорость вращения фрезы доходит до тысячи оборотов в секунду, а скорость движения листа – до 170 мм/с.
Существенный вклад в качество и скорость дает использование в конструкции станка пластин-сэндвичей с пенным наполнителем между слоев металла для гашения вибрации. Существует опция автоматизированной загрузки исходного листового материала на рабочий стол, что позволяет дополнительно поднять производительность.
Современные станки для раскроя металла работают с высокой производительностью и обеспечивают прекрасное качество. На рынке средств металлообработки пользователь может найти станки, подходящие ему по цене. Станки для линейного раскроя металла обычно недороги и характеризуются простотой эксплуатации. Станки для фасонного раскроя металла значительно дороже, но затраты быстро окупаются благодаря высокой цене продукции.
list-name.ru
Плазменный раскрой металла: установки, видео, фото
Технология и оборудования для плазменного раскроя металла
Плазменная резка – технология выполнения разделительных операций с листовым металлом значительной толщины (до 80 мм), преимущественно для условий мелкосерийного и единичного производства. При реализации данного процесса используется тепло высокотемпературной плазмы. Современные станки для плазменного раскроя оборудуются системами автоматизации раскроя, что обеспечивает повышенное значение коэффициента использования обрабатываемых сталей и сплавов.
 Плазменный раскрой металла
Плазменный раскрой металлаТехнологические преимущества и особенности плазменной резки
Используя плазму как локализованный высокотемпературный источник нагрева металла до температур его размерного плавления (до 5500 — 6000 °С), рассматриваемый процесс характеризуется:
- Большой скоростью разделения заготовки: до 65 — 70 м/ч по листовой стали толщиной 30 мм.
- Возможностью обработки материалов различной твёрдости – от алюминия до нержавеющей стали.
- Сравнительно высокой точностью раскроя, с допусками не выше 3,0 мм на 1 пог. м. длины листа.
- Относительно невысокими инвестиционными затратами на внедрение.
- Удобным и простым перепрограммированием процесса на иные типоразмеры разделяемых заготовок из листовой стали.
Характерной особенностью процесса является то, что электрическая дуга не включается в общую исполнительную цепь станка. Плазменный раскрой металла происходит следующим образом. Инструментальная головка станка (она включает в себя две коаксиально размещённые трубки, предназначенные для подачи рабочих газов – аргона и азота) размещается в корпусе, выходной конец которого образует коническое сопло. Оно экранируется специальной водоохлаждающей трубкой, что обеспечивает увеличение срока службы основных расходных материалов, а также деталей станка. Расстояние от сопла до разрезаемой поверхности регулируется в зависимости от требуемого значения температуры в зоне разделения, причём для некоторых случаев зазор может вообще отсутствовать.
Вначале по трубкам пускают смесь газов, а затем в сформировавшемся потоке возбуждают электрический дуговой разряд. Высокая объёмная плотность тепловой мощности дуги способствует достаточно качественному и ровному резу, а встроенные в станок системы автоматики обеспечивают поддержание технологического зазора на необходимом уровне.
Оборудование для плазменного раскроя
- Рабочего стола, снабжённого направляющими, в который встраиваются системы удаления отработанных газов;
- Подвижной портальной рамы, в которой смонтирована плазменная головка;
- Компрессора, создающего необходимое рабочее давление газов;
- Силовых и газоподводящих кабелей, расположенных в защитных огнестойких коробах;
- Системы охлаждения;
- Насоса для подачи охлаждающей жидкости;
- Механического привода перемещения портала с цифровым управлением двигателями и передаточными механизмами;
- Компьютерного комплекса управления и диагностики, включающего в себя также монитор для визуального контроля режимов обработки.
Производители таких станков всемерно повышают их функциональность, для чего рассматриваемое оборудование часто комплектуется сверлильными узлами, системами зачистки кромок и пр. При необходимости плазменной резки труб в конструкциях предусматриваются узлы вращения рабочей головки.
Повышенной производительностью плазменного раскроя отличаются станки, оборудованными двумя рабочими головками. Они могут самостоятельно позиционироваться по обеим осям, для чего оснащаются датчиками контроля высоты и соприкосновения горелки с разрезаемым листовым металлом.
Комплексы плазменного раскроя рассчитываются на интенсивный режим своей работы, притом конструктивно являются весьма жёсткими. Это гарантирует высокую точность разделения, а также длительный ресурс эксплуатации оборудования.
- Установка плазменного раскроя Durma серии PL
- Установка плазменного раскроя металла Plasma-Jet DSL 1530 C
- Установка плазменного раскроя металла УПМР – 3015
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
РАСКРОЙ МЕТАЛЛА [лазерный, плазменный]
[Раскрой листов металла] представляет собой сложную операцию, к выполнению которой нужно отнестись со всей ответственностью.
От того, насколько качественно будет проведена работа, будет зависеть сборка механизма.
В современном производстве используется высокотехнологичная программа и прогрессивные способы резки листового металла.
Процедура раскроя листа металла включает в себя ряд операций. Программа гласит, что в результате их выполнения производство получает всевозможные заготовки, детали.

Технологии сверхточной резки
Сверхточный раскрой металлов производится с помощью термической, термохимической обработки материала. К таковым относится плазменная и лазерная резка.
В основе раскроя этими способами лежит узконаправленное воздействие на определенную точку металлического листа лазерным или плазменным лучом.
Зона, в которой находится точка воздействия, считается катализатором окисления, протекающим в результате термического воздействия. Ее поддерживает обдувка кислородом в момент горения.
Термическое окисление можно контролировать. Для этого форсунку можно перемещать, соответственно будет перемещаться высокотемпературная зона.
Таким образом можно достичь проплавления листа по контуру заготовки плазмой или лазером.
Если возникнет необходимость, то таким же образом можно сделать отверстие в любом месте заготовки. Все операции необходимо выполнять на специальном оборудовании.
Раскрой листов металла лазерным излучением
Лазерный раскрой листового металла считается очень точным. Работа выполняется в кратчайшие сроки, а результат выполнения высокий.
Видео:
Тип металлического листа может быть любой. Единственное ограничение — слишком большая толщина материала.
Лазерным излучением можно не только разрезать лист, но и сделать гравировку.
Суть работы лазером
Лазерный луч аппарата фиксируется в заданных точках, в результате чего в этих точках повышается температура.
Весь процесс контролирует специальная программа, поэтому все действия лазера будут выверены очень точно.
Благодаря высокой температуре, таким методом можно разрезать хрупкие заготовки, цветные металлы.
Теплофизические свойства материалов не оказывают влияния на раскрой.
Лазерный луч способен концентрировать большое количество энергии, которая способствует резке сплава.
Лазерный инструмент работает вместе с выделением газа на разрезаемый участок.
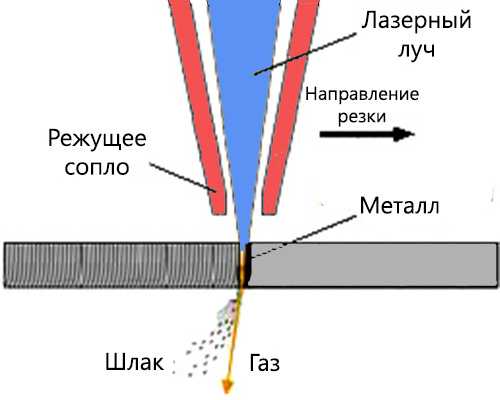
Лазерный луч нагревает определенные точки на листе, материал плавится, но по линии, где проходит разрез, сразу же испаряется.
На края заготовки подается специальный пар, который убирает продукты, образованные в результате воздействия лазером.
Лазерный принцип раскроя металла имеет массу преимуществ:
- такой метод обработке имеет доступную стоимость;
- лазер способен обработать металлы, которые имеют высокую твердость;
- благодаря высокой мощности и плотности лазерного луча, производительность работы аппарата очень высокая, при этом качество не теряется;
- скорость проведения операций достаточно высокая;
- при проведении разреза, инструмент не касается металла, поэтому таким способом можно разрезать хрупкий металл, который не поддается какой-либо другой обработке;
- заготовка может иметь разнообразные линии, программа способна справиться с фигурами любой сложности;
- заготовки на листе укладываются очень плотно друг к другу, благодаря чему себестоимость вырезанных деталей снижается;
- после того как детали разрезаны лазерным лучом, их не нужно дополнительно обрабатывать;
- лазерный инструмент легко управляем, поэтому раскрой может производиться по сложным контурам.
Рекомендации по работе с лазером
Раскрой металлов с помощью лазера нужно проводить только на качественном материале. Если на листе есть ржавчина, то стоит отказаться от такого вида обработки.
Края заготовок будут неровными. Кроме этого, материал не должен быть со значительными повреждениями, вмятинами.
Если на листе металла необходимо поместить большое количество деталей, стоит соблюдать расстояние между ними.
От края материала необходимо отступить на расстояние не менее 10 миллиметров. Между заготовками рекомендуется соблюдать шаг в 5-10 миллиметров.
В зависимости от того, сколько контуров имеет заготовка, зависит стоимость разреза. Чтобы произвести какой-либо из контуров, лазер должен сделать врезку в лист аккуратно около самой линии.
Для этого программа затрачивает некоторое время, что влияет на стоимость работы.
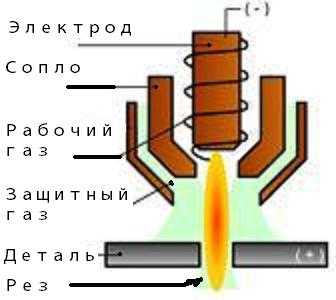
Раскрой металлического листа плазменным аппаратом
Плазменный раскрой металла может проводиться с помощью плазменной струи. Такой способ называется плазменным. Режущий инструмент – плазма — представляет собой воздух.
Его нагревают до очень высокой температуры, после чего он находится в ионизированном состоянии. Электрическая дуга зажигается между электродом и листом металла.
Видео:
Плазма появляется из газа, который поступает в сопло аппарата. Плазма имеет высокую температуру.
Она может достигать 30 тысяч градусов, двигаясь со скоростью до 1500 метров в секунду. Такая струя может разрезать лист, у которого толщина составляет 100 мм.
Принцип действия аппарата
Станок действует по следующему принципу: между листом и соплом возникает короткое замыкание, в результате чего появляется дуга. Газ, который подает на место разреза инструмент, охлаждает поверхность.
Среду, в которой появляется плазма, делят на два типа: активная, неактивная. В состав активной входит воздух, кислород.
Его используют при работе с черными металлами. Неактивный содержит в составе азот, водород, аргон, водяной пар. Он применяется при разрезании сплавов, цветных металлов.
Цель режущей дуги — преобразовать энергию электрическую в тепловую.
Напряжение дуги можно узнать по размеру аппарата, силе тока, компонентов, которые входят в состав газа, расстоянию от аппарата до листа основы.
Этими параметрами можно определить и температуру по сечению столба и вдоль оси дуги. Во время работы она будет меняться.
Высокая температура помогает плазме врезаться в разрезаемый металл.
Если мощность, температура дуги правильно соотносится с толщиной листа, то плазма проникнет сквозь всю толщину металла и сделает разрез. При этом разрез получается вертикальным, благодаря чему станок универсален.
Во время работы стоит обращать внимание на скорость. Она не должна быть выше допустимой нормы. В противном случае материал будет разрезан не до конца.
Плазменный раскрой металла имеет достоинства:
- Резка струей плазмы универсальна. Этим методом можно разрезать любой вид металла;
- Резка производится очень точно;
- Срезы после раскроя высокого качества, они не нуждаются в дополнительной обработке;
- Станок, чтобы раскраивать металл с помощью плазмы, способен вырезать заготовку любой геометрической формы;
- Раскрой металлического листа этим способом — процесс экономичный, так как не нужно применять дорогостоящие виды газов — ацетилен, бутан, пропан;
- При резке листа с помощью струи плазмы не нужно использовать баллоны, поэтому все процессы будут протекать безопасно;
- Плазменный станок не выделяет во время работы вредные вещества в атмосферу;
- Плазмой можно разрезать материал, который покрыт краской. Поверхность не нужно предварительно очищать, так как действие плазмы на поверхность — минимальное;
- Металл не будет деформироваться при проведении резки, если использовать именно этот станок.
Раскрой листа роликовым ножом
Альтернативой резке с помощью лазера или плазмы может служить роликовый нож.
Роликовый нож может раскроить металл, у которого толщина варьируется в диапазоне 0,7-1250 миллиметров. Состоит роликовый нож из направляющей и самого ножа, который оснащен рукояткой.
Видео:
Направляющую можно для удобства закрепить на рабочем столе или верстаке. Для проведения разреза металл нужно положить на направляющую.
При проведении резки лист будет упираться в упор. Роликовым ножом нужно быстро провести по листу, разрезав его, двигаясь по направляющей.
Роликовый нож при этом нужно держать очень крепко, чтобы разрез получился ровным.
Если необходимо выполнить резку криволинейных заготовок, то стоит использовать не роликовый нож, а вибрационные, дисковые ножницы.
rezhemmetall.ru
Станки для раскроя, штамповки и гибки листового металла LVD (Бельгия)
Автоматизированные комплексы для плазменной и аргонодуговой сварки (1)
Автоматизированные линии для прессового оборудования (1)
Автоматическая пайка (1)
Автоматические ленточнопильные станки (10)
Автоматические линии распила на базе дискового станка (1)
Автоматические отрезные станки для резки труб (5)
Автоматические трубогибочные станки (9)
Автоматические фаскосъемные станки (2)
Автоматы продольного точения российского производства (1)
Аппараты для приварки метизов и шпилек (5)
Аппараты для ручной дуговой сварки (3)
Аппараты плазменной сварки (3)
Аппараты ударно-конденсаторной сварки (5)
Аргонодуговая сварка (3)
Бескривошипные штамповочные прессы (1)
Бесцентровые шлифовальные станки (2)
Вертикально-фрезерные обрабатывающие станки (4)
Вертикальные ленточнопильные станки (3)
Вертикальные токарные станки (6)
Вертикальные фрезерные станки (7)
Винторезные станки (5)
Внутришлифовальные станки (2)
Волоки для производства проволоки (4)
Высокопроизводительные станки для гибки проволоки (1)
Высокоточные пружинонавивочные станки (2)
Вытяжные правильные машины для рулонного металла (1)
Гибка гидравлическим приводом (1)
Гибка рулонного металла (1)
Гибка сервоприводом (3)
Гибка трубок (4)
Гидравлические листогибы (3)
Гидравлические листогибы (6)
Гидравлические пресс-ножницы Sunrise (Тайвань) (3)
Гидравлические прессы (4)
Гидравлические прессы глубокой вытяжки (1)
Гидравлические трубогибы (4)
Гильотинные ножницы по металлу (3)
Горизонтальные токарно-револьверные станки (4)
Горизонтальные токарно-револьверные станки с ЧПУ (17)
Горизонтальные токарно-револьверные станки с ЧПУ GOODWAY (1)
Горизонтальные токарные станки с ЧПУ (10)
Горизонтальные фрезерно-расточные станки (2)
Горизонтальные фрезерные станки с ЧПУ (10)
Двусторонние фаскосъемные станки SOCO (2)
Двухвалковые листогибы IMCAR (1)
Двухкривошипные штамповочные прессы SEYI (4)
Двухкривошипные штамповочные прессы SEYI (5)
Двухроликовые резьбонакатные станки PEE-WEE (1)
Диаметр резки 180 мм (2)
Диаметр резки 225 мм (5)
Диаметр резки 250 мм (4)
Диаметр резки 330 мм (4)
Диаметр резки 331 мм (1)
Диаметр резки 350 мм (2)
Диаметр резки 460 мм (2)
Диаметр резки 510 мм (1)
Диаметр резки 530 мм (1)
Дисковые отрезные станки колонного типа (2)
Зубодолбежные станки для нарезания зубчатых секторов (1)
Зубодолбежные станки для нарезания реек (1)
Зубодолбежные станки для нарезания рифлений (1)
Зубодолбежные станки с ЧПУ (3)
Зубообрабатывающие станки (28)
Зуборезные станки (1)
Зубофрезерные станки без чпу (3)
Зубофрезерные станки с чпу (7)
Зубошлифовальные станки с чпу (1)
Инверторные сварочные аппараты CEA (Италия) (7)
Индукционное оборудование (9)
Инструмент для координатно-пробивных прессов Wilson Tool (4)
Инструмент для листогибочных прессов Wilson Tool (1)
Комплексы для резки труб и профиля (2)
Комплексы лазерного раскроя (5)
Консольные машины для плазменной резки труб (1)
Контрольно-обкатные станки для обработки зубчатых колес с ЧПУ (1)
Координатно-измерительные машины (3)
Координатно-пробивные прессы (4)
Координатно-шлифовальные станки (2)
Копировально-прошивные станки Семат (Россия) (3)
Кривошипные механические сервопрессы (2)
Кривошипные прессы для прецизионной штамповки (3)
Круглошлифовальные станки Paragon (Тайвань) (6)
Кулачковые пружинонавивочные станки и мультиформеры Herdon (3)
Лазерный станок для резки металла (4)
Ленточнопильные станки двухколонного типа (7)
Ленточнопильные станки для поперечного раскроя плит (1)
Ленточнопильные станки для продольного раскроя плит (2)
Ленточнопильные станки колонного типа (7)
Ленточнопильные станки маятникового типа (4)
Ленточнопильные станки с возможностью резки под углом (8)
Ленточнопильный станок колонного типа (2)
Ленточнопильный станок маятникового типа (5)
Линии обработки рулонной стали (1)
Линии перфорации и гибки рулонного металла Pivatic (Финляндия) (1)
Линии поперечной резки рулонного металла (1)
Линии продольно-поперечной резки рулонного металла (1)
Линии продольной резки рулонного металла (1)
Линии упаковки рулонного металлопроката (2)
Листогиб (1)
Листогибочные станки (6)
Листогибочный пресс (6)
Машины газокислородной резки (2)
Машины гидроабразивной резки (1)
Машины контактной сварки (14)
Машины контактной стыковой сварки (3)
Машины лазерной резки (4)
Машины лазерной сварки Ideal-Werk (Германия) (1)
Машины оптоволоконной лазерной резки (1)
Машины плазменной резки (2)
Машины стыковой сварки проволоки (2)
Машины стыковой сварки сопротивлением (2)
Машины точечной и рельефной сварки (7)
Машины точечной и рельефной сварки (4)
Машины шовной сварки (1)
Многоголовочные станки для гибки проволоки (2)
Многокоординатные копировально-прошивные станки (3)
Многофункциональные пружинонавивочные станки (3)
Многофункциональные сварочные аппараты (2)
Мобильные и настенные вытяжные и фильтровентиляционные агрегаты (8)
Мощность 0.75 кВт (2)
Мощность 1.1 кВт (2)
Мощность 1.5 кВт (7)
Мощность 2.2 кВт (5)
Мощность 3.7 кВт (2)
Мощность 3.8 кВт (2)
Мощность 5.6 кВт (2)
Одноголовочные станки для гибки проволоки (3)
Однокривошипные штамповочные прессы (2)
Оповолоконный лазер (1)
Отрезные станки маятникового типа (1)
Отрезные станки с дисковой пилой (6)
Полуавтоматические ленточнопильные станки (19)
Полуавтоматические отрезные станки (2)
Полуавтоматические фаскосъемные станки (2)
Портальные машины плазменной резки для обработки полусфер (1)
Портальные машины плазменной резки для сверления (1)
Правильно-отрезные станки для резки проволоки и прутка (6)
Приборы контроля зубчатых колес (1)
Приспособления для сварки: сварочные карандаши, пинцеты, шунтер (2)
Пробивные прессы для пробивки отверстий в профиле, швеллере, листе (3)
Пробивные центры для обработки листового металла (1)
Проволочно вырезные станки (1)
Промышленное оборудвоания для автоматизации сварки (5)
Промышленные сварочные клещи (1)
Профилегибочные станки (4)
Профилешлифовальные станки с ЧПУ (1)
Пятикоординатные фрезерные обрабатывающие центры (6)
Работающие по методу обкатки (1)
Ролики для подачи проволоки (1)
Ручные отрезные станки для труб (1)
С осевым ходом электрода (4)
С пневматическим приводом (1)
С радиальным ходом электрода (2)
Сварочные аппараты орбитальной сварки (5)
Сварочные аппараты с отдельным подающим механизмом проволоки (2)
Сварочные головки для микросварки (2)
Сварочные инверторы для дуговой и контактной сварки (4)
Сварочные источники для микросварки (3)
сварочные колонны (3)
Сварочные комплексмы для пространственной 3D сварки (1)
Сварочные комплексы для сварки продольных, кольцевых и сложных пространственных швов (1)
Сварочные столы (5)
Сверлильные машины с ЧПУ для обработки стального металлопроката (4)
Смазочные материалы для волочения проволоки (3)
Специальное индукционное оборудование и установки ТВЧ нагрева (5)
Специальные ленточнопильные станки и комплексы раскроя (3)
Станки для двусторонней гибки труб SOCO (1)
Станки для двусторонней обработки кромок (7)
Станки для лазерной резки (4)
Станки для нарезания конических зубчатых колес (3)
Станки для притирки конических зубчатых колес (1)
Станки для пробивки отверстий в трубах и профиле (2)
Станки для пробивки угловых профилей (1)
Станки для резки труб SOCO (9)
Станки для скругления кромок деталей после резки (2)
Станки для скругления кромок деталей после резки (7)
Станки для удаления грата (5)
Станки для удаления заусенцев (12)
Станки для удаления облоя (1)
Станки для удаления окалины (1)
Станки для удаления оксидной пленки (2)
Станки для удаления шлака (1)
Станки для финишной обработки поверхности деталей после резки (3)
Станки для формовки концов труб (3)
Станки для формовки торцев труб SMI (2)
Станки для шлифования конических зубчатых колес (1)
Станки для шлифовки и полировки труб (2)
Станки мультиформеры для навивки пружин (3)
Супердрель с наклонным суппортом (1)
Токарно-карусельные станки (2)
Токарно-фрезерные обрабатывающие центры (1)
Токарные станки (4)
Токарные станки с инструментальным столом (1)
Торцешлифовальные станки для обработки пружин сжатия (1)
Трехвалковые листогибы для вальцовки листов (4)
Трехмерный плазменный робот для обработки стального металлопроката (1)
Трехроликовые резьбонакатные станки (1)
Трубогибочные станки (15)
Трубогибы с дорном (12)
Тяжелые зубофрезерные станки (3)
Угол резки 90 градусов (1)
Универсальные круглошлифовальные станки (3)
Универсальные сварочные комплексы для автоматизации сварки продольных, кольцевых и сложных пространственных швов (1)
Универсальные токарные станки (5)
Установки автоматизированной сварки крановых стрел, балок мостовых кранов, несущих рам и др. (1)
Установки для сварки баллонов и резервуаров (1)
Установки для сварки баллонов и резервуаров (1)
Установки для сварки кольцевых швов (1)
Установки для сварки продольных швов (2)
Установки для холодной формовки закрытых углов (1)
Установки индукционного нагрева (5)
Установки контактной пайки деталей двигателей, генераторов, трансформаторов и др. (1)
Установки ручной плазменной резки (1)
Устройство пирометрического контроля (1)
Фаскосъемные станки (2)
Фрезерные обрабатывающие центры (31)
Фрезерные станки (5)
Фрезерные станки портального типа (13)
Фрезерные станки с подвижным столом (2)
Центральные вытяжные и фильтровентиляционные системы (5)
Четырехвалковые листогибы (3)
Штамповочные прессы (9)
Электромеханические листогибочные станки LVD (1)
Электроэрозионные копировально-прошивные станки СЕМАТ (3)
Электроэрозионные проволочно-вырезные станки (2)
Электроэрозионные прошивные станки (3)
Электроэрозионные супердрели СЕМАТ (2)
weber.ru
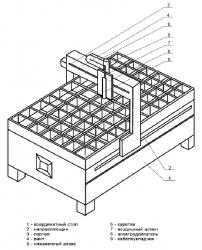
|
Общеконструктивная часть |
|
|---|---|
|
Силовой каркас (станина) |
Сварной |
|
Кабинетная защита, закрывающая раскройный стол с 4-х сторон с раздвижными дверями, внутренним освещением и системой блокировок |
1 класс лазерной опасности по ГОСТ Р 50723-94 |
|
Координатно-кинематический модуль |
|
|
Тип координатного стола |
Портальный |
|
Тип приводов X, Y, Z |
Линейный двигатель |
|
Датчик измерения расстояния от сопла до обрабатываемой металлической поверхности |
Емкостной сенсор |
|
Компенсация веса оптической головки при аварийном отключении питания |
+ |
|
Рабочий ход (наибольшее перемещение), по осям ХYZ, мм |
1550х3050х200 |
|
Дискретность задания перемещений, мм |
0.001 |
|
Точность воспроизведения заданного контура, мм, не хуже |
0.09 |
|
Скорость перемещений по осям X-Y, м/мин,рабочая/перемещение |
30/180 |
|
Лазерно-оптический модуль |
|
|
Тип лазера |
Волоконный иттербиевый |
|
Выходная мощность, Вт |
700-3000 |
|
Тип режущей головки |
ЛиТ-2 с картриджной заменой линз |
|
Емкостной датчик с блоком поддержания зазора БСЗ 2.5 |
Встроен в оптическую головку |
|
Система автономного охлаждения (чиллер) |
+ |
| Фокусировка | ручная/автоматическая |
|
Технологические модули |
|
|
Пневмосистема (Система подготовки и подачи вспомогательных газов) |
+ |
|
Количество автоматизированных каналов подачи газов |
3 |
|
Встроенная система вентиляционных каналов |
+ |
|
Количество выдвижных паллет |
1 или 2 |
|
Привод перемещения паллет |
Ручной или автоматический |
|
Выдвижной бункер для сбора отходов |
+ |
|
Модуль управления |
|
|
Система ЧПУ |
на основе программированых виртуальных контроллеров |
|
Пульт управления |
монитор, клавиатура, «мышь», выносной пульт |
|
Управляющая программа |
LaserCNC |
|
CAM-система |
TrackLayer 2.0 |
|
Операционная система |
Windows 7 professional на русском языке |
www.laserapr.ru