ЧЕТЫРЕХСТОРОННИЙ ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК BEAVER 620 PRO – ЛТТ-Поволжье
- Джоинтер для прямых ножей
- Гидрозажимная контропора
- Закрытые муфты системы подачи
- Усиленные крестовины карданов — 27 мм
- Электронный инвертор до 45 м / мин
НАЗНАЧЕНИЕ
Продольно-фрезерные четырехсторонние деревообрабатывающие станки серии «PRO» предназначены для производства вагонки, имитации бруса, шпунта и других погонажных изделий на скоростях подачи до 45 м / мин благодаря возможности применения гидрозажимного инструмента с системой джоинтирования.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Предприятия и цеха по производству столярно-строительных изделий, клееного бруса и щита, производству погонажных изделий, деталей для стандартного домостроения и другие деревообрабатывающие производства.
СХЕМА ОБРАБОТКИ
Длина волны sz (мм) заготовки после обработки на станках с гидрозажимом фрез и системой доводки ножей «джойнт» в зависимости от количества ножей и скорости подачи.
| скорость подачи V, м/мин | число ножей, шт. | |||||||||
| 2 | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | |
| 20 | 1,67 | 1,11 | 0,83 | 0,55 | 0,42 | 0,33 | ||||
| 30 (Beaver 520, 620 pro) | 2,5 | 1,67 | 1,25* | 0,83 | 0,63 | 0,50 | ||||
| 40 (Beaver 523, 623 pro) | 3,33 | 2,22 | 1,67 | 1,11* | 0,83 | 0,67 | 0,55 | |||
| 50 | 4,17 | 2,78 | 2,08 | 1,39 | 1,04 | 0,83 | 0,69 | 0,59 | ||
| 60 | 5,0 | 3,33 | 2,5 | 1,67 | 1,25 | 1,0 | 0,83 | 0,71 | 0,62 | |
| 80 | 4,44 | 3,33 | 2,22 | 1,67 | 1,33 | 1,11 | 0,95 | 0,83 | 0,66 | |
| 100 | 4,17 | 2,78 | 2,08 | 1,67 | 1,38 | 1,19 | 1,04 | 0,83 | ||
| 120 | 5,0 | 3,3 | 2,5 | 2,0 | 1,67 | 1,42 | 1,25 | 1,0 | ||
| 140 | 3,88 | 2,91 | 2,33 | 1,94 | 1,67 | 1,45 | 1,16 | |||
| 150 | 4,17 | 3,12 | 2,5 | 2,08 | 1,78 | 1,56 | 1,25 | |||
| 160 | 4,44 | 3,33 | 2,66 | 2,22 | 1,90 | 1,67 | 1,33 | |||
| 170 | 4,72 | 3,54 | 2,83 | 2,36 | 2,02 | 1,77 | 1,42 | |||
| 180 | 5,0 | 3,75 | 3,0 | 2,5 | 2,14 | 1,87 | 1,50 | |||
| 200 | 5,55 | 4,16 | 3,33 | 2,77 | 2,38 | 2,08 | 1,67 | |||
*Качественная поверхность — это поверхность с показателем кинематической волны sz (мм) ≤ 1,5 мм
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
| Шпиндели Высокоточные, динамически сбалансированные шпиндели, прошедшие прецизионную обработку и контроль позволяют достигать безупречного качества строгания с точностью до 0,01 мм. | |
| Шпиндели собраны с применением высокоточных подшипников известной фирмы skF (Европа) и не требуют смазки в процессе эксплуатации. | |
| Станина Комбинированная станина. самый современный тип станины (сварная коробчатой формы с отдельными литыми элементами: шпиндельный агрегат, подающий и рабочие столы, подмоторные площадки, кожух стружкоотсоса). Станина проходит специальную термическую обработку (отжиг) для достижения максимальной жесткости и устойчивости. Подающий и рабочий столы прошли специальную термическую обработку д ля достижения максимальной прочности и покрыты толстым слоем твердого хрома (0,3 мм) для достижения повышенной износоустойчивости. полированная поверхность стола уменьшает трение заготовки о стол и снижает усилие на привод подачи. | |
| Наладка и обслуживание станка Настройка всех шпинделей легко и удобно производится с передней панели станка, не открывая защитного ограждения. отсчет размеров настройки производится по цифровым индикаторам с точностью 0,01 мм. | |
| Настройка боковой направляющей линейки и подающего стола легко производится посредством рычагов быстрой настройки с надежной фиксацией рукоятками зажима. Дополнительная панель управления, установленная на передней части станины, необходима для быстрой и удобной работы в режиме настройки станка. Обеспечивает удобство обслуживания и сокращает время переналадки. | |
Централизованная система смазки позволяет дистанционно осуществлять смазку узлов станка с помощью ручного насоса. При этом снижается время, затрачиваемое на обслуживание станка. Имеется отдельная система подачи смазки на рабочий стол, что исключает налипание смолы на столе и значительно снижает усилие на механизм подачи. | |
| Электрокомпоненты Schneider-electric. | |
| Возможность установки на первый шпиндель пазовой фрезы и специальная линейка позволяет формировать на заготовки сразу две базовых поверхности, что значительно повышает точность и качество обработки. | |
| Система подачи Инвертор с электронной индикацией позволяет оператору быстро, без открытия защитного ограждения, осуществлять бесступенчатую регулировку скорости подачи в зависимости от обрабатываемых заготовок и заданной производительности станка. | |
| Приводные верхние рифленые ролики на входе позволяют обрабатывать массивные заготовки, обеспечивая высокоточную и надежную подачу заготовок. | |
| На выходе заготовку протаскивают полиуретановые ролики, не позволяющие повредить заготовку, и нижние приводные, гладкие ролики. Обеспечивается высокое качество обработанной поверхности. | |
Редукторная система привода подающих спаренных роликов через карданные валы обеспечивает надежную передачу крутящего момента на верхние и нижние ролики. Усиленные безлюфтовые редукторы обеспечивают мощную и стабильную подачу заготовок. Усиленные безлюфтовые редукторы обеспечивают мощную и стабильную подачу заготовок. | |
| Три независимых пневматических регулятора, управляющие прижимом трех независимых групп подающих роликов, обеспечивают безупречное позиционирование заготовки в процессе обработки в каждой зоне. Настройка усилия прижима каждой группы прижимных роликов производится быстро и удобно с центрального пульта управления, при этом нет необходимости открывать защитное ограждение. | |
| Прижим подающих роликов к заготовке осуществляется с помощью пневмоцилиндров, обеспечивающих стабильное и равномерное усилие прижима для плавной и надежной подачи заготовок, что обеспечивает высокую точность и чистоту обработки. | |
| Боковой прижим, установленный напротив правого вертикального шпинделя с пневматической регулировкой. Надежно прижимает заготовку, исключая любые смещения в процессе обработки. | |
Сдвоенная роликовая подача между верхними горизонтальными шпинделями позволяет без труда протягивать массивные профили, например строительный брус. | |
| Специально разработанный механизм подачи коротких заготовок позволяет обрабатывать заготовки длинной от 180 мм при подачи торец в торец, и от 250 мм при подачи одной заготовки. | |
| Цилиндрические направляющие, разнесенные в начало и конец рабочей зоны станка в количестве 2 шт, по которым перемещается траверса с роликами системы подачи — увеличенного сечения (в зависимости от модели станка), что позволяет сохранять соосность системы подачи к рабочему столу даже при максимально частом перемещении подающей траверсы. | |
| Прижимная балка станка изготовлена из массивного профиля, к которому крепятся верхние агрегаты системы подачи заготовок. Подобная конструкция предусматривает стабильную работу и надежность даже при больших нагрузках. | |
Дополнительный приводной подающий ролик в столе на входе (рифленый) и приводные подающие на выходе из станка позволяют снизить нагрузку на основную систему подачи, увеличивая долговечность работы данной системы. |


Четырехсторонние станки по дереву — конструкция и особенности обработки
Совершенствование технологических процессов усложняет оборудование, повышает производительность одной единицы. В столярном деле четырехсторонний станок по дереву объединил раздельные операции на одном столе разовым проходом заготовки. Чистота, точность обработки соответствует установленным стандартам качества.
Возможные варианты обработки
Срезать слой с 4 сторон болванки могут различные головки с лезвиями различного профиля:
- фрезерная. Выполняет исключительно продольный выем древесины под паз. Фреза дискового типа выполняет задачу раскроя доски. Для этого на приемной стороне стола ставят фиксаторы выходящих полос;
- строгальная;
- фуговальная.
Большая часть промышленных моделей совмещает одновременно несколько видов резания. Перерабатывается материал круглого и квадратного сечения. Тонкие листы материала проходят 2-х стороннее фрезерование, фугование.
Самостоятельное изготовление
Поскольку цена деревообрабатывающего станка довольно высока, и приобрести его сможет не каждый желающий, многие предпочитают экономить на покупке. Чтобы изготовить такое оборудование в домашних условиях, необязательно быть профессионалом.
Пошаговая процедура изготовления четырехстороннего станка своими руками заключена в следующем:
Создание рамы. Для этого потребуется труба диаметром 25 мм.- Установка направляющих по оси X, которые изготавливаются из алюминия и присоединение двигателя.
- Создание основы. Для этого нужно пластик или металл прикрепить к раме.
 Затем следует закрепить подшипники на куске алюминия.
Затем следует закрепить подшипники на куске алюминия. - Создание платформы Y. Она изготавливается практически так же, как и платформа X, с тем лишь отличием, что повернута по отношению к последней на 90°.
- Сборка оси Z. Здесь повторяется процедура сборки двух предыдущих осей.
- Присоединение двигателя к оси Z и установка платформы в раму.
Четырехсторонний деревообрабатывающий станок поможет качественно выполнить обработку деревянного бруска или цилиндра без больших временных затрат. Единственный серьезный недостаток такого оборудования — высокая цена. Но даже его можно устранить, если изготовить станок своими руками.
Особенности конструкции
В конструкции четырехсторонний деревообрабатывающий станок включает 3 основные части:
- приспособление подачи заготовки;
- секция шпинделей с режущими органами;
- система установки рабочих параметров, регулировки, управления.
Есть модели, у которых несколько режущих механизмов, установленных последовательно по одной стороне прохождения детали (множественная обработка).
Схема строгания заготовки на 4-х стороннем станке
Схема обработки на 4-х стороннем пяти шпиндельном станке
Виды данного оборудования подразделяют на 2 группы, каждая из которых представлена многообразием вариантов:
- переносной (мобильный) тип. Распространены эти четырехсторонние станки в домашних, малых ремонтных мастерских. Автоматизация, мощность, ассортимент изделий в небольших пределах, но дают возможность делать деревянные детали быстро в разных условиях;
- стационарный. Эксплуатируют в налаженном производстве для получения больших объемов бруса, вагонки, ламелей, рейки. Оснащены ЧПУ, набором различных заменяемых режущих органов. Обрабатывают различные виды сырья разных размеров. Такие фрезерные станки требуют обучения обслуживающего персонала из-за сложности управления, настройки, технического обслуживания.
Кроме 4-х стороннего оборудования промышленного производства, в частных хозяйствах применяют установки по дереву, сделанные собственноручно.
Подающее устройство
Регулировка толщины снимаемой стружки у четырехстороннего станка производится смещением по вертикали передней части стола.
Подачу древесины выполняют приводные вальцы (4 шт). Фиксацию по направлению движения — верхние, боковые прижимы. Верхние прижимы, вальцы выполняют свою роль за счет веса (собственного, дополнительного) или пружинных усилителей.
Доски подаются в 4-х сторонний станок непрерывно, без зазора между торцами последующих единиц. Разрыв требует новой заправки сырья в вальцы, что значительно продлевает время на изготовление продукции, увеличивает трудозатраты.
Повышение производительности достигается комплектацией автоматизированных линий подачи. В них совмещаются функции движения и позиционирования доски. Подача происходит со скоростью 8 — 22 м/мин. В последних серийных разработках, реализуемых в России, вальцы разгоняют подачу дерева до 100 м/мин.
Число оборотов ножевых валов 5000-6000 в минуту. В станках новейших конструкций ножевые валы делают до 9000 об/мин.
В станках новейших конструкций ножевые валы делают до 9000 об/мин.
Зона обработки
Базовая установка включает 2 горизонтально располагающихся вала (верхний/нижний) и 2 шпинделя, расположенных вертикально. На шпиндель ставят головку с прямым или фасонным ножом. Вращение вала находится в пределах 5000 — 9000 об/мин.
Заданный габарит изделия задают соответственным перемещением шпинделя по горизонтали, посадкой/подъемом режущей кромки, наклоном продольной оси на угол до 25°. Толщина доски устанавливается смещением верхнего вала по вертикали.
Компоновка узла может включать установку 5-го строгального вала, чтобы получить профиль по нижней плоскости детали.
Дополнительно, устранять волну на поверхности древесины от вращающихся головок, предназначены гладильные ножи. Блок неподвижных лезвий, расположенных под углом 45° к плоскости стола, снимает 0,02 — 0,2 мм дерева каждой кромкой. Гребни волн от фуганка срезаются до определенной чистоты.
Управление
Снижение влияния человека в механическом процессе деревообработки, повышает его функции по точному замеру, расчету параметров для программного обеспечения, контролю фаз работы оборудования, срочной необходимости сделать корректировку отклонения.
Контрольными точками являются:
- расчет скорости движения сырья для соблюдения заданной точности обработки;
- выставление каждого отдельного узла в расчетных координатах;
- синхронизация работы комплекса;
- очистка, удаление появляющихся отходов.
В индивидуальном изготовлении это требует значительных затрат времени. При поточном производстве дает существенный выигрыш производительности, стандартизации качества готовой продукции из дерева.
Преимущества и недостатки
Одно из неоспоримых преимуществ четырехстороннего станка — высокая производительность. Чтобы достичь оптимального результата, конструкцию снабжают блоком программного управления. Обычный станок может обрабатывать бруски с четырехугольным и с круглым сечением. Фрезеровать или фуговать листовые материалы можно с одной или с двух сторон.
К главным преимуществам четырехсторонних станков относят следующее:
- При работе своевременно устраняются все отходы.

- Каждый блок фугования или фрезерования можно регулировать. Обе функции выполняются не независимо друг от друга, а согласованно.
- Обработка может быть выполнена с максимальной точностью, так как скорость движения древесины по станине можно предварительно рассчитать.
К сожалению, нельзя сказать, что у них нет недостатков. Они есть и главным из них является высокая цена. Придется заплатить немало, чтобы приобрести такое оборудование. Кроме того, такой станок сложно налаживать.
Впрочем, высокая производительность компенсирует все эти недостатки.
Для того чтобы сделать работу автоматизированной, устройство необходимо укомплектовать линией автоматической подачи древесины на обработку. Благодаря этому блоку может также изменяться позиция заготовки относительно инструментов, которые ее обрабатывают.
Специализация оборудования
Установки для многосторонней обработки дерева достаточно сложны по устройству, чтобы делать один универсальный агрегат. В деревообрабатывающих цехах используют разновидности, которым достаточно быстро и точно выпускать определенный ассортимент изделий.
В деревообрабатывающих цехах используют разновидности, которым достаточно быстро и точно выпускать определенный ассортимент изделий.
Выбрав четырехсторонний станок для профилирования бруса, производят профиль с соединением паз — шип, две ровные (полукруглые) стороны. Строгальные операции могут быть совмещены на одном станке после прорезки профиля. Разнообразие вариантов геометрии сечения бруса определяется комплектацией режущих насадок.
Столяру, использующему четырехсторонний продольно фрезерный станок, упрощается работа по получению из деревянных брусьев для дверных, оконных рам, плинтуса, детали шкафов, полового покрытия и пр.
Пиломатериал после дисковой пилы имеет низкое качество поверхности. Одновременно достичь требуемой точности размеров позволяет 4-сторонний строгальный станок, нужной производительности. У него имеется от 4 до 10 шпинделей, на которые, по необходимости, ставят и нож с пазовым лезвием по дереву. Это позволяет возможность эксплуатировать оборудование, как станок для производства профилированного бруса, исходя из производственных задач.
Составляющие и функциональность
Основные функции, которые может выполнять четырехсторонний строгальный станок — фугование, фрезеровка и строгание. Благодаря особой конструкции станка чистовая и черновая обработка могут выполняться одновременно.
Основными составляющими модели являются:
- блок подачи обрабатываемой детали;
- шпиндельная секция;
- блок управления.
При этом обрабатывающих головок может быть несколько. Благодаря такому подходу к компоновке, оптимизируется время работы и уменьшается себестоимость готовой продукции.
Перед тем как начать работу на четырехстороннем станке, необходимо понять, как на устройство влияют те или иные настройки. Обязательно обратить внимание на то, как изменяется производительность после настройки обрабатывающих блоков.
Классификация и отличия станков
Модели деревообрабатывающей серии классифицируются по функциональному признаку: рейсмусовый, фрезерный, строгальный, (фуговальный) другие, включая торцовочный, распиловочный, универсальный. Каждый из них имеет конкретное назначение. Компактный четырёхсторонний станок выполняет:
Каждый из них имеет конкретное назначение. Компактный четырёхсторонний станок выполняет:
- Строгание, создание базовой поверхности.
- Профилирование материала.
- Быструю замеуа режущего инструмента.
- Использование профильных ножей в нижнем и верхнем патроне.
- Визуальное определение размера материала по счётчику (до 0,1 мм).
- Вариация скорости (3-15 м/мин).
- Боковое перемещение шпинделей, что обеспечивается вращением рукоятки (вручную).
Оборудование выполняет обработку древесины требуемой точности, качества. Прочная чугунная поверхность со слоем нанесенного (0,3 мм) хрома ограничивает износ рабочей плоскости.
Назначение четырёхстороннего станка
Оборудование предназначено изготавливать профильный пиломатериал, продукцию с гладкой поверхностью. Половая доска, паркет, плинтуса, брусья, наличники, мебельные, оконные изделия, ряд другой продукции относятся к номенклатуре, изготавливаемой на этом оборудовании.
Модели соотносятся к продольно-фрезерному и строгальным машинам:
- Рейсмусовый — строгание дерева на заданную толщину с обеих сторон за один проход.

- Строгальный – снятие стружки, профилирование.
- Фрезерный – придание древесине заданной конфигурации.
Четырёхсторонний строгальный станок управляется панелью, выполняющая операции пуск−остановка техники, фиксирует параметры обрабатываемой древесины, устанавливает рабочее положение шпинделей по сечению инструмента и размера заготовки.
Четырёхсторонний фрезерный станок по дереву делает распил пиломатериала указанного размера по длине, а также профилирование нужной конфигурации. Учитывая толщину дерева, нижний вертикальный нож перемещается вместе со столешницей станка.
Главный рабочий узел машины−вал со шпинделями, расположенными горизонтально снизу, и вертикально справа. Мощность, производительность зависит от строгальных механизмов. Машина управляется панелью, выполняя функции:
- Подача заготовки к режущим инструментам.
- Определение размера материала.
- Выставление сечения насадки.
- Пуск−стоп оборудования.
4-х сторонние рубанки на продажу
Переключить навигацию
Поиск
Поиск
Меню
Счет
Настройки
Валюта
GBP — Британский фунт
- AUD — австралийский доллар
- CAD — канадский доллар
- евро — евро
- KES — Кенийский шиллинг
- NZD — новозеландский доллар
- USD — доллар США
Посетите наш выставочный зал недалеко от Лондона
Связаться со специалистом +44 (0) 1403 273000
Доступны финансовые пакеты
Посмотрите видеообзор нашего выставочного зала
(7 продуктов)
Выберите промышленный рубанок для дерева, который будет строгать вашу древесину со всех 4 сторон головками сверху, по бокам и снизу. Если вы ищете превосходную отделку древесины, выпрямленной и квадратной, просмотрите наш ассортимент ниже или поговорите с одним из наших экспертов. Вы обязательно найдете подходящую машину для обработки пиломатериала любого размера.
Если вы ищете превосходную отделку древесины, выпрямленной и квадратной, просмотрите наш ассортимент ниже или поговорите с одним из наших экспертов. Вы обязательно найдете подходящую машину для обработки пиломатериала любого размера.
Посмотреть как Сетка Список
7 шт.
Показывать
48 96 120 Все
на страницу
Фильтровать по
Сортировать по Позиция наименование товара номер части Цена Производитель Диаметр D= [мм] Установить нисходящее направление
Посмотреть как Сетка Список
7 шт.
Показывать
48 96 120 Все
на страницу
Фильтровать по
Сортировать по Позиция наименование товара номер части Цена Производитель Диаметр D= [мм] Установить нисходящее направление
Фильтр по
Варианты покупок
Категория
DIA D = [мм]
Длина (мм)
Производитель
Высота резания (мм)
Длина резания (мм)
В складе
Шири Боковой фрезерный станок — Коммерческое деревообрабатывающее оборудование СЕРИЯ 23
Условия цены: FOB, CIF
Минимальный заказ: одна штука
Условия оплаты: T/T, Другие
Рабочая ширина: 25-230 мм
Рабочая толщина: 8-160 мм
Длина рабочего стола: 1970 мм
Скорость подачи: 6-36 м/мин
Диаметр главного вала: 403 мм
Обороты главного вала: 6000 об/мин
Давление воздуха: 0,6 МПа
Тяжелый тип
VH-M623/523
Профессиональное решение для обработки планки твердой древесины, пола,
двери и планки с большой режущей способностью.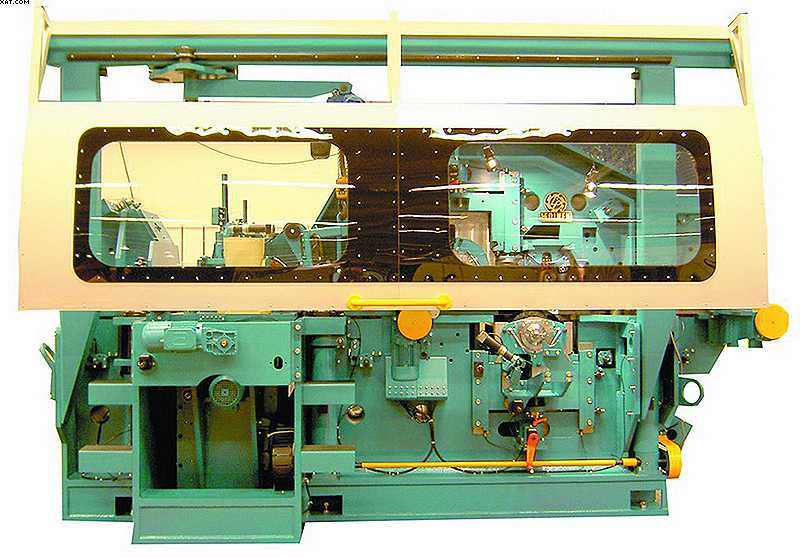
| Model | | VH-M623 | VH-M523 |
| Specification | Working width | 25-230 | 25-230 |
| Рабочая толщина | 8-100 | 8-100 | |
| Длина рабочего стола | 1970 | 1700 | |
| Feeding speed | 6-36 | 6-36 | |
| Mian spindle diameter (mm) | Φ 40 | Φ 40 | |
| Main spindle revolution (r/min) | 6500 | 6500 | |
| Air pressure (Mpa) | 0.6 | 0.6 | |
| Motor power (KW) | 1st Lower Shaft | 5.5kw/7.5HP | 5.5kw/7.5HP |
| Right вертикальный шпиндель | 5.5kw/7. 5HP 5HP | 5.5kw/7.5HP | |
| Left vertical spindle | 5.5kw/7.5HP | 5.5kw/7.5HP | |
| 1st Upper Shaft | 7.5kw/10HP | 7.5kw/10HP | |
| 2nd Upper Shaft | 5.5kw/7.5HP | | |
| 2nd Lower Shaft | 5.5kw/7.5HP | 5.5kw/7.5HP | |
| Feeding beam lifting | 0,55 кВт/0,75 л.с. | 0.55kw/0.75HP | |
| Feeding motor | 4kw/5.5HP | 4kw/5.5HP | |
| Total power | 39.55kw/54.3HP | 34.05kw/46.26HP | |
| Cutter diameter | 1st Lower Shaft | Φ 125 | Φ 125 |
| Right Vertical spindle | Φ 125-Φ 180 | Φ 125-Φ 180 | |
| Left vertical spindle | Φ 125-Φ 180 | Φ 125-Φ 180 | |
| 1st Upper Shaft | Φ 125-Φ 180 | Φ 125-Φ 180 | |
| 2nd Upper Shaft | Φ 125-Φ 180 | | |
| 2nd Lower Shaft | Φ 125-Φ 200 | Φ 125-Φ 200 | |
| Remark | Feeding wheel diameter (mm) | Φ140 | Φ140 |
| Dust outlet diameter (mm) | Φ140 | Φ140 |
Быстрое переворачивающее устройство подачи Этот механизм эффективно улучшает плавную подачу короткого материала, вспомогательное колесо подачи имеет мощность привода, чтобы сделать подачу более быстрой.