Станок продольно-строгальный двухстоечный 7210 | Станочный Мир
Если Вам необходимо купить Станок продольно-строгальный двухстоечный 7210 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок продольно-строгальный двухстоечный 7210 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время Тип документации: Руководство по эксплуатации Состав документации: 1) Руководство по эксплуатации продольно-строгальных двухстоечных станков модели 7210, 157 листов форматов А4,А3,А2 2) Акт приемки станка 7210, 6 листов 3) Электрооборудование станков 7210,7110,7212,7112, 43 листа форматов А4,А3,А2 4) Альбом чертежей запасных деталей станка 7210, 96 листов формата А4, А3,А2: — 210-22-404 Втулка — 210-22-405 Втулка — 210-22-406 Шестерня — 210-22-409 Втулка — 210-71-401 Винт — 210-91-111 Колесо червячное — 210-91-406 Червяк — 210-91-410 Кулачок — 210-91-417А Шестерня — 210-91-428А Венец зубчатый — 210-91-444А Шестерня — 210-91-448 Кулачок — 212-71-201 Подшипник — 212-71-202 Шестерня — 212-71-411 Шестерня — 212-71-439 Шестерня коническая — 212-71-443 Шестерня коническая — 212-76-201 Червячное колесо — 212-76-403 Гайка — 233-15-14 Втулка — 233-15-16 Втулка — 243-12-65 Фланец — 243-12-66 Втулка — 243-15-41 Гайка — 243-15-42 Гайка — 243-15-43 Гайка — 243-15-58 Втулка резьбовая — 243-15-62 Шестерня коническая — 243-15-64 Шестерня коническая — 243-15-89 Блок шестерен — 243-31-030 Втулка — 243-31-036 Хомут — 243-31-037А Втулка подшипниковая — 243-31-038 Переводка — 243-31-040 Венец — 243-31-041 Втулка — 243-31-058 Шестерня — 243-31-069 Пружина — 243-31-072А Втулка — 243-31-073А Втулка — 243-31-076А Муфта — 243-31-104 Червяк — 243-31-105 Втулка — 243-31-107 Шестерня — 243-31-117 Муфта — 243-31-125 Сектор — 243-31-135 Собачка — 243-32-050 Шестерня — 243-32-055 Шестерня — 243-51-41А Шестерня-гайка — 243-51-42А Гайка — 243-51-52А Винт — 243-51-61 Сухарь — 243-51-62 Сухарь — 243-51-81А Червяк — 243-62-52 Плунжер — 243-62-59 Втулка — 243-71-56 Шестерня коническая — 243-75-18 Червячное колесо — 243-75-31 Гайка — 243-75-51 Червяк — 243-75-53 Упор — 243-75-55 Винт — 243-76-59 Шайба — 243-94-12 Втулка — 243-94-51 Валик-рейка — 43Ф-76-51 Червяк Инструкции по скачиванию паспорта: Данный документ платный. Внимательно проверьте введенные данные и нажмите «подтвердить заказ». После прохождения процедуры подтверждения оплаты заказа, на электронный адрес указанный Вами при регистрации придет ссылка, нажав которую Вы сможете скачать паспорт. Если у Вас все равно возникли трудности со скачиванием или вопросы — проследуйте в раздел главного меню «Помощь по сайту». Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование — нам важно ваше мнение! |
 Чтобы отправить документ в корзину нажмите на
кнопку «купить», расположенную ниже этого текста. Паспорт добавится в вашу корзину. Если Вы хотите добавить в корзину еще один или несколько документов — проследуйте в соответствующую категорию и закончите пополнение корзины.
Чтобы отправить документ в корзину нажмите на
кнопку «купить», расположенную ниже этого текста. Паспорт добавится в вашу корзину. Если Вы хотите добавить в корзину еще один или несколько документов — проследуйте в соответствующую категорию и закончите пополнение корзины.
Паспорт 7210 Станок продольно-строгальный двухстоечный (Минск)
Наименование издания:Часть 1: Руководство по эксплуатации 1977г – 98 страниц
Часть 2: Электрооборудование станков моделей: 7210, 7110, 7212, 7112 — 1968г –
Книга 3: Часть 2: Электрооборудование станков моделей: 7216, 7116 — 1971г – 119 страниц
Выпуск издания: Беларусь, Минский станкостроительный завод им. Октябрьской революции МЗОР, РУП
Год выпуска издания: 1968, 1977, 1971
Кол-во книг (папок): 3
Кол-во страниц: 270
Стоимость:Договорная
Описание: Полный комплект документации
Часть 1: Руководство по эксплуатации
Акт приёмки станка
1.
 Испытание станка на соответствие нормам точности
Испытание станка на соответствие нормам точности2. Испытание станка на соответствие остальным техническим условиям
3. Принадлежности и приспособления к станку
4. Общее заключение по испытанию станка
5. Гарантия
6. Дополнительные замечания
Паспорт станка
1. Общие сведения
2. Спецификация органов управления
— Схема расположения органов управления
3. Основные данные станка
4. Габариты рабочего пространства. Посадочные и присоединительные базы станка.
— Резцовая головка
— Пазы стола
— Габариты рабочего пространства двухстоечных станков моделей 7210, 7212, 7216
— Габариты рабочего пространства одностоечных станков моделей 7110, 7112, 7116
5. Графики скоростей и тягового усилия главного привода
— График чисел оборотов главного привода станков моделей 7210 и 7110
— График чисел оборотов главного привода станков моделей 7212 и 7112
— График чисел оборотов главного привода станков моделей 7216 и 7116
— Число двойных ходов в минуту и время одного двойного хода в секундах для станков моделей 7210 и 7110
— Число двойных ходов в минуту и время одного двойного хода в секундах для станков моделей 7212 и 7112
— Число двойных ходов в минуту и время одного двойного хода в секундах для станков моделей 7216 и 7116
— График зависимости тягового усилия от скорости рабочего хода стола станков моделей 7212 и 7112
— График зависимости тягового усилия от скорости рабочего хода стола станков моделей 7216 и 7116
6.
 Сведения о ремонте станка
Сведения о ремонте станка7. Изменения в станке
8. Данные о комплектации станка
Руководство к станкам
Введение
Назначение станка
Распаковка и транспортировка узлов станка
1. Указания по распаковке и транспортировке
2. Спецификация к эскизам транспортировки узлов и вес отдельных мест
— Эскиз зачалки фундаментной плиты
— Эскиз зачалки станины станков
— Эскиз зачалки стойки
— Эскиз зачалки поперечины
— Эскиз зачалки соединительной балки
— Эскиз зачалки стола
— Эскиз зачалки консоли
— Эскиз зачалки соединительной балки
— Эскиз зачалки трёхмашинного агрегата
— Эскиз зачалки электрошкафа
— Эскиз зачалки коробки скоростей с двигателем и плитой
Фундамент станка
1. Выбор места для установки станка
2. Изготовление фундамента
3. Спецификация к чертежу фундамента
— Установочный чертёж станка модели 7210
— Установочный чертёж станка модели 7110
— Установочный чертёж станка модели 7212
— Установочный чертёж станка модели 7112
— Установочный чертёж станка модели 7216
— Установочный чертёж станка модели 7116
— План фундамента станка модели 7210
— План фундамента станка модели 7110
— План фундамента станка модели 7212
— План фундамента станка модели 7112
— План фундамента станка модели 7216
— План фундамента станка модели 7116
4.
 Перечень узлов, имеющих электровводы, основные установочные размеры, сечения труб и проводов для соединения выносного электрооборудования
Перечень узлов, имеющих электровводы, основные установочные размеры, сечения труб и проводов для соединения выносного электрооборудования— Схема соединения выносного электрооборудования
— Планка
— Болт фундаментный
— Желоб
— Винт установочный
— Шайба
— Барьер — ограждение
Монтаж станка
1. Порядок монтажа
2. Описание монтажа двухстоечных станков
— Проверка вертикальности стойки в плоскости перпендикулярной направляющим станины
— Проверка перпендикулярности хода бокового суппорта по отношению к станине
— Проверка параллельности хода суппорта поперечины по отношению к станине
— Регулировка горизонтального положения направляющих поперечины
3. Описание монтажа одностоечных станков
Краткое описание конструкции и работы станка
1. Особенности конструкции
2. Описание кинематической схемы
— Кинематическая схема станка
3. Общая компоновка
4. Станина
— Станина со столом
5. Стол
— Аварийный ограничитель хода стола
— Скребки для защиты направляющих
6.
 Поперечина
Поперечина— Поперечина двухстоечных станков
— Поперечина одностоечных станков
— Разрезы поперечины
7. — Привод стола
8. Суппорты
— Суппорт
— Суппорт с охватывающей резцедержкой
— Разрезы суппорта
9. Каретка бокового суппорта
— Стойка с боковой кареткой
— Разрезы боковой каретки
— Монтаж противовеса бокового суппорта станков модели 7110 и 7112
— Монтаж противовеса бокового суппорта станков модели 7216
— Монтаж противовеса бокового суппорта станков модели 7116
10. Коробка подач поперечины
— Развёртка коробки подач
— Поперечный разрез коробки подач
— Приставка к коробке подач станков моделей 7112 и 7116
11. Коробка подач бокового суппорта
12. Механизм зажима поперечины
— Механизм зажима поперечины двухстоечных станков моделей 7210, 7212, 7216
— Механизм зажима поперечины одностоечных станков моделей 7110, 7112, 7116
13. Механизм перемещения поперечины
— Редуктор подъёма поперечины двухстоечных станков моделей 7210, 7212, 7216
— Редуктор подъёма поперечины одностоечных станков моделей 7110, 7112, 7116
14.
 — Пульт управления
— Пульт управления15. — Подвеска подвесного пульта
16. Спецификация зубчатых и червячных колес, червяков, винтови гаек
Смазка станка
1. Смазка направляющих станины и реечной шестерни привода стола
2. Смазка шестерен и подшипников редукторов и коробок подач
3. Смазка направляющих поперечины и стойки
4. Указания по обслуживанию смазочной системы
5. Примечания к схеме смазки
— Схема мест смазки двухстоечных станков
— Схема мест смазки одностоечных станков
Первоначальный пуск станка
1. Подготовка к пуску
2. Проверка работы при наладочном режиме
3. Проверка работы при автоматическом цикле
4. Проверка станка по нормам точности и подготовка рабочей поверхности стола
Настройка станка и техника безопасности
1. Настройка
— Настройка механизма установки длины хода стола в конце рабочего хода
— Настройка механизма установки длины хода стола в начале рабочего хода
2. Рекомендации по работе на станке
3. Рекомендации по назначению режимов резания
4.
 Правила техники безопасности при работе на станке
Правила техники безопасности при работе на станкеУход за станком и его регулировка
1. Общие указания
2. Уход за приводом стола
3. Регулировка коробки подач
4. Регулировка суппортов
5. Регулировка поперечины и механизма ее перемещения
6. Регулировка механизма зажима поперечины
7. Уход за пультом управления
8. Уход за порталом
9. Регулировка электрооборудования и уход за ним, смазка станка
10. Восстановление работоспособности аварийного тормоза стола
— Аварийный тормоз стола
Приспособления, поставляемые со станком по заказу за особую плату
1. Приспособление для дозированной подачи, активизирующей жидкости
2. Приспособление для высокого подъема резцедержателя
3. Защитный экран
4. Левый боковой суппорт
Указания по разборке и сборке при ремонте
Часть 2: Электрооборудование станков моделей: 7210, 7110, 7212, 7112
Общие сведения
1. Характеристика основных механизмов станка
2. Исполнение электрооборудования станка
3. Расположение электрооборудования на станке
Расположение электрооборудования на станке
4. Принцип управления электроприводами станка
Установка и монтаж электрооборудования станка
1. Размещение выносного электрооборудования
2. Монтаж внешней электропроводки
3. Восстановление схемы электропроводки станка
4. Заземление электрооборудования станка
Описание принципа работы электроприводов станка
1. Электропривод перемещения стола (главный электропривод)
Регулировка скорости перемещения стола
Форсировка переходных процессов и токоограничение
2. Электроприводы зажима-отжима и перемещения поперечины
3. Электроприводы подачи суппортов и подъема резцедержек
4. Электроприводы маслонасоса и вентилятора
5. Преобразовательные агрегаты
Проверка схемы управления электроприводами станка
1. Подготовительные мероприятия
2. Включение станка в сеть
3. Пуск двухмашинного агрегата
4. Пуск трехмашинного агрегата
5. Схема управления электроприводом перемещения стола
6. Схема управления электроприводами подачи суппортов и подъема резцедержек
7. Схема управления электроприводами зажима и перемещения поперечины
Схема управления электроприводами зажима и перемещения поперечины
Проверка работы электроприводов механизмов станка
1. Подготовительные мероприятия
2. Электроприводы механизмов зажима и перемещения поперечины
3. Электроприводы подачи суппортов и подъема резцедержек
4. Электропривод перемещения стола (главный электропривод)
5. Проверка автоматической работы станкана холостом ходу
6. Работа электроприводов станка под нагрузкой
Электрические блокировки, защита, сигнализация и измерения.
Возможные неисправности в работе электрооборудования станка и их устранение.
Указания по эксплуатации электрооборудования станка
1. Уход за электрооборудованием
2. Указания по обеспечению безопасности обслуживания и ремонта электрооборудования станка
3. Советы обслуживающему персоналу.
Советы наладчику.
Сводная ведомость покупных изделий электрооборудования. Спецификация аппаратов станции управления.
Электрические схемы станка (вклейки)
А) Развернутая схема электропривода станка
Б) Монтажная схема электропривода станка
В) Монтажная схема станции управления
— Монтажная схема станка (7210-81-003/1)
— Монтажная схема станция управления (7212-86-002/1)
Приложение 1. Протокол измерения основных параметров схемы электропривода станка
Протокол измерения основных параметров схемы электропривода станка
Приложение 2. Технические и обмоточные данные некоторых стандартных машин и агрегатов
Приложение 3. Перечень приборов, необходимых при проверке схемы электропривода станка.
Книга 3: Часть 2: Электрооборудование станков моделей: 7216, 7116
Общие сведения
1. Характеристика основных приводов механизмов станка
2. Исполнение электрооборудования станка
3. Расположение электрооборудования станка
4. Управление электрооборудованием станка
Установка и монтажэлектрооборудования станка.
1. Размещение выносного электрооборудования
2. Монтаж внешней электропроводки
3. Восстановление электропроводки станка
4. Заземление электрооборудования станка
Описание работы электропривода станка
1. Принцип работы электропривода главного движения
2. Регулировка скорости электропривода главного движения
3. Резон и остановка электродвигателя привода стола
4. Работа электрооборудования станка на автоматическом режиме
Пуск электропривода станка
1. Подготовительные мероприятия
Подготовительные мероприятия
2. Включение станка в сеть
3. Отладка электроприводов зажима и перемещения поперечины
4. Пуск двухмашинного агрегата
5. Пуск трехмашинного агрегата
6. Проверка схемы управленияэлектроприводом перемещения стола
7. Проверка напряжения ЭМУ и генератора
8. Проверка возбуждения двигателя привода стола
9. Подключение узла токоограничения
10. Проверка схемы электропривода суппортов
11. Включение электродвигателя перемещения стола
12. Проверка автоматической работы станка на холостом ходу
13. Проверка работы электропривода станка под нагрузкой
Указания по эксплуатации станка
1. Уход за электрооборудованием
2. Указания по обеспечению безопасности обслуживания и ремонта электрооборудования станка
Приложения:
1. Сводная ведомость покупных изделий электрооборудования на 7 листах
2. Схема электрическая принципиальная (7216-81-002)
3. Схема электрическая соединений электрооборудования на станке
4. Схема электрическая соединений шкафа управления ШСВ 9110–63 В2 (7216-86-000Э4)
Схема электрическая соединений шкафа управления ШСВ 9110–63 В2 (7216-86-000Э4)
5. Монтажная схема пульта управления (7216-92Б-002)
6. Схема электрическая соединений размещение электрооборудования (7216-81-003)
Устройство продольно-строгальных станков — Энциклопедия по машиностроению XXL
Размер детали также влияет на выбор оборудования. Так, на продольно-строгальных станках крупных размеров при длине детали меньше 3 м резко снижается производительность. Это объясняется тем, что при малой длине хода работа на крупных станках невозможна, так как связана с повышенным местным износом направляющих, ненадежностью и износом реверсивных устройств. Поэтому обычно работают с минимальными ходами стола, значительно превышающими теоретически возможную длину хода (200—400 м). На фиг. 44 приведен график определения допустимых минимальных ходов стола в зависимости от его максимального хода, составленный на основании данных, проверенных многолетней практикой. [c.142]
[c.142]
Продольно-строгальные станки часто не имеют устройства для охлаждения. Если конструкция станка позволяет оборудовать систему охлаждения, это необхо- [c.769]
Продольно-строгальные станки, как правило, не имеют устройств для защиты направляющих от попадания на них пыли. В случае, когда продольно-строгальный станок приспособляется для использования в качестве шлифовального, вопрос предохранения направляющих от абразивной пыли приобретает первостепенное значение, так как попадание абразивной пыли на направляющие ведет к усиленному износу и быстрой потере точности станка. [c.769]
Предохранение направляющих продольно-строгальных станков при использовании их для шлифования может быть обеспечено оборудованием станка пылеотсасывающим устройством и защитой направляющих от выделяющейся при шлифовании абразивной пыли. [c.769]
Станки второго типа близки по конструкции к продольно-строгальным станкам и отличаются от них главным образом наличием шлифовальных головок вместо суппортов для строгания, защитных устройств для направляющих и приспособлений, отсасывающих абразивную пыль. [c.770]
[c.770]
Длина столов продольно-строгальных станков зависит от их назначения и достигает 12…15 м. Стол может двигаться с помощью реечных передач или гидравлических устройств. В последнем случае можно достигнуть более высокой скорости хода стола и более плавного реверсирования, чем при механических приводах. [c.277]
Плоские поверхности корпусов в серийном производстве обрабатывают на продольно-фрезерных или продольно-строгальных станках, а в массовом — на протяжных станках, фрезерных станках непрерывного действия с карусельными столами или с барабанными устройствами. Последние типы станков позволяют, применять парал-лельно-последовательный метод черновой и чистовой обработки. Плоские поверхности корпусов больших размеров обрабатывают на портально-фрезерных станках фрезерными головками, перемещающимися относительно заготовки, установленной на неподвижной плите станка. [c.390]
Станки второго типа близки по конструкции к продольно-строгальным станкам и отличаются от них в основном наличием шлифовальных головок вместо суппортов для строгания, защитных устройств для направляющих приспособлений, отсасывающих абразивную пыль, и рабочими характеристиками.
 Эти станки стоят дороже станков первого типа и требуют значительно больших площадей для установки.
[c.339]
Эти станки стоят дороже станков первого типа и требуют значительно больших площадей для установки.
[c.339]Продольно-строгальные станки не имеют устройства для охлаждения. Приспосабливая такой станок для шлифования, надо оборудовать систему охлаждения, что увеличивает производительность и уменьшает нагрев, а значит, и деформацию станин при шлифовании. [c.340]
Подвод масла чаще осуществляется через неподвижную деталь— станину, например в продольно-строгальных станках, так как при этом улучшается распределение масла по всей длине направляющих и облегчается установка смазочных устройств. В токарных [c.162]У продольно-строгальных станков подвижной частью является стол с закрепленной на нем заготовкой. В зависимости от устройства поперечины [c.83]
Основными размерами продольно-строгальных станков являются наибольшие длина и ширина строгания, а также наибольшая высота подъема поперечины (траверсы) с суппортами. В зависимости от устройства поперечин различают двухстоечные станки, у которых поперечина поддерживается двумя стойками, и одностоечные.
[c.256]
В зависимости от устройства поперечин различают двухстоечные станки, у которых поперечина поддерживается двумя стойками, и одностоечные.
[c.256]
Технологическая модернизация. Это направление модернизации расширяет технологические возможности и специализирует оборудование. Нередко это направление связано с необходимостью обеспечить обработку крупных деталей, для которых существующее на предприятии оборудование имеет недостаточные габариты, или с другими потребностями производства. Задачи технологической модернизации очень разнообразны и определяются характером и уровнем технической культуры данного предприятия. Осуществление технологической модернизации позволяет решать новые задачи, поставленные перед предприятием, без приобретения оборудования новых технических характеристик или специального оборудования. Выполняя такую модернизацию, часто выключают или демонтируют отдельные узлы и механизмы, не нужные в данном конкретном случае, — упрощают агрегат. Одновременно в него встраивают дополнительные устройства, облегчающие выполнение определенной операции, в том числе устройства для крепления деталей и производства измерений в процессе обработки, устройства для упрощения и облегчения управления и др. Это направление модернизации позволяет в ряде случаев с успехом использовать устаревшее оборудование, эксплуатация которого по его прямому назначению уже неэффективна. Расширение технологических возможностей часто может быть достигнуто простыми средствами. Так, например, высота центров токарного станка может быть увеличена за счет установки подкладок под бабки с заменой резцедержателя продольно-строгальный станок может быть модернизирован путем наращивания верхней части стоек зубодолбежный станок — путем установки прокладки между узлом стола и станиной станка и т. д.
[c.324]
Это направление модернизации позволяет в ряде случаев с успехом использовать устаревшее оборудование, эксплуатация которого по его прямому назначению уже неэффективна. Расширение технологических возможностей часто может быть достигнуто простыми средствами. Так, например, высота центров токарного станка может быть увеличена за счет установки подкладок под бабки с заменой резцедержателя продольно-строгальный станок может быть модернизирован путем наращивания верхней части стоек зубодолбежный станок — путем установки прокладки между узлом стола и станиной станка и т. д.
[c.324]
УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ ПРОДОЛЬНО-СТРОГАЛЬНЫХ СТАНКОВ [c.216]
Гидроприводы используются для передачи вращательного и поступательного движений. Гидропривод, предназначенный для получения возвратно-поступательного движения в станке и состоящий из насосов, силовых цилиндров, панелей управления и различных вспомогательных устройств, называют гидросистемой станка. Такие гидросистемы нашли широкое применение в токарных, фрезерных, шлифовальных, долбежных, расточных, продольно-строгальных, протяжных и других станках.
[c.213]
Такие гидросистемы нашли широкое применение в токарных, фрезерных, шлифовальных, долбежных, расточных, продольно-строгальных, протяжных и других станках.
[c.213]
Дистанционное управление работой станков с ходом долбяка 320 мм и более осуществляется с подвесной кнопочной станции. При применении соответствующей оснастки долбежные станки общего назначения используют для обработки фасонных поверхностей с использованием копировального устройства и плоского шаблона (при этом возможна обработка по замкнутому контуру при наружном и внутреннем долблении). Схема работы при долблении приведена на рис. 190, в. Стол станка может иметь перемещение в продольном, поперечном направлении или вращаться. » Промышленность выпускает станки общего назначения поперечно-строгальные с ходом ползуна до 1000 мм, продольно-строгальные с длиной рабочей поверхности стола до 12 500 мм и более, долбежные с ходом долбяка до 1400 мм. [c.253]
Алюминиево-медно-цинковый сплав ЦАМ 10-5 является хорошим материалом для накладок.
 Состав сплава и его свойства определяются ГОСТ 7117—62. Сплав при работе с чугунными направляющими эффективно предохраняет их от появления задиров. В паре с чугунными направляющими накладки из ЦАМ 10-5 при малых скоростях и при удельном давлении до 2 кгс/см перемещаются в сравнении с парой чугун — чугун более плавно, с меньшей склонностью к скачкам. В условиях абразивного износа этот сплав работает плохо. Поэтому при использовании накладок из этого материала необходимо уделять особое внимание защитным устройствам, предохраняющим направляющие от попадания грязи, мелкой стружки, абразивной пыли и т. д. Накладки из ЦАМ 10-5 целесообразно использовать при ремонте направляющих расточных, продольно-строгальных, карусельных, фрезерных, зуборезных и других станков. Сплав ЦАМ 10-5 выпускается промышленностью в виде катаного листа толщиной 6—20 мм, шириной 500—700 мм и длиной 600—1000 мм. Твердость материала НВ 95—110.
[c.213]
Состав сплава и его свойства определяются ГОСТ 7117—62. Сплав при работе с чугунными направляющими эффективно предохраняет их от появления задиров. В паре с чугунными направляющими накладки из ЦАМ 10-5 при малых скоростях и при удельном давлении до 2 кгс/см перемещаются в сравнении с парой чугун — чугун более плавно, с меньшей склонностью к скачкам. В условиях абразивного износа этот сплав работает плохо. Поэтому при использовании накладок из этого материала необходимо уделять особое внимание защитным устройствам, предохраняющим направляющие от попадания грязи, мелкой стружки, абразивной пыли и т. д. Накладки из ЦАМ 10-5 целесообразно использовать при ремонте направляющих расточных, продольно-строгальных, карусельных, фрезерных, зуборезных и других станков. Сплав ЦАМ 10-5 выпускается промышленностью в виде катаного листа толщиной 6—20 мм, шириной 500—700 мм и длиной 600—1000 мм. Твердость материала НВ 95—110.
[c.213]Даны сведения об устройстве и эксплуатации поперечно-строгальных и продольно-строгальных, долбежных и комбинированных станков отечественных и зарубежных моделей, а также их технические характеристики и кинематические схемы изложены основы теории резания металлов, сведения о режущем инструменте и режимы резания, особенности технологических операций рассмотрены типовые механизмы строгальных и долбежных станков, этапы автоматизации и перспективы развития строгальных и долбежных станков и методы обработки на них. [c.4]
[c.4]
Прижимные устройства станков с механической подачей (продольных, пил, строгальных и фрезерных станков) — чаще всего пружинящего типа. Боковые прижимные линейки — с пружинящими роликами (фиг. 71, а), башмаками (фиг. 71, б) или плоскими пружинами (фиг. 71, в). [c.766]
На рис. 4.63 показано применение синхронного следящего устройства для устранения перекоса поперечины 12 при ее установочном движении у крупного продольно-фрезерного (типа строгального) двухстоечного станка. [c.300]
Продольное строгание цилиндрических заготовок можно осуществлять на шлифовальных, строгальных или протяжных станках, оборудованных специальными устройствами для закрепления резца и для периодического поворота заготовки [3, 16]. [c.77]
Продольно-строгальные станки оснащаются накладными фрезерными и шлифовальными головками, копировальными устройствами с гидравлической следящей системой. Проводится комплексная разработка гамм продольно-строгальных станков на основе межтиповой и межзаводской унификации сборочных единиц и деталей, удовлетворяющих требованиям различных типов станков. Осуществляется дальнейшее совершенствование круглопильных, зубообрабатывающих станков, круглошлифовальных, вну-тришлифовальных, плоскошлифовальных, бесцентровошлифовальных, профилешлифовальных, резьбошлифовальных, хонин-говальных, заточных, электроэрозионных, электрохимических, ультразвуковых, светолучевых станков.
[c.291]
Осуществляется дальнейшее совершенствование круглопильных, зубообрабатывающих станков, круглошлифовальных, вну-тришлифовальных, плоскошлифовальных, бесцентровошлифовальных, профилешлифовальных, резьбошлифовальных, хонин-говальных, заточных, электроэрозионных, электрохимических, ультразвуковых, светолучевых станков.
[c.291]
Предохранительные устройства часто применяются для ограничения хода поступательно движущихся частей станка в случае порчи электрического реверсивногоустройства. Пример останавливающего устройства прямого действия для продольно-строгального станка показан на фиг. 72. [c.225]
Плоские поверхности корпусов в серийном производстве обрабатывают на- продольно-фрезерных или продольно-строгальных станках, а в массовом —на протяжных станках, фрезерных станках непрерывного действия с карусельными столами или с барабанными устройствами. Последние типы станков позволяют применять параллельно-последовательный метод чериовой и чистовой обработки. [c.440]
[c.440]
Структура механизмов. Кинематические и динамические свойства механизма зависят от физических явлений, происходящих во время его движения, а эти явления определяются составом или структурой механизма. Мы имеем в виду прежде всего физическую характеристику самих звеньев и способ их сочетаний, т. е. характеристику кинематических пар. Для систематического изучения всех существующих и возможных механизмов надо распределить их на такие группы, чтобы механизмы одной группы были в достаточной мере однородны по структуре, и тогда ко всем механизмам каждой группы можно будет применять однородные методы исследования. Таким образом, мы приходим к необходимости классификации механизмов по структурным признакам. Эта классификация может быть проведена априорно, т. е. на основании перечисления всех возможных комбинаций, независимо от того, были эти комбинации осуществлены когда-либо или нет. Такая классификация обращается уже в систему механизмов, так как позволяет провести систематическое изучение всех механизмов. В состав современных механизмов входят не только твердые ( неизменяемые , практически — малоизменяемые) тела, но п упругие и гибкие, жидкие и газообразные, а также электромагнитные устройства, например, электромагнитные муфты для реверсирования в продольно-строгальных станках.
[c.45]
В состав современных механизмов входят не только твердые ( неизменяемые , практически — малоизменяемые) тела, но п упругие и гибкие, жидкие и газообразные, а также электромагнитные устройства, например, электромагнитные муфты для реверсирования в продольно-строгальных станках.
[c.45]
Стол 4 имеет Т-образные пазы, в которых устанавливают поворотные тиски или другие устройства для закрепления заготовок. Для больщей жесткости стол дополнительно закрепляют стойкой 5, связанной с фундаментной плитой. Продольно-строгальные станки предназначены для черновой и чистовой обработки крупных деталей. [c.596]
На крупных, продольно-строгальных станках применяют механизированные устройства для. подъема колодки резцедержателя на угол 45—75° с помошыо пневмопривода. [c.144]
Такое устройство для подачи керосина при чистовом строгании чугунных направляющих показано на рис. 196. Оно состоит из бачка 7, устанавливаемого на каретке верхяего суппорта продольно-строгального станка, золотниковой коробки 3, трубопроводов 1 я 2 л
[c. 279]
279]
Боковые суппорты продольно-строгального станка по конструкции аналогичны вертикальным. В основном они отличаются устройством саней, к которым непосредственно крепится коробка передач, поэтому сани имеют ббльшие размеры и имеют коробчатую форму. Для перемещения саней от коробки подач вращение передается через вал / (рис. 7.8), винтовые колеса 10 и // на гайку 9. Для перемещения ползуна вращение передается через вал 2. [c.226]
В большинстве случаев применения реечного привода передача состоит из одной пары элементов. В тяжелых продольно-строгальных станках с широким столом, которь1й движется по трем или более направляющим (см. стр. 141, 145 и 164), стол приволится с помощью двух реек, привинченных к столу. Привод к рейкам состоит в подобных случаях из двух совершенно одинаковых и симметрично расположенных механизмов. При наличии третьей — средней — направляющей иное устройство реечного привода было бы затруднительно.
 [c.482]
[c.482]В современных моделях продольно-строгальных станков нашли широкое применение вместо храповых механизмов электромеханические устройства для периодической подачи супортов. Такое устройство приводится от отдельного электро-днигателя, который автоматически включается в соответствуюищй момент цикла, производит через посредство механических передач требуемое перемещение супорта и затем автоматически выключается. Электромеханические устройства, работающие по этому принципу, используются также в копировально-фрезерных полуавтоматах для периодической подачи в конце строчки (например, в станках модели 6441). [c.575]
В ремонтно-механических цехах для шлифования станин ремонтируемых станков применяются также специальные самодви-жущиеся шлифовальные головки. Преимуществом таких головок является то, что для них не требуются обычно загруженные крупные продольно-строгальные станки. Благодаря специальному устройству такая головка совершает на шлифуемой детали
[c. 283]
283]
ЭНИМСом совместно с ВНИИПИК, Калининским комбинатом Иско к. и ВНИИВом созданы плоские бесконечные приводные ремни из синтетических материалов, долговечность которых в 10 раз больше, чем хлопчатобумажных прорезиненных ремней. ЭНИМС и ВНИИПИК провели работу и рекомендовали промышленности синтетические армированные пленочные материалы для защиты направляющих и других движущихся механизмов станков от разрушения абразивной пылью и загрязненной смазкой. Ленточные пленочные защитные устройства рекомендованы взамен стали 65Г для продольно-строгальных, продольно-шлифовальных и продольно-фрезерных станков. [c.220]
Короткие подающие вальцы четырёхсторонних строгальных и продольно-круглопильных станков конструируются совместно с устройствами для прижима и регулировки. [c.761]
Так, шифр станка, начинающийся с цифр 73…, означает, что это поперечно-строгальный станок. Шифром 7116 обозначен продольно-строгальный одностоечный станок с наибольшими размерами обрабатываемой детали по ширине 1600 мм, а шифром 7210 — продольнострогальный двухстоечный станок с наибольшими размерами обрабатываемой детали по ширине 1000 мм. Шифром 736 обозначен поперечно-строгальный станок с наибольшей длиной строгаемой детали 600 мм, а шифром 7А36 — станок такой же размерной характеристики, но отличающийся от предыдущей модели конструктивными и эксплуатационными признаками он гидрофици-рован, вместо коробки скоростей имеет гидравлическое устройство с бесступенчатым регулированием скоростей, а вместо храпового механизма подачи — гидравлический механизм также с бесступенчатым регулированием величины подачи стола.
[c.32]
Шифром 736 обозначен поперечно-строгальный станок с наибольшей длиной строгаемой детали 600 мм, а шифром 7А36 — станок такой же размерной характеристики, но отличающийся от предыдущей модели конструктивными и эксплуатационными признаками он гидрофици-рован, вместо коробки скоростей имеет гидравлическое устройство с бесступенчатым регулированием скоростей, а вместо храпового механизма подачи — гидравлический механизм также с бесступенчатым регулированием величины подачи стола.
[c.32]
Способы сварки при изготовлении сосудов и котлов высоких давлений выбирают в зависимости от материала, толщины соединяемых элементов и эксплуатационных требований. В большинстве случаев применяют автоматическую сварку под флюсом или в углекислом газе и злектрошлаковую сварку. Ручную и полуавтоматическую сварку применяют с целью прихваток, при заварке коротких швов и для предварительной подварки корня швов, свариваемых автоматической сваркой. Кромки под сварку стыков листов подготовляют с высокой точностью на кромкострогальных, продольно-строгальных и кромкоторцевых станках. Для сборочно-сварочных работ используют различную оснастку, в том числе роликовые стенды, центрирующие установки с пневматическими зажимными устройствами и др.
[c.126]
Для сборочно-сварочных работ используют различную оснастку, в том числе роликовые стенды, центрирующие установки с пневматическими зажимными устройствами и др.
[c.126]
Необходи.мо следить за наличием и исправностью различных защитных устройств. Они уменьшают количество абразивных примесей, попадающих в масло и на трущиеся поверхности направляющих. В качестве таких устройств применяются щитки, скребки, фетровые стружкоочистители, войлочные или комбинированные резино-войлочные уплотнители, удаляющие стружку и грязь с направляющих. Войлок улучшает смазку направляющих, а резина уплотняет стык. Эти защитные устройства устанавливаются у торцов направляющих продольно-строгальных, продольно-фрезерных, расточных и других станков. У токарных станков они устанавливаются, например, впереди суппорта, к нижним его салазкам и предохраняют прежде всего переднюю направляющую станины. Часто у торцов направляющих устанавливают бронзовые скребки. Лучше эти скребки устанавливать перед резино-войлочными уплотнениями, в этом случае последние будут меньше изнашиваться. Необходимо постоянно следить, чтобы скребки и щитки были прижаты к направляющим пружинам с целью сохранения плотности в местах соприкосновения с направляющими, в противном случае эффект от их применения теряется. Установка вертикальных или горизонтальных щитков у торцов столов продольно-строгальных и продольно фрезерных станков предохраняет направляющие от попадания на них стружки и окалины, сбрасываемой резцами с обрабатываемого изделия. Горизонтальные направляющие станин расточных и токарных станков рекомендуется закрывать съемными деревянными щитами для защиты от падающей стружки и окалины.
[c.200]
Необходимо постоянно следить, чтобы скребки и щитки были прижаты к направляющим пружинам с целью сохранения плотности в местах соприкосновения с направляющими, в противном случае эффект от их применения теряется. Установка вертикальных или горизонтальных щитков у торцов столов продольно-строгальных и продольно фрезерных станков предохраняет направляющие от попадания на них стружки и окалины, сбрасываемой резцами с обрабатываемого изделия. Горизонтальные направляющие станин расточных и токарных станков рекомендуется закрывать съемными деревянными щитами для защиты от падающей стружки и окалины.
[c.200]
Для поперечно-строгальных станков вместо барьера может быть установлен маслосборник, прикрепляемый к станине сзади под ползуном длина маслосборника должна быть несколько больше максимального выхода ползуна за пределы направляющих станины. Наружные кромки маслосборника должны иметь окраску в соответствии с ГОСТ Р 12.4.026—2001. Для предотвращения опасных последствий выброса стола в случае выхода его из зацепления с приводным элементом продольно-строгаль-ные станки оснащают тормозными и упругоограничивающими устройствами. Для исключения самопроизвольного опускания долбяка после остановки привода долбежного станка в его конструкции должно быть предусмотрено специальное устройство.
[c.46]
Для исключения самопроизвольного опускания долбяка после остановки привода долбежного станка в его конструкции должно быть предусмотрено специальное устройство.
[c.46]
Конструкция получается обычно тем более жесткой, чем меньше количество стыков. Однако по условиям использования станка число стыков нередко невозможно уменьшить ниже определенного предела (см., например, фиг. 200—супорт токарно-винторезного станка, фиг. 201—супорт затыловочного станка, фиг. 202 — стол и салазки универсально-фрезерною станка модели 6П80). В подобных случаях нужно по крайней мере развить поверхности соприктсания в направлении, приблизительно перпендикулярном направлению действующего усилия, чтобы уменьшить удельные давления и предусмотреть возможность прочного и надежного зажима тех частей, которые должны оставаться неподвижными во время работы. Такие зажимные устройства применяются, например, для закрепления наружной колонны и рукава (поперечины) радиально-сверлильных станков, поперечин карусельных, продольно-строгальных, продольно-фрезерных и других станков, консоли и салазок фрезерных станков. Они снабжаются управлением ручным или от отдельного электродвигателя и устройством, контролирующим надежность зажима и выключающим привод в случае его ослабления. Состояние зажима обычно сигнализируется цветными лампами.
[c.208]
Они снабжаются управлением ручным или от отдельного электродвигателя и устройством, контролирующим надежность зажима и выключающим привод в случае его ослабления. Состояние зажима обычно сигнализируется цветными лампами.
[c.208]
% PDF-1.3
%
2199 0 объект
>
эндобдж
xref
2199 235
0000000016 00000 н.
0000005056 00000 н.
0000005251 00000 н.
0000009154 00000 н.
0000009578 00000 н.
0000009665 00000 н.
0000009811 00000 н.
0000009944 00000 н.
0000010079 00000 п.
0000010143 00000 п.
0000010320 00000 п.
0000010384 00000 п.
0000010573 00000 п.
0000010637 00000 п.
0000010739 00000 п.
0000010835 00000 п.
0000010899 00000 п.
0000011016 00000 п.
0000011080 00000 п.
0000011144 00000 п.
0000011207 00000 п.
0000011379 00000 п.
0000011514 00000 п.
0000011643 00000 п.
0000011707 00000 п.
0000011813 00000 п.
0000011877 00000 п.
0000012024 00000 п.
0000012088 00000 п.
0000012236 00000 п. 0000012300 00000 п.
0000012432 00000 п.
0000012496 00000 п.
0000012643 00000 п.
0000012707 00000 п.
0000012856 00000 п.
0000012920 00000 п.
0000013097 00000 п.
0000013161 00000 п.
0000013297 00000 п.
0000013361 00000 п.
0000013492 00000 п.
0000013556 00000 п.
0000013687 00000 п.
0000013751 00000 п.
0000013883 00000 п.
0000013947 00000 п.
0000014085 00000 п.
0000014149 00000 п.
0000014212 00000 п.
0000014275 00000 п.
0000014462 00000 п.
0000014567 00000 п.
0000014686 00000 п.
0000014749 00000 п.
0000014868 00000 п.
0000014931 00000 п.
0000015060 00000 п.
0000015123 00000 п.
0000015186 00000 п.
0000015381 00000 п.
0000015444 00000 п.
0000015586 00000 п.
0000015757 00000 п.
0000015820 00000 п.
0000016002 00000 п.
0000016065 00000 п.
0000016215 00000 п.
0000016278 00000 п.
0000016431 00000 п.
0000016494 00000 п.
0000016629 00000 п.
0000016692 00000 п.
0000016830 00000 п.
0000016893 00000 п.
0000017019 00000 п.
0000017082 00000 п.
0000017145 00000 п.
0000012300 00000 п.
0000012432 00000 п.
0000012496 00000 п.
0000012643 00000 п.
0000012707 00000 п.
0000012856 00000 п.
0000012920 00000 п.
0000013097 00000 п.
0000013161 00000 п.
0000013297 00000 п.
0000013361 00000 п.
0000013492 00000 п.
0000013556 00000 п.
0000013687 00000 п.
0000013751 00000 п.
0000013883 00000 п.
0000013947 00000 п.
0000014085 00000 п.
0000014149 00000 п.
0000014212 00000 п.
0000014275 00000 п.
0000014462 00000 п.
0000014567 00000 п.
0000014686 00000 п.
0000014749 00000 п.
0000014868 00000 п.
0000014931 00000 п.
0000015060 00000 п.
0000015123 00000 п.
0000015186 00000 п.
0000015381 00000 п.
0000015444 00000 п.
0000015586 00000 п.
0000015757 00000 п.
0000015820 00000 п.
0000016002 00000 п.
0000016065 00000 п.
0000016215 00000 п.
0000016278 00000 п.
0000016431 00000 п.
0000016494 00000 п.
0000016629 00000 п.
0000016692 00000 п.
0000016830 00000 п.
0000016893 00000 п.
0000017019 00000 п.
0000017082 00000 п.
0000017145 00000 п. 0000017322 00000 п.
0000017385 00000 п.
0000017502 00000 п.
0000017613 00000 п.
0000017676 00000 п.
0000017809 00000 п.
0000017872 00000 п.
0000018001 00000 п.
0000018064 00000 п.
0000018213 00000 п.
0000018276 00000 п.
0000018406 00000 п.
0000018469 00000 п.
0000018590 00000 п.
0000018653 00000 п.
0000018802 00000 п.
0000018865 00000 п.
0000019014 00000 п.
0000019077 00000 п.
0000019251 00000 п.
0000019314 00000 п.
0000019377 00000 п.
0000019565 00000 п.
0000019628 00000 п.
0000019739 00000 п.
0000019856 00000 п.
0000019919 00000 п.
0000020042 00000 п.
0000020105 00000 п.
0000020255 00000 п.
0000020318 00000 п.
0000020474 00000 п.
0000020537 00000 п.
0000020666 00000 п.
0000020729 00000 п.
0000020881 00000 п.
0000020944 00000 п.
0000021099 00000 п.
0000021162 00000 п.
0000021311 00000 п.
0000021374 00000 п.
0000021550 00000 п.
0000021613 00000 п.
0000021776 00000 п.
0000021839 00000 п.
0000021973 00000 п.
0000022036 00000 н.
0000022192 00000 п.
0000017322 00000 п.
0000017385 00000 п.
0000017502 00000 п.
0000017613 00000 п.
0000017676 00000 п.
0000017809 00000 п.
0000017872 00000 п.
0000018001 00000 п.
0000018064 00000 п.
0000018213 00000 п.
0000018276 00000 п.
0000018406 00000 п.
0000018469 00000 п.
0000018590 00000 п.
0000018653 00000 п.
0000018802 00000 п.
0000018865 00000 п.
0000019014 00000 п.
0000019077 00000 п.
0000019251 00000 п.
0000019314 00000 п.
0000019377 00000 п.
0000019565 00000 п.
0000019628 00000 п.
0000019739 00000 п.
0000019856 00000 п.
0000019919 00000 п.
0000020042 00000 п.
0000020105 00000 п.
0000020255 00000 п.
0000020318 00000 п.
0000020474 00000 п.
0000020537 00000 п.
0000020666 00000 п.
0000020729 00000 п.
0000020881 00000 п.
0000020944 00000 п.
0000021099 00000 п.
0000021162 00000 п.
0000021311 00000 п.
0000021374 00000 п.
0000021550 00000 п.
0000021613 00000 п.
0000021776 00000 п.
0000021839 00000 п.
0000021973 00000 п.
0000022036 00000 н.
0000022192 00000 п. 0000022255 00000 п.
0000022468 00000 п.
0000022531 00000 п.
0000022666 00000 п.
0000022729 00000 п.
0000022861 00000 п.
0000022924 00000 п.
0000023090 00000 н.
0000023153 00000 п.
0000023319 00000 п.
0000023382 00000 п.
0000023548 00000 п.
0000023611 00000 п.
0000023737 00000 п.
0000023800 00000 п.
0000023924 00000 п.
0000023987 00000 п.
0000024050 00000 п.
0000024161 00000 п.
0000024224 00000 п.
0000024332 00000 п.
0000024438 00000 п.
0000024501 00000 п.
0000024669 00000 п.
0000024732 00000 п.
0000024900 00000 п.
0000024963 00000 п.
0000025113 00000 п.
0000025176 00000 п.
0000025316 00000 п.
0000025379 00000 п.
0000025524 00000 п.
0000025587 00000 п.
0000025723 00000 п.
0000025786 00000 п.
0000025930 00000 н.
0000025993 00000 п.
0000026144 00000 п.
0000026207 00000 п.
0000026349 00000 п.
0000026412 00000 п.
0000026570 00000 п.
0000026633 00000 п.
0000026779 00000 п.
0000026842 00000 п.
0000027063 00000 п.
0000027126 00000 п.
0000027306 00000 п.
0000022255 00000 п.
0000022468 00000 п.
0000022531 00000 п.
0000022666 00000 п.
0000022729 00000 п.
0000022861 00000 п.
0000022924 00000 п.
0000023090 00000 н.
0000023153 00000 п.
0000023319 00000 п.
0000023382 00000 п.
0000023548 00000 п.
0000023611 00000 п.
0000023737 00000 п.
0000023800 00000 п.
0000023924 00000 п.
0000023987 00000 п.
0000024050 00000 п.
0000024161 00000 п.
0000024224 00000 п.
0000024332 00000 п.
0000024438 00000 п.
0000024501 00000 п.
0000024669 00000 п.
0000024732 00000 п.
0000024900 00000 п.
0000024963 00000 п.
0000025113 00000 п.
0000025176 00000 п.
0000025316 00000 п.
0000025379 00000 п.
0000025524 00000 п.
0000025587 00000 п.
0000025723 00000 п.
0000025786 00000 п.
0000025930 00000 н.
0000025993 00000 п.
0000026144 00000 п.
0000026207 00000 п.
0000026349 00000 п.
0000026412 00000 п.
0000026570 00000 п.
0000026633 00000 п.
0000026779 00000 п.
0000026842 00000 п.
0000027063 00000 п.
0000027126 00000 п.
0000027306 00000 п. 0000027369 00000 п.
0000027548 00000 п.
0000027611 00000 п.
0000027802 00000 п.
0000027865 00000 н.
0000028040 00000 п.
0000028103 00000 п.
0000028266 00000 п.
0000028329 00000 п.
0000028510 00000 п.
0000028573 00000 п.
0000028763 00000 п.
0000028826 00000 п.
0000028971 00000 п.
0000029034 00000 п.
0000029209 00000 н.
0000029272 00000 н.
0000029412 00000 п.
0000029475 00000 п.
0000029615 00000 п.
0000029678 00000 п.
0000029826 00000 п.
0000029889 00000 н.
0000030062 00000 п.
0000030125 00000 п.
0000030283 00000 п.
0000030346 00000 п.
0000030502 00000 п.
0000030565 00000 п.
0000030731 00000 п.
0000030794 00000 п.
0000030857 00000 п.
0000030964 00000 п.
0000031027 00000 п.
0000031089 00000 п.
0000031151 00000 п.
0000031174 00000 п.
0000031773 00000 п.
0000031796 00000 п.
0000032236 00000 п.
0000032259 00000 п.
0000032697 00000 п.
0000032720 00000 н.
0000033202 00000 п.
0000033225 00000 п.
0000033698 00000 п.
0000033721 00000 п.
0000033799 00000 н.
0000027369 00000 п.
0000027548 00000 п.
0000027611 00000 п.
0000027802 00000 п.
0000027865 00000 н.
0000028040 00000 п.
0000028103 00000 п.
0000028266 00000 п.
0000028329 00000 п.
0000028510 00000 п.
0000028573 00000 п.
0000028763 00000 п.
0000028826 00000 п.
0000028971 00000 п.
0000029034 00000 п.
0000029209 00000 н.
0000029272 00000 н.
0000029412 00000 п.
0000029475 00000 п.
0000029615 00000 п.
0000029678 00000 п.
0000029826 00000 п.
0000029889 00000 н.
0000030062 00000 п.
0000030125 00000 п.
0000030283 00000 п.
0000030346 00000 п.
0000030502 00000 п.
0000030565 00000 п.
0000030731 00000 п.
0000030794 00000 п.
0000030857 00000 п.
0000030964 00000 п.
0000031027 00000 п.
0000031089 00000 п.
0000031151 00000 п.
0000031174 00000 п.
0000031773 00000 п.
0000031796 00000 п.
0000032236 00000 п.
0000032259 00000 п.
0000032697 00000 п.
0000032720 00000 н.
0000033202 00000 п.
0000033225 00000 п.
0000033698 00000 п.
0000033721 00000 п.
0000033799 00000 н. Eq # T͈eZNr (8J1PVc; K $
«Jyxw77PBG) + f> Yq] qBS> Z- + J, ĬH:! U & s / p»՜ csnȞ #] B {pT7
O; \ prW5! (Ϳe ~
Eq # T͈eZNr (8J1PVc; K $
«Jyxw77PBG) + f> Yq] qBS> Z- + J, ĬH:! U & s / p»՜ csnȞ #] B {pT7
O; \ prW5! (Ϳe ~
Поперечный анализ расходов на гигиену полости рта в течение всей жизни среди населения, застрахованного коммерческой программой и программой Medicaid
% PDF-1.7 % 1 0 объект > / Метаданные 4 0 R / Страницы 2 0 R / StructTreeRoot 3 0 R / Тип / Каталог / Viewer Настройки 5 0 R >> эндобдж 4 0 obj > поток Microsoft® Word для Microsoft 365 Microsoft® Word для Microsoft 3652021-05-14T12: 07: 16-04: 002021-07-28T02: 19: 01-07: 002021-07-28T02: 19: 01-07: 00uuid: 080B0382- 33B4-4C9C-80CE-80C8A094F199uuid: 6c838adf-1dd2-11b2-0a00-880000000000application / pdf
 0 156 руб. 0 157 руб. 0 158 руб.]
эндобдж
97 0 объект
[159 0 R 160 0 R 161 0 R 162 0 R]
эндобдж
98 0 объект
[163 0 R 164 0 R 165 0 R 166 0 R 167 0 R 168 0 R 169 0 R]
эндобдж
99 0 объект
[170 0 R 294 0 R 295 0 R 296 0 R 297 0 R 298 0 R 299 0 R 300 0 R 301 0 R 302 0 R 303 0 R 304 0 R 305 0 R 306 0 R 307 0 R 308 0 R 309 0 R 310 0 R 311 0 R 312 0 R 313 0 R 314 0 R 315 0 R 316 0 R 317 0 R 318 0 R 319 0 R 320 0 R 321 0 R 322 0 R 323 0 R 324 0 R 325 0 R 326 0 R 327 0 R 328 0 R]
эндобдж
100 0 объект
[172 0 R 173 0 R 174 0 R 395 0 R 396 0 R 397 0 R 176 0 R 177 0 R 179 0 R 398 0 R 399 0 R 400 0 R 401 0 R 402 0 R 403 0 R 404 0 R 405 0 R 406 0 R 407 0 R 408 0 R 409 0 R 410 0 R 411 0 R 412 0 R 413 0 R 414 0 R 415 0 R 416 0 R 417 0 R 418 0 R 419 0 R 420 0 R 421 0 R 422 0 R 423 0 R 424 0 R 425 0 R 426 0 R 427 0 R 428 0 R 429 0 R 430 0 R 431 0 R 432 0 R 433 0 R 434 0 R 435 0 R 436 0 R 437 0 R 438 0 439 0 R 440 0 R 441 0 R 442 0 R 443 0 R 444 0 R]
эндобдж
101 0 объект
>
эндобдж
102 0 объект
[180 0 R 181 0 R 182 0 R 184 0 R 185 0 R 186 0 R 528 0 R 529 0 R 530 0 R 531 0 R 532 0 R 533 0 R 534 0 R 535 0 R 536 0 R 537 0 R 538 0 R 539 0 R 540 0 R 541 0 R 542 0 R 543 0 R 544 0 R 545 0 R 546 0 R 547 0 R 548 0 R 549 0 R 550 0 R 551 0 R 552 0 R 553 0 R 554 0 R 555 0 R 556 0 R 557 0 R 558 0 R 559 0 R 560 0 R 561 0 R 562 0 R 563 0 R 564 0 R 565 0 R 566 0 R 567 0 R 568 0 R 569 0 R 570 0 R 571 0 572 р.
0 156 руб. 0 157 руб. 0 158 руб.]
эндобдж
97 0 объект
[159 0 R 160 0 R 161 0 R 162 0 R]
эндобдж
98 0 объект
[163 0 R 164 0 R 165 0 R 166 0 R 167 0 R 168 0 R 169 0 R]
эндобдж
99 0 объект
[170 0 R 294 0 R 295 0 R 296 0 R 297 0 R 298 0 R 299 0 R 300 0 R 301 0 R 302 0 R 303 0 R 304 0 R 305 0 R 306 0 R 307 0 R 308 0 R 309 0 R 310 0 R 311 0 R 312 0 R 313 0 R 314 0 R 315 0 R 316 0 R 317 0 R 318 0 R 319 0 R 320 0 R 321 0 R 322 0 R 323 0 R 324 0 R 325 0 R 326 0 R 327 0 R 328 0 R]
эндобдж
100 0 объект
[172 0 R 173 0 R 174 0 R 395 0 R 396 0 R 397 0 R 176 0 R 177 0 R 179 0 R 398 0 R 399 0 R 400 0 R 401 0 R 402 0 R 403 0 R 404 0 R 405 0 R 406 0 R 407 0 R 408 0 R 409 0 R 410 0 R 411 0 R 412 0 R 413 0 R 414 0 R 415 0 R 416 0 R 417 0 R 418 0 R 419 0 R 420 0 R 421 0 R 422 0 R 423 0 R 424 0 R 425 0 R 426 0 R 427 0 R 428 0 R 429 0 R 430 0 R 431 0 R 432 0 R 433 0 R 434 0 R 435 0 R 436 0 R 437 0 R 438 0 439 0 R 440 0 R 441 0 R 442 0 R 443 0 R 444 0 R]
эндобдж
101 0 объект
>
эндобдж
102 0 объект
[180 0 R 181 0 R 182 0 R 184 0 R 185 0 R 186 0 R 528 0 R 529 0 R 530 0 R 531 0 R 532 0 R 533 0 R 534 0 R 535 0 R 536 0 R 537 0 R 538 0 R 539 0 R 540 0 R 541 0 R 542 0 R 543 0 R 544 0 R 545 0 R 546 0 R 547 0 R 548 0 R 549 0 R 550 0 R 551 0 R 552 0 R 553 0 R 554 0 R 555 0 R 556 0 R 557 0 R 558 0 R 559 0 R 560 0 R 561 0 R 562 0 R 563 0 R 564 0 R 565 0 R 566 0 R 567 0 R 568 0 R 569 0 R 570 0 R 571 0 572 р. 573 р. 0 574 р. 0 575 р. 0 576 р. 577 р. 578 0 р. 579 0 580 р. 0 581 р. 582 0 р. 583 0 р. 584 0 р. 585 0 р. 586 0 р. 587 0 р. 588 0 R 589 0 R 590 0 R 591 0 R 592 0 R 593 0 R 594 0 R 595 0 R 596 0 R 597 0 R 598 0 R 599 0 R 600 0 R 601 0 R 602 0 R 603 0 R 604 0 R 605 0 R 606 0 R 607 0 R 608 0 R]
эндобдж
103 0 объект
[725 0 R 727 0 R 726 0 R 188 0 R 189 0 R 190 0 R 191 0 R 192 0 R]
эндобдж
104 0 объект
>
эндобдж
105 0 объект
[193 0 R 195 0 R 196 0 R 197 0 R 199 0 R 729 0 R 730 0 R 731 0 R 732 0 R 733 0 R 734 0 R 735 0 R 736 0 R 737 0 R 738 0 R 739 0 R 740 0 R 741 0 R 742 0 R 743 0 R 744 0 R 745 0 R 746 0 R 747 0 R 748 0 R 749 0 R 750 0 R 751 0 R 752 0 R 753 0 R 754 0 R 755 0 R 756 0 R 757 0 R 758 0 R 759 0 R 760 0 R 761 0 R 762 0 R 763 0 R 764 0 R 765 0 R 766 0 R 767 0 R 768 0 R 769 0 R 770 0 R 771 0 R 772 0 R 773 0 774 0 р 775 0 р 776 0 р 777 0 р 778 0 р 779 0 р 780 0 р 781 0 р 782 0 р 783 0 р 784 0 р 785 0 р 786 0 р 787 0 р 788 0 р 789 0 р 790 0 R 791 0 R 792 0 R 793 0 R 794 0 R 795 0 R 796 0 R 797 0 R 798 0 R 799 0 R 800 0 R 801 0 R 802 0 R 803 0 R 804 0 R 805 0 R 806 0 R 807 0 R 808 0 R 809 0 R 810 0 R 811 0 R 812 0 R 813 0 R 814 0 R 815 0 R 816 0 R 817 0 R 818 0 R 819 0 R 820 0 R 821 0 R 822 0 R 823 0 824 0 R 825 0 R 826 0 R 827 0 R 828 0 R 829 0 R 830 0 R 831 0 R 832 0 R 833 0 R 834 0 R 835 0 R 836 0 R 837 0 R 838 0 R 839 0 R 840 0 R 841 0 R 842 0 R 843 0 R 844 0 R 845 0 R 846 0 R 847 0 R 848 0 R 849 0 R 850 0 R 851 0 R 852 0 R 853 0 R 854 0 R 855 0 R 856 0 R 857 0 R 858 0 R 859 0 R 860 0 R]
эндобдж
106 0 объект
[200 0 R 201 0 R 202 0 R 203 0 R 204 0 R 205 0 R 206 0 R 207 0 R]
эндобдж
107 0 объект
[208 0 R 209 0 R 210 0 R 211 0 R 212 0 R 213 0 R 214 0 R 215 0 R]
эндобдж
108 0 объект
[216 0 R 217 0 R 218 0 R 219 0 R 220 0 R 221 0 R 222 0 R 223 0 R 224 0 R 225 0 R 226 0 R 227 0 R 228 0 R 229 0 R 230 0 R 231 0 R 232 0 233 р.
573 р. 0 574 р. 0 575 р. 0 576 р. 577 р. 578 0 р. 579 0 580 р. 0 581 р. 582 0 р. 583 0 р. 584 0 р. 585 0 р. 586 0 р. 587 0 р. 588 0 R 589 0 R 590 0 R 591 0 R 592 0 R 593 0 R 594 0 R 595 0 R 596 0 R 597 0 R 598 0 R 599 0 R 600 0 R 601 0 R 602 0 R 603 0 R 604 0 R 605 0 R 606 0 R 607 0 R 608 0 R]
эндобдж
103 0 объект
[725 0 R 727 0 R 726 0 R 188 0 R 189 0 R 190 0 R 191 0 R 192 0 R]
эндобдж
104 0 объект
>
эндобдж
105 0 объект
[193 0 R 195 0 R 196 0 R 197 0 R 199 0 R 729 0 R 730 0 R 731 0 R 732 0 R 733 0 R 734 0 R 735 0 R 736 0 R 737 0 R 738 0 R 739 0 R 740 0 R 741 0 R 742 0 R 743 0 R 744 0 R 745 0 R 746 0 R 747 0 R 748 0 R 749 0 R 750 0 R 751 0 R 752 0 R 753 0 R 754 0 R 755 0 R 756 0 R 757 0 R 758 0 R 759 0 R 760 0 R 761 0 R 762 0 R 763 0 R 764 0 R 765 0 R 766 0 R 767 0 R 768 0 R 769 0 R 770 0 R 771 0 R 772 0 R 773 0 774 0 р 775 0 р 776 0 р 777 0 р 778 0 р 779 0 р 780 0 р 781 0 р 782 0 р 783 0 р 784 0 р 785 0 р 786 0 р 787 0 р 788 0 р 789 0 р 790 0 R 791 0 R 792 0 R 793 0 R 794 0 R 795 0 R 796 0 R 797 0 R 798 0 R 799 0 R 800 0 R 801 0 R 802 0 R 803 0 R 804 0 R 805 0 R 806 0 R 807 0 R 808 0 R 809 0 R 810 0 R 811 0 R 812 0 R 813 0 R 814 0 R 815 0 R 816 0 R 817 0 R 818 0 R 819 0 R 820 0 R 821 0 R 822 0 R 823 0 824 0 R 825 0 R 826 0 R 827 0 R 828 0 R 829 0 R 830 0 R 831 0 R 832 0 R 833 0 R 834 0 R 835 0 R 836 0 R 837 0 R 838 0 R 839 0 R 840 0 R 841 0 R 842 0 R 843 0 R 844 0 R 845 0 R 846 0 R 847 0 R 848 0 R 849 0 R 850 0 R 851 0 R 852 0 R 853 0 R 854 0 R 855 0 R 856 0 R 857 0 R 858 0 R 859 0 R 860 0 R]
эндобдж
106 0 объект
[200 0 R 201 0 R 202 0 R 203 0 R 204 0 R 205 0 R 206 0 R 207 0 R]
эндобдж
107 0 объект
[208 0 R 209 0 R 210 0 R 211 0 R 212 0 R 213 0 R 214 0 R 215 0 R]
эндобдж
108 0 объект
[216 0 R 217 0 R 218 0 R 219 0 R 220 0 R 221 0 R 222 0 R 223 0 R 224 0 R 225 0 R 226 0 R 227 0 R 228 0 R 229 0 R 230 0 R 231 0 R 232 0 233 р. 0 234 р. 0 235 р. 0 236 р.]
эндобдж
109 0 объект
[237 0 R 1059 0 R 1060 0 R 1061 0 R 1062 0 R 1063 0 R 1064 0 R 1065 0 R 1066 0 R 1067 0 R 1068 0 R 1069 0 R 1070 0 R 1071 0 R 1072 0 R 1073 0 R 1074 0 1075 руб. 0 1075 руб. 1076 руб. 0 1077 руб.]
эндобдж
110 0 объект
>
эндобдж
111 0 объект
[1115 0 R 1116 0 R 1117 0 R 1118 0 R 1119 0 R 1120 0 R 1121 0 R 1122 0 R 1123 0 R 1124 0 R 1125 0 R 1126 0 R 1127 0 R 1128 0 R 1129 0 R 1130 0 R 1131 0 справа 1132 0 справа 1133 0 справа 1134 0 справа 1135 0 справа 1136 0 справа 1137 0 справа 1138 0 справа]
эндобдж
112 0 объект
>
эндобдж
113 0 объект
>
эндобдж
114 0 объект
>
эндобдж
115 0 объект
>
эндобдж
116 0 объект
[1161 0 R 1162 0 R 1163 0 R 1164 0 R 1165 0 R 1166 0 R 1167 0 R 1168 0 R 1169 0 R 1170 0 R 1171 0 R 1172 0 R 241 0 R 242 0 R 243 0 R 244 0 R 245 0 R 246 0 R 247 0 R 248 0 R 249 0 R 250 0 R 251 0 R 252 0 R 253 0 R 254 0 R]
эндобдж
117 0 объект
[255 0 R 256 0 R 257 0 R 258 0 R 260 0 R 261 0 R 262 0 R 259 0 R]
эндобдж
118 0 объект
[263 0 R 264 0 R 265 0 R 267 0 R 268 0 R 269 0 R 270 0 R 271 0 R 266 0 R]
эндобдж
119 0 объект
[272 0 R 273 0 R 274 0 R 276 0 R 275 0 R]
эндобдж
120 0 объект
[277 0 R 279 0 R 1173 0 R 1174 0 R 1175 0 R 1176 0 R 1177 0 R 1178 0 R 1179 0 R 1180 0 R 1181 0 R 1182 0 R 1183 0 R 1184 0 R 1185 0 R 1186 0 R 1187 0 R 1188 0 R 1189 0 R 1190 0 R 1191 0 R 1192 0 R 1193 0 R 1194 0 R 1195 0 R 1196 0 R 1197 0 R 1198 0 R 1199 0 R 1200 0 R 1201 0 R 1202 0 R 1203 0 R 1204 0 R 1205 0 R 1206 0 R]
эндобдж
121 0 объект
[280 0 R 282 0 R 283 0 R 1255 0 R 1256 0 R 1257 0 R 1258 0 R 1259 0 R 1260 0 R 1261 0 R 1262 0 R 1263 0 R 1264 0 R 1265 0 R 1266 0 R 1267 0 R 1268 0 R 1269 0 R 1270 0 R 1271 0 R 1272 0 R 1273 0 R 1274 0 R 1275 0 R 1276 0 R 1277 0 R 1278 0 R 1279 0 R 1280 0 R 1281 0 R 1282 0 R 1283 0 R 1284 0 R ]
эндобдж
122 0 объект
[284 0 R 1329 0 R 1330 0 R 1331 0 R 1332 0 R 1333 0 R 1334 0 R 1335 0 R 1336 0 R 1337 0 R 1338 0 R 1339 0 R 1340 0 R 1341 0 R 1342 0 R 1343 0 R 1344 0 R 1345 0 R 1346 0 R 1347 0 R 1348 0 R 1349 0 R 1350 0 R 1351 0 R 1352 0 R 1353 0 R 1354 0 R 1355 0 R 1356 0 R 1357 0 R 1358 0 R 1359 0 R 1360 0 R 1361 0 R 1362 0 R 1363 0 R 1364 0 R 1365 0 R 1366 0 R 1367 0 R 1368 0 R 1369 0 R 1370 0 R 1371 0 R 1372 0 R 1373 0 R 1374 0 R 1375 0 R 1376 0 R 1377 0 1378 р.
0 234 р. 0 235 р. 0 236 р.]
эндобдж
109 0 объект
[237 0 R 1059 0 R 1060 0 R 1061 0 R 1062 0 R 1063 0 R 1064 0 R 1065 0 R 1066 0 R 1067 0 R 1068 0 R 1069 0 R 1070 0 R 1071 0 R 1072 0 R 1073 0 R 1074 0 1075 руб. 0 1075 руб. 1076 руб. 0 1077 руб.]
эндобдж
110 0 объект
>
эндобдж
111 0 объект
[1115 0 R 1116 0 R 1117 0 R 1118 0 R 1119 0 R 1120 0 R 1121 0 R 1122 0 R 1123 0 R 1124 0 R 1125 0 R 1126 0 R 1127 0 R 1128 0 R 1129 0 R 1130 0 R 1131 0 справа 1132 0 справа 1133 0 справа 1134 0 справа 1135 0 справа 1136 0 справа 1137 0 справа 1138 0 справа]
эндобдж
112 0 объект
>
эндобдж
113 0 объект
>
эндобдж
114 0 объект
>
эндобдж
115 0 объект
>
эндобдж
116 0 объект
[1161 0 R 1162 0 R 1163 0 R 1164 0 R 1165 0 R 1166 0 R 1167 0 R 1168 0 R 1169 0 R 1170 0 R 1171 0 R 1172 0 R 241 0 R 242 0 R 243 0 R 244 0 R 245 0 R 246 0 R 247 0 R 248 0 R 249 0 R 250 0 R 251 0 R 252 0 R 253 0 R 254 0 R]
эндобдж
117 0 объект
[255 0 R 256 0 R 257 0 R 258 0 R 260 0 R 261 0 R 262 0 R 259 0 R]
эндобдж
118 0 объект
[263 0 R 264 0 R 265 0 R 267 0 R 268 0 R 269 0 R 270 0 R 271 0 R 266 0 R]
эндобдж
119 0 объект
[272 0 R 273 0 R 274 0 R 276 0 R 275 0 R]
эндобдж
120 0 объект
[277 0 R 279 0 R 1173 0 R 1174 0 R 1175 0 R 1176 0 R 1177 0 R 1178 0 R 1179 0 R 1180 0 R 1181 0 R 1182 0 R 1183 0 R 1184 0 R 1185 0 R 1186 0 R 1187 0 R 1188 0 R 1189 0 R 1190 0 R 1191 0 R 1192 0 R 1193 0 R 1194 0 R 1195 0 R 1196 0 R 1197 0 R 1198 0 R 1199 0 R 1200 0 R 1201 0 R 1202 0 R 1203 0 R 1204 0 R 1205 0 R 1206 0 R]
эндобдж
121 0 объект
[280 0 R 282 0 R 283 0 R 1255 0 R 1256 0 R 1257 0 R 1258 0 R 1259 0 R 1260 0 R 1261 0 R 1262 0 R 1263 0 R 1264 0 R 1265 0 R 1266 0 R 1267 0 R 1268 0 R 1269 0 R 1270 0 R 1271 0 R 1272 0 R 1273 0 R 1274 0 R 1275 0 R 1276 0 R 1277 0 R 1278 0 R 1279 0 R 1280 0 R 1281 0 R 1282 0 R 1283 0 R 1284 0 R ]
эндобдж
122 0 объект
[284 0 R 1329 0 R 1330 0 R 1331 0 R 1332 0 R 1333 0 R 1334 0 R 1335 0 R 1336 0 R 1337 0 R 1338 0 R 1339 0 R 1340 0 R 1341 0 R 1342 0 R 1343 0 R 1344 0 R 1345 0 R 1346 0 R 1347 0 R 1348 0 R 1349 0 R 1350 0 R 1351 0 R 1352 0 R 1353 0 R 1354 0 R 1355 0 R 1356 0 R 1357 0 R 1358 0 R 1359 0 R 1360 0 R 1361 0 R 1362 0 R 1363 0 R 1364 0 R 1365 0 R 1366 0 R 1367 0 R 1368 0 R 1369 0 R 1370 0 R 1371 0 R 1372 0 R 1373 0 R 1374 0 R 1375 0 R 1376 0 R 1377 0 1378 р.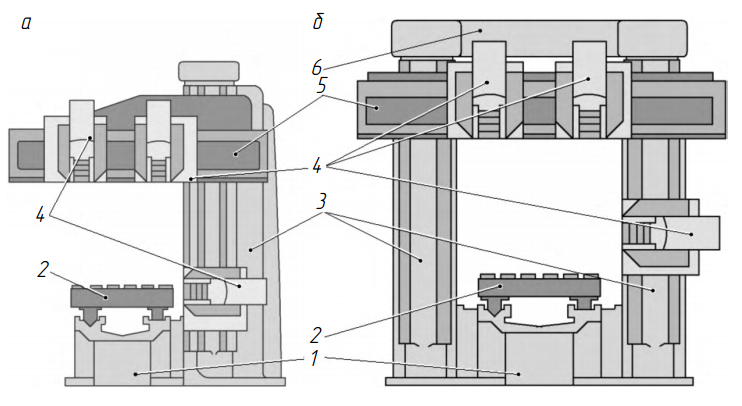 1379 0 р. 1380 0 р. 1381 0 р. 1382 0 р. 1383 0 р. 1384 0 р. 1385 0 р. 1386 0 р. 1387 0 р. 1388 0 р. 1389 0 р. 1390 0 р. 1391 0 р.]
эндобдж
123 0 объект
[286 0 R 288 0 R 1508 0 R 1509 0 R 1510 0 R 1511 0 R 1512 0 R 1513 0 R 1514 0 R 1515 0 R 1516 0 R 1517 0 R 1518 0 R 1519 0 R 1520 0 R 1521 0 R 1522 0 R 1523 0 R 1524 0 R 1525 0 R 1526 0 R 1527 0 R 1528 0 R 1529 0 R 1530 0 R 1531 0 R 1532 0 R 1533 0 R 1534 0 R 1535 0 R 1536 0 R 1537 0 R 1538 0 R 1539 0 R 1540 0 R 1541 0 R 1542 0 R 1543 0 R 1544 0 R 1545 0 R 1546 0 R 1547 0 R 1548 0 R 1549 0 R 1550 0 R 1551 0 R 1552 0 R 1553 0 R 1554 0 R 1555 0 Р]
эндобдж
124 0 объект
[289 0 R 1640 0 R 1641 0 R 1642 0 R 1643 0 R 1644 0 R 1645 0 R 1646 0 R 1647 0 R 1648 0 R 1649 0 R 1650 0 R 1651 0 R 1652 0 R 1653 0 R 1654 0 R 1655 0 R 1656 0 R 1657 0 R 1658 0 R 1659 0 R 1660 0 R 1661 0 R 1662 0 R 1663 0 R 1664 0 R 1665 0 R 1666 0 R 1667 0 R 1668 0 R 1669 0 R 1670 0 R 1671 0 R 1672 0 R 1673 0 R 1674 0 R 1675 0 R 1676 0 R 1677 0 R 1678 0 R 1679 0 R 1680 0 R 1681 0 R 1682 0 R 1683 0 R 1684 0 R 1685 0 R 1686 0 R 1687 0 R 1688 0 1689 0 R 1690 0 R 1691 0 R 1692 0 R 1693 0 R 1694 0 R 1695 0 R 1696 0 R 1697 0 R 1698 0 R 1699 0 R 1700 0 R 1701 0 R]
эндобдж
289 0 объект
>
эндобдж
1640 0 объект
>
эндобдж
1641 0 объект
>
эндобдж
1642 0 объект
>
эндобдж
1643 0 объект
>
эндобдж
1644 0 объект
>
эндобдж
1645 0 объект
>
эндобдж
1646 0 объект
>
эндобдж
1647 0 объект
>
эндобдж
1648 0 объект
>
эндобдж
1649 0 объект
>
эндобдж
1650 0 объект
>
эндобдж
1651 0 объект
>
эндобдж
1652 0 объект
>
эндобдж
1653 0 объект
>
эндобдж
1654 0 объект
>
эндобдж
1655 0 объект
>
эндобдж
1656 0 объект
>
эндобдж
1657 0 объект
>
эндобдж
1658 0 объект
>
эндобдж
1659 0 объект
>
эндобдж
1660 0 объект
>
эндобдж
1661 0 объект
>
эндобдж
1662 0 объект
>
эндобдж
1663 0 объект
>
эндобдж
1664 0 объект
>
эндобдж
1665 0 объект
>
эндобдж
1666 0 объект
>
эндобдж
1667 0 объект
>
эндобдж
1668 0 объект
>
эндобдж
1669 0 объект
>
эндобдж
1670 0 объект
>
эндобдж
1671 0 объект
>
эндобдж
1672 0 объект
>
эндобдж
1673 0 объект
>
эндобдж
1674 0 объект
>
эндобдж
1675 0 объект
>
эндобдж
1676 0 объект
>
эндобдж
1677 0 объект
>
эндобдж
1678 0 объект
>
эндобдж
1679 0 объект
>
эндобдж
1680 0 объект
>
эндобдж
1681 0 объект
>
эндобдж
1682 0 объект
>
эндобдж
1683 0 объект
>
эндобдж
1684 0 объект
>
эндобдж
1685 0 объект
>
эндобдж
1686 0 объект
>
эндобдж
1687 0 объект
>
эндобдж
1688 0 объект
>
эндобдж
1689 0 объект
>
эндобдж
1690 0 объект
>
эндобдж
1691 0 объект
>
эндобдж
1692 0 объект
>
эндобдж
1693 0 объект
>
эндобдж
1694 0 объект
>
эндобдж
1695 0 объект
>
эндобдж
1696 0 объект
>
эндобдж
1697 0 объект
>
эндобдж
1698 0 объект
>
эндобдж
1699 0 объект
>
эндобдж
1700 0 объект
>
эндобдж
1701 0 объект
>
эндобдж
290 0 объект
>
эндобдж
28 0 объект
> / MediaBox [0 0 612 792] / Parent 2 0 R / Resources> / Font> / ProcSet [/ PDF / Text] >> / StructParents 31 / Tabs / S / Type / Page >>
эндобдж
1815 0 объект
[1819 0 R]
эндобдж
1816 0 объект
> поток
H] oW; D («LjZQU ɮ»; ȿ {1CIss’7 / ٷ ^^ k> ~ b /> O {vb y `ǻ: ps x} ϟͿ7 $ I | Ta7 ~ ns | v! ؇ 6 ǻ`Rra +.
1379 0 р. 1380 0 р. 1381 0 р. 1382 0 р. 1383 0 р. 1384 0 р. 1385 0 р. 1386 0 р. 1387 0 р. 1388 0 р. 1389 0 р. 1390 0 р. 1391 0 р.]
эндобдж
123 0 объект
[286 0 R 288 0 R 1508 0 R 1509 0 R 1510 0 R 1511 0 R 1512 0 R 1513 0 R 1514 0 R 1515 0 R 1516 0 R 1517 0 R 1518 0 R 1519 0 R 1520 0 R 1521 0 R 1522 0 R 1523 0 R 1524 0 R 1525 0 R 1526 0 R 1527 0 R 1528 0 R 1529 0 R 1530 0 R 1531 0 R 1532 0 R 1533 0 R 1534 0 R 1535 0 R 1536 0 R 1537 0 R 1538 0 R 1539 0 R 1540 0 R 1541 0 R 1542 0 R 1543 0 R 1544 0 R 1545 0 R 1546 0 R 1547 0 R 1548 0 R 1549 0 R 1550 0 R 1551 0 R 1552 0 R 1553 0 R 1554 0 R 1555 0 Р]
эндобдж
124 0 объект
[289 0 R 1640 0 R 1641 0 R 1642 0 R 1643 0 R 1644 0 R 1645 0 R 1646 0 R 1647 0 R 1648 0 R 1649 0 R 1650 0 R 1651 0 R 1652 0 R 1653 0 R 1654 0 R 1655 0 R 1656 0 R 1657 0 R 1658 0 R 1659 0 R 1660 0 R 1661 0 R 1662 0 R 1663 0 R 1664 0 R 1665 0 R 1666 0 R 1667 0 R 1668 0 R 1669 0 R 1670 0 R 1671 0 R 1672 0 R 1673 0 R 1674 0 R 1675 0 R 1676 0 R 1677 0 R 1678 0 R 1679 0 R 1680 0 R 1681 0 R 1682 0 R 1683 0 R 1684 0 R 1685 0 R 1686 0 R 1687 0 R 1688 0 1689 0 R 1690 0 R 1691 0 R 1692 0 R 1693 0 R 1694 0 R 1695 0 R 1696 0 R 1697 0 R 1698 0 R 1699 0 R 1700 0 R 1701 0 R]
эндобдж
289 0 объект
>
эндобдж
1640 0 объект
>
эндобдж
1641 0 объект
>
эндобдж
1642 0 объект
>
эндобдж
1643 0 объект
>
эндобдж
1644 0 объект
>
эндобдж
1645 0 объект
>
эндобдж
1646 0 объект
>
эндобдж
1647 0 объект
>
эндобдж
1648 0 объект
>
эндобдж
1649 0 объект
>
эндобдж
1650 0 объект
>
эндобдж
1651 0 объект
>
эндобдж
1652 0 объект
>
эндобдж
1653 0 объект
>
эндобдж
1654 0 объект
>
эндобдж
1655 0 объект
>
эндобдж
1656 0 объект
>
эндобдж
1657 0 объект
>
эндобдж
1658 0 объект
>
эндобдж
1659 0 объект
>
эндобдж
1660 0 объект
>
эндобдж
1661 0 объект
>
эндобдж
1662 0 объект
>
эндобдж
1663 0 объект
>
эндобдж
1664 0 объект
>
эндобдж
1665 0 объект
>
эндобдж
1666 0 объект
>
эндобдж
1667 0 объект
>
эндобдж
1668 0 объект
>
эндобдж
1669 0 объект
>
эндобдж
1670 0 объект
>
эндобдж
1671 0 объект
>
эндобдж
1672 0 объект
>
эндобдж
1673 0 объект
>
эндобдж
1674 0 объект
>
эндобдж
1675 0 объект
>
эндобдж
1676 0 объект
>
эндобдж
1677 0 объект
>
эндобдж
1678 0 объект
>
эндобдж
1679 0 объект
>
эндобдж
1680 0 объект
>
эндобдж
1681 0 объект
>
эндобдж
1682 0 объект
>
эндобдж
1683 0 объект
>
эндобдж
1684 0 объект
>
эндобдж
1685 0 объект
>
эндобдж
1686 0 объект
>
эндобдж
1687 0 объект
>
эндобдж
1688 0 объект
>
эндобдж
1689 0 объект
>
эндобдж
1690 0 объект
>
эндобдж
1691 0 объект
>
эндобдж
1692 0 объект
>
эндобдж
1693 0 объект
>
эндобдж
1694 0 объект
>
эндобдж
1695 0 объект
>
эндобдж
1696 0 объект
>
эндобдж
1697 0 объект
>
эндобдж
1698 0 объект
>
эндобдж
1699 0 объект
>
эндобдж
1700 0 объект
>
эндобдж
1701 0 объект
>
эндобдж
290 0 объект
>
эндобдж
28 0 объект
> / MediaBox [0 0 612 792] / Parent 2 0 R / Resources> / Font> / ProcSet [/ PDF / Text] >> / StructParents 31 / Tabs / S / Type / Page >>
эндобдж
1815 0 объект
[1819 0 R]
эндобдж
1816 0 объект
> поток
H] oW; D («LjZQU ɮ»; ȿ {1CIss’7 / ٷ ^^ k> ~ b /> O {vb y `ǻ: ps x} ϟͿ7 $ I | Ta7 ~ ns | v! ؇ 6 ǻ`Rra +. OR30 kl \ W $ mSmY uCVfK-! K6 혂 uVPKlS% [
BERL
NQAB
OR30 kl \ W $ mSmY uCVfK-! K6 혂 uVPKlS% [
BERL
NQAB% PDF-1.5
%
15211 0 объект
>
эндобдж
xref
15211 541
0000000016 00000 н.
0000019690 00000 п.
0000019971 00000 п.
0000020002 00000 п.
0000020056 00000 п.
0000020095 00000 п.
0000020456 00000 п.
0000020546 00000 п.
0000020636 00000 п.
0000020724 00000 п.
0000020812 00000 п.
0000020900 00000 н.
0000020989 00000 п.
0000021078 00000 п.
0000021166 00000 п.
0000021254 00000 п.
0000021342 00000 п.
0000021431 00000 п.
0000021520 00000 н.
0000021608 00000 п.
0000021696 00000 п.
0000021783 00000 п.
0000021871 00000 п.
0000021959 00000 п.
0000022046 00000 н.
0000022133 00000 п.
0000022220 00000 п.
0000022308 00000 п.
0000022396 00000 п.
0000022483 00000 п.
0000022570 00000 п.
0000022657 00000 п.
0000022744 00000 п.
0000022831 00000 п.
0000022918 00000 п.
0000023006 00000 п.
0000023094 00000 п.
0000023181 00000 п.
0000023268 00000 п.
0000023356 00000 п.
0000023444 00000 п.
0000023531 00000 п. 0000023618 00000 п.
0000023705 00000 п.
0000023792 00000 п.
0000023880 00000 п.
0000023968 00000 п.
0000024055 00000 п.
0000024142 00000 п.
0000024229 00000 п.
0000024316 00000 п.
0000024403 00000 п.
0000024490 00000 п.
0000024577 00000 п.
0000024664 00000 п.
0000024751 00000 п.
0000024839 00000 п.
0000024927 00000 п.
0000025014 00000 п.
0000025101 00000 п.
0000025188 00000 п.
0000025275 00000 п.
0000025362 00000 п.
0000025450 00000 п.
0000025538 00000 п.
0000025625 00000 п.
0000025712 00000 п.
0000025799 00000 н.
0000025886 00000 п.
0000025973 00000 п.
0000026060 00000 п.
0000026147 00000 п.
0000026234 00000 п.
0000026321 00000 п.
0000026408 00000 п.
0000026495 00000 п.
0000026582 00000 п.
0000026670 00000 п.
0000026758 00000 н.
0000026845 00000 п.
0000026932 00000 п.
0000027019 00000 п.
0000027106 00000 п.
0000027193 00000 п.
0000027280 00000 н.
0000027368 00000 н.
0000027456 00000 п.
0000027543 00000 п.
0000027630 00000 н.
0000027717 00000 п.
0000023618 00000 п.
0000023705 00000 п.
0000023792 00000 п.
0000023880 00000 п.
0000023968 00000 п.
0000024055 00000 п.
0000024142 00000 п.
0000024229 00000 п.
0000024316 00000 п.
0000024403 00000 п.
0000024490 00000 п.
0000024577 00000 п.
0000024664 00000 п.
0000024751 00000 п.
0000024839 00000 п.
0000024927 00000 п.
0000025014 00000 п.
0000025101 00000 п.
0000025188 00000 п.
0000025275 00000 п.
0000025362 00000 п.
0000025450 00000 п.
0000025538 00000 п.
0000025625 00000 п.
0000025712 00000 п.
0000025799 00000 н.
0000025886 00000 п.
0000025973 00000 п.
0000026060 00000 п.
0000026147 00000 п.
0000026234 00000 п.
0000026321 00000 п.
0000026408 00000 п.
0000026495 00000 п.
0000026582 00000 п.
0000026670 00000 п.
0000026758 00000 н.
0000026845 00000 п.
0000026932 00000 п.
0000027019 00000 п.
0000027106 00000 п.
0000027193 00000 п.
0000027280 00000 н.
0000027368 00000 н.
0000027456 00000 п.
0000027543 00000 п.
0000027630 00000 н.
0000027717 00000 п. 0000027805 00000 п.
0000027893 00000 п.
0000027980 00000 п.
0000028067 00000 п.
0000028154 00000 п.
0000028241 00000 п.
0000028328 00000 п.
0000028415 00000 п.
0000028503 00000 п.
0000028591 00000 п.
0000028678 00000 п.
0000028765 00000 п.
0000028852 00000 п.
0000028939 00000 п.
0000029026 00000 н.
0000029113 00000 п.
0000029200 00000 н.
0000029287 00000 п.
0000029374 00000 п.
0000029461 00000 п.
0000029548 00000 н.
0000029635 00000 п.
0000029723 00000 п.
0000029811 00000 п.
0000029898 00000 н.
0000029985 00000 п.
0000030072 00000 п.
0000030160 00000 п.
0000030248 00000 п.
0000030335 00000 п.
0000030422 00000 п.
0000030509 00000 п.
0000030596 00000 п.
0000030683 00000 п.
0000030770 00000 п.
0000030857 00000 п.
0000030944 00000 п.
0000031031 00000 п.
0000031118 00000 п.
0000031205 00000 п.
0000031292 00000 п.
0000031379 00000 п.
0000031466 00000 п.
0000031553 00000 п.
0000031640 00000 п.
0000031727 00000 п.
0000031814 00000 п.
0000031901 00000 п.
0000027805 00000 п.
0000027893 00000 п.
0000027980 00000 п.
0000028067 00000 п.
0000028154 00000 п.
0000028241 00000 п.
0000028328 00000 п.
0000028415 00000 п.
0000028503 00000 п.
0000028591 00000 п.
0000028678 00000 п.
0000028765 00000 п.
0000028852 00000 п.
0000028939 00000 п.
0000029026 00000 н.
0000029113 00000 п.
0000029200 00000 н.
0000029287 00000 п.
0000029374 00000 п.
0000029461 00000 п.
0000029548 00000 н.
0000029635 00000 п.
0000029723 00000 п.
0000029811 00000 п.
0000029898 00000 н.
0000029985 00000 п.
0000030072 00000 п.
0000030160 00000 п.
0000030248 00000 п.
0000030335 00000 п.
0000030422 00000 п.
0000030509 00000 п.
0000030596 00000 п.
0000030683 00000 п.
0000030770 00000 п.
0000030857 00000 п.
0000030944 00000 п.
0000031031 00000 п.
0000031118 00000 п.
0000031205 00000 п.
0000031292 00000 п.
0000031379 00000 п.
0000031466 00000 п.
0000031553 00000 п.
0000031640 00000 п.
0000031727 00000 п.
0000031814 00000 п.
0000031901 00000 п. 0000031988 00000 п.
0000032075 00000 п.
0000032162 00000 п.
0000032249 00000 п.
0000032336 00000 п.
0000032423 00000 п.
0000032510 00000 п.
0000032597 00000 п.
0000032684 00000 п.
0000032771 00000 п.
0000032858 00000 п.
0000032945 00000 п.
0000033033 00000 п.
0000033121 00000 п.
0000033208 00000 п.
0000033295 00000 п.
0000033382 00000 п.
0000033470 00000 п.
0000033558 00000 п.
0000033645 00000 п.
0000033732 00000 п.
0000033819 00000 п.
0000033907 00000 п.
0000033995 00000 п.
0000034082 00000 п.
0000034169 00000 п.
0000034256 00000 п.
0000034343 00000 п.
0000034430 00000 п.
0000034517 00000 п.
0000034604 00000 п.
0000034691 00000 п.
0000034778 00000 п.
0000034866 00000 п.
0000034954 00000 п.
0000035041 00000 п.
0000035128 00000 п.
0000035215 00000 п.
0000035302 00000 п.
0000035389 00000 п.
0000035477 00000 п.
0000035565 00000 п.
0000035652 00000 п.
0000035739 00000 п.
0000035826 00000 п.
0000035913 00000 п.
0000036000 00000 н.
0000036087 00000 п.
0000031988 00000 п.
0000032075 00000 п.
0000032162 00000 п.
0000032249 00000 п.
0000032336 00000 п.
0000032423 00000 п.
0000032510 00000 п.
0000032597 00000 п.
0000032684 00000 п.
0000032771 00000 п.
0000032858 00000 п.
0000032945 00000 п.
0000033033 00000 п.
0000033121 00000 п.
0000033208 00000 п.
0000033295 00000 п.
0000033382 00000 п.
0000033470 00000 п.
0000033558 00000 п.
0000033645 00000 п.
0000033732 00000 п.
0000033819 00000 п.
0000033907 00000 п.
0000033995 00000 п.
0000034082 00000 п.
0000034169 00000 п.
0000034256 00000 п.
0000034343 00000 п.
0000034430 00000 п.
0000034517 00000 п.
0000034604 00000 п.
0000034691 00000 п.
0000034778 00000 п.
0000034866 00000 п.
0000034954 00000 п.
0000035041 00000 п.
0000035128 00000 п.
0000035215 00000 п.
0000035302 00000 п.
0000035389 00000 п.
0000035477 00000 п.
0000035565 00000 п.
0000035652 00000 п.
0000035739 00000 п.
0000035826 00000 п.
0000035913 00000 п.
0000036000 00000 н.
0000036087 00000 п. 0000036174 00000 п.
0000036261 00000 п.
0000036348 00000 п.
0000036435 00000 п.
0000036523 00000 п.
0000036611 00000 п.
0000036698 00000 п.
0000036785 00000 п.
0000036872 00000 п.
0000036959 00000 п.
0000037046 00000 п.
0000037133 00000 п.
0000037220 00000 п.
0000037307 00000 п.
0000037394 00000 п.
0000037482 00000 п.
0000037570 00000 п.
0000037657 00000 п.
0000037744 00000 п.
0000037831 00000 п.
0000037918 00000 п.
0000038005 00000 п.
0000038092 00000 п.
0000038179 00000 п.
0000038267 00000 п.
0000038355 00000 п.
0000038442 00000 п.
0000038529 00000 п.
0000038616 00000 п.
0000038703 00000 п.
0000038790 00000 п.
0000038878 00000 п.
0000038966 00000 п.
0000039053 00000 п.
0000039140 00000 п.
0000039227 00000 п.
0000039314 00000 п.
0000039401 00000 п.
0000039488 00000 п.
0000039575 00000 п.
0000039662 00000 п.
0000039750 00000 п.
0000039838 00000 п.
0000039925 00000 н.
0000040012 00000 п.
0000040099 00000 н.
0000040186 00000 п.
0000040273 00000 п.
0000036174 00000 п.
0000036261 00000 п.
0000036348 00000 п.
0000036435 00000 п.
0000036523 00000 п.
0000036611 00000 п.
0000036698 00000 п.
0000036785 00000 п.
0000036872 00000 п.
0000036959 00000 п.
0000037046 00000 п.
0000037133 00000 п.
0000037220 00000 п.
0000037307 00000 п.
0000037394 00000 п.
0000037482 00000 п.
0000037570 00000 п.
0000037657 00000 п.
0000037744 00000 п.
0000037831 00000 п.
0000037918 00000 п.
0000038005 00000 п.
0000038092 00000 п.
0000038179 00000 п.
0000038267 00000 п.
0000038355 00000 п.
0000038442 00000 п.
0000038529 00000 п.
0000038616 00000 п.
0000038703 00000 п.
0000038790 00000 п.
0000038878 00000 п.
0000038966 00000 п.
0000039053 00000 п.
0000039140 00000 п.
0000039227 00000 п.
0000039314 00000 п.
0000039401 00000 п.
0000039488 00000 п.
0000039575 00000 п.
0000039662 00000 п.
0000039750 00000 п.
0000039838 00000 п.
0000039925 00000 н.
0000040012 00000 п.
0000040099 00000 н.
0000040186 00000 п.
0000040273 00000 п. 0000040360 00000 п.
0000040447 00000 п.
0000040534 00000 п.
0000040621 00000 п.
0000040708 00000 п.
0000040795 00000 п.
0000040883 00000 п.
0000040971 00000 п.
0000041058 00000 п.
0000041145 00000 п.
0000041232 00000 п.
0000041319 00000 п.
0000041406 00000 п.
0000041493 00000 п.
0000041580 00000 п.
0000041667 00000 п.
0000041754 00000 п.
0000041841 00000 п.
0000041928 00000 п.
0000042015 00000 н.
0000042102 00000 п.
0000042189 00000 п.
0000042276 00000 п.
0000042363 00000 п.
0000042450 00000 п.
0000042537 00000 п.
0000042624 00000 п.
0000042711 00000 п.
0000042798 00000 н.
0000042885 00000 п.
0000042972 00000 п.
0000043059 00000 п.
0000043146 00000 п.
0000043233 00000 п.
0000043321 00000 п.
0000043409 00000 п.
0000043496 00000 п.
0000043583 00000 п.
0000043670 00000 п.
0000043757 00000 п.
0000043844 00000 п.
0000043932 00000 п.
0000044020 00000 п.
0000044107 00000 п.
0000044194 00000 п.
0000044281 00000 п.
0000044368 00000 п.
0000044455 00000 п.
0000044542 00000 п.
0000044629 00000 п.
0000044716 00000 п.
0000044803 00000 п.
0000044890 00000 н.
0000044978 00000 п.
0000045066 00000 п.
0000045153 00000 п.
0000045240 00000 п.
0000045327 00000 п.
0000045414 00000 п.
0000045501 00000 п.
0000045588 00000 п.
0000045675 00000 п.
0000045763 00000 п.
0000045851 00000 п.
0000045938 00000 п.
0000046025 00000 п.
0000046112 00000 п.
0000046199 00000 п.
0000046287 00000 п.
0000046375 00000 п.
0000046462 00000 н.
0000046549 00000 п.
0000046636 00000 п.
0000046723 00000 п.
0000046811 00000 п.
0000046899 00000 н.
0000046986 00000 п.
0000047073 00000 п.
0000047160 00000 п.
0000047247 00000 п.
0000047334 00000 п.
0000047422 00000 п.
0000047510 00000 п.
0000047597 00000 п.
0000047684 00000 п.
0000047771 00000 п.
0000047859 00000 п.
0000047947 00000 п.
0000048034 00000 п.
0000048121 00000 п.
0000048209 00000 н.
0000048297 00000 п.
0000048384 00000 п.
0000048471 00000 п.
0000048558 00000 п.
0000048645 00000 п.
0000048732 00000 п.
0000048819 00000 п.
0000048906 00000 н.
0000048993 00000 н.
0000049080 00000 п.
0000049167 00000 п.
0000049255 00000 п.
0000049343 00000 п.
0000049430 00000 п.
0000049517 00000 п.
0000049604 00000 п.
0000049691 00000 п.
0000049778 00000 п.
0000049865 00000 п.
0000049952 00000 н.
0000050039 00000 п.
0000050127 00000 п.
0000050215 00000 п.
0000050302 00000 п.
0000050389 00000 п.
0000050476 00000 п.
0000050564 00000 п.
0000050652 00000 п.
0000050739 00000 п.
0000050826 00000 п.
0000050913 00000 п.
0000051000 00000 н.
0000051087 00000 п.
0000051174 00000 п.
0000051261 00000 п.
0000051348 00000 п.
0000051435 00000 п.
0000051522 00000 п.
0000051609 00000 п.
0000051696 00000 п.
0000051783 00000 п.
0000051871 00000 п.
0000051959 00000 п.
0000052046 00000 п.
0000052133 00000 п.
0000052220 00000 н.
0000052307 00000 п.
0000052394 00000 п.
0000052481 00000 п.
0000052568 00000 п.
0000052655 00000 п.
0000052742 00000 н.
0000052829 00000 п.
0000052917 00000 п.
0000053005 00000 п.
0000053092 00000 п.
0000053179 00000 п.
0000053266 00000 п.
0000053354 00000 п.
0000053442 00000 п.
0000053529 00000 п.
0000053616 00000 п.
0000053703 00000 п.
0000053790 00000 п.
0000053877 00000 п.
0000053964 00000 н.
0000054051 00000 п.
0000054138 00000 п.
0000054225 00000 п.
0000054312 00000 п.
0000054399 00000 п.
0000054486 00000 п.
0000054573 00000 п.
0000054660 00000 п.
0000054747 00000 п.
0000054834 00000 п.
0000054921 00000 п.
0000055009 00000 п.
0000055097 00000 п.
0000055184 00000 п.
0000055271 00000 п.
0000055358 00000 п.
0000055446 00000 п.
0000055534 00000 п.
0000055621 00000 п.
0000055708 00000 п.
0000055795 00000 п.
0000055882 00000 п.
0000055970 00000 п.
0000056058 00000 п.
0000056145 00000 п.
0000056232 00000 п.
0000056320 00000 п.
0000056408 00000 п.
0000056494 00000 п.
0000056580 00000 п.
0000056666 00000 п.
0000056751 00000 п.
0000056837 00000 п.
0000056923 00000 п.
0000057012 00000 п.
0000057161 00000 п.
0000057202 00000 п.
0000057233 00000 п.
0000057865 00000 п.
0000057945 00000 п.
0000058930 00000 н.
0000059085 00000 п.
0000059116 00000 п.
0000059719 00000 п.
0000062414 00000 п.
0000062486 00000 п.
0000062585 00000 п.
0000099182 00000 п.
0000099473 00000 п.
0000113179 00000 н.
0000113251 00000 н.
0000113350 00000 н.
0000144218 00000 н.
0000144518 00000 н.
0000154342 00000 н.
0000154395 00000 н.
0000154714 00000 н.
0000155086 00000 н.
0000183343 00000 н.
0000183421 00000 н.
0000183599 00000 н.
0000183756 00000 н.
0000183978 00000 н.
0000184149 00000 н.
0000184370 00000 н.
0000184542 00000 н.
0000184814 00000 н.
0000184986 00000 н.
0000185254 00000 н.
0000185426 00000 н.
0000185680 00000 н.
0000185852 00000 н.
0000186122 00000 н.
0000186294 00000 н.
0000186518 00000 н.
0000186690 00000 н.
0000186928 00000 н.
0000187100 00000 н.
0000187398 00000 н.
0000187570 00000 н.
0000187886 00000 н.
0000188058 00000 н.
0000188284 00000 н.
0000188456 00000 н.
0000188730 00000 н.
0000188902 00000 н.
0000189124 00000 н.
0000189296 00000 н.
0000189586 00000 н.
0000189758 00000 н.
0000190030 00000 н.
0000190202 00000 н.
0000190454 00000 н.
0000190626 00000 н.
0000190846 00000 н.
0000191018 00000 н.
0000191202 00000 н.
0000191374 00000 н.
0000191558 00000 н.
0000191730 00000 н.
0000191972 00000 н.
0000192144 00000 н.
0000192396 00000 н.
0000192568 00000 н.
0000192886 00000 н.
0000193058 00000 н.
0000193378 00000 н.
0000193550 00000 н.
0000193852 00000 н.
0000194024 00000 н.
0000194654 00000 н.
0000194826 00000 н.
0000195130 00000 н.
0000195302 00000 н.
0000195608 00000 н.
0000195780 00000 н.
0000196150 00000 н.
0000196322 00000 н.
0000196660 00000 н.
0000196832 00000 н.
0000197136 00000 н.
0000197308 00000 н.
0000197628 00000 н.
0000197800 00000 н.
0000198106 00000 н.
0000198278 00000 н.
0000198596 00000 н.
0000198768 00000 н.
0000199126 00000 н.
0000199334 00000 н.
0000199646 00000 н.
0000040360 00000 п.
0000040447 00000 п.
0000040534 00000 п.
0000040621 00000 п.
0000040708 00000 п.
0000040795 00000 п.
0000040883 00000 п.
0000040971 00000 п.
0000041058 00000 п.
0000041145 00000 п.
0000041232 00000 п.
0000041319 00000 п.
0000041406 00000 п.
0000041493 00000 п.
0000041580 00000 п.
0000041667 00000 п.
0000041754 00000 п.
0000041841 00000 п.
0000041928 00000 п.
0000042015 00000 н.
0000042102 00000 п.
0000042189 00000 п.
0000042276 00000 п.
0000042363 00000 п.
0000042450 00000 п.
0000042537 00000 п.
0000042624 00000 п.
0000042711 00000 п.
0000042798 00000 н.
0000042885 00000 п.
0000042972 00000 п.
0000043059 00000 п.
0000043146 00000 п.
0000043233 00000 п.
0000043321 00000 п.
0000043409 00000 п.
0000043496 00000 п.
0000043583 00000 п.
0000043670 00000 п.
0000043757 00000 п.
0000043844 00000 п.
0000043932 00000 п.
0000044020 00000 п.
0000044107 00000 п.
0000044194 00000 п.
0000044281 00000 п.
0000044368 00000 п.
0000044455 00000 п.
0000044542 00000 п.
0000044629 00000 п.
0000044716 00000 п.
0000044803 00000 п.
0000044890 00000 н.
0000044978 00000 п.
0000045066 00000 п.
0000045153 00000 п.
0000045240 00000 п.
0000045327 00000 п.
0000045414 00000 п.
0000045501 00000 п.
0000045588 00000 п.
0000045675 00000 п.
0000045763 00000 п.
0000045851 00000 п.
0000045938 00000 п.
0000046025 00000 п.
0000046112 00000 п.
0000046199 00000 п.
0000046287 00000 п.
0000046375 00000 п.
0000046462 00000 н.
0000046549 00000 п.
0000046636 00000 п.
0000046723 00000 п.
0000046811 00000 п.
0000046899 00000 н.
0000046986 00000 п.
0000047073 00000 п.
0000047160 00000 п.
0000047247 00000 п.
0000047334 00000 п.
0000047422 00000 п.
0000047510 00000 п.
0000047597 00000 п.
0000047684 00000 п.
0000047771 00000 п.
0000047859 00000 п.
0000047947 00000 п.
0000048034 00000 п.
0000048121 00000 п.
0000048209 00000 н.
0000048297 00000 п.
0000048384 00000 п.
0000048471 00000 п.
0000048558 00000 п.
0000048645 00000 п.
0000048732 00000 п.
0000048819 00000 п.
0000048906 00000 н.
0000048993 00000 н.
0000049080 00000 п.
0000049167 00000 п.
0000049255 00000 п.
0000049343 00000 п.
0000049430 00000 п.
0000049517 00000 п.
0000049604 00000 п.
0000049691 00000 п.
0000049778 00000 п.
0000049865 00000 п.
0000049952 00000 н.
0000050039 00000 п.
0000050127 00000 п.
0000050215 00000 п.
0000050302 00000 п.
0000050389 00000 п.
0000050476 00000 п.
0000050564 00000 п.
0000050652 00000 п.
0000050739 00000 п.
0000050826 00000 п.
0000050913 00000 п.
0000051000 00000 н.
0000051087 00000 п.
0000051174 00000 п.
0000051261 00000 п.
0000051348 00000 п.
0000051435 00000 п.
0000051522 00000 п.
0000051609 00000 п.
0000051696 00000 п.
0000051783 00000 п.
0000051871 00000 п.
0000051959 00000 п.
0000052046 00000 п.
0000052133 00000 п.
0000052220 00000 н.
0000052307 00000 п.
0000052394 00000 п.
0000052481 00000 п.
0000052568 00000 п.
0000052655 00000 п.
0000052742 00000 н.
0000052829 00000 п.
0000052917 00000 п.
0000053005 00000 п.
0000053092 00000 п.
0000053179 00000 п.
0000053266 00000 п.
0000053354 00000 п.
0000053442 00000 п.
0000053529 00000 п.
0000053616 00000 п.
0000053703 00000 п.
0000053790 00000 п.
0000053877 00000 п.
0000053964 00000 н.
0000054051 00000 п.
0000054138 00000 п.
0000054225 00000 п.
0000054312 00000 п.
0000054399 00000 п.
0000054486 00000 п.
0000054573 00000 п.
0000054660 00000 п.
0000054747 00000 п.
0000054834 00000 п.
0000054921 00000 п.
0000055009 00000 п.
0000055097 00000 п.
0000055184 00000 п.
0000055271 00000 п.
0000055358 00000 п.
0000055446 00000 п.
0000055534 00000 п.
0000055621 00000 п.
0000055708 00000 п.
0000055795 00000 п.
0000055882 00000 п.
0000055970 00000 п.
0000056058 00000 п.
0000056145 00000 п.
0000056232 00000 п.
0000056320 00000 п.
0000056408 00000 п.
0000056494 00000 п.
0000056580 00000 п.
0000056666 00000 п.
0000056751 00000 п.
0000056837 00000 п.
0000056923 00000 п.
0000057012 00000 п.
0000057161 00000 п.
0000057202 00000 п.
0000057233 00000 п.
0000057865 00000 п.
0000057945 00000 п.
0000058930 00000 н.
0000059085 00000 п.
0000059116 00000 п.
0000059719 00000 п.
0000062414 00000 п.
0000062486 00000 п.
0000062585 00000 п.
0000099182 00000 п.
0000099473 00000 п.
0000113179 00000 н.
0000113251 00000 н.
0000113350 00000 н.
0000144218 00000 н.
0000144518 00000 н.
0000154342 00000 н.
0000154395 00000 н.
0000154714 00000 н.
0000155086 00000 н.
0000183343 00000 н.
0000183421 00000 н.
0000183599 00000 н.
0000183756 00000 н.
0000183978 00000 н.
0000184149 00000 н.
0000184370 00000 н.
0000184542 00000 н.
0000184814 00000 н.
0000184986 00000 н.
0000185254 00000 н.
0000185426 00000 н.
0000185680 00000 н.
0000185852 00000 н.
0000186122 00000 н.
0000186294 00000 н.
0000186518 00000 н.
0000186690 00000 н.
0000186928 00000 н.
0000187100 00000 н.
0000187398 00000 н.
0000187570 00000 н.
0000187886 00000 н.
0000188058 00000 н.
0000188284 00000 н.
0000188456 00000 н.
0000188730 00000 н.
0000188902 00000 н.
0000189124 00000 н.
0000189296 00000 н.
0000189586 00000 н.
0000189758 00000 н.
0000190030 00000 н.
0000190202 00000 н.
0000190454 00000 н.
0000190626 00000 н.
0000190846 00000 н.
0000191018 00000 н.
0000191202 00000 н.
0000191374 00000 н.
0000191558 00000 н.
0000191730 00000 н.
0000191972 00000 н.
0000192144 00000 н.
0000192396 00000 н.
0000192568 00000 н.
0000192886 00000 н.
0000193058 00000 н.
0000193378 00000 н.
0000193550 00000 н.
0000193852 00000 н.
0000194024 00000 н.
0000194654 00000 н.
0000194826 00000 н.
0000195130 00000 н.
0000195302 00000 н.
0000195608 00000 н.
0000195780 00000 н.
0000196150 00000 н.
0000196322 00000 н.
0000196660 00000 н.
0000196832 00000 н.
0000197136 00000 н.
0000197308 00000 н.
0000197628 00000 н.
0000197800 00000 н.
0000198106 00000 н.
0000198278 00000 н.
0000198596 00000 н.
0000198768 00000 н.
0000199126 00000 н.
0000199334 00000 н.
0000199646 00000 н.