6Т13 станок консольно-фрезерный вертикальный. Характеристики, схемы, описание
Сведения о производителе консольно-фрезерного станка 6Т13
Производитель серии универсальных фрезерных станков 6Т13 — Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Т выпускаются Горьковским заводом фрезерных станков (ГЗФС) начиная с 1985 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Р (6Р12, 6Р13).
Сегодня консольно-фрезерный станок 6Т13 — выпускает:
- ООО «Станочный Парк»;
- ООО СО «ПРЕССМАШ»;
- Станкостроительное объединение ООО СО «СтанРос».


Продукция Горьковского завода фрезерных станков ГЗФС
- 6Г605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6М12П станок консольно-фрезерный вертикальный, 320 х 1250
- 6М13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6М82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6М82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6М82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6М83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6М83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6М83Ш станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Н12 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Н13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6Н82 станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Н82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Т12-1 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Т12 станок вертикальный консольно-фрезерный вертикальный, 320 х 1250
- 6Т12Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 320 х 1250
- 6Т13 станок консольно-фрезерный вертикальный, 400 х 1600
- 6Т13Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82-1 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Т82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Т83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83-1 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Г станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Ш станок консольно-фрезерный широкоуниверсальный, 400 х 1600
- 6605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6606 станок продольно-фрезерный трехшпиндельный, 630 х 2000
- ГФ2171 станок фрезерный вертикальный с ЧПУ и АСИ, 400 х 1600
6Т13 станок вертикальный консольно-фрезерный.
 Назначение и область применения
Назначение и область примененияВертикальный консольно-фрезерный станок 6Т13 сконструирован на основе базовой модели 6Т13-1 с высокой степенью унификации функциональных узлов и деталей.
Вертикальный консольно-фрезерный станок 6Т13 предназначен для фрезерования всевозможных деталей из различных материалов. Применяется в условиях единичного и серийного производства.
Консольно-фрезерный станок 6Т13 отличается от станка 6Т12 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
На станке 6Т13 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
На вертикальном консольно-фрезерном станке 6Т13 возможна работа в трех режимах:
- Автоматический — В автоматическом режиме станок работает при различных автоматических циклах.
- Толчковый — В толчковом режиме производятся установочные перемещения стола.
 Возможна работа по разметке.
Возможна работа по разметке. - Ручной — В ручном универсальном режиме станок работает с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукоятки.
Особенности конструкции фрезерного станка 6Т13
Технологические возможности станков могут быть расширены за счет применения накладной фрезерной, делительной и долбежной головок, круглого поворотного стола.
Имеется устройство для ограничения зазора в винтовой паре продольного перемещения стола, индивидуальная смазка винта вертикального перемещения, повышающая его долговечность и снижающая усилие подъема консоли.
Введены дополнительные устройства для защиты от разлетающейся стружки и эмульсии.
Повышена жесткость станка за счет прямоугольных направляющих станины и консоли.
Имеется автоматическое торможение шпинделя в рабочем режиме и при аварийном отключении.
Автоматизированная смазка узлов повышает их долговечность и сокращает время обслуживания.
Стол станка может поворачиваться вокруг вертикальной оси на ±45°, что позволяет с применением делительных устройств фрезеровать различные винтообразные спирали.
Поворотная шпиндельная головка станка оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Механизировано крепление инструмента. Винт поперечной подачи расположен по оси фрезы, что повышает точность обработки. Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание и использовать станок для выполнения различных работ в поточном производстве.
Станок 6Т13 может поставляться в стране с умеренным, холодным и тропическим климатом.
Класс точности станка — Н по ГОСТ 8—82Е
Основные конструктивные преимущества станков:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки.
Основные технологические преимущества станков:
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.
- Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.

Станки выпускаются в различных исполнениях по напряжению, частоте питающей сети. Поставляются запасные части.
Модификации консольно-фрезерных станков серии «Т»
На базе станков серии «Т» разработаны различные модификации и специализированные станки:
- 6Т12 — 6Т12-27, 6Т12-29, 6Т12-30
- 6Т13 — 6Т13-27, 6Т13-29, 6Т13-30
- 6Т82Г — 6Т82Г-27 (ГФ2793), 6Т82Г-29, 6Т82Г-30
- 6Т83Г — 6Т83Г-27 (ГФ2797), 6Т83Г-29, 6Т83Г-30
- 6Т82 — 6Т82-27 (ГФ2794), 6Т82-29, 6Т82-30
- 6Т83 — 6Т83-27 (ГФ2798), 6Т83-29, 6Т83-30
- 6Т82Ш — 6Т82Ш-27, 6Т82Ш-29, 6Т82Ш-30, 6Т82Ш-35, 6Т82Ш-36, 6Т82Ш-37, 6Т82Ш-38
- 6Т83Ш — 6Т83Ш-27, 6Т83Ш-29, 6Т83Ш-30, 6Т83Ш-35, 6Т83Ш-36, 6Т83Ш-37, 6Т83Ш-38
Модификации 6Т…-27 имеют увеличенное на 100 мм расстояние от оси (торца) шпинделя до рабочей поверхности стола и механизм пропорционального (в 2 раза) замедления рабочей подачи.
Российские и зарубежные аналоги станка 6Т12 (6Т13)
FSS350MR, FSS450MR — 315 х 1250, 400 х 1250 — производитель Гомельский станкостроительный завод
ВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г.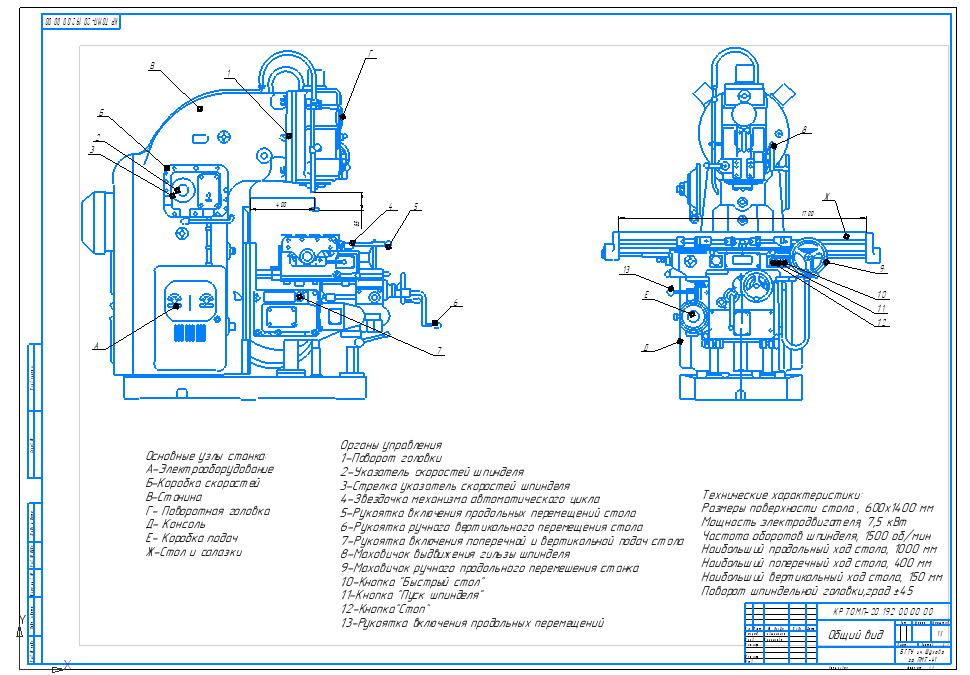 Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Габарит рабочего пространства консольно-фрезерного станка 6Т13
Чертеж рабочего пространства фрезерного станка 6Т13
Эскиз шпинделя консольно-фрезерного станка 6Т13
Эскиз шпинделя фрезерного станка 6Т13
Общий вид вертикального консольно-фрезерного станка 6Т13
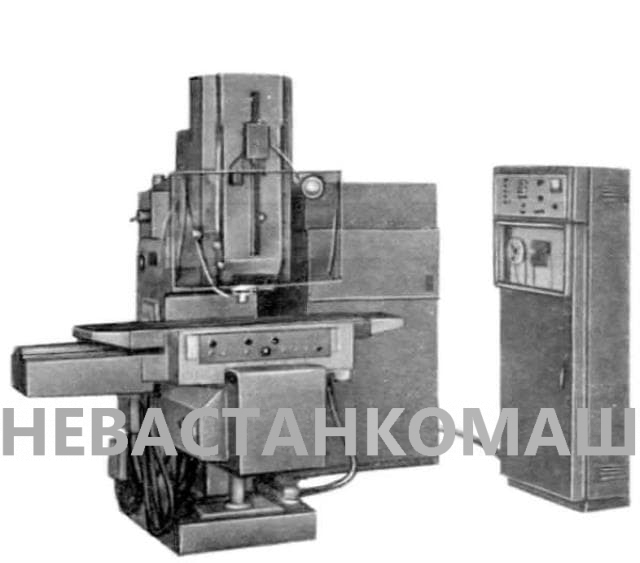
Фото консольно-фрезерного станка 6Т13
Фото консольно-фрезерного станка 6Т13
Фото консольно-фрезерного станка 6Т13. Скачать в увеличенном масштабе
Расположение составных частей консольно-фрезерного станка 6Т13
Расположение составных частей фрезерного станка 6Т13
Перечень составных частей консольно-фрезерного станка 6Т13
- станина
- пульт боковой
- механизм переключения подач
- коробка скоростей шпинделя
- головка поворотная
- устройства электромеханического зажима инструмента
- шкаф управления
- стол и салазки
- механизм замедления подачи
- пульт основной
- консоль
- коробка подач
Расположение органов управления консольно-фрезерным станком 6Т13
Расположение органов управления фрезерным станком 6Т12
Пульты управления фрезерным станком 6Т13
Пульты управления фрезерным станком 6Т13: основной -II, боковой -I
Перечень органов управления консольно-фрезерным станком 6Т13
- Указатель скоростей шпинделя
- Кнопка «Перемещение стола назад, вперед, вниз»
- Переключатель выбора направления перемещения стола
- Переключатель «Зажим-Отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Кнопка «Толчок шпинделя» (дублирующая)
- Кнопка «Стоп перемещения стола»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп шпинделя» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- —
- Шестигранник поворота головки
- Рукоятка зажима гильзы шпинделя
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещения стола»
- Кнопка «Стоп шпинделя»
- Кнопка «Пуск шпинделя»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — Механический»
- Маховик ручного продольного перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок переключения подач
- Кнопка «Стоп» аварийная
- Переключатель выбора режима работы станка
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стола и пуск цикла»
- Клавиша «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Зажимы салазок
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Маховик выдвижения гильзы шпинделя
- Зажим головки на станине
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево — Вправо»
- Переключатель насоса охлаждения «Включено – Выключено»
- Переключатель выбора пульта управления
- Переключатель выбора автоматических циклов
- Зажим консоли
- Рукоятка съемная ручного вертикального и поперечного перемещения стола
- Штифт нулевой фиксации головки
Схема кинематическая консольно-фрезерного станка 6Т13
Кинематическая схема консольно-фрезерного станка 6Т13
Схема кинематическая консольно-фрезерного станка 6Т13. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Т13Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Конструкция основных узлов консольно-фрезерного станка 6Т13
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Т13
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Cхема электрическая фрезерного станка 6Т13
Электрическая схема фрезерного станка 6Т13-1
Схема электрическая принципиальная консольно-фрезерного станка 6Т13. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Читайте также: Электросхемы фрезерных станков серии 6Т
6Т13 станок консольно-фрезерный вертикальный. Видеоролик.
Технические характеристики консольного фрезерного станка 6Т13
| Наименование параметра | 6Р12 | 6Р13 | 6Т12 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 х 320 | 1600 х 400 | 1250 х 320 | 1600 х 400 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 300 | 400 | 630 |
| Наибольший продольный ход стола (X), мм | 800 | 1000 | 800 | 1000 |
| Наибольший поперечный ход стола (Y), мм | 250 | 300 | 320 | 400 |
| Наибольший вертикальный ход стола (Z), мм | 420 | 420 | 420 | 430 |
| Расстояние от торца шпинделя до поверхности стола, мм | 30. .450 .450 | 30..500 | 30..450 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 420 | 380 | 460 |
| Шпиндель | ||||
| Мощность привода главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Частота вращения шпинделя, об/мин | 40..2000 | 40..2000 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 80 | 70 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Угол поворота шпиндельной головки, град | ±45° | ±45° | ±45° | ±45° |
| Конец шпинделя ГОСТ 836-62 | №3 | №3 | ||
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | 50 | ||
Рабочий стол. Подачи Подачи | ||||
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 12,5..1600 | 12,5..1600 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1..530 | 4,1..530 | 4,1..530 | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 | 22 | 22 | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН | 15/ 12/ 5 | 20/ 12/ 8 | ||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 4 | 4 | 4 | 4 |
| Электродвигатель главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Электродвигатель привода подач, кВт | 2,2 | 3 | 3 | 3 |
| Электродвигатель зажима инструмента, кВт | 0,25 | 0,25 | ||
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 10,87 | 14,37 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2305 1950 2020 | 2560 2260 2120 | 2280 1965 2265 | 2570 2252 2430 |
| Масса станка, кг | 3120 | 4200 | 3250 | 4300 |
- Станки вертикальные консольно-фрезерные 6Т12-1, 6Т13-1.
 Руководство по эксплуатации 6Т12-1.00.000 РЭ,
Руководство по эксплуатации 6Т12-1.00.000 РЭ, - Станки вертикальные консольно-фрезерные 6Т12, 6Т13. Руководство по эксплуатации 6Т12.00.000 РЭ,
- Станки вертикальные консольно-фрезерные 6Т12-29, 6Т13-29. Руководство по эксплуатации 6Т12-29.00.000 РЭ, 1992
- Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т13-1, 6Т83Ш-1. Руководство по эксплуатации электрооборудования 6Т82Г.00.000 РЭ1
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.
 Л. Справочник молодого фрезеровщика, 1992
Л. Справочник молодого фрезеровщика, 1992 - Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Вертикально-фрезерный станок 6Т13: технические характеристики, паспорт
Универсальные фрезеровочные станки с широким профилем очень выгодны для самого разного рода крупных предприятий. Агрегат 6Т13 относится к вертикально-фрезерному оборудованию, позволяющему обрабатывать прямые, угловые, рамочные детали.
Агрегат 6Т13 относится к вертикально-фрезерному оборудованию, позволяющему обрабатывать прямые, угловые, рамочные детали.
На станке можно производить обработку по горизонтальной, вертикальной поверхности, а также под углом в 45°, и не только, болле подробно о всех возможностях агрегата.
Содержание:
- 1 Производитель
- 2 Назначение и область применения
- 3 Конструкционные особенности консольно-фрезерного станка
- 3.1 Габариты и масса
- 3.2 Перечень составных частей
- 3.3 Описание и расположение органов управления
- 3.4 Кинематическая схема
- 3.5 Схема электрическая
- 3.6 Особенности строения поворотной головки
- 4 Технические характеристики
- 5 Эксплуатация и ремонт, паспорт
- 6 Техника безопасности при работе с устройством
- 7 Модернизация и аналоги
- 8 Отзывы
Производитель
В 1931 году был основан Горьковский завод фрезерных станков. это предприятие специализировалось на выпуске самого широкого ассортимента фрезерного оборудования, в том числе и с УЦИ, и с ЧПУ. Уже с 1932 года, завод становится экспертом по изготовлению различного металлорежущего оборудования. Станки серии Т выпускаются на заводе с 1985 года. В эту серию входит целый ряд аналогичного оборудования с некоторыми конструктивными особенностями.
Уже с 1932 года, завод становится экспертом по изготовлению различного металлорежущего оборудования. Станки серии Т выпускаются на заводе с 1985 года. В эту серию входит целый ряд аналогичного оборудования с некоторыми конструктивными особенностями.
Назначение и область применения
Применяется в серийном и единичном производстве для фрезерования деталей из самого разного материала. Оборудование обрабатывает:
- вертикальные и горизонтальные поверхности;
- пазы;
- углы;
- рамки;
- зубчатые колеса.
На агрегате есть возможность работать в трех режимах. На станке используются торцевые, фасонные, угловые, цилиндрические, дисковые фрезы. Есть возможность получить дополнительные винтовые поверхности с применением универсальной делительной головки.
Конструкционные особенности консольно-фрезерного станка
Конструкционные особенности станка помимо высокой производительности направлены на обеспечение безопасности оператора, работающего с оборудованием. На агрегате имеется подвижное ограждение. Также безопасность обеспечивается:
На агрегате имеется подвижное ограждение. Также безопасность обеспечивается:
- дублированием стоп-кнопок агрегата;
- система блокировок;
- механизм пропорционального уменьшения подачи при выходе и врезании.
Есть и другие особенности конструкции, которые делают работу более эффективной.
Габариты и масса
Станок относится к крупному оборудованию. Его вес составляет 4200 кг. Габариты агрегата:
- длина – 256 см;
- ширина – 226 см;
- высота – 212 см.
Поверхность стола имеет размеры 1600х400 мм.
Перечень составных частей
Основные узлы агрегата те же, что и в большинстве фрезерных станков. Но все составные части имеют некоторые особенности конструкции, которые позволяют выполнять необходимые функции:
- Литая станина. Это широкая прямоугольная платформа, на штифтах с вертикальной горловиной.
- Шпиндельная головка с гильзой. Поворотный механизм, закрепленный в кольцевой выточке станины, с двигателем зажима режущей детали.

- Шкаф управления. В его состав входит электропривод шпинделя, а также коробка скоростей, пульт управления и несколько важных переключателей.
- Передняя консоль. Движок направляющих элементов стола, и приборы регулировки их перемещения.
Также к особенностям конструкции относятся:
- Механизированное крепление инструмента. Это повышает параметры точности обработки детали.
- Стол станка способен поворачиваться вокруг вертикальной оси на 45°. Так можно фрезеровать винтообразные спирали.
- Автоматическое торможение шпиндельной головки.
- Три режима работы: ручной, автоматический и толчковый.
- Ограничение зазора в винтовой паре.
Дополнительная жесткость станка позволяет обрабатывать пластины из твердых и сверхтвердых синтетических материалов.
Описание и расположение органов управления
Одним из основных органов управления является коробка скоростей, которая содержит 18 частот вращения шпиндельного узла. Для этого имеется специальная головка с делениями. Отдельно установлена рукоятка для зажима гильзы.
Для этого имеется специальная головка с делениями. Отдельно установлена рукоятка для зажима гильзы.
Управление приводом подач осуществляется при помощи фрикционов обычного и быстрого хода. Также имеются механические зажимы салазок, а также консоли на направляющих частях станины. Все рабочие элементы имеют отдельные маховики для ручного управления.
Кинематическая схема
Схема электрическая
Особенности строения поворотной головки
Станина служит базой для поворотной головки агрегата. Сама головка оснащена механизмом ручного и осевого перемещения. Это позволяет проводить обработку поверхностей, которые расположены под углом в 45°.
Центрируется поворотная головка в кольцевой выточке, к которой крепится 4 болтами. Сама шпиндельная головка – двухопорный вал, который смонтирован в выдвижной гильзе. От насоса станины происходит смазка подшипников и шестерен поворотной головки.
Технические характеристики
Агрегат 6Т13 имеет следующие технические характеристики:
- наибольший ход стола вдоль – 1 метр;
- поперечный – 30 см;
- вертикальный – 42 см;
- от торца шпиндельной головки до стола расстояние – 30–500 мм;
- частота вращения шпинделя до 2000 об/мин;
- пиноль шпинделя перемещается на 80 мм;
- одно деление лимба – 0.
 05 мм.
05 мм.
Станок снабжен четырьмя электродвигателями. Мощность движка основного составляет 10 кВт.
Эксплуатация и ремонт, паспорт
Сам механизм требует установки на бетонный фундамент толщиной не меньше 30 см. При этом поверхность должна быть идеально ровной. Тогда снизится риск неточностей при тонком фрезеровании.
При первоначальном пуске обязательно следует заполнить маслом резервуар смазочной системы. Раз в год нужно осуществлять промывку масляного резервуара. При любой неисправности следует отключить станок и его должен осмотреть мастер. Любая деталь в станке подлежит замене при износе, поэтому сам агрегат не имеет срока эксплуатации.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт вертикально консольно-фрезерного станка 6Т13.
Техника безопасности при работе с устройством
Станок является объектом повышенной опасности. Поэтому при работе с ним следует соблюдать определенные правила. Новички обязательно проходят инструктаж по технике безопасности.
При работе оператор должен быть в спецодежде. Запрещено подходит к станку в нетрезвом виде. Перед работой следует проверить заземление. Скорости и режимы переключать при вращающейся головке также запрещено. Дверца шкафа управления и доступ к электроприводам запирается на ключ.
Модернизация и аналоги
У данного вида станков есть аналоги как отечественные, так и зарубежные:
- Гомельский станкостроительный завод выпускает эти модели консольно-фрезерных станков, которые по техническим характеристикам схожи с рассматриваемым оборудованием.
- X5032, X5040. Известные Китайские аналоги.
- Аналог Болгарского производства.
При наличии необходимых инструментов и навыков агрегат можно модернизировать и увеличить функциональность.
Отзывы
В большинстве своем крупные предприятия с удовольствием приобретают оборудование 6т13. На таком станке легко обрабатывать крупногабаритные детали, весом до 630 кг. При этом оборудование снабжено дополнительными элементами безопасности и поворотным столом, который позволяет обрабатывать заготовку под углом. Также пользователи отмечают долгий срок службы данного оборудования.
На таком станке легко обрабатывать крупногабаритные детали, весом до 630 кг. При этом оборудование снабжено дополнительными элементами безопасности и поворотным столом, который позволяет обрабатывать заготовку под углом. Также пользователи отмечают долгий срок службы данного оборудования.
Консольно-фрезерный станок 6Т13 начал выпускаться в 1985 году и с тех пор успешно используется на серийном производстве. Жесткость конструкции позволяет обрабатывать наиболее твердые материалы и использовать фрезы из быстрорежущей стали.
Поделиться в социальных сетях
технические характеристики, плюсы, схемы, правила
Широкий профиль универсальных фрезеровочных станков делает их приобретение экономически выгодным для любого приборо- и машиностроительного предприятия. Назначение станка типа 6Т13 – обработка прямых, угловых, дуговых, рамочных деталей, как по вертикальной и горизонтальной поверхности, так и под углом до 45°.
Технические характеристики и преимущества станка
Вертикальные консольно-фрезерные станки серии 6Т имеют два главных двигателя, управляющих движением головки шпинделя и передвижением стола – мощностью 11 и 3 кВт. Независимо от них электромеханикой регулируются зажим режущего инструмента и подача смазочной жидкости на узлы машины. Автономность различных элементов упрощает профилактическое обслуживание и ремонт станка.
К эксплуатационным преимуществам 6Т13 относятся:
- частоты вращения шпинделя – от 31,5 до 1600 оборотов в минуту;
- пределы подач по вертикали от 4,1 до 530 мм/мин, горизонтального перемещения стола – 12,5–1600 мм/мин;
- ось шпинделя отклоняется на 45°;
- стол вращается на 45°, что позволяет нарезать винтовые детали;
- большой выбор настроенных автоматических режимов, включая циклы с прерывистой подачей.
На данном станке можно фрезеровать детали весом до 630 кг. Повышенная жесткость подачи при достаточно малой цене деления лимба в 0,05 мм позволяет добиться высокой точности обработки.
Оснастка и принадлежности
Все детали механизма биметаллические, заменяемые. Станок оснащен фрезеровочным столом 1600 * 400 мм. Защитный борт по периметру рабочей зоны повышает безопасность оператора при операциях, сопровождаемых сильным разбрасыванием стружки. Высота бортов регулируется вручную. Шпиндель установлен в выдвижную гильзу и отклоняется по основной оси благодаря поворотной головке. В целях повышения жесткости станка применяются механические зажимы.
Комплектация станка:
- автоматическая коробка передач;
- регуляторы скорости;
- рабочая головка;
- шпиндель;
- патрон цанговый;
- коробка подач;
- шарико-винтовые передачи;
- эластичные муфты;
- фрикционные валы;
- тормозная муфта.

Станок позволяет использовать круглый поворотный стол, устанавливать делительную головку и работать по разметке. Патрон для концевой фрезы можно менять на оправку для торцевой и дисковой резки.
Общий вид и конструкция
Агрегат отличают прочность сцепления отдельных узлов и их независимое управление. Литая основа придает станку устойчивость. Возможность тонкой настройки дает способность к фрезерованию мелких деталей.
Расположение и описание составных частей
Основные элементы конструкции:
- Станина. Широкая прямоугольная платформа на штифтах с вертикальной горловиной.
- Головка и гильза шпинделя. Поворотный механизм, закрепленный в кольцевой выточке станины, с двигателем зажима режущей детали.
- Шкаф управления. Включает электропривод движения шпинделя, коробку скоростей, пульт управления и несколько отдельных переключателей.

- Передняя консоль. Двигатель направляющих стола и приборы регулирования их перемещения.
Вес собранной машины составляет 4300 кг, высота 2430 мм, ширина 2252 мм. Общая длина 2570 мм. Ход рабочей поверхности – до 1 м вправо-влево, до 40 см в поперечной плоскости и до 43 см по вертикали.
Расположение органов управления
Управление основным движением выполняет коробка скоростей, которая включает 18 частот вращения шпинделя. Регулируется с помощью рукоятки с соответствующими делениями. Положение головки обеспечивают поворотный шестигранник и маховик механического выдвижения гильзы. Отдельная рукоятка предусмотрена для зажима гильзы.
Привод подач управляет движениями стола через фрикционы обычного и быстрого хода. При выборе одного из данных режимов другой блокируется. Коробка привода позволяет осуществлять 18 различных подач. Для точного предварительного расположения обрабатываемых деталей предусмотрены механические зажимы салазок стола и консоли на направляющих станины. Каждый рабочий элемент оснащен маховиком ручного управления.
Каждый рабочий элемент оснащен маховиком ручного управления.
Пульты управления
На станке 6Т13 имеются два операторских пульта – боковой на стенке шкафа управления, основной на консоли стола. А также панель выбора автоматических циклов. Скорость и направление подач регулируется с основного, движение головки шпинделя с бокового. Кнопки базовых действий – старта, остановки, включения режима быстрого перемещения или замедленных подач – дублируются на обоих панелях.
Клавиша включения станка, как и изменения направления вращения фрезы, расположена на задней стенке аппарата. Но на основном пульте есть кнопка аварийного отключения. Также с него включается и выключается режим охлаждения. Выбор пульта осуществляется посредством переключателя сбоку.
Особенности строения поворотной головки
Механизм для вращения шпинделя представляет собой систему конических колец, полуколец и шестерней, крепится к фланцу станины болтами. На поворотной головке закреплены направляющие гильзы, внутри которой расположен двухопорный вал шпинделя на подшипниках. В верхней части гильзы – привод зажима режущего инструмента. Во избежание травм, без обязательной предварительной фиксации фрезы поворот шпинделя блокируется.
В верхней части гильзы – привод зажима режущего инструмента. Во избежание травм, без обязательной предварительной фиксации фрезы поворот шпинделя блокируется.
При необходимости конструкция головки позволяет регулировать осевой и радиальный люфт вращения. Для этого на ее корпусе имеется съемная пробка. Через это отверстие замеряют размер люфта между подшипником и цилиндром шпинделя. Настройка осуществляется подшлифовыванием осевых и радиальных полуколец.
Электрическая и кинематическая схема
Вертикальные станки, оснащенные электроприводами подобной мощности, позволяют использовать сверхтвердые фрезы и максимальную скорость резки. Высокий коэффициент трения компенсируется смазкой, подаваемой плунжерным маслонасосом на элементы привода и основные винты перемещения. Кинематическая система представляет собой передачу импульса с вала двигателя через шарико-винтовые передачи на функциональные оси. Соединения оснащены сменными эластичными муфтами.
Работу с агрегатом облегчают электромагнитное устройство принудительного замедления движения стола и вращения шпинделя при выключении.

Остановка происходит за 5 – 6 сек. Тормозная муфта также предохраняет систему от поломки в случае перегрузки. Стандартное электромеханическое строение и универсальная оснастка допускают расширение возможностей за счет модернизации отдельных узлов, применение большого ряда подходящих запчастей при ремонте.
Правила эксплуатации
Как и все механизмы подобной весовой категории, 6Т13 требует установки на бетонный фундамент толщиной не менее 30 см. Поверхность должна быть идеально ровной, чтобы снизить риск возникновения неточностей при тонком фрезеровании. Первоначальный пуск предполагает заполнение маслом резервуара смазочной системы и холостую прогонку всех режимов. Первую замену масла рекомендуется произвести через неделю работы, вторую через месяц, в дальнейшем раз в 3 месяца. Профилактическая промывка масляного резервуара осуществляется раз в год.
Перед каждым пуском станка оператор использует рычаг отжима-зажима инструмента в шпинделе. Изменять положение обрабатываемых деталей, переключать скорости и режимы при вращающейся головке запрещено. Дверцы шкафа управления, обеспечивающие доступ к электроприводам движения, закрываются на ключ. При любой неисправности работа прекращается, и системы должен осмотреть электрик.
Дверцы шкафа управления, обеспечивающие доступ к электроприводам движения, закрываются на ключ. При любой неисправности работа прекращается, и системы должен осмотреть электрик.
Срок эксплуатации для станка 6Т13 не установлен, поскольку все детали могут быть легко заменены по мере износа. После капитального ремонта агрегат полностью восстанавливает мощность, жесткость и обеспечивает первоначальную точность обработки.
6Т13 технические характеристики | Станок фрезерный консольный
Технические характеристики консольно-фрезерного станка 6Т13 позволяют проводить операции фрезерования деталей из металла и пластмасс, как в ручном, полу- и автоматическом режиме.
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-82 |
| Н |
Стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 1600 х 400 |
Число Т-образных пазов |
| 3 |
Ширина Т-образных пазов по ГОСТ 1574-75 |
|
|
Центральный | мм | 18Н8 |
Крайний | мм | 18Н12 |
Расстояние между пазами | мм | 100 |
Перемещение стола |
|
|
продольное (Х) | мм | 1000 |
поперечное (Y) | мм | 340 |
вертикальное (Z) | мм | 430 |
Количество подач стола |
| 22 |
Пределы подач стола |
|
|
Продольных | мм/мин | 12,5…1600 |
Поперечных | мм/мин | 12,5…1600 |
Вертикальных | мм/мин | 4,1…530 |
Пропорциональная замедленная подача | мм/мин | 1/2S |
Расстояния от торца шпинделя до стола | мм | 70…500 |
Расстояние от оси шпинделя до направляющих станины | мм | 420 |
Скорость быстрого перемещения стола |
|
|
Продольного и поперечного | мм/мин | 4000 |
Вертикального | мм/мин | 1330 |
Наибольшая масса обрабатываемой детали | кг | 630 |
Перемещение стола на одно деление лимба |
|
|
продольное, поперечное | мм | 0,05 |
вертикальное | мм | 0,05 |
Перемещение стола на один оборот лимба |
|
|
продольное, поперечное | мм | 6 |
вертикальное | мм | 2 |
Шпиндель | ||
Количество ступеней скоростей шпинделя |
| 18 |
Конец шпинделя по ГОСТ 24644-81 ряд 4, исполнение 6 |
| 50 |
Частота вращения шпинделя | об/мин | 31,5…1600 |
Наибольшее осевое перемещение гильзы шпинделя | мм | 80 |
Перемещение пиноли на один оборот лимба | мм | 4 |
Перемещение пиноли на одно деление лимба | мм | 0,05 |
Наибольший угол поворота шпиндельной головки | град | ±45 |
Цена одного деления шкалы поворота головки | град | 1 |
Наибольший диаметр фрезы при черновой обработке | мм | 200 |
Электрооборудование | ||
Количество электродвигателей на станке |
| 4 |
Главный привод станка |
|
|
Число оборотов | об/мин | 1460 |
Мощность | кВт | 11 |
Тип |
| 4А132М4 |
Электродвигатель привода подач |
|
|
Число оборотов | об/мин | 1425 |
Мощность | кВт | 2,2 |
Тип |
| 4АМ100S4 |
Электронасос подачи охлаждающей жидкости |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Тип |
| ХА14-22М |
Производительность | л/мин | 22 |
Электродвигатель зажима инструмента |
|
|
Число оборотов | об/мин | 1365 |
Мощность | кВт | 0,18 |
Тип |
| 4АА56В4 |
Суммарная мощность всех электродвигателей | кВт | 14,3 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 2570 |
ширина | мм | 2252 |
высота | мм | 2430 |
Масса станка (с электрооборудованием) | кг | 4250 |
Технические характеристики консольного фрезерного станка модели 6Т13
- Вы здесь:
- Станки
- Фрезерные
 org/BreadcrumbList»>
org/BreadcrumbList»>- Категория: Фрезерные
- фрезерный станок
- консольно-фрезерный станок
- вертикальный фрезерный станок
- Описание
- Руководство
- Фото
- Видео
Описание
Горьковское СПО
Вертикальный консольный фрезерный станок модели 6Т13 предназначен для обработки деталей из чугуна и цветных металлов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами. Класс точности станка Н по ГОСТ 8—82.
Шероховатость поверхности Ra 3,2 мкм.
Категория качества высшая.
Исполнение для внутренних и экспортных поставок. По условиям эксплуатации УХЛ4 по ГОСТ 15150—69 для макроклиматических районов с умеренным и холодным климатом, Т — для макроклиматических районов как с сухим, так и с влажным тропическим климатом.
По условиям эксплуатации УХЛ4 по ГОСТ 15150—69 для макроклиматических районов с умеренным и холодным климатом, Т — для макроклиматических районов как с сухим, так и с влажным тропическим климатом.
Особенности конструкции станка
Возможность работы в трех режимах: автоматическом, толчковом и ручном; работы в автоматических циклах, включая цикл по рамке; работы по разметке.
Наличие устройства для ограничения зазора в винтовой паре продольного перемещения стола.
Индивидуальная смазка винта вертикального перемещения, повышающая его долговечность и снижающая усилие подъема консоли.
Введение дополнительных устройств для защиты от разлетающейся стружки и эмульсии.
Повышение жесткости станка за счет прямоугольных направляющих станины и консоли.
Наличие автоматического торможения шпинделя в рабочем режиме и при аварийном отключении.
Поворот фрезерной головки на 45° в обе стороны от вертикального положения шпинделя.
Механизированное крепление инструмента.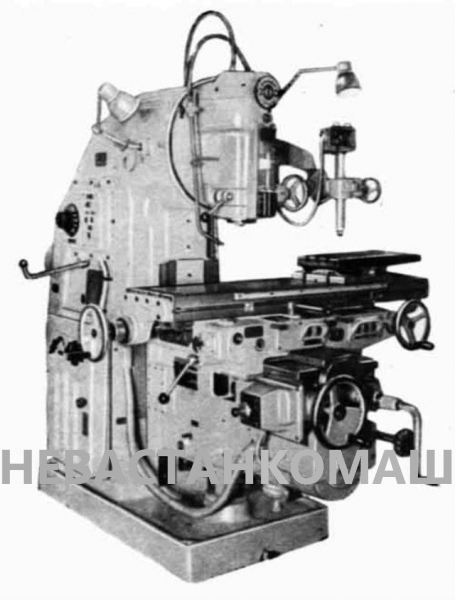
Расположение винта поперечной подачи по оси фрезы, повышающее точность обработки.
Условия транспортирования и хранения
Упакованный станок допускается транспортировать всеми видами транспорта кроме воздушного. Условия транспортирования по ГОСТ 9.014—78, ГОСТ 23170—78 и ОСТ Н92-1—81. Категория условий транспортирования и хранения — Ж, без упаковки — С по ГОСТ 9.014—78 для экспортных поставок — ОЖ.
Безопасность труда на станке достигается выполнением требовании по ГОСТ 12.2.009—80.
| Основные данные | |
|---|---|
| Размеры рабочей поверхности стола, мм: | 400 х 1600 |
| Количество Т-образных пазов | 3 |
| Ширина Т-образных пазов, мм: | |
| — центрального | 18Н18 |
| — крайних | 18Н12 |
| Наибольшее перемещение стола по ГОСТ 165—81, не менее, мм: | |
| — продольное | 1120 |
| — поперечное | 400 |
| — вертикальное | 430 |
| Конец шпинделя по ГОСТ 24644—81 (конус по ГОСТ 15945—82), ряд 4, исполнение 6 | 50 |
| Количество скоростей вращения шпинделя | 18 |
| Частота вращения шпинделя, об/мин | 31,5-1600 |
| Наибольший крутящий момент на шпинделе станка, кН·м | 1,37 |
| Количество подач стола | 22 |
| Подача стола, мм/мин: | |
| — продольная | 12,5-1600 |
| — поперечная | 12,5-1600 |
| — вертикальная | 4,1-530 |
| Пропорциональная замедленная подача, от установленной, мм/мин | 50% |
| Скорость быстрого перемещения стола, мм/мин, не менее: | |
| — продольная | 4000 |
| — поперечная | 4000 |
| — вертикальная | 1330 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм: | |
| — наименьшее, не более | 70 |
| — наибольшее, не менее | 500 |
| Расстояние от оси шпинделя до направляющих станины, мм | 460 |
| Ход гильзы шпинделя (вертикальный), мм, не менее | 80 |
| Угол поворота шпиндельной головки, не менее | ±45 |
| Наибольшая масса обрабатываемой детали, кг | 630 |
| Корректированный уровень звуковой мощности, дБА | 103 |
| Габарит станка, мм | 2570 х 2252 х 2430 |
| Масса станка с электрооборудованием, кг, не более | 4270 |
| Электрооборудование | |
| Питающая электросеть: | |
| — род тока | Переменный трехфазный |
| — частота, Гц | 50 |
| — напряжение, В | 380 |
| Напряжение цепей управления, В: | |
| — переменного тока | 110 |
| — постоянного тока | 24 |
| Напряжение цепи местного освещения, В | 24 |
| Количество двигателей на станке | 4 |
| Род тока электроприводов станка | Переменный |
| Электродвигатели: | |
| привода главного движения: | |
| — тип | АИР132М4У3 |
| — мощность, кВт | 11 |
| — частота вращения, об/мин | 1450 |
| привода подачи стола: | |
| — тип | АИР100S4У3 |
| — мощность, кВт | 3 |
| — частота вращения, об/мин | 1410 |
| привода механизированного зажима инструмента: | |
| — тип | АИР56В2У3 |
| — мощность, кВт | 0,18 |
| — частота вращения, об/мин | 1370 |
| насоса охлаждения центрального вертикального: | |
| — тип | П-25М УХЛ4 |
| — мощность, кВт | 0,12 |
| — частота вращения, об/мин | 2800 |
| Суммарная мощность всех электродвигателей, кВт | 14,3 |
Руководство
Видео
Проверка вертикально-фрезерного станка 6Т13 после ремонта электроавтоматики
Вертикально-фрезерный станок 6Т13 (6Р13)
Вертикально-фрезерный станок 6Т13 с УЦИ
- Назад
- Вперед
Вертикальный консольно-фрезерный станок 6Т13
Технические характеристики
| Наименование параметра | Значение |
|---|---|
| Основные параметры станка | |
| Класс точности | Н |
| Размеры поверхности стола, мм | 1600 х 400 |
| Наибольшая масса обрабатываемой детали, кг | 630 |
| Наибольший продольный ход стола (X), мм | 1000 |
| Наибольший поперечный ход стола (Y), мм | 400 |
| Наибольший вертикальный ход стола (Z), мм | 430 |
| Расстояние от торца шпинделя до поверхности стола, мм |
70. .500 .500
|
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 460 |
| Шпиндель | |
| Мощность привода главного движения, кВт | 11 |
| Частота вращения шпинделя, об/мин | 31,5..1600 |
| Количество скоростей шпинделя | 18 |
| Перемещение пиноли шпинделя, мм | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 |
| Угол поворота шпиндельной головки, град | ±45° |
| Конец шпинделя ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | АТ50 |
Рабочий стол. Подачи Подачи
|
|
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 4/ 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 06/ 02 |
| Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН | 20/ 12/ 08 |
| Механика станка | |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть |
| Блокировка раздельного включения подач | Есть |
| Торможение шпинделя | Есть |
| Предохранительная муфта от перегрузок | Есть |
| Автоматическая прерывистая подача | Есть |
| Электрооборудование и приводы станка | |
| Количество электродвигателей на станке | 4 |
| Электродвигатель главного движения, кВт | 11 |
| Электродвигатель привода подач, кВт | 3 |
| Электродвигатель зажима инструмента, кВт | 0,25 |
| Электродвигатель насоса СОЖ, кВт | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 14,37 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 2570х2252х2430 |
| Масса станка, кг | 4300 |

Прогнозирование вагинальных родов после кесарева сечения с использованием машинного обучения
. 2020 июнь;222(6):613.e1-613.e12.
doi: 10.1016/j.ajog.2019.12.267. Epub 2020 30 января.
Михал Липшуец 1 , Джошуа Гедалия 2 , Амихай Роттенстрайх 3 , Михал Новосельский Перский 3 , Сара М. Коэн 3 , Дорон Кабири 3 , Габриэль Левин 3 , Симха Ягель 4 , Рон Унгер 2 , Ишай Сомполинский 3
Принадлежности
- 1 Факультет наук о жизни Мины и Эверарда Гудман, Университет Бар-Илан, Рамат-Ган, Израиль; Отделение акушерства и гинекологии, Медицинский центр Хадасса-Еврейского университета, Иерусалим, Израиль.

- 2 Факультет наук о жизни Мины и Эверарда Гудман, Университет Бар-Илан, Рамат-Ган, Израиль.
- 3 Отделение акушерства и гинекологии, Медицинский центр Хадасса-Еврейского университета, Иерусалим, Израиль.
- 4 Отделение акушерства и гинекологии Медицинского центра Хадасса-Еврейского университета, Иерусалим, Израиль. Электронный адрес: [email protected].
- PMID: 32007491
- DOI: 10.1016/j.ajog.2019.12.267
Михал Липшуец и др.
Am J Obstet Gynecol. 2020 9 июня0003
2020 9 июня0003
. 2020 июнь;222(6):613.e1-613.e12.
doi: 10.1016/j.ajog.2019.12.267. Epub 2020 30 января.
Авторы
Михал Липшуец 1 , Джошуа Гедалия 2 , Амихай Роттенстрайх 3 , Михал Новосельский Перский 3 , Сара М Коэн 3 , Дорон Кабири 3 , Габриэль Левин 3 , Симха Ягель 4 , Рон Унгер 2 , Ишай Сомполинский 3
Принадлежности
- 1 Факультет наук о жизни Мины и Эверарда Гудман, Университет Бар-Илан, Рамат-Ган, Израиль; Отделение акушерства и гинекологии, Медицинский центр Хадасса-Еврейского университета, Иерусалим, Израиль.

- 2 Факультет наук о жизни Мины и Эверарда Гудман, Университет Бар-Илан, Рамат-Ган, Израиль.
- 3 Отделение акушерства и гинекологии, Медицинский центр Хадасса-Еврейского университета, Иерусалим, Израиль.
- 4 Отделение акушерства и гинекологии Медицинского центра Хадасса-Еврейского университета, Иерусалим, Израиль. Электронный адрес: [email protected].
- PMID: 32007491
- DOI: 10.1016/j.ajog.2019.12.267
Абстрактный
Фон: Во всем мире предпринимаются усилия по снижению частоты кесарева сечения до 12-15%. Особое внимание было направлено на рожениц, которые проходят пробные роды после кесарева сечения, чтобы уменьшить бремя повторных кесаревых сечений. Частота осложнений самая низкая, когда достигаются вагинальные роды, и самая высокая, когда выполняется незапланированное кесарево сечение, что подчеркивает необходимость заранее оценить вероятность успешных вагинальных родов после кесарева сечения. Калькуляторы вагинальных родов после кесарева сечения были разработаны в разных группах населения; однако были описаны некоторые ограничения их внедрения в клиническую практику. Методы машинного обучения позволяют исследовать крупномасштабные наборы данных с входными комбинациями, которые с трудом обрабатываются традиционными инструментами статистического анализа.
Особое внимание было направлено на рожениц, которые проходят пробные роды после кесарева сечения, чтобы уменьшить бремя повторных кесаревых сечений. Частота осложнений самая низкая, когда достигаются вагинальные роды, и самая высокая, когда выполняется незапланированное кесарево сечение, что подчеркивает необходимость заранее оценить вероятность успешных вагинальных родов после кесарева сечения. Калькуляторы вагинальных родов после кесарева сечения были разработаны в разных группах населения; однако были описаны некоторые ограничения их внедрения в клиническую практику. Методы машинного обучения позволяют исследовать крупномасштабные наборы данных с входными комбинациями, которые с трудом обрабатываются традиционными инструментами статистического анализа.
Задача: Цель этого исследования состояла в том, чтобы оценить возможность использования методов машинного обучения для прогнозирования успешных вагинальных родов после кесарева сечения.
Дизайн исследования: Проанализированы электронные медицинские карты одноплодных, срочных родов за 12-летний период в третичном справочном центре. С использованием градиентного бустинга были созданы модели, включающие множественные характеристики матери и плода, для прогнозирования успешных родов через естественные родовые пути у рожениц, перенесших пробные роды после кесарева сечения. Одна модель была создана для предоставления персонализированной оценки риска вагинальных родов после кесарева сечения с использованием функций, доступных уже при первом дородовом посещении; была создана вторая модель, которая повторно оценивает этот показатель после добавления функций, доступных только в ближайшее время.
Полученные результаты: Была определена когорта из 9888 рожениц с 1 предшествующим кесаревым сечением, из которых 75,6% рожениц (n=7473) предприняли попытку родов с показателем успеха 88%. Была разработана модель, основанная на машинном обучении, для прогнозирования успешных родов через естественные родовые пути. При использовании функций, доступных при первом дородовом посещении, модель показала кривую рабочей характеристики приемника с площадью под кривой 0,745 (95% доверительный интервал, 0,728–0,762), который увеличился до 0,793 (95% доверительный интервал, 0,778–0,808), когда были добавлены функции, доступные в непосредственной близости от процесса доставки. Кроме того, для более поздней модели был создан инструмент стратификации риска для распределения рожениц на группы низкого, среднего и высокого риска неудачной попытки родов после кесарева сечения. В группах низкого и среднего риска (42,4% и 25,6% рожениц соответственно) показатель успеха составил 97,3% и 90,9% соответственно. В группе высокого риска (32,1%) частота успешных родов через естественные родовые пути составила 73,3%. Применение модели к когорте рожениц, выбравших повторное кесарево сечение (n=2145), показало, что 31% этих рожениц были бы отнесены к группам низкого и среднего риска, если бы были предприняты попытки родов.
Была разработана модель, основанная на машинном обучении, для прогнозирования успешных родов через естественные родовые пути. При использовании функций, доступных при первом дородовом посещении, модель показала кривую рабочей характеристики приемника с площадью под кривой 0,745 (95% доверительный интервал, 0,728–0,762), который увеличился до 0,793 (95% доверительный интервал, 0,778–0,808), когда были добавлены функции, доступные в непосредственной близости от процесса доставки. Кроме того, для более поздней модели был создан инструмент стратификации риска для распределения рожениц на группы низкого, среднего и высокого риска неудачной попытки родов после кесарева сечения. В группах низкого и среднего риска (42,4% и 25,6% рожениц соответственно) показатель успеха составил 97,3% и 90,9% соответственно. В группе высокого риска (32,1%) частота успешных родов через естественные родовые пути составила 73,3%. Применение модели к когорте рожениц, выбравших повторное кесарево сечение (n=2145), показало, что 31% этих рожениц были бы отнесены к группам низкого и среднего риска, если бы были предприняты попытки родов.
Вывод: Пробные роды после кесарева сечения безопасны для большинства рожениц. Показатели успеха высоки даже в популяции с высоким уровнем пробных родов после кесарева сечения. Применение алгоритма машинного обучения для присвоения персонализированной оценки риска успешных вагинальных родов после кесарева сечения может помочь в принятии решений и способствовать снижению частоты кесарева сечения. Распределение родильниц по группам риска может помочь в управлении родоразрешением.
Ключевые слова: машинное обучение; персонализированный; прогноз; испытание труда; вагинальные роды после кесарева сечения.
Copyright © 2020 Elsevier Inc. Все права защищены.
Похожие статьи
Анализ данных в режиме реального времени с использованием модели машинного обучения значительно улучшает прогнозирование успешных вагинальных родов.

Гедалия Дж., Липшуец М., Новосельский-Перский М., Коэн С.М., Роттенстрейх А., Левин Г., Ягель С., Унгер Р., Сомполинский Ю. Гедалия Дж. и др. Am J Obstet Gynecol. 2020 сен;223(3):437.e1-437.e15. doi: 10.1016/j.ajog.2020.05.025. Epub 2020 17 мая. Am J Obstet Gynecol. 2020. PMID: 32434000
Прогнозирование акушерских повреждений анального сфинктера у пациенток, перенесших вагинальные роды после кесарева сечения.
Лукрист Д., Браун О., Пидапарти М., Кентон К., Левики-Гаупп С., Миллер Э.С. Лукрист Д. и соавт. Am J Obstet Gynecol. 2021 авг;225(2):173.e1-173.e8. doi: 10.1016/j.ajog.2021.02.014. Epub 2021 19 фев. Am J Obstet Gynecol. 2021. PMID: 33617798
Испытание родов после кесарева сечения при беременности близнецами: систематический обзор и метаанализ.

Кабири Д., Масарви Р., Шахтер-Сафрай Н., Масарва Р., Хирш Ракка Б., Эзра Й., Маток И. Кабири Д. и др. Am J Obstet Gynecol. 2019Апр; 220(4):336-347. doi: 10.1016/j.ajog.2018.11.125. Epub 2018 19 ноября. Am J Obstet Gynecol. 2019. PMID: 30465748
Роды у женщин с кесаревым сечением в анамнезе: рекомендации по клинической практике Французского колледжа гинекологов и акушеров (CNGOF).
Сентиль Л., Вайсьер К., Бойше Г., Денё-Тарау К., Дерюэль П., Димунш П., Галло Д., Хомонте Ж.Б., Хейманн С., Кайем Г., Лопес Э., Парант О., Шмитц Т., Селье Ю., Розенберг П., д ‘Эрколе С. Сентильес Л. и др. Eur J Obstet Gynecol Reprod Biol. 2013 г., сен; 170 (1): 25–32. doi: 10.1016/j.ejogrb.2013.05.015. Epub 2013 28 июня. Eur J Obstet Gynecol Reprod Biol. 2013. PMID: 23810846 Обзор.
Вагинальные роды после кесарева сечения.

МакМахон М.Дж. МакМахон М.Дж. Клин Обстет Гинекол. 1998 г., июнь; 41 (2): 369-81. doi: 10.1097/00003081-199806000-00018. Клин Обстет Гинекол. 1998. PMID: 9646969 Обзор.
Посмотреть все похожие статьи
Цитируется
Разнообразие в машинном обучении: систематический обзор текстовых диагностических приложений.
Фитцсиммонс Л., Деван М., Дексхаймер Дж.В. Фитцсиммонс Л. и соавт. Appl Clin Inform. 2022 май; 13 (3): 569-582. doi: 10.1055/s-0042-1749119. Epub 2022 25 мая. Appl Clin Inform. 2022. PMID: 35613914
Машинное обучение для прогнозирования исходов беременности: систематический обзор, синтезирующая структура и программа будущих исследований.

Ислам М.Н., Мустафина С.Н., Махмуд Т., Хан Н.И. Ислам М.Н. и др. BMC Беременность Роды. 2022 22 апреля; 22 (1): 348. дои: 10.1186/s12884-022-04594-2. BMC Беременность Роды. 2022. PMID: 35546393 Бесплатная статья ЧВК.
Прогнозирование экстренного кесарева сечения с использованием методов машинного обучения: разработка и внешняя проверка общенационального многоцентрового набора данных в Республике Корея.
Wie JH, Lee SJ, Choi SK, Jo YS, Hwang HS, Park MH, Kim YH, Shin JE, Kil KC, Kim SM, Choi BS, Hong H, Seol HJ, Won HS, Ko HS, Na S. Ви Дж. Х. и соавт. Жизнь (Базель). 2022 18 апреля; 12 (4): 604. дои: 10.3390/жизнь12040604. Жизнь (Базель). 2022. PMID: 35455095 Бесплатная статья ЧВК.
Вклад искусственного интеллекта в журналах по акушерству и гинекологии: систематический обзор.

Домбр Ф., Боннар Дж., Байи К., Морис П., Папагеоргиу А.Т., Жуанник Дж.М. Домбрес Ф. и др. J Med Internet Res. 20 апр. 2022; 24(4):e35465. дои: 10.2196/35465. J Med Internet Res. 2022. PMID: 35297766 Бесплатная статья ЧВК. Обзор.
Модель раннего предупреждения нарушений спектра приращения плаценты, осложненных имплантацией шейки матки: одноцентровое ретроспективное исследование.
Синь С., Ван Х., Цзэн С., Фу Ю., Ван З., Лай Х., Сюн Ю., Чжэн Дж., Лю Л. Синь С. и др. J Healthc Eng. 2022, 4 февраля; 2022:8128689. дои: 10.1155/2022/8128689. Электронная коллекция 2022. J Healthc Eng. 2022. PMID: 35154621 Бесплатная статья ЧВК.
Просмотреть все статьи «Цитируется по»
Типы публикаций
термины MeSH
Осень 2022
12 единиц Курс дает представление программиста о том, как компьютерные системы выполнять программы, хранить информацию и общаться. Это позволяет студенты, чтобы стать более эффективными программистами, особенно в работе с проблемами производительности, переносимости и надежности. Это также служит основой для курсов по компиляторам, сетям, операционной систем и компьютерной архитектуры, где более глубокое понимание требуется проблема системного уровня. Рассматриваемые темы включают: код машинного уровня и его генерация с помощью оптимизирующих компиляторов, оценка и оптимизация производительности, компьютерная арифметика, память организация и управление, сетевые технологии и протоколы, и поддержка параллельных вычислений. Учебная программа Требования: C или выше в 15-122 Что нового?
Получение помощи
Учебные материалы
Информация о курсе
Инструкторы
|

 Тщательно подумайте о политике AIV, прежде чем публиковать код или детали дизайна. Сделайте приватный пост, видимый только инструкторам и ассистентам, если есть сомнения.
Тщательно подумайте о политике AIV, прежде чем публиковать код или детали дизайна. Сделайте приватный пост, видимый только инструкторам и ассистентам, если есть сомнения.
 выше
выше
 html
html245G LC | Экскаватор среднего размера
- Полезная мощность: 119 кВт (159 л.с.)
- Макс. Глубина копания: 6,62 м (21 фут 8 дюймов)
- Эксплуатационная масса: 25 800 кг (56 830 фунтов)
Найти дилера
Функции
Особенности
Развернуть всеСвернуть все
Конструкция с уменьшенным вылетом хвоста
Будь то у стены или между камнем и наковальней, этот специалист по ближнему бою делает все очень легко.
Двигатель
Двигатель FT4/Stage IV не требует дизельного сажевого фильтра (DPF). Увеличенные интервалы обслуживания помогают максимально увеличить время безотказной работы.
Высокоэффективная система охлаждения для тяжелых условий эксплуатации обеспечивает охлаждение даже в неблагоприятных условиях или на больших высотах. Вентилятор всасывающего типа с охлаждением по требованию помогает уменьшить накопление материала и сократить объем технического обслуживания.
Элементы управления
Эргономически правильные рычаги управления с коротким ходом обеспечивают плавное и точное управление кончиками пальцев с меньшими движениями и усилиями. Ползунковый переключатель обеспечивает пропорциональное регулирование скорости.
Нажмите кнопку увеличения мощности на правой панели управления, чтобы увеличить мощность копания. Повышение мощности также включается автоматически в функциях подъема/подъема стрелы.
Производительность
Три режима производительности позволяют выбрать стиль копания, соответствующий выполняемой работе:
- Высокая производительность обеспечивает большую мощность и более быструю реакцию гидравлики для перемещения большего количества материала.
- Power обеспечивает баланс мощности, скорости и экономии топлива для нормальной работы.
- Экономия ограничивает максимальную скорость и помогает экономить топливо.
Обзорность
Дизайн капота, широкие передние и боковые стекла, узкие передние стойки кабины, верхнее стекло, многочисленные зеркала и стандартная камера заднего вида обеспечивают оптимальную обзорность.
Гидравлическая система с тремя насосами
Уникальная гидравлическая система с тремя насосами модели 245G LC обеспечивает еще больший поток. Третий насос подает дополнительное гидравлическое масло в контур поворота по мере необходимости, чтобы максимизировать производительность без истощения запасов масла, замедления других функций или снижения расхода топлива.
Показать больше Показать меньше
Спецификации и сравнение
Характеристики и сравнение
БЛИЖАЙШЕЕ СРАВНЕНИЕ —Пожалуйста, выберите—ДОБАВИТЬ МОДЕЛЬ —Пожалуйста, выберите—Добавить модель
БЛИЖАЙШЕЕ СРАВНЕНИЕ —Пожалуйста, выберите—ДОБАВИТЬ МОДЕЛЬ —Пожалуйста, выберите—Экспорт в Excel
ТРАНСМИССИЯ
| Уровень выбросов | Уровень 4 / Уровень IV | 905:50 | ||
|---|---|---|---|---|
| Производитель двигателей | Исузу | |||
| Количество цилиндров | 4 | |||
| Рабочий объем, л (дюймы³) | 5,2 (317) | |||
| Скорость номинальная, об/мин | 2000 | 905:50|||
Мощность двигателя — полезная, кВт (л. с.) с.) | 119 (159) | |||
| Количество несущих роликов — с каждой стороны | 2 | |||
| Количество опорных катков — с каждой стороны | 8 | |||
| Ширина башмака гусеницы, мм (дюймы) | 800 (32) |
РАЗМЕРЫ
| Транспортная длина Моноблочная стрела, мм (фут/дюйм) | 9110 (29 футов 11 дюймов) | |||
|---|---|---|---|---|
| Транспортная высота — максимальная, мм (фут/дюйм) | 3030 (9 футов 11 дюймов) | |||
| Габаритная ширина ходовой части, мм (фут/дюйм) | 3190 (10 футов 6 дюймов) | |||
| Длина гусеницы по земле, мм (фут/дюйм) | 3660 (12 футов) | |||
| Общая длина ходовой части, мм (фут/дюйм) | 4460 (14 футов 8 дюймов) | |||
| Радиус поворота хвостового оперения, мм (фут/дюйм) | 1680 (5 футов 6 дюймов) | |||
| Дорожный просвет, мм (дюймы) | 450 (18) | |||
| Ширина над фиксированными гусеницами, мм (фут/дюйм) | 3190 (10 футов 6 дюймов) | |||
| Ширина колеи, мм (фут/дюйм) | 2390 (7 футов 10 дюймов) | 905:50|||
| Вылет копания — моноблочная стрела, мм (фут/дюйм) | 10110 (33 фута 4 дюйма) | |||
| Вылет на уровне земли — моноблочная стрела, мм (фут/дюйм) | 9900 (32 фута 6 дюймов) | |||
| Высота копания — моноблочная стрела, мм (фут/дюйм) | 11230 (36 футов 10 дюймов) | 905:50 | ||
| Высота разгрузки — моноблочная стрела, мм (фут/дюйм) | 8290 (27 футов 6 дюймов) | |||
| Глубина копания — 2,44 м / 8 футов с плоским дном, мм (фут/дюйм) | 6410 (20 футов 10 дюймов) | |||
| Глубина копания — моноблочная стрела, мм (фут/дюйм) | 6620 (21 фут 8 дюймов) | 905:50 |
 44m-/-8’ft-flat-bottom,-mm-(ft/in)»>
44m-/-8’ft-flat-bottom,-mm-(ft/in)»>ОБЪЕМ
| Топливный бак, л (галлоны (США)) | 380 (100) | |||
|---|---|---|---|---|
| Гидравлический бак, л (галлоны (США)) | 130 (34,3) |
ПРОИЗВОДИТЕЛЬНОСТЬ
| Давление на грунт, кПа (PSI) | 40 (5,8) | |||
|---|---|---|---|---|
| Скорость поворота, об/мин | 11,8 | |||
| Момент поворота, кНм (lbf/ft) | 68 (50000) | |||
| Скорость движения — высокая, км/ч (миль/ч) | 5,5 (3,4) | |||
| Тяговое усилие, кН (фунт-сила) | 203 (45640) | |||
| Разрыв рукояти, кН (фунт-сила) | 114 (25630) | |||
| Вырыв ковша, кН (фунт-сила) | 158 (35320) | |||
| Преодолеваемый подъем, % | 70 | 905:50|||
| Концевой подъемник — 7,5 м Вылет, кг (фунты) | 5200 (11200) | |||
| Боковой подъем — 7,5 м Вылет, кг (фунты) | 3000 (6400) | |||
| Общий расход, л/мин (галлоны (США)/мин) | 613 (162) | |||
| Давление в ковше, бар (PSI) | 343 (4970) | |||
| Давление наддува, бар (PSI) | 380 (5510) |
 5m-reach,-kg-(lbs)»>
5m-reach,-kg-(lbs)»>ВЕС
| Эксплуатационная масса, кг (фунты) | 25800 (56830) |
|---|
Показать больше Показать меньше
Предложения и скидки
Предложения и скидки
Развернуть всеСвернуть все
Фиксированная ставка 2,99% годовых на 48 месяцев†
на новые экскаваторы среднего размера John Deere.
†Для получения полной информации об этом предложении выберите соответствующую ссылку ниже.
Подробнее о предложении
Выберите свою машину и заключите сделку†
на новые экскаваторы John Deere 245G-870G.
†Для получения полной информации об этом предложении выберите соответствующую ссылку ниже.
Просмотреть детали предложения
Показать большеСкрыть
Сопутствующие товары
75G Экскаватор среднего размера
85Г Экскаватор среднего размера
130 г Экскаватор среднего размера
135 г Экскаватор среднего размера
160 г ЛК Экскаватор среднего размера
190 Г Вт Экскаватор среднего размера
200 г Экскаватор среднего размера
210 г ЛК Экскаватор среднего размера
245Г ЛК Экскаватор среднего размера
250 г ЛК Экскаватор среднего размера
300 г ЛК Экскаватор среднего размера
345Г ЛК Экскаватор среднего размера
Уровень 350 P Экскаватор среднего размера
380 P-уровень Экскаватор среднего размера
Ресурсы
Ресурсы
Комплексные решения
Технология точного строительства
Выполняйте больше работы более эффективно с помощью нашего набора решений для точного строительства.
Precision Construction
Дилерская поддержка
Оставайтесь в рабочем состоянии и сокращайте свои расходы, максимально используя возможности нашей дилерской сети мирового уровня.
Поддержка на связиRebuild & ReLifeНайдите своего дилера
Финансирование
Вам нужна финансовая команда, которая будет в окопах, чтобы узнать обо всей вашей деятельности, а не только о вашей кредитной истории.
Варианты финансирования Кредитная линия PowerPlanПросмотреть текущие предложения
Характеристики и спецификации основаны на опубликованной информации на момент публикации. Особенности и технические характеристики могут быть изменены без предварительного уведомления.
Компактный секвенсор CE DS3000
Компактный секвенсор CE DS3000 Этот сайт использует JavaScript. Если в вашем браузере не включен JavaScript, этот веб-сайт может работать или отображаться неправильно. Пожалуйста, включите JavaScript в настройках вашего браузера при использовании этого веб-сайта.
Перейти к основному содержанию
- Верхняя часть Hitachi High-Tech
- Язык
- Английский
- 日本語
- 简体中文
- 한국어
- Карта сайта
- Свяжитесь с нами
- Товары и услуги
- Ресурс
- Новости и события
- Техническая поддержка
- Вход в S.I.navi
- ВЕРХ
- Товары и услуги
- Биосистемы
- Секвенатор капиллярного электрофореза
- Компактный секвенсор CE DS3000
Компактный, удобный и простой в использовании секвенатор ДНК
DS3000 унаследовал ту же технологию капиллярного электрофореза, которая разрабатывалась Hitachi High-Tech на протяжении многих десятилетий – теперь в компактной и простой в использовании системе.
Анализ последовательности и анализ фрагментов можно легко выполнить.
Регион продаж: Япония, Китай, Корея, Тайвань(*)
*Продажа начинается по готовности
- Характеристики
- Приложение [Анализ секвенирования]
- Приложение [Анализ фрагментов]
- Технические характеристики
Особенности
Интуитивно понятный и простой в использовании сенсорный экран
Экран оснащен сенсорным графическим интерфейсом, который экономит место и повышает удобство работы. Управление системой и условия запуска можно просматривать с первого взгляда, что упрощает процесс генетического анализа.
Управление системой и условия запуска можно просматривать с первого взгляда, что упрощает процесс генетического анализа.
Сенсорная панель с интуитивно понятным дизайном ставит на первое место простоту использования и удобство работы.
Четко отображаются четыре основных операции: измерение цикла, просмотр результатов, техническое обслуживание и протоколы.
Подробная информация о каждой операции доступна в одно касание.
Простая в установке система картриджей
В DS3000 используются легко устанавливаемые картриджи для капилляров и реагентов.
Уменьшенная частота техобслуживания
- Нет необходимости чистить насос
Благодаря разработке полимерного картриджа шприцевого типа с долговечным подвижным уплотнением и отказу от насоса в системе транспортировки жидкости устраняется потребность в обслуживании насоса. - Пузырьки удалять не нужно
При использовании уникальной системы впрыска полимера нет необходимости удалять пузырьки во время заполнения полимером, что снижает избыточный расход полимера.
- Замена источника света реже
Управление импульсным сигналом означает, что LD включается только во время обнаружения. Сокращенное время освещения увеличивает срок службы, особенно по сравнению со сложными и дорогими источниками света, такими как газовые аргоновые лазеры.
Уменьшенная занимаемая площадь
Благодаря встроенному сенсорному экрану DS3000 имеет компактные размеры: 400 мм в ширину, 600 мм в глубину и 600 мм в высоту.
Повышенное удобство для пользователя
- Оснащен системой удаленного мониторинга
Включив систему удаленного мониторинга, можно следить за состоянием прибора, задавать условия анализа, отображать результаты анализа и подготавливать отчеты из веб-браузера. - Использование обычного ПК общего назначения для снижения затрат на установку
Прибор можно просто добавить в существующие сети, при этом вторичный анализ и отчетность будут выделены на стандартный ПК.
Приложение [Анализ секвенирования]
Непрерывная длина считывания
Секвенирование проводили с использованием стандартного набора для секвенирования BigDye® Terminator v3.1 в стандартном режиме секвенирования. Отображение данных электрофореграммы демонстрирует высокое разрешение, а точные значения QV поддерживаются на уровне 500 п.н. Непрерывная длина считывания 600 п.н. или выше в режиме быстрого секвенирования или 700 п.н. или выше в стандартном секвенировании является типичной и воспроизводимой.
Приложение [Анализ фрагментов]
Идентификация человека (HID)
200 мкг 2800 мкМ контрольной ДНК амплифицируют с помощью системы PowerPlexTM Fusion 6C и подвергают электрофорезу с модулем электрофореза, совместимым с системой красителей Promega® 6. Полученный (fsa) файл анализировали и визуализировали с помощью дополнительного программного обеспечения GeneMarker HID.
- *
- Изображение электрофореграммы получено с помощью GeneMarker HID (SoftGenetics, LLC, продается отдельно)
Технические характеристики
■Технические характеристики основного блока
| Товар | Детали |
|---|---|
| 4 | |
| 36 см | |
| Стрип из 8 пробирок × 4 | |
| ПК с сенсорной панелью | |
| 6 | |
| Анализ секвенирования/анализ фрагментов | |
| 400 (Ш) × 600 (Г) × 600 (В) мм | |
| 45 кг | |
| 15 – 30°C | |
| 20–80 % относительной влажности (без конденсата) | |
| 100 – 240 ±10% В переменного тока, 50/60 Гц | |
| 260 ВА | |
|
■Запуск спецификаций модуля
| Рабочий модуль | Заявка | Полимер тип | Непрерывная длина чтения *1 (bp, QV20 CRL) | Среднее время работы (минут) |
|---|---|---|---|---|
| Анализ секвенирования | Полимер7 | ≥600 | ≤32 | |
| Анализ секвенирования | Полимер7 | ≥700 | ≤60 | |
| Анализ секвенирования BDx | Полимер7 | ≥600 | ≤32 | |
| Анализ секвенирования BDx | Полимер7 | ≥700 | ≤60 |
| Рабочий модуль | Заявка | Полимер тип | Среднее время работы (минуты) | Точность размеров *2 (п.  н.,50~400п.н.) н.,50~400п.н.) |
|---|---|---|---|---|
| Фрагментный анализ | Полимер7 | ≤35 | нет данных | |
| Фрагментный анализ | Полимер4 | ≤44 | <0,16 |
■Характеристики расходных материалов
| Название продукта | Номер детали | Детали | Замечания |
|---|---|---|---|
| 613-0330 | 1 шт. | Температура хранения: 15 – 30°C | |
| 613-0252 | Анодный буфер × 2 картриджа Катодный буфер × 2 картриджа | Температура хранения: 2 – 10°C | |
| 613-0251 | 4 картриджа | Температура хранения: 2 – 10°C | |
| 613-0250 | 4 картриджа | Температура хранения: 2 – 10°C | |
| 613-7231 | 10 шт. | ||
| 613-7233 | 4 шт. | ||
| 613-7230 | 24 шт. | ||
| 613-7232 | 4 шт. | ||
| 613-7263 | 1 шт. |
- *1 Длина непрерывного считывания
- (bp, QV20 CRL) измеряется с помощью BigDye® Terminator v3.1. Стандартный набор для секвенирования (Thermo Fisher Scientific, продается отдельно)
- *2
- Точность размера (п.н., 50~400 п.н.) измеряется с помощью PowerPlexTM ESI17 Fast Allelic Ladder и WEN ILS 500 ESS. (Промега, продается отдельно)
- * BigDye является зарегистрированным товарным знаком Thermo Fisher Scientific Inc.
- * Promega, PowerPlex является зарегистрированным товарным знаком корпорации Promega.
- вверху страницы
Транспортный кодекс Техаса — TRANSP § 547.613
Актуально на 14 апреля 2021 г. | Обновлено FindLaw Staff
Добро пожаловать в FindLaw’s Cases & Codes, бесплатный источник решений государственных и федеральных судов, законов штата и Кодекса США.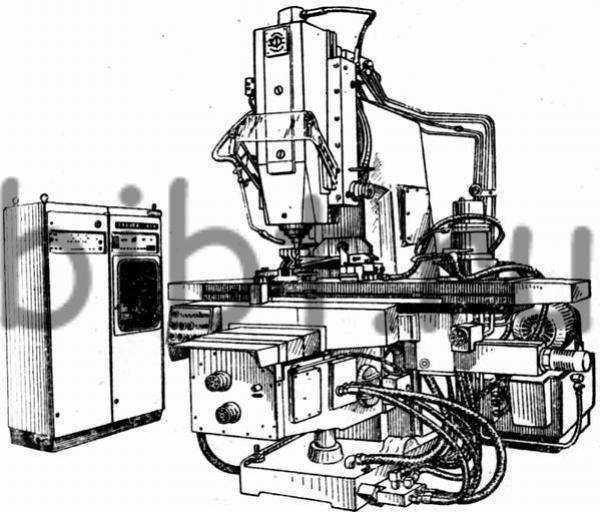 Для получения дополнительной информации о правовых концепциях, рассматриваемых в этих делах и законодательных актах, посетите страницу «Узнай о законе» FindLaw.
Для получения дополнительной информации о правовых концепциях, рассматриваемых в этих делах и законодательных актах, посетите страницу «Узнай о законе» FindLaw.
Поиск Устава Техаса
- Поиск по ключевому слову или цитате
Поиск по ключевому слову или цитате
Отмена(a) За исключением случаев, предусмотренных Подразделом (b), лицо совершает правонарушение, являющееся мисдиминором:
(1) если это лицо управляет транспортным средством, на котором есть объект или материал, размещены на ветровом, боковом или заднем стекле или прикреплены к ним и препятствуют или уменьшает четкость обзора оператора; или
(2) если лицо, в том числе установщик или производитель, размещает или прикрепляет
ветровое, боковое или заднее стекло автомобиля из прозрачного материала,
изменяет цвет или уменьшает светопропускание.
(a-1) Лицо, занимающееся размещением или креплением прозрачного материала, изменяющего цвет или уменьшает светопропускание на лобовое или боковое или заднее стекло транспортного средства совершает проступок, наказуемый штрафом в размере до 1000 долларов США. если человек:
(1) помещает или прикрепляет такой прозрачный материал к ветровому стеклу, сбоку или сзади окно автомобиля; и
(2) не устанавливает этикетку, соответствующую разделу 547.609, между прозрачным материалом и ветровым, боковым или задним стеклом автомобиля. транспортное средство, если применимо.
(b) Подпункт (a) не применяется к:
(1) лобовому стеклу с солнцезащитным устройством, которое:
(A) в сочетании с ветровым стеклом имеет светопропускание 25 процентов или более;
(B) в сочетании с ветровым стеклом имеет коэффициент отражения света 25 процентов или меньше;
(C) не красный, синий или янтарный; и
(D) не простирается вниз за линию AS-1 и не выходит дальше, чем на пять дюймов от линии верхняя часть ветрового стекла, в зависимости от того, что ближе к верхней части ветрового стекла;
(2) вентиляционное отверстие или окно, которое находится слева или справа от водителя транспортного средства, если вентиляционное отверстие или окно имеет солнцезащитное устройство, которое в сочетании с вентиляционным отверстием или окно имеет:
(А) светопропускание 25 процентов или более; и
(B) коэффициент отражения света 25 процентов или менее;
(2-а) боковое окно, которое находится сзади водителя транспортного средства;
(3) заднее стекло, если автомобиль оборудован наружным зеркалом на каждом сторона транспортного средства, которая отражает водителю транспортного средства вид на шоссе для расстояние не менее 200 футов от тыла;
(4) зеркало заднего вида;
(5) регулируемый непрозрачный солнцезащитный козырек, устанавливаемый перед боковым окном и не прикреплены к стеклу;
(6) указатель направления, пункта назначения или остановки на пассажирском двигателе общего назначения. транспортного средства, если знак не мешает обзору водителю транспортного средства приближающегося
движение;
транспортного средства, если знак не мешает обзору водителю транспортного средства приближающегося
движение;
(7) двигатель очистителя заднего стекла;
(8) ручка или петля задней крышки багажника;
(9) багажная полка, прикрепленная к заднему багажнику;
(10) боковое окно, которое находится сзади водителя транспортного средства на многоцелевом транспортном средстве;
(11) окно с размещенным или прикрепленным сертификатом США, штата или региона к нему в соответствии с законом;
(12) автомобиль, не зарегистрированный в этом штате;
(13) окно, соответствующее федеральным стандартам на оконные материалы, в том числе тонированное на заводе или предварительно тонированное стекло, установленное производителем транспортного средства, или сменное стекло, соответствующее требованиям производителя транспортного средства;
(14) транспортное средство, которое:
(A) используется регулярно для перевозки пассажиров за плату; и
(B) с разрешением на деятельность по лицензии или разрешению местных органов власти;
(15) транспортное средство, которое обслуживается правоохранительным органом и используется для правоохранительных органов. цели; или
цели; или
(16) автомобиль коммерческого назначения согласно Разделу 644.001.
(c) Изготовитель должен подтвердить ведомству, что солнцезащитное устройство изготовлено или в сборе производителем соответствует светопропусканию и светимости характеристики отражательной способности, установленные Подразделом (b) для солнцезащитных устройств. в сочетании с окном.
(d) Департамент может определить, что окно с солнцезащитным устройством не подлежит согласно подразделу (b)(2), если светопропускание или коэффициент отражения света изменяется на не более чем на три процента от нормы, установленной в этом подразделе.
(e) Защитой от судебного преследования в соответствии с пунктом (a) является то, что ответчик или пассажир в транспортном средстве в момент нарушения требуется по медицинским показаниям защищены от прямых солнечных лучей.
(f) В соответствии с настоящим разделом не является правонарушением предложение лица о продаже или продажа
автомобиль с ветровым стеклом или окном, не соответствующим этому разделу.
(g) В этом разделе:
(1) «Установщик» означает лицо, которое изготавливает, ламинирует или закаляет безопасное остекление. материал для включения в процессе установки способности отражать света или уменьшить светопропускание.
(2) «Производитель» означает лицо, которое:
(A) производит или собирает солнцезащитные устройства; или
(B) изготавливает, ламинирует или закаляет безопасный материал для остекления для включения во время производственный процесс, способность отражать свет или уменьшать светопропускание.
Процитируйте эту статью: FindLaw.com — Транспортный кодекс Техаса — § 547.613 TRANSP. Ограничения для Windows — последнее обновление 14 апреля 2021 г. | https://codes.findlaw.com/tx/transportation-code/transp-sect-547-613.html
Полностью прочитать Транспортный кодекс Техаса — TRANSP § 547.613. Ограничения для Windows на Westlaw
Коды FindLaw могут не отражать самую последнюю версию закона в вашей юрисдикции. Пожалуйста, проверьте статус кода, который вы исследуете, в законодательном собрании штата или через Westlaw, прежде чем полагаться на него для своих юридических нужд.
Пожалуйста, проверьте статус кода, который вы исследуете, в законодательном собрании штата или через Westlaw, прежде чем полагаться на него для своих юридических нужд.
Детали финального сезона «Лучше звоните Солу», которые вы пропустили
Детали финального сезона «Лучше звоните Солу», которые вы пропустили Значок поискаУвеличительное стекло. Это означает: «Нажмите, чтобы выполнить поиск». Значок шевронаОн указывает на расширяемый раздел или меню, а иногда и на предыдущие/следующие параметры навигации.ДОМАШНЯЯ СТРАНИЦАРазвлечения
Значок «Сохранить статью» Значок «Закладка» Значок «Поделиться» Изогнутая стрелка, указывающая вправо.Скачать приложение
Серьги Ким Векслер хранят секрет в сериале «Лучше звоните Солу». Грег Льюис/AMC/Sony Pictures Television
Грег Льюис/AMC/Sony Pictures Television- Внимание: впереди спойлеры к «Лучше звоните Солу».
- Insider рассказывает о небольших моментах и отсылках к сериалу «Во все тяжкие», которые вы, возможно, пропустили в этом сезоне.
- Фанаты захотят поближе рассмотреть серьги и наряды Ким, а также прощальную рубашку Начо.
Дом, показанный в начале премьеры шестого сезона, изначально должен был быть тем же, что Ким и Джимми видели в пятом сезоне.
Если вы думали, что это должен был быть один и тот же дом, вы были правы, но все оказалось не так. АМС
АМСПремьера шестого сезона демонстрирует дом Сола, который никогда не показывали в «Лучше звоните Солу». Возможно, в начале эпизода вы расчувствовались, думая, что Сол в конце концов купил дом мечты, на который они с Ким смотрели, но это не так.
В подкасте Better Call Saul Insider творческая группа поделилась, что первоначальный план состоял в том, чтобы использовать тот же дом.
«Наша первоначальная идея в комнате сценариста заключалась в том, что это будет дом, на который смотрели Джимми и Ким — пустой дом, когда они как бы ходили по магазинам в прошлом сезоне», — сказал один из создателей «Лучше звоните Солу» Питер Гулд. «Мы подумали: было бы здорово, если бы он купил дом, который они с Ким рассматривали?»
Гулд добавил, что после осмотра дома они поняли, что снимать внутри было слишком сложно, чтобы получить то, что они хотели запечатлеть.
«Это была замечательная идея — использовать тот же самый дом, и я продержался за нее, вероятно, немного дольше, чем должен был», — сказал Гулд.
Теперь Саул считает себя величайшим юристом в мире.
Новая кружка Сола — это возврат к его старому термосу. AMC, композиция Кирстен Акуна/Insider Когда он был с Ким, она подарила ему термос во втором сезоне, где он был назван вторым величайшим юристом в мире. (Шутка заключалась в том, что Ким был величайшим. )
)
Теперь, когда Ким бросила юридическую профессию, Джимми считает себя лучшим.
Сцены воспоминаний шестого сезона, девятого эпизода, происходят за несколько лет до событий «Во все тяжкие».
На наклейке на номерном знаке Сола в шестом сезоне девятой серии указан 2005 год. АМСДействие «Во все тяжкие» происходило в период с 2008 по 2010 год.
Этот снимок Ким из предпоследнего эпизода был копией одного из кадров Уолтера Уайта из «Во все тяжкие».
 Ким Векслер в шестом сезоне, 12-й серии «Лучше звоните Солу» и Уолтер Уайт во втором сезоне, девятой серии «Во все тяжкие».
АМС
Ким Векслер в шестом сезоне, 12-й серии «Лучше звоните Солу» и Уолтер Уайт во втором сезоне, девятой серии «Во все тяжкие».
АМСЭто точно такой же снимок Уолтера Уайта (Брайан Крэнстон) во втором сезоне, девятой серии «Во все тяжкие», прежде чем он отправился на выходные в пустыню со своим учеником Джесси, чтобы приготовить метамфетамин.
Бывшая коллега Уолтера Уайта, Холли, ненадолго замечена в шаттле вместе с Ким.
Рядом с Ким в шаттле можно увидеть персонажа из «Во все тяжкие». АМС
АМСБрайан Дэвидс из The Hollywood Reporter указал на это действительно впечатляющее пасхальное яйцо, которое один из создателей Питер Гулд подтвердил в Твиттере.
Холли даже утешает Ким, когда она начинает срываться.
Ким повлияла на выбор Джимми в роли Сола Гудмана, которого мы видим в сериале «Во все тяжкие».
Сол Гудман был частично творением Ким Векслер. АМС В течение сезона мы начинаем видеть, что Джимми перенял некоторые манеры Сола Гудмана и делал выбор, основываясь на том, что Ким говорила ему в прошлом.
Вот те, которые мы уже нашли:
- В премьере, когда Джимми говорит Ким, что арендовал машину, Ким говорит ему, что Сол не стал бы водить коричневый Ford Taurus. Это не безвкусно или эффектно. Она говорит, что Сол водил бы роскошную американскую машину. В конце концов Сол получает белый Кадиллак.
- Ким сказала Джимми, что у Сола Гудмана должен быть привлекательный офис, «собор справедливости», и предложила начать поиск места.
- В пятой серии шестого сезона Ким игриво притворяется Солом, говоря Джимми: «Я Сол Гудман. Паф. Я сражаюсь за тебя!» В конечном итоге Джимми использует эту фразу и другие подобные ей в телевизионной рекламе для продвижения своего бизнеса в «Во все тяжкие».
Ким носила серьги и ожерелье, которые мама украла для нее с самого начала шоу.
Ким носит серьги и ожерелье, которые ее мама украла на протяжении всего эпизода «Лучше звоните Солу». AMC, Урсула Койот/AMC
AMC, Урсула Койот/AMCВ начале шестого эпизода шестого сезона мы узнаем, что Ким-подросток пыталась украсть в магазине пару серег и такое же ожерелье, что, казалось, шло вразрез со всем, что зрители знают о обычно благородном, моральном адвокате.
Отругав Ким, ее мать отдает ей украденные в магазине вещи, показывая, что в конечном итоге она украла их для своей дочери. Возможно, вы не заметили, что серьги в наборе — это те, которые Ким носила с тех пор, как мы впервые встретились с ней в первом сезоне шоу. Иногда можно увидеть, что Ким тоже носит ожерелье.
По мере того, как Ким начинает принимать сомнительные решения в последнем сезоне шоу, зрители узнают, что такое поведение происходит не из ниоткуда.
Цвета, которые носят люди, символизируют их нравственность в сериале.
Несмотря на то, что Ким все еще носила синее в течение всего сезона, оттенки красного прокрались в одежду Ким в последнем сезоне «Лучше звоните Солу». Грег Льюис/AMC/Sony Pictures Television, композиция Кирстен Акуна/InsiderГулд ранее подтвердил в Твиттере, что у его команды был цветовой код в сериале, где «яркие цвета ассоциируются с преступностью».
Он сказал фанатам разобраться с остальными, намекнув, что те, кто носит синее, находятся на правильной стороне закона.
Если вы обращали внимание на цвета, которые носили люди в этом сезоне, вы заметите, что одежда Ким стала теплее, чем в предыдущие сезоны. Примечательно, что она носит сочетание синего и красного, что намекает на то, что ее мораль становится размытой.
Действия Начо в последнем эпизоде символизируют перерождение его персонажа перед тем, как он пожертвует своей жизнью.
Майкл Мэндо заметил, что на его рубашке были крошечные кресты, которые вы могли не заметить. Грег Льюис/AMC/Sony Pictures Television В третьей серии шестого сезона Начо, которого играет Майкл Мэндо, погружается в масло внутри танкера, чтобы спрятаться от близнецов Саламанка. После выхода он избавляется от одежды и денег, прежде чем отправиться обратно в США.
После выхода он избавляется от одежды и денег, прежде чем отправиться обратно в США.
Ему дали последнюю трапезу, и, в отличие от предыдущих эпизодов, где он носил красное, символизирующее свои преступные намерения, он носит белую рубашку, украшенную маленькими крестами, чтобы показать, что он в мире.
В подкасте «Лучше звоните Солу инсайдеру» Мандо описал, как эти действия символизировали перерождение персонажа, прежде чем он покончил с собой, чтобы спасти своего отца в конце эпизода.
«Мы говорили о том, как, выходя из нефтяного танкера, он умирает, попадает в ад, а затем выходит, как будто выходит из чрева», — сказал Мандо о символизме эпизода. «Тогда он блюет, он очищается, и тогда ему уже не нужно ни в чем материальном. Он раздает все деньги».
Мандо добавил изображения: «Тогда он одет в белое. Если вы обратите внимание на рубашки, там были маленькие кресты. Если вы увеличите размер рубашки Начо, вы увидите кресты».
Сцена в канализационном туннеле в середине сезона была снята с использованием нефтяного танкера, который Начо спрятал внутри.
 Тот же реквизит был переоборудован для съемок сцен с нефтяным танкером и канализацией в шестом сезоне сериала «Лучше звоните Солу».
АМС
Тот же реквизит был переоборудован для съемок сцен с нефтяным танкером и канализацией в шестом сезоне сериала «Лучше звоните Солу».
АМСЛало на самом деле не нырял в канализацию в седьмой серии шестого сезона. Согласно подкасту «Better Call Saul Insider», творческая группа повторно использовала нефтяной танкер, который Начо спрятал внутри в третьем эпизоде шестого сезона, когда они отстали от производства во время пандемии.
Чтобы превратить нефтяной танкер в правдоподобный канализационный туннель, его концы были обрезаны, чтобы перепрофилировать его для финала середины сезона.
Песня «Days of Wine and Roses», с которой начинается премьера, является источником названия эпизода «Wine and Roses».
Вы установили связь между песней, которая открыла премьеру финального сезона? АМСВ тексте песни Джеки Глисон говорится о более счастливых воспоминаниях между парой, называемых «днями вина и роз».
Играет премьеру сезона, когда личные вещи Сола Гудмана упаковывают и увозят, мелодия предвещает грядущее падение Гудмана, которое фанаты ожидают к концу сериала в конце этого года.
Остальная часть эпизода (и серии вплоть до финала середины сезона) показывает поклонникам Ким и Сола «дни вина и роз».
В монтаже, открывающем сезон, так много обратных вызовов, которые становятся более понятными после просмотра более поздних эпизодов. Вы можете заметить фотографию Меса Верде Кевина Вахтелла.
Фото Меса Верде бросают в коробку с надписью «Бесполезно» на премьере шестого сезона. AMC, композиция Кирстен Акуна/Insider г. Фотография Меса-Верде брошена в коробку, когда вещи Саула упаковываются. В пятом сезоне Ким показывает Джимми фотографию и предполагает, что Кевин незаконно скопировал изображение лошади, чтобы создать логотип для Меса Верде, не указав и не вознаградив первоначального фотографа.
Фотография Меса-Верде брошена в коробку, когда вещи Саула упаковываются. В пятом сезоне Ким показывает Джимми фотографию и предполагает, что Кевин незаконно скопировал изображение лошади, чтобы создать логотип для Меса Верде, не указав и не вознаградив первоначального фотографа.
Когда позже Джимми обвинил Кевина в краже изображения, Кевин признался, ложно полагая, что покупка фотографии дает ему права на интеллектуальную собственность фотографии.
Еще один предмет, брошенный в эту коробку, — «маленькая черная книга» Сола, которая появляется в шестом эпизоде шестого сезона.
Ким и Джимми смотрят на маленькую черную книгу, которую можно увидеть в первые минуты последнего сезона шоу. AMC, Грег Льюис/AMC/Sony Pictures Television Сол и Ким посещают доктора Кальдеру, ветеринара, связанного с преступным миром. Он появился в сериале с первого сезона как человек, который помог Майку в трудную минуту. Сол и Ким узнают, что Кальдера скоро уходит на пенсию и что он хочет расстаться с книгой, полной ценных контактов.
Он появился в сериале с первого сезона как человек, который помог Майку в трудную минуту. Сол и Ким узнают, что Кальдера скоро уходит на пенсию и что он хочет расстаться с книгой, полной ценных контактов.
В какой-то момент Саул оказывается с этой книгой.
В маленькой черной книжке есть несколько знакомых имен, написанных шифром.
Говорят, что Хьюэлл входит в число многих имен в маленькой черной книжке. AMC, Грег Льюис/AMC/Sony Pictures Television Пользователь Reddit AsuranFish считает, что расшифровал множество страниц черной книги, показанных на экране в этом сезоне. Среди имен в книге Хьюэлл и Начо. Последний был вычеркнут после его смерти в начале этого сезона.
Среди имен в книге Хьюэлл и Начо. Последний был вычеркнут после его смерти в начале этого сезона.
В подкасте «Лучше звоните Солу инсайдеру» сценарист эпизода Ариэль Левин сказал, что шифр был составлен несколькими помощниками в сериале.
Переводы шифра можно прочитать здесь.
Внимательные фанаты могли заметить в черной книге карточку «Лучший ремонт пылесосов».
Роберт Форстер сыграл «исчезнувшего» в сериале «Во все тяжкие». AMC, Урсула Койот/AMC Сол в конце концов посещает вакуумный магазин, которым управляет Эд (Роберт Форстер), в последнем сезоне «Во все тяжкие», когда ему нужно бежать из Альбукерке, штат Нью-Мексико, и его отправляют в Небраску.
Номер на карте должен использоваться, когда кто-то попал в беду и хочет исчезнуть и начать новую жизнь с новой личностью. Ким тоже смотрит на карточку, заставляя нас задуматься, воспользуется ли она этой услугой к концу шоу.
Камера показывает пробку для бутылки Zafiro Añejo в премьере сезона.
Бутылка Zafiro Añejo стоит около 500 долларов. AMC, композиция Кирстен Акуна/Insider Выдуманная текила восходит ко второму сезону сериала «Лучше звоните Солу», когда Джимми и Ким обманом заставили человека купить им дорогую текилу за 50 долларов.
В следующем сезоне Джимми покупает Ким бутылку текилы, и она держит ее в руках. Это единственное, что Ким берет у Schweikart & Cokely, когда уходит из фирмы в конце пятого сезона.
Фанаты «Во все тяжкие» знают текилу из четвертого сезона. Гас отравляет и дарит текилу Дону Эладио, что приводит к смерти Эладио и членов его картеля.
«Боевой гимн Республики» играет, когда Джимми впервые попадает в налоговый бизнес Кеттлманов.
Обратите внимание на музыку, которая играет, когда Джимми входит в трейлер во второй серии шестого сезона. AMC, композиция Кирстен Акуна Согласно афтершоу «Talking Saul», это одна из песен, которая играет в приемной Сола Гудмана в «Во все тяжкие».
Решение Лало убить Матео, человека на премьере, не было импульсивным. Этот человек всегда должен был быть его двойником. Он и его жена не знали, что это была его роль.
Отражение Матео в зеркале показывает, что он похож на Лало после быстрого бритья. AMC, композиция Кирстен Акуна/Insider Лало нужно было тело, чтобы его смерть выглядела правдоподобной для Гаса и всего мира после того, как группе наемников не удалось убить его в финале пятого сезона. В премьере Лало предлагает Матео побрить лицо, чтобы быть похожим на него, прежде чем убить его за кадром.
В премьере Лало предлагает Матео побрить лицо, чтобы быть похожим на него, прежде чем убить его за кадром.
В подкасте «Лучше звоните Солу инсайдеру» команда объяснила, что этот человек всегда должен был быть двойником Лало на случай, если что-то пойдет не так. Он придумал этот план не случайно.
«У нас была идея, что у него был двойник», сказал Гулд. «Идея заключалась в том, что это парень, которого он заметил, который является обычным нормальным человеком, и он привел эту семью жить в районе Саламанки. К сожалению для них, в этот момент ему нужен его двойник».
Гоулд сказал, что у них было много разговоров о том, должен ли двойник Лало знать, что он живет в долг и является двойником Лало. Они решили, что он должен быть в темноте.
«Я думаю, что идея в том, что они честные люди, и они очень благодарны Лало за все хорошее, что он для них сделал, но теперь пришло время расплачиваться», — сказал Гулд.
«Я не думаю, что они знают, в чем заключается их работа», — добавил Гиллиган.
Если вернуться к одному эпизоду, кажущийся безобидным разговор между Лало и женой мужчины о дантисте теперь немного ужасает.
Лало нуждался в двойнике, чтобы другие думали, что он мертв. АМСРазговор со стоматологом, в котором жена Матео благодарит Лало за то, что тот отправил ее мужа к дантисту, кажется безобидным, пока вы не осознаете, что ее муж — двойник его ничего не подозревающего Лало.
Лало отправил Матео к своему дантисту, чтобы стоматологические записи, показанные во втором эпизоде, позже совпали с его собственными.
Кажущийся красивым жест портится, как только вы понимаете, что проницательный и расчетливый Лало заботился о себе.
Ким лежит на своей кровати в той же позе, что и портрет, висящий в ее квартире.
Рея Сихорн сказала, что специально легла на кровать таким образом. АМС «У Ким есть рисунок женщины, лежащей на кровати в ее гостиной, который находится на книжной полке, которую вы проходите, когда идете по коридору в спальню, и именно так Ким лежит на кровати», Рея Сихорн. , который играет Ким, сказал в подкасте Better Call Saul Insider о режиссуре четвертого эпизода шестого сезона.
, который играет Ким, сказал в подкасте Better Call Saul Insider о режиссуре четвертого эпизода шестого сезона.
Сихорн сделал произведение искусства и другие предметы, которые висят в квартире, в том числе картины с птицами, которые можно увидеть над кроватью Ким и Джимми.
Таракан в седьмом эпизоде шестого сезона символизировал Джимми и вдохновил Лало отправиться в квартиру Джимми и Ким.
Увидев таракана в канализации, в голове Лало вспыхнула лампочка в шестом сезоне седьмой серии «Лучше звоните Солу». АМС Если вы были удивлены, что Лало появился в квартире Джимми в конце седьмой серии шестого сезона, то зря. Таракан, который прошел мимо него в канализации, напомнил ему о Джимми.
Таракан, который прошел мимо него в канализации, напомнил ему о Джимми.
В подкасте «Лучше звоните Солу инсайдеру» Гулд указал, что Лало ранее называл Джимми тараканом в пятом сезоне, отметив, что он выжил.
Зачем возвращаться к Джимми?
В прошлом сезоне, когда Лало получил залог в размере 7 миллионов долларов, в Джимми выстрелили, и Майку пришлось вмешаться и спасти его. Двое прошли через пустыню, чтобы вернуться. Когда Лало спросил, почему так долго, Джимми сочинил историю про проблемы с машиной и прогулку по пустыне всю ночь.
Лало никогда не верил в эту историю, думая, что Джимми солгал ему о том, что произошло в пустыне после того, как он нашел его машину в канаве, полной пуль.
В это время Ким вмешалась, чтобы убрать Лало с их спины. Лало, наконец, купился на эту историю, но теперь, когда он знает, что Майк работает со своим заклятым врагом Гасом, кажется, что Лало больше не может верить версии правды Джимми. Ким и Джимми, возможно, не смогут солгать, чтобы выпутаться из этого.
Лало улыбается, когда умирает из-за обстоятельств его смерти.
Лало улыбается Гасу перед смертью в восьмой серии шестого сезона. АМС«Винс сказал мне, он сказал: «Послушай, может быть, ты просто смотришь, как Гас уходит, черт возьми. Ты меня понял. Тебе повезло, чувак. играл Лало, сказал в инсайдерском подкасте «Лучше звоните Солу» о том, как он и соавтор Винс Гиллиган описали последние моменты жизни своего персонажа.
«Это была та самая улыбка. Она была похожа на: «Господи, счастливый ублюдок. Увидимся в аду», — добавил Далтон.
Она была похожа на: «Господи, счастливый ублюдок. Увидимся в аду», — добавил Далтон.
Возможно, вы этого не знали, но книга Чака «Машина времени» уже была показана в шестом сезоне сериала «Лучше звоните Солу».
Наконец-то мы узнали о важности книги «Машина времени», которую увидели на премьере шестого сезона. АМС «Машина времени» Герберта Уэллса появляется в доме Сола, когда его очищают на премьере шестого сезона. Книгу можно снова увидеть в следующем эпизоде «Морковь и палка» в комнате Джимми и Ким на его стороне кровати.
Книга никогда не обсуждается в сериале. Его значение показывает, что Чак и его слова о том, что вы всегда можете изменить свой путь, если вам не нравится, куда вы направляетесь, всегда оставались с Джимми.
Весь финал был похож на то, как мы вступаем в машину времени, когда Сол/Джимми перемещаются назад во времени до событий «Лучше звоните Солу», перемещаются вперед к временной шкале после «Лучше звоните Солу» и к нескольким ключевым моментам. из серии.
Ким и Джимми вместе выкуривают одну последнюю сигарету в финале, отсылая к первой, которую они выкурили в пилотной серии шоу.
Как будто вся сцена перевернута. Ким и Джимми теперь находятся на противоположной стороне комнаты, и угол, под которым на них падает свет, идет с противоположной стороны, за решетку. AMC, композиция Кирстен Акуна/Insider
AMC, композиция Кирстен Акуна/InsiderКим и Джимми воссоздают момент, когда мы впервые видим их вместе в первом эпизоде «Лучше звоните Солу». Джимми даже осторожно кладет общую сигарету обратно в рот Ким.
Когда Ким выходит из тюрьмы, Джимми указывает пальцем и бесшумно стреляет в нее, намекая на финал пятого сезона.
Ким и Джимми закрыли последние два сезона «Лучше звоните Солу» одним и тем же жестом. AMC, композиция Кирстен Акуна/Insider Когда Ким предложила запустить план против Ховарда в финале пятого сезона «Лучше звоните Солу», она сделала тот же жест Джимми.
Зрители видят сцены Джимми с Майком, Уолтом и Чаком в финале сериала. Они должны представлять трех призраков в его жизни в знак уважения к «Рождественской песне в прозе».
У Джимми есть сцены воспоминаний с тремя людьми, которые были для него неотъемлемой частью. Грег Льюис/AMC/Sony Pictures Television Если вы начали думать, что сцены воспоминаний с Майком, Уолтом и Чаком кажутся неуместными, то они должны были показать трех призраков, посещающих Джимми.