Станок координатно расточной 2д450
2Д450 характеристики станка
Купить этот станок без посредников:
Технические характеристики:
Станки модели 2д450 предназначены для обработки отверстий с точным расположением осей методом растачивания (получистовое и точное чистовое)
Основные размеры Рабочая поверхность стола, мм: 1100 длина 630 Наибольшее перемещение стола, мм: 1000 продольное …….. 630 Расстояние от зеркала стола до торна шпинделя, мм: наибольшее 830 наименьшее …. 200 Конус шпинделя (по ГОСТ 15945—70) 45 Наибольший диаметр растачиваемого отверстия, мм …….. 250 Наибольшая масса обрабатываемого изделия, кг ……… 600 Механика станка Число оборотов шпинделя в минуту 50—2000 Скорость подачи шпинделя, мм/мин 4—300 Скорость перемещения стола, мм/мин: рабочая …….. 30—300 быстрая ……… 1500 Привод, габарит и масса станка Питание электросети: род тока ……… Переменный, трехфазный частота тока, Гц ……. 50 напряжение, В ……. 380 Электродвигатели: привода шпинделя станка: тип ……… П42/160 мощность, кВт ….. 2,0 число оборотов в минуту …. 700 привода подачи стола: тип ……… ЭГП 10/1215М мощность, кВт ……. 0,245 число оборотов в минуту 3600 привода подачи салазок: тип ……… ЭП110/245 мощность, кВт …… 0,245 число оборотов в минуту 3600 привода подачи гильзы: тип ……… ЭП110/245М мощность, кВт …… 0,245 число оборотов в минуту 3600 привода подачи шпиндельной коробки: тип ……… АОЛ11-4-С1 мощность, кВт …. 0,125 число оборотов в минуту 1390 привода насоса охлаждения: тип …….. ПА-22-С2 мощность, кВт …… 0,125 число оборотов в минуту 2800 привода, работающего в режиме тахогсператора: тип ……… СЛ-221 мощность, кВт …… 0,013 число оборотов в минуту 3600 Потребляемая мощность электродвигателей, кВт 3,0 Габарит станка, включая ход стола и салазок (длинах ширинах высота), мм 3305 х 2705 х 2800 Масса станка без принадлежностей и электрошкафа, кг 7800mashinform.ru
Координатно-расточной станок мод. 2д450
Основанием одностоечного координатно-расточного станка мод. 2450 является станина, к которой примыкает вертикальная стойка. Шпиндельная бабка представляет собой отдельный механизм, корпус которого имеет две V-образные призматические направляющие, и может перемещаться по вертикальным направляющим. Наверху шпиндельной бабки расположена коробка скоростей для сообщения вращательного движения шпинделю. На станине расположены пульт управления и механизм предварительного набора координат. Стол и салазки имеют раздельный привод; привод перемещения стола, привод перемещения салазок. По горизонтальным направляющим станины перемещается стол. Одна направляющая для перемещения стола плоская, а другая V-образная. Тела качения — ролики, заключенные в металлические сепараторы и опирающиеся непосредственно на поверхности основания и стола.
Станок обеспечивает точность расстояния между осями расточенных отверстий 8 мкм; диаметра (овальность) расточенных отверстий 4 мкм; установки координат 6 мкм и установки стола по угловым координатам.
Кинематическая схема станка состоит из следующих кинематических цепей: главного движения, вертикальной подачи гильзы для установочного перемещения стола и салазок. Каждая кинематическая цепь приводится в движение отдельным электродвигателем.
Главное движение. Вращательное движение шпинделю сообщают от регулируемого электродвигателя постоянного тока Ml (2,2 кВт, 3504—2800 об/мин) через клиноременную передачу с диаметрами шкивов двухскоростную коробку скоростей с передаточными отношениями.
 Таким образом, двухскоростная коробка скоростей обеспечивает две ступени регулирования частоты вращения шпинделя: первая в пределах 250—2000 об/мин и вторая в пределах 50— 400 об/мин. Внутри каждой ступени регулирования производится бесступенчатое изменение частот вращения шпинделя за счет регулирования частоты вращения вала электродвигателя. Следовательно, частоты вращения регулируют бесступенчато в пределах 50—2000 об/мин.
Таким образом, двухскоростная коробка скоростей обеспечивает две ступени регулирования частоты вращения шпинделя: первая в пределах 250—2000 об/мин и вторая в пределах 50— 400 об/мин. Внутри каждой ступени регулирования производится бесступенчатое изменение частот вращения шпинделя за счет регулирования частоты вращения вала электродвигателя. Следовательно, частоты вращения регулируют бесступенчато в пределах 50—2000 об/мин.
Требуемую частоту вращения шпинделя устанавливают указателем. Переключение диапазона ступеней частоты вращения шпинделя производят вручную маховичком через цепную передачу. На верхнем валу со звездочкой установлен эксцентрик, на оси которого расположен шарикоподшипник между зубчатыми колесами. Поворотом оси эксцентрика осуществляют переключение зубчатых колес и тем самым включают первый или второй диапазоны регулирования частоты вращения шпинделя.
Вертикальная подача гильзы шпинделя. Осевое перемещение 4—300 мм/мин шпинделя осуществляют от электродвигателя постоянного тока. От вала электродвигателя движение передают через червячную передачу цилиндрические колеса, червячную передачу рейку модуля. При выключенной фрикционной муфте рукояткой можно вручную вращать реечную шестерню и тем самым поднимать или опускать гильзу шпинделя. Контроль величины скорости подачи гильзы производят по указателю. Для точных перемещений гильзы имеется маховичок, который через коническую передачу приводит во вращение червячную передачу и, следовательно, вращает реечную шестерню.
Установочное перемещение шпиндельной бабки. Шпиндельная бабка перемещается с постоянной скоростью от асинхронного электродвигателя М2 через червячную передачу и, червячно-реечную передачу. Шпиндельная бабка уравновешена противовесом.
Перемещение салазок. Перемещение салазок осуществляют от электродвигателя М4 с регулируемой частотой вращения через червячную передачу, коническую передачу и червячную рейку с шагом 10 мм. Точную установку салазок производят от маховичка по той же кинематической цепи. Перемещение стола осуществляют от электродвигателя М5 с регулируемой частотой вращения через червячную передачу коническую передачу и червячную рейку с шагом 10 мм. Точную установку стола производят от маховичка по той же кинематической цепи.
Регулированием частоты вращения электродвигателей обеспечивают изменение подачи стола и салазок в пределах 30—300 мм/мин.
Предварительный набор координат стола и салазок. Порядок подбора величины перемещения стола и салазок аналогичен. Зубчатые колеса с числом зубьев 32 зацепляются с рейками, прикрепленными к столу и салазкам. Зубчатое колесо, получив вращение от рейки, вращает гайку, которая при этом перемещается вдоль винта. При отработке координат вместе с гайкой вращается и перемещается лимб с кулачками, которые при подходе к заданной координате вначале дают команду на снижение скорости движения стола (салазок), а затем на полный его останов. При наборе координат лимб с кулачками перемещается вдоль оси гайки.
Зажим подвижных сборочных единиц станка. Зажим шпиндельной бабки, стола и салазок осуществляют пружинными механизмами, а разжим — пневматическими цилиндрами. Механизм зажима шпиндельной бабки на направляющих осуществляют пружиной и рычагами. Отжим производят пневмоцилиндром, воздух к которому поступает ч
i-perf.ru
Станок координатно-расточный универсальный с ЧПУ 2Д450АФ2
Если Вам необходимо купить Станок координатно-расточный универсальный с ЧПУ 2Д450АФ2 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок координатно-расточный универсальный с ЧПУ 2Д450АФ2 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
Координатно-расточной станок 2А450 | 2Д450 | 2Е450 | 2Е450АФ30 | 2450 | Характеристики | Цена

Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450 — предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат. На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстояний. Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450 используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки. Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм.
Точная установка стола на заданную координату производится вручную, маховичком. Станок снабжен устройством цифровой индикации, дающим возможность оператору производить установку координат с дискретностью 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены механические зажимы стола, салазок и ручной зажим шпиндельной бабки.
****
Станок 2А450 — одноколонного типа, имеет прямоугольный стол с продольным и поперечным перемещением. Предусмотрено установочное перемещение шпиндельной бабки.
Рабочее и ускоренное перемещение стола в продольном и поперечном направлениях осуществляются электрическими приводами с широким диапазоном регулирования, позволяющими повысить жесткость и производительность станка при фрезеровании.
Точная установка стола на заданную координату производится вручную, маховичком. Станок снабжен устройством цифровой индикации, дающим возможность оператору производить установку координат с дискретностью 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены механические зажимы стола, салазок и ручной зажим шпиндельной бабки.
****
Класс точности станка А по ГОСТ 8—71
Рабочая поверхность стола (длина х ширина), мм 1100×630
Наибольшее перемещение стола, мм:
продольное
поперечное
lO0O
630
Расстояние от торца шпинделя до поверхности стола, мм:
наибольшее
наименьшее
750
250
Расстояние от оси шпинделя до стойки (вылет), мм 710
Наибольший диаметр сверления, мм 30
Наибольший диаметр расточки, мм 250
Наибольший вес обрабатываемого изделия, кг 600
Дискретность установки координат, мм 0,001
Точность установки координат, мм 0,005
Диаметр универсального новоротного стола, мм 440
Диаметр горизонтального поворотного стола, мм 600
Конус отверстия шпинделя (специальный) 5°
Наибольший конус инструмента Морзе № А
Наибольшее перемещение шпинделя, мм 250
Наибольшее перемещение шпиндельной бабки, мм 250
Пределы чисел оборотов шпинделя в минуту 50-2000
Пределы подач шпинделя, мм/об. 0,03-0,16
Скорость перемещения стола, мм/мин рабочая (при фрезеровании) :
рабочая (при фрезеровании)
ускоренная
Габарит станка, включая ход стола и салазок (длина х ширина х высота), мм
Вес станка (без электрошкафа и принадлежностей), кг
20..315
1200
2670 х 3305 х 2660
7300
Модификации
- 2450, 2Л450А — 1100 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
- 2А450АФ10, 2Д450АФ10 — координатно-расточный станок с устройством цифровой индикации по осям X и Y (УЦИ). Режим электронного маховика.
- 2Д450АФ11-01, 2Л450АФ11-01 — координатно-расточный станок с устройством цифровой индикации по осям X, Y и Z и предварительным набором координат по осям X и Y. Предусмотрен следящий режим позиционирования и режим электронного маховика с дискретностью перемещения стола 0,001 и 0,01мм.
- 2Л450А, 2Л450АФ11-015, 2Л450АФ4-02 — координатно-расточный станок с универсальным поворотно-делительным столом с диаметром планшайбы 400 мм.
- 2Е450АФ30 — координатно-расточный станок с устройством числового управления (ЧПУ) с возможностью задания программы обработки в диалоговом режиме по осям X и Y и цифровой индикацией координат по оси Z.
- 2450А, 2Д450, 2Д450А, 2Е450А — 1120 х 630 координатно-расточный станок с оптической системой отсчёта координат по осям X и Y
- 2450АФ1, 2Д450АФ1, 2Е450АФ1 — координатно-расточный станок с устройством цифровой индикации (УЦИ)
- 2450АФ2, 2Д450АМФ2, 2Е450АМФ4, 2Л450АФ4-02 — координатно-расточный станок с устройством числового управления (ЧПУ)
- 2Е450АФ4, 2Е450АМФ4 — координатно-расточный станок с устройством числового управления (ЧПУ) с контурной обработкой по осям X, Y и Z. Графический монитор позволяет производить отладку программ без движения по осям. Программы обработки деталей могут быть подготовлены в диалоговом режиме стандартными текстовыми файлами или автоматизированными системами.
Производитель станка Московский завод координатно-расточных станков МЗКРС и Куйбышевский завод координатно-расточных станков (Куйбышевское станкостроительное объединение). Свою историю Куйбышевский завод координатно-расточных станков ведет с 1963 года, когда была введена первая очередь этого предприятия. Молодой коллектив завода в короткие сроки освоил производство станков высокой точности и уже в 1966 году выпустил их несколько сотен.
Завод прекратил свое существование в 1991 году, и на его производственных площадях открылось несколько станкостроительных предприятий, которые продолжают выпускать координатно-расточные станки, занимаются их ремонтом и модернизацией. Завод координатно-расточных станков «Стан-Самара» ЗАО, Самарское НПП координатно-расточных станков, ЗАО, «Станкосервис» ООО и др.
Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450
Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450
Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450
Координатно-расточной станок 2А450, 2Д450, 2Е450, 2Е450АФ30, 2450
www.novator-grp.ru
| Класс точности станка | А |
| Размеры рабочей поверхности стола, мм длина ширина | 1120 630 |
| Наибольшее перемещение стола, мм продольное поперечное | 1000 630 |
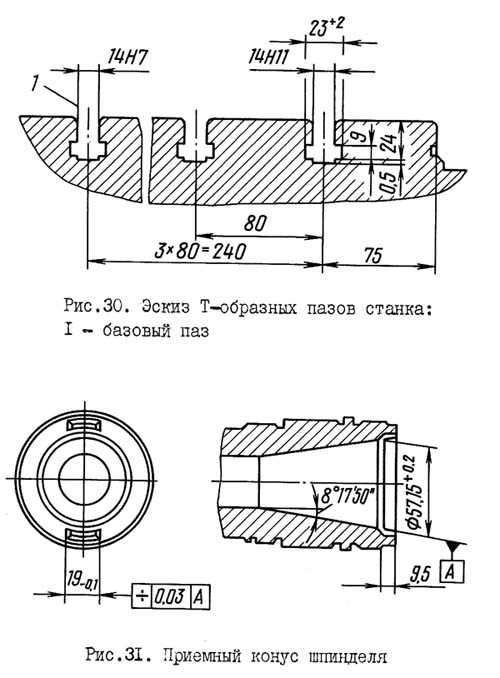
| Число Т-образных пазов | 7 |
| Расстояние между пазами, мм | 90 |
| Ширина паза, мм | 14 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм наибольшее наименьшее | 800 200 |
| Наибольший ход гильзы шпинделя, мм | 270 |
| Вылет шпинделя, мм | 710 |
| Конус шпинделя | 45 ГОСТ 15945 |
| Пределы частоты вращения шпинделя, мин | 10…2000 |
| Число скоростей шпинделя | 24 |
| Пределы рабочих подач шпинделя, мм/мин | 1,2….400 |
| Число рабочих подач шпинделя | 26 |
| Скорость перемещения шпиндельной коробки, м/мин | 3,2 |
| Скорость рабочего перемещения стола, мм/мин | 2,5…6000 |
| Число рабочих скоростей перемещения стола | 13 |
| Скорость быстрого перемещения стола,м/мин | 8 |
| Допускаемая масса обрабатываемого изделия, кг | 600 |
| Наибольший крутящий момент на шпинделе.Нм | 200 |
| Наибольший диаметр сверления в стали, мм | 30 |
| Дискретность отсчета координат по осям Х, Y | 0,001 |
| Тип устройства УЦИ | ЛИР-520 |
| Тип датчиков по осям Х,У | ЛИР-9 |
| Общая площадь в плане, занимаемая станком и приставным оборудованием, м2 | 15,5 |
| Габаритные размеры станка, мм длина ширина высота | 3600 3000 3000 |
| Масса станка (без элекгрошкафа и принадлежностей), кг | 7900 |
| Питание станка осуществляется от трехфазной сети переменного тока напряжением 380В , 50гц | |
www.russtanki.ru
Координатно-расточной станок 2Д450АФ10 – Москва – БесплатныеОбъявления.рф
Поставляем координатно-расточной станок 2Д450АФ10.Координатно-расточной станок 2Д450АФ10 позволяет производить механическую обработку цилиндрических, конусных и ступенчатых отверстий глухого и сквозного типа без применения специальных приспособления для точной выверки заготовки или изделия на столе станка, а также производить механическую обработку без разметки и точных приспособлений.
Применяется координатно-расточной станок в инструментальных и экспериментальных цехах, где необходимо получить ряд отверстий, которые имеют высокую точность взаимного допуска расположения при помощи механизма предварительной установки координат, что значительно сокращает вспомогательное время на операции.
Станок обладает особо высоким классом точности, обладая ценой деления растровой сетки в один микрон.
Технологические возможности станка координатно-расточного станка 2Д450АФ10:
— обработка отверстий, расположенных под углом при использовании наклонных столов.
— сверлильные технологические операции (центрование, чистовое растачивание, сверление, зенкерование , развертывание) над различными видами отверстий (конические, ступенчатые, цилиндрические и т.д.).
— чистовое фрезерование.
— точная разметка заготовок при помощи оптического устройства.
Особенности координатно-расточного станка 2Д450АФ10:
трехступенчатая коробка скоростей с бесступенчатым регулированием электродвигателя постоянного тока.
станок 2Д450АФ10 оснащен оптическим координатным устройством отсчета станка с растровой сеткой координат (точность 0,001 мм в поперечном и продольном направлениях).
технологические возможности ограничиваются диаметром сверления в 30 мм и диаметром растачивания в 250 мм.
литая жесткая станина станка 2Д450АФ10 с ребрами жесткости обеспечивает виброустойчивую конструкцию станка и уменьшает влияния вибраций внешней среды.
механизм предварительного набора координат осуществляет установочные перемещения прямоугольного стола до заданных координат, что делает его незаменимым при обработки большого количества отверстий.
прямоугольный стол осуществляет рабочие подачи в продольном и поперечном направлениях.
шпиндельного узел реализует предварительные установочные перемещения, что позволяет уменьшить ход пиноли и увеличить жесткость узла в целом.
вертикальная рабочая подача пиноли осевым инструментом при сверлильных операциях.
станок 2Д450АФ10 особо высокого класса точности с жесткими температурными требованиями.
наличие устройства цифровой индикации (УЦИ).
Подробности на сайте : stanmar.ru
xn--80abbembcyvesfij3at4loa4ff.xn--p1ai
| Параметр | Значение |
|---|---|
| Класс точности станка | A |
| Размеры рабочей поверхности стола, мм | 1120/630 |
| Наибольшее перемещение стола, мм | 1000/630 |
| Число Т-образных пазов | 7 |
| Расстояние между пазами, мм | 90 |
| Ширина паза, мм | 14 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 800/200 |
| Наибольший ход гильзы шпинделя, мм | 270 |
| Вылет шпинделя, мм | 710 |
| Конус шпинделя | 45 ГОСТ 15945 |
| Пределы частоты вращения шпинделя, мин | 10…2000 |
| Число скоростей шпинделя | 24 |
| Пределы рабочих подач шпинделя, мм/мин | 1.2…400 |
| Число рабочих подач шпинделя | 26 |
| Скорость перемещения шпиндельной коробки, м/мин | 3.2 |
| Скорость рабочего перемещения стола, мм/мин | 2.5…6000 |
| Число рабочих скоростей перемещения стола | 13 |
| Скорость быстрого перемещения стола,м/мин | 8 |
| Допускаемая масса обрабатываемого изделия, кг | 600 |
| Наибольший крутящий момент на шпинделе.Нм | 200 |
| Наибольший диаметр сверления в стали, мм | 30 |
| Дискретность отсчета координат по осям Х, Y | 0.001 |
| Тип устройства УЦИ | ЛИР-520 |
| Тип датчиков по осям Х,У | ЛИР-9 |
| Общая площадь в плане, занимаемая станком и приставным оборудованием, м2 | 15.5 |
| Габаритные размеры станка, мм | 3600x3000x3000 |
| Масса станка (без электрошкафа и принадлежностей), кг | 7900 |
| Питание станка осуществляется от трехфазной сети переменного тока напряжением 380В , 50гц | |
spk-stanok.by
2Е450АФ1 (2Е450АФ1-1) станок координатно-расточный оптическийСхемы, описание, характеристики
Сведения о производителе координатно-расточного станка 2Е450АФ1
Производитель координатно расточных станков 2Е450АФ1 Московский завод координатно-расточных станков «МЗКРС».
Московский завод координатно-расточных станков, одно из старейших предприятий станкоинструментальной отрасли, был основан в 1942 году, как первый в отечественной промышленности завод по производству прецизионных внутришлифовальных, координатно-расточных и специальных станков.
Станки, выпускаемые Московским заводом координатно-расточных станков МЗКРС
Координатно расточные станки. Общие сведения
Синонимы: координатно-расточный станок, координатно-расточной станок, jig boring machine.
Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий (в пределах 0,005 — 0,001 мм), без применения приспособлений для направления инструмента.
На этих станках можно производить растачивание, сверление, зенкерование и развертывание отверстий, чистовое фрезерование торцов, измерение и контроль деталей, а также разметочные работы.
Станки могут применяться для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимноперпендикулярные отверстия и протачивать торцовые поверхности.
Координатно-расточные станки предназначаются для обработки отверстий с точным расположением их осей без применения разметки. Точность расположения отверстий достигается на этих станках в пределах 0,005—0,001 мм. На этих станках можно производить сверление, развертывание, зенкерование, растачивание отверстий и фрезерование поверхностей (фрезерование выполняется редко). Координатно-расточные станки используются также для измерения и контроля деталей, для точных разметочных работ.
Координатно-расточные станки чаще применяются в инструментальных и экспериментальных цехах.
Координатно-расточные станки бывают одно- и двухстоечные.
Одностоечные станки имеют крестовый стол, предназначенный для перемещения заготовки в двух взаимно перпендикулярных направлениях.
Двухстоечные станки имеют стол, находящийся на направляющих станины. Стол перемещает установленную на него заготовку только в направлении координаты х. С обеих сторон станины расположены стойки, на них помещена поперечина, на направляющих которой находится шпиндельная бабка. При движении шпиндельной бабки по направляющим поперечины ось шпинделя перемещается относительно установленного на столе изделия в направлении второй координаты у. Для подъема или опускания шпиндельной бабки поперечину перемещают вверх или вниз по направляющим стоек. Во всех типах координатно-расточных станков обработка отверстий производится с вертикальной подачей шпинделя при неподвижно закрепленных шпиндельной бабке и столе.
Для обеспечения получения более точного расстояния между центрами отверстий координатно-расточные станки должны быть установлены в отдельных помещениях, в которых всегда необходимо поддерживать постоянную температуру +20° С с отклонением не более чем ±1°.
Измерение расстояния между осями отверстий можно осуществить при помощи:
- жестких и регулируемых концевых мер, применяемых в сочетании с индикаторными устройствами
- точных ходовых винтов с лимбами и нониусами
- точных масштабов в сочетании с оптическими приборами
- индуктивных проходных винтовых датчиков
По первому способу измеряют набором концевых мер и штихмасом. Они располагаются между подвижным упором, установленным на столе, и штифтом индикатора, установленного на неподвижной стойке.
По второму способу измеряют с помощью точно изготовленных ходовых винтов, которые предназначены для перемещения стола и других частей. Величину перемещения отсчитывают лимбом с нониусом. Для устранения ошибок ходового винта очень часто применяют коррекционные линейки, которые через рычажную систему производят дополнительное перемещение стола.
Отсчет измерения по третьему способу производится по очень точному масштабу, наблюдаемому через микроскоп. Масштабом служит зеркальный стальной вал с нанесенной на его поверхности винтовой тонкой риской с шагом t = 2 мм или в виде плоской зеркальной шкалы. Преимуществом этого способа измерения является отсутствие износа зеркального вала или зеркальной шкалы, которые не используются для передвижения стола.
Четвертый способ измерения с применением индуктивных винтовых проходных датчиков обеспечивает возможность дистанционного менее утомительного наблюдения стрелки и шкалы электроиндикатора.
2Е450АФ1 станок координатно-расточный одностоечный с оптической системой отсчёта координат по осям X и Y. Назначение и область применения
Серийное производство координатно-расточного станка 2Е450АФ1 началось в 1980 году. Модель 2Е450АФ1 пришла на смену станку 2Д450.
Координатно-расточный станок 2Е450АФ1 (2Е450АФ1-1) предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат чистового и получистового фрезерования плоскостей, расположенных вдоль осей X и У торцовыми и концевыми фрезами.
Поставляемые со станком поворотные столы позволяют производить обработку отверстий, заданных в полярной системе координат, а также взаимно перпендикулярных и расположенных под различными углами отверстий и плоскостей.
На станке 2Е450АФ1 (2Е450АФ1-1) также могут выполняться: нарезание резьбы, разметка и проверка линейных размеров на деталях, в частности, межцентровых расстояний.
На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок 2Е450АФ1 (2Е450АФ1-1) используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки.
Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм и в полярной системе — 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, 0,006 мм.
Установка оси отверстия на изделии относительно оси шпинделя на требуемую координату осуществляется движением стола или салазок, перемещение которых контролируется специальным оптическим устройством. Последнее базируется на точных линейках, закрепляемых в одном случае на столе (подвижная линейка), в другом — на станине (неподвижная линейка). Линейка стола имеет 1000 высокоточных делений через 1 мм, линейка станины — 630 делений. Штрихи делений проектируются на матовый экран с 75-кратным увеличением. Для оценки сотых долей одного интервала линейки в плоскости экрана имеется шкала со 100 делениями. Для получения отсчета большой точности на экране имеется дополнительная шкала, позволяющая производить отсчет до 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены ручной зажим стола, салазок и шпиндельной бабки.
Станок снабжен устройством предварительного набора координат. Фрезерование можно производить как при ручном управлении станком, так и с использованием устройства предварительного набора координат.
Конструктивные особенности станка
- Установка более мощного привода главного движения
- Увеличение жесткости корпусных деталей приводов стола и салазок
- Применение более мощных приводов подачи
- Расширение диапазона рабочих подач и частоты вращения шпинделя
- Применение устройства предварительного набора координат (УПНК), позволяющего сократить время позиционирования стола и салазок
- Исполнение приводов подач с шариковой винтовой парой в качестве конечного звена
- Привод перемещения стола и салазок осуществляется от регулируемых высокомоментных электродвигателей постоянного тока, которые допускают широкий диапазон регулирования скорости
- Отсчетная система станка — экранная оптическая с точными стеклянными масштабами. Выносное оборудование связано со станком готовой электропроводкой со штепсельными разъемами
Корректированный уровень звуковой мощности LpA не должен превышать 93 дБА.
Класс точности станка А по ГОСТ 8—71.
Станок соответствует высшей категории качества.
Проектная организация — Московский завод координатно-расточных станков.
Год принятия станка к серийному производству — 1980.
Рабочие присоединительные базы координатно расточного станка 2Е450АФ1
Общий вид координатно расточного станка 2Е450АФ1


Состав координатно расточного станка 2Е450АФ1
Спецификация составных частей координатно расточного станка 2Е450АФ1
- Станина — 2Е450АФ1.100
- Салазки — 2Е450АФ1.110
- Стол — 2Е450АФ1.110
- Блок направляющих — 2Е450АФ1.210
- Редуктор подачи гильзы и шпиндельной коробки — 2Е450АФ1.220
- Коробка скоростей — 2Е450АФ1.300
- Стойка — 2Е450АФ1.200
- Редуктор привода стола и салазок — 2Е450АФ1.120
- Пульт управления — 2Е450АФ1.115
- Шпиндель — 2Б450АФ1.411
- Шпиндельная коробка — 2Е450АФ1.400
- Винт перемещения стола — 2Е450АФ1.112
- Винт перемещения салазок — 2Е450АФ1.102
Расположение органов управления координатно-расточным станком 2Е450АФ1
Перечень органов управления координатно расточного станка 2Е450АФ1
- Ручка микрометрической шкалы стола
- Ручка приведения отсчета оптической системы стола к нулю
- Ручка приведения отсчета оптической системы салазок к нулю
- Ручка микрометрической шкалы салазок
- Грубый масштаб салазок
- Пульт управления станком (см. рис.4)
- Оптический экран салазок
- Оптический экран стола
- Рукоятки ускоренного перемещения шпинделя
- Лимб вертикального перемещения гильзы и отключения подачи на заданной глубине
- Маховичок тонкой подачи шпинделя
- Грубый масштаб стола
- Панель управления шкафа (см. рис.5)
- Маховик точного перемещения стола, салазок
Пульт управления координатно-расточным станком 2Е450АФ1
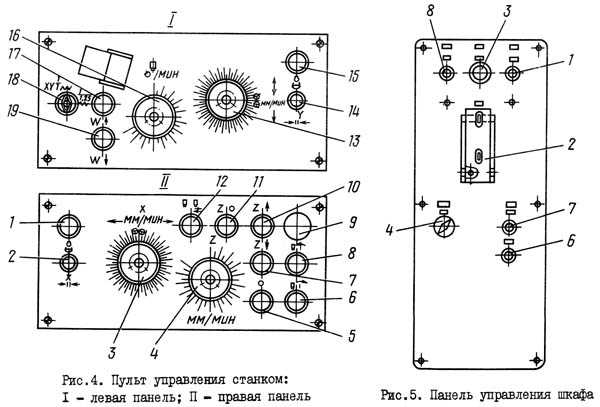
Перечень органов управления на пульте управления станком (рис.4)
- Кнопка включения подсветки оптического устройства стола
- Лампа, сигнализирующая о зажиме стола
- Регулятор скорости движения стола
- Регулятор скорости подачи гильзы
- Кнопка «Стоп» вращения шпинделя
- Кнопка включения правого вращения шпинделя
- Кнопка включения перемещения гильзы вниз
- Кнопка включения левого вращения шпинделя
- Кнопка «Общий стоп»
- Кнопка включения перемещения гильзы вверх
- Кнопка «Стоп» перемещения гильзы
- Кнопка смены инструмента
- Регулятор скорости движения салазок
- Лампа, сигнализирующая о зажиме салазок
- Кнопка включения подсветки оптического устройства салазок
- Регулятор числа оборотов шпинделя
- Кнопка включения перемещения шпиндельной коробки вверх
- Переключатель увеличения скорости переме щения стола и салазок
- Кнопка включения перемещения шпиндельной коробки вниз
Перечень органов управления на шкафу управления станком (рис.5)
- Сигнальная лампочка «Станок под напряжением»
- Вводной выключатель станка
- Лампа, сигнализирующая о наличии давления в пневмосети
- Выключатель освещения электрошкафов
- Кнопка подготовки работы станка
- Лампа, сигнализирующая о том, что станок к работе не подготовлен
- Лампа аварийной защиты
Перечень графических символов, применяемых на координатно-расточном станке 2Е450АФ1
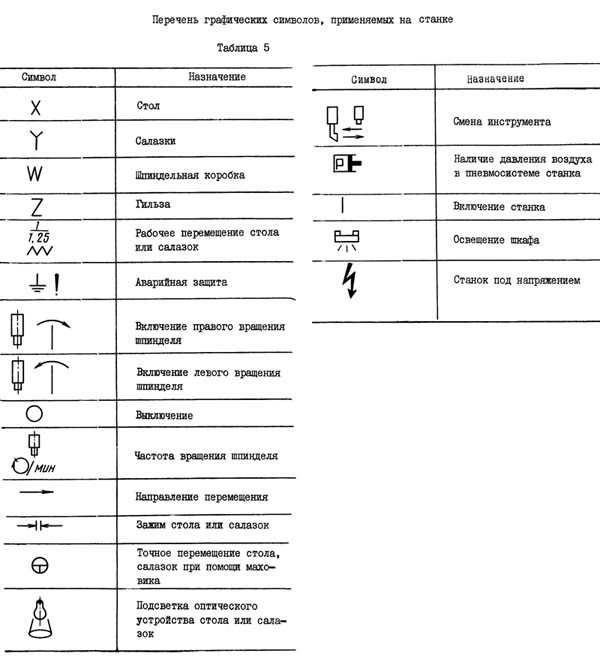
Краткое описание станка координатно-расточного станка
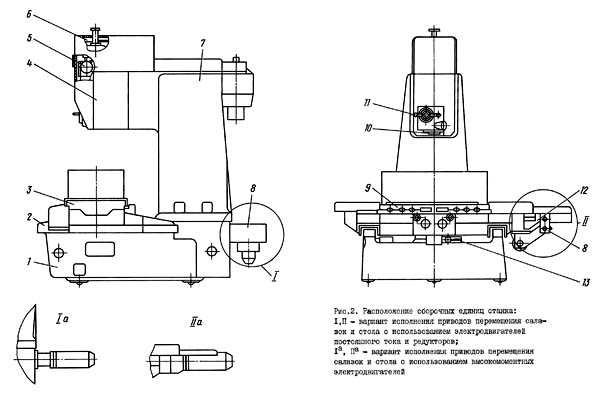
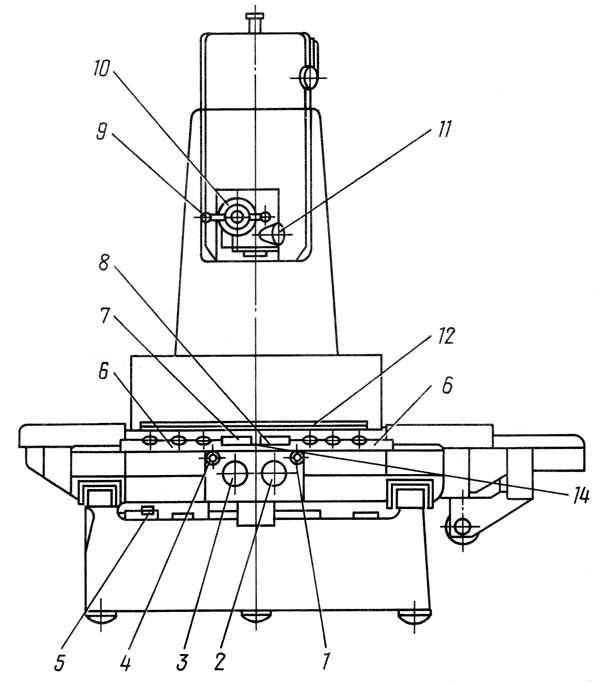
Основанием станка служит литая станина I (рис.2), опирающаяся на фундамент одной нерегулируемой опорой, расположенной под задней частью станины, и двумя регулируемыми опорами, находящимися под передней частью станины.
По двум плоским и одной средней призматической направляющим станины на роликах, заключенных в сепараторах, перемещаются салазки 2.
Стол 3 перемещается по плоской и призматической направляющим салазок также на роликах.
Стол и салазки перемещаются при помощи шариковых винтов, которые приводятся во вращение от электродвигателей постоянного тока.
На передней стенке салазок смонтированы экраны продольного и поперечного ходов и пульт управления. Оптические устройства расположены внутри салазок, а стеклянные масштабные линейки закреплены одна на станине, а другая на столе.
На станине установлена вертикальная стойка 7 с укрепленным на ней блоком 4 направляющих. По двум вертикальным призматическим направляющим блока перемещается шпиндельная коробка II.
На блоке направляющих сверху закреплены двухступенчатая коробка скоростей 6 и редуктор 5 подачи гильзы и шпиндельной коробки. Коробка скоростей и редуктор соединены со шпиндельной коробкой шлицевыми валами.
Электродвигатель привода шпинделя расположен на стойке сзади и соединен с коробкой скоростей клиноременной передачей.
Электродвигатель привода подачи гильзы и перемещения шпиндельной коробки расположен рядом с коробкой скоростей и соединен с редуктором клиноременной передачей.
Внутри блока, 4 направляющих расположены два пневмоцилиндра зажима шпиндельной коробки.
В шпиндельной коробке II перемещается шпиндель 10. Перемещение шпинделя может производиться при помощи рукояток быстрого перемещения или маховиком тонкой подачи вручную или механически. В шпиндельной коробке имеется устройство для отключения подачи на заданной глубине.
Установка отключения на заданной глубине производится при помощи лимба 10 (см. рис.3). Для более точной установки служит устройство, показанное на рис.20.
Индикатор 8 (рис.20) закрепляется на гильзе. На шпиндельной коробке винтом 7 закрепляется стержень 9 с откидной лапкой 10.
Между мерительным штифтом индикатора и плоскостью лапки устанавливается набор концевых мер, соответствующий заданному размеру.
При фрезеровании плоскостей и подрезке торцев, гильза шпинделя должна быть закреплена. Для этой цели служит хомут, стягиваемый винтом и расположенный в месте выхода гильзы из корпуса шпиндельной коробки.
Внимание! Не забывайте освободить гильзу шпинделя по окончании фрезерных работ.
Уравновешивание шпиндельной коробки и гильзы осуществляется двумя грузами, расположенными в стойке станка.
Кинематическая схема координатно-расточного станка 2Е450АФ1
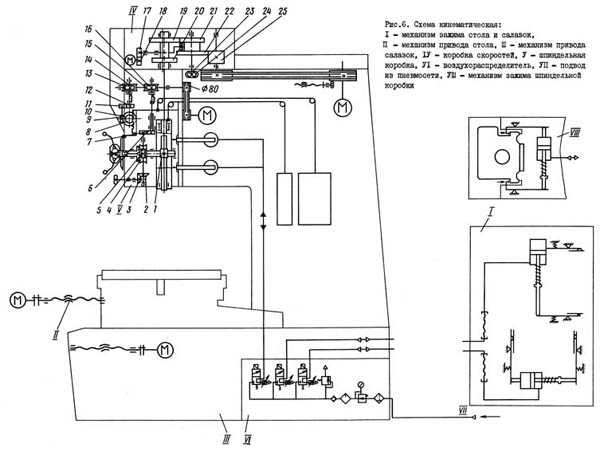
Схема кинематическая координатно-расточного станка 2Е450АФ1. Смотреть в увеличенном масштабе
Описание схемы кинематической координатно-расточного станка 2Е450АФ1
Перемещение изделия в прямоугольной системе координат осуществляется за счет движения стола и салазок во взаимно перпендикулярных направлениях.
Перемещение стола и салазок происходит от двух независимых регулируемых электродвигателей постоянного тока.
Привод вращения расточного шпинделя осуществляется от регулируемого электродвигателя постоянного тока.
Вертикальная подача гильзы шпинделя и перемещение шпиндельной коробки осуществляется от отдельного регулируемого электродвигателя постоянного тока.
Перемещение гильзы шпинделя может осуществляться кроме того и вручную.
Ввиду простоты кинематической схемы (рис.6) подробное описание ее не приводится.
Ход лучей в оптическом отсчетом устройстве продольного хода станка 2Е450АФ1
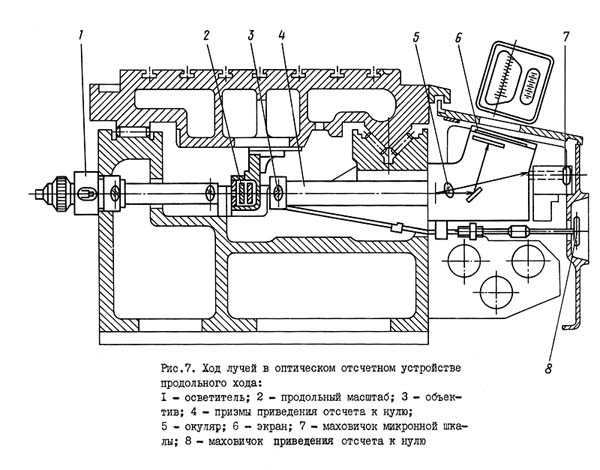
Рис. 7. Ход лучей в оптическом отсчетом устройстве продольного хода:
- осветитель
- продольный масштаб
- объектив
- призма приведения отсчета к нулю
- окуляр
- экран
- маховичок микронной шкалы
- маховичок приведения отсчета к нулю
Ход лучей в оптическом отсчетном устройстве поперечного хода станка 2Е450АФ1
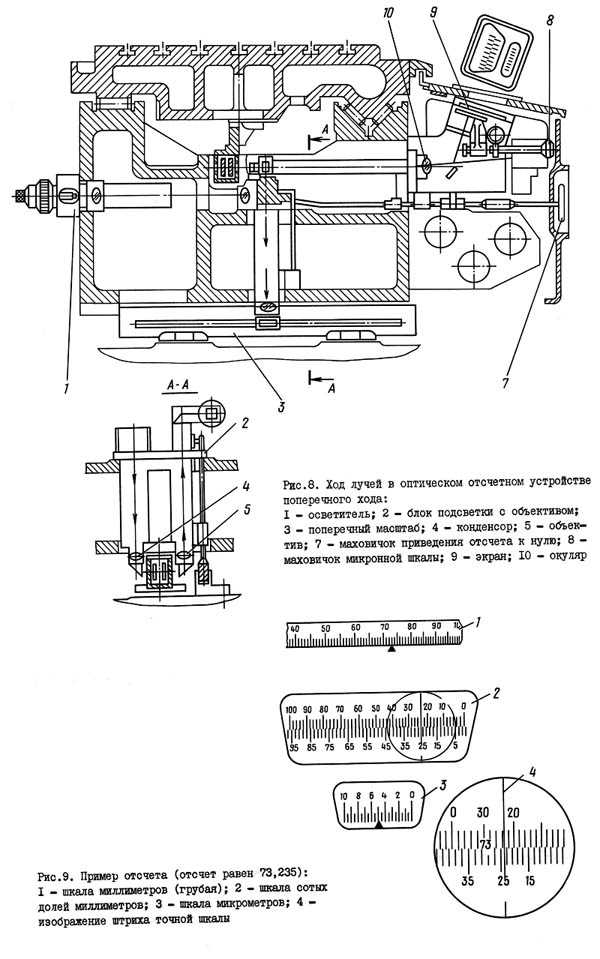
Рис.8. Ход лучей в оптическом отсчетном устройстве поперечного хода:
- осветитель
- блок подсветки с объективом
- поперечный масштаб
- конденсор
- объектив
- маховичок приведения отсчета к нулю
- маховичок микронной шкалы
- экран
- окуляр
Отсчетное оптическое устройство отсчета координат для стола и для салазок координатно-расточного станка 2Е450АФ1
Координатные перемещения стола и салазок контролируются специальными оптическими устройствами. Эти устройства базируются на точных стеклянных масштабах (рис.7,8).
Стеклянный масштаб стола имеет 1000 высокоточных делений через миллиметр, стеклянный масштаб салазок — 630. Штрихи делений проектируются на матовый экран с 75-кратным увеличением.
Для оценки сотых долей миллиметра в плоскости экрана имеется шкала со 100 делениями.
Отсчет координаты с точностью до пяти микрометров может быть произведен установкой изображения штриха масштаба между двумя сеточными делениями шкалы (рис.9).
Для получения отсчета с точностью 0,001 мм на экране имеется дополнительная шкала микрометров.
Требуемое число микрометров устанавливается вращением маховика микрометрической шкалы.
Оптическое отсчетное устройство предусматривает сброс дробной части отсчета, т.е. приведение его к целому числу. Сброс осуществляется специальным маховиком приведения отсчета к нулю после того, как ось шпинделя станка будет совмещена с исходной (базовой) точкой на изделии, принимаемой за начало отсчета координат. При этом индекс микронной шкалы должен быть установлен на нулевое деление, а изображение одного из штрихов масштаба наведено на нулевой штрих сетки экрана, образуя два равных просвета между безымянным штрихом и штрихом 0,01 мм (рис.10).
Установка координат производится следующим образом: вращение ручки микрометрической шкалы установите индекс на заданное число микрометров и затем начните перемещение стола на требуемое число миллиметров, сначала по грубому масштабу, потом, наблюдая в экран, наведите перемещающееся изображение штриха точного масштаба на деление сетки, соответствующее заданному числу сотых долей миллиметра так, чтобы между его изображением и предыдущем и последующем сеточными делениями образовались равные просветы.
Допустим, требуется установить координату 172, 443: то индекс микрометрической шкалы установите на цифру 3 и после этого стол перемещайте до тех пор, пока изображение 172 штриха не совместится с 44 делением сетки экрана так, чтобы между изображением 172 штриха и 43, 45 делениями сетки образовались равные просветы (рис.11).
Предпочтительно размеры обрабатываемого изделия проставлять так, как показано на рис.12. Это позволит перенести их прямо на масштаб и шкалу микрометров отсчетного устройства, что сократит непроизводительные потери времени и уменьшит вероятность получения ошибок.
Внимание! Оптические отсчетные устройства тщательно регулируются на заводе-изготовителе. Разборка и регулировка их должна производиться только квалифицированными специалистами.
Схема расположения подшипников координатно-расточного станка 2Е450АФ1
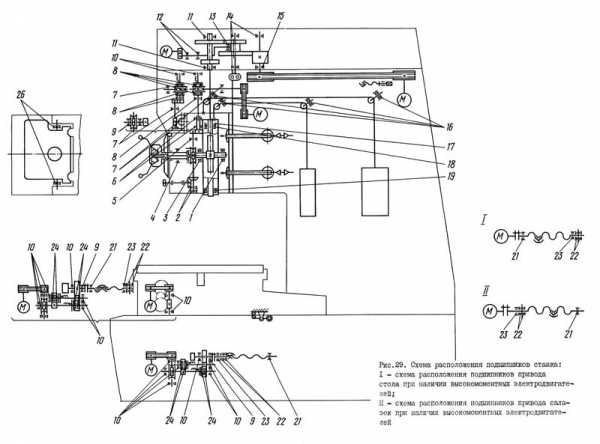
Схема расположения подшипников координатно-расточного станка 2Е450АФ1. Смотреть в увеличенном масштабе
Схема пневматическая координатно-расточного станка 2Е450АФ1
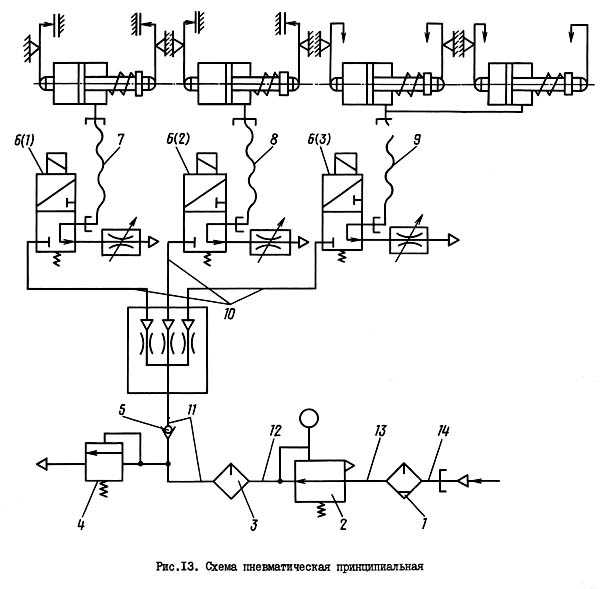
Описание работы пневмосистемы координатно-расточного станка 2Е450АФ1
Схема пневматическая принципиальная с перечнем аппаратов показана на рис.13.
Зажим стола, салазок и шпиндельной коробки осуществляется усилием пружин через рычажную систему. Для разжима используются унифицированные пневмоцилиндры.
Зажим и отжим стола и салазок осуществляется при повороте регулятора скорости перемещения стола (салазок).
Разжим шпиндельной коробки происходит только при нажатии на кнопку 17 и 19 (рис.4). Зажим осуществляется автоматически по окончании перемещения шпиндельной коробки.
Максимальное давление в пневмосети станка 4,5 кгс/см2, регулируется регулятором давления 2 (рис.13), а реле 4 давления отрегулировано на давление 3,5 кгс/см2, ниже которого происходит автоматическое отключение станка.
Электрооборудование координатно-расточного станка 2Е450АФ1
Характеристики электрооборудования
Станок имеет следующие электроприводы:
- привод вращения шпинделя — от двигателя постоянного тока ПБСТ-62, 7,2кВт, 1500об/мин., 220В (или П-51, 8кВт, 2800об/мин.,220В, Пмакс= 2800 об/мин.)
- привод подачи шпиндельной коробки и гильзы от двигателя постоянного тока 2ПБ-100мг, 0,85кВт, 2300 об/мин», 110В
- приводы перемещения стола и салазок — от двигателей постоянного тока PF4-K7711 (производства ПНР)
Все эти двигатели питаются от тиристорных преобразователей, их скорость регулируется в широком диапазоне.
Двигатели перемещения стола и салазок питаются от преобразователей ТНП/ц-11 фирмы «Ареnа»(ПНР).
Двигатель планшайбы плоского поворотного стола (ЭП110/245, 3600 об/мин., 110D), комплектующего станок, питается от преобразователя БУ3509-11-1У4.
Универсальный поворотный стол и насос охлаждения снабжены приводами с асинхронными двигателями.
Привод вращения шпинделя
Электродвигатель привода шпинделя питается от тиристорного преобразователя. Регулирование скорости вращения осуществляется ступенчато с помощью переключателя SSA, подключающего на вход преобразователя напряжение, снимаемое с задающих резисторов SP1..SP24. Кроме того, переключателем SSA осуществляется выбор верхней или нижней ступени скорости шпинделя и установку коробки скоростей на нейтраль.
Приводы стола и салазок
В приводах стола и салазок применены высокомоментные двигатели и преобразователи, обеспечивающие диапазон регулирования скорости 1:10000. Двигатели имеют встроенные тормозные муфты, включающиеся при исчезновении питающего напряжения. Они включаются одновременно с зажимом стола (салазок).
Выбор направления перемещения и величины скорости осуществляется для стола регулятором XSA для салазок регулятором YSA.
Возможны перемещения с нормальной или пониженной скоростью в зависимости от положения переключателя SA3.
В первом случае регулирование скорости осуществляется в диапазоне 2..7000мм/мин.
Во втором случае все скорости снижаются на 20% за счет уменьшения задающего сигнала на входе преобразователя.
В общей сложности имеется 32 ступени скорости.
Привод подачи гильзы шпинделя и перемещения шпиндельной коробки
Перемещение гильзы и шпиндельной коробки осуществляются двигателем М1, выбор перемещаемого узла (гильзы или коробки)- муфтами ZYC1 и ZYC2. Скорость подачи гильзы устанавливается регулятором SA10 в пределах 1,2…1000 мм/мин.
Коробка перемещается с постоянной максимальной скоростью. Включение перемещения гильзы вверх(вниз) производится кнопкой ZSB2 (ZSB3) по цепи 13(17), останов-кнопкой ZSB1- по цепи 12.
Цикл смены инструмента включается кнопкой ZSB4. При этом по цепи 22 включается и становится на самопитание реле VKA2. По цепи 16 включается реле KA1O и гильза идет вверх на максимальной скорости до срабатывания путевого выключателя ZSQ6 (цепь 22), отключающего пускатели VKA2 и KAIO. Инструмент разжат.
После смены инструмента, производимой вручную, повторно нажимается кнопка ZSMB4.
Оптическая отсчетная система
Устанавливается на станках без цифровой индикации координат стола и салазок.
Лампы подсветки оптической системы питаются стабилизированным напряжением от источника 12в.
За счет падения напряжения в проводах; напряжение на лампах равно 11В, что обеспечивает их нормальную работу.
Включение ламп оптики производится кнопками ASB3, ASB4, отключение — после окончания выдержки времени реле AKTI (20-25сек).
Более длительное включение ламп может привести к тепловым деформациям станка и их быстрому перегоранию.
Устройство цифровой индикации координат X и Y
На станках, не имеющих оптической отсчетной системы, устанавливается устройство цифровой индикации координат стола и салазок.
Оно не связано с электросхемой станка.
Описание работы и электросхемы устройства цифровой индикации имеется в отдельном комплекте техдокументации.
Установочный чертеж координатно-расточного станка 2Е450АФ1

Технические характеристики координатно-расточного станка 2Е450АФ1
| Наименование параметра | 2Е450А | 2Е450АФ1 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления в стали 45, мм | 30 | 30 |
| Наибольший диаметр расточки в стали 45, мм | 10..250 | 10..250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 200..770 | 200..770 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 710 | 710 |
| Рабочий стол и салазки | ||
| Рабочая поверхность стола, мм | 1120 х 630 | 1120 х 630 |
| Наибольшая масса обрабатываемого изделия, кг | 600 | 600 |
| Наибольшее перемещение стола, мм | 1000 х 630 | 1000 х 630 |
| Скорость перемещения стола и салазок, мм/мин | 1,6..7000 | 1,6..7000 |
| Число скоростей перемещения стола и салазок | 32 | 32 |
| Число Т- образных пазов на столе | 7 | 7 |
| Выключающие упоры стола и салазок | имеются | имеются |
| Шпиндель. Шпиндельная коробка | ||
| Частота вращения шпинделя (б/с регулирование), об/мин | 10..2000 | 10..2000 |
| Число скоростей шпинделя, об/мин | 24 | 24 |
| Диаметр передней опоры шпинделя, мм | 80 | 80 |
| Наибольшее вертикальное (ход) перемещение гильзы шпинделя (ручное, механическое), мм | 260 | 260 |
| Наибольшее вертикальное перемещение шпиндельной коробки (установочное), мм | 310 | 310 |
| Пределы рабочих подач шпинделя, мм/мин | 1,2..1000 | 1,2..1000 |
| Число рабочих подач шпинделя | 30 | 30 |
| Внутренний конус шпинделя | 7:24 | 7:24 |
| Наибольший конус закрепляемого инструмента | Морзе 4 | Морзе 4 |
| Закрепление шпиндельной коробки на направляющих | Пневмо | Пневмо |
| Предохранение от перегрузки механизма подач | есть | есть |
| Скорость перемещения шпиндельной коробки, мм/мин | 3150 | 3150 |
| Показатели точности станка | ||
| Способ отсчета координат и размеров по экрану | оптический | оптический |
| Цена деления растровой сетки установки координат, мм | 0,001 | 0,001 |
| Точность линейных координатных перемещений стола и салазок, мм | 0,006 | 0,006 |
| Точность межосевых расстояний отверстий образца после чистовой обработки, мм | 0,01 | 0,01 |
| Точность геометрической формы отверстия: постояннство диаметра в поперечном сечении, мм | 0,004 | 0,004 |
| Точность геометрической формы отверстия: в любом сечении, мм | 0,006 | 0,006 |
| Точность геометрической формы отверстия: в любом сечении, мм | 0,006 | 0,006 |
| Шероховатость обработанной поверхности, мм | Ra 1.25 | Ra 1.25 |
| Точность механизма предварительного набора координат в режиме «Грубо», мм | — | 0,01 |
| Точность механизма предварительного набора координат в режиме «Точно», мм | — | 0,001 |
| Установка координат с применением УЦИ в режиме «Грубо» с подходом с одной стороны, мм | — | 0,08 |
| Установка координат с применением УЦИ в режиме «Точно» с подходом с одной стороны, мм | — | 0,008 |
| Привод | ||
| Количество электродвигателей на станке | 6 | 6 |
| Электродвигатель привода главного движения, кВт | 7,2 | 7,2 |
| Электродвигатель привода перемещения гильзы шпинделя и шпиндельной коробки, кВт | 0,75 | 0,75 |
| Электродвигатель привода перемещения стола и салазок, кВт | 1,0 | 1,0 |
| Электродвигатель привода каретки фотодатчика, кВт | 0,013 | 0,013 |
| Электродвигатель смазки и механизма переключения скоростей, кВт | 0,01 | 0,01 |
| Электронасос охлаждающей жидкости Тип | 0,125 | 0,125 |
| Габарит станка | ||
| Габариты станка, включая ход стола и салазок (длина х ширина х высота), мм | 3600 х 3000 х 3000 | 3600 х 3000 х 3000 |
| Масса станка, кг | 9200 | 9200 |
Связанные ссылки
Каталог координатно-расточных станков
Паспорта координатно-расточных станков
Купить каталог — Купить справочник — Купить базу данных: Прайс-лист информационных изданий
stanki-katalog.ru