Станок для производства профнастила: виды, модели и цены
Станок придает металлу стабильную рельефную форму. Основные функции – резка и прокат. В результате обработки получается профилированное полотно. Его используют для устройства кровли, облицовки стен, сооружения заборов, бытовок, гаражей. Большая популярность и высокий спрос на профлист объясняются универсальностью применения, простотой монтажа и демократичной ценой. Такие факторы служат серьезным основанием для старта выгодного бизнеса. Нужно найти небольшую рабочую площадку и приобрести специализированную технику.
Оглавление:
- Технология производства
- Разновидности оборудования
- Обзор популярных моделей
- Расценки
Свойства профнастила
Сырьем служит:
- сталь с алюминиевым или цинковым покрытием;
- алюминий с алюмокремниевым напылением или без него.
Использование материалов разного свойства обусловливает применение универсального оборудования. Главное требование, которое предъявляется к станкам для производства профнастила – бережное отношение к покрытию. Назначение составов, которыми окрашивают поверхность – защита от коррозии и увеличение срока эксплуатации.
Главное требование, которое предъявляется к станкам для производства профнастила – бережное отношение к покрытию. Назначение составов, которыми окрашивают поверхность – защита от коррозии и увеличение срока эксплуатации.
Качество во многом зависит от условий изготовления. Приборы для проката и резки металла должны располагаться в сухих отапливаемых цехах со стабильным температурным режимом. Такие же требования предъявляются и к помещению для хранения сырья – рулонов листового металла.
Основы производства
Чтобы придать заготовке определенную форму, используется принцип вальцевания, по которому работает большинство металлургических предприятий. Так называется прокат через систему валов. Формирование проводится методом холодной деформации во время прохождения металлической заготовки между роликами. В результате механического воздействия гладкий стальной лист становится гофрированным.
На контур полученного рельефа влияет форма вальцов. В производственных линиях имеется возможность настройки профильной конфигурации, что обеспечивает вариативность сортамента. Сила давления пресса зависит от толщины металлической заготовки. Выбирают оцинкованный профнастил толщиной 0,4-0,8 мм.
Существует горячий и холодный способы обработки металла давлением. Изготовление листа с предварительным нагревом стали возможно только на крупных металлургических предприятий.
Виды производственного оборудования
Прокатный стан – это основа технологической линии. К числу критериев, по которым классифицируется вальцовочная аппаратура, относятся форма профиля и способ изготовления. Поставка сырьевого материала с металлургических заводов осуществляется в рулонах. Вручную развернуть тонкий лист не составляет труда. Если используется металл значительной толщины, тогда в комплект должен входить станок-разматыватель.
Следующий шаг цикла – резка, для этих целей служат ножницы-гильотины. С их помощью гофрированное полотно разрезают на элементы необходимой длины. Заключительный этап – упаковка и складирование. Для этих целей применяют специальные приемные устройства.
С их помощью гофрированное полотно разрезают на элементы необходимой длины. Заключительный этап – упаковка и складирование. Для этих целей применяют специальные приемные устройства.
Типы станков
По объему ручного труда оборудование для производства профнастила условно разделяют на 3 группы:
- ручные;
- передвижные с электрическим приводом;
- автоматизированные линии.
1. Ручной станок.
Без применения электроэнергии, но требует приложения физических усилий. Благодаря механизмам пружинного типа и системе эксцентриков для обслуживания достаточно 1-2 операторов. Качество невысокое, поэтому обработка металлических заготовок с защитным покрытием не рекомендуется. Прокатать можно только самый тонкий профлист, из которого делают заборы и ограждения.
Использование целесообразно при небольших объемах производства. Цена невысокая, его могут купить строительные организации и металлообрабатывающие мастерские.
2. Передвижные.
Чаще всего создают арочный лист, который используется в ангарах, хранилищах, складах и прочих сооружениях с изогнутыми элементами. Портативные станки устанавливают непосредственно на рабочих площадках, когда строительство движется ускоренными темпами. Купить выгодно в том случае, когда в запасе много оцинковки или есть надежные поставщики дешевого сырья. Качество не уступает продукции, произведенной на автоматической линии.
3. Автоматизированные и полуавтоматизированные.
Представляют собой группу механизмов, смонтированных в определенном порядке. Чтобы технологический процесс проходил быстро и без нарушений, разработана стандартная комплектация:
- Размотчик рулонного металла. Скрученные стальные листы, которые поставляют заводы-изготовители, обладают большой массой. Грузоподъемность механизмов для разматывания достигает 10 тонн. В них также предусматривается автоматический контроль уровня провисания металлического полотна в процессе работы.
 Скорость вальцевания достаточно высокая, поэтому вручную справиться с разматыванием практически невозможно.
Скорость вальцевания достаточно высокая, поэтому вручную справиться с разматыванием практически невозможно. - Профилегибочный стан. Это основа технологической линии. Оснащается системой электропривода, может иметь несколько пар вальцов. Качество конечного продукта напрямую зависит от настроек и степени изношенности механизмов. При выборе станка б/у нужно уточнить у продавца срок эксплуатации и уровень загрузки.
- Гильотинные ножницы. Резочное оборудование имеет форму, аналогичную профилю. К состоянию гильотины предъявляются повышенные требования. Край должен получиться ровным без заусениц и нарушенного покрытия. Для этого требуется острое лезвие и баланс скорости реза и усилий, прикладываемых к профлисту.
- Приемная клеть. Это участок, в котором складывают готовую продукцию.
- САУ. Система автоматического управления задает программу и обеспечивает контроль рабочего цикла. Чем больше автоматизированных процессов, тем выше производительность предприятия.
Большая стоимость технологической линии делает ее недоступной для начинающих предпринимателей. В начальной стадии бизнеса имеет смысл приобрести станки и механизмы б/у.
В начальной стадии бизнеса имеет смысл приобрести станки и механизмы б/у.
Обзор оборудования
1. Напольный разматыватель НР-1250.
Легкий ручной станок для размотки стального полотна шириной до 1,25 м и массой до 300 кг. Рулон укладывается на вращающиеся валики и разматывается путем протяжки. Простое устройство в сочетании с низкой ценой делают оптимальным применение в небольших цехах.
2. Размотчик рулонного металла РМ-620.
Неприводный двухопорный агрегат для размотки рулонов массой до 4 тонн, шириной до 70 см и внутренним диаметром 48-62 см, масса конструкции – 150 кг. Перед началом работы вал с крестовинами помещают внутрь рулона и устанавливают на раму. Рулон разматывают путем протяжки металлической полосы или вращения штурвала.
3. Листогиб РСХ-2000/0,8.
Мобильный станок для изготовления профнастила, деталей прямоугольных воздуховодов, а также доборных элементов кровли и фасадов. Большая мощность агрегата позволяет гнуть металл толщиной до 0,8 мм с сохранением геометрии профиля по всей длине. Тонкая система настройки обеспечивает стабильность заданных параметров сгиба (угол и радиус) независимо от вида и толщины основного материала. Масса – 160 кг, разборная конструкция обеспечивает удобство при перевозке и подъеме.
Тонкая система настройки обеспечивает стабильность заданных параметров сгиба (угол и радиус) независимо от вида и толщины основного материала. Масса – 160 кг, разборная конструкция обеспечивает удобство при перевозке и подъеме.
4. Электромеханический листогиб ПТН2050-30ЕЕ.
Предназначен для изготовления любого вида профнастила, различных элементов кровли, фасадов и вентиляции из стального листа толщиной до 3 мм и длиной до 2 м. Комплект сменных планок позволяет создавать изделия сложной конфигурации.
Оснащается педальным блоком управления траверсами. С помощью САУ можно задавать параметры и подсчитывать количество готовых изделий. Автоматика корректирует угол гиба в соответствии с толщиной и разновидностью металла.
5. Ножницы гильотинные НКЧ 3214.
Устройство для резки профлиста толщиной до 2 мм и шириной до 2,5 метров. Конструкция весит 1,8 тонн и приводится в действие электрическим мотором. Рекомендуется купить для предприятий небольшой мощности.
Стоимость
| Оборудование | Тип | Цена, рубли |
| Размотчик рулонов | напольный | 13 000 — 17 000 |
| мобильный | 60 000 — 80 000 | |
| двухопорный | 53 000 — 190 000 | |
| самоподъемный | 130 000 — 160 000 | |
| консольный | 105 000 — 300 000 | |
| Листогибочный станок | ручной | 130 000 — 450 000 |
| сегментный | 250 000 — 550 000 | |
| электромеханический | 2 600 000 — 3 900 000 | |
| гидравлический | 70 00 000 — 20 000 000 |
Станок для профнастила ручной — технология изготовления
Содержание статьи:
Профилированные листы из металла или профнастил довольно часто используется в строительстве. Материал является одновременно надежным и недорогим. Как правило, профнастил используют при монтаже временного сооружения (к примеру, складского ангара). Материал также применяют в процессе монтажа кровли и при облицовочных работах. Производство профнастила не предполагает больших трат. Некоторые строительные компании осуществляют изготовление материала прямо на площадках.
Материал является одновременно надежным и недорогим. Как правило, профнастил используют при монтаже временного сооружения (к примеру, складского ангара). Материал также применяют в процессе монтажа кровли и при облицовочных работах. Производство профнастила не предполагает больших трат. Некоторые строительные компании осуществляют изготовление материала прямо на площадках.
Виды оборудования для производства профнастила:
- механические листогибы;
- пневматические;
- гидравлические;
- магнитные;
- полуавтоматические;
- автоматические производственные линии.
Механические листогибы
Существует специальный станок, на котором изготавливают профнастил в штучном количестве.
На нем, в частности, можно гнуть доборные элементы – коньки, ендовы, фартуки и небольшие листы профнастила.
Чтобы привести такой станок в действие – требуется мускульная сила человека.
Рассмотрим технические возможности металлов для обработки:
- Толщина стали не должна превышать 1 миллиметра;
- Максимальная длина листа должна составлять около 2 метров;
- Угол изгиба должен быть равен 150 градусам.
Поместите лист на оборудованном столе, прижмите его планкой и при помощи рычага гните нужный профиль. Ручной станок для производства профнастила относительно недорогой и не занимает много места. Этот станок не подходит для сгибания профилей на полимерных листах, так как можно повредить защитный слой. Уязвимые места покроются ржавчиной, и лист будет протекать.
Механизированные листогибы
Механизированное оборудование представлено пневматическими, магнитными и гидравлическими станками. Область применения механизированного оборудования не отличается от области механического. Однако отзывы значительно лучше. Листогиб имеет электромагнитный прижим заготовки. Это позволяет гнуть стальные, медные и алюминиевые профили. Например, станок для профнастила ручной не гнет заготовку по всей длине и автоматически не определяет угол в 360 градусов.
Область применения механизированного оборудования не отличается от области механического. Однако отзывы значительно лучше. Листогиб имеет электромагнитный прижим заготовки. Это позволяет гнуть стальные, медные и алюминиевые профили. Например, станок для профнастила ручной не гнет заготовку по всей длине и автоматически не определяет угол в 360 градусов.
Пневматический станок включает в себя пуансон. С помощью этого приспособления металлический лист вдавливается в матрицу. Для приведения пуансона в действие необходим сжатый воздух. Мощность такого станка существенно выше, чем у ручного. Это позволяет изготовить профнастил с углом изгиба в 90 градусов, а также автоматически рассчитать длину и толщину.С помощью гидравлического оборудования для профилированных листов можно получить различные виды профилей (читайте: «Оборудование для производства профнастила»). Вместе с этим обеспечивается производство больших объемов профнастила.
 Гидравлический пресс действует по тому же принципу, что и пневматический. Листогиб для профнастила может включать числовое программное управление. Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила.
Гидравлический пресс действует по тому же принципу, что и пневматический. Листогиб для профнастила может включать числовое программное управление. Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут позволить себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила. Технология изготовления профнастила
Для того чтобы выпустить большую партию профилированных листов с различными характеристиками – используется метод холодного проката.Производственная линия включает в себя:
- разматыватель;
- прокатный станок;
- ножницы;
- устройство для приема;
- систему автоматического управления процессом.

С помощью универсальных технологий по производству профилированного настила промышленным способом, можно изготовить все профили на одном листе.
Преимуществами такого метода является:
- Отсутствие перекатов и ошибок в геометрии.
- Точная геометрия каждого профиля.
- Равномерное напряжение металла по длине и ширине, а также высокое качество работы (линии профиля не трескаются).
 В соответствии с заданным размером, излишки отрезаются при помощи гильотинных ножниц (читайте также: «Станок для производства профнастила»).
В соответствии с заданным размером, излишки отрезаются при помощи гильотинных ножниц (читайте также: «Станок для производства профнастила»). Ручной станок для производства профнастила, смотрите на видео:
Производить и продавать профнастил довольно выгодно. Именно поэтому станки пользуются такой популярностью у различных предприятий.
Оборудование устанавливается в отдельных цехах, в которых должны соблюдаться определенные требования:
- Использование грузоподъемного устройства, которое устанавливает рулоны на разматыватель. Вручную этот процесс осуществить невозможно.
- Минимальная температура в цеху должна составлять +4 градуса. Это связано с тем, что покрытия из полимеров дают трещины при более низкой температуре.
- Наличие площадей под рулоны, изготовленные заказы и другой материал.

Производство профнастила довольно популярно. Это связано с тем, что профилированный лист по цене значительно дешевле кровельных или облицовочных материалов. При этом срок эксплуатации довольно длительный. Заводы, которые изготавливают профнастил, выпускают также металлочерепицу, металлическую сетку и сайдинг (прочтите статью: «Профлист или металлочерепица: что лучше»).Если вы решили использовать профилированные листы для монтажа кровли, то не забывайте о звукоизоляции. Потому что во время дождя металл довольно сильно шумит. Профлисты можно приобрести прямо на заводах-изготовителях. Кроме того, вы можете обратиться в специализированные магазины, которые кроме продажи материала, обеспечат его бесплатную доставку.
 Если вы приобретаете профнастил на заводе – то, скорее всего, сами осуществите транспортировку материала. В любом случае, перед покупкой профилированных листов, важно просмотреть фото- и видеоматериалы интернета. Из них вы узнаете, например, как работает листогиб ручной для профнастила.
Если вы приобретаете профнастил на заводе – то, скорее всего, сами осуществите транспортировку материала. В любом случае, перед покупкой профилированных листов, важно просмотреть фото- и видеоматериалы интернета. Из них вы узнаете, например, как работает листогиб ручной для профнастила.
Ручной станок для профнастила: преимущества и технические характеристики
Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Передвижное оборудование.
Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.
Автоматические и полуавтоматические линии бывают и в мобильном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.
Наконец, ручной станок для производства профнастила приводится в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок чрезвычайно просто в использовании и именно на нем мы подробно остановимся дальше.
Оглавление статьи (нажмите, чтобы открыть)
Ручной станок для профнастила — в чем достоинства такого решения?
В настоящее время многие машиностроительные предприятия производят такое оборудование, и купить ручной станок для профнастила может каждый желающий. Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Главным его преимуществом является то, что для работы такому станку не нужны внешние источники энергии, поскольку для приведения его в действие достаточно физической силы человека.
Для того чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с устройством станка.
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью использования небольшого количества изделий из профилированного листа. Их просто нецелесообразно заказывать из-за слишком большой стоимости доставки на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила настолько прост, что не требует практически никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость. Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что приблизительно составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительную площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Недостатки ручного станка для профнастила
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, возникающий из-за различной силы сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки со сменяемой матрицей, что позволяет изготавливать профнастил с различной формой и высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали.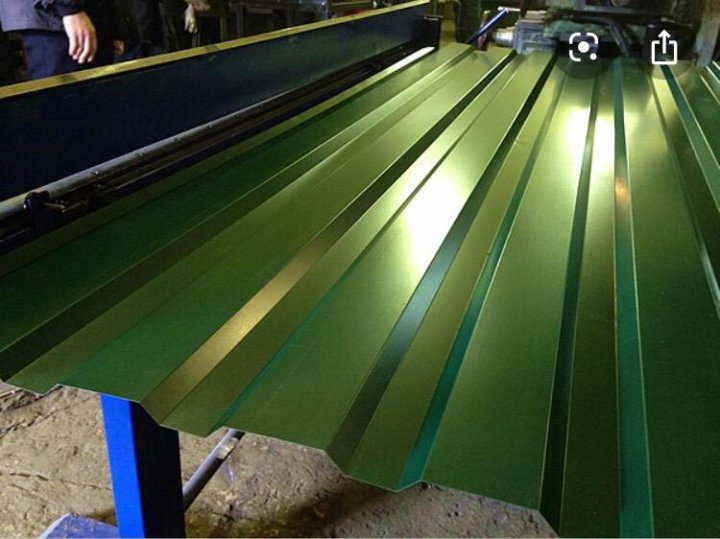 Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, впоследствии, приведет к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стоят они существенно дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, такие как, например, порошковая покраска, создают декоративно-защитный слой ничуть не уступающий, а может даже и превосходящий по качеству полимерное защитно-декоративное покрытие.
Устройство и принцип работы ручного станка для изготовления профнастила
Станок для профлиста ручной состоит из трех основных узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм. Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол. На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, качество которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настраивать в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке состоит из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется с помощью специальной шкалы.
- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижении нужной длины сталь разрезают специальным гильотинным ножом.
Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки. Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Станок для профлиста ручной — технические характеристики
Станок для профлиста ручной имеет следующие основные технические характеристики:
- длина листа получаемого профнастила — 2,0-2,5 м;
- наибольший угол изгиба заготовки — 150°;
- материал исходной заготовки: углеродистая листовая сталь толщиной 1,0-1,2 мм, нержавеющая листовая сталь толщиной 0,5 мм, листовая медь, толщиной 1,3 мм и листовой алюминий толщиной 1,5 мм;
- производительность: около 120 листов профнастила размером 1000×2500 мм за одну рабочую смену.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Коллектив oprofnastile. ru
ru
Читайте по теме:
Станок для производства профнастила: виды, изготовление своими руками
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.
Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.
Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.

Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.

- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях.
 Наличие таких дефектов значительно снижает стоимость готовой продукции.
Наличие таких дефектов значительно снижает стоимость готовой продукции. - Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы
Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Листогибочный станок — Производство профнастила
Ручной листогиб ЛГС-2500
Листогибочный станок ЛГС 2500 — простой и весьма эффективный листовой станок для проведения жестяных работ по гибки листового металла. Данный листогиб, цена которого весьма приятна, отлично подходит для работы и в небольших мастерских, и непосредственно на строительной площадке …
Данный листогиб, цена которого весьма приятна, отлично подходит для работы и в небольших мастерских, и непосредственно на строительной площадке …
Ручной листогиб ЛГС-3000
Ручной листогиб ЛГС 3000 используют для резки и гибки листовых металлов, допускается наличие покрытия краской или цинком. Этот функциональный листогиб, купить который можно у нас, обладает рядом преимуществ …
Листогиб для профнастила ЛСП 2000 — это простое и многофункциональное устройство с высокой производительностью и автономностью. Данный листогиб обеспечит мелкосерийное производство различных типов профнастила …
Станок профнастила ЛСП-2000
Листогибочный станок ЛГР-2500 предназначен для серийного производства самых разнообразных доборных элементов: фигурного конька, профнастила, отливов, сайдинга, замкнутого профиля и прочее . ..
..
Листогибочный станок ЛГР-2500
Листогибочный станок ВЭЛ 2500 проходной профессиональный ручной гибочный станок без ограничения подачи листа. Это цеховой вариант ручного листогибочного станка, предназначенный для серийного производства …
Листогибочный станок
ВЭЛ-2500
Листогибы нашего производства
Производство листогибочных станков является основной сферой деятельности Российской Компании «РИМ». Мы предлагаем вам купить листогиб с доставкой прямо на объект. Наши гибочные станки надежны и незаменимый при выполнении жестяных работ.
Ручной листогиб ЛС-РИМ-25
Новая модель листогибочного станка
ЛС-РиМ-25 отличается большей эффективностью и лучшими эксплуатационными свойствами и техническими параметрами …
Листогибочный станок ЛС-РИМ-30
Еще практичнее, еще надежнее, еще функциональнее, еще производительнее стал новый листогибочный станок
ЛС-РиМ-30, не так давно разработанный специалистами производственного предприятия «РиМ».
Ручной станок для производства профнастила своими руками
Содержание статьи:
Работа самодельного станка
В наше время все без исключения строительные материалы постоянно дорожают, и профнастил, который очень широко используется в строительстве, не является исключением. Производится материал из листа металла, которому придается определенная форма.
Производится материал из листа металла, которому придается определенная форма.
Основная функция такого станка – резка и прокатка заготовки, в результате чего она принимает форму готового профлиста. Подобный ручной станок для изготовления профнастила в наше время можно сделать даже своими руками, умея работать с металлическими заготовками и, желательно, имея инженерные навыки.
Автоматические и ручные станки по изготовлению профлистов
Основное отличие профлиста от прочих подобных металлических листов – гофра имеет трапециевидную форму. На первый взгляд может показаться, что самому сделать станок для производства такого материала невозможно, но это не так.
Производственные линии такого материала представляют собой целый комплекс механизмов, каждый из которых выполняет свои функции.
Так, даже самая простая автоматическая линия по изготовлению профлистов состоит из:
- разматывателя рулонов металлических листов;
- прокатного стана, на котором собственно и осуществляется формирование материала;
- ножниц, которые имеют вид гильотины;
- приемного устройства.

Производственная линия по изготовлению профлистов
Понятно, что самостоятельно сделать такую автоматическую линию нереально. Но вот сделать ручной станок, который сможет на нужный угол сгибать заготовки так, что получиться лист профнастила, вполне возможно.
При этом стоит учитывать, что домашний ручной станок не сможет изготавливать слишком толстые профлисты – максимальная толщина заготовки – около 5 мм.
Подготовка опор и стола для подачи заготовок
Самостоятельное изготовление прокатного станка начинается с собирания каркаса для размещения всех компонентов оборудования. При этом достаточно установить надежные опоры, закрепив их на основании: желательно – бетонном полу.
Основание станка
Далее собирается стол, по поверхности которого будет подаваться заготовка в станок. Длина его должна в несколько раз превышать длину готового изделия, поскольку на поверхности потребуется наличие свободного места, чтобы можно было принимать готовое изделие. Оптимальным материалом поверхности стола является алюминиевый лист.
На столе должна быть специальная планка, которая при помощи болтов сможет закреплять заготовку на столе. Таким же способом закрепляется и ручной рычаг, который осуществлять подачу по столу листов материала в станок для профнастила, устанавливая требуемый угол подачи.
Установка прокатных валов и первый запуск
Следующий компонент – прокатные валы – собрать своими руками очень сложно, поэтому лучше всего приобрести их готовыми. Найти в наше время на рынке такие приспособления не составит особого труда.
Прокатный вал
С помощью кронштейнов из металлических уголков валы закрепляются на каркасе станка возле ручного рычага.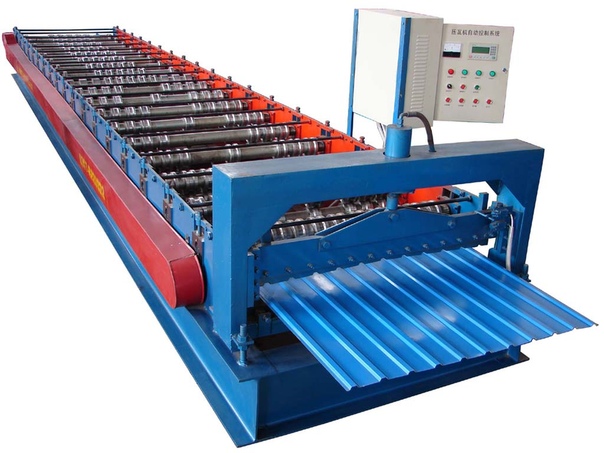
Закрутив все болты не в полную силу, практически полностью сделанный ручной станок для производства профнастила готов к проведению первой обкатки материала. Если изготовленный профнастил имеет нужную форму, детали можно закреплять на своих местах, прочно затягивая все болты. В противном случае проводиться регулировка тех или иных деталей, и процедура повторяется.
Особенности работы с самодельным ручным станком
Даже если вы опытный мастер, работать на сделан собственноручно сделанном станке следует очень аккуратно, поскольку любая неисправность в любом компоненте механизма может привести к травматизму в процессе его использования.
При этом нельзя забывать и о технике безопасности, работая с предельной осторожностью, особенно в тому случае, если для разрезания металла используется гильотина.
Таким образом, собственноручно собранный станок для профнастила готов. Принцип его действия очень простой:
- лист заготовки помещается на стол;
- с помощью специальной планки заготовка фиксируется на столе;
- используя ручной рычаг, устанавливается оптимальный угол подачи материала в прокатные валы;
- на выходе готовый лист должен свободно перемещаться по столу.

Чтобы не получить никаких производственных травм, при работе с таким станком необходимо постоянно придерживаться правил техники безопасности.
Станок, на котором производится профнастил, является очень опасным оборудованием, поскольку на нем есть множество режущих и колющих компонентов, которые могут нести опасность для оператора. Поэтому работать на станке позволяется только в защитной одежде и очках.
Перед каждой работой с таким ручным аппаратом следует тщательно проверять работоспособность всех его компонентов. На ручных станках крайне не рекомендуется гнуть очень толстые металлические листы.
Таким образом, обладая навыками работы с металлическими материалами, даже своими руками можно сделать механизм для прокатки профлиста, который будет обеспечивать достаточно высокое качество получаемой продукции. Главное, не допускать никаких ошибок при его сборке, а также помнить правила безопасного использования листогибочного оборудования.
Чертежи для изготовления станка своими руками
Обзор заводских моделей
| Стеновой профнастил | C8 | C10-40C | МП-20 |
| Скорость профилирования, м/мин | 25-40 | 25-40 | 25-40 |
| Клетей | 12 | 15 | 15 |
| Мощность, кВт | 16 | 16 | 16 |
| Масса, кг | 9060 | 12500 | 11000 |
| Габариты линии, мм | 18600х2980х1960 | 24000х4000х2500 | 23000х2980х2000 |
Цена, тыс. руб руб | 2100-2620 | 2200-2780 | 2270-2880 |
Оборудование для производства профнастила — masterprofnastila.ru
Сегодня лидером среди изделий из тонколистового стального проката, несомненно, является профнастил. Он применяется для устройства ограждений, заборов, крыш и стеновых конструкций. По причине такой популярности производство профнастила возросло многократно. Давайте рассмотрим некоторые особенности, которые характеризуют производство профнастила и оборудование для производства профнастила.
Структура профнастила.В промышленности он известен как профилированный или гофрированный лист. Главной функцией, которую должно выполнять оборудование для изготовления профнастила, является придание металлу определенной формы при механическом воздействии на заготовку давлением.
Если выразится проще, станок для изготовления профнастила делает из гладкого листа – профильный.
Станок для профнастила
Схема устройства прокатного станка для профнастила.Различают горячую и холодную промышленную обработку металлов давлением.
Прокатный станок для профнастила работает при температуре окружающего воздуха и не требует нагрева исходного материала, т.е. использует холодный метод обработки сырья.
Линии и станки для производства профнастила выполняют 2 основные операции: прокат и резку. На производстве операцию проката именуют еще профилированием, так как заготовка металла получает профильную форму.
Производители выпускают профнастил различных модификаций. От типа и вида зависит и область его применения. Для каждой модели, в зависимости от высоты профиля, которой характеризуется профнастил, оборудование для его производства будет развивать разное усилие давления.
Оборудование для производства профнастила можно классифицировать по степени механизации производства. Различают ручное, передвижное и автоматизированное оборудование для профнастила.
Схема устройства ручного станка для профнастила.Ручные станки для профнастила применяются для изготовления небольших по размерам и количеству гофрированных изделий. Все технологические операции выполняются при помощи физической силы оператора без использования электроэнергии. Ручной станок для производства профнастила, цена на который сравнительно невысока, находит свое использование в основном при изготовлении доборных элементов из оцинкованного материала в металлообрабатывающих мастерских и в строительных организациях. Применение для сырья с полимерным или лакокрасочным покрытием не рекомендовано. При наличии технической возможности некоторые такие механизмы можно изготовить самостоятельно, тем более что чертежи станков для профнастила с ручным приводом нетрудно найти в интернете.
Все технологические операции выполняются при помощи физической силы оператора без использования электроэнергии. Ручной станок для производства профнастила, цена на который сравнительно невысока, находит свое использование в основном при изготовлении доборных элементов из оцинкованного материала в металлообрабатывающих мастерских и в строительных организациях. Применение для сырья с полимерным или лакокрасочным покрытием не рекомендовано. При наличии технической возможности некоторые такие механизмы можно изготовить самостоятельно, тем более что чертежи станков для профнастила с ручным приводом нетрудно найти в интернете.
Вернуться к оглавлению
Ручные станки для профнастила
Передвижное оборудование предназначено для организации производства профлиста непосредственно на строительной площадке. Так оборудование для производства арочного профнастила активно используется при строительстве складских помещений, аэродромных ангаров, зерновых хранилищ и прочих сооружений, имеющих в проекте арочные элементы. Передвижное оборудование и арочный профнастил позволяют достаточно высокими темпами выполнить строительство больших по площади арочных конструкций, при этом существенно сэкономив на опорном каркасе здания.
Передвижное оборудование и арочный профнастил позволяют достаточно высокими темпами выполнить строительство больших по площади арочных конструкций, при этом существенно сэкономив на опорном каркасе здания.
Вернуться к оглавлению
Оборудование арочный профнастил
Схема изготовления и использования арочного профнастила.Автоматизированное оборудование для производства профнастила, цена которого складывается из стоимости его отдельных комплектующих, представляет собой автоматическую или полуавтоматическую линию, состоящую из комплекта станков и механизмов, смонтированных в определенном порядке.
Сам технологический процесс выглядит следующим образом:
- Тонколистовая горячеоцинкованная сталь в виде рулона закрепляется на консольном разматывателе.
- Исходный материал в виде ленты направляется на профилирующий прокатный стан, имеющий в своем составе несколько пар клетей. Качество получаемого профлиста напрямую зависит от их количества. Каждая отдельная клеть имеет 2 набора роликов заданной геометрии, которые закреплены соответственно на верхнем и нижнем валу.

- Профлист при последовательном прохождении через клети постепенно приближается к намеченной геометрии изделия.
Вернуться к оглавлению
Производство профнастила оборудование
Оборудование для производства профилированного листа может комплектоваться просечными электромеханическими ножницами, рольгангами или штабелерами, а также системой автоматического управления, оборудованной сенсорным пультом. Некоторые изготовители оборудования для профнастила дополняют комплект измерительным зажимным устройством, столом и ножницами для резки кромок, устройством для сбора и удаления отходов.
Схема линии производства профнастила.В составе стандартной линии производства профлиста имеются:
- Консольный разматыватель рулона исходного сырья – оцинкованного листа с покрытием (грузоподъемность этого механизма может достигать 10 т).
- Прокатный стан для выполнения профилировки гладкого листа (оптимально иметь одновременную схему прокатки со скоростью не менее 22 м/п в мин).

- Гильотинные ножницы с ножами имеющие форму профиля листа.
- Приемное устройство для готовой продукции.
- Автоматизированная система, управляющая производственными процессами.
Кроме указанного оборудования, для организации производства профнастила потребуется отапливаемое помещение, в котором есть кран-балка и выполнено ровное покрытие промышленного пола.
http://masterprofnastila.ru/youtu.be/3YDsDWZTkQ0
Консольный разматыватель рулона, грузоподъемностью до 10 тонн, предназначается для выполнения размотки металла из ленты и его подачи в прокатный стан производственной линии. Устройство оборудуется автоматикой, позволяющей контролировать провисание петли материала между прокатным станом и непосредственно размотчиком.
Прокатный стан является основным элементом и главным механизмом в комплекте оборудования для производства профнастила. Именно с его помощью происходит получение заданного профиля из гладкой заготовки. В своем составе стан имеет рабочие прокатные клети, которые и выполняют последовательную гибку профлиста. Кроме рабочих клетей, на общей раме находятся заправочная клеть, кабели управления, питания и электроприводы.
Кроме рабочих клетей, на общей раме находятся заправочная клеть, кабели управления, питания и электроприводы.
Гильотинные ножницы предназначаются для отрезания полученного профилированного листа в назначенный оператором размер. Геометрия ножей ножниц полностью повторяет геометрию изделия, что обеспечивает качественный разрез без загибов и заусенцев. Для обеспечения высокой жесткости всей конструкции ножницы монтируются на единой с прокатным станом раме.
Приемное устройство предназначено для формирования пачек готовой продукции. Длина данного элемента линии зависит от вида профнастила.
Автоматизированная управляющая система связывает в единую сеть все устройства линии, контролирует ее работу, возникновение внештатных и аварийных ситуаций и обеспечивает управление всем комплексом с центрального операторского пульта.
http://masterprofnastila.ru/youtu.be/h9EjVpVOs4g
В целом же вложение финансовых средств в производство профнастила, по мнению многих экспертов вполне экономически оправдано. Так как спрос на этот материал в ближайшие годы будет неуклонно расти. Следовательно, и рынок сбыта данной продукции будет только увеличиваться. Но для того чтобы достойно конкурировать на этом рынке, необходимо использовать только качественное производственное оборудование, которое сможет производить материал отвечающий всем установленным стандартам.
Так как спрос на этот материал в ближайшие годы будет неуклонно расти. Следовательно, и рынок сбыта данной продукции будет только увеличиваться. Но для того чтобы достойно конкурировать на этом рынке, необходимо использовать только качественное производственное оборудование, которое сможет производить материал отвечающий всем установленным стандартам.
Конечно, в целях экономии можно приобрести оборудование для производства профнастила БУ, но в этом случае стоит внимательно изучать предложение и его техническое состояние, так как многие производители, обновляя производственный парк, выставляют на продажу станки находящееся на грани выработки своего ресурса.
Эти же рекомендации относятся и к оборудованию для производства профнастила из Китая. Среди заслуживающих внимания экземпляров иногда встречаются и откровенные имитации известных марок, не имеющих ничего общего с оригинальными станками.
Оборудование для производства профнастила, цена производителя в Украине
Листогиб РГ– Днепр, нашего производства, для профнастила. относится к категории профилирующих станков, которые придают форму гладкому листу методом гнутья. Листогиб РГ — Днепр имеет специальную платформу для возможности установки профилирующего элемента — верхней губки под профнастил.
относится к категории профилирующих станков, которые придают форму гладкому листу методом гнутья. Листогиб РГ — Днепр имеет специальную платформу для возможности установки профилирующего элемента — верхней губки под профнастил.
Листогиб РГ — Днепр выполняется в двух вариантах.
- Первый вариант предусматривает исполнение универсального листогиба, который может быть и как листогиб, и как станок для производства профнастила.
- Второй вариант предусматривает исполнение, как станок для производства профнастила.
Ручной станок для профнастила популярен в Украине. Расположенные в населенных пунктах не территории, потому что оборудование для профнастила прокатного типа линия для профнастила стоит от 20000 долларов, а листогиб для изготовления профнастила стоит от 1000 до 1500 долларов. Качество изготовления профнастила на листогибе не ниже, чем на линии для профнастила.Ручной станок для профнастила обеспечивает резкую линию перехода плоскостей и профнастил изготовленный на нем имеет особый «шарм».
Купить станок для профнастила вы сможете у нас. Станок профнастила в Украине производит несколько компаний .. Помните, что чем больше функций станок, тем больше у вас вероятность того, что вам поможет какой-то особый заказ, который позволит вам быстрее окупить свой коленогиб и начать получать прибыль. Цена станка конечно важна, но если она колеблется в пределах 10%, а конкурентное преимущество больше дает станок с большим количеством функций, то не колеблясь берите станок для профнастила у которого таких функций больше.Не покупайте станок по принципу «у соседа такой». Не спешите. Покопайтесь в интернете, поговорите с теми, кто продает такие станки для профнастила. Посмотрите, как производят станок для производства профнастила и какие слесаря этот станок собирают. Познакомьтесь с главным инженером предприятия где собирается станок для профлиста. Спросите рекомендации у тех, кто уже имеет, или имеет станок для профлиста. Посмотрите процесс изготовления профлиста, осмотрите станок, поработайте на нем. Обратите внимание на мелочи.Фаски, заусенцы — отсутствовать. Если они есть, то, скорее всего, это подделка, или отсутствует культура машиностроительной сборки. Странно, но те кто имеет станок для производства профнастила, часто теряются, если его нужно подрегулировать. Не бойтесь сломать станок при регулировке. Он изготовлен из железа, а не из пластилина. Внимательно прочитайте инструкцию. Если не получается отрегулировать, позвоните нам. Вовремя смазывайте свой станок для гпрофнастила. Лишняя смазка не помешает, а только уменьшит износ тру частей.Если вы в детстве собирали одну сторону кубика Рубика, то станок вы освоите очень быстро.
Обратите внимание на мелочи.Фаски, заусенцы — отсутствовать. Если они есть, то, скорее всего, это подделка, или отсутствует культура машиностроительной сборки. Странно, но те кто имеет станок для производства профнастила, часто теряются, если его нужно подрегулировать. Не бойтесь сломать станок при регулировке. Он изготовлен из железа, а не из пластилина. Внимательно прочитайте инструкцию. Если не получается отрегулировать, позвоните нам. Вовремя смазывайте свой станок для гпрофнастила. Лишняя смазка не помешает, а только уменьшит износ тру частей.Если вы в детстве собирали одну сторону кубика Рубика, то станок вы освоите очень быстро.
СТАНОК ДЛЯ ПРОФНАСТИЛА. СОВЕТЫ ПРИ ПОКУПКЕ.
Если у вас ограниченный, или небольшой рынок сбыта, то ручной станок для профнастила — удачное вложение денег. Не спешите покупать станок, который будет изготавливать только профнастил. Узкоспециализированное оборудование для профнастила вы всегда успеете, поэтому для начала купите универсальный станок для профнастила, который выпускает наше предприятие. На нем вы сможете изготавливать доборные элементы кровли, водосточную систему, отливы, водостоки, гнуть и резать металл. Он занимает мало места. В случае если профнастил будет хорошо востребован, вы всегда сможете заполнить пробелы рынка профнастила. Станок для профлиста окупится в случае изготовления на нем около 2000-3000 листов профнастила.
На нем вы сможете изготавливать доборные элементы кровли, водосточную систему, отливы, водостоки, гнуть и резать металл. Он занимает мало места. В случае если профнастил будет хорошо востребован, вы всегда сможете заполнить пробелы рынка профнастила. Станок для профлиста окупится в случае изготовления на нем около 2000-3000 листов профнастила.
Станок для профнастила ручной — технология изготовления
.Содержание статьи:
Профилированные листы из металла или профнастил довольно часто используется в строительстве.Материал является одновременно надежным и недорогим. Как правило, профнастил использовать приже временного сооружения (к примеру, складского ангара). Материал также применяется в процессе монтажа кровли и при облицовочных работах. Производство профнастила не предполагает больших трат. Некоторые строительные компании осуществляют изготовление материалов на площадках.
Виды оборудования для производства профнастила:
- механические листогибы;
- пневматические;
- гидравлические;
- магнитные;
- полуавтоматические;
- автоматические производственные линии.

Механические листогибы
Для изготовления профилированной поверхности металлического листа используется метод холодной штамповки. Но для начала необходимо подобрать несколько листов с ранее нанесенным цинковым или полимерным покрытием.
Специальный специальный станок, на котором изготавливают профнастил в штучном количестве. На нем, в частности, можно гнуть доборные элементы — коньки, ендовы, фартуки и небольшие листы профнастила.
Чтобы такой станок в действие — требуется мускульная сила человека.
Рассмотрим технические возможности металлов для обработки:
- Толщина стали не должна быть 1 миллиметра;
- Максимальная длина листа должна составлять около 2 метров;
- Угол изгиба должен быть равен 150 градусам.
Поместите лист на оборудованном рабочем столе, при помощи его планкой и при помощи рычага гните нужный профиль. Ручной станок для производства профнастила относительно недорогой и не занимает много места. Этот станок не подходит для сгибания профилей на полимерных листах, так как можно повредить защитный слой. Уязвимые места покроются ржавчиной, и лист будет протекать.
Ручной станок для производства профнастила относительно недорогой и не занимает много места. Этот станок не подходит для сгибания профилей на полимерных листах, так как можно повредить защитный слой. Уязвимые места покроются ржавчиной, и лист будет протекать.
Механизированные листогибы
Механизированное оборудование пневматическими, магнитными и гидравлическими станками. Область применения механизированного оборудования не отличается от области механического.Однако отзывы значительно лучше. Листогиб электромагнитный прижим заготовки. Это позволяет гнуть стальные, медные и алюминиевые профили. Например, станок для профнастила ручной не гнет заготовку по всей длине и автоматически не определяет угол в 360 градусов.
Пневматический станок включает в себя пуансон. С помощью этого приспособления металлический лист вдавливается в матрицу. Для приведения пуансона действие действует блокирующий воздух. Мощность такого станка выше, чем у ручного.Это позволяет изготовить профнастил с углом изгиба в 90 градусов, а также автоматически рассчитать длину и толщину.С помощью гидравлического оборудования для профилированных листов можно получить различные виды профилей (читайте: «Оборудование для производства профнастила»). Вместе с этим производством больших размеров профнастила. Гидравлический пресс действует по тому же принципу, что и пневматический. Листогиб для профнастила может числовое программное управление.Прессы различаются по своей производительности. Если вы используете полуавтоматические или автоматические устройства, то можно выбрать настройки пуансона и матрицы. Это позволяет увидеть модель листа в графике и установить скорость работы. Как правило, такое дорогостоящее оборудование по карману лишь большим заводам. Частная фирма или индивидуальные предприниматели редко могут сделать себе покупку пресса. Поэтому они используют ручной станок для изготовления профнастила.

Технология изготовления профнастила
Используется метод холодного проката для того, чтобы выпустить большую партию профилированных листов с различными характеристиками.
Производственная линия включает в себя:
- разматыватель;
- прокатный станок;
- ножницы;
- устройство для приема;
- система автоматического управления процессом.
С помощью универсальных технологий производства профилированного настила промышленным способом, можно изготовить все профили на одном листе.
Преимущество такого метода:
- Отсутствие перекатов и ошибок в геометрии.
- Точная геометрия каждого профиля.
- Равномерное напряжение металла по длине и ширине, а также высокое качество работы (линии профиля не трескаются).
 После этого лист движется в прокатный стан. Благодаря автоматической системе управления линией можно определить параметры заказа и обрезать рулон. Каждый лист проходит через прокатный стан, после чего формируется профиль. В соответствии с заданным размером, излишки отрезаются при помощи гильотинных ножниц (читайте также: «Станок для производства профнастила»).
После этого лист движется в прокатный стан. Благодаря автоматической системе управления линией можно определить параметры заказа и обрезать рулон. Каждый лист проходит через прокатный стан, после чего формируется профиль. В соответствии с заданным размером, излишки отрезаются при помощи гильотинных ножниц (читайте также: «Станок для производства профнастила»).Ручной станок для производства профнастила, смотрите на видео:
Производить и продавать профнастил довольно выгодно.Именно поэтому станки пользуются такой популярностью у различных предприятий.
Оборудование в отдельных цехах, в которых установлены высокие требования:
- Использование грузоподъемного устройства, которое устанавливает рулоны на разматыватель. Вручную этот процесс осуществить невозможно.
- Минимальная температура в цеху должна составлять +4 градуса.
 Это связано с тем, что покрытие из полимеров дает трещины при более низкой температуре.
Это связано с тем, что покрытие из полимеров дает трещины при более низкой температуре. - Наличие площадей под рулоны, изготовленные заказы и другой материал.
Производство профнастила довольно популярно. Это связано с тем, что профилированный лист по цене значительно дешевле кровельных или облицовочных материалов. При этом срок эксплуатации довольно длительный. Заводы, которые изготавливают профнастил, выпускают также металлочерепицу, металлическую сетку и сайдинг (прочтите статью: «Профлист или металлочерепица: что лучше»).
Если вы решили использовать профилированные листы для монтажа кровли, то не забывайте о звукоизоляции. Потому что во время дождя металл довольно сильно шумит. Профлисты можно приобрести прямо на заводх-изготовителях. Кроме того, вы можете обратиться в специализированные магазины, которые, кроме продажи материалов, обеспечат его бесплатную доставку. Если вы приобретаете профнастил на заводе — то, скорее всего, сами осуществите транспортировку материала. В любом случае, перед покупкой профилированных листов, просмотреть фото- и видеоматериалы интернета.Из них вы узнаете, например, как работает листогиб ручной для профнастила.
Кроме того, вы можете обратиться в специализированные магазины, которые, кроме продажи материалов, обеспечат его бесплатную доставку. Если вы приобретаете профнастил на заводе — то, скорее всего, сами осуществите транспортировку материала. В любом случае, перед покупкой профилированных листов, просмотреть фото- и видеоматериалы интернета.Из них вы узнаете, например, как работает листогиб ручной для профнастила.
Станок для производства профнастила: виды, изготовление своими руками
Профнастил вот уже на протяжении десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, используется в качестве основного элемента ограждающих конструкций, им покрывают строительные конструкции крыши, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами выполнить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке использует различные виды деятельности, может быть изготовлен из различных материалов.Однако основным сырьем для производства является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуется использовать метод его прокатки, которая может быть в горячем или холодном состоянии. Производство профнастила, которое при стальном листе подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист произведен методом холодной прокатки.
В домашних же условиях или в масштабах небольшого производственного предприятия профлист произведен методом холодной прокатки.
Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будут испытывать профлист, для его изготовления может быть использована сталь различных категорий. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии надежную защиту металлического листа от воздействия внешней среды. Этот факт, что конструкция из профнастила эксплуатируется преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно установить в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов — рулоны листовой стали.Помещение, в котором осуществляется такое хранение, также быть сухим и отапливаемым.
Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно установить в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов — рулоны листовой стали.Помещение, в котором осуществляется такое хранение, также быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему необходимой конфигурации прогоняется через систему валков, оснащен машиной для производства профнастила. В результате технологической операции плоской стальной лист деформируется, приобретает такой технологической геометрической форму.
Размеры и форма валков зависит от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то есть его не составляет больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь толщины.В таком оборудовании, используемом для производства профлиста, требуется дополнительное оборудование.
Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то есть его не составляет больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь толщины.В таком оборудовании, используемом для производства профлиста, требуется дополнительное оборудование.
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных усилий, поэтому применять такое устройство для изготовления профилированного листа толщины проблематично.
Ручной профильегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделиях длины длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по форме полностью соответствуют конфигурации профилированного стального листа.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделиях длины длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по форме полностью соответствуют конфигурации профилированного стального листа.
Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, которыми может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформацию сразу обоих листов. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
На более высоком уровне при изготовлении профлиста отличается специализированная линия для производства которой уже установлено все необходимое оборудование.

Структура линий линий
Для обеспечения высокого качества производимой продукции по промышленному производству.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание.Изготовление стального профлиста в промышленных масштабах предполагает использование сырья рулонов листового металла, вес которого может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений невозможно практически.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.

- Чтобы обеспечить высокое качество изготовления продукции, профессиональное оборудование для металлопрофиляции использования рабочих валков. Такие группы валков, называемые различными функциями, находящимися в составе автоматизированной линии для профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, включают загрузку листового металла в зоне обработки оборудования, для выполнения рабочих операций и выгрузки готовых изделий из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить производственные процессы, вызванные производством профилированного листа методом прокатки.
- Устройство для резки, которое оснащено профессиональным оборудованием для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.

Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться автоматизированной системой или более простым устройством, которое не в состоянии обеспечить должный уровень технологического процесса.Между тем использовать станок для профнастила, управляемый более простой системой, даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование может быть ограниченными техническими возможностями использовать его можно будет для обработки заготовок из листового металла небольшой толщины.Такой самодельный станок можно применять не только для производства профлиста, но и для элементов кровельных конструкций — коньков, карнизных планок и др.
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, установленный на бетонном основании и фиксируемый на нем при помощи анкерных болтов.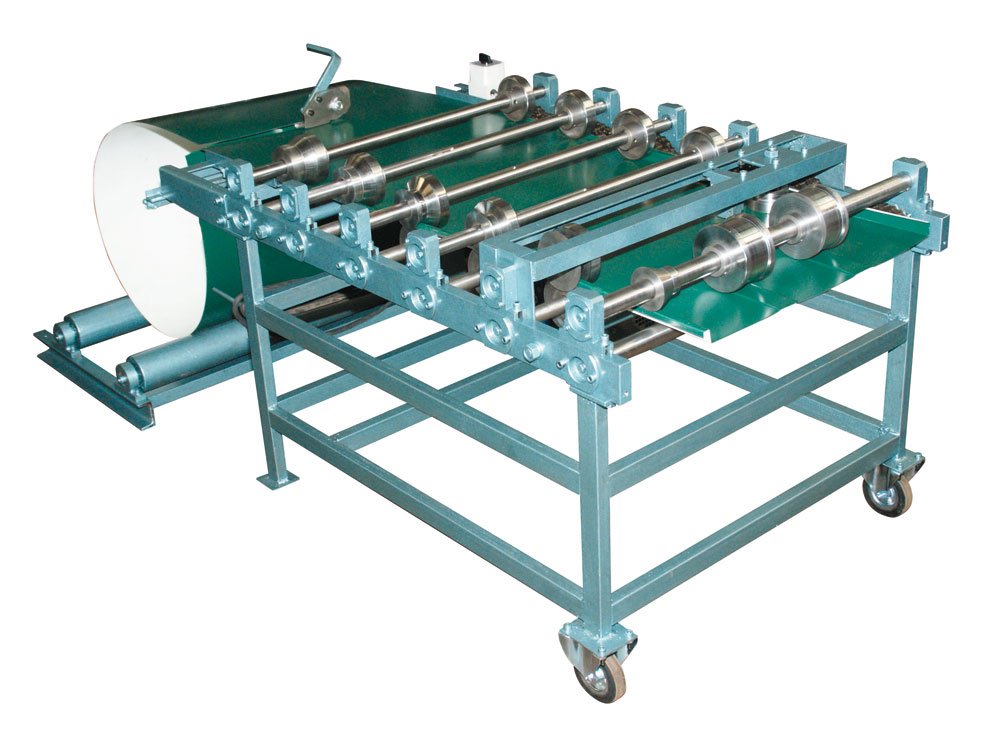 На таком каркасе монтируется рабочий стол, длина которого должна быть больше обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зоне обработки, так и для извлечения готового изделия.
На таком каркасе монтируется рабочий стол, длина которого должна быть больше обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зоне обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования.При помощи такого рычага может быть конструкция которого может быть также оснащена прижимной пружиной, осуществляется не только подача стальных листов в зоне обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Такими элементами, в частности, являются валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
Для изготовления этого мобильного профиляегиба понадобятся подшипники, уголок и трубы
Каретка — основной узел самодельного станка
Прокатные валы станка, предназначенные для производства профнастила, укрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Оценка статьи:
Загрузка . ..
..Поделиться с друзьями:
Ручной станок для профнастила: преимущества и технические характеристики
.Оборудование, необходимое для производства профнастила, делится на три основные группы:
- Ручной станок для производства профнастила;
- Автоматизированные и полуавтоматические технологические линии;
- Передвижное оборудование.
Во втором случае все технологические операции выполняются при минимальном участии технологического персонала либо полностью не требующие участия человека.
Автоматические и полуавтоматические линии бывают и в отличном исполнении. Такие станки удобно использовать при возведении модульных зданий или арочных сооружений на удаленных строительных площадках, когда стоимость доставки готового профилированного листа очень велика.
Наконец, ручной станок для производства профнастила в действие мускульной силой человека. Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок очень просто в использовании и именно на нем мы подробно остановимся дальше.
Обычно такие станки используют для изготовления небольших изделий или различных доборных элементов. Такой станок очень просто в использовании и именно на нем мы подробно остановимся дальше.
Оглавление статьи (нажмите, чтобы открыть)
Ручной станок для профнастила — в чем достоинства такого решения?
В настоящее время многие машиностроительные предприятия производят такое оборудование, и сейчас на станке для профнастила может каждый желающий.Главным его преимуществом является то, что для работы такому станку нужны внешние источники энергии.
Для того, чтобы в считанные часы наладить производство профлиста на ручном станке нужно лишь небольшое помещение (хотя даже оно не обязательно, достаточно просто обычного навеса) и два работника, знакомых с ним станка.
Ручной станок для изготовления профнастила незаменим для небольшой строительной компании, которая часто сталкивается с необходимостью небольшого количества изделий из профилированного листа.Их просто нецелесообразно заказывать из-за слишком большой стоимости на объект.
С помощью такого станка можно изготавливать прямо на строительной площадке и различные доборные элементы, необходимые, например, при устройстве кровли. Ручной станок для производства профнастила прост, что не требует никакого обслуживания, кроме периодической смазки.
К достоинствам такого станка можно отнести и его сравнительно невысокую стоимость.Ручной станок для профнастила, цена которого порядка 2000 долларов США, окупится уже после изготовления 750-800 м² профилированного листа, что составляет его дневную производительность. И это без учета стоимости доставки этого профнастила на строительной площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
И это без учета стоимости доставки этого профнастила на строительной площадку в случае его покупки. Но ведь можно купить и станок уже бывший в употреблении. Стоить он будет в несколько раз меньше, а прослужит еще не один год, поскольку усилия, действующие на основные его узлы, ничтожны и износ их минимален.
Недостатки ручного станка для профнастила
Ручной станок для производства профнастила имеет и некоторые недостатки. В первую очередь, это небольшая длина получаемого листа профнастила. Она обычно составляет 2,0-2,5 м. При больших размерах рабочей плиты возможен неравномерный изгиб профиля в виде дуги, проявляющий из-за различных сил сжатия на разных участках прижимной губы.
Кроме того, стоит отметить, что на ручном станке для профлиста возможно изготовление только какой-то одной марки профнастила. Однако сейчас уже выпускаются станки соя матрицей, что позволяет изготавливать профнастил в форме и форме высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
Однако сейчас уже выпускаются станки соя матрицей, что позволяет изготавливать профнастил в форме и форме высотой трапеции. При этом заменять гибочные матрицы необходимо вручную.
И самый главный недостаток заключается в том, что с помощью ручного станка можно изготавливать профилированный лист только из оцинкованной стали. Полимерное покрытие металла при деформации может покрыться мелкими трещинами, что, обеспечит, к преждевременной коррозии профнастила.
Эта проблема решается с помощью специальных современных ручных станков для обработки тонколистовой стали с полимерным покрытием. Однако стандартные дороже стандартных вариантов. Кроме того, оцинкованный профилированный лист можно и покрасить. При этом современные технологии нанесения лакокрасочных покрытий, таких как, например, порошковая покраска, покрывает декоративно-защитный слой, не уступающий, может даже и превосходящий по качеству защитно-декоративное покрытие.
Устройство и принцип работы ручного станка для изготовления профнастила
Станок для профлиста ручной состоит из трех узлов.
Главный рабочий орган — это установленный на специальной станине гибочный механизм. Сам гибочный механизм в свою очередь состоит из поворачиваемых с помощью ручных рычагов шарниров и шестерен, а также сменной гибочной матрицы и прижимной балки.
Кроме того, у каждого ручного станка есть подающий (задний) стол.На него укладывается заготовка из листовой стали, которую передвигают в необходимом направлении и «заправляют» в гибочный механизм. Здесь же устанавливается специальный роликовый нож, обычно входящий в комплект станка. Изготавливают его из высокопрочной стали, способ которой позволяет разрезать 25 км стали толщиной 0,5 мм. При необходимости, нож можно заточить или поменять.
Наконец, в обязательном порядке необходим еще один элемент — принимающий стол со специальными упорами. Их можно настроить в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Их можно настроить в зависимости от заданных размеров профилированного листа, который требуется изготовить. Здесь же установлена пластина, с помощью которой задается необходимый угол изгиба и осуществляется фиксация стального листа.
Весь процесс изготовления профилированного листа на таком станке из следующих шагов:
- Стальной лист помещается на столе и фиксируется специальным зажимом.
- Стальная балка с помощью матрицы формирует трапецию или волну профиля (усилие изгиба настраивается в зависимости от толщины металла заготовки).
- Механические датчики контроля в нужный момент останавливают изгибание металла.
- Ход траверсы и угол изгибания металла контролируется специальной шкалой.
- После изгиб происходит размотка рулона стали и процесс повторяется снова с 1 по 5 шаг.
- По достижению нужной толщины сталь разрезают специальным гильотинным ножом.

Конструкция кулачкового механизма ручного привода обеспечивает возможность работать усилием одной руки.Наличие роликового ножа и установка разматывателя дают возможность использовать рулонную тонколистовую сталь без предварительной порезки.
Станок для профлиста ручной — Технические характеристики
Станок для профлиста ручной имеет следующие основные технические характеристики:
.- длина листа получаемого профнастила — 2,0-2,5 м;
- наибольший угол изгиба заготовки — 150 °;
- материал исходной стали толщиной 1,0-1,2 мм, нержавеющая листовая сталь лист толщиной 0,5 мм, листовая листовая сталь толщиной 1,3 мм и листовой толщиной 1,5 мм;
- : около 120 листов профнастила размером 1000 × 2500 мм за одну рабочую смену.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Коллектив oprofnastile. ru
ru
Читайте по теме:
Станок для производства профнастила: виды, модели и цены
Станок придает металлу стабильную рельефную форму.Основные функции — резка и прокат. В результате обработки получается профилированное полотно. Его используют для устройства кровли, облицовки стен, сооружения заборов, бытовок, гаражей. Большая популярность и высокий спрос на профлист объясняются универсальностью применения, простотой монтажа и демократичной ценой. Такие факторы пейзажным основанием для старта выгодного бизнеса. Нужно найти небольшую рабочую площадку и специализированную технику.
Такие факторы пейзажным основанием для старта выгодного бизнеса. Нужно найти небольшую рабочую площадку и специализированную технику.
Оглавление:
- Технология производства
- Разновидности оборудования
- Обзор популярных моделей
- Расценки
Свойства профнастила
Сырьем обеспечивает:
- с алюминиевым или цинковым покрытием;
- алюминий с алюмокремниевым напылением или без него.
Использование разного свойства обусловливает применение универсального оборудования. Главное требование, которое предъявляется к станкам для производства профнастила — бережное отношение к покрытию. Назначение составов, покрытое окрашенной поверхностью — защита от коррозии и увеличение срока эксплуатации.
Качество во многом зависит от условий изготовления. Приборы для проката и резки металла должны располагаться в сухих отапливаемых цехах со стабильным температурным режимом. Такие же требования предъявляются и к помещению для хранения материалов — рулонов листового металла.
Такие же требования предъявляются и к помещению для хранения материалов — рулонов листового металла.
Основы производства
Чтобы придать заготовке определенную форму, используется принцип вальцевания, по которому работает большинство металлургических предприятий. Так называется прокат через систему валов. Формирование методом холодной деформации во время прохождения металлической заготовки между роликами. В результате механического воздействия гладкий стальной лист становится гофрированным.
На контур полученного рельефа влияет форма валь. В производственной линии имеется возможность настройки профильной конфигурации, что обеспечивает вариативность сортамента. Сила давления пресса зависит от толщины металлической заготовки. Выбирают оцинкованный профнастил толщиной 0,4-0,8 мм.
Существующий горячий и холодный способы обработки металла давлением. Изготовление листа с предварительным нагревом стали возможно только на крупных металлургических предприятий.
Изготовление листа с предварительным нагревом стали возможно только на крупных металлургических предприятий.
Виды производственного оборудования
Прокатный стан — это основа технологической линии.К критериев, по которому классифицируется вальцовочная аппаратура, форма профиля и способ изготовления. Поставка сырьевого материала с металлургических заводов осуществляется в рулонах. Вручную развернуть тонкий лист не составляет труда. Если используется металл толщины, тогда в должен входить станок-разматыватель.
Следующий шаг цикла — резка, для этих целей ножницы-гильотины. С их помощью гофрированное полотно разрезают на элементы необходимой длины.Заключительный этап — упаковка и складирование. Для этих целей используются специальные приемные устройства.
Типы станков
По объему ручного труда оборудование для производства профнастила условно разделяют на 3 группы:
- ручные;
- передвижные с электрическим приводом;
- автоматизированные линии.

1. Ручной станок.
Без применения электроэнергии, но требует приложения физических усилий. Благодаря механизмам пружинного типа и системе эксцентриков для обслуживания достаточно 1-2 операторов.Качество невысокое, поэтому обработка металла заготовок с защитным покрытием не рекомендуется. Прокатать можно только самый тонкий профлист, из которого делают заборы и ограждения.
Использование целесообразно при небольших объемах производства. Цена невысокая, его могут купить строительные организации и металлообрабатывающие мастерские.
2. Передвижные.
Чаще всего арочный лист, который используется в ангарах, хранилищах, складах и прочих сооружениях с изогнутыми элементами.Портативные станки устанавливают непосредственно на рабочих площадках, когда строительство движется ускоренными темпами. Купить выгодно в том случае, когда в запасе много оцинковки или есть надежные поставщики дешевого сырья. Качество не уступает продукции, произведенной на автоматической линии.
3. Автоматизированные и полуавтоматизированные.
Представляют собой группы механизмов, смонтированных в определенном порядке. Чтобы технологический процесс проходил быстро и без нарушений, установка стандартная комплектация:
- Размотчик рулонного металла.Скрученные стальные листы, поставляют заводы-изготовители, обладают большой массой. Грузоподъемность механизмов для разматывания достигает 10 тонн. В них также предусмотрен автоматический контроль уровня провисания металлического полотна в процессе работы. Скорость вальцевания достаточно высокая, поэтому вручную справиться с разматыванием практически.
- Профилегибочный стан. Это основа технологической линии. Оснащается системой электропривода, может иметь несколько пар вальцов.Качество конечного продукта напрямую зависит от настроек и степени изношенности механизмов. При выборе станка б / у нужно уточнить срок эксплуатации продавца и уровень загрузки.
- Гильотинные ножницы. Резочное оборудование имеет форму, аналогичную профилю.
 К состоянию гильотины предъявляются повышенные требования. Край должен получиться ровным без заусениц и нарушенного покрытия. Для этого требуется острое лезвие и баланс скорости реза и усилий, прикладываемых к профлисту.
К состоянию гильотины предъявляются повышенные требования. Край должен получиться ровным без заусениц и нарушенного покрытия. Для этого требуется острое лезвие и баланс скорости реза и усилий, прикладываемых к профлисту. - Приемная клеть.Это участок, в котором складывают готовую продукцию.
- САУ. Система автоматического управления задает программу и обеспечивает контроль рабочего цикла. Чем больше автоматизированных процессов, тем выше производительность предприятия.
Большая стоимость технологической линии делает ее недоступной для начинающих предпринимателей. В начальной стадии бизнеса имеет приобретение станки и механизмы б / у.
Обзор оборудования
1. Напольный разматыватель НР-1250.
Легкий ручной станок для размотки стального полотна шириной до 1,25 м и массой до 300 кг. Рулон укладывается на вращающиеся валики и разматывается путем протяжки. Простое устройство в сочетании с низкой ценой делает оптимальное применение в небольших цехах.
2. Размотчик рулонного металла РМ-620.
Неприводный двухопорный агрегат для размотки рулонов массой до 4 тонн, шириной до 70 см и внутренним диаметром 48-62 см, масса конструкции — 150 кг. Перед началом работы вал с крестовинами помещают внутрь рулона и устанавливают на раму.Рулон разматывают путем протяжки металлической полосы или вращения штурвала.
3. Листогиб РСХ-2000 / 0,8.
Мобильный станок для изготовления профнастила, деталей прямоугольных воздуховодов, а также доборных элементов кровли и фасадов. Большая мощность агрегата позволяет гнуть металл толщиной до 0,8 мм с сохранением геометрии профиля по всей длине. Тонкая система обеспечения стабильности заданных параметров сгиба (угол и радиус) независимо от вида и толщины основного материала.Масса — 160 кг, разборная конструкция обеспечивает удобство при перевозке и подъеме.
4. Электромеханический листогиб ПТН2050-30ЕЕ.
Предназначен для изготовления любого вида профнастила, различных элементов кровли, фасадов и вентиляции из стального толщины до 3 мм и длиной до 2 м. Комплект сменных планок позволяет создавать изделия сложной конфигурации.
Комплект сменных планок позволяет создавать изделия сложной конфигурации.
Оснащается педальным блоком управления траверсами. С помощью САУ можно задавать параметры и подсчитывать количество готовых изделий.Автоматика корректирует угол гиба в соответствии с толщиной и разновидностью металла.
5. Ножницы гильотинные НКЧ 3214.
Устройство для резки профлиста толщиной до 2 мм и шириной до 2,5 метров. Конструкция весит 1,8 тонн и электрическая электрическая мотором. Рекомендуется купить для предприятий небольшой мощности.
Стоимость
 Свою популярность материал заслужил благодаря легкости, долговечности и невысокой стоимости.
Свою популярность материал заслужил благодаря легкости, долговечности и невысокой стоимости.

 Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если требуется малое количество материала или его стоимость доставки на строительный объект по стоимости изготовления материала на заводе.
Изготовление профлиста своими руками на ручном станке целесообразно только в случае, если требуется малое количество материала или его стоимость доставки на строительный объект по стоимости изготовления материала на заводе. Усилием руки на поверхность металла опускается гибочный механизм — механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
Усилием руки на поверхность металла опускается гибочный механизм — механизм поднимается, сформированный участок профиля руками продвигается вперед. Так волна за волной, трапеция за трапецией в течение длительного времени производится профлист своими руками. При этом гнется сначала одна сторона гофра, затем лист поворачивается на 180 градусов, и догибается вторая.
