Рейсмусовый станок СР6-7
Станок СР6-7 предназначен для одностороннего плоскостного строгания деревянных деталей и изделий на заданный размер по толщине. Станок допускает одновременную обработку нескольких заготовок с неравномерностью по толщине до 4 мм.
Станок СР6-7 может быть использован на деревообрабатывающих производствах, в мебельных и модельных цехах, на строительных площадках и т.д.
Станок СР6-7 выполнен в виде замкнутой рамной конструкции, с размещением всех механизмов внутри станины. Материал станины — чугунное литье. Стол станка имеет винтовой подъем и перемещается по высоте в зависимости от толщины пропускаемого материала вручную. Подача материала вальцовая. В передний части станка смонтирована когтевая завеса.
Станок СР6-7 снабжен приспособлением для заточки и фуговки ножей на станке, перемещение заточного приспособления — ручное. Ножевой вал с закрепленными 4-мя строгальными ножами осуществляет главное движение резания. Опоры ножевого вала выполнены на подшипниках качения и смазаны уникальной высокотемпературной смазкой на заводе. Привод подающих валиков осуществляется от ножевого вала ременной передачей через четырехскоростную коробку подач и цепную передачу. Коробка подач обеспечивает подачу в диапазоне 8-30 м/мин.
Вращение на приводной шкив обеспечивается по средствам 2-х клиноременных передач. Передний подающий валик выполнен рифленым и состоит из отдельных секций шириной 50 мм. Каждая секция имеет внутреннюю и наружную обойму с резиновыми демпферами. Прижим подающих валиков обеспечивается с помощью спиральных пружин. Заточка ножей производится при неподвижном вале. Доводка ножей производится при вращающемся ножевом вале. Заточный круг установлен непосредственно на валу электродвигателя. Ручное перемещение приспособления осуществляется специальной рукояткой.
Технические характеристики СР6-7:Ширина строгания, наибольшая мм | 630 |
Толщина обрабатываемого материала, наибольшая мм | 200 |
Толщина обрабатываемого материала, наименьшая мм | 5 |
Длина обрабатываемого материала, наименьшая мм | 400 |
Толщина снимаемого слоя древесины, наибольшая мм | 5 |
Число оборотов ножевого вала об/мин | 5000 |
Диаметр корпуса ножевого вала мм | 125 |
Режущий диаметр ножевого вала мм | 128 |
Скорость резания м/сек | 33,5 |
Число ножей ножевого вала шт | 4 |
Скорость подачи м/мин | 8; 12; 20; 30 |
Способ подачи | вальцовый |
Стол: | подъем – ручной |
размеры рабочей поверхности мм | 1100х640 |
вертикальное перемещение мм | 200 |
перемещение за один оборот лимба мм | 2 |
цена деления лимба мм | 0,1 |
Способ торможения | электромеханический |
Электродвигатель привода ножевого вала , кВт | 7,5 |
число оборотов об/мин | 3000 |
Электродвигатель привода заточного кругамощность кВт | 0,25 |
число оборотов об/мин | 3000 |
Общая установленная мощность кВт | 7,77 |
Габариты |
|
длина мм | 1100 |
ширина мм | 1360 |
высота мм | 1500 |
Вес станка кг | 1350 |
Позиция 185105:
Год выпуска: .
Состояние: хорошее рабочее состояние.
Страна происхождения: Россия.
Местонахождение: Тверская обл.
Цена: по запросу.
tech-trade.ru
Рейсмус (рейсмусовый станок) СР 6-7 б/у
Рейсмусовый станок СР 6-7 б/у
Состояние: хорошее
Б/у рейсмусовый станок СР 6-7 предназначен для одностороннего плоскостного строгания деревянных деталей и изделий на заданный размер по толщине. Рейсмус СР 6-7 допускает одновременную обработку нескольких заготовок с неравномерностью по толщине до 4 мм.
Данный реймусовый станок б/у может быть использован на деревообрабатывающих производствах, в мебельных и модельных цехах, на строительных площадках и т.д.
БУ рейсмус выполнен в виде замкнутой рамной конструкции, с размещением всех механизмов внутри станины. Материал станины — чугунное литье.
Стол реймусового станка имеет винтовой подъем и перемещается по высоте в зависимости от толщины пропускаемого материала вручную. Подача материала вальцовая. В передний части станка смонтирована когтевая завеса. Станок снабжен приспособлением для заточки и фуговки ножей на станке, перемещение заточного приспособления — ручное. Ножевой вал с закрепленными 4-мя строгальными ножами осуществляет главное движение резания. Опоры ножевого вала выполнены на подшипниках качения и смазаны уникальной высокотемпературной смазкой на заводе.
Привод подающих валиков осуществляется от ножевого вала ременной передачей через четырехскоростную коробку подач и цепную передачу. Коробка подач обеспечивает подачу в диапазоне 8-30 м/мин. Вращение на приводной шкив обеспечивается по средствам 2-х клиноременных передач.
Передний подающий валик выполнен рифленым и состоит из отдельных секций шириной 50 мм. Каждая секция имеет внутреннюю и наружную обойму с резиновыми демпферами.
Ширина строгания, наибольшая мм 630
Толщина обрабатываемого материала, наибольшая мм 200
Толщина обрабатываемого материала, наименьшая мм 5
Длина обрабатываемого материала, наименьшая мм 400
Толщина снимаемого слоя древесины, наибольшая мм 5
Число оборотов ножевого вала об/мин 5000
Режущий диаметр ножевого вала мм 128
Скорость резания м/сек 33,5
Число ножей ножевого вала шт. 4
Скорость подачи м/мин 8; 12; 20; 30
Способ подачи – вальцовый
Стол:
подъем – ручной
размеры рабочей поверхности мм 1100х640
вертикальное перемещение мм 200
перемещение за один оборот лимба мм 2
цена деления лимба мм 0,1
Способ торможения – электромеханический
Электродвигатель привода ножевого вала
мощность кВт 7,5
число оборотов об/мин 3000
Электродвигатель привода заточного круга
мощность кВт 0,25
число оборотов об/мин 3000
Общая установленная мощность кВт 7,77
Род обрабатываемого материала — древесина любой породы
Габариты станка:
длина мм 1100
ширина мм 1360
высота мм 1500
Вес станка кг 1350
skm.ru
Станок рейсмусовый односторонний СР6-9 — Всё для чайников
Станок рейсмусовый односторонний СР6-9
- Подробности
- Категория: Деревообрабатывающие станки

Станок рейсмусовый односторонний модели СР6-9 предназначен для продольной односторонней обработки в размер по толщине поверхностей плоских заготовок из древесины хвойных и лиственных пород с влажностью не более 15%. Климатическое исполнение станка УХЛ4 по ГОСТ 15150-69.
Станок предназначен для эксплуатации в закрытых отапливаемых или охлаждаемых и вентилируемых производственных помещениях.
Скачать документацию
Кинематическая схема
Кинематические цепи станка осуществляют следующие движения:
1) вращение ножевого вала;
2) вращение подающих вальцов;
3) механическое и ручное перемещение стола;
4) ручную настройку скорости подачи.
Станина
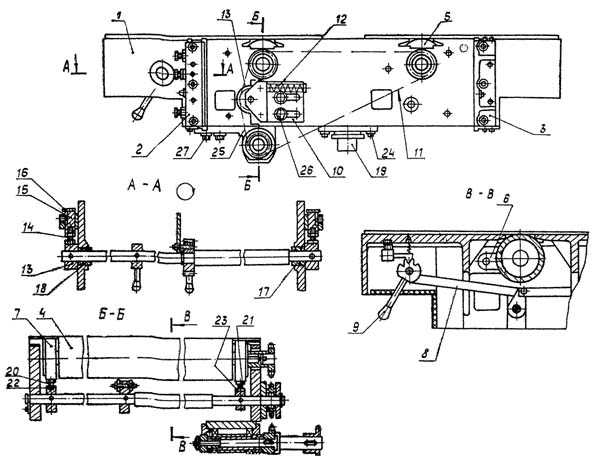
Станина 1 станка представляет жесткую цельнолитую коробку. Внутри станины, в центральной нише передней части станка, установлен бесступенчатый привод подающих вальцов и перемещения стола 2.
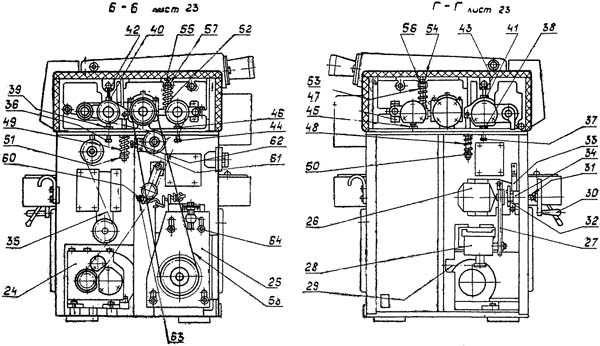
Регулирование скорости подачи осуществляется при помощи маховичка 16, расположенного в левой части станины. В левой нише станины расположен электрошкаф. В правой нише станины размещены цепная передача 41 привода подающих вальцов и клиноременная передача 46 привода ножевого вала.
Стол
Стол 1 — чугунный, прямоугольной формы с направляющими 2 и 3. В столе расположены два гладких вальца 4 и 5. Валец 5 — приводной. Вальцы смонтированы на качающихся кронштейнах 6. Выставка вальцов по высоте относительно рабочей поверхности стола производится эксцентриковым механизмом 7, поворотом рукоятки 8.
Фиксация стола в заданном положении производится эксцентриковым зажимом поворотом рукоятки 9.
Механизм перемещения стола.
Механизм механического перемещения стола состоит из привода 3 (см. рис. 3), цепной передачи 44 (рис. 5), распределительного вала IX (см. рис. 2), конических передач 23—24, 26—27 передач винт — гайка X—25, XI—28.
Ручное перемещение стола осуществляется маховичком 15 (см. рис. 3), через кулачковую муфту 60 (см. рис. 6), цепную передачу 59. Для включения муфты необходимо нажать на маховичок в осевом направлении.
Блок.
Верхняя часть станка 4 (см. рис. 3) выполнена блочной конструкцией, в которой размещены (см. рис. 4): когтевая защита 23, вальцы подающие передний 21 -и задний 22, вал ножевой 19, прижимы 20. В левой передней нише блока размещено электрооборудование пульта управления станком. В левой боковой нише блока размещено тормозное устройство ножевого вала, в правой нише — цепная передача верхних подающих вальцов и клиноременная передача привода ножевого вала.
Вал ножевой.

Корпус ножевого вала 1 цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которые устанавливаются прямые ножи 7. Крепление ножей производится клиньями 6 и винтами 5. Выставка ножей осуществляется винтами 8 через гайки 9. Корпус ножевого вала монтируется на шарикоподшипниках 2. размещенных в цилиндрических опорах 3 и 4. На станке ножевой вал устанавливается в расточках блока 4 (см. рис. 3). Вращение ножевого вала осуществляется от электродвигателя 47 (см. рис. 5) клиноременной передачей 46. Электродвигатель установлен на качающейся плите 49.
Прижимы
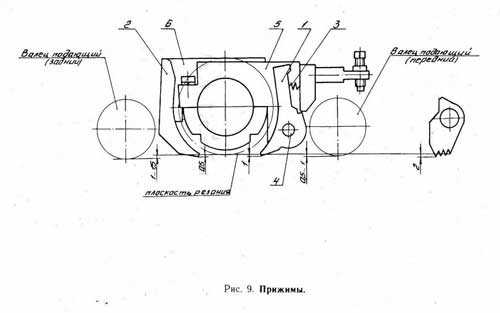
Передний прижим 1 служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения заколов.
Передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций. Давление каждой секции осуществляется пружиной 3. Все секции размещаются на оси 4.
Задний прижим представляет собой сплошную балку. Передний и задний прижимы монтируются на щеках 5 и б и имеют возможность поворачиваться на фланцах ножевого вала относительно его оси.
Механизм подачи.
Механизм подачи станка — вальцовый. Верхние подающие вальцы размещены в блоке станка и состоят из переднего секционного 21 и заднего гладкого 22 вальцов (см. рис. 4).
Нижние вальцы — гладкие и установлены в столе (см. рис. 7).
Секции 1 (рис. 10) переднего подающего вальца монтируются на валу 2. Вал 2 вращается на шарикоподшипниках 3, установленных в кронштейнах 4 и 5. Кронштейн 4 качается на промежуточной втулке 6, установленной в блоке станка, кронштейн 5 па втулке 7. смонтированной в щеке 8.
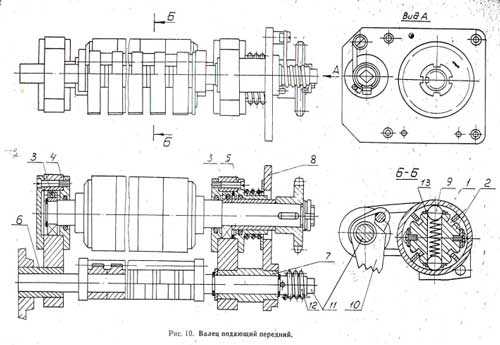
Когтевая защита 10 установлена на оси 11. Подъем когтевой защиты производится поворотом оси 11. Пружина 12 возвращает ногтевую защиту 10 в рабочее положение.
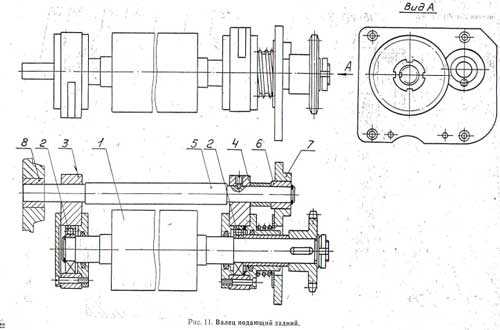
Задний подающий валец 1 (см. рис. 11) выполнен гладким и вращается на шарикоподшипниках 2, установленных в кронштейнах 3 и 4. Кронштейн 4 жестко связан с осью 5, которая одним концом опирается во втулке 6, установленной в щеке 7, другим — во втулке 8. установленной в блоке станка.
Прижим верхних подающих вальцов к заготовке осуществляется тягами 27 и 32 (см. рис. 4), усилие прижима регулируется винтом 30 и гайками 33, сжимающие пружины 29 и 34.
Вращение подающих вальцов и перемещение стола вверх и вниз осуществляется от бесступенчатого привода подачи 3 (см. рис. 3), через цепные передачи 41 и 44 (см. рис. 5).
Привод подачи.

Бесступенчатый привод подачи состоит из электродвигателя 1, механического вариатора 2, редуктора 3, смонтированных на одной плите 23.
От электродвигателя 1 через муфту 24, конусный диск 4 вращение передается валу 5. Далее через зубчатые передачи 6, 7, 8, 9 и 12 вращение передается валу 10 и от звездочки 13 — цепной передаче 41. При включении электромагнитных муфт 14 или 18 вращение от вала 16 и звездочки 17 передается цепной передаче 44 — происходит перемещение стола вверх или вниз. Изменение частоты вращения привода (т. е. получение необходимой скорости подачи) достигается перемещением конусного диска 4 относительно контактного кольца 20. Перемещение осуществляется маховичком 16 (см. рис. 3).
Электрическая схема
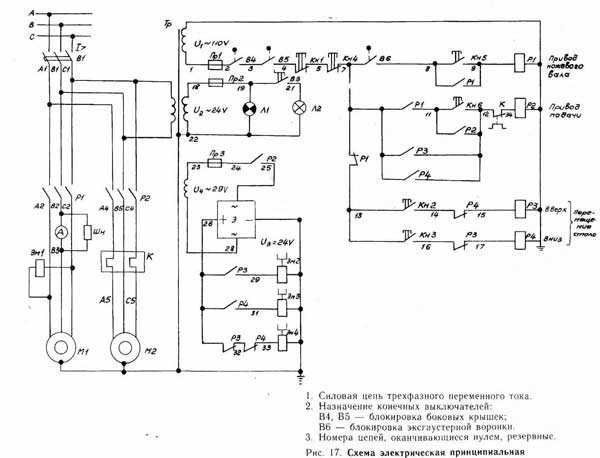
Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателя В1 и предохранителей Пр1…ПрЗ, после чего закрыть дверь электрошкафа.
Напряжение на силовые цепи и цепи управления подается включением вводного выключателя В1. При этом на пульте управления должна загореться сигнальная лампа Л1 молочного цвета. Включение привода ножевого вала осуществляется кнопкой Кн5. При этом включается магнитный пускатель РI, замыкая свои контакты в цепи питания электродвигателя ножевого вала. Отключается привод ножевого вала кнопкой Кн4 или Кн1.
Привод ножевого вала невозможно включить при открытой эксгаустерной воронке или открытой боковой крышке (правой и левой). Блокировка осуществляется микровыключателями В4, В5, В6.
Привод подачи включается кнопкой Кнб при включенном приводе ножевого вала. При этом включается магнитный пускатель Р2, замыкая свои контакты в цепи питания электродвигателя М2. Привод подачи нельзя включить, если не включен привод ножевого вала, благодаря наличию замыкающих контактов пускателя Р1 в цепи питания катушки пускателя Р2.
Перемещение стола производится включением кнопки Кн2 и КнЗ в толчковом режиме при отключенном приводе ножевого вала. При включенном приводе ножевого вала привод перемещения стола не включится, так как в его цепи имеется размыкающий контакт магнитного пускателя Р1.
Кнопкой Кн2 включается реле РЗ, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм2 и включает перемещение стола вверх.
Кнопкой КнЗ включается реле Р4, которое замыкает свой контакт в цепи питания электромагнитной муфты ЭмЗ и включает привод перемещения стола вниз.
Для фиксации стола в заданном положении применяется тормозная муфта Эм4.
Переключатель ВЗ служит для включения лампы местного освещения Л2.
Кнопка Кн4, расположенная на пульте управления, и кнопка Кн1, расположенная на станине станка, служат для аварийного отключения станка.
Защита элктрооборудования от токов короткого замыкания и перегрузок осуществляется вводным выключателем В1 и Предохранителями Пр1…ПрЗ.
Нулевая защита осуществляется магнитными пускателями.
Скачать документацию
forkettle.ru
Рейсмусовый станок СР6-6
Содержание статьи:
Изготовлением и проектированием рейсмусового станка СР6-6 занимался Ставропольский завод «Красный металлист». Этот тип оборудования предназначен для обработки плоских деревянных заготовок в размер по толщине. Несмотря на устаревшую конструкцию, оборудование успешно применяется в небольших производственных линиях до сих пор.
Конструкция и принцип работы станка

Внешний вид
Главной особенностью рейсмусового станка СР6-6 является устойчивый чугунный корпус. Он дает возможность обрабатывать заготовки относительно больших размеров без уменьшения качества. Дополнительно в конструкции предусмотрены узлы и функции, увеличивающие производительность.
Конструктивно установка СР6-6 состоит из чугунной станины, в которой располагается рабочий стол, механизмы подачи и ножевой вал. Для точной обработки в схеме оборудования предусмотрен узел смещения стола в вертикальном направлении. Это осуществляется с помощью специального устройства и электродвигателя.
Принцип работы рейсмусовой установки СР6-6.
- Выбор толщины обрабатываемой заготовки, установка параметров снятия стружки за один проход режущих валов.
- Установка заготовки между двумя подающими валами, расположенными вверху и внизу.
- Предварительно на секционный вал устанавливают кольца, которые имеют рифленую поверхность и резиновые уплотнители. Это дает возможность одновременно формировать различную толщину на деревянной поверхности детали.
- Прижим при подаче к режущему валу обеспечивается с помощью специального колпака. Он имеет функцию регулирования степени механического воздействия.
- Одновременно с функцией прижима острая кромка колпака удаляет стружку с поверхности, что положительным образом сказывается на качестве обработки.
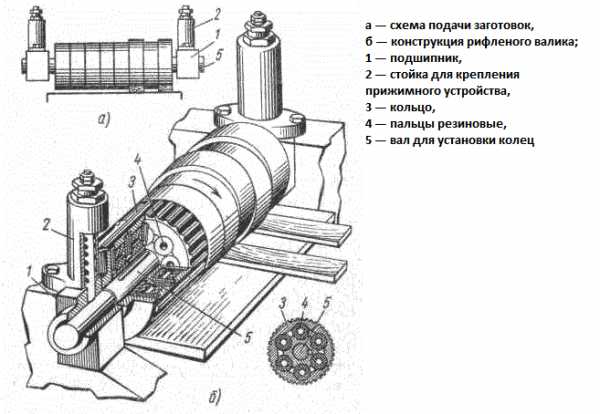
Устройство секционного рифленого валика
Для предотвращения обратного движения бруса перед подающими фальцами монтируют «когти», которые не дают заготовке изменить направление. Это является обязательным условием эксплуатации станка при обработке тонких материалов.
Для повышения универсальности рейсмусового станка СР6-6 в его конструкции предусмотрено наличие устройств для заточки и фуговки обрабатывающих ножей. Это позволяет выполнять профилактические мероприятия без привлечения дополнительного оборудования.
Технические характеристики
Компоненты станка
Для ознакомления с фактическими параметрами станка рекомендуется изучить технический паспорт оборудования. В нем подробно расписаны не только технические характеристики, но и эксплуатационные качества установки.
Относительно небольшие габариты (110*138*156 см) дают возможность установить агрегат в удобном месте производственного цеха. Предварительно подготавливается ровная поверхность, так как в конструкции не предусмотрены регулирующие механизмы. Лучше всего приобрести и установить опорные лапы. С их помощью можно не только правильно выставить уровень, но и частично компенсировать колебания СР6-6, возникающие во время работы.
Кроме этого, следует знать такие технические характеристики, которыми обладает рейсмус модели СР6-6:
- максимально допустимая ширина заготовки не может превышать 63 см;
- толщина может варьироваться от 5 до 200 мм;
- длина деревянного изделия ограничена значением 36 см;
- максимальная толщина удаляемого слоя составляет 5 мм;
- в конструкции барабана обработки есть 4 ножа;
- диаметр вала составляет 128 мм;
- варианты подачи заготовок, м/мин – 8, 12, 20 и 30;
- скорость резания составляет 33,5 м/мин;
- смещение механического стола выполняется со скоростью 0,565 м/мин.
Главное движение рейсмуса СР6-6 осуществляется за счет работы электродвигателя мощностью 8,6 кВт. При этом частота вращения вала составляет 5000 об/мин.
В конструкции предусмотрена система отводки стружки и древесной пыли. Для нормальной работы оборудования воздухообмен должен быть не менее 1800 м³/час. Таким образом, можно избежать засорение компонентов оборудования, предоставить появление брака на поверхности обрабатываемой детали.
Правила эксплуатации
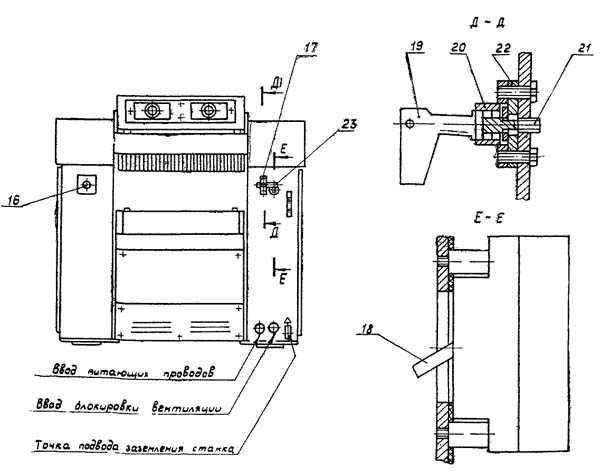
Схема работы прижимных валов
Ознакомление с техникой безопасности при работе на станке является обязательным. Для этого необходимо изучить инструкцию, освоить методику и принцип функционирования оборудования. С этими данными можно ознакомиться, прочитав паспорт рейсмуса.
Подключение выполняется через узел заземления, расположенный в нижней части конструкции. Помимо электросети, необходимо вытяжное устройство, которое будет удалять древесную пыль и стружку из зоны обработки деревянных изделий. Оно подключается через соответствующий патрубок.
Перед началом работы необходимо убедиться, что дверцы электрических шкафов закрыты. В конструкции предусмотрено автоматическое выключение, если они находятся в открытом состоянии.
После установки заготовки опускаются фиксируемые ножи. При этом их кромки должны быть ниже плоскости заготовки на 2 мм.
Минимальная длина обрабатываемых деревянных изделий не может быть менее 400 мм. Одновременно с этим учитывается, что разница в толщине не должна быть более 4 мм. В противном случае возникнут биения, что приведет к ухудшению обработки.
В видеоматериале показан пример модернизации аналогичной модели рейсмуса:
stanokgid.ru
Рейсмусовый станок СР6-7 Б/У — Биржа оборудования ProСтанки
Односторонний рейсмусовый Станок СР6-7 предназначен для одностороннего плоскостного строгания деревянных деталей и изделий на заданный размер по толщине.
Возможна доставка в другие города.
Станок СР6-7 предназначен для одностороннего плоскостного строгания деревянных деталей и изделий на заданный размер по толщине. Станок допускает одновременную обработку нескольких заготовок с неравномерностью по толщине до 4 мм.
Станок СР6-7 может быть использован на деревообрабатывающих производствах, в мебельных и модельных цехах, на строительных площадках и т.д.
Станок СР6-7 выполнен в виде замкнутой рамной конструкции, с размещением всех механизмов внутри станины. Материал станины — чугунное литье. Стол станка имеет винтовой подъем и перемещается по высоте в зависимости от толщины пропускаемого материала вручную. Подача материала вальцовая.
Реймусовый станок СР6-7 Технические характеристики
Ширина строгания, наибольшая мм 630
Толщина обрабатываемого материала, наибольшая мм 200
Толщина обрабатываемого материала, наименьшая мм 5
Длина обрабатываемого материала, наименьшая мм 400
Толщина снимаемого слоя древесины, наибольшая мм 5
Число оборотов ножевого вала об/мин 5000
Диаметр корпуса ножевого вала мм 125
Режущий диаметр ножевого вала мм 128
Скорость резания м/сек 33,5
Число ножей ножевого вала шт. 4
Скорость подачи м/мин 8; 12; 20; 30
Способ подачи – вальцовый
Стол: подъем – ручной — —
размеры рабочей поверхности мм 1100х640
вертикальное перемещение мм 200
перемещение за один оборот лимба мм 2
цена деления лимба мм 0,1
Способ торможения – электромеханический
Электродвигатель привода ножевого вала
тип — -мощность кВт 7,5
число оборотов об/мин 3000
Электродвигатель привода заточного круга
тип — -мощность кВт 0,25
число оборотов об/мин 3000
Общая установленная мощность кВт 7,77
Род обрабатываемого материала — древесина любой породы
Габариты станка:
длина мм 1100
ширина мм 1360
высота мм 1500
Вес станка кг 1350
www.prostanki.com
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время Тип документации: Руководство по эксплуатации Состав документации: 1) Руководство по эксплуатации на станок СР6-7 рейсмусовый односторонний, 1979 год, 31 лист формата А4: 2) Руководство по эксплуатации на станок СР6-7 рейсмусовый односторонний, 1978 год, 30 листов формата А4 Инструкции по скачиванию паспорта: Данный документ платный. Чтобы отправить документ в корзину нажмите на
кнопку «купить», расположенную ниже этого текста. Паспорт добавится в вашу корзину. Если Вы хотите добавить в корзину еще один или несколько документов — проследуйте в соответствующую категорию и закончите пополнение корзины. Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование — нам важно ваше мнение! |
www.xn--80akollgcgac.xn--p1ai
СР-6 Станок рейсмусовый (рейсмус). Паспорт, схемы, описание, характеристики
Сведения о производителе рейсмусового станка СР-6
Производителем рейсмусового деревообрабатывающего станка СР-6 является Ставропольский Станкостроительный завод Красный Металлист, — который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
СР-6 (СР 6-10) Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР 6-10 стал дальнейшим развитием своего легендарного предшественника рейсмуса СР 6-9.
Станки СР4-1 (400 мм), СР6-10 (600 мм), СР8-2 (800 мм) — новый, последний модельный ряд рейсмусовых станков, выпущенных заводом «Красный Металлист», которые пришли на смену модельному ряду рейсмусов СР3-6 (300 мм), СР6-9 (600 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-6 (СР 6-10) предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 250 мм поверхностей плоских заготовок шириной до 630 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-6 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-6 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки — механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка — УХЛ4.2, категория условий хранения — 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР-6-10:
- Станок имеет сварную станину из стальных листов, что зачительно облегчило его конструкцию;
- Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
- Станок имеет четыре приводных вальца, что значительно улучшает тяговую способность механизма подачи. Узел подачи заготовки также работает от отдельного двигателя;
- Стол оборудован приводными поддерживающими вальцами для повышения надежности подачи при перемещении заготовки;
- Скорость подачи можно выбирать дискретно из 2 значений на пульте станка 8 и 16 м/мин;
- Передний подающий валец может быть выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
- Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
- Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
- Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
- Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
- Электроблокировка, исключающая возможность включения станка при открытом ограждении.
СР-6 Общий вид рейсмусового станка

Фото рейсмусового станка СР 6-10
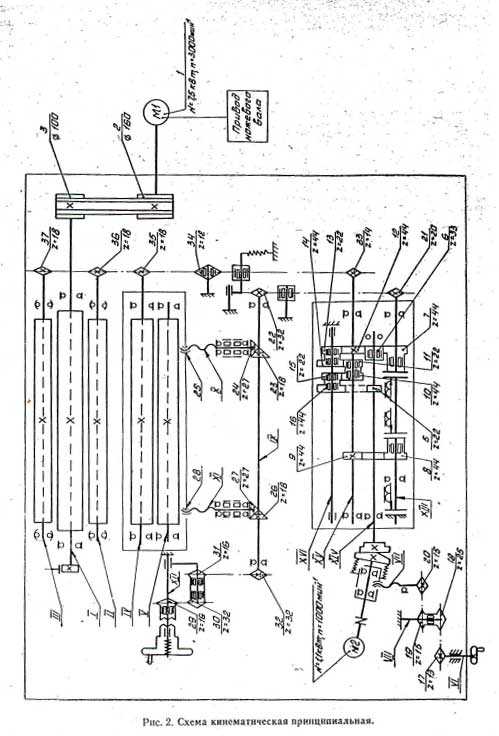
Схема кинематическая и расположения подшипников рейсмусового станка СР-6

Кинематическая cхема рейсмусового станка СР 6-10
Кинематические цепи станка осуществляют следующие движения:
- Вращение ножевого вала
- Вращение подающих вальцов
- Механическое и ручное перемещение стола вверх-вниз
- Ручной зажим стола
Ввиду простоты кинематической схемы ее описание не приводится.
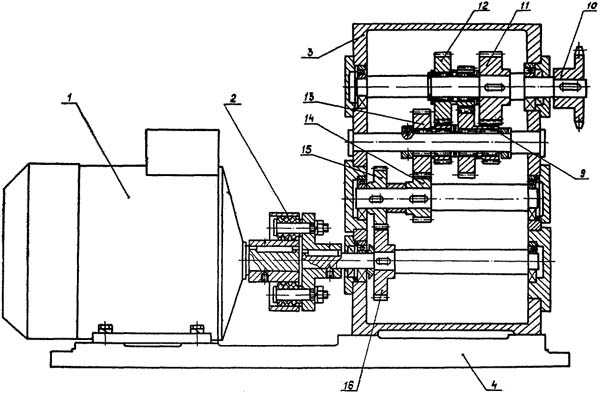
Расположение составных частей и органов управления рейсмусовым станком СР-6

Расположение составных частей станка СР-6-10. Рис. 3
Расположение органов управления станком СР-6-10. Рис. 4
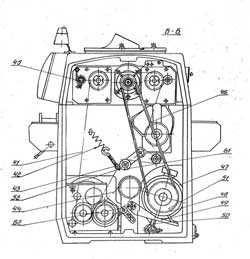
Расположение органов управления станком СР-6-10. Рис. 5

Расположение органов управления станком СР-6-10. Рис. 6
Расположение составных частей рейсмусового станка СР-6-10
- Кожух звукопоглощающий — Рис. 6 поз. 73 — СР 6-10.010
- Станина — Рис. 3 поз. 14 — СР 6-10.01.000
- Привод перемещения стола — Рис. 5 поз. 26, 28 — СР 6-10.01.060
- Стол — Рис. 6 поз. 71 — СР 6-10.02.000
- Валец подающий передний — Рис. 6 поз. 65 — СР 6-10.03.000
- Прижимы — Рис. 6 поз. 66, 67 — СР 6-10.04.000
- Вал ножевой — Рис. 6 поз. 72 — СР 6-10.05.000
- Валец подающий задний — Рис. 6 поз. 70 — СР 6-10.05.010
- Привод подачи — Рис. 5 поз. 24 — СР 6-10.06.000
- Электрооборудование — Рис. 3 поз. 13 — СР 6-10.80.000
Расположение органов управления рейсмусовым станком СР-6-10
- Кнопка «Стоп> общая
- Кнопка «Пуск» ножевого вала
- Кнопка «Пуск» привода подачи
- Переключатель частоты вращения электродвигателя привода подачи
- Световой указатель наличия напряжения
- Кнопка «Вверх» перемещения стола
- Кнопка «Вниз» перемещения стола
- Сигнализация блокировок
- Рукоятка механического зажима стола
- Рукоятка перемещения вальцов стола
- Маховичок ручного перемещения стола
- Кнопка «Стоп> общая
- Запирающее устройство вводного автомата
- Вводный автомат
Общая компановка рейсмусового станка СР-6. Описание основных сборочных единиц
Станина станка СР-6
Станина 14 (см. Рис. 3—6) станка представляет собой жесткую сварную коробку.
Внутри станины, в центральной нише передней части станка, установлен привод подачи 24 (см. Рис. 5). В задней части центральной ниши станины расположен привод ножевого вала.
Электродвигатель ножевого вала (фланцевого исполнения) крепится к плите 25 (см. Рис. 5), перемещающейся по пазам для натяжки ремней.
В левой нише станины размещены электрошкаф станка и механизм перемещения стола. В правой нише размещены цепная передача привода подачи и клиноременная передача привода ножевого вала.
В верхней части станины крепятся: на разъемных опорах ножевой вал с задним вальцом; прижимы, передний валец с пультом управления и звукопоглощающий кожух. Сзади к звукопоглощающему кожуху крепится эксгаустерная воронка.
На станине станка установлено запирающее устройство вводного автомата (см. Рис. 4), состоящие из корпуса 20, винта 21, прокладки 22, планки 23. К запирающему устройству прилагается специальный ключ 19.
Для запирания вводного автомата необходимо ключом 19 отпустить винт 21, освободить планку 23 и переместить ее вправо, расположив над рукояткой 18 вводного автомата, после чего зафиксировать планку, затянув винт.
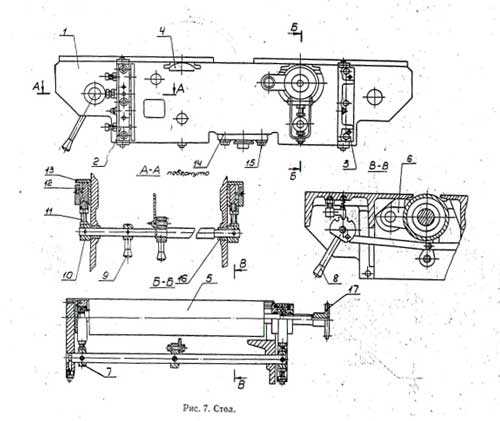
Стол рейсмусового станка СР-6
Стол рейсмусового станка СР-6-10. Рис. 7
Стол 1 чугунный прямоугольной формы с направляющими 2, 3. В столе расположены два гладких приводных вальца 4, 5.
Вальцы смонтированы на подшипниках качения, расположенных в качающихся кронштейнах 6, 7. Выставка вальцев по высоте относительно рабочей поверхности стола производится рычажно-эксцентриковым механизмом 8, поворотом рукоятки 9.
В столе расположен механизм натяжения 10 цепи 11, привода вальцов стола. Натяжение цепи производится с помощью пружины 12, прижимающей к цепи звездочку 13.
Фиксация стола в заданном положении производится поворотом рукоятки 10 (см. Рис. 3), через эксцентрики 13 (см. Рис. 7), винт 14, шток 15, направляющую 16.
Механизм перемещения стола (см. Рис. 5)
Механизм перемещения стола состоит из электродвигателя 26, клиноременной передачи 27, червячного редуктора 28, цепной передачи 29, винтов перемещения.
Ручное перемещение стола осуществляется маховичком 30, который необходимо нажать в осевом направлении, осуществив зацепление шкива с полумуфтой 32 и только затем вращать маховичок, перемещая стол, при этом конечный выключатель 33 отключит электродвигатель механического перемещения стола. После снятия осевой нагрузки с рукоятки маховичка пружина 31 возвращает полумуфту и маховичок в исходное положение.
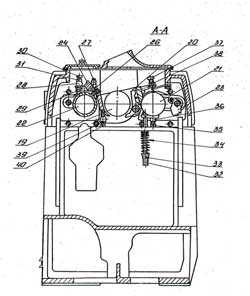
Механизм резания и задний подающий валец рейсмусового станка СР-6
Механизм резания и задний подающий валец рейсмусового станка СР-6-10. Рис. 8
Механизм резания станка состоит из ножевого вала и привода ножевого вала. Корпус ножевого вала 1 (рис. 8) цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которых устанавливаются прямые ножи 2.
Крепление ножей производится клиньями 3 и винтами 4. Выставка ножей осуществляется винтами 5 и гайками 6.
Корпус ножевого вала монтируется на шарикоподшипниках 7, размещенных в разъемных опорах 8, 9.
Опоры ножевого вала крепятся к станине.
Вращение ножевого вала осуществляется от электродвигателя клиноременной передачей.
Заточка ножей. Стойкость ножей без переточки составляет 3 — 4 часа работы согласно ГОСТ 6567—76.
Правильно заточенные ножи должны обеспечивать шероховатость обработанной поверхности не более Кг 100 мкм. При превышении шероховатости поверхности выше указанной величины ножи необходимо переточить. В процессе многократных переточек происходит стачивание ножей. Допускается работать ножами шириной не менее 20 мм.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-6
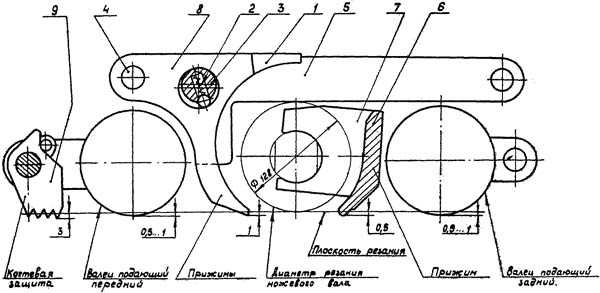
Прижимы рейсмусового станка СР-6-10. Рис. 9
К прижимным элементам станка относятся передний и задний прижимы. Передний прижим служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения сколов.
По конструкции передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций 1. Давление каждой секции осуществляется пружиной 2 через шарик, которые размещены в общей оси 3. Каждая секция прижима имеет возможность качаться на оси 4. Секции смонтированы с осями на двух щеках 5.
Задний прижим 6 выполнен в виде сплошной балки, смонтирован на двух щеках 7 и имеет возможность поворачиваться на фланцах, ножевого вала относительно его оси.
Поддерживающие вальцы 4, 5 (см. рис. 7) стола при обработке заготовок из древесины устанавливают выше рабочей поверхности стола на 0,1—0,4 мм. Меньшее значение соответствует обработке заготовок из твердых пород древесины, большее — для обработки заготовок из мягких пород древесины.
Установка вальцов по высоте относительно рабочей поверхности стола производится рукояткой 9.
Механизм подачи рейсмусового станка СР-6
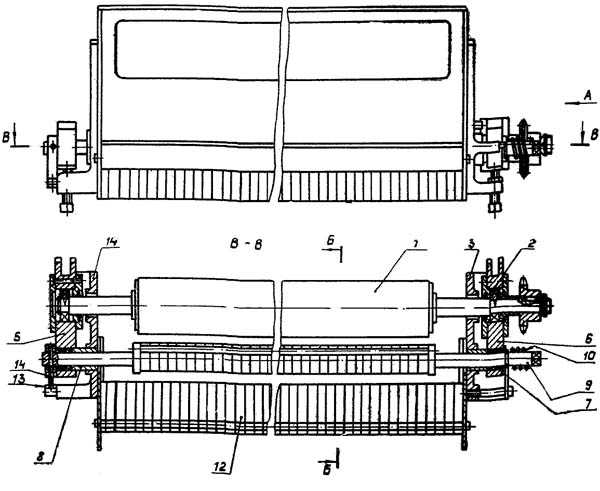
Валец подающий передний рейсмусового станка СР-6-10. Рис. 10
Механизм подачи станка — четырехвальцовый, который состоит из двух верхних и двух нижних подающих вальцов.
Верхние подающие вальцы собраны на отдельных опорах и состоят из переднего рифельного 65 (см. Рис. 6) и заднего гладкого 70 вальцов. Нижние подающие вальцы — гладкие и установлены в столе.
Валец 1 (см. Рис. 10) подающий передний в станке СР 6-10—цельный рифельный, а в станке СР8—2.01—секционный (рис. 10а). Он установлен на двух шарикоподшипниках 2, размещенных в качающихся кронштейнах 5 и 6.
Оси качения кронштейнов через втулки 7 и 8 закреплены в опорах 3 и 4.
По требованию заказчика станок СР 6-10 может быть изготовлен с секционным рифельным валом.
Валец подающий передний рейсмусового станка СР-6-10. Рис. 10а
На валу 2 (рис. 10а) имеются продольные прорези-канавки, в которых размещаются упорные планки секционных колец 1. Центрование кольца 1 относительно оси вала 2 осуществляют резиновые втулки 7.
Прижимается валец к обрабатываемой заготовке при помощи пружины через тяги.
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.

Валец подающий передний рейсмусового станка СР-6-10. Рис. 11
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.
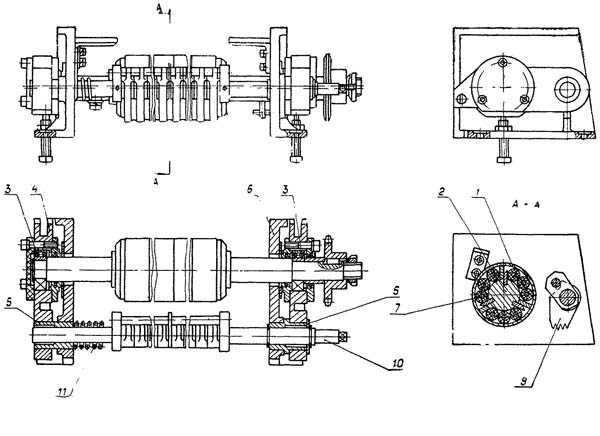
Привод подачи рейсмусового станка СР-6
Привод подачи рейсмусового станка СР-6-10. Рис. 12
Привод подачи (см. Рис. 12)
Привод подачи состоит из двигателя 1, соединительной муфты 2 и редуктора 3, смонтированных на плите 4.
Установка необходимой скорости подачи производится поворотом переключателя на пульте управления станком на желаемую скорость.
Принадлежности к станку
В комплект поставки станка входят:
Комплект инструмента и принадлежностей (ключи, отвертка, шприц штоковый) и приспособления
Приспособление контрольное для установки режущих кромок ножей
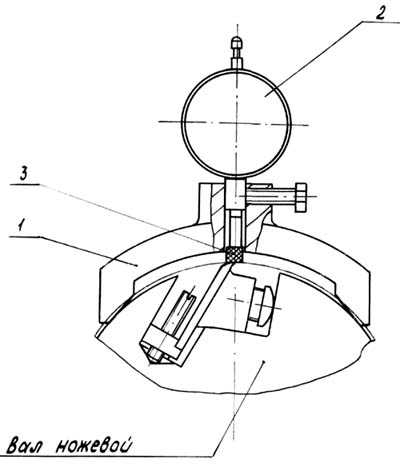
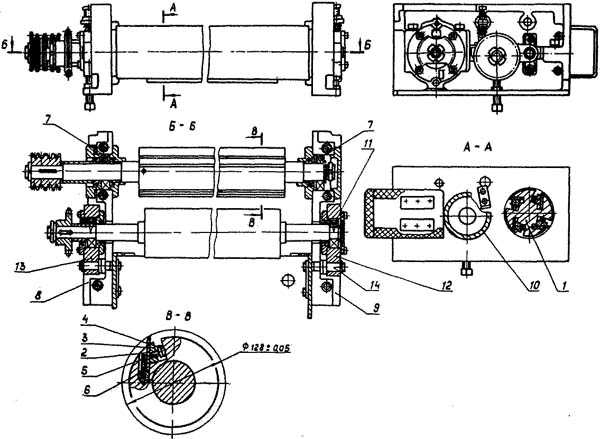
Приспособление контрольное рейсмусового станка СР-6. Рис. 13
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см.рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Электрооборудование станка рейсмусового одностороннего СР-6
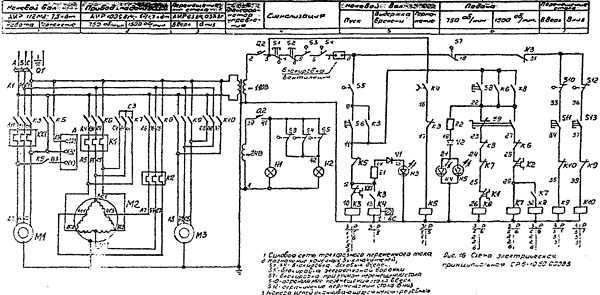
Схема электрическая принципиальная рейсмусового станка СР 6-10 и СР8-2.01 Рис. 15
Схема электрическая принципиальная СР-6. Смотреть в увеличенном масштабе
Электрооборудование станка СР 6 Рис. 15 содержит:
- М1 — асинхронный электродвигатель с короткозамкнутым ротором — привод ножевого вала;
- М2 — асинхронный двухскоростной электродвигатель с короткозамкнутым ротором — привод подачи;
- МЗ — асинхронный электродвигатель с короткозамкнутым ротором — привод перемещения стола;
- Конечные выключатели — контролирующие положение боковых дверей, эксгаустерной воронки и крайние положения стола;
- Пульт — пусковая и защитная аппаратура, расположенная на пульте и в нише станины.
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
В данном руководстве приводятся (см.табл. 6):
Пульт управления размещен в верхней части облицовки станка, а электрошкаф в нише станины.
Для включения станка в электрошкафе установлен вводный выключатель Q1, привод которого выведен наружу.
Отверстие для ввода питающих проводов выполнено внизу, на боковой стенке электрошкафа.
Ввод должен быть осуществлен проводом марки ПВЗ сечением 2,5 мм² черного цвета для силовых цепей и зелено-желтого цвета — для заземления, для СР8-2.01. – сечением 4 мм².
Описание работы электросхемы (см. Рис.16)
Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателей Q1 и Q2, после чего закрыть дверь электрошкафа.
Включением вводного выключателя Q1 подается питание на силовые цепи, управления и цепи сигнализации. На пульте управления должна загореться сигнальная лампа Н1.
Включением привода ножевого вала осуществляется кнопкой S6, при этом включается магнитный пускатель К3, замыкая свои контакты в цепи питания электродвигателя ножевого вала М1.
Привод подачи включается кнопкой S8, расположенной на пульте управления, при включенном приводе ножевого вала. При этом включается магнитный пускатель К6, замыкая свои контакты в цепи питания электродвигателя М2.
При включении в работу ножевого вала и привода подачи на пульте управления загораются соответствующие им сигнальные лампы НЗ, Н4 и Н5.
Принципиальной схемой станка предусмотрено 2 скорости подачи.
Изменение скорости подачи производится переключателем 59, переключением скоростей двухскоростного электродвигателя М2.
Отключение электродвигателей М1 и М2 осуществляется нажатием кнопок 51, расположенной на пульте управления, или 52, расположенной в правой нише задней части станка.
Для остановки привода ножевого вала используется электродинамическое торможение, интенсивность торможения задается регулировочным резистором блока управления, а время торможения не должно превышать 15с (регулируется пневмоприставкой пускателя K4).
Для регулирования блока электродинамического торможения привода ножевого вала необходимо:
- выдержку времени пневмоприставки пускателя К4 выставить равной 15с;
- движок переменного резистора блока управления А установить в среднее положение;
Для увеличения интенсивности торможения движок резистора поворачивают по часовой стрелке, для уменьшения — против часовой стрелки.
Рассмотрим работу схемы при электродинамическом торможении привода ножевого вала М1. При отключении привода ножевого вала кнопками S1 или S2 отключается пускатель К3 и контактом (16, 17) включает пускатель К5.
Пускатель К5 замыкает свои контакты в силовой цепи электродинамического торможения, подавая питание на блок торможения А, контакт (2, 16) пневмоприставки пускателя К4 размыкается через t=15с, достаточное для полной остановки привода ножевого вала.
Регулировка считается выполненной правильно, если при нажатии на одну из кнопок «Общий стоп» электродвигатель привода ножевого вала вращается 15сек, и сразу же после полной остановки электродвигателя происходит отключение тормозного контактора.
Привод перемещения стола М3 включается при отключенном приводе ножевого вала в толчковом режиме кнопками S11 и S13, расположенными на пульте управления. Ограничение хода стола осуществляется конечными выключателями S10 и S12.
В соответствии с техническими характеристиками электродвигатели серии АИР, установленные на станке, допускают не более 10 циклов включения — отключения в час.
С холодного состояния электродвигатель можно включить — отключить с электродинамическим торможением и сразу же повторить цикл включения — отключения. Последующие циклы включения — отключения можно повторить с интервалом не менее 5—6 мин, но не более 10 циклов в час.
СР-6 Станок деревообрабатывающий рейсмусовый. Видеоролик
Технические характеристики рейсмусового станка СР-6
| Наименование параметра | СР-6-9 | СР-6-10 | СР-8-2 |
|---|---|---|---|
| Основные параметры | |||
| Максимальная ширина строгания, мм | 630 | 630 | 800 |
| Диапазон толщины обрабатываемых заготовок, мм | 5..200 | 5..250 | 5..250 |
| Скорость механической подачи заготовки, м/мин | 8-24 | 8; 16 | 8; 16 |
| Минимальная длина обрабатываемой заготовки, мм | 400 | 450 | 450 |
| Наибольшая толщина снимаемого слоя за один проход, мм | 5 | 8 | 8 |
| Частота вращения строгального вала (на холостом ходу), об/мин. | 4570 | 4570 | 4570 |
| Количество строгальных ножей на строгальном валу | 4 | 4 | 4 |
| Диаметр строгального вала, мм | 125 | 128 | 128 |
| Размер ножа: Длина, ширина, толщина, мм | |||
| Длина рейсмусового стола, мм | |||
| Номинальный диаметр присоединительного патрубка эксгаустерной воронки, мм | 180 | ||
| Максимальная разность толщины одновременно подаваемого материала, мм | 4 | 4 | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 3 | 3 |
| Электродвигатель привода ножевого вала, кВт | 7,5 | 5,5 | 11,0 |
| Электродвигатель привода подачи, кВт | 1,1 | 1/ 1,7 | 1/ 1,7 |
| Электродвигатель привода перемещения стола, кВт | — | 0,37 | 0,37 |
| Суммарная мощность всех эл. двигателей станка, кВт | 8,6 | 13,07 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 1130 х 1360 х 1260 | 1120 х 1315 х 1340 | 1120 х 1480 х 1340 |
| Масса станка, кг | 1680 | 1440 | 1600 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
Купить каталог — Купить справочник — Купить базу данных: Прайс-лист информационных изданий
stanki-katalog.ru